Как правильно паять паяльником с канифолью
Здравствуйте уважаемые читатели сайта sesaga.ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.д.
Поэтому, что-либо здесь рекомендовать я не буду, а остановлюсь на самых основных. Это уже в дальнейшем, если Вам понадобится дополнительный инструмент,то Вы его приобретете.
Первое, что нужно приобрести, если у Вас нет, это пинцет и паяльный набор:
1. Паяльник,
2. Припой (олово),
3. Флюс (баночка канифоли).
Паяльник лучше купить обычный, мощностью 40Вт с питающим напряжением 220В. В домашних условиях любой другой мощности не надо, когда научитесь паять, то это поймете. А когда мы соберем для него регулятор мощности, регулируемый температуру жала, он станет более удобным и универсальным.
Припой.
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Флюсы.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.
Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.
Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник.
Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Окончательная подготовка жала паяльника.
 Облуживание.
Облуживание.Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!
Таким белым жало должно быть всегда
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.
Удачи!
Как паять припоем с канифолью
19 Фев 2012г | Раздел: Радио для дома
Здравствуйте уважаемые читатели сайта sesaga. ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.д.
Первое, что нужно приобрести, если у Вас нет, это пинцет и паяльный набор:
1. Паяльник,
2. Припой (олово),
3. Флюс (баночка канифоли).
Паяльник лучше купить обычный, мощностью 40Вт с питающим напряжением 220В. В домашних условиях любой другой мощности не надо, когда научитесь паять, то это поймете. А когда мы соберем для него регулятор мощности, регулируемый температуру жала, он станет более удобным и универсальным.
Припой.
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Флюсы.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.
Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.
Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.
Все. Ваша подставка готова.
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте.
Теперь можно включать паяльник.
Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Окончательная подготовка жала паяльника. Облуживание.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!
Таким белым жало должно быть всегда.
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.
Удачи!
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя.
 Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
 Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы. Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний.
Основные принципы и правила проведения паяльных работ
Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:
- Паяльник, желательно электрический от основного источника питания сети 220 вольт.
- Олово или иной взаимозаменяющие припои.
- Канифоль.

Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- 220 Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов. В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Характеристики припоя и канифоли
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой. В маркировке присутствуют цифровые значения, так 60, это процентное содержание олова, а 40%- содержание свинца. В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения. Основное предназначение канифоли, это удаление окислов с обработанных спаиваемых деталей. Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме.
По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна. Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии. Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Правила пайки канифолью
Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс. Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора. Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом 30-45градусов.
Основные правила пайки паяльником:
- Все работы должны проводиться при проветриваемом помещении, открываем окна.
- Включаем в сеть паяльник, дожидаемся, пока он прогреется, и уйдёт характерный запах. Необходимо чтобы жало прокалилось.
- Выключаем на время паяльник и очищаем наконечник от старой грязи.
- Снова включаем в работу прибор.
- Слегка проводим залуживание деталей и частей соединяемых фиксаторов деталей. Для этого дожидаемся, пока разогреется жало до нужной температуры, слегка касаемся канифоли и направляем жало на место обработки соединения.
- Чтобы взять необходимое количество припоя снова направляем раскалённое жало на канифоль. Прикладываем к сосновой доске и снова повторяем операции с оставшимися частями.
- Новичку необходимо поэкспериментировать на досуге, чтобы понять, как правильно паять медные провода паяльником.
- Типичная ошибка новичка, все работы по соединению проводить при оголённом жале, где отсутсвует припой и флюс. Это роковая ошибка может привести к возгоранию всей платы микросхемы.
- Далее, что нужно для пайки проводов паяльником для медных материалов. Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
- В процессе пайки сама канифоль начнёт дымиться (естественный процесс). Это означает, что провод обтекается необходимой массой канифоли, предназначенной для работы.
- В процессе пайки и выполнения задачи, какой паяльник нужен для пайки проводов, обращаем внимание, если цвет провода изменился с жёлтого на серебристый, то весь процесс прошёл вполне успешно.
- Теперь остаётся припаять оставшиеся 2 провода, но необходимо при этом концы залудить.
 Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.Что нужно знать, чтобы обеспечить меры безопасности пайки
Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности. Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Теперь попробуем разобраться, что можно паять паяльником? Да практически все, что связано с металлом, и необязательно радиоэлектронику. Повреждённые металлические ведра, посуда может снова иметь привлекательный вид, если мы добьёмся эффективной работы паяльника и необходимой группы припоя. В процессе работы используйте доступные сподручные материалы, например деревянный брусок, а также обычные слесарные инструменты — пассатижи, кусачки, молотки. Вам достаточно один раз попробовать эксперимент на несложном металлическом предмете, и тогда вы загоритесь большим желанием устранить дома дефекты на предметах домашнего обихода которые изготовлены из металла. При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности.![]() Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
Как правильно паять. Оборудование и инструменты. Советы по пайке
Как правильно паять — метод образования неразъемного соединения путем внедрения в зону контакта припоя в расплавленном виде, называется пайкой. При этом температура плавления припоя должна быть меньше, чем у соединяемых деталей. Чтобы научиться правильно паять, необходимо кроме теории, осваивать эту технологию практически.
ПаяльникиЭлектрические паяльники выпускают на напряжение до 220 вольт. На слабый паяльник сложно изготовить нагревательный элемент высокого напряжения, потому что потребуется множество тонкого проводника. Это приведет к увеличению размеров паяльника, и нарушит электробезопасность.
Мощность паяльника выбирается с учетом размеров деталей. Чем крупнее соединяемые детали, тем мощнее должен быть паяльник.
Необходимую температуру сердечника паяльника можно поддерживать как автоматически, так и вручную. Для таких целей используют регуляторы на основе тиристоров.
Для повышения срока работы паяльника, кончик жала отковывают. Тогда медь приобретает свойства, при которых меньше подвергается растворению в припое. Жало затачивают напильником для придания специальной формы: на срез, либо угловую форму. Конец жала в виде ножа делают для выпаивания сразу нескольких контактов деталей.
ИнструментыРабочее место необходимо оснастить инструментом, перед тем как правильно паять детали.
ПодставкаРазогретый паяльник обычно располагают на подставке, которая служит для места расположения флюса, а также рабочей площадкой для пайки. К подставке прикрепляют зажим с куском поролона, чтобы очищать жало паяльника.
ШтативОн состоит из зажимов, передвигающихся по высоте и по углу, а также держатель паяльника и канифоль.
Они необходимы для поддержки деталей, зачистки поверхности, придания определенной формы проводу. Такими инструментами обычно являются пассатижи, пинцеты, круглогубцы, кусачки, нож и т.д.
Советы по пайке- Применение материалов. Одним из материалов для пайки используют олово. Однако его температура плавления не превышает 230 градусов. При монтаже радиодеталей, которые имеют маленький размер, происходит их выход из строя от перегрева. Припой, состоящий из олова и свинца, плавится при температуре 180 градусов, а также дешевле. Качество соединения не уступает пайке оловом. В основном чистое олово применяют редко. При монтаже радиодеталей используют припой ПОС-61. Число является процентом содержания олова. Чтобы убрать следы окислов в месте пайки, используют флюсы. В жестяных работах для таких целей применяют кислоты. Но они не годятся для электрических соединений. Здесь нужны флюсы, нейтральные к контактам. Разберемся, как правильно паять с применением канифоли для предохранения от окисления.
 Разберемся, как правильно паять с применением канифоли для предохранения от окисления.
Разберемся, как правильно паять с применением канифоли для предохранения от окисления.Флюс на основе канифоли пассивен. Он создает защиту жидкого припоя во время пайки от воздуха, не давая образоваться окислам. Однако он не удаляет их с поверхности. Удобно паять припоем в виде трубки, внутри которой находится канифоль. В местах с трудной доступностью применяется раствор канифоли на спирте.
- Сердечник (жало) паяльника в обязательном порядке зачищается и покрывается припоем, во избежание образования налета оксида, который мешает в работе.
- Поверхности пайки должны быть зачищены и залужены для качественного соединения при пайке.
- Места спайки сначала прогревают паяльником, затем соединяют и пропаивают.
- Поверхности пайки зачищают шлифшкуркой, обезжиривают бензином, либо ацетоном.
- Жало паяльника чистится напильником, шлифшкуркой и другим инструментом для удаления окислов и нагара.
- Паяльник прогревают, окунают в канифоль, лудят. Чтобы правильно залудить жало, берут деревянный брусок и растирают припой на жале. Поверхность рабочей зоны должна стать серебристой.
- Разогрев припоя. Частица размером с каплю припоя наносится паяльником на соединяемые поверхности и выравнивается. При необходимости количество припоя добавляется для полного охватывания места соединения. Касание сердечника с проводом предполагается максимальным. Канифоль должна присутствовать на припое, во избежание образования окислов. Пайку рекомендуется производить за один прием, так как за несколько раз касания припой окисляется из-за испарения канифоли. Во время остывания припоя детали нельзя двигать, так как образуются трещины, которые снижают прочность и качество соединения.
- Оставшаяся канифоль удаляется спиртом и кистью.
Теперь разберемся, как правильно паять провода. Концы провода для соединения зачищают от изоляции, и прогревают. Размер сердечника нужно подбирать по размеру деталей. Если слишком большой сердечник, то при пайке перегреются находящиеся рядом детали. Если он слишком мал, то пайка будет некачественной.
Размер сердечника нужно подбирать по размеру деталей. Если слишком большой сердечник, то при пайке перегреются находящиеся рядом детали. Если он слишком мал, то пайка будет некачественной.
Изоляцию провода лучше снимать ножом, либо кусачками. Если провода многожильные, то жилы скручивают, затем лудят. Для этого зачищенный конец провода окунается в емкость с канифолью, капля припоя наносится на медные жилы и проводится несколько раз. При этом провод проворачивают для покрытия припоем со всех сторон.
Провода скручивают для получения общей оси. Один проводник скручивается вдоль другого. На соединяемое место наносят канифоль, далее припой. Соединение прогревают 3 секунды.
При нехватке припоя нужно его добавить. Иногда непонятно, почему мощный паяльник не прогревает контакт, и как паять. Тепло поступает снизу-вверх. Скрутку нужно греть снизу. Когда прогрев достаточный, то припой равномерно растекается, а когда тепла мало, то получается рыхлый припой.
После пайки на контакт помещают термоусадку для создания изоляции. Нагреть термоусадку можно зажигалкой.
Нагреть термоусадку можно зажигалкой.
Медный и алюминиевый провод нельзя скручивать между собой. Для их соединения применяют промежуточную конструкцию в виде клеммного зажима, болтового соединения, либо прослойкой из другого металла. Существует припой для алюминия, который сочетается с медным проводом, и используется для их пайки.
Как правильно паять радиодеталиСпайку радиодеталей осуществляют путем предварительной скрутки, либо внахлест, с использованием теплоотвода. Многие детали радиоэлементов боятся сильного нагрева выше 70 градусов.
На монтажной плате отверстие для крепления детали покрывается припоем. Далее покрытый канифолью и луженый конец детали вставляется в это отверстие, прогревается и смачивается припоем. При этом жало должно прикасаться одновременно к плате и к детали. Лишний припой убирают оплеткой из меди. Если все точки пайки выглядят одинаково, значит, пайка сделана качественно.
Паяльник без припоя нельзя долго выдерживать нагретым и перегревать. Образуются окислы, и опять необходимо будет производить зачистку и лужение жала. На нагретом сердечнике паяльника всегда должна быть канифоль. А если перерывы между пайками достаточно большие, то паяльник рекомендуется выключить. Окислившийся ненужный припой убирают с сердечника губкой.
Образуются окислы, и опять необходимо будет производить зачистку и лужение жала. На нагретом сердечнике паяльника всегда должна быть канифоль. А если перерывы между пайками достаточно большие, то паяльник рекомендуется выключить. Окислившийся ненужный припой убирают с сердечника губкой.
Некоторые элементы и детали схем выходят из строя под воздействием статического электричества. Чтобы этого не произошло, корпус паяльника необходимо подключить к заземлению.
Похожие темы:
Канифоль для пайки металла, ее производство, разновидности и свойства
Для паяния многих металлов и сплавов применяются флюсы. В их функции входит снятие оксидного покрытия с детали, ингибирование процессов окисления в процесс работы, обеспечение образования качественного соединения.
Канифоль для пайки – один из самых простых и доступных видов флюсовых материалов. Средство это успешно используется с давних пор по настоящее высокотехнологичное время.
Существует множество современных составов, но привычка использовать канифольный флюс у многих паяльщиков остается неизменной.
Что это такое
Слово это у всех на слуху, но подробности о канифоли известны не многим. Постоянным пользователям полезно знать состав, свойства флюса из канифоли, чтобы пайка была успешной.
Канифоль – это вещество, внешне похожее на стекло. Она может иметь все оттенки бежевого, желтого, коричневого цветов. Хорошо растворяется в чистом спирте и бензоле, хуже – в бензине и керосине, совсем не растворяется в воде.
Главный действующий компонент – смоляные кислоты, концентрация которых может достигать 80- 92 %. Заметно количество высших жирных кислот, массовая доля которых варьируется от 0,5 % до 12 %.
Методы получения
Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Сосновую канифоль получают отгонкой летучей фракции живицы – жидкости, которая выделяется из надрезов на коре хвойных деревьев. Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Помимо этого существует метод получения канифоли из отходов мелко порубленной древесины. Такой продукт называют талловым. Отдельную группу натуральной смолы, выделяемую из старых пней и корней, называют экстракционной канифолью.
В качестве экстрагента в производственном процессе используют бензин. Такой продукт имеет небольшое распространение вследствие трудоемкости получения сырья, которое называется пневым осмолом.
Пни нужно собирать только через 10 или даже 15 лет после вырубки леса. С трудом можно представить детали организации такого производства в больших объемах, требуемых для пайки.
При производстве бумаги накапливается в качестве отхода талловое масло, из которого отгоняют талловую канифоль.
Свойства
Все виды канифоли для пайки поступают в продажу в трех сортах: «высшем», «первом» и «втором».
Талловая канифоль размягчается в диапазоне температур от 56 ℃ у образцов второго сорта до 60 ℃ у образцов высшего сорта. Максимальное содержание золы может достигать 0,06 %, механических примесей – 0,03 %.
Максимальное содержание золы может достигать 0,06 %, механических примесей – 0,03 %.
Талловая канифоль хорошо горит. При хранении она не должна нагреваться больше, чем до 80 градусов. При температуре около 400 градусов она может самовоспламеняться.
Важной характеристикой многих композиций является кислотное число, которое отображает количество свободных кислот в продукте. Измеряется оно в мг КОН, требуемых для нейтрализации.
Кислотное число талловой канифоли укладывается в диапазон 154 – 165 мг КОН на 1 г продукта.
Сосновая канифоль может содержать примеси воды в количестве, достигающем 0, 2 % от общей массы. Это объясняется тем, по-видимому, что добывают ее из живицы.
Золы в сосновом продукте содержится максимум 0,04 %, механических примесей – также не более 0,04 %. Кислотное число сосновой канифоли варьируется от 166 до 169 мг КОН, требуемых для нейтрализации 1 г продукта.
Следовательно, канифоль из живицы сосны имеет немного более кислый характер, чем талловый продукт.
Интервал температуры размягчения сосновой канифоли варьируется от 66 у образцов второго сорта до 69 ℃ у образцов высшего сорта. Температура, при которой масса может воспламениться сама, составляет 321 °С. Хранить канифоль для пайки нужно при комнатной температуре.
Экстракционная канифоль встречается редко. Ее технические характеристики оставляют желать лучшего. Так, содержание основных смоляных веществ составляет только 75 %. Это почти на 20 % меньше, чем у других видов канифоли.
Как паять
Существует ряд обязательных стадий при проведении пайки. Прежде всего, поверхность металлических деталей нужно механически очистить от грязи, оксидов, примесей.
Затем канифоль для пайки нужно хорошо разогреть. Несмотря на то, что флюс начинает плавиться при температуре меньше 70 ℃, прогреть его нужно с большим запасом.
Можно довести температуру до +130. Разогретое жало паяльника должно легко входить в канифольную массу. Обычно при этом выделяется легкий дымок.
Следующий этап пайки зависит от типа предстоящей работы. Если спаять нужно тонкие проводки, то можно сразу приступать к работе. При большей площади рабочей зоны, ее необходимо предварительно прогреть.
Если наносить припой и флюс на холодную поверхность, температура будущего шва резко понизится. Для пайки больших деталей требуется предварительное нагревание рабочей зоны, после которого паяльная масса хорошо распределится по всей поверхности.
Жало паяльника должно быть чистым и прогретым. Если оно долго не использовалось перед пайкой можно наконечник зачистить щеткой или наждачной бумагой. Затем на жало наносят олово.
Процесс называется лужением наконечника. Если жало недавно использовалось, и на нем еще присутствует немного припоя, это хорошо.![]() Его можно сразу окунать в канифоль и приступать к пайке.
Его можно сразу окунать в канифоль и приступать к пайке.
Главная стадия – фиксирование деталей, подлежащих спайке; нанесение в зону будущего шва сначала флюса, затем – припоя. Всю расплавленную массу нужно равномерно распределить жалом паяльника. После остывания пайка закончена.
Преимущества применения
Применение канифоли удобно, благодаря следующим достоинствам:
- доступности флюса в продаже;
- приемлемая цена;
- невысокая температура размягчения;
- возможность использования для многих видов пайки;
- простота применения в домашних условиях;
- длительный срок возможного хранения;
- безвредность.
Натуральный продукт обеспечивает удаление оксидных примесей, ингибирует окисление в процессе проведения пайки, создает предпосылки для образования качественного и прочного шва.
Спиртовой состав
В некоторых ситуациях при пайке труднодоступных мест в качестве расходного применяют не твердую канифоль, а готовый спиртовой раствор натурального продукта.
Чистого спирта во флюсе, известном под сокращением СКФ, содержится 60 %.
Остальную часть массы занимает непосредственно канифоль. Вместо спирта можно взять ацетон. Правда, запах у него менее приятен.
Жидкий флюс стоит недорого, обладает хорошим техническими характеристиками. Его консистенцию можно легко менять увеличением количества растворителя. Так, при работе применяют более жидкие составы, имеющие консистенцию раствора.
Для пайки обычных деталей массу делают в виде вязкой кашицы. Любую работу с растворителями нужно проводить при хорошей вентиляции. Вдыхание выделяющихся паров, возгоняющихся частичек флюсовой массы вредно для дыхательных путей мастера.
Пайка трубчатыми припоями
В продаже имеются расходные материалы, представляющие собой прутки из олова и свинца. Внутри по всей длине размещена флюсовая канифоль. Такой присадочный материал применяют при многих видах пайки.
Пользоваться им легко и удобно. В рабочую зону вносят конец прутка. Она расплавляется, обеспечивает попадание в зону шва одновременно флюса и расплавленного припоя. Так проводится пайка, не требующая тщательной подготовки поверхности перед началом работы.
Она расплавляется, обеспечивает попадание в зону шва одновременно флюса и расплавленного припоя. Так проводится пайка, не требующая тщательной подготовки поверхности перед началом работы.
Выбирая материалы для пайки, следует обратить внимание на информацию о производителях. Вся продукция должна соответствовать ГОСТам.
Когда и, что лучше паять с канифолью, а когда с кислотой или бурой?
При пайке, в отличие от сварки, соединяемые поверхности не расплавляются для смешивания слоев с последующим отвердением, а остаются в неизменном твердом состоянии и расплавляется только дополнительно добавленный металл, который и соединяет между собой соединяемые поверхности. Эта добавка называется припой.
Для того, чтобы края соединяемых деталей хорошо сцепились друг с другом, нужно, чтобы они хорошо смачивались припоем. Достичь этого можно применяя различные флюсы: канифоль, бура и, так называемая, кислота.
Канифоль
Канифоль производят из смолы хвойных деревьев и представляет собой твердое вещество, отчасти по цвету напоминающее янтарь.
Для удобства пользователей производители упаковывают ее в различную тару.
Может также поставляться в продажу в составе готового припоя.
Пользоваться таким припоем очень удобно, так как плавящийся припой с флюсом одновременно покрывают стык спаиваемых деталей, сокращая время процесса.
Канифоль применяется в основном при пайке электротехнических изделий, таких как провода, радиодетали, микросхемы, поскольку она совсем не окисляется со временем, что способствует длительному и прочному соединений.
Бура
Бура — это еще один флюс, который используется при пайке. Для этих целей она поставляется в виде порошка. В продажу поступает упакованная в баночки или целлофановые пакетики.
Бура имеет высокую температуру плавления (около 900 градусов) и для ее расплавления и последующего нанесения обычный паяльник не подойдет ни коим образом, а уж о пайке радиодеталей с использованием буры и думать нечего!
Применяется такой флюс преимущественно при пайке крупных деталей из цветных металлов, в основном медных труб систем отопления и кондиционеров, бронзы, сталей тугоплавкими припоями с помощью паяльной лампы или газовой горелки.
Паяльная кислота.
Сразу надо заметить, что такое название в корне неправильное, так при пайке используется не чистые кислоты, а производные на их основе — ортофосфорной, серной, азотной.
Последняя наиболее известна, а потому больше всего применяется в быту. К тому же ее очень легко приготовить самостоятельно — потребуются лишь сама кислота, цинк (можно использовать даже корпус батарейки), чистая вода, стеклянная емкость и время.
Применяется паяльная кислота при соединении сильно загрязненных (химически) металлов: меди и ее сплавов, никеля, железа, конструкционных сталей и сплавов цветных металлов. Также, как и в случае с бурой, паяльную кислоту нельзя применять при спаивании проводов и радиодеталей, поскольку со временем место соединения окисляется и разрушается.
Выпускается соляная кислота для пайки расфасованная во флакончики из ПЭТ-материалов со специальными носиками для удобства нанесения на место пайки.
Преимущества паяльной кислоты в быстром и качественном обезжиривании деталей и хорошим и надежным соединением.
К недостаткам, как уже говорилось выше, является то, что этот флюс под зоной пайки и рядом с ней еще длительное время реагирует с металлом, разрушая соединение. Кроме того, она плохой проводник электротока и вызывает местный нагрев при его прохождении через место спайки, нарушая тем самым электротехнические параметры.
Паяльный жир.
Есть еще один флюс, который почему-то незаслуженно редко применяется при пайке — это паяльный жир. Этот вид флюса из-за своей специфичности редко используется в быту, но активно применяется у профессионалов в области ремонта электроаппаратуры.
Паяльная жировая смесь в своем составе содержит, канифоль, стеарин, технический вазелин, хлорид цинка, хлорид аммония, высокоочищенную воду. Внешне походит на животный жир и потому и получил такое название.
В зависимости от консистенции и сочетания химических компонентов паяльный жир разделяют на два вида— нейтральный и активный.
Первый содержит канифоль и стеарин и применяется для удаления оксидов для пайки деталей оловянно-свинцовым припоем.
Второй сделан на основе вазелина и парафина и имеет большую коррозийную активность и используется при пайке цветных металлов и сильно поржавевшего железа. Из-за своей высокой способности вызывать коррозию не может быть использован для пайки печатных плат.
А из этого видео вы узнаете еще кое-что о выборе флюса по другим аспектам.
Как правильно паять | Сделай сам
О важности хороших, надежных электрических контактов между проводниками и деталями радиосхемы мы уже упоминали. Об этом напомним еще не один раз, ибо надежные соединения и прочность монтажа схемы обеспечиваются только при помощи пайки.Основным инструментом для пайки является паяльник — стержень или кусок красной меди, нагреваемый на огне или электрическим током до температуры плавления припоя. Конец стержня запилен наподобие клина — это рабочая часть, или жало, паяльника.
Радиолюбители пользуются электрическим паяльником. Его стержень вставлен в железную трубку. Трубка обернута слюдой. поверх слюды намотана нихромовая проволока — это нагревательный элемент паяльника. Сверху проволока защищена слоем асбеста и металлическим кожухом. На другой конец трубки насажена деревянная ручка. при помощи вилки на шнуре, соединенном с проволокой нагревательного элемента, паяльник включают в штепсельную розетку электрической сети. Электрический ток раскаляет проволоку, а проволока отдает тепло медному стержню и нагревает его.
Его стержень вставлен в железную трубку. Трубка обернута слюдой. поверх слюды намотана нихромовая проволока — это нагревательный элемент паяльника. Сверху проволока защищена слоем асбеста и металлическим кожухом. На другой конец трубки насажена деревянная ручка. при помощи вилки на шнуре, соединенном с проволокой нагревательного элемента, паяльник включают в штепсельную розетку электрической сети. Электрический ток раскаляет проволоку, а проволока отдает тепло медному стержню и нагревает его.
Желательно иметь два паяльника разных мощностей. Но если такой возможности нет, предпочтение надо отдать более удобному паяльнику.
Для пайки еще нужны припой и флюс.
Припоями называют легкоплавкие металлические сплавы, с помощью которых производят пайку. Иногда для пайки применяют чистое олово. Оловянная палочка имеет светлую серебристо-матовую поверхность и при изгибе или сжатии плоскогубцами издает хрустящий звук. Но чистое олово сравнительно дорого, поэтому применяют его только для залуживания и пайки посуды, предназначенной для приготовления и хранения пищи.
Для радиомонтажа обычно применяют оловянно-свинцовый припой, представляющий собой сплав олова и свинца. С виду он похож на чистое олово, но менее светлый — матовый.
Чем больше в припое свинца, тем он темнее. Однако, по прочности спайки оловянно-свинцовый припой не уступает чистому олову. Плавится он при температуре 180-200 градусов по цельсию. Удобнее пользоваться кусочком припоя в виде палочки.
Флюсами называют вещества, которые применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислились во время прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла.
Флюсы бывают разные. В мастерских, например, где ремонтируют металлическую посуду и другой домашний инвентарь, применяют «паяльную кислоту». Это раствор цинка в соляной кислоте. Для монтажа радиоаппаратуры такой флюс совершенно не пригоден, так как при прикосновении к нему паяльника он разбрызгивается и осаждается. загрязняет монтаж и со временем разрушает соединения, мелкие детали. Даже небольшая капелька кислоты, попавшая на тонкий обмоточный провод, через короткий промежуток времени переедает его.
Даже небольшая капелька кислоты, попавшая на тонкий обмоточный провод, через короткий промежуток времени переедает его.
Для радиомонтажа пригодны только такие флюсы, в которых совершенно нет кислоты. Одним из таких флюсов является канифоль. Если пайка производится в легко доступных местах, используется канифоль в кусочках. В тех случаях, когда трудно добраться до детали с кусочком канифоли, используют густой раствор канифоли в денатурированном или техническом спирте. Чтобы канифоль хорошо растворялась, ее нужно размельчать в порошок и всыпать в спирт. Так как спирт быстро улетучивается, такой флюс следует хранить в пузырьке с притертой пробкой, например из-под одеколона. Спиртово-канифольный флюс наносится на спаиваемые места предметов при помощи тонкой палочки или кисточки.
Рекомендуем для паяльника сделать подставку, а припой и канифоль держать в баночке (рис. 91) из алюминия. Эти простые приспособления создадут удобства в работе, а паяльник, припой и канифоль будут при этом содержаться в чистоте.
Недостаточно горячий паяльник превращает припой в кашицу, которой паять нельзя. Признаком достаточного прогрева паяльника являются вскипание канифоли и обильное выделение дыма при соприкосновении ее с паяльником. Нормально нагретый паяльник хорошо плавит припой и не окисляется.
Рабочий конец паяльника должен быть всегда горячим и хорошо залужен — покрыт тонким слоем припоя. Залуживают паяльник так. Его разогревают, зачищают жало напильником или наждачной бумагой, опускают в канифоль и прикасаются им к кусочку припоя. После этого жало быстро трут о дерево, чтобы вся его поверхность покрылась тонким слоем припоя. Если припой не пристает даже к хорошо прогретому жалу. его нужно еще раз зачистить и вновь залудить. Паяльник можно считать хорошо залуженым тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя.
Паяльник можно считать хорошо залуженым тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя.
Рабочий конец любого паяльника со временем «выгорает», на нем образуются углубления — раковины. Придать ему правильную форму можно с помощью напильника. Наиболее правильная и удобная форма рабочей части паяльника показана на рис. 92.
Места проводников или деталей, предназначенные для спайки, должны быть зачищены до блеска и залужены. Пайка без залуживания отнимает больше времени и менее надежна. Залуживание проводников удобнее делать так: зачищенным проводником коснуться канифоли и хорошо прогреть паяльником рис. 93. Канифоль, расплавляясь, покрывает поверхность проводника, и припой, имеющийся на паяльнике, растекается по нему. Поворачивая проводник и медленно передвигая по нему жало паяльника, легко добиться равномерного покрытия поверхности проводника тонким слоем припоя.Если при пайке будешь использовать жидкий канифольный флюс, то смачивай залуживаемую деталь этим флюсом при помощи палочки или кисточки, а затем прогревай деталь паяльником до тех пор, пока припой не растечется по ее поверхности.
Чтобы спаять залуженные проводники или детали, их надо плотно прижать друг к другу и к месту их соприкосновения приложить паяльник с капелькой припоя на жале. Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника следует равномерно распределить припой по всему месту спайки, а излишек снять паяльником же. После этого паяльник можно удалить — припой быстро затвердеет и прочно скрепит детали. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока затвердевает припой. Иначе пайка будет непрочной.
Если невозможно залудить поверхности спаиваемых деталей раздельно, их надо плотно прижать друг к другу, смазать место соприкосновения жидким канифольным флюсом (или поднести к нему кусочек канифоли) и прогреть паяльником, предварительно взяв на него припой. Прогревать детали следует до тех пор, пока припой не растечется по всему месту спайки.
Запомни: хорошей пайкой можно считать такую, при которой припой лежит не комком, а обливает место пайки со всех сторон.
Начинающие, еще не имеющие опыта радиолюбители иногда стараются «замазывать» место пайки припоем, а потом удивляются. почему не получается прочного соединения, хотя припоя израсходовано много. Искусство хорошей пайки заключается в том, чтобы сделать пайку при малом расходе припоя. А это достигается при хорошо прогретом и залуженном паяльнике. Только при этих условиях пайка получается прочной, аккуратной и красивой. На монтаж, выполненный таким образом, приятно смотреть самому и его не стыдно показать товарищам.
На сегодня у меня все. До скорых встреч, ждите обновлений. Надеюсь сегодняшний материал кому-нибудь пригодится.
90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.
Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.
Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.
Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.
В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.
Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.
Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.
Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.
Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.
Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.
Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.
Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.
Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.
При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки.
 Далее следует двигаться по стыку деталей.
Далее следует двигаться по стыку деталей.Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.
Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.
Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять
 youtube.com/embed/EOqK6qG0Xhw?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/EOqK6qG0Xhw?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Также рекомендуем посетить:
Как выбрать типы припоя для электронных схем?
Поскольку существует так много типов припоев, выбор припоя для покупки может вызвать затруднения.
Когда я начинал заниматься электроникой, я понятия не имел, поэтому я просто использовал любой припой, который мог найти. Но знаете ли вы, что припой используется не только для пайки электроники?
Вообще-то припой применяют и для сантехники.
А припой, используемый для сантехники, ни в коем случае нельзя использовать для электроники, так как он содержит кислоту!
Автор Ilja at de.википедия [GFDL или CC-BY-SA-3.0], из Wikimedia Commons
Основные виды припоя
Есть лишь несколько основных моментов, которые вам нужно знать, чтобы понять, какой припой выбрать, а от чего лучше держаться подальше.
Прежде всего, припой бывает разных форм: гранулы, стержни, паста и проволока. Как любитель, вам нужно будет только познакомиться с проволокой для припоя. И, возможно, паяльная паста, если вы хотите пайку SMD.
Как любитель, вам нужно будет только познакомиться с проволокой для припоя. И, возможно, паяльная паста, если вы хотите пайку SMD.
Есть два основных типа припоя:
- Припой на основе свинца
- Припой бессвинцовый
Основное практическое различие между ними – температура плавления.По сути, вы можете выбрать то, что вам нравится. Подробнее о паяльных инструментах здесь.
Припой на основе свинца
Припой на основе свинца в прошлом применялся повсеместно. Он был сделан из смеси олова и свинца. Обычно смесь 60/40 (олово / свинец), которая плавится при температуре около 180-190 ° C.
Поскольку свинец оказывает вредное воздействие на наше здоровье, промышленность переходит от свинца к припоям, не содержащим свинца.
Припой бессвинцовый
Бессвинцовый припой – это припой без свинца.ЕС требует, чтобы в коммерчески доступной электронике использовался бессвинцовый припой (RHoS) из-за опасности свинца для здоровья.
Он имеет более высокую температуру плавления, поэтому с ним немного сложнее работать, но обычно это не проблема.
Флюсовый сердечник припоя
Кевин Хэдли (собственная работа) [CC-BY-SA-3.0], через Wikimedia Commons
Паяльная проволока обычно имеет сердцевину внутри проволоки, содержащую флюс. Флюс предназначен для улучшения электрического контакта и механической прочности паяных соединений.
В основном флюсовые сердечники бывают двух типов. Кислотное ядро и канифольное ядро. Кислотный сердечник используется в сантехнике, а канифольный сердечник – в электронике. Так что используйте канифольную сердцевину.
(Примечание: новый водорастворимый сердечник из флюса начинает набирать обороты в качестве альтернативы канифольному сердечнику, поскольку он более безопасен для окружающей среды.)
Сводка
Основные типы припоев – свинец и бессвинцовый. Вы можете использовать и то, и другое для электроники, но может быть проще работать с припоем на основе свинца.
Убедитесь, что припой находится подальше от припоя с кислотным сердечником , так как он предназначен для водопровода, а НЕ для электроники.
Припой можно купить на Amazon. Вот пара альтернатив, которые, как я нашел, должны очень хорошо работать для базовой пайки:
Вернуться от типов припоя к способам пайки
Вот как – Мастер сварки
Когда дело доходит до выбора правильного припоя для электроники, вы должны быть уверены, что используете правильный сердечник. Однако упаковки может быть уже давно, поэтому вот как определить, является ли припой канифолью.
Вообще говоря, канифольный припой для сердечника тоньше, чем кислотный сердечник, и при горении оставляет жирное пятно и пахнет более сладким, чем другие типы припоев, включая кислотный сердечник. Никогда не используйте кислотный припой для электроники.
Канифольный припой и кислотный припой используются в двух очень разных областях. По этой причине важно точно знать, какой припой вы используете. Если на печатной плате используется припой с кислотным сердечником, предназначенный для сантехники, то высока вероятность того, что остатки флюса со временем повредят плату.
Если на печатной плате используется припой с кислотным сердечником, предназначенный для сантехники, то высока вероятность того, что остатки флюса со временем повредят плату.
Помимо разницы в толщине, типы припоя можно определить выжиганием небольшого кусочка. При проведении ожогового теста нужно обратить внимание на две вещи. Во-первых, вы должны прожечь припой на листе бумаги, чтобы увидеть, какое пятно он оставляет.
Если при сжигании припоя на бумаге остается жирное пятно, то это канифольный стержень . В противном случае припой, скорее всего, представляет собой кислотный сердечник, который может повредить электронику.Однако, поскольку это не гарантированный тест, есть еще одна вещь, которая может помочь различить их.
При сжигании припоя, чтобы увидеть, что это за сердцевина, важно обращать внимание на запах. Канифольный припой сердечника обычно дает легкий дым и приятный запах. Припой с кислотным сердечником, с другой стороны, имеет более сильный запах, и кислота может вызвать раздражение глаз.
Припой с кислотным сердечником, с другой стороны, имеет более сильный запах, и кислота может вызвать раздражение глаз.
Невооруженным глазом канифольную сердцевину и кислотную сердцевину трудно отличить друг от друга, поэтому наиболее эффективными испытаниями обычно являются испытания на сжигание. При сгорании канифольный припой сердечника не только оставляет жирное пятно на бумаге, но и имеет более сладкий запах, чем кислотный сердечник или любой другой припой – и это будет вашим большим ключом к разгадке.
Зачем нужен припой с канифольным сердечником Канифольный сердечник в основном используется в электрических цепях; однако у него есть и другие функции. В отличие от кислотного сердечника, канифольный припой сердечника содержит меньшее количество флюса, что делает его предпочтительным вариантом для пайки в местах, где нельзя удалить остатки флюса.Флюс – это химическое чистящее средство, которое используется до и после пайки.
Припой с кислотным сердечником в основном используется для ремонта сантехники и дома, где детали достаточно большие и легко доступны для очистки. Однако, если флюс не стереть, он также может подвергнуться коррозии.
Хотя сам по себе флюс не повреждает электронику, при неправильном использовании остаток флюса может вызвать электрический сбой позже на . Электрический отказ в результате остатков флюса обычно происходит из-за того, что остатки флюса находятся в труднодоступных местах.
Сердечникиз канифоли был разработан для пайки деталей, которые впоследствии не подлежат очистке из-за очень низкого уровня флюса. Кислотный сердечник, с другой стороны, имеет остатки флюса, который после этого необходимо очистить, чтобы избежать коррозии.
Поскольку канифольный сердечник все еще имеет некоторое количество флюса, существует некоторый риск коррозии при неправильном использовании, но этот риск гораздо меньше, что делает его более подходящим для пайки труднодоступных мест, где чистка невозможна.
При пайке электроники риски выше, чем при пайке труб и т.п.Вот несколько советов, которые помогут упростить процесс и повысить ваши шансы на успех.
Найдите подходящие инструменты
Перед пайкой вам нужно взять с собой подходящие инструменты, чтобы работа шла гладко.
Для электроники следует использовать паяльник , а не пистолет. Паяльные пистолеты предназначены для сантехнических работ и просто испортят электронику.
Далее вам нужно выбрать подходящий припой для вашей работы.Помните эти советы:
- Канифольный припой сердечника также действует как флюс . Не добавляйте флюса в канифольный стержень при пайке.
- Диаметр припоя выбирается исходя из размера задания . 0,25 дюйма и 0,30 дюйма – хорошие припои общего назначения, но вы можете использовать 0,015 для детальной работы.
- Бессвинцовый припой экологически безопасен, но с труднее работать. Не используйте бессвинцовый припой, если вы новичок.

Помимо необходимых инструментов, вам также необходимо захватить несколько предметов защитного снаряжения:
- Защитные очки
- Перчатки (необязательно)
- Маленький вентилятор или маска для лица, чтобы не вдыхать слишком много дыма
Очистите все поверхности
Когда у вас есть все необходимые инструменты, тщательно очистите все поверхности, включая рабочее пространство, а затем подготовьте рабочую поверхность.
Если место, которое вы собираетесь паять, покрыто краской или старыми остатками, используйте царапающую щетку для очистки поверхностей, которые вы будете паять. Припой работает только на голом металле.
Очистив обе поверхности, очистите паяльник:
- Протрите наконечник губкой . Один обычно идет в комплекте с паяльником.
- Покройте паяльник припоем до серебристого и блестящего цвета. .
- Делайте это каждый сеанс , так как тепло вызывает быстрое окисление наконечника .
 Один обычно идет в комплекте с паяльником.
Один обычно идет в комплекте с паяльником.Пора начинать пайку
Первое, что нужно сделать при пайке, – это предварительно нагреть утюг и припой.
При пайке:
- Нагрейте утюг и припой примерно на одну секунду. Осторожно, паяльник может нагреваться до 500-750 градусов по Фаренгейту.
- Нанесите паяльник на одну из поверхностей, затем на другую. Обе поверхности должны достичь температуры пайки.
- Добавьте припой на одну из поверхностей. Не кладите припой на паяльник, а расплавляйте его на самой поверхности.
Вот еще несколько советов экспертов:
- Не использовать метод дриблинга . Это неточно и приводит к плохим контактам.
- Скорость – ключ к успеху . Большинство полупроводников чувствительно к нагреванию, поэтому работайте быстро и не нагревайте их слишком сильно.
- Проверьте свою работу. Перед тем, как убирать комплект, убедитесь, что он правильно припаян.
 Это неточно и приводит к плохим контактам.
Это неточно и приводит к плохим контактам.Имейте в виду, что вначале вы можете быть неуклюжим или медлительным, но практика ведет к совершенству. Вскоре вы станете волшебником со своим железом.
Существуют ли разные типы припоя?Кислота и канифоль с сердечником являются основными типами припоя, но другие типы выполняют другие функции.
Припои можно разделить на несколько категорий в зависимости от материалов сплава, типа сердечника, применения и многого другого. :
- Материалы сплава – пропорция элементов, используемых для изготовления припоя (определяет температуру плавления припоя)
- Тип сердечника – определяет, заполнен ли припой флюсом или нет (кислотный сердечник и канифольный сердечник и самофлюсующиеся припои , в отличие от твердого сердечника)
- Применение – специальные припои, такие как авиационный припой, автомобильный припой или припой общего назначения
Несмотря на внешнее сходство, можно провести некоторые тесты, чтобы определить, имеет ли припой канифольный или кислотный сердечник – и вам это необходимо знать, поскольку кислотный припой может испортить ваш электронный проект.
Помните, что если вы сжигаете припой, и он пахнет сладким и оставляет жирное пятно на бумаге, то это канифольный стержень . Припой с кислотным сердечником имеет едкий запах и укус, который может вызвать жжение в глазах и слезы, поэтому его довольно легко идентифицировать. Однако будьте осторожны, чтобы не вдыхать пары припоя напрямую – всегда махайте руками в лицо.
Общие сведения о пайке – Часть 4: Как использовать флюс при пайке электроники
Пару недель назад я проходил раз в два года процесс продления регистрации на машину моей жены.После тестирования машины и оплаты пошлины мне выдали две маленькие таблички с датой регистрации для номерных знаков. Тем не менее, вы должны быть осторожны, потому что, если их неправильно нанести, эти ярлыки могут отсоединиться во время движения по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Ключ к предотвращению этого – перед нанесением этикеток убедитесь, что поверхность номерного знака чистая и сухая.
Флюс и паяльник
Тот же принцип применяется, когда электронные компоненты припаяны к печатной плате. Если металлическая поверхность платы не чистая и не подготовлена для пайки, вы не получите хорошей металлургической связи между поверхностями. И если оплата штрафных санкций за отсутствие текущих номерных знаков на вашем автомобиле обходится дорого, просто подождите, пока вы не начнете получать счета за отказы компонентов на ваших печатных платах из-за плохих паяных соединений.Ключом к получению хорошего паяного соединения является использование химического чистящего средства, известного как флюс, до и во время процесса пайки. Вот более подробный обзор всего этого и того, как использовать флюс при пайке электроники.
Определение и объяснение того, как использовать флюс при пайке электроники
Flux – это химическое чистящее средство, используемое до и во время процесса пайки электронных компонентов на печатные платы. Флюс используется как при ручной пайке вручную, так и в различных автоматизированных процессах, используемых контрактными производителями печатных плат. Основное назначение флюса – подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений. Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Основное назначение флюса – подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений. Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Флюс состоит из основного материала и активатора, который является химическим веществом, которое способствует лучшему смачиванию припоя за счет удаления оксидов с металла.Он также содержит другие растворители и добавки, которые помогают в процессе пайки, а также препятствуют коррозии. Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно нанести ручкой для флюса или обычно он находится в сердечнике припоя, который использует большинство технических специалистов. Для автоматизированных процессов пайки, используемых КМ во время изготовления печатных плат, существует несколько различных способов нанесения флюса.
Применение различных типов флюсов
В соответствии с IPC J-STD-004B для пайки электроники используются три различных категории флюсов.Эти категории: Канифоль и заменители канифоли, растворимые в воде и не требующие очистки. Внутри этих категорий находятся различные типы и химический состав флюсов в зависимости от потребностей компонентов и плат, подлежащих пайке. В зависимости от автоматизированного процесса пайки, используемого вашим контрактным производителем, флюс будет применяться следующими способами:
- Волновая пайка: Флюс, используемый для пайки волной припоя, обычно состоит из большего количества растворителей, чем флюс, используемый для других применений, и будет распыляться на плату до того, как он пройдет через волну припоя.Оказавшись на месте, флюс очистит компоненты, которые должны быть припаяны, чтобы удалить любые образовавшиеся оксидные слои. Если на плате используется менее коррозионный тип флюса, то перед нанесением флюса плата должна пройти предварительную очистку.
- Припой оплавление: Для плат, которые подвергаются процессу оплавления припоя, используется паста, состоящая из липкого флюса и небольших шариков металлического припоя. Эта паяльная паста удерживает детали на месте, пока тепло печи не заставит частицы припоя оплавиться.Мало того, что металлические поверхности очищаются флюсом, пастообразный характер флюса изолирует воздух, предотвращая дальнейшее окисление. Флюс для паяльной пасты также содержит добавки для улучшения характеристик текучести припоя при его плавлении.
- Селективная пайка: Флюс, используемый для процессов селективной пайки, наносится либо распылением, либо с помощью более точного процесса капельно-струйной пайки.

Метод, которым флюс наносится на каждый из этих процессов пайки, тщательно контролируется, чтобы гарантировать, что флюс может выполнять свою работу без нарушения целостности процесса пайки.Например, если используется паяльная паста, в которой концентрация растворителей выше, чем у других типов паст, может возникнуть проблема, если флюс нагревается слишком быстро. Нагретые растворители могут выделять газ, образуя пустоты в паяном соединении, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью стадий предварительного нагрева, выдержки при температуре и оплавления.
Нагретые растворители могут выделять газ, образуя пустоты в паяном соединении, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью стадий предварительного нагрева, выдержки при температуре и оплавления.
Флюс для очистки электроники
Другим аспектом флюса является необходимость очистки печатной платы после того, как он выполнил свою работу.Некоторые флюсы вызывают коррозию, и их остатки могут продолжать свою активность и повредить печатную плату еще долгое время после ее изготовления. Каждая из трех упомянутых выше категорий флюсов имеет свои собственные потребности в очистке:
- Канифоль На основе: Этот флюс необходимо очищать специальными химическими растворителями, которые обычно содержат фторуглероды.
- Водорастворимый: Существует множество чистящих средств, которые можно использовать для водорастворимых флюсов, таких как деионизированная вода и моющие средства.
- Без очистки: Судя по названию, эти флюсы практически не требуют очистки. Обычно любая чистка имеет больше эстетической привлекательности, чем фактическое загрязнение. Однако остаточный флюс, не требующий очистки, может снизить эффективность адгезии конформных покрытий, поэтому все же рекомендуется некоторая очистка.

Для более агрессивных флюсов необходима очистка. Некоторые процессы производства печатных плат, такие как экранированные области печатной платы, которые подвергаются пайке волной, могут потенциально скрывать остатки флюса.Этот остаточный флюс со временем может вызвать серьезные проблемы для печатной платы, если ее не очистить. Однако, помимо коррозионных проблем более активных флюсов, даже остатки неочищенных флюсов могут мешать тестированию печатных плат, оптическому инспекционному оборудованию и некоторым чувствительным электронным компонентам. В общем, по возможности лучше очищать остатки флюса.
Чего можно ожидать от контрактного производителя
Существует множество различных категорий, типов и составов флюсов для пайки, так же как существует множество различных типов припоев и процессов пайки. Чтобы быть уверенным, что конструкция вашей печатной платы будет изготавливаться правильно с использованием наилучшего сочетания материалов и процессов, вам необходимо работать с CM, который полностью понимает все это. Ваш менеджер по маркетингу должен иметь многолетний опыт работы с этими различными материалами, а также оборудование и ресурсы для облегчения этих процессов.
Чтобы быть уверенным, что конструкция вашей печатной платы будет изготавливаться правильно с использованием наилучшего сочетания материалов и процессов, вам необходимо работать с CM, который полностью понимает все это. Ваш менеджер по маркетингу должен иметь многолетний опыт работы с этими различными материалами, а также оборудование и ресурсы для облегчения этих процессов.
| Когда эта дискуссия впервые возникла, флюсы канифоли не были такими агрессивными, как более активные водорастворимые флюсы.Мыслительный процесс звучал так: «Флюс был вашим другом», и чем агрессивнее флюс, тем легче было припаять компоненты к продуктам. Также было установлено, что эти водорастворимые флюсы можно очищать только водой. Значительная разница между существующими материалами-растворителями, используемыми для очистки канифольных флюсов, такими как трихлорэтилен (TCE), 1,1,1-трихлорэтан, хлорэтан, D-Sol, MEK (метилэтилкетон), фреоны (CFC) и HCFC, которые, кстати, оказались канцерогенными и озоноразрушающими материалами.  Флюсы на основе канифоли можно было очистить только в растворителях, предназначенных для их удаления. Канифоль должна быть растворена, и активаторы должны быть удалены, особенно с помощью флюсов, активированных канифолью. Флюсы с умеренно активированной канифолью (RMA) не нужно удалять, но из-за их внешнего вида и сложности, которую они представляют при электрических испытаниях, у большинства производителей также есть процессы для их удаления с печатных плат. Обычно они не удаляют эти остатки RMA с кабельных сборок. Другой способ удалить канифольные флюсы – превратить их в канифольное мыло с помощью щелочного омылителя и смыть деионизированной водой, тогда как водорастворимые флюсы были более агрессивным материалом и теоретически их было легче удалить с помощью традиционных систем очистки воды.С появлением поверхностного монтажа в 1980-х годах зоны захвата стали более распространенными, поскольку пространства под компонентами были меньше, и способность этих растворителей проникать под эти компоненты стала уязвимой. Флюсы на основе канифоли можно было очистить только в растворителях, предназначенных для их удаления. Канифоль должна быть растворена, и активаторы должны быть удалены, особенно с помощью флюсов, активированных канифолью. Флюсы с умеренно активированной канифолью (RMA) не нужно удалять, но из-за их внешнего вида и сложности, которую они представляют при электрических испытаниях, у большинства производителей также есть процессы для их удаления с печатных плат. Обычно они не удаляют эти остатки RMA с кабельных сборок. Другой способ удалить канифольные флюсы – превратить их в канифольное мыло с помощью щелочного омылителя и смыть деионизированной водой, тогда как водорастворимые флюсы были более агрессивным материалом и теоретически их было легче удалить с помощью традиционных систем очистки воды.С появлением поверхностного монтажа в 1980-х годах зоны захвата стали более распространенными, поскольку пространства под компонентами были меньше, и способность этих растворителей проникать под эти компоненты стала уязвимой.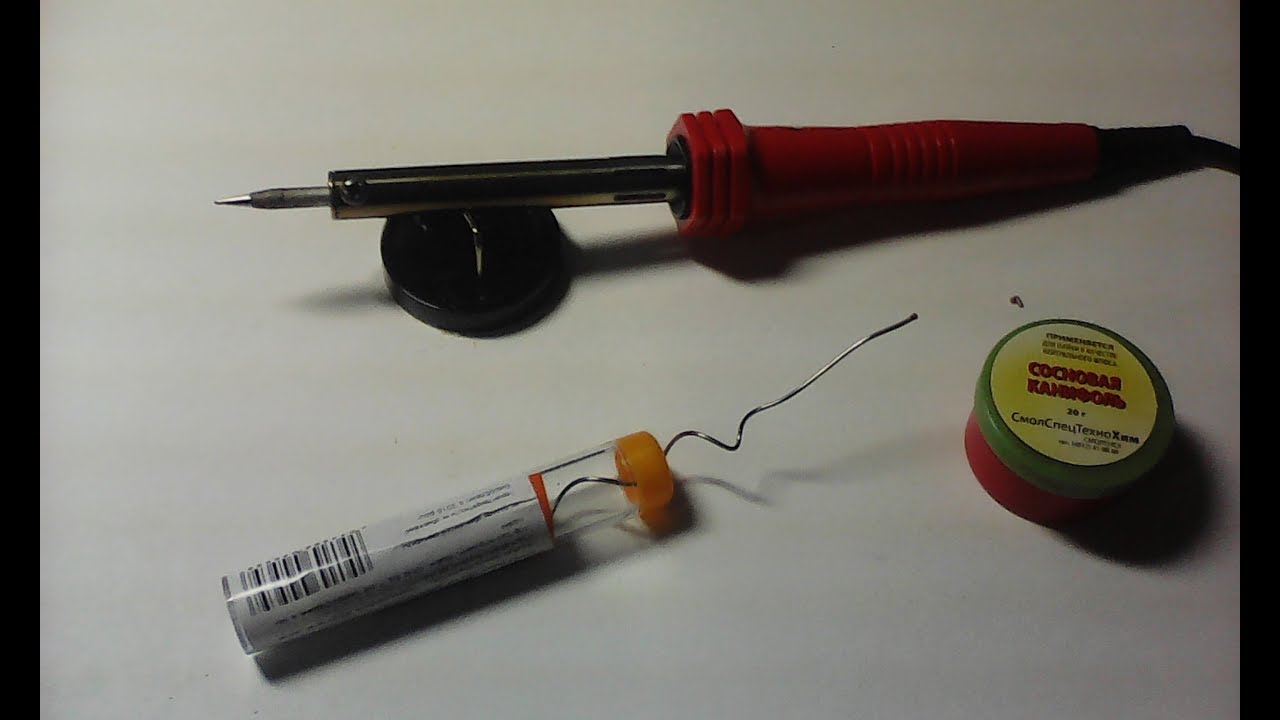 Поверхностное натяжение очищающей среды было слишком высоким, чтобы проникнуть под компоненты, поэтому флюсы не смывались, оставляя после себя некоторые ионные остатки от галогенидных активаторов, используемых в этих флюсах. Хотя это краткая история флюсов, вопросы остаются прежними: какой флюс лучше всего подходит для вас, и можете ли вы очистить его от всего продукта.Вопрос “Насколько чисто чисто?” еще нужно ответить. Необходимо ответить на вопрос об утилизации растворителей и водного раствора. Еще нужно ответить на вопрос о дополнительной стоимости очистки. Другими словами, стоит ли все это затрат или следует изменить процесс на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки. Я знаю, что существует больше проблем, чем указано, таких как совместимость остатков флюса с конформным покрытием, поведение остаточного флюса при конечном использовании продукта, необходимость обучения клиента тому, как видеть остатки и пленки на их продуктах, типы тестирование, которое необходимо провести для проверки качества продукции. Поверхностное натяжение очищающей среды было слишком высоким, чтобы проникнуть под компоненты, поэтому флюсы не смывались, оставляя после себя некоторые ионные остатки от галогенидных активаторов, используемых в этих флюсах. Хотя это краткая история флюсов, вопросы остаются прежними: какой флюс лучше всего подходит для вас, и можете ли вы очистить его от всего продукта.Вопрос “Насколько чисто чисто?” еще нужно ответить. Необходимо ответить на вопрос об утилизации растворителей и водного раствора. Еще нужно ответить на вопрос о дополнительной стоимости очистки. Другими словами, стоит ли все это затрат или следует изменить процесс на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки. Я знаю, что существует больше проблем, чем указано, таких как совместимость остатков флюса с конформным покрытием, поведение остаточного флюса при конечном использовании продукта, необходимость обучения клиента тому, как видеть остатки и пленки на их продуктах, типы тестирование, которое необходимо провести для проверки качества продукции. Также необходимо учитывать стоимость оборудования, а не только капитальные затраты, но и стоимость материалов, площади, вентиляции, сброса сточных вод и т. Д., Которые необходимо добавить к уравнениям для определения стоимости очистки печатных плат. Я бы сказал, что лучше всего использовать флюс, который является лучшим процессом для вас и ваших клиентов, то есть продукты хорошего качества, который будет менее дорогостоящим для вас и вашего клиента и будет иметь наименьшее влияние на окружающую среду. Если есть еще вопросы, не стесняйтесь обращаться ко мне в автономном режиме, и мы сможем обсудить это дальше, поскольку эту тему очень сложно охватить в нескольких абзацах. Также необходимо учитывать стоимость оборудования, а не только капитальные затраты, но и стоимость материалов, площади, вентиляции, сброса сточных вод и т. Д., Которые необходимо добавить к уравнениям для определения стоимости очистки печатных плат. Я бы сказал, что лучше всего использовать флюс, который является лучшим процессом для вас и ваших клиентов, то есть продукты хорошего качества, который будет менее дорогостоящим для вас и вашего клиента и будет иметь наименьшее влияние на окружающую среду. Если есть еще вопросы, не стесняйтесь обращаться ко мне в автономном режиме, и мы сможем обсудить это дальше, поскольку эту тему очень сложно охватить в нескольких абзацах.Вице-президент, технический директор EPTAC Corporation В EPTAC Corporation г-н Ламберт наблюдает за содержанием предлагаемых курсов, программ сертификации IPC и предоставляет клиентам консультации экспертов в области производства электроники, включая RoHS / WEEE и бессвинцовые проблемы. Эти вопросы вызывают больше вопросов! Короче говоря, выбор зависит от того, насколько прочным должен быть флюс и какой вид очистки (удаление остатков флюса) можно допустить.Это, в свою очередь, зависит от конечного продукта. Игрушки, которые выбрасывают через несколько месяцев, или высоконадежная сборка (Pacemaker, Aerospace), которая в принципе должна служить вечно? По всей видимости, это разные продукты, находящиеся между этими крайностями. А как насчет печатных плат и компонентов? У них лучшая паяемость или вы должны уметь паять все, что есть в комплекте? Канифольные флюсы основаны на растворах канифоли – натурального продукта, полученного из деревьев – в органическом носителе, обычно изопропиловом спирте.Канифоль содержит небольшое количество абиатовой кислоты, которая при нагревании создает восстанавливающую среду, которая может оказывать очищающее воздействие на пятна, такие как оксид меди.  Этот эффект очень ограничен, и для более сильных потускнений добавляются различные количества более сильных, так называемых активаторов, чтобы улучшить очищающие способности флюса. Эти флюсы классифицируются как R (канифоль), RMA (умеренно активированная канифоль) и RA (активированная канифолью). Для удаления остатков канифольного флюса после пайки требуется органический растворитель, такой как хлорированный или фторированный углеводород, для растворения канифоли и полярный ингредиент, такой как спирт, для растворения ионной части остатка (активатор).Канифоль не растворяется в воде, но некоторые флюсы для канифоли растворимы в воде, плюс омылитель, который превращает канифоль в растворимый мылоподобный материал. Водорастворимые флюсы – это растворы активных химикатов, обычно запатентованных формул, в растворителях – обычно неводных. Обычно эти флюсы относительно сильны и легче справляются с потускнением, чем канифольные флюсы. Остатки обычно растворимы в воде – вероятно, лучшее чистящее средство для ионных остатков – но, конечно, все компоненты узла должны быть достаточно герметичными, чтобы выдерживать погружение в воду. Этот эффект очень ограничен, и для более сильных потускнений добавляются различные количества более сильных, так называемых активаторов, чтобы улучшить очищающие способности флюса. Эти флюсы классифицируются как R (канифоль), RMA (умеренно активированная канифоль) и RA (активированная канифолью). Для удаления остатков канифольного флюса после пайки требуется органический растворитель, такой как хлорированный или фторированный углеводород, для растворения канифоли и полярный ингредиент, такой как спирт, для растворения ионной части остатка (активатор).Канифоль не растворяется в воде, но некоторые флюсы для канифоли растворимы в воде, плюс омылитель, который превращает канифоль в растворимый мылоподобный материал. Водорастворимые флюсы – это растворы активных химикатов, обычно запатентованных формул, в растворителях – обычно неводных. Обычно эти флюсы относительно сильны и легче справляются с потускнением, чем канифольные флюсы. Остатки обычно растворимы в воде – вероятно, лучшее чистящее средство для ионных остатков – но, конечно, все компоненты узла должны быть достаточно герметичными, чтобы выдерживать погружение в воду.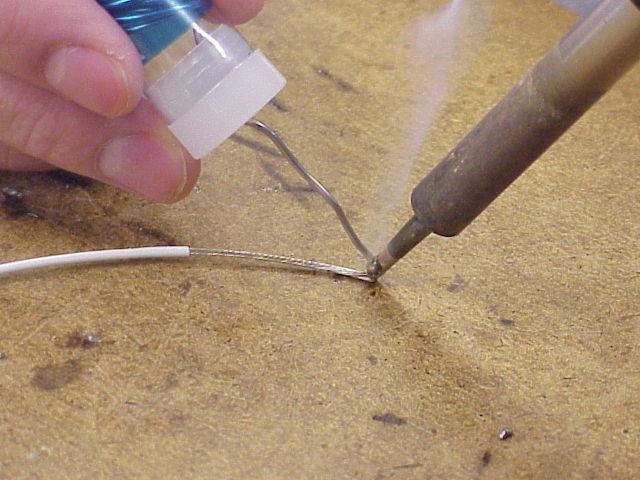 Как бы ни проводилась очистка, в узле не должно быть остатков ионов, которые могут быть очень опасными. Как бы ни проводилась очистка, в узле не должно быть остатков ионов, которые могут быть очень опасными.Консультант VJ Electronix Гарольд Хайман занимался металлургическими аспектами электронной промышленности с 1950-х годов, а также разработкой полупроводников для компаний STL, Ediswan & RCA. Позже он присоединился к HTC, пионеру парофазной пайки и продолжившему опыт работы в Dynapert, GenRad, Teradyne, SRT и VJ Electronics. Поскольку остатки флюса для промывки водой должны быть удалены, обычно используются гораздо более агрессивные активаторы (как кислоты, так и, если используются галогениды), и уровень этих материалов также обычно намного выше, чем для обычного канифольного флюса. Активаторы выбираются из-за их растворимости в воде и часто гигроскопичны (впитывают воду из воздуха) по своей природе, поэтому плиты необходимо мыть в течение ограниченного времени после обработки, чтобы предотвратить повреждение швов остатками флюса.  .Для сравнения, системы на основе канифоли по своей природе не гигроскопичны, а остатки имеют гораздо менее агрессивные и более низкие уровни активаторов, поэтому остатки представляют меньший риск поражения суставов и имеют гораздо более длительное окно очистки, если на самом деле они вообще требуют очистки. Дополнительные уровни активатора, присутствующие в системах водной промывки, будут иметь тенденцию делать их более подходящими для ситуаций, когда на паяемых поверхностях присутствуют чрезмерные уровни окисления или загрязнения. С другой стороны, сборки с открытыми обмотками или улавливающими карманами могут лучше обслуживаться системой на основе канифоли из-за более низкого уровня коррозии остатков, которые могут задерживаться в таких областях. .Для сравнения, системы на основе канифоли по своей природе не гигроскопичны, а остатки имеют гораздо менее агрессивные и более низкие уровни активаторов, поэтому остатки представляют меньший риск поражения суставов и имеют гораздо более длительное окно очистки, если на самом деле они вообще требуют очистки. Дополнительные уровни активатора, присутствующие в системах водной промывки, будут иметь тенденцию делать их более подходящими для ситуаций, когда на паяемых поверхностях присутствуют чрезмерные уровни окисления или загрязнения. С другой стороны, сборки с открытыми обмотками или улавливающими карманами могут лучше обслуживаться системой на основе канифоли из-за более низкого уровня коррозии остатков, которые могут задерживаться в таких областях.Старший химик-технолог Henkel Electronics Д-р Пул – старший химик-технолог в Henkel Technologies, группе разработки материалов для сборки электроники. Флюсы на основе канифоли широко используются в военной и космической электронике.Причины могут быть перечислены как:
 Следовательно, очень важно полностью удалить остатки водорастворимого флюса. Следовательно, очень важно полностью удалить остатки водорастворимого флюса.Менеджер по прикладным технологиям Zestron America Г-н Тосун опубликовал множество технических статей. Как активный член организаций SMTA и IPC, г-н Тосун представил множество статей и исследований по таким темам, как «бессвинцовая очистка» и «климатическая надежность». Флюсы на основе канифоли используют натуральную канифоль в качестве активатора для очистки металлов, так что жидкий сплав может коалесцировать и смачиваться на контактной площадке. ROL0 (активация с низким содержанием канифоли) обычно используется в приложениях без очистки. Водорастворимый флюс. Существует два основных типа: 1. Смываемый водой и 2. Растворимый в воде. Смываемый водой флюс может содержать канифоль и, кроме того, поверхностно-активное вещество для удаления остатков флюса после оплавления. Водорастворимый обычно использует активаторы органических кислот в качестве флюса, и каждый компонент в системе флюса должен быть растворим в воде и, следовательно, очищаться только водой. .jpg) Эти типы пасты обычно представляют собой высокоактивный флюс. Зачем использовать то или другое? Это зависит от того, что вы делаете. Если вам нужна высокая надежность в течение длительного времени, рекомендуется использовать водорастворимую пасту, поскольку она имеет высокий активационный флюс и после очистки на плате не останется никаких следов или загрязнений. Если вы наносите на плату конформное покрытие, вам следует либо использовать процесс очистки после пайки, химикаты или воду, либо проверить совместимость любого используемого чистого флюса с конформным покрытием.В HumiSeal мы можем предоставить услуги тестирования совместимости на отсутствие чистых остатков флюса. Эти типы пасты обычно представляют собой высокоактивный флюс. Зачем использовать то или другое? Это зависит от того, что вы делаете. Если вам нужна высокая надежность в течение длительного времени, рекомендуется использовать водорастворимую пасту, поскольку она имеет высокий активационный флюс и после очистки на плате не останется никаких следов или загрязнений. Если вы наносите на плату конформное покрытие, вам следует либо использовать процесс очистки после пайки, химикаты или воду, либо проверить совместимость любого используемого чистого флюса с конформным покрытием.В HumiSeal мы можем предоставить услуги тестирования совместимости на отсутствие чистых остатков флюса.Европейский менеджер HumiSeal Крис Пэйлин в настоящее время руководит европейскими продажами и поддержкой конформных покрытий HumiSeal. Он специализируется на испытаниях и надежности, технологиях пайки, установке силовых кристаллов и защитных покрытиях. * Флюсы на основе канифоли содержат канифоль и в большинстве случаев соответствуют требованиям, запрещающим очистку.Остатки флюса No-Clean безвредны, инертны, негигроскопичны и не требуют удаления после оплавления. * Флюсы для водной промывки содержат агрессивные кислоты и должны быть очищены после оплавления – невыполнение очистки вызовет коррозию и рост дендритов. В целом наблюдается тенденция к переходу к процессу без очистки – это экономит $$$ и исключает дополнительный этап очистки. Помимо некоторых известных преимуществ процесса без очистки над процессом смывки водой (более длительный срок службы трафарета, повышенная устойчивость к оседанию..) канифоль в пасте, не требующей очистки, действует как нормальный барьер для окисления и помогает смягчить некоторые из более серьезных проблем: (a) Head-in-Pillow; Кроме того, с сегодняшними платами, укомплектованными компонентами с низким зазором, такими как QFN и LGA – при использовании водной промывочной пасты очистка под зазорами толщиной менее 2 мил представляет собой реальные проблемы. Технический менеджер – Европа Indium Corp. В настоящее время работает в Indium Corporation и отвечает за технологические программы и техническую поддержку клиентов в Европе. Более 15 лет опыта в SMT, энергетике, теплотехнике и полупроводниках. Степень магистра в области промышленного развития, Государственный университет Нью-Йорка в Бингемтоне. Обычно водорастворимые флюсы имеют более высокую активность, чем флюсы на основе канифоли, поэтому, если вы ищете смачивание, а также более чистый картон, то растворимый в воде может оказаться лучшим решением.В настоящее время мы не видим много флюсов, активированных канифолью (RA) или канифольных среднеактивированных (RMA) флюсов, поскольку большая часть этого бизнеса была переключена на флюсы с низким содержанием твердых частиц без очистки. Если вы хотите использовать флюс, который не обязательно очищать, то флюс с канифолью / без очистки может быть тем направлением, в котором вы хотите двигаться. Президент FCT Assembly Майк Шимека создал FCT Assembly после покупки Fine Line Stencil, Inc., и состоит из двух основных операций: изготовление трафаретов и изготовление изделий для сборки электроники, таких как паяльная паста, флюс и паяльная планка. Комментарий читателя Я думаю, что есть ошибка в том, что написано в пункте 2 в комментариях г-на Тосуна. Флюсы канифоли негигроскопичны, как писал г-н Виджай. Пьерпаоло Галли, Meta System S.p.A., Италия |
 Лео также является генеральным председателем комитета по процессу сборки / присоединения IPC.
Лео также является генеральным председателем комитета по процессу сборки / присоединения IPC. Он отвечает за всю сборочную продукцию Henkel, включая продукты для пайки, заполнители, защитные материалы для печатных плат и теплопроводящие клеи.
Он отвечает за всю сборочную продукцию Henkel, включая продукты для пайки, заполнители, защитные материалы для печатных плат и теплопроводящие клеи.

Типы флюсов для припоя
Припой не всегда хорошо сцепляется с компонентами, что приводит к плохому паяному соединению, перемычке контактов или отсутствию соединения вообще.Используйте флюс и подходящую температуру, чтобы решить эти проблемы.
Дмитрий Муравьев / Getty ImagesЧто такое флюс?
Когда припой плавится и образует соединение между двумя металлическими поверхностями, он образует металлургическую связь, химически реагируя с другими металлическими поверхностями. Хорошая связь требует двух вещей:
- Припой, металлургически совместимый со склеиваемыми металлами.
- Хорошие металлические поверхности без оксидов, пыли и грязи, которые мешают хорошему склеиванию.
Удалите грязь и пыль, очистив поверхности или предотвратив их при хранении. С другой стороны, оксиды нуждаются в другом подходе.
Оксиды и флюсы
Оксиды образуются почти на всех металлах, когда кислород воздуха вступает в реакцию с металлом. Окисление железа обычно называют ржавчиной. Однако окисление влияет на олово, алюминий, медь, серебро и почти на все металлы, используемые в электронике. Оксиды делают пайку более трудной или невозможной, предотвращая металлургическое соединение с припоем.Окисление происходит постоянно. Однако это происходит быстрее при более высоких температурах, например, когда паяльный флюс очищает металлические поверхности и вступает в реакцию с оксидным слоем, оставляя поверхность загрунтованной для хорошего соединения припоя.
Флюс остается на поверхности металла во время пайки, что предотвращает образование дополнительных оксидов из-за высокой температуры процесса пайки. Как и в случае с припоем, существует несколько типов флюсов, каждый из которых имеет основные применения и некоторые ограничения.
Типы флюсов
Для многих применений достаточно флюса, включенного в сердечник припоя.Однако дополнительный флюс полезен в некоторых случаях, например, при пайке и распайке на поверхности. Во всех случаях лучший флюс для использования – это наименее кислотный (наименее агрессивный) флюс, который воздействует на оксид на компонентах и приводит к хорошей связи припоя.
Флюс для канифоли
Некоторые из самых старых типов флюсов основаны на рафинированном и очищенном сосновом соке, называемом канифолью. Канифольный флюс все еще используется сегодня, но современный канифольный флюс смешивает различные флюсы для оптимизации его характеристик.
В идеале флюс легко течет в горячем состоянии, быстро удаляет оксиды и помогает удалить посторонние частицы с поверхности паяемого металла. Канифольный флюс в жидком состоянии является кислотным. Когда он остывает, он становится твердым и инертным. Поскольку канифольный флюс в твердом состоянии инертен, его можно оставить на печатной плате, не повредив схему, если только схема не нагреется до такой степени, что канифоль может стать жидкой и разъесть соединение.
Удаление остатков канифольного флюса с печатной платы – хороший способ.Кроме того, если вы собираетесь нанести конформное покрытие или если важны косметические средства для печатных плат, остатки флюса следует удалить спиртом.
Органический кислотный флюс
Одним из наиболее распространенных флюсов является флюс с водорастворимой органической кислотой. Обычные слабые кислоты используются в потоках органических кислот, включая лимонную, молочную и стеариновую кислоты. Слабые органические кислоты сочетаются с такими растворителями, как изопропиловый спирт и вода.
Флюсы с органическими кислотами сильнее флюсов для канифоли и быстрее очищают оксиды.Кроме того, водорастворимая природа флюса на основе органических кислот позволяет легко очищать печатную плату обычной водой – просто защищайте компоненты, которые не должны намокать. Поскольку остатки OA являются электропроводными и влияют на работу и характеристики цепи, удалите остатки флюса после завершения пайки.
Флюс неорганической кислоты
Флюс на основе неорганической кислоты лучше работает с более прочными металлами, такими как медь, латунь и нержавеющая сталь. Это смесь более сильных кислот, таких как соляная кислота, хлорид цинка и хлорид аммония.Флюс на основе неорганической кислоты требует полной очистки после использования для удаления коррозионных остатков с поверхностей, которые ослабляют или разрушают паяное соединение, если оставить его на месте.
Дым припоя
Дым и пары, выделяющиеся при пайке, включают несколько химических соединений кислот и их реакции с оксидными слоями. Другие соединения, такие как формальдегид, толуол, спирты и кислые пары, часто присутствуют в парах припоя. Эти пары могут привести к астме и повышенной чувствительности к парам припоя.Обеспечьте соответствующую вентиляцию и при необходимости используйте респиратор.
Риск рака и свинца из-за паров припоя низок, так как точка кипения припоя в несколько раз выше, чем температура кипения флюса и температура плавления припоя. Наибольший риск свинца – это обращение с припоем. При использовании припоя следует проявлять осторожность, уделяя особое внимание мытью рук и избегать еды, питья и курения в местах с припоем, чтобы предотвратить попадание частиц припоя в тело.
Спасибо, что сообщили нам!
Расскажите, почему!
Другой Недостаточно деталей Сложно понять Типы припоя– Руководство по покупке Thomas
Припой – это материал, который используется для соединения или плавления предметов вместе, таких как труба с фитингом или электрический провод с клеммой или разъемом. В концепции пайки используется металлический сплав, температура плавления которого ниже, чем у соединяемых объектов. Для пайки тепло подается с помощью горелки или других средств, например, к стыку между медной трубой и коленом трубы, и после достаточного нагрева припой может быть помещен в стык, и он расплавится и потечет, чтобы герметизировать соединение и обеспечить прочная связь между медной трубой и коленом трубы.
Пайка отличается от других методов соединения металлов, таких как пайка или сварка, как по температуре, используемой для создания соединения, так и по конечной прочности соединения. Общепринятое определение пайки, данное Американским сварочным обществом, заключается в том, что пайка происходит при температурах ниже 840 o F (450 o C). Процессы соединения при более высоких температурах создают более прочные соединения, которые не подвержены ползучести, вызванной напряжением.
Основные области применения припоя – в сантехнической промышленности, где припой для сантехников используется для обеспечения герметичных соединений в трубах, и в электронной промышленности, где электрический припой используется для соединения компонентов схем с печатными платами (PCB), проводки жгуты и соединители, например.
Часто используются три основных типа припоя, а именно:
- Кислотный припой сердечника
- Припой для стержней из канифоли
- Припой со сплошным сердечником
Припои также доступны в различных форм-факторах, и припои существуют для конкретных приложений или отраслей. В этом руководстве приводится краткое описание различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
Типы припоя по стилю сердечника
Припой с кислотным сердечником состоит из припоя, который изготавливается в виде проволоки, но с полым сердечником, заполненным флюсом на кислотной основе, который является более сильной и агрессивной формой очищающего флюса.Использование флюса для припоя помогает удалить и предотвратить образование оксидов металлов, которые могут препятствовать образованию прочного паяного соединения. Эти припои предназначены для обработки стали или других металлов, но для предотвращения коррозии требуется, чтобы остатки флюса были очищены после завершения операции пайки. Припои с кислотным сердечником чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Канифольный припой с сердечником также изготавливается с полым сердечником внутри припоя, но используемый флюс представляет собой более мягкую разновидность канифоли, которая представляет собой твердую форму смолы, полученной из хвойных пород, таких как сосна.Остатки флюса, связанные с канифольным припоем сердечника, не вызывают коррозии и поэтому используются для создания паяных соединений в электрических системах, где может быть трудно удалить остатки флюса после завершения операции пайки.
Припои с кислотным сердечником и канифольным сердечником характеризуются как припой с флюсовым наполнением или самофлюсующийся припой.
Припои с твердым сердечником, в отличие от разновидностей кислотного сердечника или канифольного сердечника, не имеют полого сердечника, заполненного флюсовым материалом.Вместо этого эти припои состоят из сплошной проволоки, состоящей из припоя или материала. Флюс необходимо наносить отдельно в случае использования припоя с твердым сердечником.
Типы припоя по сплаву или материалу
Существует множество сплавов или материалов, используемых для производства припоев для различных целей. Как правило, пропорция элементов, используемых в припоях, будет определять температуру плавления припоя, которая затем согласуется с возможными областями применения этого припоя.
Одно из основных различий заключается в том, содержит ли припой в качестве элемента свинец. Свинец, который ценится при пайке из-за его низкой температуры плавления, представляет опасность для здоровья людей, особенно детей младшего возраста. По этой причине использование бессвинцового припоя в приложениях, где существует потенциальный риск воздействия или выщелачивания в источники воды (например, при использовании для соединения медных труб в линиях подачи питьевой воды), в основном было принято.
Примеры бессвинцового припоя:
Большинство припоев представляют собой сплавы одного или нескольких элементов.Например, бессвинцовый сплав, такой как серебряный припой, может иметь состав 94% олова и 6% серебра. Другие примеры припоев из сплавов без свинца включают:
- олово-сурьма (95/5)
- олово-медь (97/3)
- олово-серебро (95/4)
Припои на основе свинца используют систему нумерации, которая указывает процентное содержание свинца, а также смешанный металл в сплаве, называемую соотношением свинцового сплава (где первое число – это процент олова, второе – процент свинца). Распространенные сплавы оловянных припоев включают:
- 63/37
- 60/40
- 50/50
- 30/70
- 10/90
Типы припоев по форм-фактору
Хотя наиболее распространенным форм-фактором для припоя является паяльная проволока, поставляемая на катушках, припой также можно приобрести в виде стержней припоя, гранул припоя, колец припоя, ленточного припоя, стержней припоя, слитков припоя, фольги припоя и полос припоя, в зависимости от в приложении.Существуют также шайбы для пайки с предварительно нанесенным покрытием, которые используются для автоматизации операций пайки сквозных компонентов в электронике. Сферы припоя, которые продаются на держателях лент и катушек, также могут использоваться в автоматических паяльных операциях.
Типы припоев по применению
В то время как области применения припоя наиболее широко используются в сантехнике и электронике, существуют и другие применения этого материала. Припой для самолетов должен соответствовать требованиям условий окружающей среды, которые включают вибрацию и термоциклирование.При ремонте радиаторов автомобильный припой используется для устранения утечек, которые возникают в теплообменниках охлаждающей жидкости автомобилей и других транспортных средств. Также припой используют для домашнего ремонта и в таких хобби, как создание витражей.
Существуют специальные составы припоев для соединения металлов, которые труднее паять. Примеры таких припоев включают алюминиевый припой и припой для чугуна.
Сводка
В этой статье представлен краткий обзор распространенных типов используемых припоев с разбивкой по типу сердечника, сплаву / материалу, форм-фактору и применению.Для получения информации по дополнительным темам обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.hunker.com/13417672/what-is-acid-core-solder-used-for
- https://www.harrisproductsgroup.com/en/Expert-Advice/tech-tips/rosin-and-acid-core-solders.aspx
- https://www.machinedesign.com/fasteners/whats-difference-between-soldering-brazing-and-welding
- https: // www.hooverandstrong.com/platinum-solder
- https://chestofbooks.com/home-improvement/workshop/Handy-Man/Gold-Solders.html
- https://app.aws.org/
- https://superiorflux.com/techniques-for-soldering-aluminium/
- https://www.indium.com/solders/wire/indium-wire/
- http://armyordnance.tpub.com/OD0017/Fluxes-141.htm
Прочие “виды” изделий
Другие товары из категории Машины, инструменты и материалы
Mayer Alloys Кислотный припой | Поставщик припоя для листового металла
Припои с канифолью и кислотой с сердечником производятся с припоем в виде трубки, которая содержит флюс.В то время как канифольный сердечник обычно используется в электронике, название кислотный сердечник означает, что флюс является агрессивным типом, предназначенным для пайки стали, а также других металлов. Остатки флюса от припоя кислотного сердечника необходимо удалить после пайки, чтобы избежать коррозии. Источники тепла включают паяльники и пистолеты, а также воздушные и топливные горелки.
Кислотный припой для сердечников используется для соединения окисленных металлов. Кислотное ядро в припое очищает металл от окисления, обеспечивая удовлетворительное соединение.Примеры этого включают соединение вместе частей двигателей в автомобилях или другом оборудовании, а также в водопроводе для снятия слоя окисления с поверхности труб по мере плавления припоя, что позволяет образовывать водонепроницаемое соединение. Припой с кислотным сердечником может работать с любым типом окисленного металла, кроме алюминия, потому что кислотный сердечник будет сжигать металл, и, хотя применение кислотного припоя для сердечника варьируется, это не рекомендуется для проектов электроники.
Порошковая проволокаоснащена системой, активируемой галогенидами и нейтрализованной амином.Аминогидрогалогенид обеспечивает высокий уровень активации, который обеспечивает отличное удаление потускнения или оксидов, а также максимальное капиллярное действие, приводящее к более быстрому смачиванию и снижению вероятности термического разложения материалов плиты. Оставшийся остаток флюса легко растворяется в горячей воде. Классификация флюсов IPC для этого материала – ORh2.
»КРАТКИЙ ОБЗОР ПРОВОЛОКИ С КИСЛОРОДНЫМ ЖИЛОМ:
Если у вас есть вопросы о том, какой тип припоя выбрать для вашего проекта, или вы хотите узнать, подойдет ли припой с кислотным сердечником для ваших нужд, вы можете связаться с нашим отделом продаж для получения технической поддержки.