Как паять железо оловом – три легкодоступных способа | Сварка и Пайка
Процесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
- Паяльной лампой или газовой горелкой и твёрдым оловом;
- Электрическая пайка железа.
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.
Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.
Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
выбор флюса и особенности работы с жестью и оцинковкой
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа
.Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью.
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
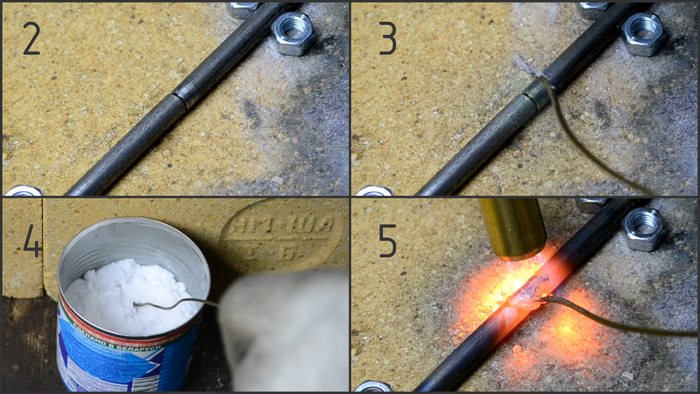
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.


Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.

Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как правильно паять металл – МозгоЧины
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
 Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Прочность: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Продувочный баллон
Рукояти для инструмента
Складной инструмент
Модернизация мультититула
Приспособление «Третья рука»
Жестяная воронка
Ручки для надфилей и напильников
температура плавления. Как правильно паять сталь и металл паяльником с оловоотсосом? Можно ли паять серебро оловом?
Олово – основной компонент состава, используемого для припоя, но в чистом виде оно не применяется. В основном его эксплуатация связана со сборкой электронных устройств, когда требуется аккуратное и прочное соединение внутренних деталей, притом что плавиться должны не они, а именно припой.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.
Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.
Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.
Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.
Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.
Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.
 д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.
д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.- Одинаковым процентным содержанием свинца и олова отличается состав ПОС-50, но также в него входят примеси железа, меди, висмута, цинка и даже мышьяка. Полученный металл обладает высокой текучестью, электропроводностью и хорошими теплопроводящими качествами, однако не подходит для ручной пайки из-за быстрой кристаллизации. Припой этого типа можно применять для обработки швов в деталях, требующих максимальной герметичности, к примеру, в системных блоках ПК небольшой мощности, измерительной технике.

- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.
- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.
Паять при помощи оловянного сплава можно разные металлы:
- Если это нержавеющая сталь с содержанием хрома, никеля и титана, то вид припоя будет зависеть от условий работы. В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
- Для создания украшений из серебра паять этот металл оловом допускается, но делать это нужно очень аккуратно, применяя для паяльника тонкое жало.
- Что касается никеля, его тоже можно паять оловянными припоями, когда нужно получить отдельные детали приборов и систем, применяющихся в химической промышленности.
- Для прочных соединений изделий из чугуна, включая монтаж трубопроводов разного назначения, используется оловянный припой с добавлением латуни или никеля.
- Посредством припоя оловом можно проводить ремонт топливного бензобака автомобиля при его небольших повреждениях, и для этого не надо заливать в него воду.
 В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.
Каким бывает
Есть несколько видов олова, но не всякий из них подходит для пайки:
- Жидкое вещество обычно используется для лужения деталей из меди путём погружения их в химический раствор. Это необходимо для повышения стойкости медных изделий к коррозийным процессам и появлению ржавчины.
Применение такого состава отличается простотой. Перед процессом лужения необходимую деталь нужно тщательно очистить от загрязнений, провести обезжиривание поверхности для оптимального сцепления и поместить её в раствор жидкого олова на 20–30 минут. За это время формируется один защитный слой. При необходимости его утолщения процедуру нужно проделать снова.
Жидкий состав имеет одно важное преимущество – он позволяет защитить большую поверхность металла, что не всегда можно сделать при помощи паяльника.
- Пищевое олово (пьютер) в большинстве случаев используется для создания посуды, элементов декора, столовых принадлежностей, ёмкостей и сосудов для хранения пищевых продуктов. Как правило, в состав металла добавлены серебро, медь и сурьма, которые повышают его прочностные свойства и снижают стоимость. Данный сплав полностью безвреден (для продуктов и здоровья человека), не меняет запаха и вкуса блюд, не выделяет токсичных веществ и к тому же долговечен в эксплуатации.
Благодаря пластичности материала посуда и сувенирные изделия из пищевого металла хорошо поддаются обработке, поэтому выглядят привлекательно.
На изделия наносится резьба, всевозможные насечки, иногда поверхность предметов покрывается объёмными рисунками и орнаментами.
Чистым оловом не так давно паяли посуду, контейнеры, кастрюли – любые предметы, имеющие непосредственный контакт с пищей. Но в настоящее время оно с этой целью не применяется, так как некоторые металлы паять им трудно, а при сильном охлаждении вещество рассыпается.
Невозможно сравнивать эти разновидности олова, тем более решить, какая из них лучше, поскольку каждая имеет свои плюсы, недостатки и конкретное назначение.
Как паять
Для пайки понадобятся паяльник с оловоотсосом, флюс для устранения окислов – любой состав, альтернативный канифоли, но хорошо смываемый водой. При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
Следует отметить, что в домашних условиях пайка должна осуществляться быстро, поскольку часто требуется дополнительная зачистка из-за обугливания флюса, делающего припой текучим. Но пока он полностью не затвердеет, трогать соединяемые детали нельзя.
Некоторые особенности имеет пайка стали – всегда надо учитывать изменение свойств стали при влиянии термовоздействия, взаимодействие её с составом припоя и устойчивость оксидной плёнки.
Как паять металл правильно – дадим несколько рекомендаций:
- Перед пайкой соединяемые части должны быть очищены. Для хорошей адгезии их можно залудить.
- При плавлении проволоки или прутков содержащийся в них защитный флюс начнёт выделяться и выполнять свои функции по разрушению окисла.
- Олово помещается на деталь лёгким касанием, оно должно образовать тонкий слой на нужном участке.
- При работе для снижения воздействия температуры на деталь её удерживают пинцетом в качестве теплоотвода.
- Паяльник нельзя длительное время держать в месте припоя.
- Необходимо следить за чистотой наконечника паяльника и своевременно очищать его от нагара абразивным полотном или напильником.
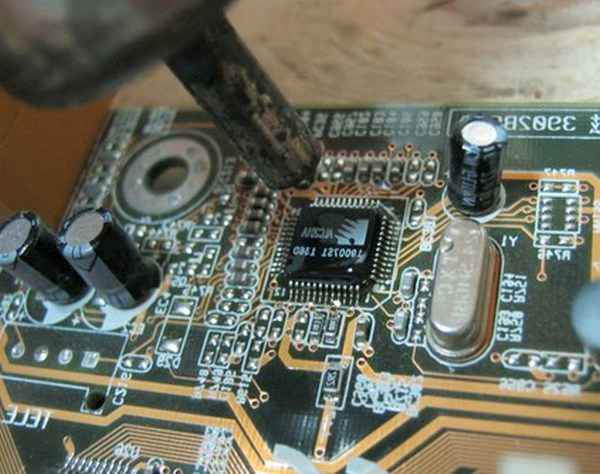
При демонтаже радиодеталей со множеством выводов легче воспользоваться таким удобным и простым приспособлением, как оловоотсос, – инструмент поможет выпаять элементы, то есть удалить припой с запаянного контакта.
Обеспечив нагрев и расплавление, нужно закрепить поршень устройства и, поднеся его носик к контакту, нажать кнопку фиксатора. Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.
Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.
Специалисты, имеющие опыт работы с оловянным припоем, рекомендуют выбирать состав с минимальным включением свинца и точно подбирать температуру плавления, ведь от этого зависят текучесть олова и качество полученных соединений.
Наглядный обзор различных припоев и их тестирование представлено в следующем видео.
Пайка деталей из разных видов жести: особенности и технология.

Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку. По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов. Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Материалы для спаивания металла
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными. Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки. В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Процесс пайки металлических деталей
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.
Очистка поверхностей обеспечивается следующим инструментом:
- напильник;
- шабер;
Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Далее производят лужение. Следует заметить, что при спаивании таких деталей из жести, как консервные банки, этот этап пропускается, так как он включен в технологию изготовления. Оно обеспечивает повышенную плотность и прочность шва. Важным аспектом является то, что процесс выполняют тем же материалом, который используют во время пайки. Таким образом, если спаивание металла осуществляется ПОС 30, то и лужение производится данным припоем.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Особенности оцинкованных деталей
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности. Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Действия с проволокой
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов. Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Меры предосторожности
Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи. Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Похожие статьиПайка оцинкованного железа в домашних условиях: советы от мастера
Автор perminoviv На чтение 4 мин. Опубликовано
Опубликовано
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 оС. А при температуре +960 оС начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.
Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.
Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Припой для проведения домашних работ, его состав и свойства
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа. Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли. ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты;
- сравнительно низкая температура плавления;
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ;
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата;
- материалы могут использоваться для лужения заготовок;
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей;
- материалы после застывания жестко фиксируют детали между собой.
Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала.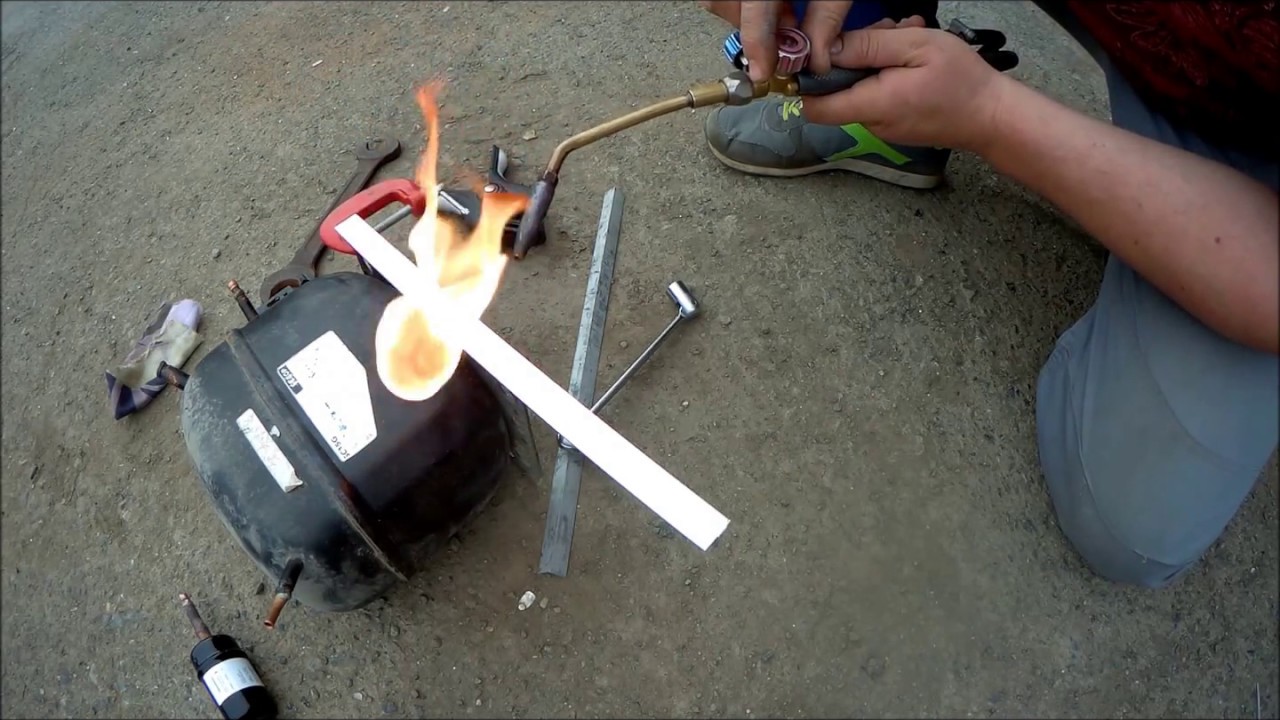
Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при +180 оС;
- полное расплавление ПОС 30 происходит при температуре +256 оС;
- плотность – 10,1 кг/м3;
- удлинение сплава в относительных показателях – 58%;
- кристаллизационный интервал – 73 оС;
- сопротивление действию на разрыв – 32 мПа.
Оборудование для проведения работ в домашних условиях
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Как залудить паяльник: краткое руководство
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Лужение – важная часть ухода за паяльником. Если вы никогда раньше не паяли и хотите, чтобы ваше устройство находилось в хорошем состоянии (конечно!), Тогда вы на правильном пути. Эти простые и короткие инструкции помогут вам в процессе. Итак, продолжайте читать, ребята!
Итак, продолжайте читать, ребята!
Что такое паяльник?
Икс
Для просмотра этого видео включите JavaScript и рассмотрите возможность обновления до веб-браузер, который поддерживает видео HTML5
Ручной инструмент, обычно используемый для связывания металлических деталей.Паяльник состоит из изолированной ручки и нагреваемого металлического жала. Тепло используется для размягчения припоя, таким образом, соединяя два металла или других материала вместе, чтобы создать физическое соединение от компонента к проводу, компонента к плате и компонента к компоненту.Наша главная рекомендация: 5 высококачественных паяльников
Почему важно лужение?
Когда мы говорим о лужении, мы говорим о процессе, при котором жало паяльника гарантированно не подвержено окислению, а также загрунтовано для использования и точной пайки. Это гарантирует, что он проживет счастливую и долгую жизнь, прежде чем вам потребуется замена. Лужение покрывает жало паяльника флюсом и припоем для улучшения защиты.
Это гарантирует, что он проживет счастливую и долгую жизнь, прежде чем вам потребуется замена. Лужение покрывает жало паяльника флюсом и припоем для улучшения защиты.
Разве вы не знаете, что существует ряд факторов, которые сокращают срок службы паяльника? И это включает в себя правильное использование. Да, вы ясно прочитали! Он должен быть покрыт защитным слоем припоя и всегда защищен от загрязнений и сажи. Считается, что жала паяльника более подвержены коррозии, если температура, которую они выделяют, выше, чем обычно.Лужение может помочь улучшить теплопроводность вашего утюга и значительно ускорить и упростить пайку.
Как залудить паяльник?
Железный наконечник – важная часть производительности инструмента. Наконечник со временем изнашивается и требует замены со временем. К счастью, есть несколько важных шагов для лужения паяльника. Весь процесс не отнимет у вас много времени. Что наиболее важно, вы увидите улучшенные результаты в своих проектах по пайке, продлите срок службы инструмента и в конечном итоге сэкономите деньги.
Здесь мы обсудим три различных способа лужения жала паяльника:
1. Лужение припоем с использованием канифольного флюса.
Флюсявляется одним из важнейших компонентов пайки, не говоря уже о том, что он помогает минимизировать оксиды, которые потенциально могут накапливаться каждый раз, когда паяемые горячие материалы контактируют с воздухом. Когда дело доходит до лужения железного наконечника, он отлично очищает окисленный наконечник и защищает его от окисления, чтобы продлить срок его службы.
Вам может понравиться: Беспроводные паяльники на пробу
Отшлифуйте наконечник наждачной бумагой. Вам нужно всего лишь взять припойную проволоку с флюсом на канифольной основе и покрыть ею кончик паяльника. Убедитесь, что ваши руки не касаются заземляющего наконечника. Плоскогубцы удерживают его в нужном месте, а также затягивают обмотки. Вставьте подготовленное жало в паяльник. Нагрейте его примерно до 350 градусов по Цельсию. Подождите минуту или две, чтобы припой расплавился. Возьмите губку, чтобы очистить луженый наконечник, и вуаля! Ваше паяльное жало теперь такое же блестящее и как новое!
2.Лужение с помощью очистителя наконечников
Еще один очень простой и простой метод, позволяющий обеспечить максимальную производительность вашего паяльника во время каждой пайки. Качественный очиститель наконечников предлагает эффективное и безопасное лужение и очистку сильно окисленных наконечников. Обычно это делается с помощью комбинации чистящего средства, порошкового припоя и флюса.
Для начала окуните наконечник в химическую пасту. Требуемая настройка температуры – 350 ° C.Подождите не менее пяти секунд. Во время ожидания поверните жало паяльника влево и вправо, чтобы химическая паста полностью покрыла жало.
Возьмите чистящую губку, чтобы удалить пасту. Также может пригодиться проверка припоя, чтобы узнать, намокает ли наконечник. Если да, то вы успешно очистили окисленный наконечник паяльника. Но если нет, вы можете повторять процесс, пока не добьетесь желаемого результата.
3. Лужение полировальной штангой
Последний метод, который мы хотим представить для лужения жала паяльника, – это использование полировальной пластины.Не волнуйтесь, потому что весь процесс прост и понятен. Полировальный стержень – это то, что мы называем стержнем из пенополиуретана. Он залит абразивом.
Рекомендации по инструментам: ознакомьтесь с этими качественными бутановыми паяльникамиЧтобы начать лужение, просто проведите полировальной пластиной по кончику утюга, пока не заметите блестящий металл. Вот и все! Довольно просто, правда? На рынке доступно несколько продуктов, например, полировальная штанга Plato AB-3.Полировальные стержни также являются идеальным вариантом для сильно заржавевших или грязных наконечников.
Однако при его использовании необходимо соблюдать особую осторожность. Слишком абразив может удалить покрытие на медных жалах паяльника.
Небольшая подсказка:Всегда делайте привычкой наносить небольшое количество припоя на жало паяльника после того, как вы закончили паяльные задачи, прежде чем отключать его для хранения. И, конечно же, не забудьте надеть средства защиты при лужении жала.В основном потому, что различные химические вещества в припоях раздражают глаза. Припой имеет тенденцию лопаться или плеваться, если вы случайно попали в воздушную яму. Так что никогда не пропускайте это!
Как часто нужно лужить паяльник?
Идеально подходит для регулярного лужения жала паяльника, даже в состоянии покоя или без использования. При использовании инструмента для пайки материалов он постоянно контактирует с новым припоем с флюсовой сердцевиной. Даже когда утюг не используется, на наконечнике может образоваться флюс и припой в результате нагрева.Следовательно, он окисляется и становится непригодным для использования. Теперь, как видите, всегда следите за лужением паяльника, чтобы он оставался в хорошем состоянии.
Уход за паяльными инструментами очень важен, в том числе и лужение жала паяльника. Это обеспечит долгий срок службы инструмента и повысит производительность при любых паяльных работах.
Пайка – лужение
Шаг 2: лужение
Неважно это вы паяете, перед собой надо оба контакта “залудить” попытаться спаять их.Это покрывает или заполняет провода или разъем контакты с припоем, чтобы их можно было легко сплавить.
Чтобы залудить проволоку, приложите к ней кончик утюга на секунду. или два, затем нанесите припой на провод. Припой должен потечь свободно на провод и покрыть его (если это многожильный провод, припой должен вливаться в него, и заливать провод). Возможно, вам придется отрезать заканчивать потом, особенно если вы положили слишком много припаяйте, и на конце провода образовался маленький шарик.
Be осторожно, чтобы не перегреть провод, так как изоляция начнет таять. На более дешевом кабеле изоляция может «сжаться» при нагревании. слишком много, и обнажите больше медной жилы, чем вы планировали. Вы можете вырезать провод обратно после того, как вы его залудили, но лучше просто не перегреть его.
Чем крупнее медная жила, тем больше времени потребуется для нагрева. чтобы втянуть припой, используйте паяльник с более высокой температурой для кабелей большего размера, если можете.
Кому залудить контакт на аудиоразъеме XLR, держать утюг снаружи контакта на секунду или две, затем нанесите припой на полость контакта. Еще раз припой должен течь свободно и заполните контакт. Разъемы, такие как гнезда, имеют контакты, которые это просто отверстия в плоской части разъема. Чтобы оловить их, положите утюгом и нанесите припой на то место, где он соприкасается.Припой должен стекать и закрывать отверстие.
После того, как вы залужили обе части, можно спаять их вместе.
Следующая страница: Пайка
7 Советы по уходу и обслуживанию жала паяльника
1. Лужение жала
Причина износа жала паяльника заключается в том, что оно быстро окисляется, а лужение (покрытие жала тонким слоем припоя) предотвращает это. . Лужить следует, когда вы впервые используете новую насадку, всякий раз, когда вы начинаете работу, по завершении работы и регулярно во время работы, например, каждые три подключения.
Начните с очистки наконечника, затем нанесите на него столько припоя, чтобы наконечник стал блестящим. Это должно стать привычкой, и это самое важное, что вы можете сделать, чтобы ваши советы работали оптимально.
2. Используйте высококачественный припой
Loctite «The Game Changer» Бессвинцовая паяльная пастаНе экономьте деньги, покупая дешевый припой. Припой плохого качества будет содержать примеси, которые не позволят наконечнику передавать тепло должным образом и могут со временем накапливаться. Итак, пользуйтесь известными брендами и выбирайте оптимальный припой для своего проекта.
Олово-свинец 60/40 было стандартом, но иногда серебряный припой является лучшим выбором, и бессвинцовые припои также становятся популярными, хотя для этого требуются гораздо более высокие температуры наконечников.
3. Используйте правильную температуру.
Припой 60/40 обычно плавится при температуре около 460 ° F, а бессвинцовый припой еще выше при температуре около 700 ° F. Хотя возникает соблазн повысить температуру, использование температуры намного выше, чем вам нужно, сократит срок службы насадки.
Вы также должны знать, что все паяльники остывают в течение короткого периода времени, когда вы выполняете соединение, поэтому не увеличивайте температуру, чтобы продолжить пайку через это падение температуры.
Если это серьезная проблема, возможно, вам придется подумать о модернизации вашего утюга, так как одни виноваты в этом больше, чем другие, но повторное повышение температуры приведет к более быстрому износу жала. Вы также можете подумать о покупке утюга с датчиком температуры, который поможет вам поддерживать нужную температуру.
Также неплохо снизить температуру вашего утюга, если пройдет несколько минут, прежде чем вы снова начнете паять, поскольку, опять же, это приведет к более быстрому износу жала.
4. Держите наконечники в чистоте
Важно всегда тщательно чистить наконечники. Это не только даст наилучшие результаты при пайке, но и продлит срок службы ваших наконечников.
Перед пайкой лучше всего удалить смазку тряпкой, смоченной денатурированным спиртом.
Затем используйте шарик из латуни или нержавеющей стали, чтобы кончики оставались блестящими и свободными от окисленного материала во время пайки. Традиционно используются влажные губки, но постоянные перепады температуры, вызываемые их использованием, вредны для губ.Если вы используете металлическую вату, вы не измените температуру наконечника, очистив его, что поможет им прослужить дольше.
Не забывайте лужить наконечник каждый раз, когда чистите его!
5. Использование флюса
Henkel Multicore / Loctite Solder FluxFlux (вещество, удаляющее окисление) может помочь процессу пайки, удаляя окисление на паяемых деталях и помогая припою течь. Некоторые припои имеют в своей основе флюс, но они также доступны в пастообразной и жидкой форме.
Никогда не забывайте, что флюс является коррозионным по своей природе, поэтому тщательно очищайте наконечник при его использовании и избегайте погружения наконечников непосредственно в флюс. Также неплохо иметь в виду, что, хотя флюс полезен, его не следует использовать постоянно или в профилактических целях, например, для очистки и лужения, поэтому используйте его только для лечения окисления или внутри припоя.
6. Повторно активируйте наконечники
Можно повторно активировать наконечник, если он окислится и станет темным. Вы можете купить пасту для реактивации , которая содержит мелкий абразив и добавки, разрушающие продукты активации.Просто поместите кончик в пасту и двигайте им, пока он снова не станет блестящим, а затем залудите его, как, надеюсь, теперь ваша привычка! Вы также можете удалить окисление металлической мочалкой или очень мелкой наждачной бумагой.
7. Храните жала бережно.
Храните жала паяльника осторожно и не позволяйте им просто валяться в ящике или ящике для инструментов с другими металлическими инструментами. Когда вы меняете наконечники (а важно использовать лучший из них для каждого конкретного типа пайки), убедитесь, что вы делаете это осторожно и надежно закрепляете их.Кроме того, используйте только высококачественные жала, подходящие для вашего паяльника.
Если вы будете следовать этому руководству, ваши паяльные жала прослужат на удивление долго, обеспечат отличный сервис и позволят паять быстрее и эффективнее.
Похожие сообщенияКак ухаживать за жалами паяльника
Расстроены из-за того, что вы не можете получить идеальное паяное соединение? Скорее всего, с вашим жало паяльника что-то не так.Плохие паяльные наконечники были названы основной причиной некачественных паяных соединений, поэтому не следует игнорировать уход за паяльными жалами. Жала паяльника неизбежно изнашиваются со временем и нуждаются в замене. Вот что вы можете сделать, чтобы ваш паяльник работал на долгие годы и не допустил, чтобы плохо обслуживаемые паяльные наконечники влияли на вашу работу.
Используйте высококачественный припойЗащита наконечников припоя может начаться уже в самом начале срока службы наконечника припоя.Для начала выбирайте качественный припой. Некачественные припои содержат примеси, которые могут скапливаться на жало паяльника, что затрудняет передачу тепла и затрудняет пайку.
Качество припоя можно определить по тому, насколько легко он плавится. Высококачественный припой будет легко плавиться при заданных точках плавления, в то время как низкокачественный припой может с трудом расплавиться. Например, припой из свинцового сплава в составе припоя 60/40 (олово / свинец) легко плавится при температуре 460 градусов по Фаренгейту.
От бессвинцового припоя не ожидайте блестящего покрытия. Но если ваш свинцовый припой выглядит так, он содержит примеси и доставит вам неприятности.(Источник: Oscarliang)
Еще один способ проверить качество припоя – по внешнему виду. Высококачественный свинцовый припой обычно выглядит блестящим, а низкокачественный – более матовым и тусклым. Но учтите, что качественный бессвинцовый припой также имеет матовый вид. Стоит исследовать, какие бренды рекомендуют другие люди, и отказываться от более высокой цены.
Держите наконечник в чистотеВо время пайки железное покрытие наконечника обычно окисляется и образует слой оксида железа. Этот окисленный слой препятствует передаче тепла от наконечника к подушечкам, поэтому некоторые соединения никогда не плавятся, независимо от того, насколько сильно вы увеличиваете нагрев.
Зубчатое паяльное жало(Источник: Metcal)
Сохранение привычки содержать жало паяльника в чистоте до, во время и после использования продлит срок службы паяльного жала.И если вы используете общий паяльник в школе или на рабочем месте, где грязные паяльники являются обычным явлением, полезно знать, как бороться с отложениями материала на наконечнике.
Один из традиционных способов поддерживать чистоту паяльного жала во время использования – использовать влажную губку (не замоченную). При трении жала горячего паяльника о влажную губку происходит сжимание припоя с другой скоростью, чем у паяльника, сбивая любые следы припоя, налипшие на жало.
Паяльные стойки обычно имеют место для губокВы также можете использовать латунную или нержавеющую вату.Латунная вата мягче, а нержавеющая имеет более длительный срок службы. Использование латунной ваты – популярный способ чистки жала паяльника, поскольку она аккуратно очищает жало, не повреждая металлическое покрытие жала.
Латунная вата в горшочкеЕсли наконечник припоя окисляется, нанесите припой с флюсовым сердечником на окисленный наконечник. Тепло от наконечника припоя активирует флюс и запускает химическую реакцию, которая удаляет оксиды. После пайки немедленно покройте жало свежим припоем, чтобы предотвратить окисление.
Избегайте использования наждачной бумаги или других слишком агрессивных инструментов для удаления окисления. Это может повредить металлическое покрытие, защищающее медь под ним, сократив срок службы паяльника.
Избегайте чрезмерного нагрева
Одним из основных компонентов паяльника является нагревательный элемент. Чтобы предотвратить его преждевременный выход из строя, запускайте его при температурах в диапазоне, подходящем для вашего припоя, и избегайте более высоких температур. Например, типичный бессвинцовый припой требует более высоких температур, чем стандартные типы припоев, около 300 ℃.
Знайте, когда выключить нагревКогда вы не пользуетесь паяльником, он Хорошая практика – выключить его или установить температуру холостого хода на продлить срок его службы. В настоящее время существуют продвинутые инструменты для пайки, которые имеют функция автоматического перехода в спящий режим, которая помогает автоматически выключать утюг, когда не используется.
Например, мини-паяльник Seeed со встроенным дисплеем температуры, чтобы вы могли легко контролировать температуру.Благодаря датчикам температуры этот паяльник в форме ручки может переходить в спящий режим и предупреждать пользователя о перегреве.
Это шаг, о котором многие часто забывают в спешке с пайкой. Каждый раз перед и после каждого сеанса пайки следует чистить жало и покрывать его тонким слоем припоя. Фактически, на протяжении всего проекта рекомендуется также очищать и лужить наконечник после каждых нескольких паяных соединений, так как вы хотите, чтобы наконечник всегда был покрыт этим слоем защиты.
Ганки против блестящего(Источник: Weller Tools)
Этот слой предотвращает окисление рабочей поверхности, защищая металлическое покрытие от воздуха. Лучший тип припоя для защиты от окисления – это припой с большим количеством флюса. Разница разительна, и процесс пайки будет намного приятнее и эффективнее.
Повторная активация советовЕсли ваш наконечник сильно окислен и кажется непригодным для восстановления, вы можете использовать активатор наконечника , чтобы его спасти.Просто протрите жало паяльником пастообразное вещество и двигайте им. Присутствующие в веществе абразивы удаляют загрязнения и оксидный слой. Как только кончик снова станет почти полностью блестящим, вы можете снять его с активатора для наконечника и протереть им латунь или стальную вату. Наконец, залудите наконечник слоем припоя. При необходимости повторите, и все будет хорошо!
Использование активатора паяльника(Источник: Youtube – WellerSoldering) Замените жало паяльника, когда у вас есть
Ухоженный наконечник можно использовать без проблем, если железное покрытие наконечника остается нетронутым.Но в конечном итоге даже самый хорошо обслуживаемый паяльный наконечник придется заменить, когда срок его службы истечет или он подвергнется жестокому обращению.
Первые признаки, указывающие на необходимость замены, – это появление трещин или дыр в металлической обшивке. Эти дефекты защитного слоя могут привести к растворению находящейся под ним меди в припое. Из-за потери материала на наконечнике остается свободное место, что препятствует нормальному тепловому потоку и приводит к появлению паяльника с термически неустойчивым поведением.
Нагревательный элемент, жало паяльника, втулка, удерживающая жало, и стопорная гайка(Источник: GQ Electronics)
Перед разборкой паяльника убедитесь, что он отключен от сети и полностью охлаждается для безопасного обращения. Затем открутите стопорная гайка, удерживающая наконечник и втулку, удерживающую наконечник. Это можно сделать рукой или небольшими плоскогубцами, если стопорная гайка застряла. Далее сдвиньте гайку и удерживающую втулку с нагревательного элемента и снимите наконечник. Подходит для вашего нового паяльного жала на втулку, удерживающую жало, и наденьте его обратно на нагревательный элемент.Наконец, надвиньте стопорную гайку на наконечник и втулку, удерживающую наконечник, и затяните ее вручную.
Старайтесь не затягивать стопорную гайку слишком сильно. По мере того как паяльник нагревается и охлаждается, он расширяется и сжимается. Следовательно, более затягивание и вызвать контргайку, чтобы связать и вызвать кончики будущих изменения, чтобы стать трудными. Вы никогда не знаете, когда поврежденный наконечник может перегреться и разрушить ваши компоненты, поэтому проверьте перед использованием и при необходимости замените!
Обратитесь в компанию Seeed для отличных результатов пайкиВыращивание хорошего паяльного жала привычки к уходу, безусловно, помогут продлить срок службы вашей пайки советы и улучшите качество ваших паяных соединений.Но иногда компонент сборка может быть слишком хлопотной, особенно когда компоненты сжимаются. Услуга по сборке печатных плат Fusion PCB от Seeed предлагает гораздо более простой способ собирая ваши платы, закупая детали и собирая их на вашего имени.
Это все, что у нас есть. Получил гениальный способ защиты ваших паяльных наконечников? Напишите в комментариях ниже!
Следите за нами и ставьте лайки:
Продолжить чтение
Основные методы пайки – основы витражей
Основные принципы пайки:
1.Припой представляет собой сплав олова / свинца, за исключением бессвинцового припоя, который представляет собой сплав олово-медь.
- 3 основных типа припоя для витражей:
50/50 50% олова / 50% свинца – чаще всего используется в коробках и лампах
60/40 60% олова / 40% свинца – чаще всего используется в сборке из свинцовой и медной фольги
63/37 63% олова / 37% свинца – чаще всего используется для декоративной пайки
Чем выше отношение олова к свинцу, тем легче припой будет течь при более низких температурах.
2. Припой не прилипает только к стеклу, поэтому каждый кусок стекла необходимо обернуть медной фольгой.
3. Припой нужен флюс, чтобы плавно стекать и связываться с другими металлами (например, медная фольга или свинец).
ПРИМЕЧАНИЕ : Используйте только твердый припой. Никогда. не используйте кислотный или канифольный припой для витражей.
СОВЕТ : Работа с припоем создает риск отравления свинцом, если не соблюдаются определенные меры безопасности. Свинец не может всасываться через кожу – только при проглатывании или открытом порезе.Соблюдайте следующие основные правила безопасности: всегда хорошо мойте руки водой с мылом после работы со свинцом. Никогда не ешьте, не пейте и не курите во время работы. Всегда перевязывайте открытые порезы на руках и пальцах. Не подпускайте детей к рабочей зоне. Пайку следует производить в хорошо проветриваемом помещении – лучше всего на улице или в гараже. Если в помещении, откройте окно и включите вентилятор.
Начало работы: После того, как все стеклянные части плотно прилегают друг к другу, можно приступать к фольге и пайке. Вам не нужно никакого промежутка между фольгированными деталями, но вы можете легко заполнить зазоры припоем до 1/8 дюйма.Очистите каждый кусок стекла от пыли шлифовального станка или режущего масла и оберните его медной фольгой. Соберите детали на плоской термостойкой поверхности.
Используя кисть для флюса, нанесите небольшое количество флюса на каждое соединение и «закрепите припой». При прихваточной пайке на каждое соединение наносится небольшое количество припоя, чтобы детали удерживались в одном месте.
Затем нанесите тонкий ровный слой флюса на все швы. Слишком много флюса будет разбрызгиваться и создавать небольшие ямки или пузыри в паяном шве.Слишком мало флюса приведет к образованию неровных швов припоя и непокрытой фольги.
Основные методы пайки: Нагрейте утюг до температуры, при которой используемый припой плавится до жидкого состояния (примерно 700 градусов). Не забывайте периодически протирать кончик утюга губкой, смоченной водой. Возьмите утюг так же, как держите нож; пальцы обвились вокруг одной стороны ручки, большой палец – на другой. Кончик утюга должен быть обращен так, чтобы широкие плоские стороны были обращены из стороны в сторону, а тонкие стороны были обращены вверх и вниз.В другой руке удобно удерживать припой, свернув его примерно на 6 дюймов.
Если вы держите утюг в правой руке, проще всего работать справа налево. Если вы держите утюг в левой руке, работайте слева направо.
Начните пайку примерно на 1/4 дюйма от края детали. Здесь требуется небольшая координация. Подайте припой к плоской стороне наконечника и слегка прикоснитесь утюгом к шву медной фольги. Вы должны услышать немного шипеть и увидеть лужу припоя под наконечником утюга.Медленно и плавно перемещайте утюг по шву медной фольги, одновременно подавая припой на наконечник.
Следите за паяным швом. Если он плоский, притормозите и используйте больше припоя. Если он льется на ваш стакан, увеличьте скорость. Хорошая пайка требует терпения и практики – большинству людей нужно выполнить несколько проектов, чтобы освоиться. Если вы планируете использовать U-образный канал для кромки вашей детали, оставьте около 1/4 дюйма шва из медной фольги на краю панели без припоя.Если вы просто лужите края, завершите швы до самого края.
Если вы недовольны тем, как выглядит ваш паяльный шов, не перебирайте его. Двигайтесь дальше и вернитесь к этому позже. Слишком большое количество тепла в одном месте может привести к разбиванию стекла. (Не говоря уже о том, чтобы вы разочаровались!) Помните, что вы всегда можете повторно обработать флюс и снова обработать эти швы, как только они остынут.
После того, как вы закончили одну сторону вашей детали, осторожно переверните ее. Как правило, вы держите кусок за края ближе к центру.Переворачивание изделия сверху может иногда привести к изгибу изделия в центре.
Вторая сторона детали не требует прихваточной пайки. Просто нанесите небольшое количество флюса на швы и припаяйте, как вы это делали на первой стороне.
Обработка краев: Чтобы закончить обработку края, вы можете либо залудить внешние края, либо прикрепить U-образный швеллер.
1. Лужение вашей детали: Лужить готовую деталь очень просто. Вы просто должны убедиться, что все фольгированные края на передней и задней части вашей детали покрыты припоем.Наклоните кусок края и нанесите тонкий слой флюса. Удерживая деталь сверху, нанесите небольшое количество припоя на верхнюю часть детали. Требуется практика, чтобы небольшая бусинка оставалась наверху, а не сбрызгивалась по бокам. Помните – припой не будет прилипать к стеклу и, как правило, к остывшему паяльному шву. Если ваш припой действительно моросит, просто подождите, пока он остынет, и снимите из него морось ногтем или травильным ножом. Возможно, вам придется нагреть его сверху, если он застрял.Никогда не тяните и не пытайтесь силой, так как это может порвать фольгу. Повторите процесс для каждого края и прикрепите кольца в припой в верхней части изделия. Если вы просто прикрепите кольца в любом месте наверху, они могут оказаться недостаточно надежными, чтобы выдержать вес вашего предмета. Этот метод больше всего подходит для ловцов солнца и мелких предметов.
2. Пришел U-канал: Доступно много типов U-канала. Самые популярные типы – медь, цинк и свинец. Свинец чаще всего используется для круглых или нестандартных изделий.Медь и цинк чаще всего используются в квадратах и прямоугольниках. Цинк используется с черным патинированием и серебряными швами. Медь используется с патинированными медными или бронзовыми швами.
Первый шаг – убедиться, что любой шов, ведущий к краю панели, является плоским, по крайней мере, на 1/4 дюйма от края. Чтобы обрезать кромку, просто используйте пилу с мелкими зубьями и угловую коробку и отрежьте небольшое количество (около 1 “) для измерения. Положите витраж на плоскую поверхность в том направлении, в котором он должен висеть.Переместите U-образный канал через правый край. Если он слишком плотный, используйте изогнутый конец ручки и откройте выступ. Сдвиньте небольшой кусок, использованный для измерения, в верхний правый угол вашего предмета. Переместите выступ с правой стороны вверх, пока два выступа не встретятся наверху. Осторожно снимите измерительный наконечник и сдвиньте его в правый нижний угол. С помощью маркера с фломастером отметьте сбоку, где встречаются два выступа внизу. Снимите выступающую сторону и обрежьте ее по своей отметке.Не забудьте учесть ширину пильного диска. Слайд вернулся на правую сторону панели и проверил посадку. Повторите процедуру с левой стороной.
Чтобы установить верхнюю часть, снимите правую часть кольца и сдвиньте выступ для резки на верхний край. Он должен плотно прилегать к внутренней стороне подошвы. Открытые концы выступа должны быть вверху и внизу боковых выступов. Сдвиньте выступ на верхнюю правую сторону, пока он не встретится с верхним выступом. Отметьте, что подошла к внутреннему краю измерительного приближения.Отрежьте пришедшую и замените сверху. Сдвиньте правую сторону обратно и проверьте соответствие. Повторите процедуру для нижней части.
Припаять кольца в верхнюю часть боковины пришла. Заполните отверстия в U-образном канале припоем, нанося небольшое количество припоя за раз. Работать быстро – это сложно!
Пайка: основы – Weld Guru
Пайка – это группа процессов, которые соединяют металлы путем их нагрева до подходящей температуры.
В качестве присадочного материала используется цветной металл, плавящийся при температуре ниже 840ºF (449ºC) и ниже температуры соединяемых металлов.
Наполнитель распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Пайка использует плавкие сплавы для соединения металлов. (Пайка происходит при температуре выше 840 по Фаренгейту).
Тип используемого припоя зависит от соединяемых металлов. Твердые припои называются спелтерами, а твердые припои – серебряными припоями.
Этот процесс дает большую прочность и выдерживает больше тепла, чем мягкий припой.
Виды пайки
- Пайка горелкой: процесс пайки с использованием воздушно-топливной или газокислородной горелки.Приложение может быть автоматическим или ручным.
- Печь: части спаяны, пропуская их через печь.
- Утюг
- Индукция
- Сопротивление
- Dip (мелкомасштабный процесс для электронных компонентов)
- Инфракрасный
- Ультразвуковой
- Оплавление или вставка
- Волна (используется для присоединения схем к печатным платам)
Жала паяльника
Существует три типа наконечников для паяльников.
Пайка vs.Пайка
- Пайка : присадочные металлы имеют температуру плавления ниже 840 F (450 ° C)
- Пайка : присадочные металлы имеют температуру плавления выше 840 F (450 ° C)
Под сваркой понимается сплавление двух металлов, в то время как пайка и пайка используют адгезию.
При пайке и пайке присадочный металл плавится и течет в стык. Основной материал остается неповрежденным или не расплавленным. Детали имеют жесткие допуски, которые создают капиллярное действие (капиллярность) для втягивания присадочного металла в соединение.
К преимуществам пайки и пайки относятся:
- способность соединять несвариваемые металлы. повторный нагрев может разъединить части, особенно если одна из них нуждается в замене
- Легче разделять соединяемые части
- деталей можно изготавливать в печи периодического действия
- Портативный процесс для соединения мелких деталей
Обратной стороной пайки и пайки являются:
- жесткий допуск на стык, необходимый для капиллярного действия
- более низкая прочность vs.сварка
- более крупные металлические детали необходимо паять или паять в большой печи
- требуется флюс
Типы припоев и их применение
| Типы припоя | Приложения |
|---|---|
| оловянно-свинцовый | Общего назначения |
| Олово-цинк | Алюминий |
| Свинец-серебро | Прочность при температуре выше комнатной |
| Кадмий-серебро | Прочность при высоких температурах |
| Цинк-алюминий | Алюминий, коррозионная стойкость |
| Серебро-олово | Электроника |
| Олово-висмут | Электроника |
Пайка твердым припоем (купротектик)
Пайка твердым припоем или серебряная пайка – это припой с содержанием серебра, который используется для понижения температуры плавления, чтобы расплавленный металл легче течь.
Этот тип пайки требует горячего нагрева и специальной горелки.
Оборудование для оксиацетилена также можно использовать, но существует риск плавления некоторых металлов, например меди.
Пайка твердым припоем считается одним из лучших способов соединения двух медных деталей.
Мягкая пайка
Этот процесс используется для соединения наиболее распространенных металлов со сплавом, который плавится при температуре ниже температуры основного металла.
Во многих отношениях эта операция аналогична пайке в том, что основание не плавится, а просто покрывается лужением на поверхности припоем-присадочным металлом.
Прочность паяного соединения зависит от проникновения припоя в поры поверхности основного металла и последующего образования сплава основного металла с припоем вместе с механической связью между деталями.
Мягкие припои используются для герметичных и водонепроницаемых соединений, которые не подвергаются воздействию высоких температур.
Совместное препарирование
Паяные соединения должны плотно прилегать друг к другу, оставляя достаточно зазора для припоя.
Пайка точка-точка
Паяемые детали не должны содержать оксидов, окалины, масла и грязи для обеспечения надежных соединений.
Очистка может выполняться погружением в щелочные или кислотные растворы, опиловкой, соскабливанием, использованием стальной мочалки, щетки из нержавеющей стали или пескоструйной обработки.
Смачивание
Смачивание относится к способности жидкого наполнителя растекаться по поверхности (например, автомобильный воск при нанесении на автомобиль).
Когда у автомобиля есть поверхность, вода падает.При пайке такое явление называется плохим смачиванием.
По этой причине соединяемые металлы необходимо очистить от любых пленок или оксидов.
Обычно это делается с помощью флюса.
Пайка точка-плоскость
Флюс
Для всех операций пайки требуется флюс, чтобы получить полное соединение и полную прочность в соединениях. Флюсы очищают область соединения, предотвращают окисление и увеличивают смачиваемость припоя за счет уменьшения его поверхностного натяжения.
Обычно используются следующие типы флюсов для мягкой пайки:
- канифоль
- канифоль и глицерин.
Применяются на чистых стыках для предотвращения образования оксидов во время пайки. Хлорид цинка и хлорид аммония можно использовать на потускневших поверхностях, чтобы обеспечить хорошее лужение. Раствор цинка, разрезанного в соляной (соляной) кислоте, обычно используют оловянные рабочие в качестве флюса.
Flux выпускается в виде порошка, пасты и жидкости.Я также бывает в некоррозионных и коррозионных формах. Коррозионная форма работает лучше всего, но после завершения пайки потребуется средство для удаления флюса.
НЕ ИСПОЛЬЗУЙТЕ коррозионный флюс в электронных проектах.
Газовая и электрическая пайка
Паяльные инструменты бывают двух видов: газовые и электрические.
- Electric : легкий и часто используется для ремонта электроники.
- Gas : также известная как паяльная лампа, используется в таких проектах, как медные трубы или железо.Его можно использовать для любого типа проекта, включая электронику. При пайке медных труб нам нравится использовать газовую горелку MAPP, которая поставляется в желтом баллоне.
Газовая паяльная горелка
Газовая самовоспламеняющаяся паяльная горелка Mapp для пайки медных трубКомплект для электрической пайки
Набор для пайки – это недорогой способ получить все необходимое для большинства проектов.Применение припоя
Мягкие паяные соединения могут быть выполнены с использованием газового пламени, протирки, пропотевания соединений или погружением в ванну для пайки.
Погружение особенно применимо для ремонта сердечников радиаторов.
Электрические соединения и листовой металл припаиваются паяльником или пистолетом.
Протирка – это метод, используемый для соединения свинцовой трубы, а также свинцовой оболочки подземных и других кабелей, покрытых свинцом.
Соединения с запотеванием могут быть выполнены путем нанесения на соединения смеси порошкового припоя и пастообразного флюса.
Затем нагрейте деталь до тех пор, пока эта паяльная смесь не станет жидкой и не потечет в стыки или оловянные сопрягаемые поверхности элементов, которые необходимо соединить, и приложите тепло для завершения соединения.
Как припаять
- Очистите недрагоценные металлы щеткой или другим способом (см. Выше)
- Зажмите два соединяемых металла, убедившись, что есть зазор для припоя. Цель состоит в том, чтобы свести к минимуму движение.
- Подключите электрический паяльник или зажгите газовую горелку
- Нагрейте основной материал утюгом или горелкой
- Нанесите припой, прикоснувшись концом припоя к стыку. Вы увидите, как он тает и начнет течь.Продолжайте, пока стык не заполнится припоем.
- Снимите паяльный инструмент.
- Не перемещайте паяное соединение, пока все не остынет.
- Используйте средство для удаления флюса, если вы использовали коррозионный флюс. Если вы это сделали, то после удаления флюса промойте место стыка водой с мылом.
- Вымойте руки.
Жала паяльника
- Тщательно очистите область пайки на основном металле
- Проверьте соединения перед пайкой на предмет плотного прилегания
- Зажмите соединяемые детали, чтобы исключить движение при пайке
- Проверьте требуемую температуру, необходимую для используемого припоя или стержней
- В приведенной выше таблице найдите подходящий припой для вашего проекта.Самый популярный припой – это 50% свинца, 50% олова или 50/50. Он тает при 470F.
- Используйте защитные очки и выполняйте пайку в помещении с хорошей вентиляцией.
- Используйте флюс, вещество, удаляющее загрязнения из воздуха (см. Объяснение выше).
Пайка 101 – Учебник Австралия
Представьте, что вы строитель без молотка или машину без тормоза. Это вроде как полезно, но далеко не так полезно, как могло бы быть. Это все равно, что быть мастером / мастером по дому / энтузиастом, не умеющим паять.Конечно, вы можете макетировать свои проекты и использовать модули, но в конечном итоге вы столкнетесь с трудностями. Пайка – важный навык для любого, кто работает с электроникой, и знание того, как правильно паять, может быть бесценным. Сегодня мы собираемся взглянуть на оборудование, методы и знания, необходимые для правильной пайки сквозных компонентов и плат. И самое главное, это не так уж и сложно! Если вы никогда раньше не паяли или ищете курс повышения квалификации, это руководство для вас.
Что такое пайка?
Во-первых, что на самом деле пайка? Это хороший вопрос, и когда кто-то упоминает о пайке, возникает множество заблуждений. Слово припой относится к двум вещам:
- Припой (существительное): металлический сплав с низкой температурой плавления, используемый для соединения проводов
- Припой (глагол): процесс соединения компонентов вместе с использованием тепла и припоя
Пайка – это процесс соединения двух металлических частей вместе с припоем, который похож на проводящий металлический клей.При пайке вы не плавите металл, к которому припаиваете, и не соединяете его вместе, а нагреваете оба куска металла, чтобы припой мог течь между ними и создать прочную постоянную связь. Без достаточного нагрева припой не будет должным образом приклеиваться к металлу, который вы паяете. Важно отметить, что пайка – это надежное электрическое соединение, а не прочное механическое. Если вы паяете вместе провода или другие компоненты, напряжение в паяном соединении не должно быть.Итак, теперь давайте посмотрим, что это за припой.
Припой
Как мы уже говорили, припой – это клей для электроники. Это металлический сплав с очень низкой температурой плавления (всего несколько сотен градусов) и высокой проводимостью. Традиционно припой изготавливали из сплава свинца и олова (обычно соотношение 60/40), потому что свинец имеет идеальную температуру плавления и проводимость, необходимые для пайки, но со временем люди пришли к выводу, что свинец на самом деле очень вреден для вас. Так, в середине 2000-х годов был куплен новый стандарт под названием RoHS (Ограничение использования опасных веществ) для электрического оборудования, которое должно было быть бессвинцовым (Pb-free).Итак, некоторые умные люди собрались вместе и создали новый, не содержащий свинца сплав, пригодный для пайки, который состоит из олова и множества других элементов, названный бессвинцовым припоем (без всяких наград за то, чтобы угадать его). Итак, у нас есть два типа припоя: свинцовый и бессвинцовый, оба с немного разными свойствами. Итак, что вы должны использовать?
Вообще говоря, со свинцовым припоем легче работать из-за его более низкой температуры плавления, и он дает вам лучшие паяные соединения, чем стандартный бессвинцовый припой, однако, в то время как количества, которым вы подвергаетесь во время типичных паяльных работ, невероятно минимальны, воздействие большое количество свинца вредно для вас.
С другой стороны, бессвинцовый припой имеет немного более высокую температуру плавления, чем свинцовый припой, и с ним немного труднее работать. Но большинство бессвинцовых припоев имеют «канифольный стержень», который содержит соединение, называемое «флюсом». Флюс – это химическое вещество, которое способствует растеканию припоя и улучшает его свойства. Этот припой на канифольной основе делает бессвинцовый припой почти таким же удобным для работы, как и свинцовым припоем, но без свинца. Некоторые люди предпочитают свинцовый, другие – бессвинцовый, так что решать вам, любой из них подойдет для обычной пайки, однако, если вы используете бессвинцовый припой, вы можете настроить свой утюг на 50 градусов (C) выше. из-за более высокой температуры плавления.У нас есть в наличии оба типа, так что вы можете решить, какой из них подойдет вам лучше всего:
Говоря о температуре паяльника, давайте посмотрим, как работает паяльник и какие температуры лучше всего подходят для пайки.
Паяльники
Увы, паяльник скромный. Это мастерская скамейки для электроники и создатель удивительных проектов. В настоящее время существует множество различных утюгов на выбор, в зависимости от того, какие функции вы хотите, однако получение качественного паяльника сделает его намного проще и полезнее, и прослужит намного дольше, если вы позаботитесь о нем.Если вы много паяете, стоит приобрести высококачественную паяльную станцию с регулируемым контролем температуры, однако для повседневных работ подойдет стандартный моноблок. работа. Если вы не уверены, какое железо подойдет вам лучше всего, ознакомьтесь с нашим руководством по выбору паяльника, в котором мы рассмотрим паяльники Hakko FX-888D и Hakko 60W Red. Однако независимо от того, какой у вас паяльник, концепция остается неизменной. Электричество используется для производства тепла с помощью нагревательного элемента (часто керамического), а затем тепло передается металлическому наконечнику утюга.Ручка утюга (также известная как карандаш или палочка) обычно изготавливается из изоляционного пластика и резины, чтобы держать руку в прохладном месте во время пайки. Говоря о подсказках, доступно 3 основных типа, каждый из которых имеет уникальное назначение:
- Конический наконечник
- Наконечник зубила
- Наконечник копыта (конический наконечник)
Конструкция каждого наконечника обеспечивает максимальную передачу тепла компонентам. Но для обычной сквозной пайки трудно превзойти хороший конический или стамежевой наконечник.Возьмите тот, который достаточно хорош для небольших компонентов и плотно расположенных контактных площадок, но не слишком мелкий, поскольку он уменьшит количество тепла, которое оно может передать к деталям, которые вы паяете.
В процессе пайки на поверхности жала паяльника происходит процесс, называемый окислением. Это темный нарост, который покрывает обычно блестящую поверхность наконечника. Перед пайкой, после каждой пары паяных соединений и после того, как вы оставите утюг на несколько минут, протрите жало влажной (не мокрой) губкой или латунной ватой, чтобы удалить поверхностные загрязнения.Вы также можете использовать очиститель для паяльных наконечников, который химически очищает наконечник вашего утюга при сильном окислении. После длительного использования на насадке могут появиться дыры или другой износ, и в этот момент пора заменить насадку.
При пайке вы хотите использовать сторону наконечника, а не самую точку, так как именно так вы получите лучший контакт по площади поверхности и, следовательно, теплопередачу. Если у вас есть утюг с регулируемой температурой, вы хотите установить температуру в пределах 300-350 градусов для большей части пайки.Теперь, хотя паяльник и немного припоя – это абсолютный минимум, необходимый для пайки, несколько дополнительных устройств будут иметь большое значение для обеспечения высококачественной, безопасной и приятной пайки.
Прочие инструменты и приспособления
Как мы уже говорили выше, вам, конечно, понадобится припой и паяльник, но вот несколько инструментов, которые мы лично прошли через наши рекомендации по настройке вашей паяльной мастерской:
- Hobby Creek Mini Hand: Обязательно наличие чего-нибудь для удержания того, над чем вы работаете.При пайке вы держите утюг в одной руке, паяете в другой, и припаивать к незакрепленной плате, лежащей на столе, – это не весело. Также обратите внимание на его старшего брата – «Третью руку».
- Hobby Creek Fume Extractor: даже при пайке бессвинцовым припоем при пайке по-прежнему выделяется небольшое количество дыма и дыма, которые большинство людей предпочли бы избегать. Этот вытяжной вентилятор с питанием от USB привинчивается к существующей базе Hobby Creek и идеально подходит для создания чистой рабочей станции. Боковые кусачки
- : они понадобятся вам для удаления лишних выводов компонентов и обрезки проводов. Насос для распайки
- : как мы рассмотрим в отдельной статье, часто вам нужно что-то распаять, будь то неправильно установленный компонент или избыток припоя, вызывающий мостик. Качественный насос для удаления пайки имеет большое значение.
- Медный плетеный фитиль: аналогично насосу для удаления припоя, плетеный фитиль используется для удаления припоя из стыка. Защитные очки
- : пайка состоит из расплавленного металла и горячих материалов, поэтому защита глаз является обязательной. Они не обязательно должны быть красивыми, они есть в каждом строительном магазине, но при пайке всегда следует носить защитные очки.
- Мультиметр: более широко используемый для измерения напряжения и тока, мультиметр также может измерять проводимость, чтобы вы могли видеть, соединены ли две поверхности электрически или нет. Базовый мультиметр неоценим для поиска плохих паяных соединений, которые не обеспечивают правильного соединения.
Теперь, когда мы знаем, с чем имеем дело, и у нас есть необходимое оборудование, давайте взглянем на создание хорошего паяного соединения.
Проходка паяного соединения
Хорошее паяное соединение образует прочное, прочное соединение, которое прослужит долгое время, а плохое паяное соединение может даже не выполнить соединение, поэтому очень важно научиться формировать правильное паяное соединение. Хорошее паяное соединение достигается благодаря теплу, приложенному к обеим поверхностям, к которым вы паяете, и хорошему равномерному распределению припоя без излишков.Хорошее паяное соединение будет иметь гладкую блестящую поверхность даже после охлаждения, тогда как холодное / сухое соединение будет тусклым и шероховатым. Для хорошего паяного соединения мы стремимся получить красивую форму вулкана от печатной платы до вывода. Взгляните ниже на некоторые сравнения хороших чистых паяных соединений с холодными паяными соединениями:
Вы можете увидеть несколько различных соединений выше при пайке 4-контактного штыревого разъема. У того, что слева, не было хорошего контакта между утюгом и контактной площадкой, в результате припой неправильно протек в отверстие и не образовал надежного соединения.На двух средних контактах я использовал слишком много припоя, из-за чего между двумя контактными площадками образовался мостик из припоя, закорачивая цепь. Правый демонстрирует хорошее паяное соединение. Обратите внимание на гладкую блестящую поверхность и красивую коническую форму. Это означает, что припой правильно протек в контактную площадку, прилип как к штырю, так и к контактной площадке, и было нанесено идеальное количество припоя. Изображение справа показывает это паяное соединение под более плоским углом, и вы можете видеть коническую форму соединения.
Обратите внимание на коричневые отметины на окружающей плате и паяном соединении; это всего лишь небольшая часть флюса, оставшегося от пайки.Он виден только очень близко и является побочным продуктом пайки.
Теперь давайте пройдемся по этапам создания идеального паяного соединения.
- Убедитесь, что ваш утюг полностью нагрет (в идеале около 350 градусов).
- Перед пайкой убедитесь, что ваш наконечник очищен от окисления, и «залудите» наконечник, нанеся небольшое количество припоя на наконечник и протерев его, чтобы удалить излишки. Припой является исключительно хорошим проводником тепла, поэтому лужение наконечника поможет быстрее передать тепло.
- Коснитесь кончиком паяльника, чтобы коснуться провода и контактной площадки, затем поднесите припой к стыку и дайте ему стечь в стык. Важно расплавлять припой на стыке, а не на паяльнике, так как это позволит припою течь в стык и создать надежное соединение.
- Сначала удалите припой, затем утюг, чтобы дать соединению остыть. При пайке компонентов и печатных плат вы должны стремиться к тому, чтобы весь процесс занимал не более пары секунд, чтобы избежать повреждения компонентов и / или печатной платы из-за чрезмерного нагрева.
- Когда вы вынимаете паяльник из стыка, потяните его вверх по выводу компонента. Это поможет удалить излишки припоя из стыка и придать ему красивый конический вид.
** Не трогайте паяное соединение, пока оно не остынет и не затвердеет, иначе вы получите холодное паяное соединение, которое не прикрепилось должным образом к металлу, как показано ниже **
By MyName (Coronium (talk)) – собственная работа, CC BY-SA 3.0
Вот и все, ребята. Пайка, как и любой другой навык, требует практики и настойчивости, поэтому лучший способ улучшить свои навыки пайки – это попрактиковаться. Макетные платы, такие как стрип-картон и перфокарт, сначала не идеальны для работы над пайкой из-за уникального способа прокладки медных дорожек. Лучше всего учиться на простой, широко разнесенной плате без дорогих компонентов, которые могут быть повреждены из-за перегрева. Чтобы приступить к пайке, мы составили список фантастических и забавных наборов, которые не только позволяют создавать потрясающие проекты и штуковины, но и довольно легко паять и начинать с:
После того, как вы освоите простую пайку в сквозное отверстие, обязательно ознакомьтесь с другими нашими руководствами по более продвинутым методам пайки, включая распайку и пайку SMD.Если вы нашли этот урок полезным, дайте нам знать в комментариях ниже и начните разговор со своими коллегами-создателями!
Представьте, что вы строитель без молотка или машину без тормоза, это вроде как полезно, но далеко не так полезно, как это .