как пользоваться, таблица деления УГД, как работать, виды, устройство, настройка, принцип работы, таблица, расчет
01.07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Если она слишком длинная, для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы не отклоняться от начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение нескольких задач – на нарезание канавок, впадин и зубьев, на расточку многогранников и так далее.

Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.
Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.

План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная
Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)
Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.

За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Основные маркировки
У каждой модели есть целый ряд показателей разной степени важности – передаточное отношение, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них. Поэтому посмотрим, по каким принципам должна в общем случае называться делительная головка для фрезерного станка, инструкция предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.

Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
|
Кол-во частей, на кот-е разделяется деталь |
Полных оборотов ручки |
Кол-во отверстий, отсчитываемых сектором на диске |
Число на окружности |
|
2 |
20 |
– |
|
|
3 |
13 |
11 |
33 |
|
4 |
13 |
10 |
30 |
|
5 |
13 |
13 |
39 |
|
6 |
10 |
– |
|
|
7 |
8 |
– |
|
|
8 |
6 |
22 |
33 |
|
9 |
6 |
20 |
30 |
|
10 |
6 |
26 |
39 |
|
11 |
5 |
35 |
49 |
|
12 |
5 |
15 |
21 |
|
13 |
5 |
– |
|
|
14 |
4 |
24 |
54 |
|
15 |
4/3/3 |
–/21/13 |
–/33/39 |
|
16 |
3 |
10 |
30 |
|
17 |
3 |
3 |
39 |
|
18 |
2 |
42 |
49 |
|
19 |
18 |
21 |
|
|
20 |
22 |
33 |
|
|
21 |
20 |
30 |
|
|
22 |
25 |
39 |
|
|
23 |
1 |
17 |
23 |
|
24 |
22 |
33 |
|
|
25 |
20 |
30 |
|
|
26 |
26 |
39 |
|
|
27 |
18 |
30 |
|
|
28 |
21 |
39 |
|
|
29 |
26 |
54 |
|
|
30 |
21 |
49 |
|
|
31 |
9 |
21 |
|
|
32 |
11 |
29 |
|
|
33 |
11 |
33 |
|
|
34 |
10 |
30 |
|
|
35 |
13 |
39 |
|
|
36 |
9 |
31 |
|
|
37 |
4 |
16 |
|
|
38 |
7 |
33 |
|
|
39 |
3 |
17 |
|
|
40 |
7 |
49 |
|
|
41 |
3 |
21 |
|
|
42 |
6 |
54 |
|
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.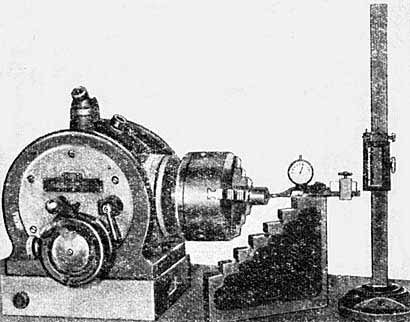
Расчет делительной головки
При непосредственном способе реализовано так называемое простое позиционирование, при котором диск остается неподвижным, а размещение оснастки осуществляется при вращении рукоятки, приводящей в действие боковой лимб.
Но также возможна комбинированная технология: согласно ей, оснастка проворачивается вокруг диска, а он, в свою очередь, – относительно заднего штифта.
Если все вышеперечисленные варианты не могут обеспечить достаточную точность расположения инструмента, используется дифференциация. Шпиндель оказывается в нужной точке за счет перемещения сначала рукоятки относительно лимба, а потом и его самого, причем в принудительном порядке, через сменные зубчатые шестерни.
В последнем случае сильно изменяется приведенная выше таблица настройки делительной головки (УДГ).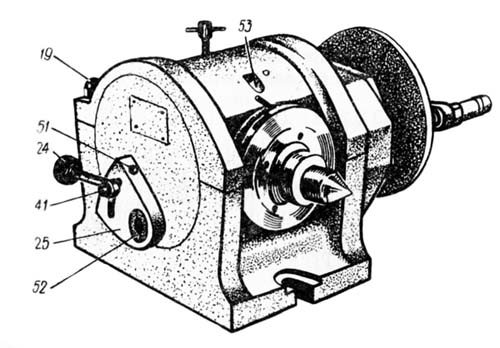 Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительно сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительно сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Есть еще один способ – непрерывное давление, и актуален при обработке спиральных и винтовых канавок. Реализуется при механическом контакте вала продольной подачи и шпинделя нашей оснастки.
Действующие ГОСТы
Главным нормативом по состоянию на сегодня является межгосударственный стандарт 8615-89. Он определяет технические требования, основные размеры, порядок эксплуатации, хранения и ремонта делительной головки.
Согласно ему, каждая ДГ состоит из 3 элементов:
- • лимб – благодаря которому заготовку разбивают на нужное количество секторов;
- • шпиндель – стержень, обеспечивающий крепление детали и диска;
- • трехкулачковый патрон – позволяющий отцентрировать и вертикально сориентировать объект в пространстве для равномерного распределения ожидаемых нагрузок.

Рамок ГОСТа 8615-19 придерживаются все российские производители, что позволяет им выпускать оснастку с количеством отверстий до 21, с точностью отсчета до 15 минут, обрабатывающую предметы диаметром от 125 до 400 мм.
Конкуренцию им составляют импортные приспособления для делительной головки, например, немецкие Proxxon, польские BisonBial, чешские Proma. Обладая примерно аналогичными характеристиками, они подкупают качеством сборки и европейской репутацией бренда. Но, отдавая им предпочтение, следует помнить, что достать комплектующие при необходимости не будет так же легко, как в случае с отечественными моделями.
Так какую же оснастку выбрать? Решать это нужно, исходя из актуальных для вас задач и уже имеющегося в эксплуатации оборудования. Обращайтесь, и мы поможем определиться: в рамках консультации нашими специалистами будет рассмотрена каждая подходящая делительная головка для фрезерного станка, таблицы делений для прямого и дифференцированного метода, и на основании этого мы посоветуем оптимальный вариант.
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон.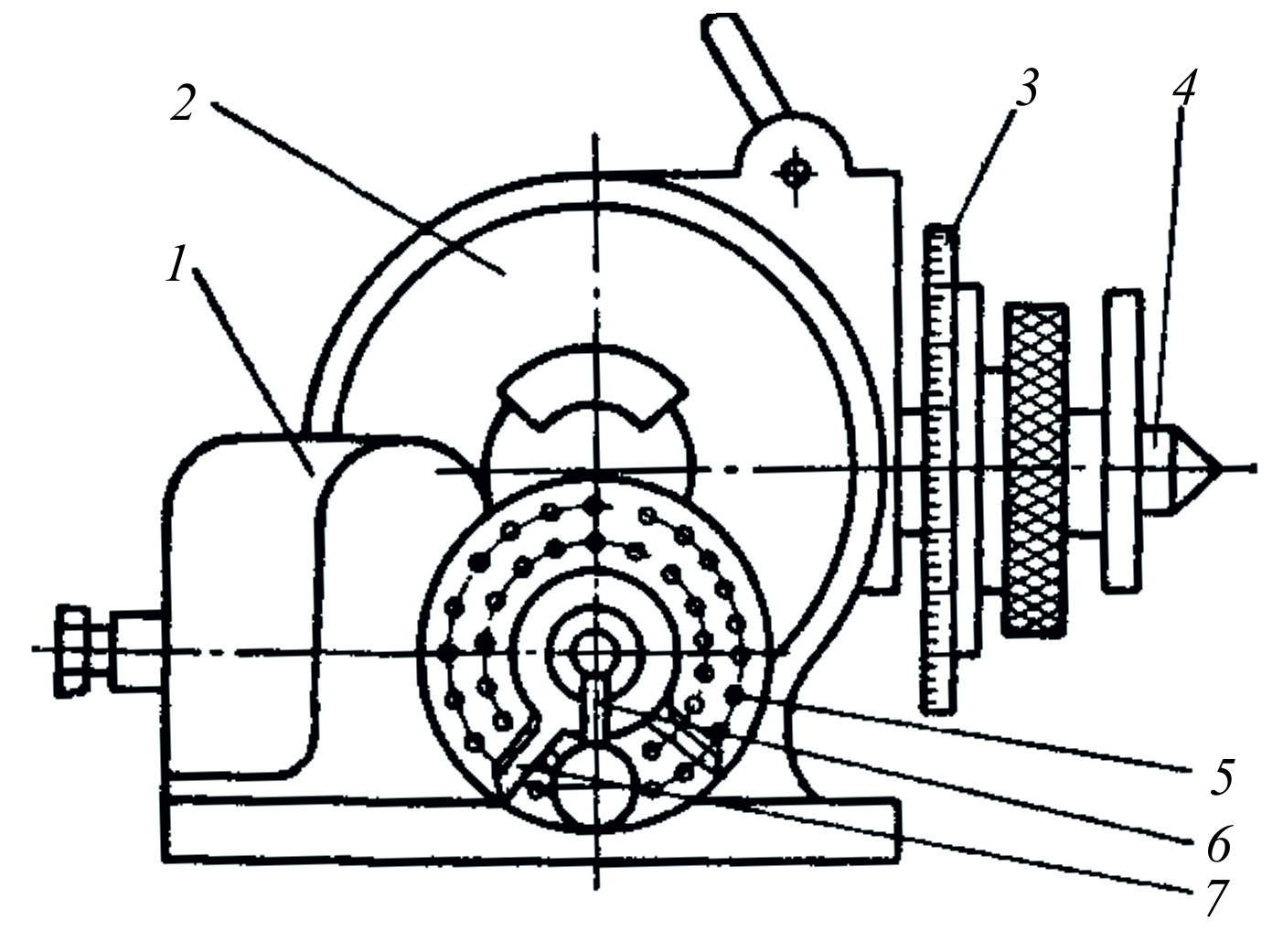 Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления
Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка;
возможность работы с заготовками разных размеров;
возможность обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
УДГ-200 (УДГ-Д-200) Универсальная делительная головкаСхемы, описание, характеристики
Сведения о производителе делительных головок УДГ-200 (УДГ-Д-200)
Разработчиком и изготовителем делительных головок УДГ-200 (УДГ-Д-200) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания “Делга”, которая была основана в 1990 году на базе – ОАО “ЛОМО”.
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
УДГ-200 (УДГ-Д-200) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-200 (УДГ-Д-200) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-200 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-200 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
Делительные головки. Общие сведения
Делительные головки – это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности.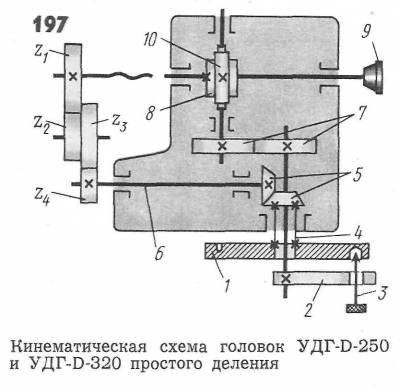 Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.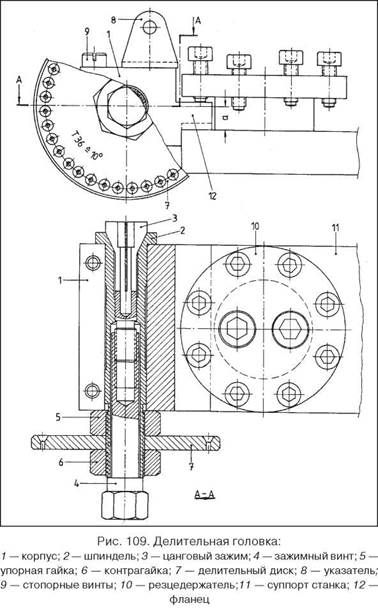
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки – (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки – для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес.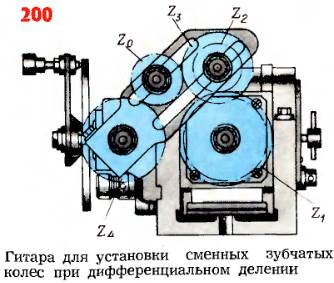 При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) – делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 – 7036-0051П
- УДГ-Д-200 – 7036-0052П
- УДГ-Д-250 – 7036-0053П
- УДГ-Д-320 – 7036-0054П
- УДГ-Д-400 – 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А – 7036-0051
- УДГ-Д-200А – 7036-0052
- УДГ-Д-320А – 7036-0054
- УДГ-Д-250А – 7036-0053
- УДГ-Д-400А – 7036-0055
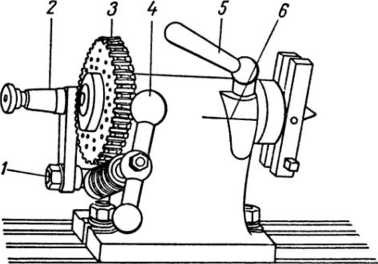
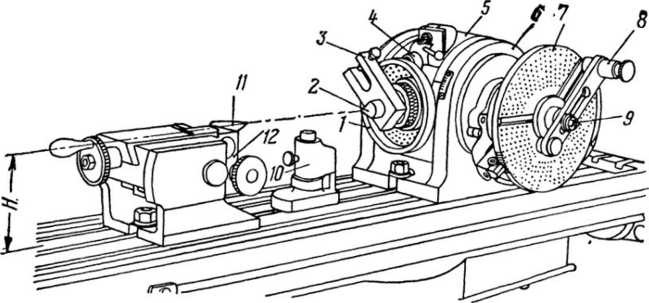
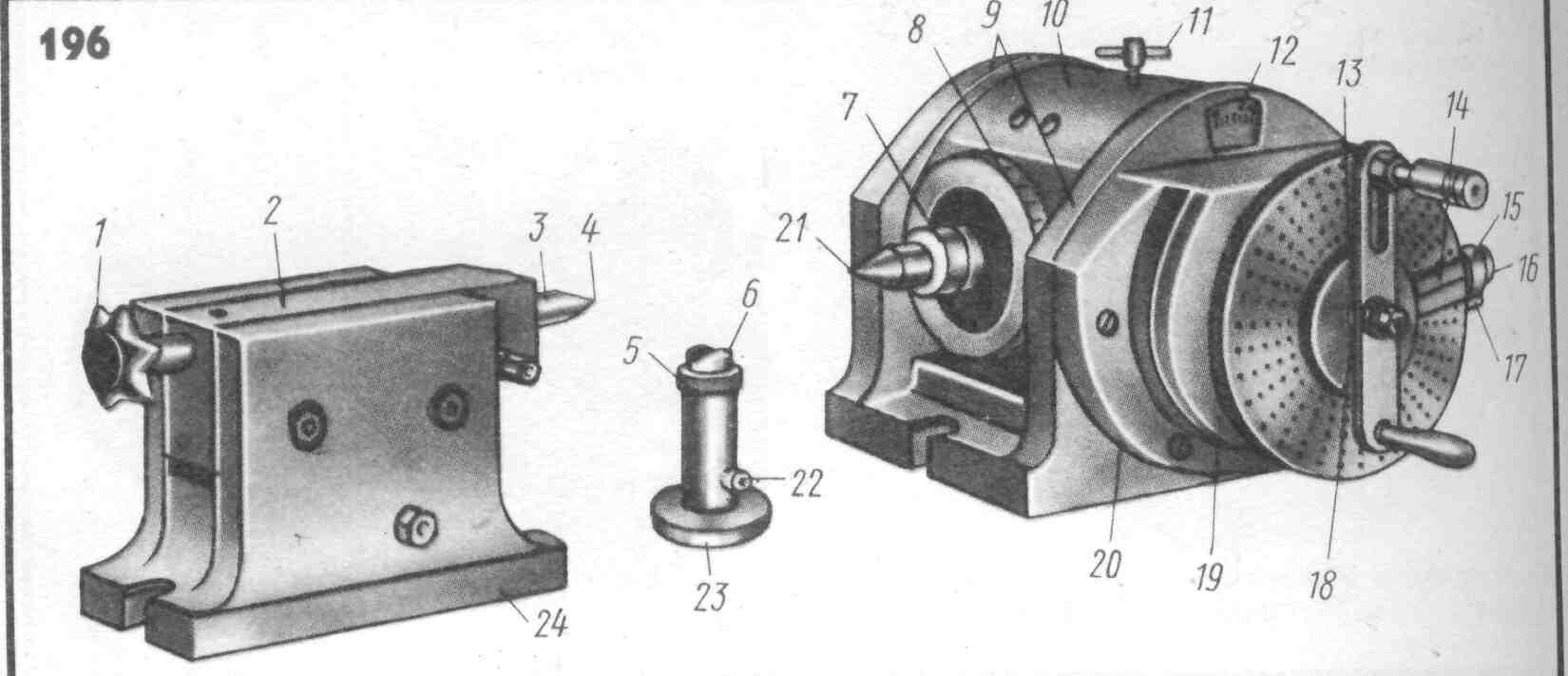
УДГ-200 Общий вид делительной головки
Общий вид универсальной делительной головки УДГ-200
УДГ-200 Конструкция универсальной делительной головки
Конструкция универсальной делительной головки УДГ-200
Конструкция универсальной делительной головки УДГ-200
Конструкция делительной головки
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-200 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления.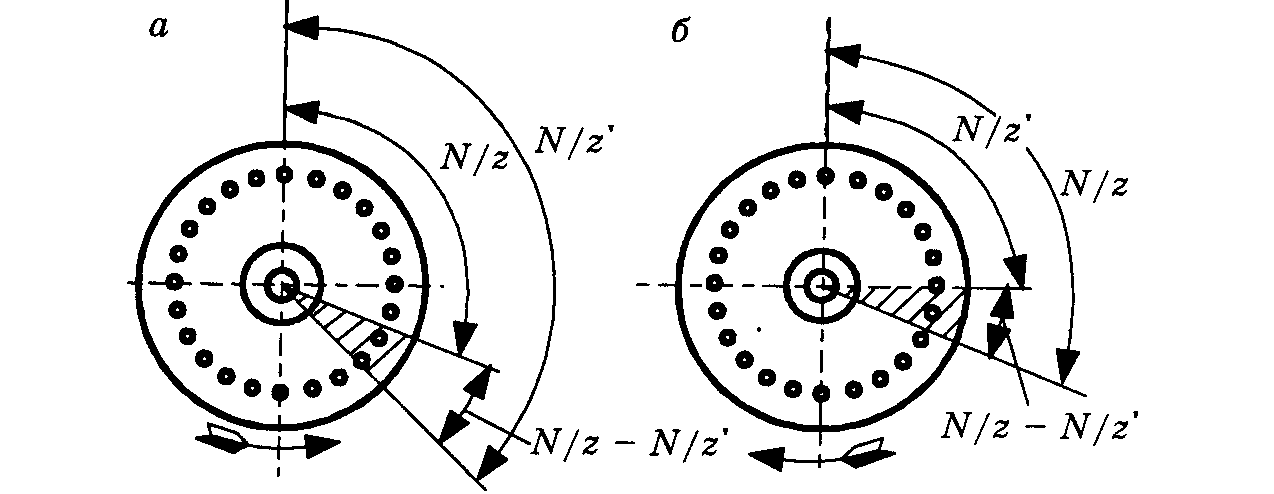 Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске.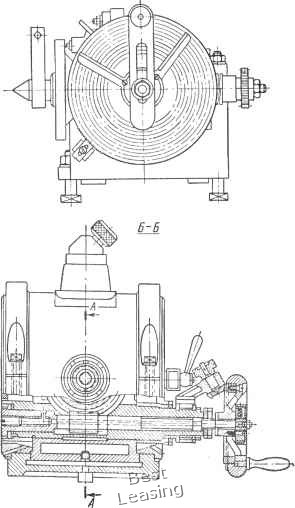 К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-200 Расположение органов управления делительной головки
Расположение органов управления делительной головкой УДГ 160
Перечень органов управления делительной головки УДГ-200
- Рукоятка-фиксатор. Фиксация отверстий на делительной окружности делительного диска
- Гайка. Крепление корпуса головки в основании
- Стопор. Стопорение шпинделя
- Гайка. Крепление эксцентриковой втулки с червяком
- Рукоятка эксцентриковой втулки. Включение и выключение червяка
- Винт. Крепление поводка
- Гайка. Крепление рукоятки-фиксатора
- Фиксатор. Фиксация лимба непосредственного деления
- Винт. Крепление штифта-стопора делительного диска
- Штифт-стопор. Стопорение делительного диска
- Втулка привода. Крепление гитары
- Маховик. Перемещение полуцентра задней бабки
- Гайка. Крепление полуцентра задней бабки
- Цилиндрическое. Перемещение задней бабки колесо в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Ограничитель. Выставление отверстий на делительном диске при делении
- Гайка. Крепление планки с рукояткой и фиксатором
 Крепление корпуса головки в основании
Крепление корпуса головки в основанииУДГ-200 Точки смазки универсальной делительной головки
Точки смазки универсальной делительной головки УДГ 160
- I – Вал диска и коническая шестерня. Смазка ежедневно
- II – Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III – Передний подшипник шпинделя. Смазка ежедневно
- IV – Червячная пара. Заливка 200 г масла в корпус
- V – Задний подшипник шпинделя. Смазка ежедневно
- VI – Пиноль и винт задней бабки. Смазка раз в два дня
- VII – Вал привода делительной головки. Смазка раз в два дня
 Смазка ежедневно
Смазка ежедневноУДГ-200 Кинематическая схема универсальной делительной головки
Кинематическая схема универсальной делительной головки УДГ-200
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Читайте также: Производители фрезерных станков в России
Технические характеристики головки УДГ-200
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2. .400 .400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
- Теплицкий Б. М. Мазо Г.И. Делительные механизмы, 1974
Список литературы
 М. Мазо Г.И. Делительные механизмы, 1974
М. Мазо Г.И. Делительные механизмы, 1974Связанные ссылки. Дополнительная информация
Универсальные делительные головки для простого деления
Универсальные делительные головки являются дополнительной оснасткой фрезерного станка с помощью, которой производится поворот заготовки на строго определённые углы для последующей обработки.
С помощью универсальных делительных головок можно выполнять целый ряд технологических операций таких как: фрезерование инструментальных канавок фрез, зенкеров, разверток; обработка различных граней на поверхностях тел вращения которые встречаются, например, у гаек и болтов; фрезерование конструктивных пазов и шлицов зубчатых муфт или корончатых гаек, находящихся на торцевых поверхностях деталей и пр.
Метод простого деления
Простым делением называют такой технологический метод, при котором отсчёт выполняется по делительному диску, неподвижно закреплённому на корпусе механического устройства, а сам процесс деления организуется с помощью червячной передачи приводимой в движение рукояткой.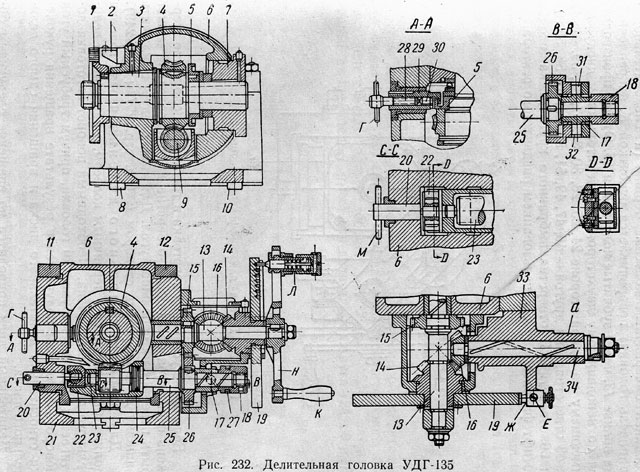
Характеристикой делительной головки называют количество оборотов, которые нужно осуществить для полного поворота её шпинделя.
Например, у таких головок, как УДГ–100, УДГ–135 и УДГ–160 характеристика будет равной 40 оборотам рукоятки к одному обороту шпинделя.
Помимо вышеперечисленных головок существуют так же механизмы с характеристиками 30 или 60. Для обозначения характеристики делительной головке при расчётах используется латинская буква N.
При условии, когда у делительной головки характеристика равна 40, то для полного оборота червячного колеса установленного на шпиндель внутри устройства необходимо сделать 40 оборотов рукояткой.
Для того чтобы разделить окружность на две части, у головки с характеристикой 40 надо сделать 20 оборотов; для поворота шпинделя на одну четвёртую оборота надо сделать 10 оборотов и так далее.
Для настройки делительных головок можно воспользоваться таблицей простого деления, где уже подсчитаны все необходимые параметры для Z от 2 до 400.
На делительных головках с характеристикой равной 40 можно производить поворот шпинделя с помощью полных оборотов рукоятки, не зависимо от числа отверстий, так как указанные в таблице ниже значения делятся без остатка.
| Деление на части | Градусы | Полные обороты рукоятки |
| 40 | 9° | 1 |
| 20 | 18° | 2 |
| 10 | 36° | 4 |
| 8 | 45° | 5 |
| 5 | 72° | 8 |
| 4 | 90° | 10 |
| 2 | 180° | 20 |
Все расчёты при простом делении выполняются с помощью формулы:
n– обороты рукояткиN– характеристика делительной головкиZ– на сколько частей надо разделить
| Таблица наиболее часто встречающихся параметров деления | |||
| Деление | Градус | Полных оборотов | Количество отверстий |
| 3 | 120° | 13 | 7 |
| 4 | 90° | 10 | – |
| 5 | 72° | 8 | – |
| 6 | 60° | 6 | 14 |
| 8 | 45° | 5 | – |
Используется 21 круг. |
|||
Отсчет требуемого поворота при работе на делительной головке методом простого деления производится с помощью специального диска с отверстиями, которые высверлены на небольшую глубину, как с одной, так и с другой стороны. Фиксатор расположенный внутри рукоятки входит в выбранное отверстие и остаётся там, в подпружиненном состоянии.
Эти диски являются съёмными элементами, что позволяет менять их сторонами, а также на другие имеющиеся в комплекте диски. Отверстия на диске высверлены с одинаковым расстоянием друг от друга на нескольких окружностях и имеют, разные числа, маркированные по обеим сторонам начальных отверстий, как показано на рисунке ниже.
На следующем рисунке показан диск с отверстиями, имеющимися на одной из его сторон от делительной головки УДГ-100 и три изображения диска с установленным сектором в последовательных позициях при делении. В качестве примера выбрана окружность с 21 отверстием, а все остальные отверстия для удобства не отображены.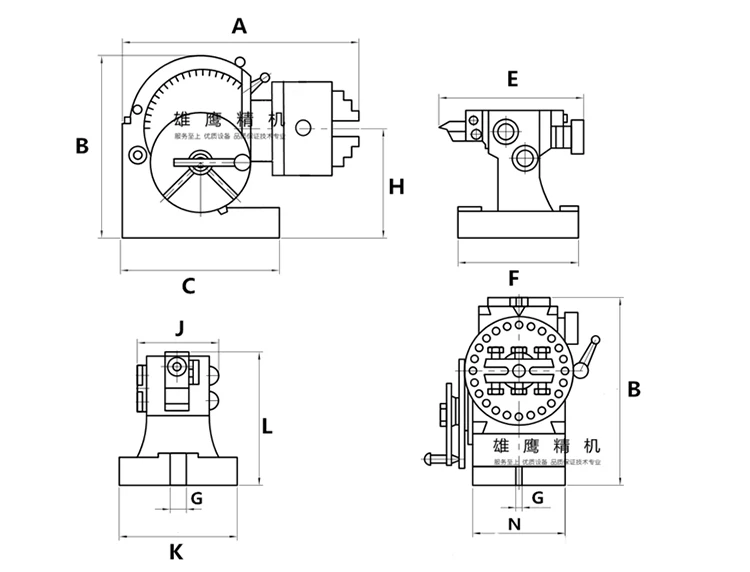
Красным кружком обозначено первоначальное отверстие и последующие отверстия, с которых начинается отсчёт при делении. Обработка детали, участки которой надо разделить на 3 части начинается с положения в позиции номер 1, после чего делается 13 полных оборотов и прибавляется еще 7 отверстий, которые обозначены, синим цветом. Далее сектор переводится в положение как показано на позиции 2. После чего шпиндель фиксируется и производится обработка детали. Далее идёт такой же отсчёт оборотов, фиксация шпинделя и поворот сектора теперь в последнее положение позиция 3.
Делительные головки для фрезерных станков: таблица делений, цены
Два главных приспособления точной обработки металла — токарный и фрезерный станки — основаны на вращении и преобразовании. Различного рода шестерни, зубчатые рейки, червячные винты, цепляясь друг за друга, увеличивают усилие, меняют направление и скорость перемещения.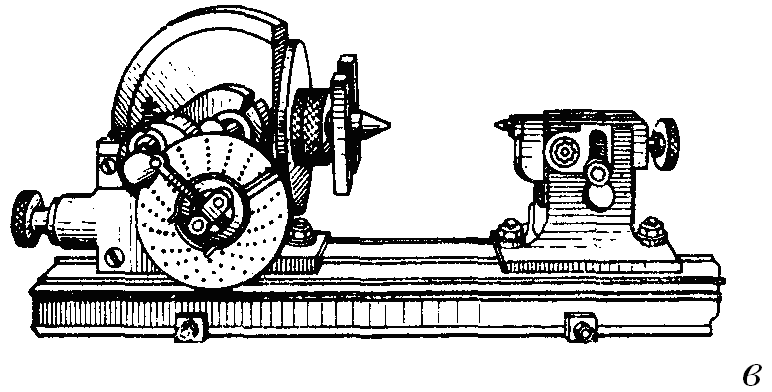 Для разметки и изготовления всех этих деталей служат фрезерные делительные головки. Нарезкой зубьев их возможности не исчерпываются. Эти агрегаты способны изготавливать многогранные изделия, например гайки, а также целый перечень сложнейших деталей, включающих все эти элементы. Об этом интересном устройстве и пойдет речь в статье.
Для разметки и изготовления всех этих деталей служат фрезерные делительные головки. Нарезкой зубьев их возможности не исчерпываются. Эти агрегаты способны изготавливать многогранные изделия, например гайки, а также целый перечень сложнейших деталей, включающих все эти элементы. Об этом интересном устройстве и пойдет речь в статье.
Оглавление:
- Функционал
- Разновидности
- Базовые элементы
- Виды делений и таблица
- Как пользоваться
Комплектация и функции
Делительная головка входит в комплектацию консольных фрезерных станков с ручным управлением. В цену станка приспособление не входит. Приобрести ее или нет, решает сам владелец, но купить ее стоит, несмотря на высокую стоимость, поскольку возможности фрезерного станка с ней значительно расширяются.
С применением делительной головки:
- Устанавливают деталь под разными углами относительно продольной оси стола фрезера.
- Выполняют проворачивание на точный угол, после каждого прохода фрезы.
- Осуществляют непрерывное вращение детали в процессе нарезки спиральных пазов либо зубьев, к примеру, при изготовлении метчиков, дорнов, изделий в форме архимедовой спирали и других.
Корпус устройства размещен на массивной станине. В универсальных моделях, он способен поворачиваться относительно нее в вертикальной плоскости. Опорная часть снабжена двумя Т-образными выступами, служащими для установки и фиксации приспособления на рабочем столе фрезерного станка.
Кроме основной делительной части механизм комплектуется дополнительными приспособлениями:
- Задняя бабка, служит для дополнительной фиксации противоположного конца заготовки.
- Люнеты — поддерживающие приспособления для длинных тонких деталей наподобие валов, осей и реек. В базовой комплектации оснастка отсутствует, но купить его отдельно проблем не составит.
- Трехкулачковый самоцентрирующийся патрон, куда зажимают обрабатываемую деталь.
- Оправка. Используется при дифференциальном способе разметки, для установки дополнительных шестерен так называемой «гитары».

Виды головок
Классификация головок основана на методах их использования и особенностей устройства.
По этим признакам механизмы делят на:
- С лимбовой шкалой.
- Безлимбовые.
- Головки оптические (ОДГ), позволяющие выполнять деление с точностью до долей секунд.
Подавляющее большинство фрезерных станков использует первый тип, которые в свою очередь подразделяются по виду на головки:
- непосредственного и прямого деления;
- простого и дифференциального деления.
В основном устройства выпускают с возможностью установки и работы с одной деталью, но существуют и многошпиндельные варианты. Цена их выше, зато такие приспособления могут вести одновременную обработку двух и более заготовок.
Механизмы, использующие простое деление
Головки применяющие простую разбивку наиболее экономичны и просты в использовании. Приобрести их возможно по вполне доступным ценам. Отсчет прорезки пазов производится с помощью делительного диска и рукояти, связанной с его шпинделем червячным механизмом. Передаточное число его равно как правило сорока. То есть, 40 оборотов ручки дает один оборот заготовки на 360°. Соответственно 20 повернет ее на 180° и так далее.
Передаточное число его равно как правило сорока. То есть, 40 оборотов ручки дает один оборот заготовки на 360°. Соответственно 20 повернет ее на 180° и так далее.
Чтобы определить необходимое число оборотов рукоятки в каждом конкретном случае, передаточную характеристику делят на количество делений, которые требуется нарезать. Выглядит это следующим образом: к примеру, необходимо нарезать на шестерне десять пазов. Подставляя значения в формулу, получим 40/10=4. То есть четыре оборота ручки соответствуют одной подаче фрезы.
Согласно стандарту ГОСТ, УДГ (универсальные делительные головки) выпускают для обработки заготовок с диаметрами от 160 до 500 мм. Скажем, аббревиатура УДГ-D-250 обозначает делительную головку, в которую получится установить заготовку максимум 250 мм в диаметре.
Устройство и использование оснастки
Все УДГ и похожие на них полууниверсальные головки имеют практически одинаковое устройство. Основа механизма — чугунная станина и поворотный корпус, о котором мы уже упоминали. Сбоку корпуса помещена шкала, указывающая на какой угол он отклонен от горизонтали. Общее перемещение возможно на 100°: десять вниз и девяносто вверх. С помощью такого устройства деление детали можно выполнять не только по ее оси вращения, но и по любому направлению.
Сбоку корпуса помещена шкала, указывающая на какой угол он отклонен от горизонтали. Общее перемещение возможно на 100°: десять вниз и девяносто вверх. С помощью такого устройства деление детали можно выполнять не только по ее оси вращения, но и по любому направлению.
Корпус насквозь проходит пустотелый шпиндель с концами, расточенными под конус Морзе. К нему крепится центрирующее устройство или кулачковый патрон. В полную комплектацию входит еще и специальный поводковый механизм. С другой стороны в отверстие вала вставляют переходную оправку для крепления шестерен дифференциального деления. Со стороны патрона установлен плоский диск, в котором просверлено 12 или 24 небольших отверстий.
Сбоку станины расположен размеченный диск, вращающийся на особо точных шарикоподшипниках. Сами подшипники закреплены в неподвижной крышке, поэтому при повороте корпуса положение диска не меняется. Поверх диска находится две узких линейки, раздвигающиеся относительно друг друга на желаемый угол.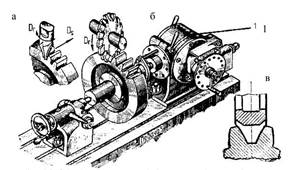 Между собой их фиксирует небольшой зажимной винт, с рифленой головкой для удобства вращения. Чтобы линейки не сдвигались относительно диска, их прижимает пружинистая шайба.
Между собой их фиксирует небольшой зажимной винт, с рифленой головкой для удобства вращения. Чтобы линейки не сдвигались относительно диска, их прижимает пружинистая шайба.
Универсальные головки способны осуществлять следующие виды делений:
Простое деление.
Выполняется так, как описано выше для обычной головки, то есть передаточное значение механизма делят на необходимое число нарезов, получая количество оборотов рукояти. Единственное отличие от обычной делительной головки: в работе ориентируются по перфорированному диску, отсчитывая количество отверстий между подвижными линейками.
Деление непосредственным методом.
Для его выполнения используют передний диск, разбитый насечками на 360°. Дополнительная шкала-нониус дает точность до 5 секунд. Расчеты выполняют следующим образом: 360° делят на количество зубцов или граней, которые необходимо нарезать. На полученную величину, после того как резец прошел очередной паз, проворачивают деталь.
Дифференциальное деление.
Наиболее сложный вид разбивки. Применяют его, когда простым способом разложить поворот головки не получается. Таким числам как, к примеру, 79; 83; 127 нет кратного количества отверстий в разметочном диске. В этом случае, его освобождают от фиксации и выполняют настройку вращением, как рукояти, так и самого диска. Ориентируются на установку линеек, количество и расположение отверстий между ними. Диапазон возможных изменений расширяют, переставляя диск и добавляя шестерни дифференциального механизма.Расчет параметров деления при дифференциальном способе сложен, поэтому для упрощения пользованием головкой наиболее частые варианты сведены в таблицу, прилагаемую к паспорту устройства. Выглядит такая таблица следующим образом.
| Число делений детали | Обороты рукояти УДГ (полное) | Количество отверстий в секторе, ограниченном линейками | Количество дырок на окружности разметочного диска |
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
| 23 | 1 | 17 | 23 |
| 24 | 1 | 22 | 33 |
| 25 | 1 | 20 | 30 |
Сколько стоит устройство
| Модель | Комплектация | Цена за единицу, рубли | Примечание |
| УДГ-D-160 | базовая | 52 000 | производства РФ |
| УДГ-D-160 | полная | 74 000 | |
| УДГ-D-320 | базовая | 81 200 | |
| УДГ-D-320 | полная | 108 900 | |
| DH-2 Proma | базовая | 82 000 | безлимбовая, Чехия |
| CC-12 | 236 900 | прямого деления, РФ | |
| ОДГЭ-5 | полная | 660 780 | оптическая |
Монтаж
Чем шире стол фрезерного станка, тем крупнее деталь получится на нем обработать, соответственно больше размер головки, которую можно приобрести и установить. Прежде чем купить оснастку замеряют ширину направляющего паза стола станка и сравнивают с показателями модели головки.
Размеры посадочных шпонок делительной части головки приведены в таблице.
| Наименование | УДГ-D-160 | УДГ-D-200 | УДГ-D-250 | УДГ-D-320 | УДГ-D-400 | УДГ-D-500 |
| Ширина шпонки крепления, мм | 12 | 14 | 14 | 18 | 18 | 22 |
Установка фрезерной головки не представляет сложностей. Устройство извлекают из упаковки, при необходимости протирают от консервационной смазки. После чего заводят направляющие шпонки станины фрезерного оборудования в пазы стола и зажимают фиксирующие винты ключом. Точно так же устанавливается и задняя бабка.
Делительные головки для фрезерных станков: виды, инструкции
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
Универсальная делительная головка Optimum TA 125Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке на дифференциальное деление
- Кинематическая схема при настройке на нарезание винтовых канавок
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть | |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет.
В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка.
Делительные Настройка на деление – Энциклопедия по машиностроению XXL
Настройка на деление. Универсальные делительные головки допускают четыре способа деления непосредственное, простое, комбинированное, дифференциальное. [c.491]Гибка 57, 58, 73. 74 Гидросуппорт 171 — Резцы 174, 175 Головки делительные 423—435 — Настройка на деление 423—428 — Настройка на фрезерование канавок (спиралей) винтовых 430-= 435 [c.739]
Расчет настройки делительных головок на деление различными способами [c.575]
В шпинделе делительной бабки 6 на оправке закрепляют заготовку. Салазки 8 делительной бабки, перемещаясь по продольным направляющим станины, подводят заготовку к резцам и отводят ее от них. Величина подвода и отвода заготовки регулируется с помощью механизма 9. Настройкой гитары деления 7 заготовке при отводе ее от резцов сообщают поворот на один угловой шаг, т. е. на 1/2 оборота. Делительная бабка 6 может поворачиваться вокруг вертикальной оси для установки оси шпинделя (заготовки) под углом ср (угол при вершине конуса нарезаемого колеса) к оси люльки. [c.358]
Для подбора сменных колес удобно пользоваться таблицами, прилагаемыми к делительным головкам, для настройки на дифференциальное деления. В табл. 32 приведены данные для универсальных делительных головок мод. Н-135 и Н-160 современного исполнения. [c.497]
Связь привода фрезерного станка с делительной головкой осуществляется через вал 18, конические шестерни П, 19 и шестерню 20, находящуюся в зацеплении с наружными зубьями планетарной шестерни 8. Этот же вал используется при настройке на дифференциальное деление. [c.55]
Для настройки делительного устройства на необходимое число делений достаточно выбрать соответствующий командный диск 9 и сменные зубчатые колеса. Настройку можно определить из уравнения кинематической цепи [c.71]
В табл. 13 приведены расчеты настройки на простое деление применительно к числам отверстий делительных дисков универсальных делительных головок с Л/ = 40. [c.114]
Пример. Необходимо произвести настройку универсальной делительной головки на 53 деления. [c.125]
НАСТРОЙКА НА ПРОСТОЕ ДЕЛЕНИЕ УНИВЕРСАЛЬНЫХ ДЕЛИТЕЛЬНЫХ ГОЛОВОК С ПЛАНЕТАРНОЙ ПЕРЕДАЧЕЙ И ДЕЛИТЕЛЬНЫМ ЛИМБОМ И С ИНДИКАТОРОМ [c.133]
Число оборотов рукоятки соответствует настройке на число делений 2ф Пр = 40/гф. Следовательно, величина поворота делительного диска, являющегося как бы дополнительным поворотом, определяется из формулы [c.135]
Для настройки на дифференциальное деление универсальные делительные головки имеют комплекты сменных шестерен. Наибольшее распространение получили наборы сменных шестерен с четным числом зубьев и с числом, кратным 5 (см. табл. 11). [c.139]
В табл. 17 приведены расчеты настройки на дифференциальное деление универсальных делительных головок при четном числе зубьев сменных шестерен и кратном 5. Приведем пример настройки универсальной делительной головки для нанесения 73 делений на детали по табл. 17. Находим, что при наличии диска с числом отверстий с = 21 необходимо установить отсчетный сектор на Ь = 12 промежутков. На оправку шпинделя надевается шестерня = 60, а на входном валике делительной головки устанавливаются шестерни zd = 35 для пяткового набора шестерен и = 48, zd = 28 для четного набора. Количество паразитных шестерен должно быть установлено такое, чтобы получить разное направление вращения рукоятки и делительного диска. Направление вращения делительного диска и рукоятки зависит от структуры кинематической схемы головки, т. е. от количества и типа передающих зубчатых пар. Поэтому для различных конструкций делительных головок требуется различное количество паразитных шестерен. Так, для настройки на дифференциальное деление (г = 73) УДГ Н-135 и Н-160 необходимо установить две паразитные шестерни, а для УДГ Н-100 достаточно одной шестерни. [c.139]
Расчет деления, заданного в минутах и секундах, как видно из предыдущего параграфа, трудоемок, и в ряде случаев настройку на универсальных делительных головках невозможно выполнять. [c.167]
Для подбора сменных колес удобно пользоваться таблицами, прилагаемыми к делительным головкам, для настройки на дифференциальное деление. [c.428]
Настройку на заданное деление осуществляют поворотом делительного диска 1. [c.57]
Задняя 1 (рис. 266) и передняя 2 бабки синусной делительной головки смонтированы на плите 3. На передней бабке 2 есть делительный диск 4 с роликами 5, симметрично расположенными по его диаметру строго под углом 90°. Под роликами 5 на плите расположена опорная планка 6, на которую при настройке на определенный угол кладут концевые меры. Расстояние от верхней плоскости планки 6 до оси делительной головки является постоянной величиной для данной головки и маркируется на лицевой стороне плиты. При выполнении менее точных работ можно пользоваться имеющимися на диске шкалами с ценой деления 1° и / оо окружности. Наличие дополнительных десятичных нониусов позволяет отсчитывать углы поворота с точностью 5 и окружности. [c.251]
Настройку гитары деления проверяют при включенной делительной цепи и выключенной цепи подачи. Радиальным перемещением стола или колонны (в зависимости от конструкции станка) сближают заготовку с фрезой до их соприкосновения, пока фреза не сделает на заготовке заметной царапины. Количество меток, оставляемых фрезой на наружной поверхности заготовки, должно соответствовать числу нарезаемых зубьев. [c.56]Настройка делительной головки на простое деление [c.671]
При настройке делительной головки на простое деление сменные зубчатые колеса удаляются, и уравнение настройки имеет следующий вид [c.671]
Настройка делительной головки на простое деление. При настройке на простое деление сменные зубчатые колеса удаляются, и уравнение кинематической цепи настройки имеет следующий вид [c.401]
Настройка делительной головки на дифференциальное деление. При использовании метода простого деления не всегда удается настроить головку для выполнения нужного деления. Так, например, если потребуется повернуть заготовку на часть ее окружности, то это нельзя выполнить [c.402]
Выведем теперь формулу расчета настройки на дифференциальное деление. Пусть требуется произвести деление на г частей, причем 2>40 и не может быть осуществлено ни непосредственное, ни простое деление. Поворот червяка и щпинделя головки, а следовательно, и обрабатываемой заготовки получается в этом случае как сумма двух движений поворота рукоятки головки, а следовательно, и шпинделя и поворота делительного диска от шпинд.еля через сменные и постоянные зубчатые колеса. Для осуществления первого из указанных движений вместо заданного числа 2 делений принимаем вспомогательное число делений X, которое должно быть таким, чтобы [c.112]
| Таблица 57. Данные для настройки делительных головок УДГ-135 и УДГ-1вО на деление по способу П. С. Гуцулы |
Настройка делительной головки для деления на неравные части и для поворота заготовки на некоторый угол [c.260]
Настройка для деления заготовки на равные части методом простого деления. На ркс. IX.10 показана кинематическая схема делительной головки при просто делении. Обозначения те же, что и на рис. IX.1 и IX.2. [c.184]
Х.З. Настройка делительной головки для деления на неравные части [c.195]
Фяг. 61. Универсальная безлимбовая делительная головка с планетарной передачей (завод Рейнекер) I – поворотный корпус 2 — шпиндель 3 — квадрат под рукоятку для деления 4 — диск с пазом под фиксатор 5 — червяк для точной ручной установки шпинделя 6-гитара деления 7 — гитара сложного деления и настройки на шаг винтовой линии. [c.216]
Расширение пределов простого деления на делительных головках, не имеющих гитары сложного деления, осуществляется при помо ци д шолнительных дисков и при-Ооров. Настройка на неравномерное деление обычно производится специальными дисками [c.218]
НАСТРОЙКА НА ПРОСТОЕ ДЕЛЕНИЕ БЕЗЛИМБОВОЙ (ПЛАНЕТАРНОЙ) ДЕЛИТЕЛЬНОЙ ГОЛОВНИ [c.129]
Из кинематической схемы настройки дифференциального деления (рис. 55) видно, что передача движения к шпинделю происходит, как и при простом делении, т. е. от рукоятки 4 через цилиндрические шестерни 22, Zi, червяк 2г, червячное колесо Zk к шпинделю /. Затем от шпинделя изделия через набор сменных шестерен z , гд, гс, гд, установленных на штыри 5, и конические шестерни гз, 24 поворот сообщается делительному диску 3, причем стопор 2, тормозящий делительный диск, должен быть освобожден. Таким образом, величина поворота шпинделя будет яш яться результатом углов поворота приводной рукоятки относительно диска и самого делительного диска, по которому производится фиксация (индексация) рукоятки. При этом могут быть два случая [c.134]
НАСТРОЙКА НА ДИФФЕРЕНЦИАЛЬНОЕ ДЕЛЕНИЕ БЕЗЛИМБОВОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ УТК [c.157]
На рис. 21, б показана лимбовая делительная головка, установленная на столе фрезерного станка. Простая без лимбовая головка (рис. 21, в) состоит из делительной червячной передачи, червячное колесо J которой установлено на шпинделе 2 головки, а вал червяка 3 через гитару сменных колес соединен с рукояткой 4, которую при делении поворачивают на один оборот. Настройку делительной головки для деления на разное число z осуществляют подбором сменных зубчатых колес гитары. [c.34]ПОД действием давления масла поршнями 5 гидроцилиндров, расточенных в корпусе 4 Для снятия и установки за готовок пиноли отводят инди видуальными рукоятками 6 На заднем конце пинолей на резаны зубчатые венцы, которые получают поворот от зубчатого колеса 1 (рис. 146) механизма деления, расположенного в средней части бабки. При делении поршень 2 в цилиндре 3, размещенном в корпусе 4, перемещает рейку 5, которая поворачивает зубчатое колесо 6. На валу 8 колеса 6 закреплен рычаг 7 с собачкой 10, которая поворачивает делительный диск 11, закрепленный на валу 9 ведущего центрального зубчатого колеса, и передает делительное движение пинолям передней бабки. Настройку на требуемое число канавок производят делительным диском, поворот которого ограничивается перемещением поршня 2 до жесткого упора 12, регулировкой которого обеспечивают точность деления. [c.199]
Настройка для деления заготовки на равные части методо.м дифференциального де.пения. Сущность метода дифференциального деления заключается в следующем. Требуемый поворот шпинделя до.тительио головки получается в результате двух поворотов поворота рукоятки головки отт осительно делительного диска и поворота [c.185]
Делительная головка
HTML>
Делительная головкаи ее изготовление для вашего токарного станка
Джим Сапп
Использование стандартной делительной головки
Делительная головка – это инструмент, который используется для разделения круга на равные части. Я не говорю о градусах или радианах, поэтому не думайте в этих единицах. Думайте делений. Вы когда-нибудь пробовали выложить круг, разделенный, скажем, на 37 равных частей? Это оснастка с разделительной головкой.На рисунке ниже показан пример типичного устройства.
В скорлупе гайки делительная головка – это просто шпиндель, на котором установлено прецизионное червячное колесо и снабженный кривошипом, прикрепленным к червячному валу. Рукоятка кривошипа оснащена подпружиненным плунжером, который опускает установочный штифт в отверстия на одинаковом расстоянии в диске, установленном за кривошипом. Шпиндель снабжен средствами для установки патрона или цангового патрона для удержания заготовки. Он также снабжен фиксатором для фиксации шпинделя в нужном положении для повышения жесткости.Эти блоки обычно устанавливаются так, что ось шпинделя может быть наклонена на 90 градусов, чтобы обеспечить дополнительную ось регулировки.
Большинство агрегатов изготавливаются с редукцией червяка 40: 1, так что 40 оборотов кривошипа поворачивают шпиндель на один полный оборот. Делительная пластина (диск с концентрическими кругами с одинаковыми отверстиями позади кривошипа) обеспечивает удобный положительный указатель для позиционирования кривошипа на 1 / n оборотах кривошипа, где n равно количеству отверстий в диске.Плунжер можно расположить вдоль плеча кривошипа, чтобы выбрать круг отверстий, в который должен входить указательный штифт. Эти делительные пластины обычно взаимозаменяемы, чтобы обеспечить широкий выбор вариантов n, так что один оборот шпинделя можно разделить на большое количество равных частей.
Кривошип снабжен парой секторных рычагов, которые можно регулировать, чтобы указывать правильное количество отверстий для любого частичного поворота кривошипа, который вы должны сделать. Это избавляет от необходимости подсчитывать отверстия при каждом последующем перемещении шпинделя.
Разделить круг на 40 равных частей довольно просто, поскольку у червячного колеса 40 зубцов – один полный оборот кривошипа равен одной сороковой части круга на шпинделе. Чтобы разделить круг на 20 частей: два оборота рукоятки равны двум 40-м или одной 20-й части круга. Одна четверть оборота кривошипа (или 6 отверстий в индексной окружности с 24 отверстиями) будет равна одной 160-й окружности на шпинделе. Вот формула:
оборотов кривошипа = 40 / Н , где N = желаемое количество равных делений на шпинделе.Уменьшите эту дробь до ее простейшего вида. Используйте любое целое число для обозначения полных оборотов и знаменатель, чтобы определить используемую индексную табличку. В последний раз, когда я проверял (только что), обычно поставлялись индексные пластины с этими кругами отверстий: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 46, 47, 49, 51, 53 , 54, 57, 58, 59, 62 и 66. Эти круги отверстий обычно входят в набор из двух или трех пластин. Конечно, с делительной головкой вы можете сделать свои собственные индексные пластины. Если вы сделаете самодельную делительную головку с числом зубьев червячного колеса, отличным от 40, вам нужно будет определить свои собственные требования к окружности отверстий.Но для следующих примеров предположим, что мы приняли фактический стандарт 40: 1.
Сначала очень простой пример: мы хотим фрезеровать четыре фаски на стороне вала, чтобы квадратный конец соответствовал квадратному отверстию в найденной нами рукоятке садового шланга, которую мы хотели бы использовать в качестве зажима для наклона на стержне. экваториальная гора. Итак, мы должны разделить окружность вала на 4 части:
40/4 = 10/1 = 10 полных оборотов кривошипа на деление.Не имеет значения, какой круг отверстия мы используем на индексной пластине, поскольку у нас есть только полные обороты кривошипа для каждого продвижения шпинделя.
Слишком просто? Хорошо, допустим, мы хотим разделить круг на 360 равных частей для установочного круга:
40/360 = 4/36 = 1/9.Возьмите знаменатель 9 и определите, какую из окружностей ваших отверстий он разделит равномерно. Беглый взгляд на наш список показывает, что у нас есть круг из 54 отверстий, из которых 9 переходит в 6 раз (9×6 = 54). Следовательно, 6 отверстий в нашей окружности из 54 отверстий равны одной девятой оборота кривошипа, что равняется одной 360-й части окружности на шпинделе (9×40 = 360).
Как насчет еще одного? Нам нужно сделать схему отверстий под болты в адаптере, который мы хотим установить на излишек фланца топливопровода космического челнока, который мы выкупили на складе металлолома на основе высоких технологий, который мы собираемся использовать в качестве основы для альт-азимутальной опоры рефрактора. .К сожалению, этот фланец имеет схему расположения болтов с 13 отверстиями; но, к счастью, у нас есть делительная головка, установленная на нашем сверлильном станке или столе фрезерного станка:
40/13 = 3 и 1/13.Другими словами, 3 оборота рукоятки плюс 1/13 оборота на деление. Итак, чтобы продолжить, мы устанавливаем плунжер на нашу окружность из 39 отверстий (3×13 = 39), продвигаем кривошип на один оборот, чтобы устранить любой люфт в делителе, зажимаем шпиндель, просверливаем первое отверстие, разжимаем шпиндель, поворачиваем провернуть 3 полных оборота плюс 3 отверстия в нашей окружности из 39 отверстий, зажать шпиндель, просверлить второе отверстие, разжать, повернуть 3 оборота плюс 3 отверстия, зажать, просверлить, разжать, 3 оборота плюс 3 отверстия, зажать, просверлить, разжать, повернуть , зажим, сверление, разжатие, кривошип, сверло, разжатие, кривошип…
Легко. Вот что посложнее: разделите этот круг на 67 равных частей.
Сдаться? Какой бы удобной ни была разделительная головка, в некоторых случаях вы просто не можете добраться отсюда без одного или двух объездов по пути. Для таких крутых людей существуют дополнительные методы, такие как составная и дифференциальная индексация, включающие перемещение кривошипа на несколько отверстий в одном направлении с использованием одного круга отверстий, затем поворот кривошипа на несколько отверстий в другом направлении с использованием другого круга отверстий или даже повернув индексную пластину на определенную величину.Но это выходит за рамки данного обсуждения. Также имеется широкий ассортимент делительных головок, которые включают дополнительное червячное колесо на 100 зубьев между кривошипом и шпинделем. С одним из них возможно деление от 2 до примерно 400 000.
Поворотный стол – еще один инструмент для деления окружностей, который для некоторых применений более универсален, чем делительная головка. Он сконструирован так же, как делительная головка, с прецизионным червяком и колесом, но имеет более плоскую форму и имеет большой стол с прорезями (для прижимных зажимов) вместо патрона или цанги, а также градуированный циферблат на кривошип вместо круглой пластины, где градусы и минуты могут считываться напрямую или с помощью нониуса.Вместо делений , теперь мы можем думать в градусах , что является более простым для многих приложений, которые попадают под руку. Ось вращения оснащена тормозом для фиксации ее положения во время обработки. Многие серийно выпускаемые поворотные столы можно наклонять на бок для операций на 90 градусов, а некоторые из очень дорогих моделей снабжены средствами для их установки под любым углом наклона. Хороший.Когда доходит до дела, одно из устройств будет делать большую часть того же, что и другое.
Создание собственного
Если (или когда) вы решите сделать свой собственный делительный аппарат, установка, аналогичная приспособлению для изготовления червячных передач, описанному в моей статье о резке червячных передач, будет хорошей отправной точкой. Сделайте красивый набор червячных передач и установите его на приспособление. Затем вы можете проявить немного изобретательности, чтобы установить червяк с кривошипом и круглой пластиной с отверстиями, зажимом для жесткости и средством для крепления заготовки сверху. Это обеспечит базовую функциональность для использования со сверлильным станком.
Установка, которую я в настоящее время использую для создания установочных кругов, прорезания заготовок зубчатых колес и других работ подобного рода, аналогична установке, описанной Алланом Макинтошем в Advanced Telescope Making Techniques, Vol. 2.
Прежде всего, я сделал набор червячной передачи на 360 зубьев, используя технику, описанную в моей статье о создании червячной передачи, с отверстиями, просверленными так, чтобы они соответствовали задней части одного из моих токарных патронов, и просверленными отверстиями, соответствующими удобному рисунку болтов, уже имеющемуся на задней стороне. патрона.
Вместо 40 оборотов кривошипа на один оборот шпинделя, как для стандартной делительной головки, эта установка требует 360 оборотов, обеспечивая 9-кратное разрешение ( оборотов кривошипа = 360/ N), а также позволяет быстро мысленно переключаться между две концепции делений и градусов .
Червяк установлен в подшипниках, содержащихся в широком U-образном узле из алюминия, который должен скользить по направляющим токарного станка под патроном и вращаться в нужное положение, зацепляя червяк с колесом, где он удерживается на месте винтом с накатанной головкой. задняя часть дальнего токарного пути.Передняя часть устройства плотно прижата к передней части направляющих задней частью индексной пластины, которая обеспечивает круг отверстия для зацепления подпружиненного указательного штифта кривошипа. Затем к задней части индексной пластины (винтом с накатанной головкой) прикрепляется небольшой алюминиевый блок, который не дает червячному узлу вращаться и отсоединяться от червяка. Быстрая установка, никаких инструментов не требуется.
На данный момент мне нужен только один круг с 12 отверстиями, который обеспечивает разрешение 4320 делений (или 1/12 градуса, или пять угловых минут).Половину этого значения, или разрешение 2,5 угловых минут, легко оценить, поместив указательный штифт посередине между индексными отверстиями. Любой предмет, удерживаемый в патроне токарного станка, теперь можно поцарапать или порезать, просто установив инструмент на стойку токарного станка.
Для зарезки я использую инструмент Dremel с небольшой пилой для продольной резки. Dremel удерживается вертикально с помощью L-образного кронштейна, удерживаемого в стойке токарного станка.
Это было быстро, легко, точно и универсально. На вес золота.(Ну, все равно серебро!)
– Джим Сапп
НАЖМИТЕ ЗДЕСЬ, чтобы вернуться на родную планету Джима
Типичное использование – быстрая обработка шестигранного профиля по диаметру или выполнение серии вырезов с определенным шагом друг от друга. Разделительная головка аналогична установке головки токарного станка на столе фрезерного станка для создания горизонтальной оси вращения, тогда как поворотный стол чаще используется для вертикального вращения обрабатываемой детали.Конечно, оба устройства могут быть установлены, а затем перемещены в нескольких ориентациях, помимо упомянутых выше, для получения требуемого профиля. | |
Перемещение устройства – это простой поворот ручки в желаемом направлении до тех пор, пока не будет достигнута степень перемещения, при которой необходимо повернуть деталь. При простом использовании инженер делал бы разметку на заготовке перед установкой на ось «C», а затем, установив центровочное сверло или указатель в патрон станка, вращал деталь до тех пор, пока метки не выровнялись по центру шпинделя. Конечно, этот метод точен настолько, насколько позволяет разметка и прицел! Некоторые более дешевые устройства оснащены только градуированным циферблатом для вращения, но для идеальной точности машинист должен использовать «пластину с отверстиями», которая является неотъемлемой частью большинства «старых» или более качественных делительных головок и поворотных столов. | |
| КАК ИСПОЛЬЗОВАТЬ ОТВЕРСТИЕ | |
Пластина с отверстиями представляет собой статическую круглую пластину, установленную на задней части поворотной ручки, в которой предварительно просверлено множество отверстий, расположенных на одинаковом расстоянии друг от друга с разным шагом шага.Шаг уменьшается по мере перемещения от центра пластины с отверстиями к внешнему краю (более четко видно на фото справа). Ручка оси имеет как подпружиненный штифт, который может быть вставлен в одно из отверстий, так и набор «часовых стрелок» и указателей, которые помогают выполнять повторяющиеся движения. (мы вернемся к указателям позже в этой статье) | |
Отношение оборотов между рукояткой устройства и патроном (или столом) всегда составляет 40: 1, поэтому 40 оборотов рукоятки прибора дают 1 полный оборот патрона.Это означает, что один поворот рукоятки приведет к перемещению патрона на 9 градусов. | |
Теперь каждые 9 градусов делятся на ряд делений – отверстий на пластине с отверстиями. На пластине с отверстиями вашего устройства будет указано число, соответствующее количеству отверстий, просверленных на определенной области пластины с отверстиями. Эти числа должны использоваться, чтобы быстро определить, может ли степень перемещения патрона для получения желаемого разделения быть достигнута на одном наборе просверленных отверстий.(Я знаю, что это звучит сложно, но, надеюсь, приведенный ниже пример немного прояснит этот метод – если у вас есть проблемы с расчетом, попробуйте наш онлайн-калькулятор отверстий). | |
| ПРИМЕР И МЕТОД 1 | |
В этом примере мы создадим набор из 7 пазов, равномерно расположенных по всему диаметру. | |
Первое, что нужно сделать, это определить количество десятичных градусов для расстояния между прорезями, так что 360 градусов делятся на 7 делений. | |
Затем разделите результат на 40 оборотов ручки, чтобы получить количество оборотов на деление. Это равно 5,71428 оборотов ручки для каждого из 7 делений, что составляет примерно пять и три четверти оборота. | |
Затем мы должны вычислить общее количество отверстий в каждой серии отверстий на пластине с отверстиями.Итак, для серии из 19 отверстий это будет: 19 отверстий на 40 оборотов = 760 отверстий на 360 градусов поворота патрона. (помните, что соотношение всех делительных головок составляет 40: 1, поэтому вам нужно повернуть ручку 40 раз, чтобы обеспечить перемещение патрона на 360 градусов). Справа перечислены все стандартные серии пластин с отверстиями, при этом общее количество отверстий в каждой серии уже рассчитано для удобства использования этого руководства. | |
Теперь мы должны выяснить, какая серия отверстий будет точно соответствовать необходимому угловому перемещению.Это делается путем деления общего количества отверстий в данной серии отверстий на 360 градусов. Затем этот результат необходимо разделить на результат нашего первого расчета, который в данном случае равен 51,42857. Цель этого окончательного расчета – получить результирующее целое число путем применения в расчет различных общих отверстий для каждой серии. т. е. для серии из 37 отверстий в уравнение необходимо вставить 1480 или для серии из 21 отверстия следует использовать 840. Если целое число не может быть получено, необходимо использовать ряд отверстий с наименьшей ошибкой после десятичной точки.т.е. 120.009 будет лучшим выбором, чем 120.01) | |
Поначалу этот процесс может показаться чем-то вроде «проб и ошибок», но после повторения процесса несколько раз инженер получит достаточно опыта, чтобы сделать обоснованное предположение о вероятной серии отверстий для использования. Следует также иметь в виду, что вполне возможно, что несколько серий пластин с отверстиями могут быть использованы для создания заданного углового перемещения. | |
| ПРИМЕР И МЕТОД 2 | |
Теперь мы рассчитаем серию отверстий, которая будет использоваться для получения 21 деления диаметра. В этом примере мы будем использовать эти формулы, чтобы помочь с математикой. Всегда стоит потратить время на вычисление количества оборотов ручки (t), поскольку это обеспечит руководство по движению ручки, которое следует ожидать от расчета, это число также следует использовать в конце уравнения для проверки результата. (правило). | |
(n1) Нам нужно 21 деление, поэтому 360 градусов делятся на 21 деление. | |
(t) Рассчитайте количество оборотов ручки для проверки окончательного результата. | |
(n2) Укажите общее количество отверстий различных серий пластин с отверстиями. | |
(x) Разделите первый результат на ответ до тех пор, пока не будет получено целое число, подставив в расчет результаты различных серий отверстий. | |
(линейка) Запишите результат для использования с делительной головкой и проверьте математику, разделив полученное количество отверстий на ряды пластин с отверстиями. Цифра должна равняться количеству оборотов ручки, рассчитанному выше. | |
Помните, что вполне возможно использовать любую из нескольких серий пластин с отверстиями для достижения одного и того же результата, и что серия отверстий, приводящая к ближайшему целому числу, всегда должна быть предпочтительнее для использования для наиболее точного и точного углового перемещения. Наш онлайн-калькулятор может помочь в процессе выбора пластины с отверстиями. Все, что вам нужно, это знать серию отверстий, имеющихся на пластине с отверстиями.Попробуйте, нажав на ссылку «калькуляторы». | |
| ИСПОЛЬЗОВАНИЕ СТРЕЛК ЧАСОВ | |
Большинство разделителей снабжено набором «часовых стрелок» или указателей, которые предназначены для облегчения быстрого размещения стержня ручки в отверстии в пластине с отверстиями. Их можно установить на определенное количество отверстий вокруг пластины с отверстиями, чтобы инженер не потерял количество отверстий во время движения патрона. Стрелки регулируются для вращения вокруг центра и могут перемещаться независимо по желанию путем ослабления стопорного винта. Это можно найти, осторожно повернув центральную крышку до тех пор, пока головка винта не будет видна через небольшое смотровое отверстие, просверленное в крышке. | |
Использование часовых стрелок достигается совмещением первой стрелки с передней частью штифта ручки, затем подсчетом количества отверстий, необходимых для получения правильного углового перемещения, и установкой второй стрелки в этом месте отверстия. Например: используя пластину с отверстиями серии 21, мы знаем, что нам нужно 40 отверстий. Итак, установите первый указатель напротив передней части штифта ручки – затем переместите второй указатель на 2 отверстия против часовой стрелки вокруг пластины и затяните стопорный винт. Выполните операцию обработки в этом положении, затем переместите стрелки часов как единое целое (теперь обе стрелки заблокированы вместе с помощью стопорного винта) так, чтобы вторая стрелка коснулась задней части пальца ручки. Поверните ручку по часовой стрелке так, чтобы штифт ручки находился напротив задней части первого указателя (один полный оборот и девятнадцать отверстий – 21 отверстие + 19 отверстий = 40 отверстий).Продолжайте эту процедуру до тех пор, пока не будут завершены операции обработки для полного перемещения на 360 градусов. Важно помнить, что вращательные движения должны продолжаться в одном и том же направлении на протяжении всей операции обработки. Таким образом, люфт в механизме поворотной оси не повлияет на готовый продукт. | |
делительная головка – деление круга
Вернуться на главную
Вернуться на страницу выше
Перейти к разделу «Делительная головка – введение»
перейти к разделу «Делительная головка – удержание заготовки»
Разделительные головки – Деление круга
Как и следовало ожидать из названия, делительная головка предназначена для деления.Разделение – это не движение под определенным углом, а скорее разделение всего круга на определенное количество частей. Наиболее очевидное использование этого – при нарезании зубьев. Окружность должна быть разделена на количество зубьев на зубчатом колесе, которое нужно разрезать. (Конечно, на самом деле зубья не режутся – вырезается пространство между ними.) Обрезается один зуб, затем заготовка поворачивается на нужную величину, затем нарезается следующий зуб и так далее до тех пор, пока зубы были вырезаны.
В то время как поворотный стол всегда калибруется в градусах по краю, делительная головка никогда не калибруется.
A – Простая индексация
Большинство делительных головок имеют встроенное делительное кольцо. Он закреплен на шпинделе. Вокруг него расположены отверстия и штифт для фиксации шпинделя в любом из этих отверстий. Эта форма индексации не требует использования червяка и червячного колеса. Их можно отключить. Заготовка может свободно вращаться, за исключением случаев, когда установочный штифт блокируется с делительной пластиной. Конечно, единственные числа, на которые можно разделить, – это числа, которые делятся на количество отверстий на индексной пластине.Но во многих случаях это полезно.
Преимущество этого заключается в том, что это намного быстрее, чем вращать шпиндель с помощью червяка и червячного колеса. Также возможно включить червяк и червячное колесо и повернуть его с помощью ручки, а затем заблокировать шпиндель с помощью делительной пластины.
Когда шпиндель блокируется штифтом и делительной пластиной, шпиндель не нужно зажимать.
628 индексация делительной головки
Отверстия для индексации – это те отверстия, которые можно увидеть на этой стороне червячного колеса.Индексирующий штифт – это черная ручка в верхней части делительной головки.
B – Использование разделительных пластин
Чаще всего делительная головка используется с разделительными пластинами. Разделительная пластина покрыта концентрическими кольцами отверстий.
568 ручка на большой делительной головке
Разделительные пластины могут иметь кольца с отверстиями только с одной стороны. В этом случае отверстия просверливаются насквозь. В качестве альтернативы они могут иметь кольца с отверстиями с обеих сторон.В этой банке отверстия просверливаются меньше, чем на полпути. Одновременно можно использовать только кольца с отверстиями на одной стороне. Если необходимо одно из колец с другой стороны, разделительную пластину необходимо снять, повернуть и снова прикрутить.
На небольшой разделительной головке может быть две или три разделительные пластины. Вместе они покрывают кольца отверстий примерно до 50 отверстий. Числа, выбранные в кольцах отверстий, будут расположены так, что возможно деление на любое число до 50.Конечно, можно делить на числа, превышающие пятьдесят, но не на числа, множители которых включают одно или несколько простых чисел, больше, чем кольцо с наибольшим числом простых отверстий. Например, на небольшой разделительной головке это может быть 51. Это наибольшее количество отверстий, которое может быть помещено в один круг на пластине, учитывая его размер.
Делительная пластина устанавливается на корпус делительной головки и концентрична с кривошипной рукояткой. На более сложных головках эта пластина может вращаться, но на простых делительных головках она закреплена.
На простой кривошипной рукоятке есть только одна рукоятка с выдвижным стержнем. Эту ручку можно перемещать, чтобы штифт мог войти в отверстия в любом из колец отверстий. На более сложных и, следовательно, больших делительных головках есть две ручки. Один содержит булавку и может перемещаться, как и раньше. Другой фиксированный и не содержит штифта. Он расположен как можно дальше, поэтому его легче использовать для вращения червяка, вращающего шпиндель.
Другая особенность, связанная с этим, – это секторные рычаги.Эти рычаги можно отрегулировать, чтобы охватить любое количество отверстий в любом кольце отверстий. Это можно настроить таким образом, чтобы пространство между двумя рычагами проходило от одного отверстия через любое количество промежутков между отверстиями, заканчиваясь другим отверстием. Между одной рукой и другой будет n + 1 дырка, но только n пробелов. Нас действительно интересует только количество промежутков между ветвями сектора. На практике рычаги используются так, чтобы ручку можно было перемещать через такое большое количество промежутков между отверстиями в одном кольце отверстий.
Количество отверстий на разделительной пластине зависит от производителя пластины. Например, делительная головка Брауна и Шарпа использует набор из трех разделительных пластин. Эти пластины содержат кольца со следующим количеством отверстий:
Табличка 1 15, 16, 17, 18, 19, 20
Табличка 2 21, 23, 27, 29, 31, 33
Табличка 3 37, 39, 41, 43, 47, 49.
В делительных головкахCincinnati используется одна разделительная пластина с кольцами отверстий с обеих сторон.Это:
Первая сторона 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43
Вторая сторона 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66
Следует помнить, что один поворот рукоятки поворачивает червяк на 1/40 окружности. Таким образом, для прохождения полного круга требуется 40 витков. Используя всего лишь полные обороты ручки, мы можем разделить любой перестановкой множителей 40, например, 2, 4, 5, 8, 10, 20.
Многие любители используют самодельную делительную головку с передаточным числом 90.В этом случае множители становятся 2, 3, 3, 5
В простейшем случае разделительная пластина фиксируется в нужном положении.
Если мы сможем повернуть ручку на долю оборота, то вариантов будет гораздо больше. Предположим, мы выбираем кольцо из 15 отверстий. В нем также будет 15 мест. Чтобы повернуть шпиндель по всему кругу, необходимо, чтобы ручка прошла количество пробелов в текущем выбранном круге, скажем, 15 раз по 40 оборотов. То есть 600 лунок.
С помощью этого кольца отверстий мы можем разделить вращение шпинделя на любое количество равных частей, число которых равно 600.
Предположим, мы хотим разделить круг на 30. В этом случае количество пробелов будет 600/30, что составляет 20. Поскольку это больше 15, это означает, что каждый шаг будет одним полным ходом, то есть 15 пробелов плюс еще 5, чтобы всего было 20 мест. Плечи сектора должны перекрывать 5 промежутков между отверстиями. Между рычагами сектора будет 5 промежутков, но он будет начинаться с отверстия и заканчиваться отверстием, поэтому в 5 промежутках будут рычаги, охватывающие 6 отверстий.
Как мы только что видели, для деления на любое число меньше 40 потребуется один или несколько полных оборотов ручки плюс определенное количество пробелов. Для деления на 40 потребуется полный оборот ручки. При делении на любое число больше 40 потребуется менее одного поворота ручки, то есть столько пробелов.
Если мы посмотрим на количество отверстий в кольцах на разделительной пластине Брауна и Шарпа выше, мы увидим, что кольца отверстий дают нам следующие коэффициенты:
Факторы отверстий
В
кольцо
15 3 5
16 2 2 2 2
17 17
18 2 3 3
19 19
21 3 7
23 23
27 3 3 3
29 29
31 31
33 3 11
37 37
39 3 13
41 41
43 43
47 47
49 7 7
Видно, что с помощью этой разделительной пластины мы можем делить на любое число до 49.Чего мы часто не можем сделать, так это разделить круг, в котором 40-кратное количество пробелов в круге не содержит факторов, необходимых для деления, которое мы хотим сделать. Например, мы не можем разделить круг на 51, у которого множители 3 и 17, потому что мы не можем получить кольцо одновременно с 3 и 17, и эти числа не делятся на 40. Точно так же мы не можем разделить на 81, потому что оно имеет 4 тройки как множители, и мы можем получить кольцо только с 3 тройками. Помимо такого рода задач, мы можем разделить на большинство чисел до 49 x 40, почти 2000.
Помните, что в любое время у нас также есть множители, которые делятся на 40, то есть 5, 2, 2 и 2.
Деление на градусы
Читатель мог заметить, что делительные головы редко используют градусы. Но при необходимости это можно сделать. Поскольку в круге 360º, один градус – это просто целый круг, разделенный на 360.
Для этого необходимо, чтобы количество промежутков на разделительной пластине, умноженное на количество оборотов на 360 °, т. Е. 40, делилось на 360.
Найдите множители 360. Это 5, 3, 3, 2, 2, 2. Все эти множители должны быть в произведении (умножении) 40 и количества пробелов в кольце.
Найдите множители 40: 5, 2, 2, 2.
Разница в множителях 360 и 400 составляет 3 и 3.
Наименьшее кольцо отверстий, которое включает 3 и 3 в качестве множителей, равно 18.
Использование этого кольца дает 40 x 18 как количество пробелов во всем круге, то есть 720.
Разделите это на 360. Результат: 2.
Это означает, что один градус эквивалентен трем промежуткам на кольце с 18 отверстиями.
Для n градусов количество отверстий n x 3.
Один пробел эквивалентен 20 минутам одного градуса.
Выбор кольца
С маленькой делительной головкой только с одной ручкой, если имеется более одного кольца, содержащего требуемые факторы, лучше всего выбрать кольцо большего размера. Ручку повернуть легче.
В приведенном выше примере кольцо 18 было выбрано из-за наличия необходимых факторов. Но кольцо 27 также имеет необходимые факторы и, следовательно, его будет проще использовать.
С делительной головкой с двумя ручками особой разницы нет.
Дифференциальная индексация
Более сложный тип делительной головки, которую иногда называют универсальной, имеет дополнительный вход сзади. Этот вход можно использовать для вращения разделительной пластины.Разделительная пластина находится на валу, на котором находится вал с червяком на нем. Этот червяк вращает червячное колесо и т. Д.
Обычно разделительная пластина заблокирована. Червяк вращается ручкой и фиксируется на разделительной пластине с помощью штифта.
При индексировании дифференциала делительная пластина не заблокирована. Если вспомогательный вал вращается, он вращается. При дифференциальной индексации главный вал делительной головки через зубчатую передачу соединен с вспомогательным входом.
263 дифференциальный индекс
Если повернуть ручку из одного отверстия на разделительной пластине в другое, заготовка повернется. Но это происходит на вспомогательном входе, который, в свою очередь, вращает разделительную пластину.
Это позволяет нам делить на числа, которые мы не могли сделать, используя только разделительные пластины. В этом методе индексации мы не можем вращать заготовку с ходового винта – мы не можем выполнять спиральное фрезерование, но тогда мы используем эту установку не для этого.Также нельзя наклонять делительную головку под углом.
Достоинство этого в том, что с его помощью легко разделить круг на неприятные числа. Предположим, мы хотим сделать шестерню со 127 зубьями. Число 127 представляет большой интерес, потому что это множитель, который преобразует имперскую систему в метрическую, но это также может быть простое число.
Метод состоит в том, чтобы создать шестерню с числом зубцов, близким к требуемому.
Это номер, с которым легко работать.В случае необходимости 127 зубьев хорошим числом будет 120. Чем ближе это число к требуемому, тем меньше передаточное число, необходимое для его корректировки.
Поскольку коэффициент, заложенный в делительной головке, равен 40, это означает, что для каждого зуба потребуется только треть оборота ручки. Следовательно, мы должны использовать кольцо на разделительной пластине, которое содержит коэффициент 3. Если мы используем кольцо с 27 отверстиями, то на каждом зубе будет 9 промежутков.
Такое расположение называется дифференциальным, потому что соотношение определяется разностью, т.е.е., два числа добавлены или вычтены. Легко видеть, что этот метод – очень эффективный способ работы с отношениями с трудноразрешимыми факторами.
Формула для дифференциальной индексации
D соотношение между рукояткой и шпинделем
A удобный номер рядом с требуемым номером
N необходимое количество
R необходимое передаточное число
R = (A – N) x D / A
в приведенном выше примере
R = (120 – 127) x 40/120
R = – 7 x 40/1 20
R = – 7/3
Если верх и низ умножить на 8, получится передаточное число 56/24, которые являются шестернями стандартного набора шестерен Брауна и Шарпа.
Если выбрано слишком большое число, соотношение будет отрицательным. Если оно слишком мало, соотношение будет положительным. Это означает, что разделительная пластина должна будет повернуться в одну сторону, а не в другую. Это можно изменить, добавив промежуточную шестерню в зубчатую передачу, чтобы изменить направление вращения.
см. Руководство по машинному оборудованию, 17-е изд., P1308
см. MEW 153 p26
Составное индексирование
Здесь для полноты будет упомянуто составное индексирование.Это можно использовать для деления на нечетные числа. Хитрость здесь заключается в том, чтобы повернуть главный вал на определенное количество отверстий на одном кольце отверстий на разделительной пластине и добавить или вычесть из этого другое количество отверстий из другого кольца. Необходимо, чтобы оба используемых кольца находились на одной пластине. В «Практическом трактате о фрезеровании и фрезерном станке», опубликованном Брауном и Шарпом в 1927 году, это упоминается как имеющее «небольшую практическую точность».
Нравится:
Нравится Загрузка…
Делительная головка – введение | Мастерская Джона Ф.
Вернуться на главную
вернуться на страницу выше
Делительная головка представляет собой горизонтальный (хотя иногда и наклонный) вал с червячным колесом на нем, которое можно приводить в движение с помощью червяка. Вал имеет различные средства удержания заготовки.
Это может показаться очень похожим на поворотный стол. Он отличается тем, что здесь нет стола для крепления заготовки. Вместо этого можно установить центр на валу или установить на него патрон.Обычно делительные головки комплектуются задней бабкой. Это важно при использовании центра с делительной головкой. Это также может быть очень полезно для поддержки заготовки при использовании патрона. Большинство профессиональных делительных головок, независимо от размера, обычно имеют соотношение поворота ручки и вращения вала 40: 1. Как ни странно, меньшие часто имеют более высокое соотношение, часто 90: 1.
На всех делительных головках червяк поворачивается с помощью рукоятки. Каждый поворот ручки можно разделить с помощью разделительной пластины, содержащей несколько колец, каждое с разным количеством отверстий.На ручке есть штифт, который можно перемещать, чтобы он соответствовал отверстиям в любом из колец отверстий.
Делительные головки можно разделить на три типа. Они тесно связаны с их размером и сложностью. Это «простые», полууниверсальные и универсальные. Есть еще довольно редкий вид, который поворачивается в горизонтальной плоскости.
Делительные головки предназначены для деления окружности. Они не предназначены для поворота на столько градусов, хотя это можно сделать.
Головка делительная плоская
На плоской делительной головке есть просто неподвижный горизонтальный шпиндель, который вращается с помощью червячного механизма.
Делительная головка плоская 28
В этом случае разделительная пластина всегда постоянно фиксируется.
Полууниверсальная делительная головка
Полууниверсальная делительная головка похожа на обычную делительную головку, но шпиндель можно наклонять.
4316 поворотно-делительная головка
Рис полууниверсальная делительная головка
На полууниверсальных делительных головках шпиндель будет наклоняться, так что его ось переместится от примерно 5º ниже горизонтали до примерно 5º дальше вертикали.
В этом случае разделительная пластина всегда неподвижно закреплена, т. Е. Не вращается.
Универсальная делительная головка
В этом случае сначала можно наклонить вал. Во-вторых, универсальную делительную головку делает универсальной то, что сзади у нее есть вспомогательный вход. Когда он поворачивается, он вращает разделительную пластину.
Универсальная делительная головка – 567
В случае универсальной делительной головки разделительную пластину можно закрепить или повернуть, поворачивая вспомогательный приводной вал.При использовании в качестве простой делительной головки разделительная пластина фиксируется в нужном положении. При использовании для винтового фрезерования делительная пластина разблокирована и может вращаться с помощью вспомогательного входа.
Головки делительные поворотные в горизонтальной плоскости
Это очень необычно. Казалось бы, единственное, что они могут делать с удобством, – это изготавливать конические шестерни. Это можно сделать с помощью любого другого типа, но с некоторыми неудобствами.
4000 поворотно-делительная головка
рис горизонтально, поворотная делительная головка
Особенности делительной головки
Ручка и разделительная пластина
На всех делительных головках червяк поворачивается с помощью рукоятки.Ручка либо содержит выдвижной штифт, либо другой конец ручки содержит штифт, который можно заблокировать в отверстии в разделительной пластине.
Рукоятка с отдельным делительным штифтом на делительной головке – 568
Эта пластина имеет несколько колец отверстий, равномерно расположенных вокруг пластины. Количество отверстий в каждом кольце разное. Индексирующий штифт, независимо от того, находится он в ручке или отдельный, можно настроить так, чтобы штифт входил в любое отверстие в любом кольце отверстий на разделительной пластине.Это означает, что перемещение шпинделя на делительной головке может производиться на любое количество промежутков.
Этот дескриптор может показаться просто дескриптором. Но при использовании делительной головки для изготовления, например, цилиндрической зубчатой передачи, оператор должен совершать большое количество движений, используя эту рукоятку. Показанная выше ручка максимально хороша. Особенности, на которые следует обратить внимание:
Ручка для поворота и штифт для фиксации раздельные. Это означает, что ручка всегда находится как можно дальше.
Штифт может быть перемещен полностью независимо от ручки на любое кольцо по мере необходимости.
Штифт можно втянуть, и, повернув его, он остается во втянутом положении.
Два рычага сектора должны быть полностью заблокированы друг относительно друга.
Секторные рычаги должны двигаться свободно, но не могут двигаться, если оператор не толкает их.
Эти требования призваны минимизировать усилия оператора и снизить риск ошибки.
Разделительная пластина
Разделительная пластина – ключ к разделению круга. Часто делительная головка комплектуется тремя разделительными пластинами. Каждая пластина содержит несколько колец с отверстиями. Это означает, что один оборот ручки можно разделить на количество отверстий в конкретном кольце. Работа с этим описана в разделе «Разделение круга».
На некоторых разделительных пластинах отверстия просверливаются почти до середины пластины. На другой стороне пластины есть еще один набор колец с отверстиями, поэтому пластину можно установить и использовать в любом направлении.
Когда разделительная пластина установлена правильно, все «нулевые» отверстия будут на одной линии и будут находиться вертикально над стержнем ручки. Обычно рядом с каждым из нулевых отверстий выбито количество отверстий в кольце.
1030 разделительная пластина, показывающая первые отверстия каждого кольца
Кольцо отверстий обычно устроено так, чтобы содержать в качестве множителей все простые числа вплоть до примерно 47.
Секторное вооружение
Две черные части на фотографии выше – это рычаги сектора.Их можно настроить так, чтобы охватить любое конкретное количество отверстий. При такой настройке эти рычаги могут быть заблокированы вместе как пара и могут вращаться вместе по мере необходимости.
Секторные рычаги – это удобный способ, позволяющий пользователю легко, быстро и точно перемещать ручку на определенное количество отверстий. Это важная особенность при нарезании шестерен.
Предположим, мы только что прорезали один зуб, тогда:
Обычно штифт устанавливается на одно отверстие. Левый секторный рычаг касается левой стороны этого отверстия.Ручка поворачивается по часовой стрелке, так что штифт только касается левой стороны рычага правого сектора. При этом ручка сместилась точно на количество отверстий между рычагами сектора. Затем рычаги сектора можно вращать по часовой стрелке до тех пор, пока левый рычаг не окажется слева от нового положения штифта.
Теперь заготовка находится в нужном положении для прорезания следующего зуба.
Кольцо стопорное
В качестве полностью отдельной функции делительная головка часто имеет функцию индексации, которая отделена от разделительной пластины.Это означает, что вал делительной головки можно использовать как простую указательную головку.
628 индексация делительной головки
В приведенном выше примере отверстия для индексации находятся слева от разделительной пластины. Индексирующий штифт – это черная ручка в верхней части делительной головки. На больших делительных головках, где червячное колесо полностью закрыто, может быть полностью отдельная пластина, которая может быть установлена на главном валу только для индексации.
Зацепление червяка и червячного колеса
На всех типах делительных головок всегда есть какой-то механизм, который означает, что червяк можно отсоединить от червячного колеса.
Имеет два применения. Его можно использовать для регулировки расстояния, чтобы минимизировать люфт между червяком и червячным колесом. Но его также можно использовать для полного отсоединения червяка от червячного колеса. Это может быть важно, например, при использовании функции индексирования.
На плоских делительных головках установлен вал с рукояткой, поэтому червяк можно отвести от червячного колеса.
Контроль включения червяка и червячного колеса – 696
На делительных головках, которые можно наклонять, вал, на котором установлена ручка, эксцентрично вставлен во вращающуюся втулку.Это не только позволяет регулировать расстояние между червяком и червячным колесом, но также может использоваться для отсоединения рукоятки от вала, приводящего в движение червяк. Фиг. показывает рычаг для управления зацеплением червяка и червячного колеса.
Контроль зацепления червяка и червячного колеса на универсальной головке – 590
Если вал с червяком перемещается так, что червяк не входит в зацепление с червячным колесом, то шестерня, которая соединяет разделительную пластину и ряд шестерен, которые возвращаются к вспомогательному входу, также отключается.
Зубчатая передача между вспомогательным входом и червячным валом – 589
На фото выше разделительная пластина и нижняя передача жестко соединены между собой. Ручка, которая находится слева от разделительной пластины, соединена с валом, на котором установлен червяк. Он находится внутри узла разделительной пластины и нижней шестерни. Когда червяк отключен, этот вал движется вниз, так что нижняя шестерня на фотографии отсоединяется от шестерни над ней. Эта высшая передача подключена к вспомогательному входу.В этой ситуации разделительная пластина и т. Д. Может свободно вращаться. Когда червяк отключен, то, что здесь происходит, не влияет на то, что происходит с главным валом.
Когда червяк задействован. Дайвинг пластину можно использовать одним из двух способов. Во первых он заблокирован. Это делается с помощью небольшого язычка, который удерживается винтом с головкой под ключ в верхней части предыдущей фотографии. Этот язычок вставляется в прорезь на задней стороне разделительной пластины.
В качестве альтернативы, когда используется дополнительный вход, эта вкладка убирается.Вспомогательный вход приводит в движение высшую передачу. Червь зацепляется с червячным колесом. Таким образом, верхняя передача приводит в движение нижнюю передачу. Это вращает разделительную пластину. Штифт на ручке находится в одном из отверстий разделительной пластины. По мере вращения этой ручки вращается червяк, а следовательно, и червячное колесо, и заготовка.
Одним из следствий этого является то, что, когда червяк отключен, невозможно управлять дополнительным входом с помощью ручки.
Шпиндель
В шпинделе всегда есть сквозное отверстие.На переднем конце шпиндель на больших делительных головках часто имеет конус и / или резьбу, или другие средства удержания патрона.
На делительных головках большего размера на заднем конце шпинделя имеется резьба, чтобы в него можно было вкрутить удлинительный вал. Это позволяет приводить в движение шпиндель делительной головки напрямую, но это будет работать только в том случае, если червяк был отсоединен от главного вала. Хотя это довольно необычная особенность, но, как ни странно, ее можно легко реализовать на любом самодельном делении. голова.
Он также позволяет вращению шпинделя возвращаться на вспомогательный вход, если он установлен, для включения дифференциальной индексации.
Блокировка шпинделя на делительной головке
Подобно поворотному столу, делительная головка всегда имеет средства блокировки шпинделя так же, как стол может быть заблокирован на поворотном столе. И используется аналогичным образом. Если деталь обрабатывается между двумя точками, блокировка должна быть отключена. Если деталь должна быть обработана в одной точке, например, при нарезании зуба на прямозубой шестерне, шпиндель должен быть заблокирован.
Контроль зацепления червяка и червячного колеса на универсальной головке и фиксаторе шпинделя – 590
Блокировка шпинделя – это рычаг с желтой ручкой на нем.
Ручка
Может показаться странным, но разделяющие головы могут быть как левыми, так и правыми. То есть, если разделительная пластина обращена к пользователю, носик шпинделя может находиться либо слева от делительной головки, либо справа от нее.
Это важно, когда универсальная делительная головка приводится в движение ходовым винтом на фрезерном столе.Если вспомогательный вход находится слева, то доступ к ходовому винту должен быть слева. Если у стола есть подача энергии на одном конце, то часто делительная головка должна иметь свой вспомогательный ввод на другом конце стола.
Размер / Вес
Ключевой особенностью делительной головки является центральная высота. Это высота между осью вращения, когда вал находится в горизонтальном положении, и фрезерным столом. Как правило, чем выше высота центра, тем лучше. Но от этого мало пользы, если наибольший диаметр заготовки не помещается между фрезерным столом и нижней частью используемой фрезы.
Еще важнее то, что он слишком большой, если его нельзя безопасно и легко переместить на фрезерный стол или с него. Вес поднимается намного быстрее, чем высота центра. Высота центра в 100 мм может быть максимальной, с которой многие модельные инженеры могут безопасно справиться.
Использование подъемных блоков
Если делительная головка находится в горизонтальном положении, максимальный диаметр заготовки, которую она может удерживать, немного меньше, чем удвоенная высота центра. Это можно увеличить, установив делительную головку (и заднюю бабку, если она используется) на подъемных блоках.Но насколько это полезно, зависит от того, достаточно ли места между фрезой и фрезерным столом.
На рисунке показано другое использование. В этом случае делительная головка поднимается так, что ее ось находится примерно на высоте шпинделя, когда она почти горизонтальна.
Использование повышающих «блоков» – 611
Дополнительный вход
Универсальные делительные головки имеют дополнительный вход в задней части головки. Это используется для винтового фрезерования. Здесь, когда фрезерный стол движется вперед, ходовой винт через зубчатую передачу используется для вращения заготовки, удерживаемой делительной головкой.
Дополнительный входной вал – 587
Обратите внимание, что открытая часть вспомогательного входа – это только ближний конец вала. Долото большого диаметра представляет собой бобышку. Он используется для установки рычага квадранта на делительную головку.
Квадрантный рычаг
Часто, когда используется вспомогательный вход, задействуется зубчатая передача. Шестерни установлены на рычаге, который входит в бобышку вокруг вала вспомогательного входа. Такой рычаг часто используется для аналогичных целей на токарном станке.На токарном станке он часто предназначен для поворота на 90 ° и поэтому известен как квадратный рычаг. На разделяющей голове обычно бывает прямая рука. Он вращается просто на угол, на который он установлен на выступе на вспомогательном входе делительной головки.
Квадрантный рычаг – 606
Квадрантный рычаг для установки на делительную головку
Поворотные оси
Зубчатая передача часто начинается с шестерни на одном валу, например, на конце ходового винта. На другом конце он часто находится на вспомогательном входе делительной головки.
Промежуточные шестерни обычно устанавливаются на поворотные оси, которые входят в прорезь в рычаге квадранта.
Поворотный мост – 608
Это будет рассмотрено более подробно позже, когда будет иметь дело с винтовым фрезерованием.
Удлинители
Видно, что обычно поставляемая рука не соответствует всем областям применения, для которых пользователь может пожелать ее использовать. Во-первых, это не всегда достаточно долго. С этим можно справиться с помощью небольших удлинителей.
Удлинитель квадрантного рычага – 610
При использовании удлинителя требуется специальная поворотная ось, чтобы шестерни на ней находились в тех же плоскостях, что и на обычных поворотных осях на рычаге.
Пропустить
Иногда бывает полезно, чтобы привод шел от передней части руки к задней. Это можно сделать с помощью удлинителя, на котором установлена специальная цапфа.
Проходной – 668
Следующая страница – «Делительная головка – удерживает заготовку»
Нравится:
Нравится Загрузка …
Деление. Использование делительной головки и других методов 01
Термин «деление» может применяться ко многим характеристикам, таким как длина, угол, объем, вес, даже делители потенциала (напряжения) и т. д.. Однако в инженерной мастерской этот термин почти полностью применяется к разделению круга. В домашней мастерской его использует вероятно, будет много и разнообразных, хотя три приложения, вероятно, составляют большую часть всего проведенного деления. Это производство шестерен, циферблатов и отверстий. по диаметру делительной окружности (PCD).
Методы достижения правильного углового деления в основном разбиты на три процесса.
Использование делительной головки, поворотного стола или определение координат X и Y –
Поворотный стол состоит из круглого стола, который вращается за счет червячного привода. червячное колесо под столом, фотография 3. Рукоятка управления червяком, включающая циферблат, позволяющий вращать стол на довольно точные величины, как циферблаты на токарном или фрезерном станке.
Однако полнофункциональная делительная головка будет иметь червяк и червячное колесо между делительная пластина и заготовка, а аналогично входной маховик на поворотном стол может быть оснащен разделительной пластиной. Таким образом, разграничение между ними размытый. Однако в домашней мастерской, я думаю, будет верным сказать, что большинство вращающихся столы не снабжены разделительными пластинами, поэтому для этого пункта я буду ссылаться только на к настоящей разделительной голове. Если поворотный стол снабжен разделительной пластиной тогда любая ссылка на делительную головку будет в значительной степени применима к поворотному столу. также.
МАТЕМАТИКА
Прежде чем мы перейдем к делительной головке, необходимо установить настройка, необходимая для достижения требуемого деления.
Сколько дырок
С наиболее частым соотношением между разделительной пластиной и выходным шпинделем 40: 1. Я буду основывать свои расчеты на этом значении. Поэтому будем рассматривать соотношение 40: 1. червяк с пластиной на 60 отверстий. Чтобы повернуть выход делительной головки на один полный оборот червяку нужно будет повернуть 40 раз, а поскольку пластина имеет 60 отверстий, настройка рука пройдет 40 x 60 отверстий, то есть 2400.Любое целое число, которое точно делит на это тогда достижимое разделение.
Что такое делительная головка?
Делительная головка или индексирующая головка – это приспособление для станка, которое позволяет вращать заготовку с точными, заранее заданными приращениями для обработки повторяющихся профилей. Например, если секция круглого стального стержня нуждается в шестиугольном профиле, обработанном на одном конце, можно использовать делительную головку для вращения стержня с точным шагом для обработки каждой плоской части профиля.Обычно вращение или продвижение делительной головки осуществляется вручную с помощью кривошипной рукоятки, снабженной стопорным штифтом, который фиксирует головку в нужном положении для каждого цикла обработки. Делительные головки также можно наклонять на 90 градусов вдоль собственной оси для обеспечения гибкости регулировки. Делительная головка обычно используется в качестве принадлежности фрезерных станков для обработки любого продукта, состоящего из нескольких равных радиальных граней.
Использование фрезерного оборудования для резки геометрически точных многогранных профилей требует, чтобы заготовка перемещалась или поворачивалась с очень точными приращениями для каждого разреза.Делительная головка обеспечивает это точное вращение за счет использования диска, установленного на шпинделе, с просверленными в нем концентрическими рядами равноудаленных отверстий. Кривошипная рукоятка, снабженная подпружиненным стопорным штифтом, затем поворачивает шпиндель на необходимое расстояние, после чего стопорный штифт вставляется через одно из отверстий, чтобы зафиксировать шпиндель в нужном положении. Штифт вытаскивается после завершения резки, и шпиндель поворачивается на такое же количество отверстий и снова фиксируется штифтом. Это позволяет поворачивать заготовку каждый раз на одно и то же расстояние.
Поскольку диск или индексная пластина имеет несколько рядов отверстий, можно достичь большого диапазона различных расстояний вращения.В каждом концентрическом кольце или ряду будет меньше отверстий с разным шагом по мере приближения рядов к центру диска. Индексирующая пластина обычно оснащена шестью рядами отверстий и часто приобретается наборами из трех пластин, каждая из которых имеет различные настройки шага отверстий. Типичный набор индексирующих пластин будет иметь номера отверстий в диапазоне от 15 до 49 отверстий в ряду, что обеспечивает широкий диапазон возрастающей гибкости.
Аксессуар делительной головки используется на фрезерных станках для производства изделий с одинаковыми гранями, таких как развертки, шестерни, насадки для станков и геометрические уступы, используемые для крепления ручек кранов и шин питания.Узел делительной головки можно использовать с ориентацией по прямой оси или наклонять на 90 градусов для дополнительной гибкости обработки. Большинство делительных головок индексируются вручную, хотя большие блоки могут быть полностью автоматизированы.
Как использовать делительную головку (оптическую делительную головку) -Taicang Tianhe Electrical and Mechanical Co., Ltd.
Мы специализируемся на поставке подзаголовка предприятия, насколько вы понимаете продукт, вы можете позволить Xiaobian познакомить вас с использованием подзаголовка:
1, разделение Головка – это заготовка, зажатая на патроне или между двумя вершинами, и для вращения, индексации и позиционирования принадлежностей станка. Следующие элементы такие же, как у «
2, структура и классификация. В соответствии с его передачей, индексирующая форма может быть разделена на червячную разделительную головку, разделительную головку с желобной пластиной, разделительную головку с пластиной с отверстиями, разделительную шкалу. головка, разделительная головка с торцевой зубчатой пластиной и другая делительная головка (включая индексирующую головку индуктивности и индексирующую головку решетки).По своему предназначению можно разделить на поровну разделительную голову. По своей конструкции и есть вертикально лежащая головка, может быть опрокидной головкой, подвесной балкой, разделяющей головку по точкам. Делительная головка как универсальная структура крепления станка в основном за счет зажимной части, индексирующей части, полууниверсальной делительной головки, передающей части композиции. Ниже приведены такие же, как и в «
». Использование делительной головки: ручка поверните шпиндель на 8 градусов, поверните на 40 оборотов, это вращение шпинделя 8 × 40 = 360 градусов, что мы можем использовать простой метод индексации и метод индексации угла , Для того, чтобы разделить по кругу ряд частей заготовки, и индексация угла в основном используется при обработке заготовки на оси формирования угла и не равна структуре обработки.