на что обязательно обратить внимание при покупке, как рассчитать производительность литров в минуту для покраски авто
Один из главных параметров при выборе пневмокраскопультов для покраски автомобиля – производительность компрессора. В соответствии с ГОСТом – это количество воздуха, выходящее из устройства, пересчитанное на физические условия: температура + 20 °С, величина давления 1 бар.
По ГОСТу реальные характеристики аппарата могут отличаться от паспортных величин на 5%.
Приобретая агрегат, подающий сжатый воздух на пневмокраскопульт, важно знать, что зарубежные производители указывают в паспортах производительность агрегата на входе, то есть объём всасываемого воздуха, измеряемый в литрах в минуту. Следует помнить, что потери на выходе могут составлять до 35%.
Влияние давления устройства для подачи сжатого воздуха на его работоспособность
Формула качественной покраски автомобиля – правильно подобранный агрегат, подающий сжатые газы на пневмокраскопульт. Краскораспылители могут иметь различные технологии распыления. Этот момент следует обязательно учитывать при покупке аппарата для нагнетания воздуха.
Краскораспылители могут иметь различные технологии распыления. Этот момент следует обязательно учитывать при покупке аппарата для нагнетания воздуха.
Если компрессор для покраски автомобиля купить без учета всех необходимых параметров, то с большой долей вероятности возникнут колебания давления, от чего снизится качество окрашивания авто. При подборе оборудования требуется также учитывать рабочее давление.
Информация! У разных систем пневмопультов разные требования относительно этого показателя.
Если потребление газа окрасочным инструментом требуется больше, чем производительность компрессора, то в процессе эксплуатации будет происходить падение давления в ресивере. В результате работать таким краскораспылителем можно будет не больше пары минут, после чего прекращать работу в ожидании, пока компрессор не накачает требуемый объём газа.
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Если же неправильно подобранный инструмент всё-таки будет справляться с нагрузкой и непрерывно подавать сжатый воздух на пульверизатор, то он начнёт перегреваться, станет срабатывать термореле. На тех моделях, на которых отсутствует автоматическая защита от перегрева, заклинит двигатель.
На тех моделях, на которых отсутствует автоматическая защита от перегрева, заклинит двигатель.
Подбирая компрессор для покраски автомобиля, надо помнить, что все они имеют систему авторегулирования давления, настроенную так, что она обеспечивает допуск – 2 бар от максимальной величины.
К примеру, при эксплуатации компрессора имеющего Pmax=6 бар, значение давления на выходе может колебаться от 6 до 8 бар.
Исходя из этого, правильным выбором будет приобретение устройства с некоторым запасом по параметру.
Чем выше максимальное значение P, которое может обеспечить аппарат, тем больше воздуха он может загрузить в ресивер, и тем больше времени последнему понадобится, чтобы опуститься до минимально допустимого давления. И в это время устройство будет отдыхать.
Особенности расчёта основного параметра пневмокомпрессора для нагнетания воздуха
Расчет производительности компрессора производится в объёмных, а не в массовых долях. Это часто создаёт путаницу при проведении расчётов основного параметра оборудования для покраски автомобиля.
Это часто создаёт путаницу при проведении расчётов основного параметра оборудования для покраски автомобиля.
Если вы решили остановить свой выбор на импортном устройстве, помните, что в каталогах фирм-производителей величиной А (производительность) обозначается максимальное всасывание воздуха на входе.
Эта величина не показывает, какой объём сжатого воздуха будет поступать на краскопульт для покраски автомобиля. Производительность по всасыванию определяется объёмом воздуха, который наполнит ресивер за единицу времени (литров в минуту). Собираясь купить компрессор для покраски авто впервые, следует ориентироваться на требуемое значение потребления воздуха пневмокраскопультом.
Важно! Аппарат должен работать в кратковременно-повторном режиме.
Если он производит такое же количество сжатого газа, что и потребляет, то режим функционирования будет беспрерывным, и агрегат станет перегреваться.
Это приведёт к быстрому выходу из строя двигателя. Реальную потребность в воздухе для самого распространённого вида компрессора – поршневого – можно посчитать по формуле:
Реальную потребность в воздухе для самого распространённого вида компрессора – поршневого – можно посчитать по формуле:
N = (Pmax–Pmin)xV/t, где
Pmax – давление, требуемое для включения агрегата;
Pmin – давление, при котором агрегат выключается
V – объём ресивера;
t – время (мин.) в течение которого P в ресивере упадёт с максимального значения до минимального.
Чтобы определить производительность импортного компрессора для покраски автомобиля, производительность, указанную в паспорте, надо разделить на коэффициент b. Его величина зависит от давления в таких пропорциях:
- для 6 – 4 атм b=1,4;
- для 6 – 8 атм b=1,5;
- для 8 – 10 атм b=1,6.
Зависимость производительности агрегата от давления не прямо пропорциональна, и её нельзя увеличить в разы, снизив давление.
Многие умельцы, чтобы увеличить производительность нагнетательных устройств, увеличивают шкив на двигателе на 30-35 %. Производительность аппарата становится больше, но при этом нагревается головка.
Полезное видео
Посмотрите сравнительный тест на производительность компрессоров:
Предыдущая
КомпрессорыЭлектрический компрессор своими руками: подробная инструкция как сделать из подручных материалов
Следующая
КомпрессорыРекомендации по выбору или изготовлению мини компрессора для аэрографии своими руками
Расход сжатого воздуха: особенности расчета – компрессорные, азотные, насосные станции – как это работает?
При работе с компрессионным оборудованием необходимо иметь представление как исчисляется расход сжатого воздуха, тем более что производительность компрессора и определяется как объем сжимаемого газа в единицу времени.
Конечно, существуют специальные контрольно-измерительные приборы, но в некоторых случаях необходимо быстро произвести расчет расхода воздуха отдельными устройствами.
Необходимо начать с того, что уточнить, в чем измеряется воздух. Объем воздуха измеряется в кубических метрах. Единицы измерения расхода воздуха исчисляются в кубических метрах (для винтовых компрессоров) или литрах (для поршневых компрессоров) потребляемого или производимого воздуха в единицу времени (м3/мин, м3/час, л/мин).
Согласно данным российского ГОСТ 12449-80 нормальными условиями считаются
- давление 101,325 кПа (760 мм. рт .ст),
- температура 293 К (20 С),
- влажность 1,205 кг/м3.
При определении расхода сжатого воздуха при нормальных условиях по ГОСТ 12449-80 перед единицей измерения сжатого воздуха ставят маркировку «н» (15нм3/мин или 165нм3/час и т.д.).
Также существуют две популярные методики расчета расхода воздуха потребляющим оборудованием.
Расчет расхода воздуха через падение давления – универсальный метод для всех видов компрессоров
Где:
- LB – искомое потребление сжатого воздуха [м³/мин]
- VR – объем резервуара с сжатым воздухом [м³] (1 м³ = 1000 л)
- pmax – давление на время начала измерений [бар]
- pmin – давление на время окончания измерений [бар]
- t – продолжительность измерений [мин]
На начало измерения необходимо знать объем резервуара и давление в нем (показания манометра).
Расчет расхода через время работы компрессора – метод для компрессоров с постоянной производительностью
- LB – искомое потребление сжатого воздуха [м³/мин]
- Q – производительность компрессора [м³/мин]
- ∑t – время работы компрессора под нагрузкой за период измерений [мин]
- T – период измерений = время работы под нагрузкой + на холостом ходу [мин]
На начало измерения нам необходимо знать производительность компрессора, снять показания счетчика общей наработки и счетчика работы под нагрузкой. Включаем потребляющее оборудование, засекаем время работы под нагрузкой при наборе давления до максимального значения, после которого компрессор работает на холостом ходу до начала следующего набора давления. Отключаем оборудование.
Как оценить эффективность компрессора?
В конце месяца за ноябрь 2011 г. (TOTM) мы представили расчеты компрессора для конкретного примера. Мы сравнили результаты строгого метода со значениями сокращенных методов. Строгий метод был основан на уравнении состояния, подобном Соаву-Редлиху-Квонгу (SRK), для расчета требуемых энтальпий и энтропий. Энтальпии и энтропии используются для определения потребляемой мощности и температуры нагнетания. Результаты показали, что точность сокращенного метода чувствительна к значению коэффициента теплоемкости состояния идеального газа, к .
Только с точки зрения расчетов расчет мощности особенно чувствителен к спецификациям массового расхода, температуры и давления всасывания, а также температуры и давления нагнетания. Компрессор будет работать при различных значениях переменных, влияющих на его производительность. Таким образом, наиболее сложной частью расчета компрессора является указание разумного диапазона для каждой переменной, а не сам расчет.
Обычно термодинамические расчеты выполняются для идеального (обратимого) процесса. Затем результаты обратимого процесса адаптируются к реальному миру за счет использования термодинамической эффективности. В процессе сжатия можно представить себе три идеальных процесса: 1) изотермический процесс (PV 1 =C 1 ), 2) изоэнтропический процесс (PV k =C 2 ) и 3) политропический процесс (PV n =C 3 ). Любой из этих процессов можно надлежащим образом использовать в качестве основы для оценки требований к мощности сжатия либо вручную, либо с помощью компьютера. Однако изотермический процесс редко используется в качестве основы, поскольку обычный промышленный процесс сжатия даже приблизительно не осуществляется при постоянной температуре.
Обратите внимание, что компания Dresser Rand проделала большую работу по сжатию при «почти постоянной температуре», особенно для сжатия CO 2 из вентиляционных труб. Для получения подробной информации см.:
Для получения подробной информации см.:
http://www.nist.gov/pml/high_megawatt/upload/6_1-Approved-Moore.pdf
В этом TOTM мы продемонстрируем, как определить эффективность компрессора по измеренному расходу. расход, состав, температура и давление всасывания и нагнетания. Рассмотрены строгий расчет, основанный на уравнении состояния и сокращенном методе, и проведено сравнение результатов.
Эффективность компрессора
Эффективность компрессора зависит от его типа, размера и производительности. Их можно определить только (после) при испытании компрессора, хотя производители компрессоров обычно могут дать хорошие оценки. Для целей планирования в ссылке [2] предлагаются следующие значения общего КПД:
Таблица 1. Общий КПД компрессора [2]
Компрессор Тип | КПД, η |
Центробежный | 0,70 – 0,85 |
Высокоскоростной поршневой | 0,72 – 0,85 |
Низкоскоростной поршневой | 0,75 – 0,90 |
Вращающийся винт | 0,65 – 0,75 |
В ссылке [2] указано, что эти общие КПД включают трение газа в компрессоре, механические потери (подшипники, уплотнения, редуктор и т. д.) и потери в редукторе. Механический КПД зависит от размера и типа компрессора, но 95% — это полезное число для планирования. При расчете напора компрессора и температуры нагнетания используется изоэнтропический или политропический КПД (изэнтропический КПД иногда называют адиабатическим КПД). Добавление 3-4 % эффективности (механических потерь) к общей эффективности в таблице 1 обычно дает хорошую оценку термодинамической эффективности [2].
д.) и потери в редукторе. Механический КПД зависит от размера и типа компрессора, но 95% — это полезное число для планирования. При расчете напора компрессора и температуры нагнетания используется изоэнтропический или политропический КПД (изэнтропический КПД иногда называют адиабатическим КПД). Добавление 3-4 % эффективности (механических потерь) к общей эффективности в таблице 1 обычно дает хорошую оценку термодинамической эффективности [2].
Для оценки производительности существующего компрессора необходимо рассчитать КПД компрессора ( η ) и потребляемую мощность.
Известные и измеренные свойства:
a. Объемный расход газа в стандартных условиях ( q S ) или массовый расход газа ()
b. Состав газа ( z i )
c. Давление всасывания ( P 1 ) и температура ( T 1 )
d. Давление нагнетания ( P 2 ) и температура ( T 2 )
Оценка эффективности – Строгий метод
В основе любого коммерческого программного обеспечения для моделирования технологических процессов лежит уравнение состояния. Из-за их простоты и относительной точности используется кубическое уравнение состояния, такое как Соаве Редлих-Квонг (SRK) [3] или Пенг-Робинсон [4]. Эти уравнения используются для расчета парожидкостного равновесия (VLE), энтальпии ( ч ) и энтропии ( с ). При соответствующих коэффициентах бинарного взаимодействия результаты моделирования процесса этих двух уравнений практически совпадают. Поэтому в данной работе используется только SRK.
Из-за их простоты и относительной точности используется кубическое уравнение состояния, такое как Соаве Редлих-Квонг (SRK) [3] или Пенг-Робинсон [4]. Эти уравнения используются для расчета парожидкостного равновесия (VLE), энтальпии ( ч ) и энтропии ( с ). При соответствующих коэффициентах бинарного взаимодействия результаты моделирования процесса этих двух уравнений практически совпадают. Поэтому в данной работе используется только SRK.
Изонтропная эффективность определяется
Где:
ηisen = Изонтропическая эффективность
H 1 = Entalpy Ently Entalpure. 1 , и состава (z i )
ч 2 ч 2 ч 2 0004 2 , T 2 и состав ( Z I )
= ESENTROPIN ( или T 2 ), S 2 ISEN = S 1 и композиция ( Z 1 и композиция ( Z 0011 I )= Скорость массового потока
Эффективность или мощность вычислительного компрессора включает в себя два этапа
1. Определение идеального или Isentropic (обратимо -h 1 ) процесса сжатия.
Определение идеального или Isentropic (обратимо -h 1 ) процесса сжатия.
2. Определение фактического изменения энтальпии ( ч 2 -ч 1 ).
Пошаговый расчет на основе EOS:
a. Предположим, устойчивое состояние, т. е.
b. Предположим, что состав корма не изменился
c. Calculate suction enthalpy h 1 =f(P 1 , T 1 , and z i ) and entropy s 1 =f(P 1 , T 1 , и z
 = ф (Р 1 , Т 1 , з и ) .
= ф (Р 1 , Т 1 , з и ) .эл. Рассчитайте идеальную энтальпию ( H 2ISEN ) при условии разрядки для известного Z I , T 2 (или P 2 12 4 (или P 2 12 ) и S 2 12 ) и S 2 ) и S 2 44) и S 2 44) и . 2Isen .
ф. Рассчитайте фактическую энтальпию ( ч 2 ) при разгрузке для известных z i , T 2 и P 2 2 .
г. Рассчитайте Isentropic эффективность по уравнению 1: µ ISEN = (H 2ISEN – H 1 )/(H 2 )/(H 2 )/(H 2 ). 1 )
1 )
час. Рассчитайте питание по уравнению 2:
Оценка эффективности – метод ярлыка
Изонтропический показатель пути ( K ) или отношение тепловой емкости идеального газа ( K = C P /C VA P /C VO. ) можно рассчитать по соотношению, представленному в TOTM за май 2013 г.:
Где:
T = температура, K ( °R )
= относительная плотность газа; отношение молекулярной массы газа к молекулярной массе воздуха
A = 0,000272 (0,000151)
Фактическая температура нагнетания на основе изоэнтропического пути может быть оценена как
Решение для изоэнтропического КПД, оценивается с помощью
. Решая вышеприведенное уравнение для коэффициента политропического пути (n):
Аналогичным образом можно оценить фактическую температуру нагнетания на основе политропного пути ( η Poly ) по:
Изонтропическая головка рассчитывается
Аналогично, политропическая головка рассчитывается
для ISENTROPIC (Relversible и Adiabatic). по
по
Или для политропного процесса мощность рассчитывается по
Альтернативно:
Где:
Напор = 0005
Power = мощность компрессора, кВт (л.с.)
R = универсальная газовая постоянная, 848 кг-м/(кмоль-K) или (1545 ft-lb f /(lbmol-°R))
P S = Стандартное давление в условиях, KPA (PSIA)
P 1 = давление всасывания, KPA (PSIA)
P 2 = Выброс, KPA. (psia)
T S = Стандартная температура, K (°R)
T 1 = Температура всасывания, K (° R)
T 2 = Температура разряда, K (° R)
Q S = Газ. объемная скорость при стандартных условиях, Sm 3 /сутки (станц. куб. фут/сут)
Za = коэффициент средней сжимаемости газа = (Z 1 +Z 1 0 0
02
З 1 = коэффициент сжимаемости газа на всасывании
Z 2 = коэффициент сжимаемости газа на нагнетании сжатия, а затем суммируется для всех каскадов, подключенных к одному драйверу.
Пошаговый расчет для сокращенного метода
a. Вычислить показатель изэнтропии ( k ) по уравнению 3 с использованием средней температуры, определяемой как T = (T 1 +3T 2 )/4 . Эта форма средней температуры была определена для лучшего соответствия результатов строгого и сокращенного методов.
б. Рассчитайте изоэнтропический КПД ( η Isen ) по уравнению 5.
c. Рассчитайте коэффициент политропы ( n ) по уравнению 7.9.0005
д. Рассчитайте политропную эффективность ( η Poly ) по уравнению 8.
e. Рассчитайте изэнтропический и политропический напор по уравнениям 9 и 10 соответственно.
ф. Рассчитайте требуемую мощность для каждой ступени по уравнению 11 или 12.
Практический пример
Смесь природного газа сжимается с помощью трехступенчатого центробежного компрессора. Блок-схема технологического процесса показана на рисунке 1. Для каждой стадии измеренные значения давления и температуры представлены в таблице 1. Измеренные состав сырья, скорость потока, а также расчетная молекулярная масса и относительная плотность представлены в таблице 2.
Блок-схема технологического процесса показана на рисунке 1. Для каждой стадии измеренные значения давления и температуры представлены в таблице 1. Измеренные состав сырья, скорость потока, а также расчетная молекулярная масса и относительная плотность представлены в таблице 2.
Рис. 1. Технологическая схема для трехступенчатого сжатия
Таблица 1. Измеренные температура и давление для трех ступеней сжатия
Таблица 2. Анализ газа и расход для трех ступеней сжатия
* Расчет
Результаты и обсуждение
Технологическая схема, показанная на рисунке 1, была смоделирована с помощью программного обеспечения ProMax [5] для выполнения точных расчетов с использованием SRK EOS. Программа рассчитывала политропный и изоэнтропический КПД, напор и мощность сжатия. Программа также рассчитала показатель изоэнтропического пути ( k ) и показатель степени политропы ( n ). Эти расчетные результаты представлены в Таблице 2 для всех трех стадий под заголовками SRK. Вычисления, выполняемые ProMax, очень похожи на пошаговые вычисления от a до h, описанные в строгом разделе. В таблице 2 также представлены результаты быстрого расчета для соответствующих значений под заголовком быстрого доступа. Вычисления сокращений основаны на пошаговом выполнении от a до f, описанном в разделе, посвященном методам сокращений. Процент ошибок между строгим методом и упрощенными методами для каждого этапа также представлен в таблице 2. Таблица 2 показывает, что отличные совпадения получены для стадий 1 и 2. Однако наблюдаются большие отклонения для показателей изотропии и политропы ступени 3 из-за работы при высоком давлении, которая слишком далеко отклоняется от условий состояния идеального газа.
Вычисления, выполняемые ProMax, очень похожи на пошаговые вычисления от a до h, описанные в строгом разделе. В таблице 2 также представлены результаты быстрого расчета для соответствующих значений под заголовком быстрого доступа. Вычисления сокращений основаны на пошаговом выполнении от a до f, описанном в разделе, посвященном методам сокращений. Процент ошибок между строгим методом и упрощенными методами для каждого этапа также представлен в таблице 2. Таблица 2 показывает, что отличные совпадения получены для стадий 1 и 2. Однако наблюдаются большие отклонения для показателей изотропии и политропы ступени 3 из-за работы при высоком давлении, которая слишком далеко отклоняется от условий состояния идеального газа.
Таблица 3. Сводка результатов строгого и ускоренного расчета
Выводы
Различия между результатами строгого и сокращенного методов для расчетов объектов и целей планирования незначительны. Для стадии 3 из-за работы под высоким давлением и слишком большого отклонения от состояния идеального газа наблюдается большая ошибка для показателя изоэнтропии ( к ).
Расчетный показатель изоэнтропы ( k ) в ProMax [5] не является теплоемкостью состояния идеального газа ( C P /C V 900) отношение Это значение показателя изоэнтропии, которое требуется для получения изоэнтропического пути от входа к выходу. Его значение рассчитывается как интегрирование этого пути. Таким образом, это что-то вроде «среднего» значения, представляющего истинный изэнтропический путь. Для идеальных газов это значение было бы равно ( C P /C V ) соотношение.
Эта ошибка в « k » также иллюстрирует важность указания того, какую корреляцию следует использовать при заказе теста производительности (т. е. обратитесь к ASME PTC-10 за дополнительными сведениями), чтобы клиент и поставщик находились на одном и том же уровне. Соглашение продвигается вперед в отношении молекулярной массы ( MW ) и k для испытательной жидкости. Для получения дополнительной информации см. ссылку [6] и TOTM за август и сентябрь 2010 г. [7, 8].
Для получения дополнительной информации см. ссылку [6] и TOTM за август и сентябрь 2010 г. [7, 8].
Также стоит отметить, что при построении тренда « n » и политропной эффективности для оценки состояния машины относительная точность измерительного прибора/оборудования (преобразователи температуры и давления) и сопоставление производительности компрессора с исходной кривой производительности ( фактический объемный расход газа в зависимости от скорости), вводит в эту ежедневную оценку много потенциальных ошибочных источников.
Обратите внимание, что точность методов быстрого доступа зависит от значений к и н . Определение средней температуры в сокращенном методе было скорректировано, чтобы получить лучшее соответствие между показателем изоэнтропического пути ( k ), рассчитанным строгим методом.
Чтобы узнать больше о подобных случаях и о том, как минимизировать эксплуатационные проблемы, предлагаем посетить наши G4 (Подготовка и переработка газа) , PF4 (Нефтедобыча и переработка нефти), ME46 (Компрессорные системы –механический дизайн и технические характеристики) и ME44 (Основы насосно-компрессорных систем), курсы.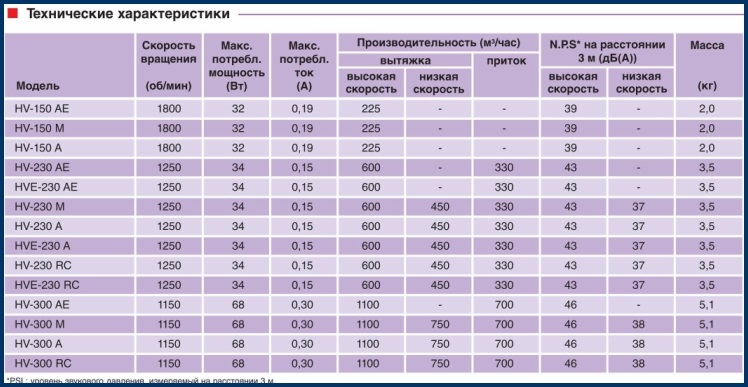
PetroSkills предлагает консультационные услуги по этому вопросу и многим другим. Для получения дополнительной информации об этих услугах посетите наш веб-сайт http://petroskills.com/consulting или напишите нам по адресу [email protected].
Д-р Махмуд Мошфегян
Ссылка:
1. Мэддокс, Р. Н. и Л. Л. Лилли, «Кондиционирование и обработка газа, Том 3: Передовые методы и приложения», John M. Campbell and Company, 2 nd Ed., Norman, Oklahoma, USA, 1990.
2. Campbell, J.M., Gas Conditioning and Processing, Volume 2: The Equipment Modules, 9 th Edition, 2 nd Printing, Editors Hubbard, R и Сноу-МакГрегор, К., Campbell Petroleum Series, Norman, Oklahoma, 2014.
3. Soave, G., Chem. англ. науч. , Том. 27, pp. 1197-1203, 1972.
4. Peng, D.Y., and Robinson, D.B., Ind. Eng. хим. Фундамент. , Том. 15, с. 59, 1976.
5. ProMax 3.2, Bryan Research and Engineering, Inc. , Брайан, Техас, 2014 г.
, Брайан, Техас, 2014 г.
6. ASME PTC-10, « Кодекс эксплуатационных испытаний компрессоров и выхлопных газов », 1997 г.
7. Honeywell, J. «Важные аспекты испытаний центробежных компрессоров, часть 1», Совет месяца, август 2010 г.
8. Honeywell, J. «Важные аспекты испытаний центробежных компрессоров, часть 2», Совет месяца, сентябрь 2010 г.
ваши воздушные компрессоры?
Вы здесь: Главная / Оборудование / Воздушные компрессоры / Насколько эффективны ваши воздушные компрессоры?
Автор Paul Heney Оставить комментарий
Каков уровень утечки на вашем объекте? Насколько эффективны ваши воздушные компрессоры? На эти вопросы вы можете ответить сами, проведя несколько быстрых и недорогих тестов с использованием калькулятора и секундомера. Ответы, которые вы найдете, могут вас удивить.
Для компрессоров, в которых используется управление нагрузкой/разгрузкой, существует простой способ приблизительно оценить величину потока, который компрессор вносит в систему. Компрессор будет загружаться и разгружаться с определенным рабочим циклом, соответствующим процентной нагрузке, необходимой для поддержания давления в пределах диапазона регулирования. Общий расход (в процентах) можно рассчитать следующим образом:
Компрессор будет загружаться и разгружаться с определенным рабочим циклом, соответствующим процентной нагрузке, необходимой для поддержания давления в пределах диапазона регулирования. Общий расход (в процентах) можно рассчитать следующим образом:
Потребность воздуха в компрессоре (%) = [(T x 100)/(T+t)]
где:
T = время под нагрузкой (секунды)
t = время без нагрузки (секунды)
Расход выражается в условия процента производительности компрессора; если вашей целью является оценочный объемный расход в минуту во время испытания, его можно приблизительно рассчитать, взяв номинальную производительность компрессора в кубических футах в минуту (взятую из спецификаций модели) и умножив ее на полученный процент.
Чтобы использовать эту формулу для расчета уровней утечек, запустите компрессор во время остановки производства, когда в системе нет требований. Доведите систему до нормального рабочего давления. Все пневматическое конечное оборудование должно находиться в обычном левом положении. Открытые системы продувки должны быть изолированы с помощью запорных клапанов, если вы не хотите включать их.
Открытые системы продувки должны быть изолированы с помощью запорных клапанов, если вы не хотите включать их.
Какой уровень утечки вы обнаружили? Процентная утечка должна быть менее 10% в хорошо обслуживаемой системе. Плохо обслуживаемые системы могут иметь потери до 20-40% пропускной способности воздуха и мощности. Выше этого… ну, вам есть над чем поработать!
Утечка и другой расход могут быть оценены в системах с другими стратегиями управления компрессором. Инструкции по проведению этих тестов см. в информационном бюллетене 7 по адресу http://www.compressedairchallenge.org/library/factsheets/factsheet07.pdf
Если у вас есть компрессоры, работающие в режиме управления нагрузкой/разгрузкой, вы можете быстро протестировать эффективность своей системы, взглянув на соотношение общего количества часов под нагрузкой и часов работы за определенный период времени. Для ротационных винтовых компрессоров нагруженное положение является единственным временем, когда компрессор действительно эффективно производит сжатый воздух; в ненагруженном рабочем положении блок будет потреблять 20-35% мощности при полной нагрузке, но не будет производить полезный расход.