Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении.
 Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
 Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Поделиться
7 шагов для сварки латуни
Итак, вы хотите приварить латунь к латуни. Работа с латунью
— это не простой процесс для освоения, который также очень полезен, потому что
латунь отлично смотрится в сочетании с деревом или другими металлами. Латунь
можно использовать для создания деталей или даже всей автоматики, если вы делаете
механизм. Как только вы начнете учиться работать с латунью и сваривать ее, вы
будете делать множество прекрасных изделий!
Как только вы начнете учиться работать с латунью и сваривать ее, вы
будете делать множество прекрасных изделий!
Как сваривать латунь с латунью? Очень возможно паять TIG, а также латунь с латунью. Чтобы работать эффективно, вы должны знать, как сначала резать, обрабатывать и паять латунь, чтобы вы могли сваривать ее. С латунью очень легко работать, и, поскольку ее можно паять и паять, сваривать детали из латуни вместе (эффективно и эстетично) довольно просто, если вы понимаете основные шаги работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в этом. Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Если вы уже знакомы с начальными шагами и имеете опыт сварки TIG, вот видео о процессе.
Если вам нужен урок по основам, ознакомьтесь с нашей подробной
статьей о том, что такое сварка TIG и как начать ее изучение. Чтобы узнать
больше о латуни, продолжайте читать!
Чтобы узнать
больше о латуни, продолжайте читать!
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали — это первый шаг в процессе обучения тому, как сваривать две детали из латуни. Вам нужно знать, как обрабатывать латунные изделия, с которыми вы планируете работать, и первая часть этого — понимание того, как вы можете вырезать латунные изделия.
К счастью, когда вы режете детали из латуни для подготовки к следующему сварочному проекту, у вас будет несколько вариантов. Однако существуют разные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты резки различных видов латуни.
Различные виды латунных деталей, с которыми вы, скорее
всего, будете работать, включают латунные прутки, которые вы можете разрезать
плоскогубцами или ножовкой, латунные трубки, которые вы можете разрезать пилой
или трубным резаком, и латунные листы, которые вы можете разрезать ножовкой или
ножницами. Но сначала мы начнем с различных методов, которые вы можете
использовать для резки латунного стержня.
Но сначала мы начнем с различных методов, которые вы можете
использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или Torch Cut the Brass?
Короче, можете!
Вам понадобится твердая рука с листовым металлом, но я предпочитаю Dremel со стержнями и трубками. Если вы уже выполняете сварку TIG, удерживать устойчивую руку с листом латуни не должно быть проблемой.
Мне нравится мой Dremel 4300 (посмотрите отзывы на Amazon здесь). Это быстрый и точный способ резки латуни по мере необходимости.
Обрезка латунного прутка перед сваркой
Когда дело доходит до резки латунного прутка, у вас есть два варианта инструментов, которые вы можете использовать для резки. Вам понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь обоими инструментами.
Кусачки и латунный пруток
Если у вас есть совсем крошечные кусочки проволоки или
прутка, то для резки латуни вам понадобятся лишь кусачки. Однако, если у вас
больший калибр, вам могут понадобиться более массивные кусачки или даже
болторез, если кусок довольно большой. Вы можете использовать любой из этих
инструментов, если вставляете стержень в челюсти перед резкой.
Вы можете использовать любой из этих
инструментов, если вставляете стержень в челюсти перед резкой.
Если вы используете кусачки для резки латуни, иногда, в зависимости от типа кусачков, которые вы используете, после резки у вас могут появиться острые концы. В таком случае не забудьте подпилить, обточить и отшлифовать конец только что отрезанной детали, пока она не станет плоской.
Ножовка по металлу и латунный стержень
Если у вас есть ножовка и вы хотите отрезать кусок побольше, то у вас все равно должна быть возможность отрезать латунный пруток. Сначала вставьте стержень, который вы собираетесь разрезать, в тиски и убедитесь, что он надежно удерживает деталь. Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Также всегда помните, что ножовка — это инструмент для
двуручного использования. Итак, когда вы используете ножовку, положите одну
руку на ручку, а другую — на раму пилы. Вы режете пилой, когда отводите
инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия,
которое находится ближе всего к рукоятке.
Когда вы разрезаете латунный стержень, чтобы подготовить его к сварке, вам не нужно будет сильно надавливать ножовкой вниз. Сосредоточьтесь на том, чтобы делать длинные, устойчивые движения и использовать лезвие по всей длине, вместо того чтобы резать как следует. Сосредоточьтесь и не торопитесь, прорезая металл. Таким образом, вы не прорежете то, что не собирались разрезать.
Обрезка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке латунного стержня, перейдем к латунным трубкам. Если вы планируете работать с латунными трубками во время сварки, вам нужно знать, как их разрезать, прежде чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Пила и латунные трубки
Один из способов отрезать латунные трубки — это использовать
большую или маленькую пилу по металлу. Мы рекомендуем отрезать латунные трубки
внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и
начинайте резку. Пила пройдет через трубу и прорежет обе стенки за один раз.
Мы рекомендуем отрезать латунные трубки
внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и
начинайте резку. Пила пройдет через трубу и прорежет обе стенки за один раз.
Когда это произойдет, ваша пила может застрять, а это означает, что вам будет сложно пропилить трубку. Вместо этого постарайтесь избежать заедания пилы, поворачивая трубку от себя во время резки. Таким образом, вы будете пропиливать только одну часть трубки за раз.
Резак для трубок и латунные трубки
Вы можете приобрести резак для труб в любом местном хозяйственном магазине, и этот резак поможет вам отрезать любые металлические трубы, которые у вас есть, в том числе латунные. Если у вас есть резак для трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
После этого вам нужно будет немного повернуть ручку, чтобы
лезвие снова вошло в трубку, и снова повернуть круг. Вам нужно будет повторять
этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком
сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее
разрежете.
Вам нужно будет повторять
этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком
сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее
разрежете.
Если трубка выглядит так, как будто один из концов обжат, вы можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно будет подпилить гофрированный конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начать процесс, на тот случай, если вам нужно отшлифовать его из-за обжатого конца.
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это листы латуни. Листы латуни можно разрезать ножницами или ножовкой. Мы рассмотрим каждый из этих методов ниже.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы
рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно
бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку
для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не
забывайте обрезать углы детали, пока она не станет похожей на круг. После этого
используйте внутреннюю часть губок для последнего изогнутого надреза.
Вы можете использовать прямую резку
для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не
забывайте обрезать углы детали, пока она не станет похожей на круг. После этого
используйте внутреннюю часть губок для последнего изогнутого надреза.
Ножовка по металлу и латунный лист
Вы также можете использовать ножовку, чтобы разрезать латунный лист. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя обрезками фанеры и зажать все детали тисками. Дерево должно помочь удерживать металл на месте, пока вы его режете. Если вы хотите провести линию на своей латуни, используйте кусок фанеры с одной стороны от латуни. Помните, что вы должны толкать только ножовкой.
Теперь, когда вы понимаете, как резать разные типы латуни перед сваркой латуни с латунью, мы рассмотрим, как согнуть латунь и придать ей форму, прежде чем приступить к сварке латунных деталей вместе.
Подготовка к сварке: сгибание латуни
После того, как вы разрежете латунь, вам, скорее всего,
придется как-нибудь согнуть ее, прежде чем вы сможете сваривать латунные детали
вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня,
трубок и листов. После того, как вы согнули латунь и поработали с ней, вы
будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы
поговорим чуть позже.
Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня,
трубок и листов. После того, как вы согнули латунь и поработали с ней, вы
будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы
поговорим чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Вставьте проволоку в плоскогубцы и возьмите их одной рукой, а затем другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете сгибать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания. Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать резкую кривую, тогда рекомендуется использовать для этой работы плоскогубцы с закругленными носами. Вам нужно будет начать с загибания стержня в губки. Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла,
которые могут помочь вам согнуть проволоку всех видов, и вы можете сделать
большинство из этих же изгибов, просто используя одну пару плоскогубцев с
острым носом и несколько плоскогубцев с круглым носом.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете прикрепить приспособление к скамейке, а затем зажать его. Когда вы используете джиг-приманку, вам нужно вставить удочку в прорези или штифты. Затем вы будете руками сгибать стержень и перемещать его в эту область джига. Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на проводе появятся следы инструментов.
Сгибание латунных трубок перед сваркой
Латунные трубки — одна из самых сложных вещей, которую нужно
научиться гнуть, когда вы готовитесь к сварке. Это связано с тем, что латунные
трубки легко перегибаются и ломаются. Для этого материала мы рекомендуем
использовать пружинный гибочный станок. Возьмите пружинный изгиб, который
наденет на трубу, которую вы собираетесь сгибать. Переместите его на трубку и
отцентрируйте в том месте, где вы собираетесь изгибать.
Переместите его на трубку и
отцентрируйте в том месте, где вы собираетесь изгибать.
Теперь, используя обе руки, согните трубку и сильно прижмите большие пальцы к сгибу. Если вы также можете использовать другую пружину с трубкой, у вас будет еще больше успеха, когда вы попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Гибка металлического листа — тоже задача не из легких. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы получился изгиб. Используя деревянный брусок, вы должны иметь возможность надавить на весь край, который вы хотите согнуть, не повредив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаять латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные
детали, разрезая и сгибая их перед сваркой, вы готовы научиться сваривать эти
латунные детали вместе. Сварка латуни очень проста, потому что вы можете
использовать припой для завершения сварки.
Сварка латуни очень проста, потому что вы можете
использовать припой для завершения сварки.
Ниже приведены некоторые из предметов, которые вам нужно собрать, прежде чем вы научитесь сваривать латунь с латунью:
Молоток
Огнеупорный кирпич
Пинцет
Металлический напильник
Латунные детали
Припой марки TIX
Флюс марки TIX
Абразивная подушка
Сторонний инструмент
Бутановая паяльная / сварочная горелка
Спиртовые тампоны
Теперь, когда вы знаете, какие материалы вам понадобятся при сварке латуни с латунью, мы рассмотрим типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий
припой от производителя Tix. Этот припой используется многими людьми, которые
ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому
что это более мягкий припой, который также имеет более низкую температуру
плавления. При сварке латуни вам понадобится более мягкий припой с более низкой
температурой плавления, потому что при более высоких температурах латунь
выглядит обесцвеченной и неровной, и мы хотим этого избежать.
При сварке латуни вам понадобится более мягкий припой с более низкой
температурой плавления, потому что при более высоких температурах латунь
выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы разберем этапы сварки латуни с латунью с использованием припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как разновидность клея. Он может очень хорошо удерживать вместе два куска латуни. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части разделяют много места на поверхности.
В этом вам поможет математика.
Если у вас будет больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Совет № 2: убедитесь, что вы тщательно очистили детали.
Никогда не упускайте из виду важность чистки латунных деталей. Если их не почистить, они не будут хорошо свариваться. Если вам нужна прочная паяльная связь, убедитесь, что все латунные детали чистые.
Совет № 3: убедитесь, что все детали плотно прижаты, пока вы используете припой для сварки.
Вам нужно будет убедиться, что ваши фигуры вообще не двигаются и не теряют равновесие. Прежде чем приступить к сварке припоем, вы должны убедиться, что все детали из латуни надежно соединены.
Совет №4: нагревайте детали для сварки, а не припой
Когда многие люди используют припой для сварки, они забывают, что плавить припой не нужно. Вместо этого вам следует нагреть две части, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете переместить припой к горячей части, а затем в швы, чтобы сварить части вместе.
Совет № 5: подготовка важна при использовании припоя для сварки
Одна из основных причин, по которой у людей возникают
проблемы при сварке латуни с латунью при пайке, заключается в том, что они не
тратили время на подготовку всего (например, резки, гибки и т. Д.) В описанных
выше шагах.
Д.) В описанных
выше шагах.
Помните, что всякий раз, когда вы выполняете сварку для пайки, большую часть времени вы тратите на подготовку к пайке, не обязательно на сварку. Итак, уделите пристальное внимание подготовке.
Сварка и пайка латуни по шагам
Теперь, когда вы знаете, как подготовить детали из латуни, сгибая и разрезая их, мы расскажем, как приваривать латунь к латуни с помощью припоя.
Шаг № 1: Подготовьте рабочее место
Во-первых, вам нужно подготовить рабочее место. Убедитесь, что вы приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его со своего рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении или соберите несколько вентиляторов, чтобы выдуть дым.
Шаг 2: очистите латунные детали
Теперь вам понадобится наждачная бумага, напильник,
наждачная ткань, губки Scotch-Brite или что-нибудь еще, что вы захотите
использовать, чтобы очистить латунные участки, которые вы свариваете. Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные
участки.
Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные
участки.
Помните, что на некоторые кусочки латуни будет нанесен слой прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете латунные детали, вам нужно удалить лак, иначе вы не сможете использовать припой для их эффективного комбинирования.
После того, как вы почистите кусочки латуни, прикончите их, протерев спиртом. Спирт поможет избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите, уберите спирт подальше от вашего рабочего места (помните, спирт легковоспламеняющийся) и дайте латунным деталям высохнуть, прежде чем начать.
Шаг № 3: Установите детали на место
Вам нужно будет взяться за зажимы, чтобы подготовить медные детали вместе. Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в
правильном положении. Кроме того, помните, что ваши детали будут очень
горячими, поэтому не стоит класть что-либо близко к области стыка, который вы
свариваете.
Если вы это сделаете, он может поглотить тепло и испортить припой.
Шаг 4: используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Ваш флюс TIX будет поставляться с бутылкой и щеткой. Вы можете подумать, что кисть удобна, но это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса в нужное место.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втягивать жидкость между двумя латунными деталями.
Кроме того, если вам нужна небольшая дополнительная помощь на этом этапе, TIX создает антифлюс, который вы можете применять везде, где хотите, чтобы ваш припой избегал.
Шаг # 5: Подготовьте припой к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя
вы хотите использовать и где вы его разместите — это простой процесс, и вам не
нужно ничего прикасаться, пока вы это делаете.
Сколько припоя
вы хотите использовать и где вы его разместите — это простой процесс, и вам не
нужно ничего прикасаться, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может скатиться с ваших латунных деталей, мы рекомендуем стучать молотком, чтобы загнать припой полностью ровно. Используя этот метод, вы сэкономите много припоя.
После того, как вы расплющите полоски, вам нужно отрезать крошечную часть от плоской поверхности, а затем с помощью пинцета нанести припой на свариваемый шов. После этого нанесите флюс на припой.
Тем не менее, всегда убедитесь, что вы принимаете меры, чтобы избежать попадания флюса на инструменты, поскольку флюс вызывает ржавчину.
Шаг # 6: возьмите свой факел
Теперь вам нужно получить правильно очищенную сварочную горелку и направить припой к головке, которую вы делаете с помощью горелки.
Когда вы нагреете детали, припой будет продолжать течь к
ним, поэтому убедитесь, что припой повсюду, чтобы сварить детали вместе.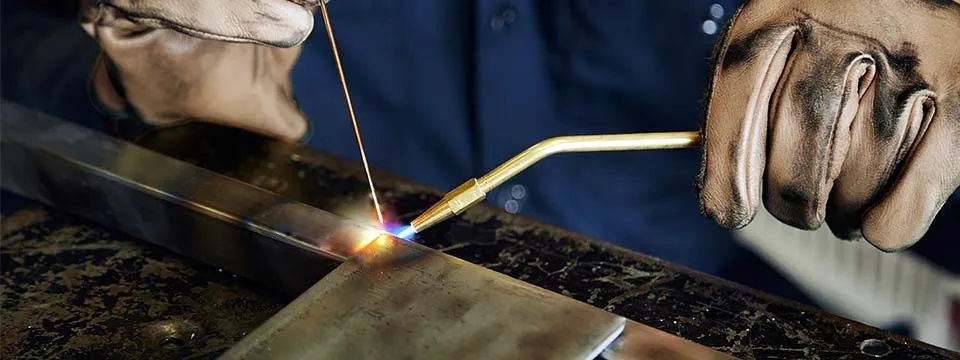
Сначала вам нужно включить фонарик, а затем уменьшить пламя. Используя низкую температуру нагрева, нагрейте латунные детали. Может быть сложно одновременно нагреть обе латунные детали до одной температуры, особенно если одна из них больше другой.
Итак, вам нужно будет спланировать обжиг каждой детали пропорционально размеру каждой детали. Чем крупнее кусок латуни, тем больше тепла вам нужно приложить к нему.
Как только вы нагреете латунные детали до нужной температуры, вы увидите, как весь припой примерно за секунду растечется по шву и другим участкам с флюсом.
Припой попадет в стык и будет выглядеть блестящим. Когда вы это увидите, уберите пламя. Тебе больше не нужно тепла.
Шаг # 7: охладите ваши детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких
минут. Как только вы поймете, что вода остыла, вам нужно будет промыть латунные
детали в раковине, чтобы избавиться от лишнего флюса. Теперь просушите деталь и
очистите ее, чтобы не было лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Последние мысли
Помните, что при сварке латуни с латунью большую часть времени вы будете тратить на подготовку деталей из латуни, а не на их сварку. Латунь действительно требует большой подготовки для резки и гибки, но как только вы это сделаете, процесс сварки станет довольно простым.
По материалам сайта https://www.weldingboss.com
7 шагов для сварки латуни
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким содержанием свинца или без него. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако большинство старых систем со свинцовыми трубами были исключены, поскольку исследования показали, что свинец в водопроводных трубах может нанести вред человеческому организму при многократном воздействии. Агентство по охране окружающей среды определило, что максимальный уровень содержания свинца в питьевой воде должен быть равен нулю из-за ее токсичности.
Пайка латуни с низким содержанием свинца может быть сложной задачей, так как она плохо проводит тепло. Использование флюса для лужения поможет устранить человеческую ошибку при пайке латуни с низким содержанием свинца и поможет заполнить соединение, чтобы создать герметичное соединение.
Давайте рассмотрим, как флюс для лужения помогает в процессе пайки, как его применять и какие типы флюса для лужения доступны в вашем магазине или в местном хозяйственном магазине.
Что такое флюс для лужения и чем он полезен?В отличие от других формул флюса, представленных на рынке, флюс для лужения содержит измельченные чешуйки припоя, известные как порошок для лужения, которые очищают, лужят и флюсуют наиболее часто припаиваемые металлы, включая медь, латунь, цинк, оцинкованное железо, свинец и олово или медь. -металлы с покрытием.
Частицы луженого порошка улучшают формулу флюса для предварительного лужения труб и улучшают текучесть припоя, обеспечивая равномерный нагрев фитинга. Последнее необходимо при пайке систем трубопроводов большего диаметра.
Последнее необходимо при пайке систем трубопроводов большего диаметра.
Флюс обладает превосходными смачивающими свойствами для улучшения текучести припоя. Он также предотвращает окисление, заполняя шов и блокируя доступ воздуха во время процесса смачивания.
Примечание: Флюс для лужения не предназначен для использования с алюминием, нержавеющей сталью или магнием. Кроме того, будьте осторожны, чтобы не использовать его в электрических частях. Мы не рекомендуем использовать флюс и припои Oatey для алюминия, потому что он так хорошо проводит тепло, что его трудно поддерживать в достаточном нагретом состоянии для пайки. Нержавеющая сталь должна быть спаяна или сварена. Проконсультируйтесь с техническим отделом Oatey для приложений, не упомянутых здесь конкретно.
Как использовать флюс для лужения в процессе пайкиШаг 1: Подготовка
Перед пайкой важно очистить все поверхности. Снимите заусенцы (или рассверлите) внутреннюю часть концов труб, используя инструмент для удаления заусенцев, чтобы удалить любые острые края и небольшие неровности или шероховатости (известные как заусенцы). Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Во время подготовки очистите втулку фитинга и трубу либо щеткой для фитинга, либо абразивной наждачной тканью для труб большего диаметра.
Шаг 2: Нанесите флюс для лужения
Нанесите небольшое количество флюса для лужения внутри фитинга и снаружи трубы с помощью кислотной щетки. Не переусердствуйте, так как требуется только тонкий слой на обеих поверхностях.
Нанесите флюс кистью: не наносите его пальцами и обязательно тщательно мойте руки после использования.
Используйте влажную ткань, чтобы удалить лишний флюс с трубы и внутри фитинга перед их соединением.
Важно: Никогда не флюсуйте трубы, которые не будут спаяны в течение четырех часов. Флюс является кислотой и будет иметь эффект травления, если оставить его на трубе слишком долго без применения тепла и припоя.
Шаг 3: Нагрейте до температуры, необходимой для пайки
Не допускайте перегрева трубопровода:
- Для трубопровода малого диаметра направляйте тепло к месту соединения.
- Для труб большого диаметра перемещайте тепло вокруг соединения, чтобы обеспечить адекватный поток припоя по окружности соединения.

Примечание: Oatey считает, что трубы в доме имеют большой диаметр, если их диаметр составляет 32 мм (1,25 дюйма) или больше.
Поскольку латунь с низким содержанием свинца также не проводит тепло, начните с небольшого нагрева трубы снаружи втулки или непосредственно в месте соединения, пока флюс не начнет пузыриться или активироваться. Затем нанесите тепло на основание фитинга.
Нагрев как трубы, так и фитинга обеспечит наиболее эффективное соединение в дальнейшем, поскольку припой следует за флюсом, который течет в направлении тепла. Этот метод позволяет флюсу или припою притягиваться к основанию фитинга, который, в свою очередь, заполняет весь фитинг.
При нагреве убедитесь, что вы убрали пламя, как только припой расплавится. По мере плавления припоя флюс будет втягивать припой в чашку фитинга.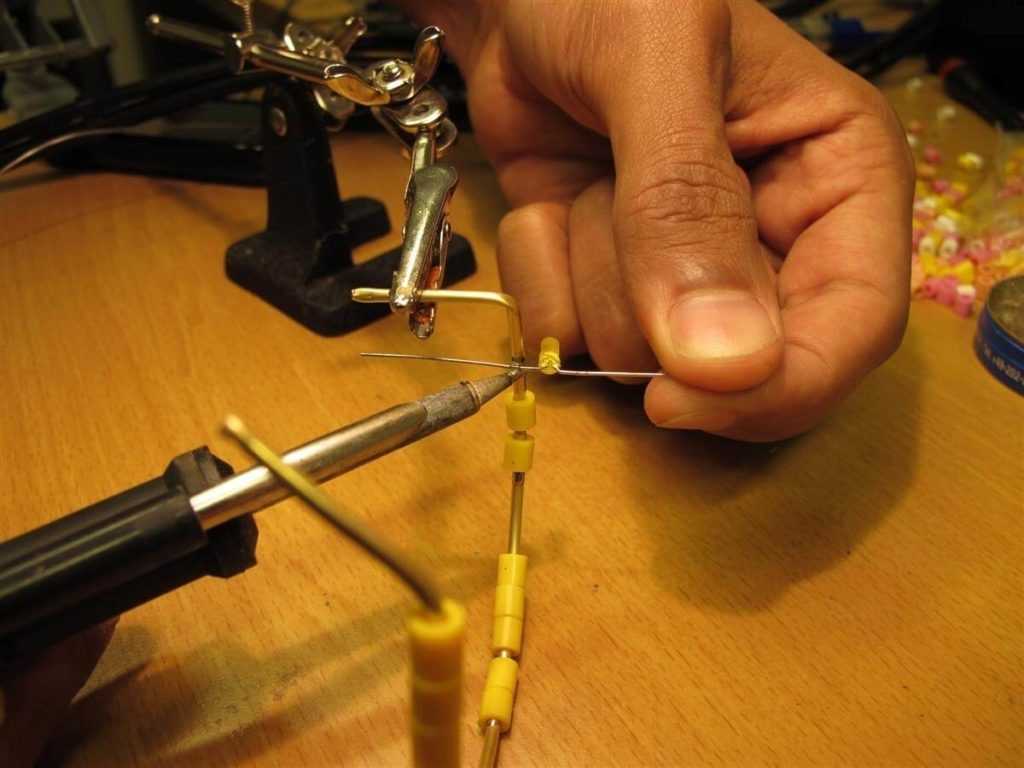 Слишком сильный нагрев либо вызовет избыточный поток припоя, либо сгорит флюс, что увеличит вероятность возникновения пути утечки.
Слишком сильный нагрев либо вызовет избыточный поток припоя, либо сгорит флюс, что увеличит вероятность возникновения пути утечки.
Прочтите наш блог, чтобы узнать, как паять медные трубы и как избежать распространенных ошибок, чтобы обеспечить герметичность соединения.
Шаг 4: Вытрите излишки флюса
Пока соединение еще теплое, немедленно вытрите сухой тряпкой все остатки флюса или капли припоя.
Удаление излишков флюса легко пропустить, но не стоит. Если не удалить избыток флюса, со временем это приведет к серьезному повреждению трубы.
Любой флюс, находящийся в трубе, разъедает медь. Это также может привести к тому, что ярь-медянка — зеленовато-голубое обесцвечивание, обычно встречающееся на меди, бронзе и латуни — со временем образует и разрушает медную трубу. В конце концов (это может произойти через 20 лет) это вызовет точечную коррозию и создаст утечку.
Типы флюса для лужения Водорастворимый флюс для лужения представляет собой смываемый водой флюс, содержащий порошок припоя, облегчающий процесс пайки. Он подходит для медных труб большого диаметра и не окрашивает медные трубы в зеленый цвет.
Он подходит для медных труб большого диаметра и не окрашивает медные трубы в зеленый цвет.
Водорастворимый флюс для лужения вымывается из линии при работе с обычной водой и совместим со всеми распространенными припоями для сантехники. Водорастворимый флюс менее агрессивен и самоочищается внутри трубы по мере того, как вода течет по трубопроводу. Он имеет более узкий диапазон температур при нагреве, но работает со всеми распространенными сантехническими припоями.
Флюс для лужения на основе вазелина (нерастворимый флюс) также содержит порошок для лужения, который помогает предварительно лужить трубу, обеспечивая превосходные смачивающие свойства и улучшая текучесть припоя. Он очищает, лужит и флюсует наиболее часто припаиваемые металлы, такие как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово. При использовании флюса для лужения на основе петролатума необходимо промывать линию очистителем на основе тринатрийфосфата из-за их нерастворимости в воде.
Флюс является важным этапом в процессе пайки. Использование флюса для лужения особенно полезно при пайке труб большого диаметра, поскольку он действует как грунтовка и помогает полностью заполнить стыки труб.
Флюс для лужения также полезен домовладельцам или торговцам, которые не занимались пайкой, поскольку он обеспечивает дополнительную защиту соединения труб.
как паять латунь | Форумы NAWCC
FredWJensen
Зарегистрированный пользователь
- #1
Сделал простую сантехнику, спаял “потовые швы”
Но теперь меня интересует создание простого арт-объекта из латунных полос, стержней и листов.
Пайка латуни припоем аналогична пайке медных соединений??
Лучше всего паять латунь с помощью пропановой горелки?
Какой состав и размер припоя лучше всего использовать?
Также какой тип паяльной пасты используется.
Будем очень признательны за любые указания.
поля_документов
Зарегистрированный пользователь
- #2
Фред;
При пайке латуни я использую припой Tix и флюс Tix. Я обнаружил, что когда флюс выкипает, он обычно достаточно горячий, чтобы расплавить припой. Tix поставляется в виде маленьких палочек в тюбике, легко плавится и обеспечивает прочное соединение. Расплавленный припой Tix будет следовать за теплом пламени, как при пайке меди.
Я обнаружил, что когда флюс выкипает, он обычно достаточно горячий, чтобы расплавить припой. Tix поставляется в виде маленьких палочек в тюбике, легко плавится и обеспечивает прочное соединение. Расплавленный припой Tix будет следовать за теплом пламени, как при пайке меди.
Я припаивал латунь к серебру, но обнаружил, что перед расплавлением припоя температура становится довольно высокой, что приводит к обесцвечиванию латуни, и вам также нужно использовать белый пастообразный флюс, чтобы серебряный припой прилипал. Это ДЕЙСТВИТЕЛЬНО делает соединение очень прочным, но я бы предпочел не делать этого слишком сильно из-за обесцвечивания. Я всегда припоял серебряным припоем, когда занимался холодильными работами, так что я к нему привык.
Я вообще не использую сантехнический припой, потому что видел, как он выглядит годы спустя на некоторых часах, которые мне приходится ремонтировать. Я не знаю ни его состава, ни Тикс. Но мне очень нравится Tix……………………doc
Постскриптум: Я использую пропановую или бутановую горелку. На мой взгляд, мап-газ, окси-ацетилен или пропан с кислородом слишком горячие.
На мой взгляд, мап-газ, окси-ацетилен или пропан с кислородом слишком горячие.
Переключить подпись
“Часы жизни заводятся только один раз, и никто не в силах точно сказать, когда остановятся стрелки, в поздний или ранний час. Потерять богатство действительно печально, потерять здоровье – еще больше. Потерять душа человека — это такая потеря, которую никто не может восстановить».
Бэнгстер
Модератор
- #3
Если вы не строите действительно большой объект, я рекомендую вам держаться подальше от стандартной пропановой горелки и выбрать одну из меньших бутановых моделей. Легче контролировать распространение тепла.
Легче контролировать распространение тепла.
Кроме того, совет Дока правильный.
Помните: чтобы соединение держалось, припой должен быть расплавлен теплом соединяемых деталей, а не просто горелкой или другим источником тепла. Нагрейте мишень до температуры плавления припоя, затем выключите горелку. Наилучшая пайка выполняется путем нанесения небольших кусочков припоя на стык с последующим нагреванием, а не нагревом и тыканием припоя в стык. Когда температура станет правильной, кусочки припоя расплавятся и попадут в соединение.
гангстер
Переключить подпись
Ознакомьтесь с открытой веткой «Полезные советы и рекомендации». Вы можете подумать о том, что вы хотите добавить к нему.
Скотти-TX
- #4
Я не могу больше добавить, ФРЕД. Если ты паял трубы, то знаешь дрель – как это все работает и т.д. Теперь другим будет только источник тепла, тип припоя и флюс. Обычный припой электрика с канифольным сердечником вполне может вам подойти. Он чистый, остается ярким – не вызывает коррозии. Как упомянул BONG, я бы сначала «лужил» две соединяемые поверхности — прикладывал тепло и наблюдал за соединением, чтобы увидеть, как припой «течет». Я по-прежнему использую припой электрика для простой пайки часового механизма, но добавил флюс LIQUID, который поставляется в маленькой бутылочке с пакетом для пайки «Stay Bright». Кажется, он добавляет катализатор, который улучшает текучесть, лучше подготавливая поверхности перед подачей тепла. Подготовка и кондиционирование соединяемых поверхностей крайне важны для прочного соединения и равномерного потока припоя.
Если ты паял трубы, то знаешь дрель – как это все работает и т.д. Теперь другим будет только источник тепла, тип припоя и флюс. Обычный припой электрика с канифольным сердечником вполне может вам подойти. Он чистый, остается ярким – не вызывает коррозии. Как упомянул BONG, я бы сначала «лужил» две соединяемые поверхности — прикладывал тепло и наблюдал за соединением, чтобы увидеть, как припой «течет». Я по-прежнему использую припой электрика для простой пайки часового механизма, но добавил флюс LIQUID, который поставляется в маленькой бутылочке с пакетом для пайки «Stay Bright». Кажется, он добавляет катализатор, который улучшает текучесть, лучше подготавливая поверхности перед подачей тепла. Подготовка и кондиционирование соединяемых поверхностей крайне важны для прочного соединения и равномерного потока припоя.
Последнее редактирование:
Билл Уорд
- #5
Основная проблема с сантехническими соединениями заключается не в самом припое, а в используемом кислотном флюсе, который разъедает медь, если его не очистить полностью.
За последние несколько лет состав припоя и флюса, используемые сантехниками в США, изменились в рамках законной попытки удалить весь свинец из питьевой воды. Новый припой плавится при более высокой температуре. Я не уверен, что это за новый флюс и как он повлияет на латунь в долгосрочной перспективе.
Кровельщики до сих пор используют свинцово-оловянный припой для медных крыш; он продается короткими слитками размером примерно 1 х 0,5 см, но дилеры ведут себя так, как будто это плутоний. Свинцово-оловянная проволока до сих пор доступна в Мексике – кто-нибудь знает о Канаде? Кровельщики обычно используют аммиачные лепешки для флюса.
Свинцово-оловянная проволока до сих пор доступна в Мексике – кто-нибудь знает о Канаде? Кровельщики обычно используют аммиачные лепешки для флюса.
Свинцово-оловянный припой легко поддается усталости металла, но подходит для статических объектов.
Припой Tix обычно считается синонимом серебряного припоя, но на самом деле компания производит широкий ассортимент продукции.
Как всегда, требования использования диктуют материалы.
Майк Фелан
Зарегистрированный пользователь
- #6
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой – это абсолютная ПИТА! Забудь это.
Никогда не пользуюсь – не лудит как следует, и швы со временем становятся “сухими”. Припой сантехников
имеет другое соотношение цинка и свинца, чем тот, который используется в радио и т.п. — он имеет более «пастообразную» фазу при нагревании — радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс – не знаю, как в США.
ХТХ
Переключить подпись
Майк – забаненный член общества одноразового использования.
Дэйв Б
Запрещено
- #7
Майк Фелан сказал:
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой – это абсолютная ПИТА! Забудь это.
Никогда не пользуюсь – не лудит как следует, и швы со временем становятся “сухими”.Припой сантехников имеет другое соотношение цинка и свинца, чем тот, который используется в радио и т.п. – он имеет более “пастообразную” фазу при нагревании – радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс – не знаю, как в США.ХТН
Нажмите, чтобы развернуть.
 ..
.. Я многое узнал о пайке от своего деда, который был инженером в Westinghouse с 1919 по 1963 год. Вот чему он меня научил: Во-первых, паять нужно чисто!! ЭТО ЗНАЧИТ ХИМИЧЕСКИ ЧИСТЫЙ, А НЕ ТОЛЬКО ВИЗУАЛЬНО ЧИСТЫЙ. Во-вторых, используйте правильный тип припоя для работы.
Радиоприпой был – или был раньше, до всей шумихи о вдыхании свинцовых паров – 60/40 свинец/олово, с канифольным сердечником. Он имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов. Кроме того, я считаю, что канифоль PITA удалить.
Припой сантехника – здесь снова, с той же оговоркой – олово 50/50. Для этого требуется кислотный флюс, который невозможно полностью удалить с латуни — кислота вызывает молекулярные изменения в латуни. Это. также имеет низкую прочность на растяжение. Припой Tix содержит сурьму, которая повышает предел прочности при растяжении, но лишь незначительно повышает температуру плавления. Но, как и серебряный припой, флюс — это своего рода боль. Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей – посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей – посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Переключить подпись
Во-первых, не навреди.
Майк Фелан
Зарегистрированный пользователь
- #8
Дэйв Б сказал:
Имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов.
Нажмите, чтобы развернуть…
Я бы никогда не стал использовать мягкий припой в качестве замены механической прочности.
Помните: с 1600-х годов большинство колесных цанги припаивались к оправке в напольных и настольных часах.
Переключить подпись
Майк – забаненный член общества одноразового использования.
Билл Уорд
- #9
Дэйв Б сказал:
Но используйте бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Нажмите, чтобы развернуть…

Здорово! Одно упоминание об этой штуке вызывает душераздирающие воспоминания — картину пылающих капель бензина, стекающих по стенам. Они также могут взрываться.
В наши дни более высокие температуры достигаются с помощью газа MAPP. Это немного дороже, чем пропан, и требует профессиональной горелки.
Но Фред не говорил, что паяет часовой механизм; он сказал произведение искусства. Это подразумевает более крупные объекты. Если его оставить на открытом воздухе, дождевая вода (при условии, что он находится в месте, где идет дождь) в конечном итоге смоет кислотный флюс, а патина скроет любые пятна. Кровельщики используют очень большие паяльные котлы (не утюги), которые легче лужить, и нагревают их в угольной или пропановой печи (которую легко сделать из куска 5- или 6-дюймовой трубы с кругом толстого экранирования в ней, чтобы подставка для угля и отверстие сбоку для вставки котлов. Нужно несколько котлов, потому что они достаточно горячие, чтобы их можно было использовать в течение нескольких секунд, но для нагрева требуется несколько минут.