Как паять микросхемы?
- Подробности
- Категория: Начинающим
Как нужно паять микросхемы?
О том как правильно паять было сказано ранее – “Как правильно паять паяльником”. Но ранно или поздно наступает тот момент когда вы начинаете паять микросхем.
Каждый человек, мало понимающий в микросхемах, задавался вопросом: «А как спаять микросхемы, если между ними бывает ну очень маленькое расстояние?». Напомним вам, что микросхемы бывают двух видов. В этой статье я вам объясню, как паяются микросхемы, у которых все выводы находятся по периметру микрухи.
Каждый электронщик имеет свои секреты, как паять микросхемы. Некоторые используют паяльную пасту, другие запаивают каждую деталь в отдельности, а кто-то дорабатывает под «пайку волной» (а в жале паяльника делают маленькое углубление, обильно смазывают флюсом и проводят по всей микрухе).
Если честно, я не использовал такой метод, но можно будет попробовать.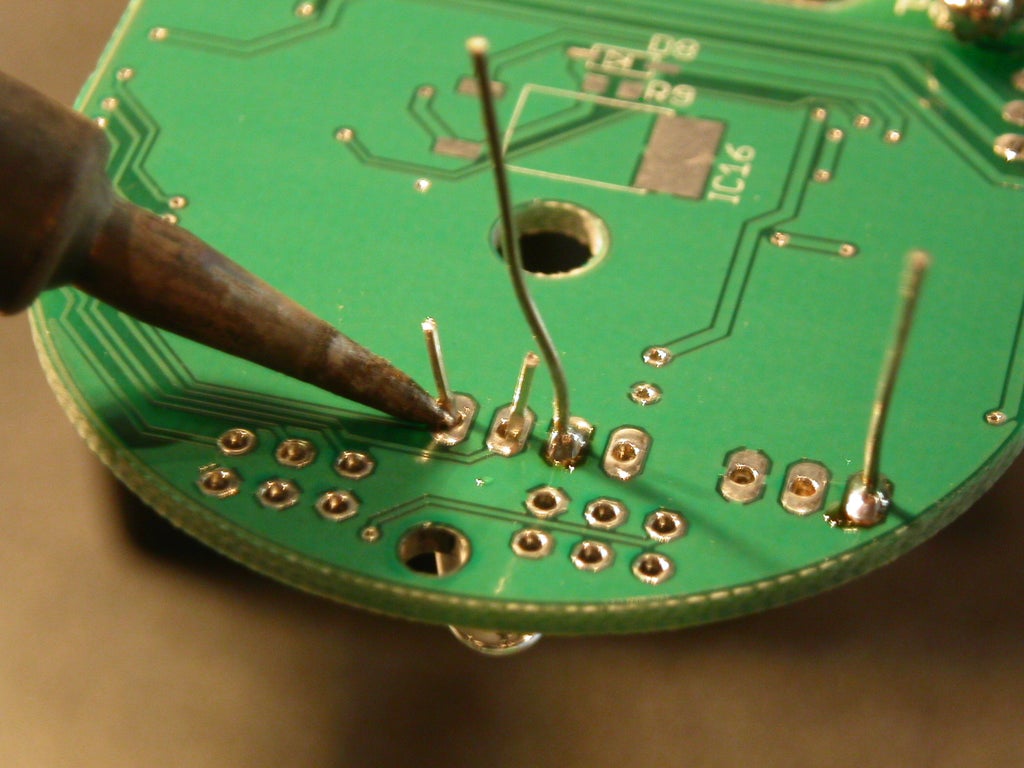
Запоминаем изначальное положение
Каждая микросхема имеет такой как бы «ключ». Это такая метка, с которой считываются выводы. В схемах выводы считаются не как обычно, а против часовой стрелки. Бывает, что даже на самой обычной плате показывается, как правильно должна стоять микруха. Прежде чем отпаять микруху, запомните, как она стояла изначально, а лучше зарисуйте.
Далее, смазываем все дорожки флюсом. К примеру, Flux Plus.
Демонтаж микросхему
Установим температура фена на 350-380 градусов, и начинаем паять нашу микруху по периметру круговыми движениями. Возможно, в комплекте у вас будет такая вещь, я называю ее «подниматель микросхем». Если у вас она есть, вам крупно повезло. Как только вы увидите, что припой потихоньку плавиться, возьмите микруху за край, и приподнимите. Если она поднимается частично то нужно ее еще погреть феном.
Если поднимать микруху пинцетом, то у нас много шансов вырвать контактные дорожки. Благодаря усикам, микросхемаотпаиваетсяот платы, когдаполностью расплавится припой. Главное в этой работе не жалеть флюса.
Благодаря усикам, микросхемаотпаиваетсяот платы, когдаполностью расплавится припой. Главное в этой работе не жалеть флюса.
Удаляем остатки припоя
Удалять старый припой необходимо для того чтобы выровнять поверхность. Это упростит процесс установки микросхемы в дальнейшем. Для того чтобы удалить остатки припоя используется медная оплетка и паяльник. Во избежания спаивания дорожек нужно использовать все нами любимыйFlux Plus.
На это этапе главное не перегреть дорожки. Начинающие радиолюбители довольно часто совершают эту ошибку. Перегрев дорожек может привести к тому что они начнут отслаиваться от текстолита.
Устанавливаем микросхему
Появятся своеобразные холмики, на которые нужно посадить микруху. С помощью смоченной ватной палочки в Flux Off, очистим поверхность от нагара. В конце еще разок смажем флюсом.
Установим микруху по ключу, и держа фен максимально перпендикулярно водим его по периметру. Можем еще разок смазать флюсом, это не повредит. Это один из самых простых способов запайки. Удачи вам.
Это один из самых простых способов запайки. Удачи вам.
- < Назад
- Вперёд >
Добавить комментарий
правила работы паяльником и паяльной станцией
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется. Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке. Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Оборудование для пайки
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.
Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом.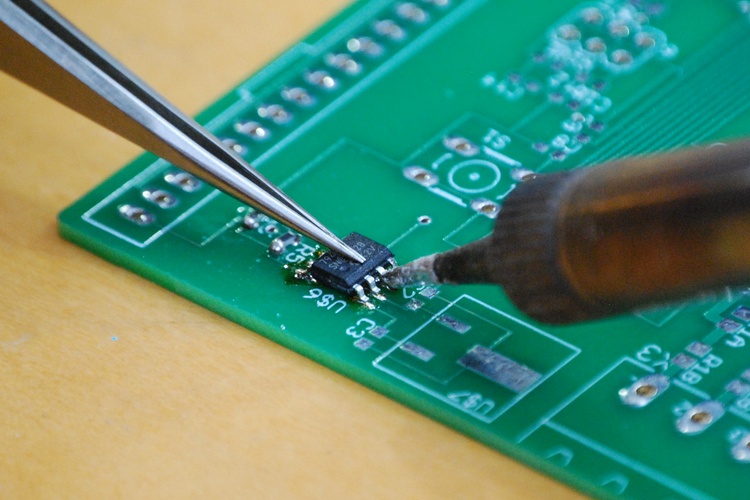 Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.
В промышленных масштабах пайка микросхем осуществляется специальными автоматами, использующими ИК-излучение. При этом производится предварительный разогрев схемы, непосредственно пайка и плавное ступенчатое охлаждение контактов ножек.
В домашних условиях
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Порядок проведения работ
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Зачем сушить чипы
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
Правила сушки
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Учитывая стоимость деталей, очевидно, лучше провести сушку, чтобы с уверенностью приступать к монтажу, чем пытаться паять непросушенный чип. Неприятности могут обернуться не только денежными тратами, а еще и потерянным временем.
Как правильно паять микросхемы
Для произведения пайки необходимы некоторые навыки, однако данный процесс не отличается особой сложностью. Именно поэтому многие интересуются тем, как правильно паять микросхемы. Воздействие температуры на различные конструкции из металла для их скрепления – наиболее действенная технология. Скрепление металлических заготовок с помощью локального увеличения температуры и наплавки более низкой температуры является пайкой. Подобный процесс больше всего схож с поверхностным соединением конструкций, которые расплавляются.
Подобный процесс больше всего схож с поверхностным соединением конструкций, которые расплавляются.
Паяльная станция позволяет установить температуру с точностью до 1°С.
Как подобрать паяльник?
Паяльник является устройством для пайки, которое способно излучать тепло. Подобные конструкции могут иметь мощность от 15 до 30 Вт. С их помощью можно паять заготовки различных плат и микросхем. Инструменты, которые имеют большую мощность, применяются исключительно для того, чтобы паять разъем XLR или повторно спаять соединение проводов большой толщины.
Конструкция паяльника.
Для электротехника, который работает с оргтехникой, полезным приспособлением будет акустический паяльник. Подобное устройство отличается низкой емкостью тепла, малыми габаритами и отменной работоспособностью. Приспособление можно использовать для того, чтобы выполнить тонкую пайку (к примеру, сборку различных схем). В продаже можно найти и профессиональные паяльники больших размеров, которые в большинстве случаев используются для того, чтобы присоединить кабели для калибровки.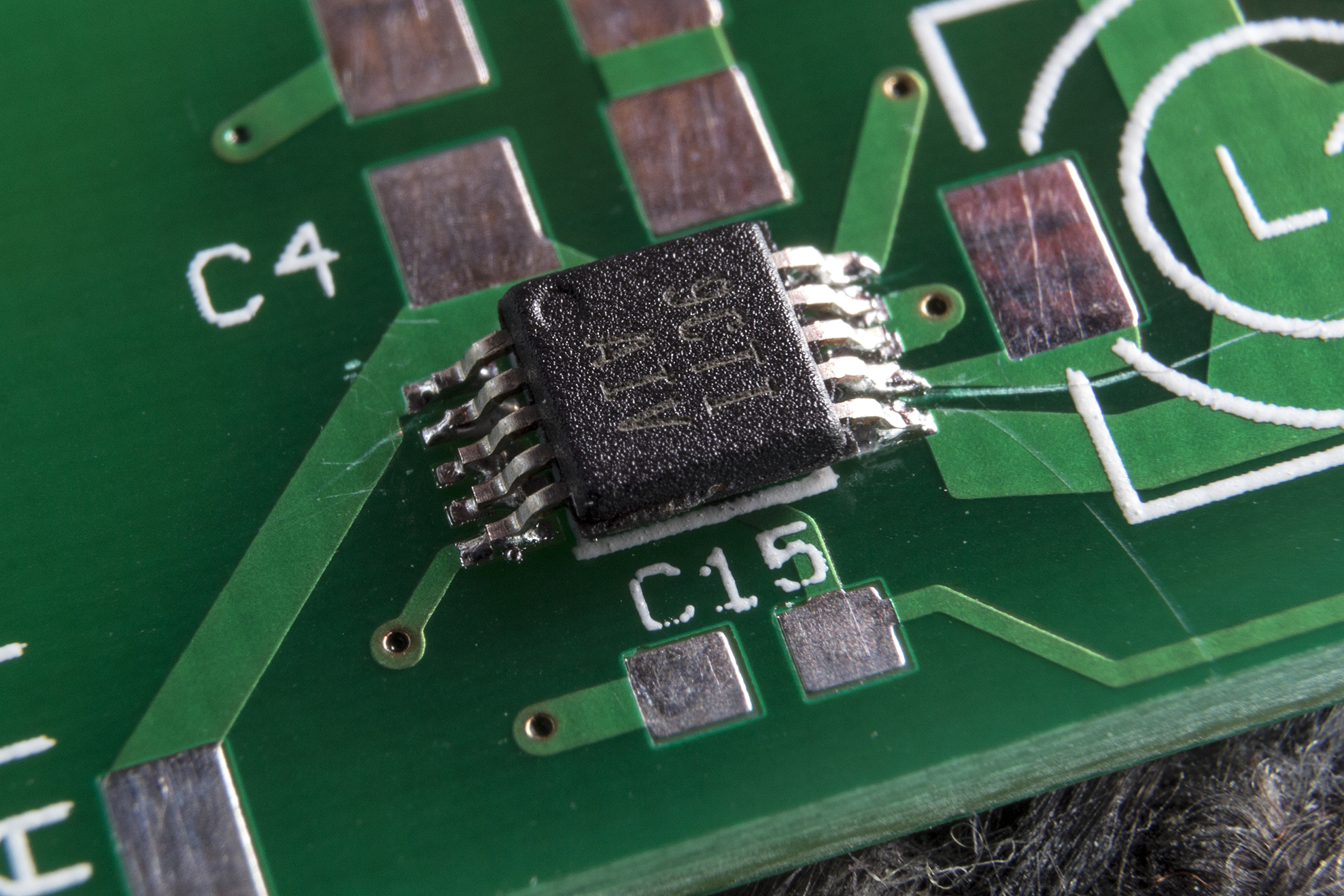 С помощью подобных изделий можно выполнять также витражные работы.
С помощью подобных изделий можно выполнять также витражные работы.
Паяльник должен обязательно иметь штекер для заземления с тремя направляющими. Подобное устройство позволяет предотвращать рассеивание напряжения по пути прохождения тока в конструкции. Тепло будет образовываться за счет замыкания тока в наконечнике, который изготавливается из стальной проволоки. Для начинающего электротехника подходит устройство с диапазоном 15-30 Вт, однако следует учитывать тот факт, что устройства мощностью 15 Вт может быть недостаточно для закрепления даже обыкновенных аудиопроводов. Если планируется работать в автомобиле, рекомендуется приобрести конструкцию мощностью 40 Вт, которая способна охватить большие площади и обеспечить быстрое соединение. Для автомобилей в большинстве случаев приобретаются дополнительные насадки, которые позволяют облегчить процесс пайки.
Вернуться к оглавлению
Использование паяльной станции
Перед началом работ запомните правильное расположение микросхемы: ключ (обведен красным) должен располагаться возле скошенного угла квадрата.
Для того чтобы обеспечить автономность, понадобится использовать станцию для пайки. Подобная конструкция является устройством, в котором автомат присоединяется к источнику переменного тока. Данное приспособление может излучать мощность до 80 Вт. Для работы с конструкцией может понадобиться небольшой опыт, однако специалисты считают, что с таким устройством паять намного легче.
Основными преимуществами установок для пайки являются следующие:
- Есть возможность контролировать температуру с точностью до 1°С.
- Такое устройство способно паять даже сложные заготовки, которые изготавливаются из алюминия, нержавеющей стали, обыкновенной стали и других материалов.
- Конструкция позволяет паять кабель на несколько RCA.
- Конструкцию можно использовать большой период времени.
- Таким способом можно с легкостью припаять трубы из полипропилена и сложные микросхемы.
Для снятия микросхемы необходим флюс и фен с температурой 360 градусов.
Однако данная система имеет некоторые недостатки, среди которых существенными являются следующие:
- Высокая стоимость.
- Сложность в работе. В данном случае необходимо иметь опыт работы.
- Большой расход электроэнергии.
Приобретение паяльной станции следует рассматривать и в случае, если в планах паять приспособления от мобильного телефона.
Вернуться к оглавлению
Как подобрать подходящий припой?
Перед пайкой какой-либо заготовки понадобится правильно подобрать припой. Для работы с электроприборами может использоваться лишь несколько припоев.
Основные типы бессвинцовых припоев.
Чтобы припаять контакты компьютерной платы или колонки, следует использовать канифоль. Данное вещество используется для пайки тонких соединений, проводов из меди, небольших контактов и т.д. Если канифоль применяется в электронике, то кислоты смогут устранить контакты на плате и повредить главные элементы микросхемы.
Для большей части электрических плат используется припой диаметром 0,5-1 мм. Детали большой толщины могут использоваться для соединения больших элементов. Пропаять схему небольших размеров такая деталь не сможет из-за своих больших размеров.
Детали большой толщины могут использоваться для соединения больших элементов. Пропаять схему небольших размеров такая деталь не сможет из-за своих больших размеров.
В процессе пайки припой будет нагреваться и излучать различные соединения. Подобные газы вредят человеческому здоровью.
Поэтому работать нужно в проветриваемом помещении.
Следует опасаться и воздействия раскаленного припоя, важно использовать средства для защиты: маски, перчатки и респираторы.
Вернуться к оглавлению
Как правильно паять паяльником: последовательность действий
Назначения губки во время пайки микросхемы.
Элементы, которые будут необходимы:
- паяльник;
- губка;
- вода;
- мыльный раствор;
- картон или бумага большой толщины;
- салфетка;
- изолента;
- проволока.
Новичку научиться паять паяльником очень сложно, однако получить фундаментальные знания можно. Последовательность действий в данном случае будет следующей:
- Прежде всего выполняется лужение жала.
 Следует всегда очищать жало используемого инструмента. Лужение является процессом покрытия тонким слоем рабочего элемента паяльника. Данный процесс может помочь в тепловом обмене между обрабатываемым материалом и припоем.
Следует всегда очищать жало используемого инструмента. Лужение является процессом покрытия тонким слоем рабочего элемента паяльника. Данный процесс может помочь в тепловом обмене между обрабатываемым материалом и припоем. - После этого производится разогрев. На данном этапе следует разогреть инструмент, после чего проверить равномерность нагрева припоя. Если этого не сделать, то инструмент может покрыться коррозией.
- Далее выполняется подготовка рабочего места. Губка смачивается в воде и помещается рядом с паяльником. Если припой будет растекаться, то следует подложить картон или бумагу большой толщины.
- Производится смазка. Припоем нужно тщательно промазать жало. Далее проверяется покрытие. Если есть излишки припоя, то его надо будет снять картоном.
- Верхняя часть покрывается припоем, проверяется сохранность основания. Наконечник используемого инструмента протирается тряпкой, чтобы удалить остатки флюса. Далее надо подготовить губку со специальным раствором. Все действия следует выполнять быстро, пока припой не высох.
 Следует всегда очищать жало используемого инструмента. Лужение является процессом покрытия тонким слоем рабочего элемента паяльника. Данный процесс может помочь в тепловом обмене между обрабатываемым материалом и припоем.
Следует всегда очищать жало используемого инструмента. Лужение является процессом покрытия тонким слоем рабочего элемента паяльника. Данный процесс может помочь в тепловом обмене между обрабатываемым материалом и припоем. Все действия следует выполнять быстро, пока припой не высох.
Все действия следует выполнять быстро, пока припой не высох.Вернуться к оглавлению
Как производится пайка микросхем?
Наиболее востребованным видом работ с паяльником является пайка микросхем. Для начала стоит потренироваться на какой-нибудь бюджетной схеме, не стоит сразу приобретать дорогие экземпляры.
Очистка основания микросхемы от излишнего припоя осуществляется с помощью медной оплетки и паяльника.
Последовательность действий в данном случае будет следующей:
- Прежде всего производится подготовка основания. Важно тщательно очистить основание, чтобы была возможность создать надежное соединение и минимальное сопротивление. Для обезжиривания микросхемы рекомендуется использовать обыкновенную салфетку с мыльным раствором. В конце нужно тщательно протереть металлы. Если на схеме присутствуют твердые отложения, необходимо приобрести специальную смесь, которая продается в магазине электротехники. Участок надо будет очистить до блеска основания из меди. Для очистки всех контактов подходит обыкновенный ацетон. Другим подходящим растворителем является метилгидрат, который является безопасным для человеческого здоровья.
- После очистки поверхности понадобится правильно разместить на микросхеме контакты, инструмент и провода. Первым делом нужно будет припаять плоские детали небольших размеров (резисторы, варисторы), после чего начинать работу с большими элементами. Таким образом можно будет сохранить чувствительные элементы в рабочем состоянии. На проводимость деталей воздействие температуры влиять не будет. Провода сгибаются под углом 45°. Заготовки с проводами небольшой длины можно предварительно соединить изолентой.
- На кончик инструмента следует нанести небольшое количество припоя. Таким образом можно будет улучшить проводимость металла. Конец железа следует разместить так, чтобы он уперся в элементы схемы. Для соединения изделие нужно придержать 2-3 секунды.
- На конец паяльника наносится припой. Паять следует до тех пор, пока не образуется возвышение.
- В конце выключается инструмент и удаляются излишки смеси.
 Участок надо будет очистить до блеска основания из меди. Для очистки всех контактов подходит обыкновенный ацетон. Другим подходящим растворителем является метилгидрат, который является безопасным для человеческого здоровья.
Участок надо будет очистить до блеска основания из меди. Для очистки всех контактов подходит обыкновенный ацетон. Другим подходящим растворителем является метилгидрат, который является безопасным для человеческого здоровья. Паять следует до тех пор, пока не образуется возвышение.
Паять следует до тех пор, пока не образуется возвышение.Паять не так и просто, потому важно соблюдать последовательность действий.
Как припаять микросхему?. Статьи компании «Sxema
В этой статье мы рассмотрим несколько вариантов микросхем, и с какой стороны к ним нужно подступиться.
Каждому начинающему паяльщику приходилось сталкиваться с вопросом – “как припаять микросхему?”. В этой статье мы рассмотрим несколько вариантов микросхем, и с какой стороны к ним нужно подступиться.
Содержание:
- Ликбез по микросхемам.
- Необходимый инструмент.
- Выпайка старой микросхемы.
- Как правильно припаять микросхему.
1.Ликбез по микросхемам.
Для начала, было бы неплохо понять с какой микросхемой мы будем иметь дело. Рассмотрим 3 самых распространенных вида микросхем:
- DIP микросхемы. Это, пожалуй самый распространённый вид микросхем. Он отличается от других двумя рядами монтажных ножек, расположенных на длинных сторонах корпуса, которые впаиваются в отверстия на плате.
- SMD микросхемы. Данные микросхемы устанавливаются на “пятачки” (печатные дорожки на плате) которые расположены на поверхности платы
 Это, пожалуй самый распространённый вид микросхем. Он отличается от других двумя рядами монтажных ножек, расположенных на длинных сторонах корпуса, которые впаиваются в отверстия на плате.
Это, пожалуй самый распространённый вид микросхем. Он отличается от других двумя рядами монтажных ножек, расположенных на длинных сторонах корпуса, которые впаиваются в отверстия на плате..
- BGA микросхемы. Выводы этих микросхем в виде шариков-припоя располагаются под самим компонентом, что и отличает их пайку от всех других видов чипов.
2.Необходимый инструмент.
Для того, чтоб приступить к выполнению работы, нам понадобится следующий набор инструментов:
- Паяльная станция, с феном, паяльником и возможностью регулировки температуры.
- Пинцет, чтоб снимать микросхему с её места и ставить новую.
- Гель-флюс.
- Припой, до 1мм в диаметре. Толстым, просто напросто очень непросто будет добраться до места пайки.
- Оплетка для выпайки, используется для снятия старого припоя с места пайки.
- Смывка для флюса. После проведения работ, в обязательном порядке нужно промыть место пайки во избежание КЗ.
- Каптоновый скотч либо алюминиевая фольга.
У любой микросхемы, на корпусе, есть ключ. Он дает начало отсчёта выводам. Обычно, на месте под микросхему, на самой плате, есть ответная часть с этим ключом.
Их нужно соблюдать при установке новой микросхемы иначе, это может чревато закончиться.
Важно, перед проведением работ с использованием фена, будет закрыть все окружающие элементы каптоновым скотчем. Это не даст им отпаяться либо “убежать” с их места.
Итак, приступим к демонтажу, самой микросхемы:
- DIP микросхема. Для ее удаления, нужно с обратной стороны платы нанести немного гель-флюса на выводы самой микросхемы и удалить весь припой при помощи медной оплётки для выпайки. После того, как весь припой удалён, аккуратно снимаем микросхему пинцетом.
- Чтоб удалить SMD микросхему, нужно нанести гель-флюс по периметру корпуса на все выводы. После чего, нужно включить фен на паяльной станции, поставить 360-380 градусов и круговыми движениями прогревать весь чип до расплавления припоя на контактах. Снять микросхему следует поддев ее пинцетом.
 После чего, нужно включить фен на паяльной станции, поставить 360-380 градусов и круговыми движениями прогревать весь чип до расплавления припоя на контактах. Снять микросхему следует поддев ее пинцетом.
После чего, нужно включить фен на паяльной станции, поставить 360-380 градусов и круговыми движениями прогревать весь чип до расплавления припоя на контактах. Снять микросхему следует поддев ее пинцетом.
- BGA микросхемы удаляются с помощью фена, при температуре более 350 градусов. Нужно обильно смазать микросхему флюсом по периметру, после, начинаем прогревать её по всей поверхности. В этой процедуре, главное – не спешить. Греть придётся около 3-5 минут, в случае если их окажется мало, добавьте температуру. Каждые 30-40 секунд, можно слегка “потыкивать” пинцетом в корпус микросхемы, и если она нагрета до нужной температуры, микросхема будет отодвигаться и ее можно снимать.
После того, как мы избавились от старой микросхемы, логично, нужно припаять новую. Перед процедурой установки новой микросхемы, нужно приготовить место для пайки. Обязательно убираем весь старый припой с помощью оплетки и паяльника. После чего нужно залудить поверхность тонким слоем припоя. Можно приступать к впаиванию нового чипа.
После чего нужно залудить поверхность тонким слоем припоя. Можно приступать к впаиванию нового чипа.
- DIP микросхема впаивается довольно просто. Следует вставить ножки микросхемы, согласно ключу, в соответствующие отверстия на плате. После чего, аккуратно, с обратной стороны платы припаять все выводы паяльником с припоем.
- SMD микросхему впаять немного труднее, далее поймёте почему. Для начала, следует совместить ключ и постараться максимально точно совместить выводы микросхемы с выводами на плате. После чего аккуратно наносим гель-флюс по периметру и включаем фен на 350-370 градусов. Так как контакты на плате у нас залужены, припоя хватит, чтоб микросхема “схватилась” за плату. Когда припой расплавился, убираем фен и проверяем совместность выводов. Если что-то стоит криво, по новой прогреваем феном и поправляем. Если-же всё ОК, берем паяльник с тонким жалом и припоем, чтоб надёжно пропаять каждый контакт.
- BGA микросхема паяется с помощью фена и специальных шариков-припоя либо паяльной пасты. Нужно нанести шарики на все посадочные места на чипе с помощью специального трафарета. После чего, совмещая ключи на чипе и плате припаиваем феном, на малом воздушном потоке с температурой 340-360°C. О том, что микросхема припаяна скажет то, что она сама выровняется по всем меткам.
 Нужно нанести шарики на все посадочные места на чипе с помощью специального трафарета. После чего, совмещая ключи на чипе и плате припаиваем феном, на малом воздушном потоке с температурой 340-360°C. О том, что микросхема припаяна скажет то, что она сама выровняется по всем меткам.
Нужно нанести шарики на все посадочные места на чипе с помощью специального трафарета. После чего, совмещая ключи на чипе и плате припаиваем феном, на малом воздушном потоке с температурой 340-360°C. О том, что микросхема припаяна скажет то, что она сама выровняется по всем меткам.Как правильно паять микросхемы. Лужение большой поверхности металла
Все знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы.
Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту.
Устройство паяльника
Электрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы.
Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.
В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Выбор паяльника
Прежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов.
Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто – паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части.
Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет – берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках.
Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.
Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.
Расходники для пайки
Припой . Соединение деталей при помощи пайки подразумевает использование припоя – сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой.
Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 – припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего.
Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С.
Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.
Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой – на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс.
Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.
Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.
Встречаются два вида флюсов – кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу.
Из некислотных флюсов наиболее распространена канифоль – очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное.
Технология пайки
Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
- Хороший контакт и прочность спайки зависит от качества выполнения работы. Спаиваемые детали должны быть хорошо очищены, обезжирены и прогреты.
- Если выполняется пайка электрического провода или любых других электродеталей, необходимо убедиться в том, что они не находятся под напряжением.
- Производить пайку лучше всего под кухонной вытяжкой, чтобы дым канифоли сразу удалялся из помещения.
- Очень важно не перегреть спаиваемые детали. Сами они вряд ли расплавятся от паяльника, но пластик (например, изоляция провода) может пострадать от высокой температуры. Поэтому время воздействия высокой температуры на детали должно быть минимальным. Желательно произвести пайку в один заход.
- Соединяемые пайкой детали нужно залудить – обработать флюсом и припоем. Залуженные провода перестают гнуться, поэтому их скручивают без лужения и только потом паяют.
- При сращивании кабелей или проводов производят зачистку концов от изоляции, зачищают сам провод механически и обрабатывают флюсом при помощи паяльника. Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
- Место спайки закрывается термоусадочным кембриком, который после нагрева обволакивает спайку и надежно ее изолирует от контакта с другими проводами.
- Проволочный припой удобно подавать к месту спайки, а не набирать олово жалом. Но поскольку у человека только две руки, подавать припой получается только в том случае, если детали надежно зафиксированы. Не пытайтесь паять навису – только зря потратите время и нервы. Лучше сначала зафиксировать зажимом спаиваемые детали, а уже потом их паять.
 Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.Вот собственно и вся технология. Как видите, она нехитрая. Главное – соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке.
О том как правильно паять было сказано ранее – “Как правильно паять паяльником “. Но ранно или поздно наступает тот момент когда вы начинаете паять микросхем.
Но ранно или поздно наступает тот момент когда вы начинаете паять микросхем.
Каждый человек, мало понимающий в микросхемах, задавался вопросом: «А как спаять микросхемы, если между ними бывает ну очень маленькое расстояние?». Напомним вам, что микросхемы бывают двух видов. В этой статье я вам объясню, как паяются микросхемы, у которых все выводы находятся по периметру микрухи.
Каждый электронщик имеет свои секреты, как паять микросхемы. Некоторые используют паяльную пасту, другие запаивают каждую деталь в отдельности, а кто-то дорабатывает под «пайку волной» (а в жале паяльника делают маленькое углубление, обильно смазывают флюсом и проводят по всей микрухе).
Если честно, я не использовал такой метод, но можно будет попробовать. Но больше всего мне и остальным электронщикам нравится другой метод. Итак, приступим.
Запоминаем изначальное положение
Каждая микросхема имеет такой как бы «ключ». Это такая метка, с которой считываются выводы. В схемах выводы считаются не как обычно, а против часовой стрелки. Бывает, что даже на самой обычной плате показывается, как правильно должна стоять микруха. Прежде чем отпаять микруху, запомните, как она стояла изначально, а лучше зарисуйте.
Бывает, что даже на самой обычной плате показывается, как правильно должна стоять микруха. Прежде чем отпаять микруху, запомните, как она стояла изначально, а лучше зарисуйте.
Демонтаж микросхему
Установим температура фена на 350-380 градусов, и начинаем паять нашу микруху по периметру круговыми движениями. Возможно, в комплекте у вас будет такая вещь, я называю ее «подниматель микросхем». Если у вас она есть, вам крупно повезло. Как только вы увидите, что припой потихоньку плавиться, возьмите микруху за край, и приподнимите. Если она поднимается частично то нужно ее еще погреть феном.
Если поднимать микруху пинцетом, то у нас много шансов вырвать контактные дорожки. Благодаря усикам, микросхемаотпаиваетсяот платы, когдаполностью расплавится припой. Главное в этой работе не жалеть флюса.
Удаляем остатки припоя
Удалять старый припой необходимо для того чтобы выровнять поверхность. Это упростит процесс установки микросхемы в дальнейшем. Для того чтобы удалить остатки припоя используется медная оплетка и паяльник.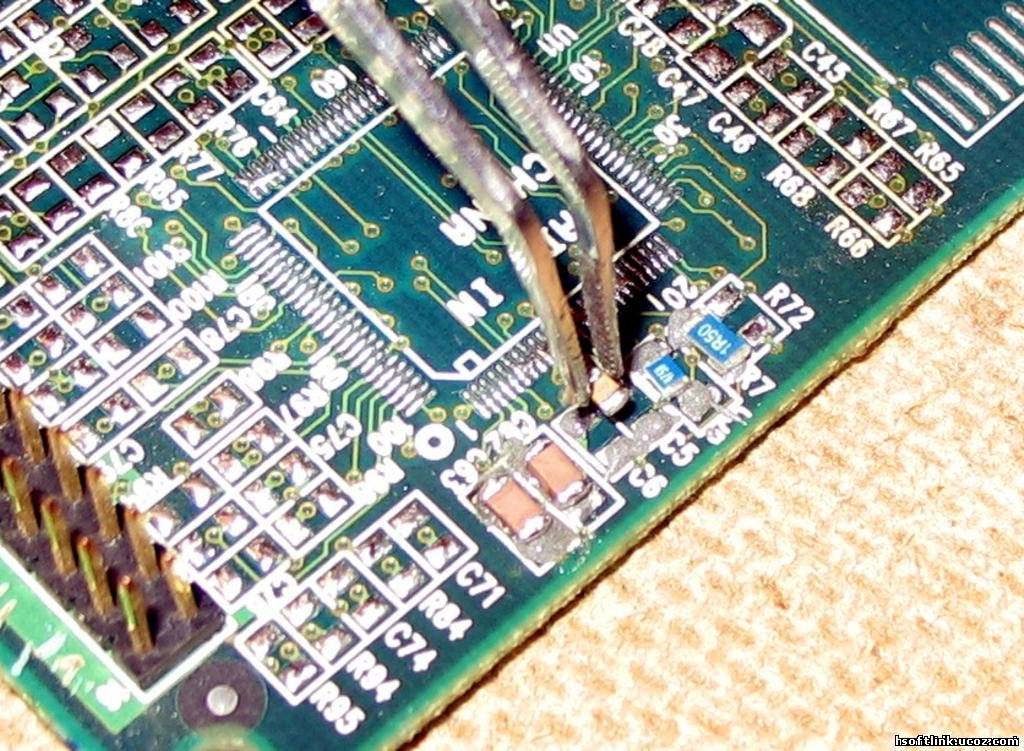 Во избежания спаивания дорожек нужно использовать все нами любимыйFlux Plus.
Во избежания спаивания дорожек нужно использовать все нами любимыйFlux Plus.
На это этапе главное не перегреть дорожки. Начинающие радиолюбители довольно часто совершают эту ошибку. Перегрев дорожек может привести к тому что они начнут отслаиваться от текстолита.
Устанавливаем микросхему
Появятся своеобразные холмики, на которые нужно посадить микруху. С помощью смоченной ватной палочки в Flux Off, очистим поверхность от нагара. В конце еще разок смажем флюсом.
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.
Готово!
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.
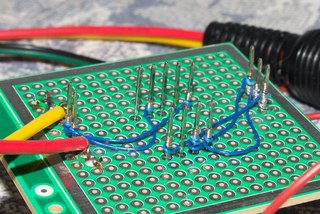
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.
В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:
Вот так выглядят для него насадки
Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .
Вот что у нас получилось:
Должно получиться вот так
Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.
Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.
Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.
Думаю, теперь вы знаете, как паять микросхемы правильно.
Пайка микросхем сегодня – незаменимая процедура, в которой постоянно нуждается современная радиоэлектроника. Радиоэлектронная аппаратура вроде мобильных устройств, телефонов и тому подобного, требует применения радиоэлементов (микросхем) в корпусе типа bga.
Этот корпус дает возможность экономить значительное место на печатной плате путем размещения выводов на нижней поверхности элемента, а также выполнения данных выводов в облике плоских контактов, с покрытием припоя в виде полусферы.
В корпусе подобного рода выполняются полупроводниковые микросхемы. Пайка данного элемента осуществляется посредством нагрева корпуса элемента, и, как правило, подогрева печатной платы, разъемов, с помощью горячего воздуха, а также инфракрасного излучения.
Пайка bga-элементов может сопровождаться некоторыми сложностями, а поэтому в большинстве случаев для осуществления данной процедуры применяется в основном дорогостоящее оборудование.
Однако в пайке bga-микросхем, разъемов, может применяться минимальный простой набор инструментов и материалов. Таким образом, можно использовать следующее оборудование: фен, микроскоп, пинцет, флюс, вата, жидкость для удаления флюса, монтажное шило, предназначенное для коррекции элемента на плате, фольга для тепловой защиты.
Безусловно, данный набор вспомогательных предметов для пайки может отличаться в зависимости от выбора пайщика, дополняться другим инструментами и материалами, к примеру, паяльной станцией.
Пайка дома
В условиях стремительного развития технического прогресса постоянно наблюдается потребность в усовершенствовании сферы радиоэлектроники и смежных областей. Так, в последнее время наблюдается тенденция к увеличению плотности монтажа, вследствие чего появились на свет корпуса типа bga для микросхем.
Таким образом, размещение выводов под корпусом микросхемы дало возможность разместить достаточное количество выводов в незначительном объеме. Многие современные мобильные устройства или просто электронные устройства испытывают острую потребность в данных корпусах. Если у вас имеется компьютер, вам может понадобится соединение разъемов bga и мн. др.
Вместе с тем, пайка и ремонт подобных микросхем становятся более сложными процедурами, поскольку обработка микросхем, компьютерных разъемов, с каждым днем становится требовательной к большей аккуратности пайщика, а также знаниям технологического процесса. Но все-таки пайка может выполняться в домашних условиях и для этого понадобится определенный набор инструментов.
Для работы понадобятся:
- Паяльная станция, в набор которой есть термофен;
- Паяльная паста;
- Трафарет для нанесения на микросхему паяльной пасты;
- Шпатель для нанесения паяльной пасты;
- Флюс;
- Пинцет;
- Оплетка для снятия припоя;
- Изолента.
Порядок выполняемой работы:
- Организуйте рабочее место, положив набор инструментов в удобном для вас положении. Перед тем, как начать работу с микросхемой, сделайте риски на плате по краю корпуса микросхемы.
- Температура горячего воздуха, который выдувает фен, должна колебаться в диапазоне 320-350 гр. С. Температура выбирается в зависимости от размера чипа. Желательно, чтобы фен выдувал воздух с минимальной скоростью, поскольку в противном случае с большой вероятностью горячий воздух может попросту сдуть рядом находящиеся мелкие детали. Фен необходимо держать перпендикулярно по отношению к плате. Термофен должен греть на протяжении одной минуты, а воздух направляться не по центру, а больше по краям, охватывая весь периметр. В таком случае существует высокая вероятность перегреть кристалл. Стоит отметить особую чувствительность памяти к температурному перегреву.
- Далее микросхема поддевается за край, после чего поднимается над платой. Наиболее важно в этот момент – не прилагать особых, чрезмерных усилий: если припой расплавился не полностью, существует вероятность отрыва от дорожки.
- По окончании отпайки микросхема и плата могут поддаваться работе. Если на данном этапе нанести флюс, после чего прогреть поверхность, вы увидите, как припой образует неровные шарики.
- Нанести спиртоканифоль (во время пайки на плату использовать спиртоканифоль нежелательно по причине низкого удельного сопротивления), после чего греем.
- Аналогичная процедура проделывается с микросхемой
- Следующим этапом нужно очистить платы, а также микросхемы от старого припоя. Стоит отметить, что достаточно хорошие результаты показывает в данном деле пайка паяльником. Но в конкретном случае применяем термофен. Крайне нежелательно повредить паяльную маску, так как потом тиноль будет растекаться по дорожкам.
- Далее следует накатка новых шаров. Таки образом, вполне возможно применение новых готовых шаров (достаточно трудоемкая процедура). Используем «трафаретную» технологию, позволяющую получить шары быстрее и качественнее. Стоит отметить, что при этом желательно воспользоваться качественной паяльной пастой, так как от паяльной пасты многое зависит в процессе пайки. Понять, что вы пользуетесь качественной паяльной пастой можно путем нагрева небольшого количества материала паяльной смеси: качественная паста образует гладкий шарик, в то время как некачественный продукт распадается на многочисленные мелкие шарики. Интересно знать, что некачественной паяльной пасте не помогает даже температура нагрева 400 гр. С.
- Затем микросхема закрепляется в трафарете, после чего приступаем к нанесению паяльной пасты, намазывая ее на палец, либо с помощью шпателя.
- Придерживаем трафарет с пинцетом и расплавляем пасту, при этом температур, которую выдувает фен, должна составлять максимально 300 гр. С. Термофен следует держать перпендикулярно и только перпендикулярно (не забывайте, т. к это важно). Трафарет следует придерживать пинцетом до полного затвердевания припоя.
- После того как припой остыл, можно приступать к снятию крепежной изоленты, после чего в дело вступает фен, температура нагрева которого составляет 150 гр. С. Таким образом, аккуратно нагреваем трафарет до плавления флюса.
- Отделяем микросхему от трафарета и можем наблюдать, как вышли ровные и аккуратные шарики. Так, микросхема полностью готова к установке на плату.
- В том случае, если риски на плате, о которых говорилось в самом начале, не выполнены, позиционирование делится следующим образом: микросхема переворачивается выводами вверх, после чего прикладывается краешком к пятакам; засекаем, в каком месте должны быть края схемы; микросхема устанавливается по рискам на плату, при этом постараться шарами поймать пятаки по максимальной высоте; прогреваем микросхему до расплавления припоя. Флюс должен наноситься в небольшом количестве. Температура воздуха, которую выдувает термофен, должна составлять на данном этапе 320-30 гр. С.
Пайка подобным образом может производиться в домашних условиях. Все что требуется – поочередность и правильность действий.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Как правильно паять паяльником провода, видео пайки
Автор Фома Бахтин На чтение 3 мин. Просмотров 1.8k. Опубликовано Обновлено
Пайка широко применяется при монтаже различных электрических схем как средство обеспечения надежного электрического контакта между необходимыми деталями. Пайке подлежат провода, электрические комплектующие (лампочки, резисторы, конденсаторы и т.п.), различные электронные компоненты – (транзисторы, микросхемы и т.п.). Попробуем разобраться в нашей статье с видео, как правильно паять.
В соответствии с размерами паяемых поверхностей подбирается мощность паяльника. Мощность от 5 до 20 подойдет для пайки микросхем и комплектующих, которые нельзя сильно нагревать. Паяльник мощностью до 40-50 ватт можно применять для пайки проводов, клемм и т.п., т.е. для выполнения наиболее распространенных электромонтажных работ. Паяльники мощностью более 50 ватт применяют для соединения металлических поверхностей размером более нескольких миллиметров.
Перед началом эксплуатации новый паяльник следует подготовить к работе. Для этого еще до его нагрева жало паяльника зачищают до металлического блеска, тем самым снимая с его поверхности окисную пленку. Это необходимо сделать для качественного облуживания рабочей поверхности жала. С этой целью паяльник разогревают, для чего электрический паяльник достаточно включить в сеть. Неэлектрический паяльник нагревают на открытом пламени. В процессе нагрева необходимо конец жала окунуть в канифоль или какой-либо другой флюс, после чего следует прикоснуться к кусочку припоя (сплав олова и свинца). У хорошо залуженного жала его кончик равномерно покрыт припоем и имеет характерно блестящий вид серебристого цвета. Пайку следует производить паяльником, нагретым до температуры, требуемой для каждого вида пайки. При пайке металлических деталей его нагревают сильнее, а для пайки проводов и электрических комплектующих – меньше.
Процесс пайки проводов в общем случае включает в себя следующую цепочку действий:
- подготовить паяемые поверхности к пайке (удалить окисную пленку путем механической зачистки или обработки флюсом – канифолью, паяльной кислотой и т.п.),
- коснуться жалом предварительно нагретого паяльника канифоли и припоя, чтобы на кончике жала оказалось нужное его количество;
- приложить паяемые поверхности друг к другу и коснуться этого места жалом паяльника.
После непродолжительного прогрева места пайки припой попадает на эти поверхности. После смачивания припоем места пайки жало удаляют от него и дают припою остыть и затвердеть. Важно при этом сохранять неподвижность провода, иначе пайка окажется ненадежной и непрочной. Для обеспечения качества пайки рекомендуется удалить остатки флюса из зоны пайки. В случае использования канифоли это можно сделать спиртовым растворителем с помощью кисточки. Такая операция предотвратит дальнейшее окисление зоны пайки.
Как правильно паять микросхемы
Технологически процесс пайки микросхем в общих чертах сходен с вышеописанным, но имеет свои особенности. Они заключаются в том, что:
- микросхемы не допускают перегрева в процессе пайки;
- контактные площадки микросхем имеют, как правило, малые размеры и их пайка не допускает излишков олова в зоне пайки.
Эти особенности учитываются правильным выбором и качественной подготовкой паяльника. Рекомендуется использование инструмента с контролируемой и регулируемой температурой нагрева жала. Правильный подбор ее значения в конкретных условиях предотвращает перегрев микросхем и образование межконтактных паразитных перемычек из припоя. Такие перемычки могут иметь микроскопические размеры и создавать ненужные электрические контакты между цепями монтируемого устройства.
Мы искренне надеемся, что наша статья с видео помогла вам научиться правильно паять.
как НАУЧИТЬСЯ правильно ПАЯТЬ ?
Не липнет олово(припой)?Как олудить(залудить) паяльник?Как паять светодиодную ленту
Как правильно паять медные провода.
Все понимают, как можно с помощью обычного паяльника ЭПСН, мощностью 40 ватт, и мультиметра, самостоятельно ремонтировать различную электронную технику, с выводными деталями. Но такие детали сейчас встречаются, в основном только в блоках питания различной техники, и тому подобных силовых платах, где протекают значительные токи, и присутствует высокое напряжение, а все платы управления, сейчас идут на SMD элементной базе. На плате SMD радиодетали Так как же быть, если мы не умеем демонтировать и впаивать обратно SMD радиодетали, ведь тогда минимум 70% от возможных ремонтов техники, мы уже самостоятельно не сможем выполнить Кто нибудь, не очень глубоко знакомый с темой монтажа и демонтажа, возможно скажет, для этого необходимы паяльная станция и паяльный фен, различные насадки и жала к ним, безотмывочный флюс, типа RMA-223, и тому подобное, чего в мастерской домашнего мастера обычно не бывает. Паяльная станция У меня есть дома в наличии, паяльная станция и фен, насадки и жала, флюсы, и припой с флюсом различных диаметров. Но как быть, если тебе вдруг потребуется починить технику, на выезде на заказ, или в гостях у знакомых? А разбирать, и привозить дефектную плату домой, или в мастерскую, где есть в наличии соответствующее паяльное оборудование, неудобно, по тем или иным причинам? Оказывается выход есть, и довольно простой. Что нам для этого потребуется? Что нужно для хорошей пайки
Распайка планарных деталейИтак, как происходит сам процесс? Кое-что почитайте тут. Мы откусываем маленькие кусочки припоя (сплава) Розе или Вуда. Наносим наш флюс, обильно, на все контакты микросхемы. Кладем по капельке припоя Розе, с обоих сторон микросхемы, там где расположены контакты. Включаем паяльник, и выставляем с помощью диммера, мощность ориентировочно ватт 30-35, больше не рекомендую, есть риск перегреть микросхему при демонтаже. Проводим жалом нагревшегося паяльника, вдоль всех ножек микросхемы, с обоих сторон. Демонтаж с помощью сплава Розе
Итак, мы взялись за нашу микросхему пинцетом, по краям, там где отсутствуют ножки. Обычно длина микросхемы, там где мы придерживаем ее пинцетом, позволяет одновременно водить жалом паяльника, между кончиками пинцета, попеременно с двух сторон микросхемы, там где расположены контакты, и слегка тянуть ее вверх пинцетом. За счет того что при расплавлении сплава Розе или Вуда, которые имеют очень низкую температуру плавления, (порядка 100 градусов), относительно бессвинцового припоя, и даже обычного ПОС-61, и смещаясь с припоем на контактах, он тем самым снижает общую температуру плавления припоя. Демонтаж микросхем с помощью оплетки И таким образом микросхема у нас демонтируется, без опасного для нее перегрева. На плате у нас образуются остатки припоя, сплава Розе и бессвинцового, в виде слипшихся контактов. Для приведения платы в нормальный вид мы берем демонтажную оплетку, если флюс жидкий, можно даже обмакнуть ее кончик в нее, и кладем на образовавшиеся на плате “сопли” из припоя. Затем прогреваем сверху, придавив жалом паяльника, и проводим оплеткой вдоль контактов. Выпаивание радиодеталей с оплеткой Таким образом весь припой с контактов впитывается в оплетку, переходит на нее, и контакты на плате оказываются очищенными полностью от припоя. Затем эту же процедуру, нужно проделать со всеми контактами микросхемы, если мы собираемся запаивать микросхему в другую плату, или в эту же, например после прошивания с помощью программатора, если это микросхема Flash памяти, содержащая прошивку BIOS материнской платы, или монитора, или какой либо другой техники.
С какой целью мы оставляем это место? Чтобы можно было слегка коснувшись контактов, жалом паяльника, припаять их к плате. Затем мы берем паяльник ЭПСН 25 ватт, или подобный маломощный, и касаемся двух ножек микросхемы расположенных по диагонали. Припаивание SMD радиодеталей паяльником В итоге микросхема у нас оказывается “прихвачена”, и уже не сдвинется с места, так как расплавившийся припой на контактных площадках, будет держать микросхему. Затем мы берем припой диаметром 0.5 мм, с флюсом внутри, подносим его к каждому контакту микросхемы, и касаемся одновременно кончиком жала паяльника, припоя, и каждого контакта микросхемы. Использовать припой большего диаметра, не рекомендую, есть риск навесить “соплю”. Таким образом, у нас на каждом контакте “осаждается” припой. Повторяем эту процедуру со всеми контактами, и микросхема впаяна на место. При наличии опыта, все эти процедуры реально выполнить за 15-20 минут, а то и за меньшее время.
Надписи, шелкография на плате, и паяльная маска, при этом не смываются и не растворяются. Единственное, демонтировать таким образом микросхему в корпусе Soic-16 и более многовыводную, будет проблематично, из-за сложностей с одновременным прогреванием, большого количества ножек. Всем удачной пайки, и поменьше перегретых микросхем! Специально для Радиосхем — AKV. Форум Обсудить статью Пайка smd деталей без фена |
Смачивание припоя | Как предотвратить плохое смачивание припоя
Плохое смачивание припоя часто является скрытой причиной плохих соединений и ненадежных процедур пайки. Однако то, что плохая пайка – обычная проблема, не означает, что она неизбежна. Имея в своем арсенале несколько проверенных стратегий, вы можете предотвратить плохое смачивание припоя и обеспечить долговечность ваших соединений.
Что такое смачивание припоем?
Пайка включает соединение двух металлов вместе с помощью припоя.Этот метод является одним из старейших зарегистрированных методов прочного соединения металлов. Смачивание припоя – это часть процесса, при котором металл в припое соединяется с металлом на печатной плате (PCB) или компоненте. Во время процесса смачивания припой становится жидким расплавом и может должным образом прилипать к компоненту для получения оптимального паяного соединения.
Смачивание припоем – и последующее соединение металла – требует уникальной среды для правильного выполнения. Для смачивания требуется медная поверхность, свободная от загрязнений и достигшая надлежащей температуры.Ниже мы подробно рассмотрим, почему хорошее смачивание припоя имеет решающее значение и как обеспечить успех вашей работы.
Почему важно хорошее смачивание припоя
Хорошее смачивание припоя жизненно важно для правильного соединения металлов. Без него металлы не будут держаться должным образом и, вероятно, не будут соответствовать отраслевым стандартам приемлемого использования, что сделает их по существу дефектными. Правильное смачивание припоя позволит получить хорошо выполненные паяные соединения, которые выдержат испытание временем.
Хорошее смачивание припоя часто можно отличить по внешнему виду – он дает блестящий, гладкий на вид припой, который явно достиг максимальной текучести.С другой стороны, часто наблюдается плохое смачивание припоя. Припой может выглядеть зернистым, тусклым и пористым, что свидетельствует о его плохой адгезии к компонентам. Этот припой часто непригоден для использования в коммерческих целях, что приводит к потере времени, капитала и производительности.
Причины плохого смачивания припоя
Плохое смачивание припоя может быть результатом нескольких различных проблем. К распространенным виновникам относятся:
- Окисление паяных поверхностей. Если оставить наконечник припоя горячим без покрытия, он может вступить в реакцию с кислородом и привести к неправильному смачиванию.
- Высокая или низкая температура пайки. Если температура слишком низкая, ваш припой не достигнет надлежащего уровня текучести и не будет должным образом контактировать с компонентами. С другой стороны, слишком высокие температуры могут быстро выгореть в виде пара, препятствуя надлежащему смачиванию припоя.
- Излишнее удерживание наконечника припоя. Прикрепление наконечника припоя к компонентам в течение длительного времени может привести к сгоранию флюса и повреждению компонентов.
- Недостаточное смачивание. Грязные печатные платы или невозможность нагреть контактную площадку и штифт может привести к недостаточному смачиванию и отсутствию соединения.
Как предотвратить плохое смачивание припоя
Для предотвращения плохого смачивания припоя необходимо следовать хорошо продуманному контрольному списку, чтобы гарантировать, что вы создаете правильную температуру и условия окружающей среды.
Очистите свои поверхностиОчистите поверхности и компоненты обычной салфеткой с растворителем – это быстрый и эффективный способ удаления жира или любых загрязнений, которые могут препятствовать смачиванию припоя.
Наконечники оловянные с припоемДобавление припоя к горячему наконечнику помогает предотвратить окисление. Всегда залуживайте наконечники перед выключением утюга, чтобы он был готов и загрунтован для надлежащего смачивания. Вы также избавите себя от хлопот и затрат на постоянную покупку насадок на замену.
Используйте высокоактивную паяльную пастуВысокоактивные паяльные пасты обычно обеспечивают лучшее смачивание, особенно если вы имеете дело со сложной обработкой поверхности.Паяльные пасты с высокой активностью будут особенно полезны для предотвращения плохого смачивания во время оплавления.
Разогрейте паяльникХолодное соединение возникает, когда припой не расплавляется полностью, что приводит к ненадежной адгезии. Чтобы этого не произошло, правильно нагрейте паяльник с мощностью, необходимой для достижения оптимальной температуры.
Если вы заметили признаки плохого смачивания во время пайки, не волнуйтесь – обычно вы можете отремонтировать стыки.Прекратите пайку, дайте стыку остыть и удалите пригоревший флюс. Дайте утюгу нагреться до нужной температуры, разогрейте сустав и начните снова.
По всем вопросам обращайтесь в Millennium Circuits Limited
Millennium Circuits Limited – признанный лидер отрасли, специализирующийся на высококачественных печатных платах. Если вам нужна помощь с вашими потребностями в печатной плате или у вас есть дополнительные вопросы, не стесняйтесь обращаться к нам сегодня.
правил работы. Как правильно паять паяльником канифолью Что нужно припаять
В мире, насыщенном электрометаллическими изделиями, умение обращаться с электрическим паяльником и качественная пайка всегда могут пригодиться.Известные преимущества пайки деталей разного размера позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (например, телевизионные приемники), ремонтировать различную бытовую утварь, паять изделия из меди, латуни, серебра.
Прежде чем овладеть правильной техникой обращения с припоями и паяльником в домашних условиях, вам следует пройти специальный курс, который включает в себя обучение пайке и всему, что предшествует этой процедуре. Можно учиться самостоятельно, но при освоении работы с украшениями, сложными электронными схемами без опытного наставника не обойтись.
С точки зрения организации процесса пайка металлов специальными припоями представляет собой набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся легкость, паять правильно с первого раза удастся не каждому. При первом знакомстве возникают некоторые трудности, связанные с отсутствием четкого представления о том, что и в какой последовательности делать.
- необходимо правильно выбрать основной рабочий инструмент для пайки;
- стоит побеспокоиться о том, чтобы сделать удобную и функциональную подставку, подготовить место, где большую часть времени придется паять;
- студент должен запастись подходящими расходными материалами, без которых не обходится ни одна такая процедура (припой, жидкий или пастообразный флюс).
И, наконец, начинающий пользователь должен освоить базовые техники пайки, предполагающие определенную последовательность целенаправленных действий.
Паять можно с помощью электрического паяльника, газовой горелки или паяльной лампы. Пайки, микросхемы принято паять специальными фенами, терморегуляторами, обеспечивающими равномерный нагрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурным режимом, при котором предполагается проводить рабочие операции.
Следующее требование по порядку подразумевает подготовку обязательных компонентов, позволяющих правильно паять любое металлическое соединение. Принято включать различные типы припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения его качества (канифольные и спиртовые композиции для лужения).
Все компоненты процесса должны быть выбраны с учетом конкретных условий образования паяного соединения и с учетом характеристик используемых деталей.
Основные рабочие процедуры
Блок-схема «правильной» пайки с помощью паяльника предполагает следующий порядок проведения операций.
Перед непосредственной пайкой поверхности паяемых деталей очищаются от сильных загрязнений и коррозионных отложений, после чего очищаются до характерного блеска.
После этого места пайки деталей обрабатываются заранее приготовленным флюсом, с помощью которого можно улучшить условия растекания припоя по контактной поверхности.
Затем контактная площадка или зона пайки подвергаются защитному лужению, суть которого заключается в нанесении на них припоя, расплавленного до жидкого состояния. В этом случае расходный материал равномерно распределяется по поверхности свариваемых деталей и обеспечивает образование надежного теплового соединения.
При подготовке деталей к лужению предпочтение отдается пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют механическим скручиванием или сжатием плоскогубцами.
После фиксации на них снова наносят флюс, а затем разогревают место контакта с одновременным введением в него прутка припоя (его состав может отличаться от материала, который использовался для лужения).
Невозможно научиться правильно паять своими руками, если не научиться залуживать жало паяльника. Для лужения рабочее жало после полного прогрева паяльника следует плотно прижать к любой покрытой фольгой поверхности и натереть расплавленную канифоль с припоем.
Эту операцию следует повторять до тех пор, пока на краях медного наконечника не появится характерная пленка припоя, обеспечивающая хорошее сцепление с любым металлом.
Вопрос, как правильно паять, встает с интересом, для чего нужна пайка и что с ней можно делать. Раньше паяли в основном кастрюли и самовары, но сегодня можно паять и высокотехнологичные вещи.
Возможности пайки
Возможностей для правильной пайки металлических деталей и изделий более чем достаточно.Таким способом проводится множество монтажных и ремонтных работ. Вот некоторые из самых важных:
№- можно паять медные трубы, входящие в состав внутренних линий теплообменников и холодильных агрегатов;
- элементов припоя различных электронных схем;
- ремонт, припой, стекла;
- крепление твердосплавных режущих пластин к держателям металлообрабатывающего инструмента;
- в быту пайка также часто применяется при необходимости закрепления плоских медных деталей на металлизированных поверхностях листовых заготовок;
- Возможность качественного лужения поверхностей может пригодиться для защиты элементов металлических конструкций от коррозии.
На начальном этапе обучения искусству пайки рекомендуется использовать простейшие схемы электронных устройств.
Кроме того, с помощью рассматриваемого процесса можно паять детали из металлов разной конструкции, а также герметизировать различные типы жестких соединений.
Виды паяльных работ
Разнообразие способов пайки объясняется множеством различных факторов, определяющих качество и эффективность пайки.К этим факторам относятся не только тип паяльного устройства и тип припоя, используемого в процессе, но и технологические особенности формирования шва. Для поверхностного монтажа деталей на плате нужно научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, нужно знать температуру плавления металла, с которым вы собираетесь работать. Это влияет на выбор паяльного инструмента, а также флюса и припоя. В соответствии с заданным параметром припойные материалы делятся на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Выбор припоя
Легкоплавкие припои используются в нормальных условиях, не требующих особой прочности соединяемых элементов. Их можно использовать для сборки электронных схем или пайки малогабаритных украшений.
Во время этих операций детали легируют жидким оловом, в котором свинец присутствует в качестве добавки.
Однако в последние годы бессвинцовые припои получили широкое распространение. При выборе типа нагревательного инструмента в этом случае предпочтение отдается электрическим паяльникам с рабочей мощностью от 25 до нескольких сотен ватт.
При необходимости пайки изделий из тугоплавких металлов, работающих в экстремальных условиях по температуре и деформации, потребуются так называемые «твердые» припои. Этот тип припоя готовится на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуется использовать, когда требуется соединение деталей, работающих в условиях высоких статических нагрузок.
Могут использоваться для пайки изделий из латуни и других медных сплавов, в которых содержание меди не превышает 68 процентов.Для соединения стальных заготовок и деталей в качестве припоя чаще всего берут чистую медь или некоторые виды латуни.
Подводя итоги, отметим, что для того, чтобы научиться правильно паять металлические детали различной конструкции, одного желания недостаточно. Освоить известные техники правильной пайки можно только после того, как будут изучены все сопутствующие этому процессу вопросы.
К последним можно отнести выбор нагревательного инструмента, грамотный подход к выбору расходных материалов, а также строгое соблюдение установленного порядка проведения процедур пайки.
Все это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надежное и долговечное соединение.
Недавно, узнав, что я радиолюбитель, два человека обратились ко мне за помощью на форуме нашего города, в филиал Радио. Оба по разным причинам и оба разного возраста уже взрослые, как выяснилось при знакомстве, одному было 45 лет, другому 27. Это доказывает, что заниматься электроникой можно в любом возрасте.Их объединяло одно, оба как-то были знакомы с техникой, и хотели бы самостоятельно освоить радиобизнес, но не знали с чего начать. Мы продолжили общение в . В контакте с , на мой ответ, что в Интернете много информации по этой теме, сделайте это – я не хочу, я слышал об одном и том же от обоих – что оба не знаю с чего начать. Один из первых вопросов был: что входит в необходимый минимум знаний радиолюбителя.Перечислить необходимые им навыки потребовалось довольно много времени, и я решил написать обзор на эту тему. Думаю, будет полезно как новичкам, так и моим знакомым, всем, кто не может определиться, с чего начать тренировки.
Сразу скажу, что при обучении нужно равномерно совмещать теорию с практикой. Как бы вы ни хотели, быстро приступайте к пайке и сборке конкретных устройств, нужно помнить, что без необходимой теоретической базы в голове вы в лучшем случае сможете точно копировать чужие устройства.А если вы знаете теорию хотя бы в минимальном количестве, вы можете изменить схему и скорректировать ее под свои нужды. Есть такая фраза, я думаю, известна каждому радиолюбителю: «Нет ничего практичнее хорошей теории».
Прежде всего, вам нужно научиться читать принципиальные схемы. Без умения читать схемы невозможно собрать даже простейшее электронное устройство. Также позже не лишним будет освоить самостоятельное составление принципиальных схем, в специальном.
Детали для пайки
Необходимо уметь определять по внешнему виду любой радиокомпонент и знать, как это обозначено на схеме. Конечно, чтобы собрать, припаять любую схему, нужен паяльник, желательно мощностью не более 25 Вт, и уметь его хорошо использовать. Все полупроводниковые детали не любят перегрев, если припаивать, например, транзистор к плате, и не получалось припаять вывод за 5-7 секунд, перебить на 10 секунд или припаять в это время другую деталь, иначе велика вероятность сжечь радиодеталь от перегрева.
Также важно тщательно паять, особенно близко расположенные выводы радиодеталей, и не вешать «сопли», случайные замыкания. Всегда, если сомневаетесь, звоните в подозрительное место с помощью мультиметра в режиме набора звука.
Не менее важно удалить оставшийся флюс с платы, особенно если вы паяете цифровую схему или флюс, содержащий активные добавки. Смывать нужно специальной жидкостью, либо 97% этиловым спиртом.
Новички часто собирают схемы путем поверхностного монтажа, прямо на штырях деталей. Согласен, если выводы надежно скрутить между собой, а потом еще и припаять, то такой прибор прослужит долго. Но таким способом уже не стоит собирать устройства, содержащие более 5-8 деталей. В этом случае нужно собрать устройство на печатной плате. Собранный на плате прибор отличается повышенной надежностью, схему подключения легко проследить по дорожкам, а при необходимости обзвонить все подключения мультиметром.
Обратной стороной печатной проводки является сложность изменения схемы готового устройства. Поэтому перед разводкой и травлением печатной платы всегда следует сначала собрать устройство на макетной плате. Изготавливать устройства на печатных платах можно по-разному, здесь главное соблюдать одно важное правило: дорожки из медной фольги на плате не должны контактировать с другими дорожками, где это не предусмотрено схемой.
Вообще, существуют разные способы изготовления печатной платы, например, путем разделения участков фольги – дорожек, паза, прорезанного резаком в фольге, сделанной из полотна ножовки.Или нанесите защитный рисунок, который предохраняет фольгу снизу (будущие дорожки) от травления перманентным маркером.
Или с помощью технологии LUT (технология лазерной глажки), где дорожки защищены от травления горящим тонером. В любом случае, как бы мы ни делали печатную плату, нам нужно сначала выложить ее в программе трассировщика. Новичкам я рекомендую это портативный трассировщик с отличными функциями.
Кроме того, при самостоятельном подключении печатных плат или если вы распечатали готовую плату, вам необходимо уметь работать с документацией на радиокомпонент, с так называемыми Datasheets ( Datasheet ), страницами в формате PDF. .В Интернете есть Datasheets практически на все импортные радиодетали, за исключением некоторых китайских.
Для отечественных радиодеталей можно найти информацию в отсканированных справочниках, на специализированных сайтах, на которых размещены страницы с характеристиками радиодеталей, и на информационных страницах различных интернет-магазинов, таких как Chip & Dip … Уметь обязательно для определения распиновки радиокомпонента также встречается название распиновки, потому что очень многие, даже две части распиновки, имеют полярность.Также необходимы практические навыки работы с мультиметром.
Мультиметр – универсальный прибор, используя только один его, можно проводить диагностику, определять выводы детали, их работоспособность, наличие или отсутствие КЗ на плате. Думаю, лишним не будет, напомнит, особенно юным начинающим радиолюбителям, о соблюдении мер электробезопасности при отладке устройства.
После сборки устройства необходимо разложить его в красивом футляре, чтобы вам не было стыдно показать друзьям, а значит, вам нужны слесарные навыки, если корпус металлический или пластиковый, или столярный. если корпус деревянный.Любой радиолюбитель рано или поздно приходит к выводу, что ему приходится заниматься мелким ремонтом техники, сначала своим, а потом с приобретением опыта, причем по словам знакомых. А это значит, что нужно уметь диагностировать неисправность, определить причину поломки, а затем устранить ее.
Часто даже опытным радиолюбителям без инструмента сложно припаять многополюсные детали из платы. Хорошо, если детали будут заменены, тогда выводы у самого корпуса откусываем, а ножки по очереди припаиваем.Хуже и труднее, когда эта деталь нужна для сборки какого-либо другого устройства или когда производится ремонт, и деталь может потребоваться припаять обратно после, например, при поиске короткого замыкания на плате. В этом случае вам понадобятся инструменты для демонтажа, и возможность их использования, это тесьма и демонтажный насос.
Об использовании паяльного фена не упоминаю, ввиду частого отсутствия доступа к нему у новичков.
Заключение
Все вышеперечисленное – лишь часть необходимого минимума, который должен знать начинающий радиолюбитель при проектировании устройств, но обладая этими навыками, вы уже можете собрать, имея небольшой опыт, практически любое устройство.Специально для сайта – АКВ .
Обсудить статью С чего начать радиолюбителю
Умение паять в современной жизни, насыщенной электроприборами и электроникой, столь же необходимо, как умение пользоваться отверткой и плунжером. Существует множество способов пайки металлов, но в первую очередь нужно знать, как паять паяльником, хотя в домашних условиях возможны и другие способы. В помощь желающим освоить технологию ручной клеевой работы предназначена данная статья.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически не взаимодействующие с основным металлом или взаимодействующие в незначительной степени, активированные, химически действующие на основной металл при нагревании, и активные (кислотные), действующие на него и холодно. Что касается флюсов, то наш век принес больше всего инноваций; большинство из них хорошие, но начнем с неприятных.
Во-первых, больше не существует коммерчески чистого ацетона для мытья пайков, поскольку он используется в подпольном производстве наркотиков и сам по себе обладает наркотическим действием.Заменители технического ацетона – растворители 646 и 647.
Во-вторых, хлорид цинка в пастах с активированным флюсом часто заменяется тераборатом натрия – коричневым. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; Хлорид цинка также токсичен и при нагревании сублимируется, т.е. испаряется, не плавясь. Бура безопасна, но при нагревании выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание. Бура представляет собой паяльный флюс для погружения в расплавленный припой, см. Ниже.
Хорошая новость в том, что теперь в продаже имеется широкий ассортимент флюсов для всех случаев пайки. Для обычных клеевых работ вам понадобится (см. Рис.) Недорогой SCF (спиртовая канифоль, бывший CE, второй в списке бескислотных флюсов в Таблице I.10 на рисунке выше) и паяльная (протравленная) кислота, это первый кислотный флюс в списке. SCF подходит для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайку из СКФ необходимо мыть: канифоль содержит янтарную кислоту, которая при длительном контакте разрушает металл.Кроме того, случайно пролитый SCF мгновенно распространяется по большой площади и превращается в очень долго сохнущую чрезвычайно липкую грязь, пятна от которой невозможно удалить с одежды, мебели или полов со стенами. В целом GFR – хороший флюс для пайки, но не для путаницы.
Полноценный заменитель СКФ, но не такой отвратительный при неаккуратном обращении – это TAGS flux. Стальные детали массивнее, чем допустимо для пайки кислотой для пайки, а более прочно запаиваются флюсом F38.Универсальный флюс можно использовать для пайки практически любого металла в любом сочетании, в т.ч. алюминий, но прочность соединения с ним не нормируется. К пайке алюминия мы вернемся позже.
Примечание: радиолюбителям, имейте ввиду – сейчас в продаже есть флюсы для пайки эмалированных проводов без зачистки!
Другие виды пайки
Любители повозиться тоже часто паяют сухим паяльником с бронзовым голым наконечником, т.н.паяльный карандаш поз. 1 на рис. Хорошо там, где недопустимо растекание припоя за пределы зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда микросхемы поверхностного монтажа также паяются сухим способом, с расстоянием между выводами 1,25 или 0,625 мм, но и для опытных специалистов это рискованное дело: плохой тепловой контакт требует чрезмерной мощности паяльника и длительного нагрева, а это невозможно. обеспечить стабильность нагрева при ручной пайке.Для сухой пайки используйте гарпий из ПОСК-40, 45 или 50 и флюсовые пасты, не требующие удаления остатков.
Тупиковые скрутки толстых проводов (см. Выше) припаивают погружением в корпус – ванну с расплавленным припоем. Когда-то футорку топили паяльной лампой (поз. 2а), но сейчас это примитивная дикость: электрофутор или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутка вводится в корпус через слой кипящего флюса, подаваемого в припой после того, как он расплавится и прогреется до рабочей температуры.Самый простой флюс в данном случае – канифольный порошок, но он вскоре выкипает и сгорает еще быстрее. Корпус лучше залить коричневым флюсом, а если для цинкования мелких деталей используется паяльная ванна, то это единственный вариант. В этом случае максимальная температура подножки должна быть не менее 500 градусов Цельсия, потому что цинк плавится при 440.
Наконец, массивная медь в изделиях, например. пайка труб осуществляется высокотемпературной пламенной пайкой. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: удаляет остаточный оксид и предотвращает образование новых.На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает из зоны пайки все лишнее.
Выполняется высокотемпературная пайка, см. Рис. справа, равномерно протирая с давлением зону пайки 1 палочкой из твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячая точка не выходила в воздух. Зону пайки предварительно нагревают до появления потускнения. Что-то еще можно припаять мягким припоем к припаянной поверхности, как обычно.Подробнее о пайке пламенем см. Ниже, когда речь идет о трубах.
Любопытно, что в некоторых источниках паяльную горелку называют паяльной станцией. Ну а рерайт – это рерайт, что тут взять. По сути, настольная паяльная станция (см. Следующий рисунок) – это оборудование для тонких паяльных работ: с микрочипами и т. Д., Где недопустим перегрев, растекание припоя там, где в этом нет необходимости, и другие недочеты. Паяльная станция точно поддерживает заданную температуру в зоне пайки, а если станция газовая, то регулирует подачу газа туда.В этом случае горелка входит в ее комплект, но сама паяльная станция представляет собой паяльную станцию не более чем карьер – Собор Василия Блаженного.
Как паять алюминий
Благодаря современным флюсам паять алюминий, как правило, не сложнее, чем медь. Флюс Ф-61А предназначен для его низкотемпературной пайки, см. Рис. Припой – любой аналог припоев Avia; в продаже есть разные. Единственное, в паяльник лучше вставлять луженый бронзовый стержень с насечками на жало, примерно как напильник.Под слоем флюса он легко соскребет прочную оксидную пленку, не позволяющую просто так припаять алюминий.
Флюс Ф-34А предназначен для высокотемпературной пайки алюминия припоем 34А. Однако нагревать зону пайки пламенем необходимо очень осторожно: температура плавления самого алюминия составляет всего 660 градусов Цельсия. Поэтому лучше использовать высокотемпературную пайку алюминия в беспламенной камере (пайка с печным нагревом), но оборудование для этого дорогое.
Также существует «пионерный» метод пайки алюминия с предварительным меднением. Он подходит, когда требуется только электрический контакт, и исключены механические напряжения в зоне пайки, например, если необходимо подключить алюминиевый корпус к общей шине печатной платы. «Пионерская» пайка алюминия осуществляется на установке, показанной на рис. Слева. Порошок медного купороса засыпается предметным стеклом в зону пайки.Более жесткую зубную щетку, обернутую голой медной проволокой, погружают в дистиллированную воду и натирают купоросом под давлением. Когда на алюминии появляется медное пятно, его залуживают и припаивают как обычно.
Тонкая пайка
Пайка печатных плат имеет свои особенности. Как припаять детали к печатным платам, в общем, смотрите небольшой мастер-класс на картинках. Лужение проводов исключается, потому что выводы радиодеталей и микросхемы уже залужены.
В любительской среде, во-первых, нет смысла лужить все токоведущие дорожки, если устройство работает на частотах до 40-50 МГц.В промышленном производстве плиты лужатся, например, низкотемпературными методами. напыление или гальваника. Нагрев дорожек паяльником по всей длине ухудшит их сцепление с основанием и повысит вероятность отслоения. После сборки детали плату лучше покрыть лаком. Медь от этого сразу потемнеет, но на работоспособности прибора это никак не повлияет, если только речь не идет о микроволновке.
Затем посмотрите на что-нибудь уродливое слева от тропы.рис. За такой брак и на дурную память советского МЭПа (Министерства электронной промышленности) сборщики были переведены в разряд грузчиков или подсобных рабочих. Дело даже не в появлении или перерасходе дорогостоящего припоя, а, во-первых, в том, что при охлаждении этих пластин перегревались как монтажные площадки, так и детали. А большие тяжелые шарики припоя – довольно инертный груз для и без того ослабленных дорожек. Радиолюбителям эффект хорошо известен: случайно толкнул доску каракатицы на пол – отклеилось 1-2 и более дорожек.Не дожидаясь первой пайки.
Бусинки припоя на печатных платах должны быть гладкими и закругленными, высотой не более 0,7 диаметра монтажной площадки, см. Справа на рис. Концы выводов должны немного выступать из буртиков. Кстати, доска полностью самодельная. Есть способ в домашних условиях сделать печатную проводку такой же точной и точной, как заводская, и даже распечатать там нужные надписи. Белые пятна – блики от лака при фотографировании.
Вогнутые и еще более морщинистые узелки – тоже брак. Просто вогнутая бусина означает, что припоя недостаточно, а морщинистая, разве что в припой проник воздух. Если собранный прибор не работает и есть подозрение на непротекание, посмотрите в первую очередь на такие места.
Микросхемы и микросхемы
По сути, интегральная микросхема (ИС) и микросхема – это одно и то же, но для наглядности, как это принято в технике, микросхемы- «микрухи» будут оставлять ИС в DIP-корпусах, вплоть до больших в плане интеграции, включительно , с выходами через 2.5 мм, устанавливается в монтажные отверстия или заглушки под пайку, если плата многослойная. Пусть микросхемы представляют собой сверхбольшие ИС – «миллион с плюсом», установленные на поверхности, с шагом выводов 1,25 мм и менее, а микрочипы – миниатюрные ИС в таких же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочие «камни» жесткими многорядными выводами мы не трогаем: они не впаиваются, а устанавливаются в специальные гнезда, которые впаиваются в плату один раз при ее сборке на предприятии.
Паяльник заземленный
Современные КМОП (CMOS) ИС по чувствительности к статическому электричеству такие же, как TTL и TTLSh, они удерживают потенциал 150 В в течение 100 мс без повреждений.Амплитудное значение рабочего напряжения сети 220 В составляет 310 В (220х1,414). Отсюда вывод: нужен паяльник низковольтный, на напряжение 12-42В, подключенный через понижающий трансформатор на утюге, а не через генератор импульсов или емкостной балласт! Тогда даже прямая поломка на жале не испортит дорогие фишки.
Еще бывают случайные и даже более опасные скачки напряжения в сети: поблизости была сварка, произошел скачок напряжения в сети, искра в проводке и т. Д.Самый надежный способ обезопасить себя от них – не отводить «шальные» потенциалы от жала паяльника, а не выпускать их оттуда. Для этого даже на специальных предприятиях СССР применялась схема включения паяльников, изображенная на рис .:
.Точка подключения С1 С2 и сердечник трансформатора подключаются непосредственно к цепи защитного заземления, а к средней точке вторичной обмотки – экранной обмотке (разомкнутый контур из медной фольги) и заземляющим проводам рабочих мест.Эта точка подключается к цепи отдельным проводом. При достаточной мощности трансформатора вы можете подключить к нему сколько угодно паяльников, не беспокоясь о заземлении каждого в отдельности. В домашних условиях точки a и b подключаются к общей клемме заземления отдельными проводами.
Микросхемы, пайка
Микросхемы в DIP-корпусах распаяны, как и другие электронные компоненты. Паяльник – до 25 Вт. Припой – ПОС-61; флюс – ТАГИ или спиртовой канин.Смывать ее остатки необходимо ацетоном или его заменителями: спирт плотно захватывает канифоль, и полностью вымыть ее между ног ни щеткой, ни тряпкой невозможно.
Что касается микросхем, а тем более микрочипов, то специалистам любого уровня категорически не рекомендуется паять их вручную: это лотерея с очень проблемным выигрышем и очень вероятным проигрышем. Если речь идет о таких тонкостях, как ремонт телефонов и планшетов, придется раскошелиться на паяльную станцию.Использовать его не намного сложнее, чем использовать ручной паяльник, смотрите видео ниже, а цены на вполне приличные паяльные станции сейчас доступны.
Видео: уроки пайки микросхем
Микросхемы, пайка
«Правильно», микросхемы для проверки при ремонте не паяются. Их диагностика проводится на месте специальными тестерами и методами, а негодный удаляется раз и навсегда. Но дилетанты не всегда могут себе это позволить, поэтому на всякий случай ниже мы приводим видео о способах пайки микросхем в корпусах DIP.Чипы с микрочипами умельцы тоже умудряются паять, например, подсунув нихромовую проволоку под ряд контактов и прогревая их сухими паяльниками, но эта лотерея даже менее выигрышная, чем ручная установка больших и сверхбольших ИС.
Видео: пайка микросхем – 3 способа
Как паять трубы
Медные трубы паяны при высоких температурах любым припоем меди с пастой из активированного флюса, не требующей удаления остатков. Возможны еще 3 варианта:
- В муфтах из меди (латунь, бронза) – фитинги под пайку.
- С полной раздачей.
- С неполной раздачей и сжатием.
Пайка медных труб в фитингах надежнее других, но требует значительных дополнительных затрат на муфты. Единственный случай, когда он незаменим, – это переключающее устройство; затем используется тройник. Обе паяемые поверхности заранее не луженые, а покрываются флюсом. Затем труба вставляется в фитинг, надежно фиксируется и стык спаивается.Пайка считается завершенной, когда припой перестает заходить в зазор между трубой и муфтой (нужно 0,5-1 мм) и выступает снаружи небольшим валиком. Фиксатор снимается не ранее, чем через 3-5 минут после застывания припоя, когда стык уже можно держать руками, иначе припой не наберет прочности и стык когда-нибудь потечет.
Способ пайки труб с полным расширением показан на рис. Слева. Давление «дозированной» пайки такое же, как и у фитинга, но требует дополнительного.специальные приспособления для раскладывания гнезда и повышенного расхода припоя. Крепление паяемой трубы не требуется; его можно с закруткой вдвинуть в розетку до плотного заклинивания, поэтому пайка с полным разводом часто производится в неудобных для установки фиксатора местах.
В домашней электропроводке из тонкостенных труб небольшого диаметра, где давление и так невелико, а его потери незначительны, может быть целесообразна пайка с неполным разводом одной трубы и сужением другой, поз.I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с конусом 10-12 градусов с одной стороны и отверстием в форме усеченного конуса под углом 15-20 градусов с другой, поз. II. Концы труб обрабатываются до тех пор, пока они не войдут друг в друга в течение прибл. на 10-12 мм. Поверхности заранее луженые, наносятся на луженые с большим количеством флюса и соединяются перед заклиниванием. Затем ее нагревают, пока припой не расплавится, и конусообразную трубу поддерживают до тех пор, пока она не заклинит. Расход припоя минимальный.
Важнейшим условием надежности такого стыка является ориентация сужения по течению воды, поз. III. Школьный закон Бернулли является обобщением для идеальной жидкости в широкой трубе, а для реальной жидкости в узкой трубе из-за ее (текучей) вязкости максимальный скачок давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, которая прижимает суженную трубку к распределенной трубке, и пайка происходит очень надежно.
Что еще?
Ах да, паяльник стоит. Классический, слева на рисунке, подходит для любой удочки. Там, где есть лотки для припоя и канифоли, это ваше дело, здесь нет никаких правил. Для маломощных паяльников с фартуком подходят упрощенные скобы, по центру.
Если в советское время была игра для школьников, суть которой заключалась в том, чтобы самостоятельно спаять электронную микросхему «на коленке», что они успешно сделали, то сейчас многие люди оказываются в сложной ситуации, как пользоваться паяльником. .Хотя научиться паять паяльником не так уж и сложно и, освоив азы для «чайников», можно будет самостоятельно проводить несложные работы, не прибегая к помощи специалистов.
Пайка паяльником
Для того, чтобы приступить к пайке, необходимо подготовить рабочее место и необходимые инструменты. Вне зависимости от вида предлагаемых работ к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только комфортно работать, но и заметить мелкие изъяны в паяных деталях, что сложно при отсутствии света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее место, где можно легко разместить паяемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли негативно сказывается на дыхательной системе;
- Увеличительное стекло позволяет работать даже с мелкими деталями и тонкими проводами;
- Простая подставка решает проблему размещения нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Основа качественной пайки – нагрев металлических деталей до температуры пайки, соответственно для каждого вида работ рекомендуется использовать паяльники разной мощности:
- Для пайки радиодеталей и микросхем есть лучше всего использовать паяльник мощностью не более 60 Вт, иначе можно перегреть деталь или просто расплавить;
- Детали толщиной до 1 мм лучше прогреются при использовании инструмента мощностью 80-100 Вт;
- Детали со стенкой до 2 мм требуют большой мощности и определенного опыта работы, поэтому пайка таких деталей в данной статье рассматриваться не будет.
Выбрав мощность паяльника, следует подготовить его к работе, точнее подготовить жало … Существуют паяльники со сменными жалами, которые подходят для разных видов работ. Также доступны модели с медным лезвием, которое можно заточить или забить молотком любой желаемой формы. Серьезным недостатком таких наконечников является необходимость их постоянного лужения, чтобы на поверхности не появлялась оксидная пленка, препятствующая налипанию припоя.Также производители выпускают более дорогой вариант с никелированным покрытием, но он боится перегрева и требует осторожного обращения.
Что еще нужно для пайки
Кроме самого паяльника для пайки потребуется:
- припой;
- канифоль;
- кислоты или флюсы для пайки.
Припой – это связующий материал между паяемыми частями, без которого вы не сможете работать.Сейчас в магазинах продаются специально подготовленные припои в виде проволок разного диаметра, скрученных в спираль, от которых удобно «отщипнуть» нужный кусок раскаленным жалом, но можно и по старинке, как припой кусок олова , но работать будет не так удобно.
Канифоль используется для подготовки поверхности к пайке. Припой с канифолью распределяется равномерно, при ее отсутствии скатывается каплями, а к некоторым поверхностям вообще не прилипает.
Паяльная кислота или флюс необходимы для подготовки контактов к пайке. Новичок должен знать, что флюс для каждого паяемого материала разный, и нельзя использовать кислоту для пайки алюминия на медную проволоку, иначе припой просто не упадет.
Основа любой пайки – качественный прогрев паяемых деталей с последующей фиксацией припоем. Технологически можно выделить два типа пайки : флюсом или канифолью.
Научиться паять канифольным паяльником сложнее, но овладев этим навыком, можно будет выполнить 90 процентов работы.
Рассмотрим на примере пайки проводов к плате. Сначала нужно прогреть провод, для этого прикладываем острие нагретого паяльника рубанком (лучше, если это будет жало в виде отвертки), максимально прижимая его. Через несколько секунд проволоку с прижатым к ней жалом опускают в канифоль, которая, закипая, равномерно распределится по всем жилкам проволоки.Так подготавливается провод к нанесению припоя. Паяльником берем небольшую часть припоя и тонким слоем наносим на провод. При этом не должно быть ни капель, ни непораженных участков, в идеале получается такая же проволока, но в жести.
Чистим наконечник паяльника металлической губкой или тряпкой и, касаясь жала канифоли, проводим палочкой по доске, при этом на поверхности остается тончайший слой канифоли.Поверхности подготовлены. Обеспечивая максимальный контакт между проводом и платой, прижимаем жало с тонким слоем припоя к проводу и несколько раз «погладим» паяльником точку пайки для лучшего нагрева. После этого дайте остыть и проверьте прочность контакта.
При правильной пайке поверхность блестящая и соединение имеет максимальную прочность. Если поверхность выглядит тусклой и рыхлой, значит, нарушены правила пайки паяльником и соединение не такое прочное.Но в некоторых случаях устраивает даже такой результат.
Пайка флюсом
Для пайки флюсом нужно просто взять флюс, окунуть в него кисть и нанести ее на поверхность для пайки. После этого можно сразу нанести припой или припой. Несмотря на кажущуюся простоту, работа с кислотой имеет множество нюансов :
- Каждый материал имеет свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать на микросхемах слишком активные флюсы, так как они могут прожечь металл дорожки;
- Если после работы вы не удалите флюс с поверхности или сделаете это не с тем реагентом, он продолжит разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается кислотой, и приходится постоянно его шлифовать.
Помимо знаний, работа с паяльником требует аккуратности и аккуратности, а научившись паять простые детали, не составит труда перейти к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, стразами, а впоследствии даже спайкой пластин между собой.
Любой начинающий радиолюбитель, так или иначе связанный с электроникой, должен с нуля решить задачу, как научиться паять паяльником.На первый взгляд, в этом нет ничего сложного, но это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков обеспечить надежное и качественное соединение пайкой невозможно.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение двух металлических элементов вместе. Сам процесс пайки обеспечивается самостоятельным металлом с гораздо более низкой температурой плавления. Именно этот металл действует как припой.
Каждый метод пайки основан на принципе нагрева металлических элементов в точке соединения. Температура нагрева должна быть выше температуры плавления металла, используемого для припоя. В этом режиме металлический припой, расплавляясь, беспрепятственно перетекает в зазоры и трещины между деталями, частично проникая даже в саму металлическую конструкцию. После застывания в этом месте образуется механическое соединение и электрический контакт.
Есть два основных условия, без которых будет просто невозможно решить вопрос, как правильно паять:
- В месте пайки элементы должны быть максимально чистыми.Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или оксидная пленка значительно снизят надежность контакта. Возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки при затвердевании.
Медь и ее сплавы хорошо связываются с традиционными припоями.Они подходят для стали, алюминия и других металлов. Единственное серьезное ограничение – пайка крупных металлических деталей из-за невозможности их нагрева до необходимых температур.
Чаще всего припой состоит из сплава олово-свинец, который может содержать различное количество олова. В маркировке отображается процент содержимого, например, POS-40 или POS-60. От этого показателя также зависит температура плавления, которая у первого припоя составляет 235 градусов, а у второго – 183 градуса.Температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута, еще ниже. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Еще один важный компонент – флюсы, с помощью которых металлические поверхности очищаются от оксидов в виде пленок. Наиболее распространена канифоль, защищающая раскаленный металл от контакта с воздухом.
Подбор флюсов и припоев
Поскольку качество паяльных соединений во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно.В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основная функция – протравить металлические детали, удалить оксидную пленку и затем защитить поверхность от коррозии. Покрытие из флюса гарантирует его чистоту, хорошее смачивание и растекание олова.
Флюсы выбираются в зависимости от соединяемых металлов и сплавов. В состав любого флюса входят соли металлов, щелочи и кислоты, которые активно реагируют на повышение температуры.В связи с этим существует условное разделение этих материалов на два типа.
Первый из них активен; в его основе – соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой очистки по окончании работы. Это единственный недостаток таких флюсов, но их можно использовать для соединения практически любого металла. Они доступны в жидкой форме и считаются более легкими в применении. К ним добавляют спирт или глицерин, которые при нагревании полностью испаряются.
Второй тип флюса состоит из канифоли и используется для соединения цветных металлов. Они считаются менее эффективными для стальных деталей. По окончании работ канифоль необходимо смыть, так как со временем она вызывает коррозию и становится проводниками электрического тока при длительном нахождении во влажной среде.
Припой легче подобрать для работы. В основном используются соединения свинца и олова с маркировкой PIC. Процент содержания олова обозначается цифрами после букв.Более высокое содержание олова в припое обеспечивает более высокую механическую прочность и электрическую проводимость соединений. В то же время температура плавления припоя с высокой долей олова также снижается. Добавление свинца нормализует затвердевание и предотвращает растекание олова.
Некоторые современные припои производятся без свинца (БП), вместо цинка или индия. У них более высокая температура плавления, но соединения прочнее и устойчивее к коррозии.И наоборот, есть припои из легких сплавов, которые могут растекаться под углом 90-110 градусов. Они используются для подключения компонентов, очень чувствительных к перегреву.
Выбор паяльника
Есть несколько видов бытовых паяльников. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника подбирается исходя из проделанной работы:
- Пайка электронных деталей и узлов – 40-60 Вт.
- Детали толщиной до 1 мм – 80-100 Вт.
- Для элементов толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у мастеров есть два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение может проходить на любом из них. Паять толстостенные детали рекомендуется на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети точно задымит.В этот момент выгорает заводская смазка. После прекращения выхода дыма паяльник необходимо выключить и дать ему остыть. Тогда перед пайкой нужно заточить жало.
Жало паяльника выполнено в виде стержня цилиндрической формы. Материал – медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало не заточено, поэтому его следует подготовить. Изменить форму можно молотком, напильником или наждачной бумагой.
Для каждого вида работ требуется своя конфигурация наконечника:
- Форма плоская или в виде шпателя придается сплющиванием.Заточка плоских углов может потребоваться для соединения массивных деталей.
- Заточка в виде острого конуса или пирамиды необходима для пайки мелких деталей.
- Для пайки толстых проводников и больших деталей нужен конус с меньшей остротой.
При отсутствии защитного покрытия острие инструмента необходимо лужить. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется при первом запуске, когда дым больше не выходит.После того, как инструмент будет готов, учимся паять.
Способы пайки деталей и узлов
Пайка проводов считается самой простой процедурой. Концы каждой проволоки окунаются в растворенный флюс, после чего необходимо пройти по ним паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения рекомендуется стряхнуть весь лишний припой. В процессе стыковки постепенно образуется скрутка. Он прогревается, а все свободное пространство заполняется жестью.
В противном случае концы пропитываются флюсом, и пайка производится сразу, без лужения. Этот метод часто используется для соединения тонких проводов или множества жил. Благодаря хорошему флюсу и мощному паяльнику обеспечивается качественное и надежное соединение.
Работать с электроникой намного сложнее. Здесь уже требуются определенные знания и практические навыки. Однако начинающий мастер может выполнить и простые действия по ремонту схемы:
- Перед пайкой элементы клемм с ножками необходимо закрепить воском или пластилином в их отверстиях.С другой стороны платы паяльник необходимо плотно прижать к клемме, чтобы она нагрелась. Далее в это место вставляется тонкий припой в виде проволоки с флюсом. Олова требуется совсем немного, главное, чтобы она со всех сторон равномерно стекала в лунку.
- Если отверстие слишком большое и в нем болтаются ножки, смочите это место небольшим количеством флюса. Далее олово подносится к стержню и стекает по нему, после чего отверстие равномерно заполняется.
Solder Melt – обзор
СОЗДАНИЕ ХОРОШЕГО ПАЙНОГО СОЕДИНЕНИЯ
Найдите прочно изолированные черные «первичные» провода трансформатора (см. Стр. 3 и 8). Убедитесь, что с концов проводов снята изоляция. Удерживайте один шнур питания и один провод первичной обмотки трансформатора торцевой стороной, а неизолированные металлические провода должны перекрывать друг друга и располагаться рядом друг с другом. Пальцами оберните оголенные провода друг вокруг друга, но не включайте изолированные части. Положите на столик картон или плотную бумагу, чтобы не повредить его.Расположите витую пару проводов так, чтобы она висела на дюйм или около того над картоном или бумагой, а затем к ней можно было дотронуться снизу горячим паяльником.
Поместите паяльник на картон или бумагу так, чтобы наконечник паяльника опирался на L-образную металлическую подставку, которая входила в комплект поставки паяльника. Подключите шнур питания утюга к розетке переменного тока на 120 вольт или к толстому удлинителю. Примерно через пять минут прикоснитесь концом полоски припоя к кончику горячего утюга, чтобы убедиться, что он достаточно нагрелся для быстрого расплавления припоя.
Если на утюг попало много черного материала или другого грязного покрытия, соскребите его острым лезвием инструмента для зачистки проводов, заменив грязь блестящим, чистым на вид расплавленным припоем. Добавляйте припой до тех пор, пока его капля не прилипнет к железу. Излишек припоя может капать с конца, поэтому убедитесь, что он попадает только на картон или бумагу. Расплавленный пластик («флюс») также может упасть или испариться вверх в виде белого дыма, но это вполне нормально.
Обратите внимание, что фраза «горячий наконечник» означает , а не , самый конец, который является острым концом.Вместо этого пайка выполняется с довольно плоским конусом, который находится рядом с самым концом, а также с цилиндрической частью рядом с ним, если он достаточно горячий.
Поместите припой сбоку от витой пары проводов, как показано на рис. 7.1. Затем, поместив каплю расплавленного припоя на конус или цилиндр утюга, поднимите ее вверх из-под витой пары проводов, касаясь проводов расплавленным припоем. Припой, который уже находится на утюге, нагревает большую часть припоя, удерживаемую на проводах, и «флюс» (особый тип органического материала, который находится внутри припоя) быстро расплавляется.Флюс «смачивает» провода и растворяет любые тонкие слои оксида меди, находящиеся на них. Это также предотвратит образование нового оксида при нагревании проводов, поэтому флюс необходим для хорошего контакта припоя с медью без какого-либо непроводящего оксида между ними.
Рис. 7.1. Нанесение припоя на два провода.
Следующим шагом будет расплавление самого припоя в большом стержне. Поскольку флюс уже (надеюсь!) Очистил медь, только что расплавленный припой растекается по поверхностям проводов и между ними.Когда он остывает, после того, как железо удалено, припой образует отличное соединение между двумя проводами как механически, так и электрически.
На самом деле нет необходимости предварительно смачивать паяльник маленькой плоской каплей расплавленного припоя, но это помогает предотвратить плохие соединения, потому что жидкий припой лучше передает тепло от паяльника к проводам, чем сухой утюг для высыхания. медный контакт бы. Точно так же нет необходимости выполнять все вышеперечисленные операции точно в описанной последовательности, но это все же хорошая идея.
Если (1.) недостаточно флюса или (2.) недостаточно времени для работы флюса, или (3.) недостаточно тепла, чтобы нагреть провода до той же температуры, что и если расплавленный припой достиг, то любая из этих трех вещей может помешать выполнению надежных соединений. В верхней части рис. 7.2 показано, как должна выглядеть хорошая граница между припоем и медью с «низким углом контакта». Ненадежная граница обычно выглядит как нижняя диаграмма: либо с углом 90 градусов справа, либо с худшим углом слева от диаграммы.
Рис. 7.2. Хороший и плохой припой «углы смачивания».
Конечно, оба первичных провода трансформатора 120В-12В должны быть припаяны к проводам шнура питания. У каждого студента должна быть возможность снять изоляцию и припаять стыки проводов. При необходимости можно использовать обрезки проволоки или отрезать хорошие стыки, чтобы освободить место для новых стыков, чтобы обеспечить практику. Инструктор должен проверять каждую работу по пайке.
После того, как паяльник был отключен и остывает, каждое паяное соединение должно быть покрыто спиралью из перекрывающейся «электротехнической ленты», чтобы изолировать ее для общего использования, поскольку трансформатор понадобится для будущих экспериментов в этом курсе.Часть ленты должна перекрывать собственную изоляцию провода, а не только на каждом витке. Как правило, рекомендуется сделать два слоя ленты на случай, если она соскользнет и в противном случае откроется оголенный провод. Тейп также должен быть проверен инструктором.
Электронные компоненты, которые могут быть повреждены под воздействием тепла, необходимо защитить во время пайки, установив временный «радиатор», например, плоскогубцы. Это будет объяснено на странице 160.
Как выбрать и купить паяльник
Паяльник используется в самых разных работах.В век современных технологий без него просто не обойтись. По мере совершенствования технологий покупателям предлагаются современные технологии. Как его выбрать?
Все начинается с поиска хорошего магазина. Они смогут предложить качественное оборудование с гарантией качества. Каждый покупатель сможет изучить предложения, посмотреть фото, увидеть характеристики. Все это в конечном итоге позволит вам совершить покупку. Перейдя по ссылке https://compacttool.ru/catalogtovar.php?cat=115, вы сможете увидеть каталог цифровых паяльников.Как их выбрать? На что обратить внимание?
Выбор цифрового паяльника
Издавна у каждого хозяина в доме должен быть паяльник. Это позволяет выполнять различные работы, паять микросхемы, радиодетали и т.д. Модели бывают разные. Главное понять, как он будет использоваться. Какие бывают паяльники?
- Спираль. Они менее прихотливы в уходе. Устройство медленно нагревается и со временем выходит из строя.
- Паяльники керамические. Они быстро нагреваются, что позволяет им стабильно выставлять температуру. Такие модели требуют аккуратного и бережного обращения.
Важно обратить особое внимание на жало паяльника. Цифровые модели сами регулируют температуру. Они дороже, но проще и удобнее в использовании. Однако важно правильно выбрать жало. Какие варианты могут увидеть покупатели?
- Жало медное. Такое жало хорошо проводит тепло.Однако вам придется регулярно убираться.
- Металлический никелированный стержень. Чешуя не образуется, с украшениями удобно работать. Его нельзя чистить, так как это может привести к снятию покрытия.
Большинство паяльников имеют конический наконечник. Он настолько острый, что им можно пользоваться, не рискуя задеть соседние провода. Мастеру удобно подойти к ножке деталей и сделать это спокойно и осторожно.
Подведем итоги.Качественный паяльник можно использовать в самых разных работах. Самое главное – правильно выбрать модель. Современные цифровые модели имеют свои преимущества и контролируют температуру. И новичок, и профессионал смогут получить удовольствие от работы с этой техникой.
% PDF-1.2 % 2811 0 объект > эндобдж xref 2811 298 0000000016 00000 н. 0000006316 00000 н. 0000011144 00000 п. 0000011306 00000 п. 0000011393 00000 п. 0000011501 00000 п. 0000011655 00000 п. 0000011788 00000 п. 0000011942 00000 п. 0000012097 00000 п. 0000012268 00000 п. 0000012401 00000 п. 0000012591 00000 п. 0000012766 00000 п. 0000012949 00000 п. 0000013168 00000 п. 0000013279 00000 п. 0000013389 00000 п. 0000013541 00000 п. 0000013718 00000 п. 0000013861 00000 п. 0000013995 00000 п. 0000014167 00000 п. 0000014355 00000 п. 0000014493 00000 п. 0000014659 00000 п. 0000014812 00000 п. 0000014924 00000 п. 0000015036 00000 п. 0000015164 00000 п. 0000015336 00000 п. 0000015492 00000 п. 0000015625 00000 п. 0000015775 00000 п. 0000015916 00000 п. 0000016060 00000 п. 0000016277 00000 п. 0000016439 00000 п. 0000016610 00000 п. 0000016738 00000 п. 0000016922 00000 п. 0000017114 00000 п. 0000017254 00000 п. 0000017437 00000 п. 0000017619 00000 п. 0000017826 00000 п. 0000018013 00000 п. 0000018185 00000 п. 0000018334 00000 п. 0000018507 00000 п. 0000018646 00000 п. 0000018830 00000 п. 0000018973 00000 п. 0000019124 00000 п. 0000019272 00000 н. 0000019419 00000 п. 0000019576 00000 п. 0000019723 00000 п. 0000019871 00000 п. 0000020014 00000 п. 0000020165 00000 п. 0000020306 00000 п. 0000020444 00000 п. 0000020571 00000 п. 0000020710 00000 п. 0000020870 00000 п. 0000021016 00000 п. 0000021182 00000 п. 0000021363 00000 п. 0000021529 00000 п. 0000021677 00000 н. 0000021814 00000 п. 0000021960 00000 п. 0000022124 00000 п. 0000022271 00000 п. 0000022423 00000 п. 0000022574 00000 п. 0000022733 00000 п. 0000022874 00000 п. 0000023045 00000 п. 0000023204 00000 п. 0000023344 00000 п. 0000023490 00000 п. 0000023641 00000 п. 0000023798 00000 п. 0000023931 00000 п. 0000024097 00000 п. 0000024250 00000 п. 0000024387 00000 п. 0000024543 00000 п. 0000024694 00000 п. 0000024831 00000 п. 0000024970 00000 п. 0000025106 00000 п. 0000025241 00000 п. 0000025379 00000 п. 0000025533 00000 п. 0000025655 00000 п. 0000025789 00000 п. 0000025981 00000 п. 0000026125 00000 п. 0000026262 00000 п. 0000026452 00000 п. 0000026596 00000 п. 0000026766 00000 п. 0000026928 00000 п. 0000027098 00000 п. 0000027248 00000 п. 0000027389 00000 п. 0000027548 00000 п. 0000027682 00000 н. 0000027808 00000 п. 0000027937 00000 н. 0000028082 00000 п. 0000028217 00000 п. 0000028358 00000 п. 0000028509 00000 п. 0000028649 00000 п. 0000028779 00000 п. 0000028916 00000 п. 0000029055 00000 п. 0000029196 00000 п. 0000029337 00000 п. 0000029465 00000 п. 0000029584 00000 п. 0000029727 00000 н. 0000029861 00000 п. 0000030014 00000 п. 0000030148 00000 п. 0000030283 00000 п. 0000030416 00000 п. 0000030537 00000 п. 0000030658 00000 п. 0000030953 00000 п. 0000031133 00000 п. 0000031420 00000 п. 0000031660 00000 п. 0000031817 00000 п. 0000032081 00000 п. 0000032317 00000 п. 0000032596 00000 п. 0000032781 00000 п. 0000033062 00000 п. 0000033325 00000 п. 0000033711 00000 п. 0000034057 00000 п. 0000034265 00000 п. 0000034473 00000 п. 0000034699 00000 п. 0000034877 00000 п. 0000035129 00000 п. 0000035360 00000 п. 0000035569 00000 п. 0000035659 00000 п. 0000035700 00000 п. 0000035871 00000 п. 0000035939 00000 п. 0000036029 00000 п. 0000036244 00000 п. 0000036486 00000 п. 0000036752 00000 п. 0000037004 00000 п. 0000037255 00000 п. 0000037425 00000 п. 0000037576 00000 п. 0000037837 00000 п. 0000038911 00000 п. 0000038934 00000 п. 0000046145 00000 п. 0000046254 00000 п. 0000046451 00000 п. 0000047148 00000 п. 0000047463 00000 п. 0000047788 00000 п. 0000048110 00000 п. 0000048459 00000 п. 0000048792 00000 п. 0000049090 00000 н. 0000049236 00000 п. 0000049504 00000 п. 0000049768 00000 п. 0000049858 00000 п. 0000050009 00000 п. 0000050099 00000 н. 0000050251 00000 п. 0000050596 00000 п. 0000050860 00000 п. 0000051009 00000 п. 0000051343 00000 п. 0000051765 00000 п. 0000051969 00000 п. 0000052273 00000 п. 0000052479 00000 п. 0000052781 00000 п. 0000052984 00000 п. 0000053406 00000 п. 0000053710 00000 п. 0000054004 00000 п. 0000054390 00000 п. 0000054600 00000 п. 0000054690 00000 н. 0000054824 00000 п. 0000055173 00000 п. 0000055370 00000 п. 0000055668 00000 п. 0000055970 00000 п. 0000056392 00000 п. 0000056778 00000 п. 0000057080 00000 п. 0000057374 00000 п. 0000057532 00000 п. 0000057723 00000 п. 0000057920 00000 н. 0000058254 00000 п. 0000058599 00000 п. 0000058715 00000 п. 0000058941 00000 п. 0000059119 00000 п. 0000059371 00000 п. 0000059602 00000 п. 0000059936 00000 н. 0000060172 00000 п. 0000060380 00000 п. 0000060565 00000 п. 0000060722 00000 п. 0000060958 00000 п. 0000061198 00000 п. 0000061479 00000 п. 0000061766 00000 п. 0000062008 00000 п. 0000062248 00000 п. 0000062491 00000 п. 0000062714 00000 п. 0000062871 00000 п. 0000063083 00000 п. 0000063246 00000 н. 0000063395 00000 п. 0000063638 00000 п. 0000063866 00000 п. 0000064118 00000 п. 0000064296 00000 н. 0000064583 00000 п. 0000064786 00000 п. 0000065065 00000 п. 0000065302 00000 п. 0000065564 00000 п. 0000065984 00000 п. 0000066400 00000 п. 0000066595 00000 п. 0000066825 00000 п. 0000067022 00000 п. 0000067272 00000 н. 0000067436 00000 п. 0000067662 00000 п. 0000067841 00000 п. 0000068011 00000 п. 0000068228 00000 п. 0000068432 00000 п. 0000068637 00000 п. 0000068800 00000 п. 0000068976 00000 п. 0000069130 00000 п. 0000069220 00000 п. 0000069410 00000 п. 0000069560 00000 п. 0000069763 00000 п. 0000069999 00000 н. 0000070170 00000 п. 0000070386 00000 п. 0000070592 00000 п. 0000070781 00000 п. 0000071122 00000 п. 0000071212 00000 п. 0000071440 00000 п. 0000071610 00000 п. 0000072020 00000 н. 0000072211 00000 п. 0000072415 00000 п. 0000072632 00000 п. 0000072804 00000 п. 0000072996 00000 н. 0000073215 00000 п. 0000073496 00000 п. 0000073704 00000 п. 0000073861 00000 п. 0000074101 00000 п. 0000074431 00000 п. 0000074639 00000 п. 0000074815 00000 п. 0000074944 00000 п. 0000075034 00000 п. 0000075217 00000 п. 0000075368 00000 п. 0000075604 00000 п. 0000075868 00000 п. 0000076009 00000 п. 0000006458 00000 п. 0000011120 00000 п. трейлер ] >> startxref 0 %% EOF 2812 0 объект > эндобдж 3107 0 объект > транслировать HVPSg {s ށ` @ L & “y \ 0 (| u” ԮAE + hj2 Ơ ֝ t`U @ Zv70XQ; [] T | w ν
10 навыков, которые необходимо знать
Многие из нас никогда даже не касались паяльника, но создание вещей для может быть невероятно полезным.При работе над проектами в области электроники вам потребуются некоторые ключевые навыки – планируете ли вы ремонтировать сломанные устройства или собирать Arduinos (наше руководство по Arduino), правильные навыки определяют разницу между яростью и восторгом. Вот краткое изложение десяти самых базовых навыков самостоятельной работы с электроникой, которые помогут вам начать работу:
МакетированиеМакетная плата позволяет построить схему, но без пайки. Почему? Потому что вы не захотите собирать с использованием припоя, если какая-либо отдельная деталь неисправна или если вы неправильно поняли схему.Он также может проинструктировать начинающих студентов, изучающих электронику и схемы, различные компоненты, которые входят во многие устройства.
Макетная плата позволяет вводить постоянный ток через каналы с левой и правой сторон платы. Ток по этим каналам проходит вертикально. Ряды на внутренней стороне макета позволяют току идти горизонтально. Вот как выглядит задняя часть макета – помните, что каждая металлическая часть функционирует как проволока:
Я просмотрел несколько руководств на YouTube, в которых рассказывается об основах макета, и видео ниже, написанное Яном Бакли, является одним из моих любимых:
Пайка
Паяльники варьируются от дорогих до дешевых – я рекомендую этот утюг.Хотя вы можете создавать прототипы схем на макетной плате, вам потребуются некоторые навыки пайки, чтобы делать многое другое.
Один конкретный метод из этого руководства, который я не рекомендую: припой Flicking solder . Щелкающий припой выбрасывает жидкий металл и может оказаться опасным. Вместо этого я рекомендую пользователям использовать металлическую площадку и тереть ее нагретым паяльником, чтобы удалить припой. На кончике паяльника останутся загрязнения, но для основных работ это не имеет большого значения.
Вот пример использования металлической контактной площадки “Brillo” (на самом деле это не контактная площадка Brillo) для очистки жала паяльника:
Использование мультиметра
Мультиметры выполняют ряд задач. Чаще всего используется для измерения тока, сопротивления и напряжения. Они также относительно недороги: дешевый стоит около 6 долларов, а более популярные модели стоят от 20 долларов.Профессиональные модели стоят сотни долларов.
Помните, что мультиметры могут повредить – или быть повреждены – электроникой, с которой вы работаете. Посмотрите хотя бы одно руководство, если вы никогда раньше не пользовались мультиметром. На YouTube довольно много клипов. Я выбрал относительно исчерпывающий, разбитый на серию из четырех частей. Он четко и ясно описывает безопасность и диагностику.
http: // www.youtube.com/watch?v=ZBbgiBU96mM&list=PL4A0248AE2B0DF1A3
Тестирование батарей
Мультиметры могут выполнять множество практических задач, а также устранять неисправности печатных плат. Например, вы также можете проверить батареи:
Сверление отверстий в проектных коробках
В какой-то момент вам понадобится просверлить отверстия в коробках для проектов.Коробка для проекта хранит все ваши провода в одном месте – они удобны, просты в сборке и позволяют удерживать печатные платы.
Я не буду здесь вдаваться в подробности – просто имейте в виду, что существует несколько методов сверления отверстий в пластике. Я рекомендую использовать роторную дрель с регулируемой скоростью (в просторечии именуемую «Dremel», что на самом деле является торговой маркой). Dremels предлагает ряд различных бит для разных задач. В то время как другие методы работают, они требуют большего труда и меньшей точности.
Использование пистолета для горячего клея
Пистолеты для горячего клея стоят недорого. Я нашел один за ~ 6 долларов на Amazon и , он включает в себя несколько клеевых стержней. Хотя вы можете использовать любой непроводящий клей (изолятор) для закрепления различных компонентов на месте, пистолеты для горячего клея предлагают хорошее сочетание удобства, низкой стоимости и простоты использования.
Клей, используемый в пистолетах для горячего клея, на самом деле является пластиком, а не клеем.Пластик действует как изолятор, а это значит, что он не вызовет короткого замыкания. Это свойство делает его идеальным клеем для работы с электроникой. Нет никаких шансов вызвать короткое замыкание.
Использование жидкой электрической ленты
Открытые провода и точки пайки могут вызвать короткое замыкание. Наклеивание изоленты или термоусадочной ленты в плотно закрытых корпусах иногда не подходит. Жидкая изолента устраняет обе проблемы.Хотя он стоит больше, чем обычная изолента, он прост в использовании, а также предлагает некоторые дополнительные функции, такие как водонепроницаемость, изоляция и повышение прочности паяных соединений.
Безопасность электроники
При работе с электроникой следует помнить о множестве опасностей. Конденсаторы могут убить вас (никогда не разбирайте блок питания, как Джеймс Брюс, плохой Джеймс! ), электростатический разряд может испортить чувствительную электронику и всегда отключать ваши устройства, прежде чем работать с ними.
Вот клип об электростатическом разряде:
Очистка печатной платы или паяного соединения
Вот отличный способ очистить органические остатки от пайки или если вы просто хотите очистить печатную плату (PCB):
http: // www.youtube.com/watch?v=cwN7oUt2kig
Зачистка проводов
Для устройства для зачистки я предпочитаю более толстые неоплетенные провода. Я не рекомендую использовать более дешевые (регулируемые инструменты для снятия изоляции), которые поставляются с техническими наборами – они, как правило, прорезают плетеные провода. Лучшими являются автоматические устройства для зачистки проводов (или автоматические устройства для зачистки проводов с подогревом), но они, как правило, стоят довольно дорого. Измерительные устройства для зачистки проводов предлагают лучшее соотношение цены и качества.
Вот руководство, которое охватывает несколько стратегий зачистки проводов:
Использование присоски для припоя
Присоски припоя могут снимать расплавленный припой с материнской платы без особых усилий. Существуют различные виды присосок для припоя, но наиболее экономичным решением является присоска помпового типа. Вот видео, как работает припой-присоска:
Есть ли у вас какие-нибудь советы по электронике?
Обладая этими навыками, вы готовы взяться за несколько проектов в области электроники для начинающих и приступить к созданию вещей! Какие навыки вы бы добавили в список?
Кредиты изображений: Исправление микросхем через Shutterstock
Как очистить компьютер с Windows с помощью командной строкиЕсли на вашем ПК с Windows не хватает места для хранения, удалите ненужные файлы с помощью этих быстрых утилит командной строки.
Читать далее
Об авторе Каннон Ямада (Опубликовано 336 статей)Каннон – технический журналист (BA) с опытом работы в области международных отношений (MA) с акцентом на экономическое развитие и международную торговлю.Его страсть – гаджеты китайского производства, информационные технологии (например, RSS), а также советы и рекомендации по повышению продуктивности.
Более Каннон ЯмадаПодпишитесь на нашу рассылку новостей
Подпишитесь на нашу рассылку, чтобы получать технические советы, обзоры, бесплатные электронные книги и эксклюзивные предложения!
Нажмите здесь, чтобы подписаться
(PDF) Методика оценки влагостойкости герметизированных пластиком микросхем с использованием МОП-структур
8
Рисунок 10.Влияние формовочной смеси на удельное сопротивление границы раздела
. Рис. 11. Средний срок службы при коррозии алюминия в зависимости от удельного сопротивления поверхности раздела
во время PCT при 121 ° C и 100%
RH.
ЗАКЛЮЧЕНИЕ
• Описан метод измерения удельного сопротивления сопряжения прессованной смеси
методом C-t. Этот метод использует в качестве датчика МОП-структуры с большим отношением площади периметра к площади
и основан на явлении бокового распространения заряда.
• Простая эквивалентная схема R-C использовалась для моделирования процессов распространения бокового заряда
и связанных с ним изменений емкости МОП-структуры. Расчеты и эксперименты
показали, что методика позволяет измерять удельные сопротивления
до 1021 Ом.
• Различные типы формовочных смесей показали одинаковое время (35-70 часов) для влаги
проникает на поверхность штампа во время PCT при 121 ° C / 100% относительной влажности.Однако удельные сопротивления
на границах раздела формовочная смесь / матрица существенно различались: от 4 × 1014 Ом до
2 × 1017 Ом. Результаты расчетов
ρ
с хорошо коррелировали со средним сроком службы коррозии алюминия
.
СПИСОК ЛИТЕРАТУРЫ
1. А. Теверовский, «Оценка надежности линейных ПЭМ, отклоненных во время проверки C-SAM», в Коммерциализации
конференции и выставки военной и космической электроники, Лос-Анджелес, Калифорния, 2003, стр.40-50
2. К. Цубосаки, Ю. Вакашима, Н. Нагасима, «Фактор, определяющий скорость коррозии алюминия и быстрый метод
оценки влагостойкости БИС с пластиковым инкапсулированием», 21st Ann. Proc. Надежный. Phys., Pp. 83 – 89, 1983.
3. RBComizzoli, LKWhite, W.Kern, GLSchnable, DAPeters, CETracy и RDVibronek, «Коррозия алюминиевой металлизации ИС
с дефектным поверхностным пассивирующим слоем. ‘, 18-я Ann. Proc. Надежный. Phys., С. 282 – 292,
1980.