Как паять латунью?
Springer
При изготовлении самодельных сварных деталек под хромировку, возник вопрос: как осуществляется пайка латунью? Можно опухнуть заваривая каверны и шлифуя швы. А на латунь хром ложится превосходно. Вот и возникла идея о “шпаклевке” латунью. Кстати, и под порошковую окраску можно попробовать.
Как плавить латунь? Как готовить поверхность? Интересуют любые подробности.
parhom
Ну в общем автогеном – “мягким” пламенем – помоему так называется, могу ошибаться, ну вопщем когда огонь длинный такой.
Andy_Bad
там еще вроде бура в процессе участвует
vred
Мнда, весьма конкретно……….
магнетка
Слегка нагреваешь латунную проволоку, окунаешь в банку с бурой. Потом нормально варишь горелкой как обычно.
Andy_Bad
для vred:
цитата:Мнда, весьма конкретно……….
Это я так понял ко мне… Ну так я сам не делал, технологию в точности не знаю, но вот что бура используется – знаю, что соббсно и написал, ну а господин магнетка все описАл.
Pensioner
Для Спрингер: Ни в коем случае не сомневаюсь в твоей компетентности, но на всякий случай перну, что на детальку(под хром-никель-) наносится медь и полируется, до тех пор пока вся херь не выведется медью, т.е. медь ложится в несколько слоев.
[Редактировано 10/6/2004 Pensioner]
vred
Господа, а горелка непременно ацетиленовая, или возможны варианты – бензиновая, пропановая ??? Весьма интересуюсь этим предметом.
vred
для Pensioner и не только: Так а всё-таки – латунь или медь?
магнетка
для vred Латунь.
Springer
Pensioner, хм… Я говорю не про “грунтовку”, а про “шпаклевку”. Естественно, что хром кладут на медь (для меня еще и на никель). Ты когда-нибудь пробовал хромировать, скажем, приборку самоваренную? Или что-то еще, состоящее из нескольких сваренных деталей? Я понимаю, что можно ВСЕ заварить, а потом вычистить и заполировать. Но ищу другие варианты. Может быть получится проще.
stass
для Springer:технология та-же, что и пайка любыми другими высокотемпературными припоями. горелка может быть любой – бензин, пропан, ацетилен, лишь-бы прогревала место пайки до 1000 – 1100 градусов. наносишь водный раствор буры или борной кислоты на место пайки, прогреваешь, кладёшь кусочек припоя, соразмерный с обьёмом заделываемой раковины и греешь до плавления и растекания по поверхности. следует учесть, что припой ползёт туда, где температура выше. вот, вкратце, и всо
Pensioner
2 Springer: я о чем толкую -то, что медь как раз и используется как шпаклевка а не только как грунтовка, я сам не хромировал (только медью покрывал) но читал много книг и статей, медь наносится для создания ровной поверхности (читай шпаклевания, медь наносится в несколько слоев с промежуточной полировкой), никель наносится как буферный слой для увеличения сцепления твердого хрома и мягкой меди (читай грунтовка), кроме того защита детали от корозии т.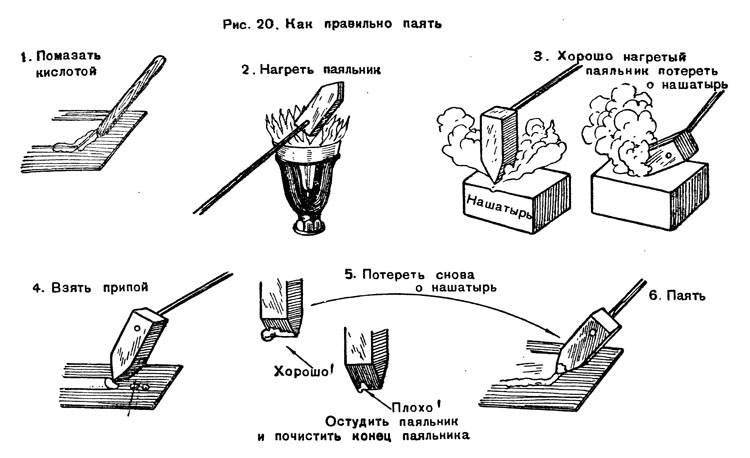
А на латунь хром и без никеля заипато ляжет, что кстати и делается во всей сантехнике даже самой крутой.
Springer
Блин, Пенсионер… Ну как еще объяснить? Как ты представляешь себе залить медью раковины от сварки 5 мм глубиной?! При большом желании, можно и медью запаять. Но вот тотлько у меди, если мне память не изменяет, температура плавления сурово выше латуни.
Всем остальным: спасибо. Надо попробовать. Только с горелками пока напряг…
Pensioner
Ну если 5мм это да, чтоже ты из такой толстой стали делал? броню?
Сорри, отваливаю, и глупых вопросов не задаю
WrongDragon
zaoalarm.ru
посмотрите, еси кому в москве эта весч интересна
vred
Тут мульку недавно кинули, что на латунь и сталь якобы неодинаково хром ложится.
abdula
Точто! На сталь и медь (или латунь) хром ложится не одинаково. С меди он не слазиет, а со стали сходит как шкура при ожоге.
Горелку ищи ацетиленовую, с ней проще и удобнее работать.
Заполнять латунью можно не только раковины, но и вмятины до 15 мм (особенно на выхлопных коленах)
Если не будет буры, то можно работать и без неё, но прогревать надо до температуры более 1050 град. и очищать поверхность до чистого металла (удалить ржавчину механически).
Как паять латунью в домашних условиях: как запаять латунь
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.


По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
- Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.

Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;Как припаять медь к латуни
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей.
Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца.
В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Пайка латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение.
У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки.
Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Пайка латуни
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента.
Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец.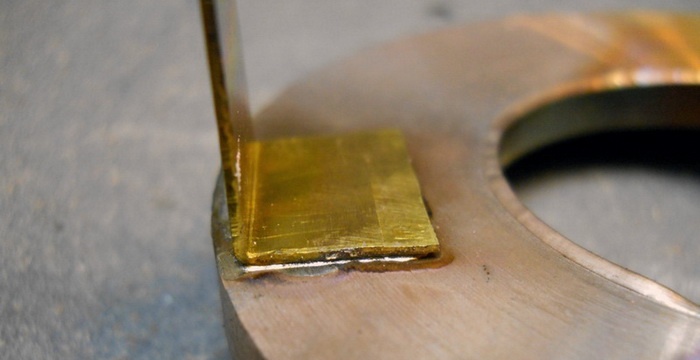 Поэтому очень важно бывает знать, с каким составом латуни приходится работать.
Поэтому очень важно бывает знать, с каким составом латуни приходится работать.
Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).

МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.
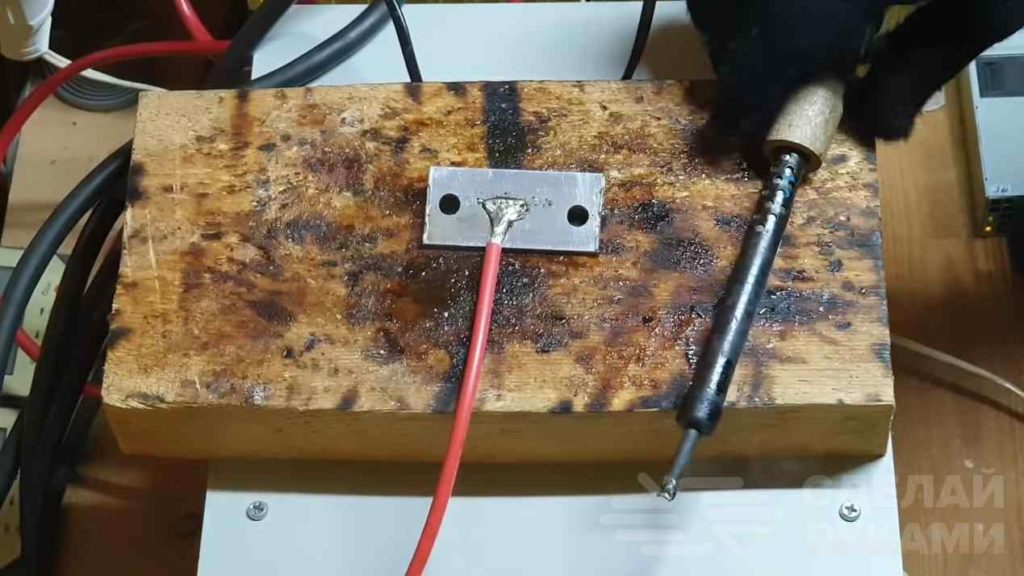
Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
В чем преимущества пайки металлов перед свариванием?
Рассмотрим, а какие же именно преимущества нам дает пайка металлов, в отличие от сварки:
- Первое и самое главное преимущество заключается в том, что спаиваемые металлы не нагреваются до температуры плавления. Плавится только припой. В результате этого не нарушаются химические свойства металлов, они не теряют своих характеристик;
- Перед пайкой металлов нет необходимости более тщательно подготавливать заготовки, как это делается в случае сварки;
- Можно использовать простое и неприхотливое оборудование для пайки, которое не такое требовательное к питанию домашней электросети.

Ну и что касается прочности пайки, то она практически ничем не уступает сварке. Таким образом, пайка металлов является отличным вариантом для выполнения ремонтных работ или изготовления сложных конструкций.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
Ювелирный припой – Латунный, бронзовый и медный припой
Ювелирный припой – Бронза / Медь / Латунь
Этот припой предназначен для пайки металлических деталей для изготовления ювелирных изделий – мы продаем латунные, бронзовые и медные припои.
При пайке медных сплавов имеет более точную цветопередачу, чем серебряный припой.
Обновление 2022 г. Теперь мы поставляем этот припой из Великобритании.

Это может быть немного менее удобная форма для ювелиров – например, стержни 1,5 мм вместо проволоки 1 мм, это выходит дешевле, и вы получаете больше припоя за свои деньги.
Понятия не имею, почему литейщики считают 60-сантиметровые стержни более легкими в изготовлении, но я буду придерживаться их рекомендации!
Bronze Jewellers Solder
Наш бронзовый припой плавится при температуре 665-755°C и должен начать течь при температуре около 690°C. Продается в виде стержня 1,5 мм, длиной 60 см.
Этот припой состоит из 30 % чистого серебра, 36 % меди, 32 % цинка и 2 % олова. рекомендуется флюс; В качестве флюса рекомендуется использовать буру или Easy-flo.
Медный припой для ювелиров
Этот медный припой начинает плавиться при температуре 710-770°С с температурой текучести около 720°С. Он состоит из 92,2% меди, 7,8% фосфора и является самофлюсующимся при использовании на соединениях медь-медь. При использовании на медных сплавах может потребоваться отдельный флюс, и многие из моих клиентов клянутся простой бурой.
Продается как стержень 1,5 мм, новый от 22 октября – продается длиной 60 см. Длина 60 см весит примерно 8,2 грамма, а это означает, что вы получаете более чем в два раза больше старого проволочного припоя по той же цене, и вам не нужно покупать столько же!
Старый медный припой стоил 90 пенсов за фут или примерно 90 пенсов за 1,9 г. Новый припой стоит 1,25 фунта стерлингов за 4,1 грамма — более чем в два раза больше. Его можно расплющить молотком, разрезать пилой или пропустить через волоку, если вы предпочитаете проволочную форму. 🙂
Латунный припой
Латунный припой плавится при температуре 660-710°C и должен начать течь при 675°C. Он по-прежнему продается в виде проволочного припоя диаметром 0,8 мм, а также продается длиной 60 см.
Этот припой состоит из 40 % чистого серебра, 30 % меди, 28 % цинка и 2 % олова. рекомендуется флюс; В качестве флюса рекомендуется использовать буру или Easy-flo.
Пайка:
Можно использовать пропан, двухтопливные газы и т. д. Можно использовать микробутановую горелку, но лично я не пробовал. Я настоятельно рекомендую поэкспериментировать с разными вещами — если у вас возникли проблемы с пайкой, попробуйте использовать кирку для пайки.
д. Можно использовать микробутановую горелку, но лично я не пробовал. Я настоятельно рекомендую поэкспериментировать с разными вещами — если у вас возникли проблемы с пайкой, попробуйте использовать кирку для пайки.
Если у вас возникли проблемы, убедитесь, что ваши суставы затянуты как можно плотнее – натяжение закрывается идеально!
Убедитесь, что все чистое, так как медные сплавы любят впитывать жир с вашей кожи.
Если вы сомневаетесь, сделайте его более горячим, попробуйте отмычку и немного буры.
Не подходит для использования с паяльником для электроники, поскольку он не создает достаточно высокой температуры.
Это твердые припои, которые можно резать, и мы рекомендуем либо прошивную пилу, либо хорошие ножницы по металлу/авиационные ножницы. Я использую пару кусачек тормозного троса для велосипеда – очевидно, я ежедневно режу этот припой!
Хотя мы продаем этот припой по длине, вы можете получить несколько штук той длины, которую вы заказали.
Паспорта безопасности/технические паспорта:
- Латунь
- Бронза
- Медь
Часто задаваемые вопросы и информация о доставке
Как мы оцениваем камни?
Для большинства наших продуктов не существует универсальной системы классификации. Таким образом, оценки, которые мы используем, являются только внутренними. Они просто относятся к более высоким и более низким качествам, но они могут быть совершенно другими категориями, чем другие веб-сайты. Изделия класса C имеют более низкое качество, чем класс B, который ниже класса A.
Как работает наш процесс заказа и доставки?
Вы размещаете заказ через сайт. Когда он будет собран и упакован, ваш заказ будет помечен как выполненный и доставлен в наше местное почтовое отделение. У нас есть учетная запись в почтовом отделении, называемая учетной записью «Drop and Go», которая позволяет сотрудникам почтового отделения обрабатывать наши посылки, когда у них есть свободное время, а не мне стоять в очереди и задерживать всех остальных.
Я получаю информацию об отслеживании и т. д. онлайн, когда это будет завершено. Обычно я не отправляю информацию об отслеживании клиентам, если они этого не запрашивают, но если вы запросили отслеживание почтовых отправлений, они были отправлены с отслеживанием! Если у вас есть какие-либо опасения или опасения по поводу задержки вашей посылки, пожалуйста, свяжитесь с нами, и я пришлю вам информацию об отслеживании! Мы также получаем подтверждение доставки для посылок толщиной более 25 мм по умолчанию.
Как работают международные заказы?
После Брексита, когда Великобритания вышла из Европейского Союза, некоторые вещи изменились в отношении международных порядков. Клиенты из Европейского Союза теперь, вероятно, будут обязаны платить ту же сумму импортного НДС, что и любые другие международные клиенты. Вы будете нести ответственность за любые таможенные и импортные сборы.
Я хочу вернуть свой заказ для возврата денег.
Никаких проблем — просто свяжитесь с нами, и мы все организуем. Вы можете прочитать нашу полную политику возврата здесь.
Вы можете прочитать нашу полную политику возврата здесь.
Какие способы оплаты вы принимаете?
Я могу принимать Paypal, Stripe, чеки и прямые банковские переводы. Paypal и Stripe позволяют расплачиваться кредитными и дебетовыми картами.
Как паять стерлинговое серебро с латунью
Автор: Rose Brown
Старинный латунный чайник. приятное дополнение к солнечному золотистому оттенку латуни. Оба металла обычно используются в ювелирных изделиях, а также в различных декоративных и функциональных предметах. Хотя латунь значительно менее ценна, чем стерлинговое серебро, нет никаких правил против объединения двух металлов в одном изделии. На самом деле, это может привести к удивительно красивому творению. Используя правильный припой и оборудование, можно сочетать стерлинговое серебро с латунью в любом из ваших проектов на основе металла.
antique brass kettle image by Alx from Fotolia.com
Things You’ll Need:
- Water
- Paste Solder For All Nonferrous Metals
- Pickling Solution
- Slow Cooker
- Soldering Iron
- Sterling Silver
- Латунь
- Полотенце
Поместите детали из стерлингового серебра и латуни, которые вы собираетесь спаивать, в теплый раствор для травления. Обратите внимание, что травление — это кислый раствор, используемый для очистки металла до и после пайки. Вылейте рассол в электрическую медленноварку, установленную на медленном огне, чтобы раствор оставался теплым. Поместите серебряные и медные детали в рассол на 5-10 минут. Удалите металлические части из рассола и тщательно высушите их полотенцем.
Обратите внимание, что травление — это кислый раствор, используемый для очистки металла до и после пайки. Вылейте рассол в электрическую медленноварку, установленную на медленном огне, чтобы раствор оставался теплым. Поместите серебряные и медные детали в рассол на 5-10 минут. Удалите металлические части из рассола и тщательно высушите их полотенцем.
Расположите кусочки стерлингового серебра и латуни так, как вы хотите, чтобы они были прочно соединены припоем. При необходимости используйте зажимы, прищепки или веревку, чтобы удерживать на месте кусочки стерлингового серебра и латуни.
Выберите пастообразный припой, который работает с цветными металлами. Цветные металлы не содержат железа, в том числе серебро и латунь. Имейте в виду, что эти припои создают соединения серебристого цвета. Выберите пастообразный припой, содержащий флюс. Флюс — это вещество на основе буры, которое облегчает растекание припоя.
Нанесите припой на части металлических деталей, которые вы хотите соединить. Используйте кисть, чтобы распределить пасту припоя там, где вы хотите. Некоторые пастообразные припои поставляются в простых в использовании шприцах.
Подключите паяльник. Дайте ему нагреться в течение нескольких минут.
Поместите жало паяльника на припойную пасту. Медленно нагревайте припой, пока он не расплавится. Используйте наконечник паяльника, чтобы протянуть припой вдоль швов по мере необходимости. Обратите внимание, что количество припоя, которое вам нужно, и способ его распределения зависят от характера и размера объекта, который вы создаете. Например, если вы соединяете серебряное звено цепи с латунным, вам нужно будет только нагреть небольшую каплю припоя; если вы соединяете длинный серебряный прямоугольник с латунным, вам может понадобиться провести линию припоя вдоль шва двух прямоугольников.
Отодвиньте паяльник от припоя после того, как он расплавится на месте. Отключите паяльник. Дайте припою затвердеть и остыть.
Погрузите соединенные кусочки серебра и латуни в травильный раствор еще раз, чтобы очистить их.