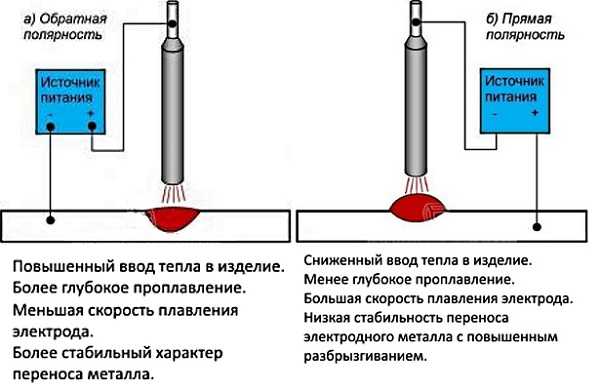
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы.
Существует только два варианта полярности, которые настраиваются перед работой:
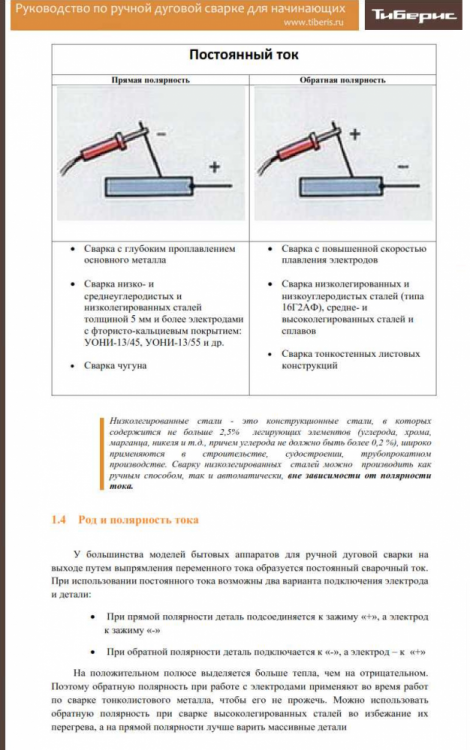
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования.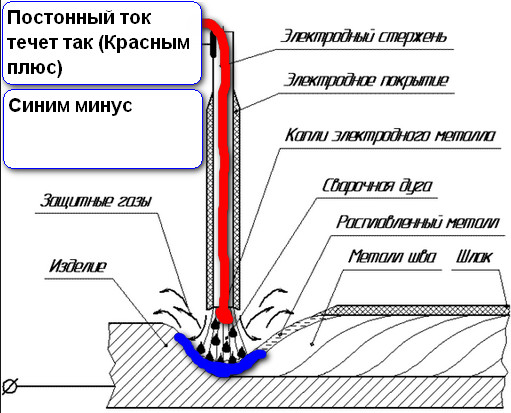 Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.

 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 53, Средняя: 3
Полярность при сварке инвертором
Главная » Статьи » Полярность при сварке инвертором
Полярность при сварке инвертором
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
 Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.

 К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сергей Одинцов
electrod.biz
Прямая и обратная полярность при сварке инвертором, режимы сварки и рекомендации
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
 Они зависят от характеристик металла, параметров будущего сварочного шва.
Они зависят от характеристик металла, параметров будущего сварочного шва.Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
 Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
ismith.ru
Обратная и прямая полярность при сварке инвертором, отличие полярности при сварочных работах
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.

Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
- Автор: Виталий Данилович Орлов
stanok.guru
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
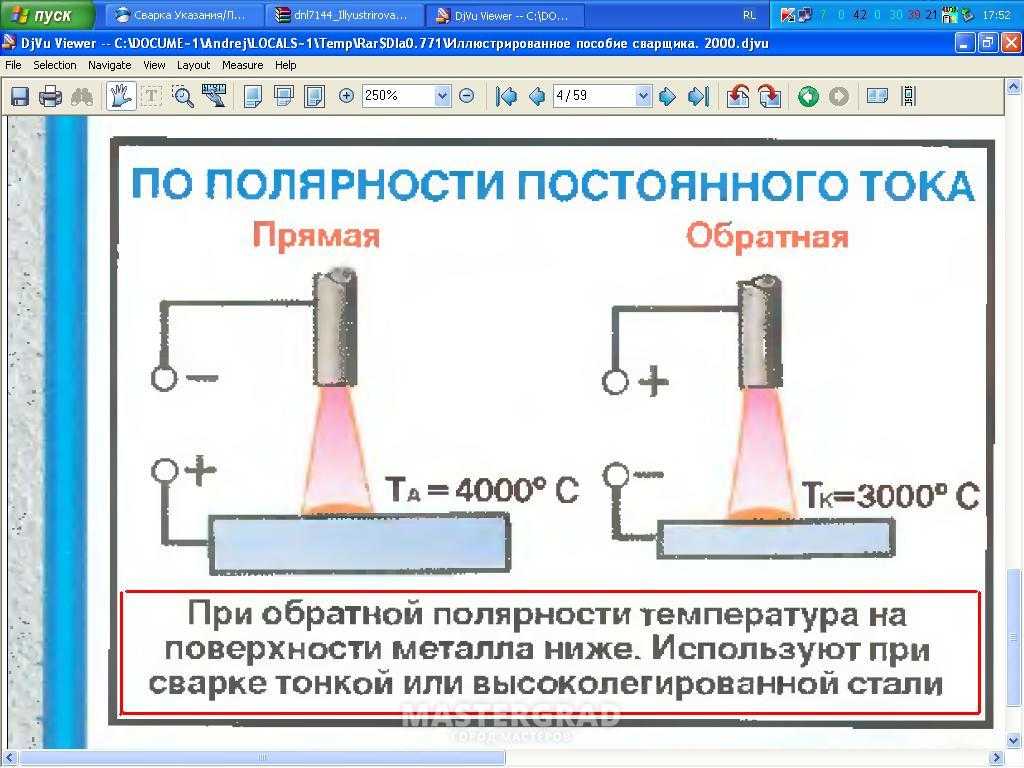
Зачем все это нужно
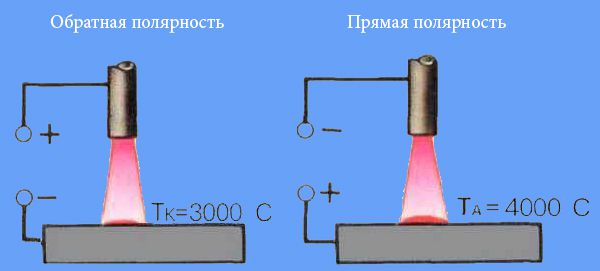
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С.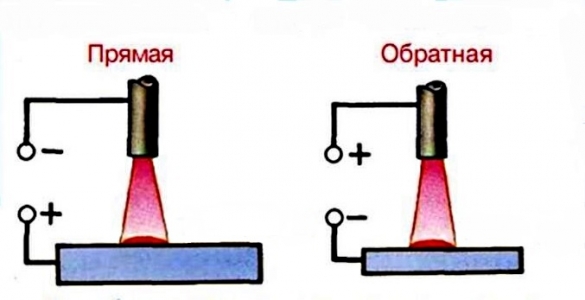 Разница существенная.
Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Полярность при сварке электродом – простые ответы
Для разных процессов сварки требуются разные типы тока. Если вы выберете неправильный тип тока для своего процесса, результаты будут некачественными. Обычно довольно легко понять, когда вы используете неправильную полярность. Сварные швы будут выглядеть ужасно, и вы поймете, что нужно что-то менять. Какова правильная полярность для сварки электродом?
Если вы выберете неправильный тип тока для своего процесса, результаты будут некачественными. Обычно довольно легко понять, когда вы используете неправильную полярность. Сварные швы будут выглядеть ужасно, и вы поймете, что нужно что-то менять. Какова правильная полярность для сварки электродом?
Для сварки TIG на стали требуется отрицательная полярность — в этом случае к горелке течет отрицательный ток, а к заземляющему зажиму — положительный.
Для таких процессов, как сварка стержнем, требуется другой тип полярности, о котором мы поговорим ниже.
Содержание
Положительная полярность (DCEP) №1 Выбор
Стержневые электроды обычно работают с положительной полярностью (DCEP). При такой настройке ваш электрододержатель (жало) имеет положительный ток, протекающий к электроду-стержню (также называемому «стержнем»). Ваш провод заземления будет подключен к отрицательной клемме вашей машины.
Эта положительная полярность стержня подходит для большинства стержней при сварке низкоуглеродистой стали и даже нержавеющей стали. После того, как вы прикрепите лиды таким образом, вам обычно не придется их менять.
После того, как вы прикрепите лиды таким образом, вам обычно не придется их менять.
Также толщина основного металла не влияет на выбор полярности. Если вы используете сварку стержнем, независимо от того, тонкий или толстый основной металл, DCEP является предпочтительным выбором.
Отрицательный (-) провод заземления слева. Положительный (+) вывод жало справаКак вы можете видеть на Bobcat выше, отрицательный вывод находится в крайнем левом углу. Положительная клемма находится в крайнем правом углу.
На некоторых машинах с палочками они могут меняться местами, но они всегда имеют маркировку. Даже небольшие машины начального уровня дадут понять, какой терминал какой.
На некоторых машинах и в руководствах отрицательная клемма может называться «рабочей». Эта «рабочая» терминология просто означает, что именно здесь должен проходить провод заземления.
Таким образом, для большинства дуговых сварок лучше всего подходит положительная полярность (DCEP). Большинство удилищ спроектированы с учетом этой полярности, и в ближайшее время это не изменится.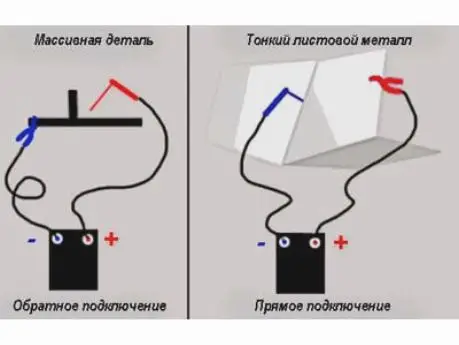 Стержень 6010, очень часто используемый электрод, используется с установкой DCEP.
Стержень 6010, очень часто используемый электрод, используется с установкой DCEP.
Помните, что положительный электрод в некоторых местах также называют обратной полярностью. Таким образом, для сварки электродом (также называемой процессом SMAW или MMAW) обратная полярность является более подходящим выбором, чем прямая полярность.
Кроме того, некоторым людям нравится передавать эту настройку как положительную по постоянному току. Термин «положительная сварка постоянным током» указывает на настройку DCEP.
Полярность переменного тока (переменный ток)
PixabayНекоторые аппараты для дуговой сварки используют переменный ток. Этот «переменный ток» постоянно переключается между положительной и отрицательной полярностью.
Старые радиостанции Lincoln Buzzbox часто используют переменный ток в качестве источника питания. Некоторые стик-машины могут иметь настройку переменного тока в дополнение к настройкам постоянного тока.
В то время как большинство стержней предназначены для сжигания при постоянном токе, некоторые стержни хорошо работают с переменным током.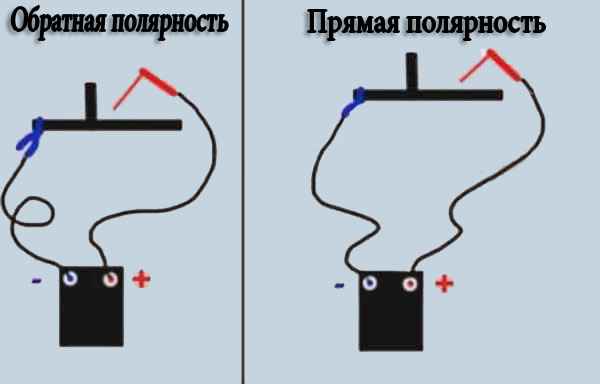
Такие стержни, как 6011 и 6013, прекрасно работают на переменном токе. Они лучше всего работают на нем и разработаны с учетом параметров переменного тока. Стержни
6013 обеспечивают среднее проплавление и отлично подходят для сварки тонких сталей без особого коробления. Запускать эти удилища лучше всего на переменном токе. Их подвод тепла является управляемым, и они имеют тенденцию изгибать и деформировать металлы гораздо меньше, чем другие процессы.
6011 стержни обеспечивают очень глубокое проникновение и могут прожечь ржавчину и даже светлую краску. Эти удилища 6011 представляют собой АС-версию популярного удилища 6010. Для корневых проходов и тяжелых условий эксплуатации стоит попробовать электроды 6011.
В стержнях из нержавеющей стали в конце появляется обозначение удобства использования. Например, EXXX-15, EXXX-16, EXXX-17, EXXX-26 и так далее. Это обозначение указывает полярность, с которой стержень подходит для использования.
Стержни, оканчивающиеся цифрами 16, 17 и 26, можно использовать с переменным током. Эти стержни также можно использовать с DCEP. Однако стержни, оканчивающиеся на 15, подходят только для использования с DCEP.
Эти стержни также можно использовать с DCEP. Однако стержни, оканчивающиеся на 15, подходят только для использования с DCEP.
Так что, если у вас осталась старая машина с удочками переменного тока, не беспокойтесь — есть еще несколько отличных удочек, которые вы можете использовать с ней!
Сварка электродом : Wikimedia Commons (Weldscientist)Когда полярность переменного тока предпочтительна для сварки электродом?
Как правило, DCEP является предпочтительной полярностью для дуговой сварки. Однако иногда прибегают к полярности переменного тока по следующим причинам:
- Другого выбора нет: некоторые старые машины имеют источник питания, который выдает только переменный ток. Примером этого типа являются старые машины производства Линкольна, называемые жужжащими коробками. Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.
- Иногда полярность переменного тока используется для решения проблем с дуговым разрядом. Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.
 Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.
Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.Проблемы, связанные с полярностью переменного тока при сварке электродом
При сварке переменным током ток колеблется между положительным и отрицательным, как синусоида. Обычно частота переменного тока в большинстве стран составляет 50 герц. Таким образом, это изменение с отрицательного на положительное происходит 100 раз в секунду.
Это означает, что ток близок к нулю 100 раз в секунду. См. красную зону на рисунке ниже.
Источник изображения: Lincolnelectric.com Это означает, что во время сварки дуга часто «выскакивает» или гаснет. Чтобы решить эту проблему, стержни, специально разработанные для работы на переменном токе, имеют в своем покрытии специальные ингредиенты, поддерживающие зажигание дуги.
Чтобы решить эту проблему, стержни, специально разработанные для работы на переменном токе, имеют в своем покрытии специальные ингредиенты, поддерживающие зажигание дуги.
Однако при сварке на переменном токе дуга продолжает трепетать. Он менее стабилен, чем полярность постоянного тока.
Какая полярность для электрода E7018? Электрод
E7018, пожалуй, наиболее часто используемый стержень не только в Соединенных Штатах, но, вероятно, и во всем мире. Так что этот вопрос распространен. Стержень
E7018 предназначен для использования с как переменного, так и постоянного тока. При использовании постоянного тока для стержней 7018 используется положительная полярность электрода.
Отрицательная полярность (DCEN)
Хотя это редкость, но при сварке электродом можно использовать отрицательную полярность (DCEN). Обычно он обеспечивает меньшее проникновение, и стержни имеют тенденцию гореть быстрее. Стоит попробовать, если вы свариваете очень тонкую сталь, но это не самое красивое решение.
Сварка стержнем с отрицательной полярностью определенно не является общепринятой практикой. Многие сварщики всю свою карьеру так и не попробовали. Однако, если вы хотите проверить это, сделайте это — это не повредит вашу машину.
Как изменить полярность на сварочном аппарате?
Это просто. Все сварочные аппараты имеют две клеммы, помеченные положительной и отрицательной. Маркировка четко видна рядом с терминалом.
Если вам нужна полярность DCEP, подключите жало к положительной клемме, а заземляющий провод к отрицательной клемме.
Если вам нужна полярность DCEN, провод с жалом подключается к отрицательной клемме, а провод заземления подключается к положительной клемме.
В современных машинах есть переключатель полярности. Можно просто щелкнуть выключателем, чтобы перейти от одной полярности к другой. Если переключатель недоступен, необходимо поменять местами сварочные кабели, как описано выше.
Другие аспекты полярности при сварке электродом
В кодированных работах важно заранее зафиксировать выбор полярности. Раздел IX ASME, на который ссылается большинство строительных норм и правил в Соединенных Штатах, указывает, что изменение полярности является дополнительной существенной переменной. Для сварки электродом эта переменная отображается как QW 409.4 в таблице QW 253 для дуговой сварки защищенным металлом.
Раздел IX ASME, на который ссылается большинство строительных норм и правил в Соединенных Штатах, указывает, что изменение полярности является дополнительной существенной переменной. Для сварки электродом эта переменная отображается как QW 409.4 в таблице QW 253 для дуговой сварки защищенным металлом.
Это означает, что если процедура сварки аттестована с использованием DCEP, производственный шов также должен выполняться с использованием DCEP. Так же и с DCEN. Изменение полярности с DCEP на DCEN или наоборот не допускается.
Тот факт, что это дополнительная существенная переменная, означает, что она вступает в силу только тогда, когда принимается во внимание ударная вязкость. Когда воздействие не принимается во внимание, тогда оно является несущественной переменной, но все же должно быть четко указано в WPS, чтобы помочь сварщику.
Для коррозионно-стойких и твердосплавных покрытий изменение тока (т. е. переменного или постоянного тока) и полярности (DCEP или DCEN) является важной переменной. Для сварки стержнем это указано в QW 253.1.
Для сварки стержнем это указано в QW 253.1.
Опытный сварщик знает о важности полярности при сварке – будь то сварка электродом или любая другая. Для инженера-сварщика эти переменные в Разделе IX определяют важность полярности.
Авторы изображения: Александр Панасовский, UA Сварка электродом ( SMAW ) — это процесс сварки, в котором используется электрод с покрытием с использованием сварочного трансформатора (типа переменного тока) или сварочного аппарата постоянного тока (типа постоянного тока) или сварочного аппарата. Сварочный аппарат или сварочные аппараты имеют две выходные клеммы как в машинах переменного, так и постоянного тока. Один конец клеммы крепится к заготовке, а другой — к держателю сварочного электрода, как показано на схеме ниже. При сварке полярность сварного шва определяется направлением потока электронов. При сварке постоянным током электроны текут в одном направлении (с положительного на отрицательное) от электрода к заготовке. Это создает более стабильную сварочную дугу, которую легче контролировать, чем при сварке переменным током. Регулируя положительную или отрицательную клемму постоянного тока, можно создать еще два типа полярности сварки: При сварке переменным током электроны перемещаются между электродом и заготовкой, создавая более нестабильную дугу. Этот тип сварки обычно используется для сварки алюминия и других цветных металлов. При сварке электродом или сварке SMAW, чтобы определить, является ли сварка электродом положительным электродом (DCEP) или отрицательным электродом (DCEN) или полярностью переменного тока, нам необходимо проверить – Как мы подключаем заготовку или электрод к машине, и это решает тип полярности при сварке стержнем . Если мы подключаем электрод к положительной клемме, мы говорим, что это электрод постоянного тока положительной (DCEP) полярности (также называемой обратной полярностью). Аналогичным образом, если мы подключаем электрод к отрицательной клемме, мы говорим, что это отрицательный электрод постоянного тока (DCEN) или также называется прямой полярностью . При сварке с помощью сварочного аппарата трансформаторного типа нет прямой или обратной полярности, а также полярности DCEP или DCEN, что означает отсутствие полярности при сварке электродом на переменном токе, поскольку ток течет в обоих направлениях в переменном токе. Полярность при сварке электродом или SMAW или MMAW можно поменять местами, поменяв клеммы на передней стороне сварочного аппарата (сварочного аппарата). Если требуется обратная (DCEP) полярность, подключите положительную клемму на аппарате к сварочному электроду, и, если хотите, прямую или DCEN полярность, подключите сварочный держатель к отрицательной клемме на аппарате в соответствии с расположением, показанным на приведенная ниже диаграмма для обоих типов полярности. Новейший сварочный аппарат (сварочный аппарат) имеет переключатель смены полярности, который упрощает работу сварщика по изменению полярности для сварки. Выбор полярности сварки зависит от типа сварочного электрода, а тип покрытия электрода определяет полярность электрода при сварке электродом. Большинство электродов для дуговой сварки или сварки SMAW или MMAW работают без сбоев при использовании DCEP или полярности постоянного тока (также называемой обратной полярностью), но это не является универсальным. Некоторые электроды могут работать как с полярностью AC, DCEP, так и с DCEN , а некоторые работают только с DCEP или DCEN. Таблица полярности электродов для стержневой сварки E6010, E6012, E6013, E7014, E7015, E7018 и E7024 показана на рисунке ниже. E6010 или E4310 или E383C21 электроды для сварки электродов предназначены только для DCEP и обратной полярности. Сварка на переменном или постоянном токе приведет к нестабильной дуге и плохому качеству сварки сварных швов. Таким образом, выбор правильной полярности для электрода типа E6010 очень важен. E6011 или E4311 в соответствии со стандартом CSA Стандартный электрод можно использовать с полярностью переменного тока (переменный ток) или DCEP (положительный электрод постоянного тока). Калий, присутствующий в покрытии, облегчает его использование с полярностью DCEP. E6011 не содержит натрия, поэтому его нельзя использовать с полярностью DCEN (электрод постоянного тока с отрицательной полярностью), а можно использовать только с обратным или переменным (AC) током при сварке электродом или сварке SMAW или MMAW. E6012 и E6013 или E4313 или E380RC11 используются с положительным электродом постоянного тока (DCEP) или также называются обратной полярностью. но только E6013 подходит для работы под переменным током (AC) и DCEN (прямая полярность). Характеристики постоянного тока (CC) используются при сварке электродом, чтобы сбалансировать нестабильность руки сварщика из-за ручного управления. Эта функция аппарата поддерживает длину дуги во время сварки без значительных колебаний сварочного тока и напряжения. При сварке электродом E7014 полярность сварки можно изменить для получения различных результатов. Стержень E7014 можно использовать с полярностью AC, DCEP и DCEN. Если вы хотите получить более широкий валик сварного шва с большим подводом тепла, вы можете использовать обратную полярность (DCEP). При DCEP электрод является положительным, а заготовка – отрицательным. Это дает более широкий сварной шов с меньшей проникающей способностью. При электродуговой сварке электродами E7015 используется только положительная полярность постоянного тока (DCEP) или обратная полярность. Для достижения наилучших результатов важно использовать правильную полярность для используемого электрода и типа свариваемого металла. При постоянном токе ток течет в одном направлении, а электрод всегда положителен. Это создает сильную дугу, подходящую для сварки высокоуглеродистой стали. E7018 или CSA E4918 или E42 5 Электроды B4 2 H5 можно использовать с полярностью AC и DCEP. Покрытие стержня E7018 на основе калия обеспечивает лучшие характеристики дуги при полярности AC и DCEP. Электроды E7018 чаще всего используются на предприятиях с обратной полярностью, так как они обеспечивают хорошую стабильность сварочной дуги. E7024 или E4924 или E42 0 RR5 3 Тип Электроды могут использоваться, но в основном используются DCEP, DCEN & AC OPENITY В зависимости от протекающего сварочного тока различают два типа полярности сварки:
В зависимости от протекающего сварочного тока различают два типа полярности сварки:



 При переменном токе ток чередуется вперед и назад, и электрод положителен в течение половины каждого цикла. Это может вызвать нестабильное горение дуги и привести к меньшему проплавлению сварного шва.
При переменном токе ток чередуется вперед и назад, и электрод положителен в течение половины каждого цикла. Это может вызвать нестабильное горение дуги и привести к меньшему проплавлению сварного шва.

E7024 (классификация электродов) Спецификация стержня AWS A 5.1.
Заземление сварочного аппарата положительное или отрицательное?При сварке важно иметь хорошее заземление. Это гарантирует, что сварка стабильна и производит качественный сварной шов.
Это соединение создает путь для прохождения электричества от источника питания к заготовке. Земля также действует как щит, защищая сварщика от поражения электрическим током.
В сварочных аппаратах постоянного тока возможны два типа заземления:
- Положительное заземление и
- Отрицательное заземление.
Заземление сварочного аппарата обычно отрицательное при сварке электродом и сварке MIG. Земля остается положительной при сварке TIG. Это означает, что зажим на станке должен быть сначала прикреплен к заготовке, а затем к заготовке должен быть прижат металлический стержень.
Важно правильно подключить заземление к сварочному аппарату. Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
При сварке полярность электрического тока, протекающего через сварной шов, влияет на способ плавления металла и внешний вид сварного шва. При сварке TIG существует два типа полярности: прямая и обратная. Какой из них вы используете, зависит от того, какой тип сварного шва вы пытаетесь сделать и какой металл вы используете.
Прямая полярность – это когда ток течет от электрода к заготовке. Это создает сильную дугу и обеспечивает хорошее проникновение в металл. Лучше всего подходит для сварки тонких металлов, таких как листовой металл или алюминий. Это наиболее часто используемая полярность сварки TIG.
Обратная полярность — это когда ток течет от заготовки к электроду.