Отверстие под мебельный болт – Мастерок
Содержание
- Описание конфирмата
- Сверло под мебельный евровинт
- Основные маркировки
- Производители устройств
- Правила сверления
- Особенности и преимущества
- Нюансы крепежа
- Что такое конфирмат, для чего он служит
- Конфирмат: размеры
- В чем преимущество соединения деталей при помощи конфирмата
- Технология применения конфирмата
- при работе с еврошурупами
- Заключение
- Шаг 2
- Шаг 3
- Шаг 4
- Нюансы:
- Использование трех разных по диаметру сверл
- Конфирматное сверло – три в одном
- Размеры отверстий под конфирмат
В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
Описание конфирмата
Это нечто среднее между винтом и шурупом.
- У конфирмата конец стержня тупой, а не острый, как у шурупа.
- В головке евровинта, как правило, выполнено отверстие под шестигранник, что является редкостью для шурупов, но часто встречается у винтов.
- Резьба конфирмата с особым профилем и увеличенным шагом предназначена, как у шурупов, для нарезки внутренней резьбы в отверстии и надёжной фиксации в деревянной детали.
Тупой наконечник не позволяет непосредственно ввинчивать эту крепёжную деталь в дерево. Поэтому необходимо предварительно разметить и высверлить отверстия под крепежи. Но проблема в том, что для того чтобы сделать их обычными инструментами, потребуется три сверла на каждую дыру.
Особенностью евровинта является и то, что его стержень состоит из двух частей — резьбовой и гладкой. Соответственно, возникает необходимость сначала сверлить отверстие меньшего диаметра для резьбовой части, затем частично увеличивать отверстие сверлом большего диаметра для цилиндрической части, примыкающей к головке конфирмата. Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Сверло под мебельный евровинт
Для того чтобы сократить количество операций и ускорить сборку, разработано специальное сверло для конфирмата. Инструмент состоит из трёх частей. Первая предназначена для проходки части отверстия под резьбу. Вторая — для гладкой части евровинта. Третья — для зенковки конусовидного углубления под головку.
Диаметр сверла под конфирмат определяется по наиболее популярным размерам евровинтов.
Основные маркировки
Распространены свёрла следующих маркировок:
HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Рассмотрим для примера наиболее часто используемый евровинт 7×50. Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Производители устройств
Инструменты такого типа выпускаются как отечественными предприятиями, так и рядом зарубежных компаний. Какой производитель лучше? Наиболее дешёвыми являются свёрла, сделанные в КНР. Но китайские изготовители зачастую не соблюдают технологическую культуру. В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
Необходимо учитывать, что подготовка отверстий для евровинтов выполняется высокооборотным инструментом и в больших объёмах. Это приводит к довольно сильному нагреву инструмента. Не предназначенная для этого сталь отпускается, её твёрдость снижается. В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
Гораздо качественней инструменты производства американской компании DeWalt или швейцарской Archimedes. Однако стоимость их в 2−3 раза больше, чем отечественных, при вполне сопоставимом качестве. Поэтому в большинстве случаев вполне достаточно приобрести отечественное изделие, например, выпущенное Тульским инструментальным заводом.
Правила сверления
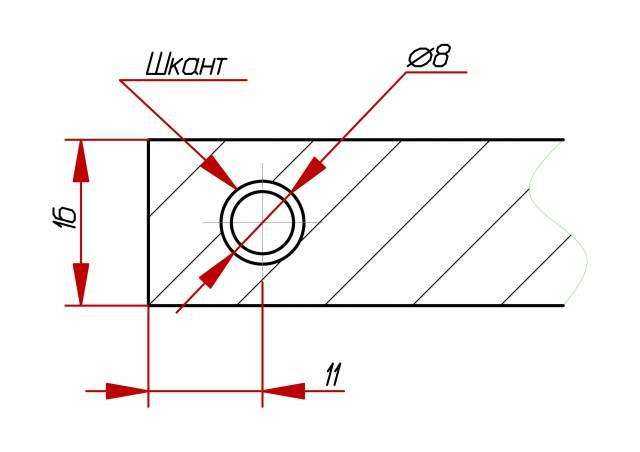
Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.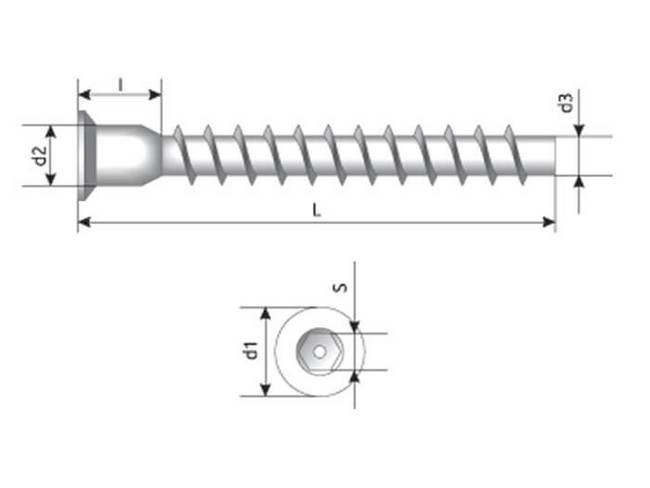
Если отверстие одновременно выполняется в двух сопряжённых деталях, то они должны быть надёжно зафиксированы, например, с помощью струбцин, чтобы избежать смещений. Под одиночную заготовку при сквозном сверлении необходимо подкладывать ненужный предмет из дерева или ДСП. Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
И, наконец, недопустимо сверлить углубления под евровинты обычным сверлом. Если его диаметр будет соответствовать гладкой части конфирмата, то при его вкручивании не будет нарезаться резьба, и такое соединение ничего не удержит. Если же диаметр инструмента будет подобран под резьбу, при закручивании евровинта ЛДСП может лопнуть под давлением гладкой части крепления.
Сегодня мы с вами поговорим о самом используемом крепеже для изготовления корпусной мебели.
Крепежный элемент, известный под названием конфирмат, получил огромную популярность среди мебельщиков с 1990-х годов. Точное его название – одноэлементная стяжка.
Точное его название – одноэлементная стяжка.
Его называют также евровинтом, еврошурупом и в просторечьи кличут «евриком», а странное наименование конфирмат происходит от названия торговой марки Confirmat, используемого для выпуска этих изделий немецкой фирмой Häfele.
Особенности и преимущества
Размерный ряд этого крепежа представлен в следующих соотношениях наружного диаметра резьбы и длины винта (мм): 5х40, 5х50, 6,3х40, 6,3х50, 7х40, 7х50, 7×60, 7х70.
К наиболее ходовым относятся конфирматы длиной 50 и 70 мм с диаметром резьбы 7 мм.
Евровинты с обычной шляпкой требуют дополнительного зенкования отверстия для размещения шляпки заподлицо, но они выпускаются также с небольшим зубом под шляпкой, который обеспечивает отверстие фаской нужного размера просто при монтаже.
Если конфирмат монтируется со стороны лицевой поверхности корпуса мебели, то для маскировки шляпок винтов сегодня предлагается богатый выбор , которые можно подобрать в соответствии с декором материала мебели.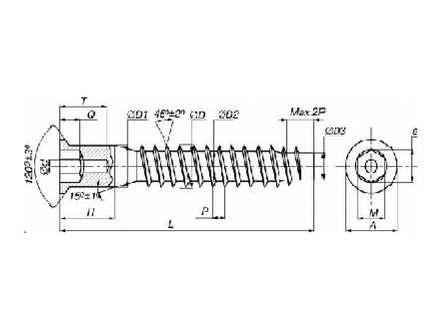
Нюансы крепежа
При всей универсальности данного крепежного элемента и простоте работы с ними требуется определенный навык, связанный, главным образом, со знанием особенностей того или иного материала, подлежащего монтажу.
Выполнить отверстия под конфирматы можно с помощью сверл диаметром 4,5-5 мм под стержень винта, а под шляпку отверстие делается специальной ступенчатой фрезой, закрепленной на сверле.
Последний вариант максимально удобен, так как позволяет подготовить отверстия за один проход.
Чтобы выполнить качественное отверстие, лучше использовать высокооборотистый . На малых оборотах сверло может потянуть древесину и забьется стружкой, которая не будет полностью извлечена из отверстия.
Фрезой выполняются идеальные отверстия, сверло при извлечении оставляет небольшие сколы по краю отверстий, что в данном случае не критично, так как их закроет шляпка винта.
Евровинты обеспечивают более надежные соединения в сравнении с другими видами крепежа благодаря широко выступающей резьбе, прочно врезающейся в материал.
Устанавливаются конфирматы при помощи шуруповерта или дрели с соответствующими битами или ручных ключей.
Новичкам лучше производить установку вручную, чтобы контролировать процесс, и в случае чрезмерного сопротивления винта при монтаже вовремя извлечь крепеж, не допуская механических повреждений материала.
До встречи в следующих статьях.
Древесно-стружечная плита, из которой изготавливают практически всю корпусную мебель, отличается хрупкостью. Все знают, как неудобно транспортировать советскую мебель. Ее надо либо разбирать полностью, либо в собранном состоянии перемещать очень аккуратно, так как шурупы может элементарно вырвать из посадочных мест даже при небольших нагрузках. Это объясняется очень просто. Сама конструкция шурупа была непрактичной. Шлицы быстро слизывались, не давая возможности сборщикам качественно затянуть соединение. На “помощь” приходил молоток, которым добивали шуруп, ломая канал, нарезанный резьбой. Современные элементы соединения стыков, к которым относят конфирматы мебельные, лишены этих недостатков.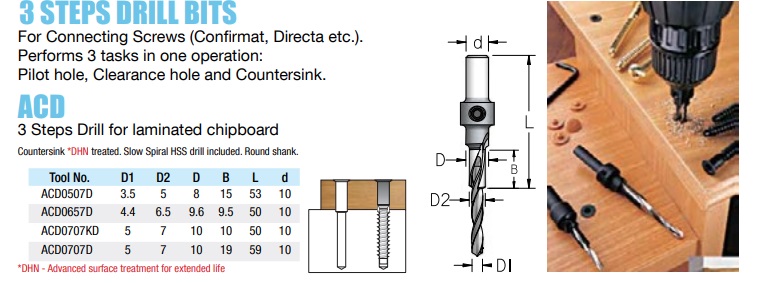
Что такое конфирмат, для чего он служит
Конфирмат – это тот же шуруп, который имеет свои особенности в конструкции. Тело шурупа более массивное, изготовлено из стали высокого качества с покрытием против коррозии. Марка материала позволяет не ломаться стяжке в процессе скручивания и при нагрузках на изгиб. Резьба самонарезающая с широким шагом. Шляпка имеет потайную конструкцию, причем головка винта удлинена. Шлицы под инструмент идут в двух исполнениях – для фигурной отвертки и шестигранного ключа. Нет привычного заострения на конце, он тупой. Бывают модификации евровинтов, у которых шляпка имеет нарезающую поверхность.
Стяжка одноэлементная (конфирмат) подходит для соединения древесных заготовок, плит, изготовленных на основе отходов древесины (OSB, ДСП, а также ДВП, МДФ), и фанеры. Кроме соединения элементов, евровинт выполняет каркасообразующую функцию, ведь он заменяет традиционный уголок, выдерживая все изгибающие нагрузки. Конфирматы мебельные дополняются специальными пластиковыми заглушками. Они маскируют видимую часть шляпки под цвет мебели.
Они маскируют видимую часть шляпки под цвет мебели.
Конфирмат: размеры
Как упоминалось выше, конфирматы бывают с разными типами шлицов. Покрывают евровинты оцинковкой, никелем либо латунью.
Линейка размеров стяжек представлена ниже. Первая цифра отображает диаметр а вторая показывает длину тела винта. Обозначения выражаются в миллиметрах: 5,00 x 40,00; 5,00 x 50,00; 6,30 x 40,00; 6,30 x 50,00; 7,00 x 40,00; 7,00 x 50,00; 7,00 x 60,00; 7,00 x 70,00. Основным, широко используемым размером является конфирмат 7х50.
В чем преимущество соединения деталей при помощи конфирмата
Конфирмат размеры имеет разные. Это сравнительно недорогой крепежный элемент, который обладает рядом преимуществ:
- позволяет быстро и надежно соединять детали;
- не требует особых навыков в работе и сложных вспомогательных устройств;
- деликатен к материалу – не разрушает его;
- способен выдерживать нагрузки на отрыв и на изгиб;
- корпусную мебель на конфирматах можно собирать и разбирать без разрушения посадочных мест.


Технология применения конфирмата
Следует сказать, что под конфирмат размеры отверстия разные. Их обязательно сверлят тремя отличными диаметрами – под резьбу, под головку и под потай. Поэтому есть две технологии создания отверстий:
- В первом случае можно использовать обычное сверло, но придется брать три разных диаметра. Сначала нужно сверлить на всю длину стяжки под резьбу, затем чуть большим диаметром под головку и, наконец, под фланец шляпки. Диаметр каждого сверла, естественно, зависит от размеров конкретного конфирмата. Этот способ неудобен и занимает много времени, хотя может подойти для малых объемов работ.
- Второй вариант более профессиональный и принят на вооружение квалифицированными Существует специальное сверло под конфирмат с фрезой ступенчатого типа. Такой инструмент одновременно сверлит все отверстия и делает выборку под потай. Требуется применение электрической дрели в режиме высоких оборотов.
Евровинтами соединяют детали под углом в 90 градусов. Для того чтобы сделать стык, необходимо скрепить две детали вместе при помощи так, как они должны быть соединены по схеме. Затем следует просверлить отверстие под винт-конфирмат через плоскость одной детали в торец другой. Далее необходимо вкрутить стяжку шуруповертом. Вот соединение и готово.
Для того чтобы сделать стык, необходимо скрепить две детали вместе при помощи так, как они должны быть соединены по схеме. Затем следует просверлить отверстие под винт-конфирмат через плоскость одной детали в торец другой. Далее необходимо вкрутить стяжку шуруповертом. Вот соединение и готово.
при работе с еврошурупами
Несмотря на простоту крепежа, все-таки необходимо знать несколько хитростей в работе с конфирматом. Это поможет избежать таких неприятных ситуаций, когда соединяемые детали смещаются от требуемого положения сочленения. Иногда дефект не несет серьезных негативных последствий, кроме, конечно, эстетичного вида изделия. Но бывает, что эти оплошности приводят к сложности функционирования, например, затирают выдвижные ящики, появляются щели, не входят в проемы какие-то детали. Поэтому:
- Просверлив канал, используя сверло под конфирмат, не нужно спешить сразу вкручивать шуруп полностью. В момент, когда головка собирается войти в отверстие, необходимо четко зафиксировать детали в нужном положении и, удерживая их, закрутить стяжку до конца.

- Если материал плиты рыхлый, для надежности стоит обработать резьбу шурупа клеем.
- При сборке блочных конструкций не следует жестко фиксировать боковые стенки до тех пор, пока не будет проверено свободное движение всех ящиков.
Заключение
Для тех, кто только желает научиться собирать мебель своими руками, идеальный вариант овладения этим делом – применить конфирмат. Размеры здесь нужно выдержать максимально точно. Чтобы торцы соединяемых деталей были ровными, нужно иметь исключительно прямой угол по отношению к плоскости. Тогда сборка мебели еврошурупами будет просто радовать и увлекать.
Наносим метки с плоской стороны детали, для последующего сверления отверстий под конфирмат. Если вы еще не знаете, как это сделать, тогда вам .
Шаг 2
Итак, разметка с плоской стороны детали готова. Переходим к сверлению отверстий под конфирмат. Для этого вам понадобится дрель и , или два обычных сверла: одно диаметром 5мм, другое диаметром 8мм (для зенковки отверстия). Если вы пользуетесь конфирматным сверлом, достаточно положить деталь плоской стороной вниз на какую-нибудь поверхность, так, чтобы часть, которую мы будем сверлить, свисала с этой поверхности. Осталось только просверлить сквозное отверстие по нанесенной нами разметке. Если же вы пользуетесь двумя сверлами. Тогда вначале сверлите сквозное отверстие сверлом 5мм, а после делаете зенковку на глубину не более 2мм сверлом 8мм.
Если вы пользуетесь конфирматным сверлом, достаточно положить деталь плоской стороной вниз на какую-нибудь поверхность, так, чтобы часть, которую мы будем сверлить, свисала с этой поверхности. Осталось только просверлить сквозное отверстие по нанесенной нами разметке. Если же вы пользуетесь двумя сверлами. Тогда вначале сверлите сквозное отверстие сверлом 5мм, а после делаете зенковку на глубину не более 2мм сверлом 8мм.
Шаг 3
Затем нужно нанести разметку на торце другой детали. О том, как правильно это сделать написано .
Шаг 4
Сверлим отверстие в торцевой части детали. В этом нет ничего сложного. Берем конфирматное сверло или обычное сверло диаметром 5мм и сверлим отверстие на глубину не менее 40мм. С торца детали зенковку под шляпку конфирмата не делаем.
Нюансы:- Во время сверления отверстий с плоской стороны детали, не нажимайте слишком сильно на дрель, иначе на выходе с противоположной стороны детали, сверло может отколоть ламинат вокруг отверстия.
- Чем хуже заточено сверло, тем больше шансов отколоть ламинат.
- Когда сверлите отверстие с торца детали, следите за тем, чтобы сверло было направлено в центр детали, а не «смотрело» вверх или вниз. То есть нужно сверлить строго по центру детали, не наклонять и не поднимать дрель относительно детали. Иначе, если вы будете сверлить отверстие под углом, сверло может «выйти» с плоской стороны детали и испортить вам заготовку.

Конфирмат , он же еврошуруп , он же евровинт , он же стяжка шурупная – это, попросту говоря, мебельный шуруп. Любимый мебельщиками за простоту установки и не требующий особой точности при присадке – нужна только дрель и шестигранный ключ для конфирмата.
Для установки этой стяжки нужны два отверстия: одно просверливается в торце основной детали, а другое – в пласти детали, которая присоединяется к основной. Конфирмат настолько прост в присадке, что сверлить отверстия под него можно даже по месту в процессе сборки изделия. С этим справится и начинающий мебельщик.
С этим справится и начинающий мебельщик.
Для того, чтобы упростить сверление отверстий под евровинт, выпускается специальное сверло. состоит из фрезы и обычного сверла. Фреза предназначена для сверления отверстия диаметром 7мм (под шейку конфирмата) и зенкования (под шляпку конфирмата). Сверло вставляется в юбку фрезы и зажимается винтом.
Зачастую в продаже такое сверло найти не так легко, особенно в небольших городах. Но даже если вы его не купите, не расстраивайтесь, у него есть некоторые недостатки. Это лично моё мнение.
Первое, с чем я столкнулся в работе со сверлом для конфирмата, то, что при большом объёме работы со временем между сверлом и юбкой фрезы забиваются опилки. Это быстро приводит к негодности сверла. От вибрации ослабляется зажимной винт. Приходится его чаще зажимать, поэтому слизываются грани на ключе и в итоге на самом винте.
Я не пользуюсь сверлом для конфирмата. Применяю два обычных сверла (разного размера под резьбу и шейку винта) и зенковку.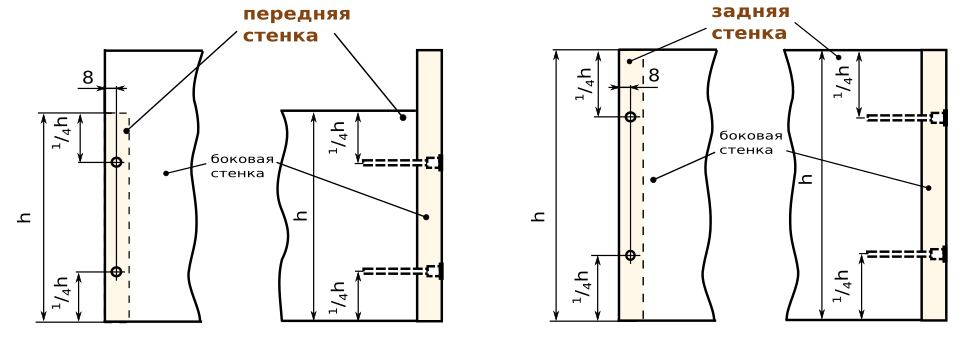
При сверлении глухого отверстия в торец плиты важно выдерживать перпендикулярность, чтобы сверло не проткнуло стенку детали! Говорю по собственному .
Но, я немного отвлекся. Статья-то про конфирмат.
Наиболее ходовой конфирмат – 7х50. Закручивается шурупная стяжка специальным ключиком от руки или шестигранной битой с помощью дрели или шуруповерта.
Ни в коем случае не покупайте конфирматы, выполненные под крестообразную отвертку! Таким евровинтом вы не сможете максимально плотно стянуть детали. Это может привести к расшатыванию изделия.
- это не скрытый крепеж. Видно шляпку. Её обычно закрывают либо пластиковой заглушкой, либо наклейкой, подбирая по цвету ЛДСП.
- мебель, которая собрана на конфирматах, не выдерживает многократную сборку-разборку (не более трех раз). Это связано с тем, что конфирмат нарезает резьбу в ДСП – относительно мягком материале. И при частой разборке резьба может сорваться.
- конфирмат прост в установке и не требует специального оборудования и точности при присадке (как в случае с минификсом). Но расслабляться не стоит. Чтобы делать качественную мебель надо точно сверлить под любой крепеж.
- конфирмат стягивает детали достаточно плотно и надежно. Хорошо “сидит” в материале.
- выдерживает большие нагрузки. Но в случае крепления полки, которую рассчитывают хорошо “грузить”, используется крепеж конфирмат + шкант.
- можно подправить киянкой. Например, выровнять детали по торцам. Но в таком случае, конфирмат оттуда уже лучше не выкручивать.
 Но расслабляться не стоит. Чтобы делать качественную мебель надо точно сверлить под любой крепеж.
Но расслабляться не стоит. Чтобы делать качественную мебель надо точно сверлить под любой крепеж.По моему мнению, конфирмат удобный, надежный, быстрый в применении. Но если появляется возможность воспользоваться оборудованием или приспособлением для более сложного крепежа, я выбрал бы эксцентриковую стяжку.
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал.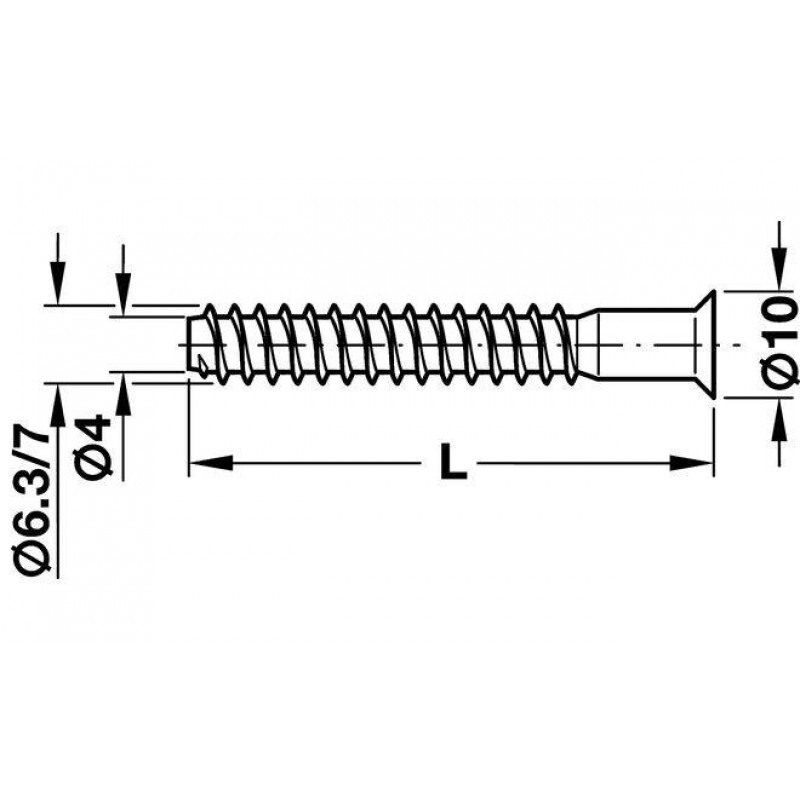 Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном
Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Размеры отверстий под конфирмат
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6. 2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
Буровые установки Altamira Gold 69 м при содержании золота 1,0 г/т и 71 м при содержании золота 0,6 г/т в проходных скважинах на месторождении Мария Бонита, подтверждающие открытие крупной золоторудной минерализованной системы на проекте Кахуейро, Бразилия
Ванкувер, Великобритания Columbia — (Newsfile Corp. — 18 января 2023 г.) — Altamira Gold Corp. (TSXV: ALTA) (FSE: T6UP) (OTC Pink: EQTRF), (« Altamira » или « Company » ) рада сообщить, что она получила результаты анализа оставшихся пяти первоначальных скважин алмазного бурения (от MBA005 до MBA009).), которые недавно были завершены на объекте Мария Бонита в рамках проекта Cajueiro в штате Пара, Бразилия.
— 18 января 2023 г.) — Altamira Gold Corp. (TSXV: ALTA) (FSE: T6UP) (OTC Pink: EQTRF), (« Altamira » или « Company » ) рада сообщить, что она получила результаты анализа оставшихся пяти первоначальных скважин алмазного бурения (от MBA005 до MBA009).), которые недавно были завершены на объекте Мария Бонита в рамках проекта Cajueiro в штате Пара, Бразилия.
Highlights:
- Drillhole MBA005 returned 69m @ 1.0g/t gold from surface in altered porphyritic intrusive host rocks identical to mineralized rocks intercepted in the previous four holes (MBA001 – MBA004)
- Drillhole MBA007 intersected 71 м @ 0,6 г/т золота из 34-метровой скважины с литологией, аналогичной литологии скважин MBA001 – MBA0005. Отверстие также пересекло 43 м @ 0,5 г/т золото ниже этого интервала от 105 м до конца скважины на глубине 148 м
- Скважины MBA005 и MB007 расширяют зону с известным когерентным оруденением золота как минимум на 120 м к востоку от исходных скважин MBA001 – MBA004
- Новая минерализованная система на месторождении Мария-Бонита, имеющая удивительно стабильные содержания золота, остается открытой в нескольких направлениях (см. рисунки 5 и 6)
 рисунки 5 и 6)
рисунки 5 и 6)Генеральный директор Майк Беннетт прокомментировал: «Результаты последних пяти рекогносцировочное бурение в Мария-Бонита подтверждает, что мы обнаружили крупную минерализованную систему золота в Кахуейро, которая расположена всего в 7 км к западу от существующей ресурсной базы. широкие интервалы и размер геохимической аномалии золота в почве (800 х 800 м) означают, что потребуется дополнительное бурение для определить размер минерализованной системы».
ПРОЕКТ CAJUEIRO
Проект Cajueiro расположен примерно в 75 км к северо-западу от города Альта-Флореста в штате Мату-Гросу (рис. 1) в центрально-западной части Бразилии, до него легко добраться по дороге и есть электросеть. Cajueiro является одним из трех ключевых проектов, контролируемых Altamira в регионе, двумя другими являются Apiacas и Santa Helena (рис. 1).
Рисунок 1: Расположение проектов Cajueiro, Apiacas и Santa Helena.
Чтобы просмотреть расширенную версию рисунка 1, посетите:
https://images. newsfilecorp.com/files/4500/151666_fad5b69834fcca24_001full.jpg
newsfilecorp.com/files/4500/151666_fad5b69834fcca24_001full.jpg
Текущие ресурсы проекта Cajueiro NI 43-101 составляют 5,66 Мт при 1,02 г/ тонн золота на общую сумму 185 000 унций в категории «Выявленные ресурсы» и 12,66 млн тонн золота с содержанием 1,26 г/т на общую сумму 515 000 унций в категории предполагаемых ресурсов.
В небольшом радиусе от ресурсной зоны Кахуейро расположено несколько крупных, в основном непроверенных аномалий содержания золота в почве, в том числе Мария-Бонита, Соссего и Ново-Сонхо (рис. 2). Мария Бонита является самой сильной из этих периферийных аномалий золота в почве и открыта на запад, при этом текущий след геохимической аномалии охватывает площадь, сравнимую по размеру со всей областью минеральных ресурсов Кахуэйро.
Рисунок 2: Местонахождение месторождения полезных ископаемых Cajueiro (Baldo) и объекта Maria Bonita с указанием относительного размера и интенсивности реакции почвы. Почвенная аномалия Мария Бонита остается открытой на запад и север.
Для просмотра расширенной версии рисунка 2 посетите:
https://images.newsfilecorp.com/files/4500/151666_fad5b69834fcca24_002full.jpg
Цель Мария Бонита
Цель Мария Бонита 7 км к северо-западу области ресурсов Cajueiro (Рисунок 2) и определяется аномалией золота в почве размером не менее 800 x 800 м, открытой на запад. В центральной части аномалии содержание золота в почвах превышало 1 г/т (рис. 3).
Рисунок 3: Значения содержания золота в почве на объекте Мария Бонита по сравнению с фоновыми аэромагнитными данными (производная от общей напряженности магнитного поля – TMI) со структурной интерпретацией.
Чтобы просмотреть расширенную версию Рис. 3, посетите:
https://images.newsfilecorp.com/files/4500/151666_fad5b69834fcca24_003full.jpg
В целевом районе нет обнажений и ранее не добывалось золото в твердых породах деятельность у Марии Бониты. Цель никогда ранее не проверялась бурением до текущей программы бурения. Исторические россыпные разработки в ручье непосредственно к югу от цели позволяют предположить, что в этом районе существует цепь физического рассеяния золота, выветриваемого.
Исторические россыпные разработки в ручье непосредственно к югу от цели позволяют предположить, что в этом районе существует цепь физического рассеяния золота, выветриваемого.
Получены результаты для всех девяти исходных отверстий алмазного бурения. Эти отверстия были спроектированы для определения источника обширной почвенной аномалии размером 800 х 800 м, которая остается открытой на запад.
Отверстия MBA001 – MBA004 сообщались ранее (см. пресс-релизы от 7 сентября и 16 ноября 2022 г., а также рисунок 4, таблица 1). Все четыре начальные скважины разрезают значительные интервалы золотого оруденения и включают 50 м при 1,0 г/т золота от поверхности в MBA001, 55 м при 1,0 г/т золота от поверхности в MBA002, 45 м при 1,4 г/т золота от поверхности в MBA003 и 50 м при 1,1 г/т золота от поверхности в MBA004.
Извлечение керна по начальной программе превысило 99% в каждой скважине.
Скважина MBA005 была ступенчатой и была забуртована примерно в 70 м к востоку от скважин MBA003 и MBA004 (рис.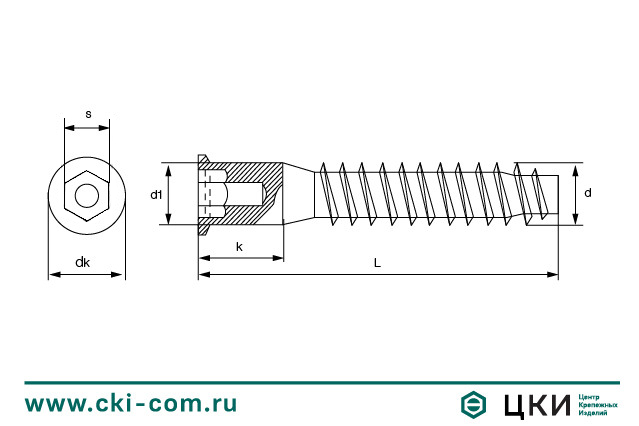 4). Она была пробурена по азимуту 305º на глубину 157м. Отверстие пересекает повсеместно измененные кварцевые порфировые риолиты с некоторыми зонами брекчирования. Дырка вернулась 69 м при 1,0 г/т золота от поверхности, но значения золота сильно аномальны на всем протяжении с верхними 83,6 м в среднем 0,9 г/т золота (таблица 1, рис. 5). Оставшаяся часть скважины от глубины 83,6 м до конца скважины на глубине 157 м дала 73,4 м золота при 0,3 г/т, и скважина закончилась минерализацией.
4). Она была пробурена по азимуту 305º на глубину 157м. Отверстие пересекает повсеместно измененные кварцевые порфировые риолиты с некоторыми зонами брекчирования. Дырка вернулась 69 м при 1,0 г/т золота от поверхности, но значения золота сильно аномальны на всем протяжении с верхними 83,6 м в среднем 0,9 г/т золота (таблица 1, рис. 5). Оставшаяся часть скважины от глубины 83,6 м до конца скважины на глубине 157 м дала 73,4 м золота при 0,3 г/т, и скважина закончилась минерализацией.
Рис. 4: Расположение скважин и результаты контурных значений содержания золота в почве (части на миллиард золота) и фон магнитной напряженности на объекте Мария Бонита.
Чтобы просмотреть расширенную версию рисунка 4, посетите:
https://images.newsfilecorp.com/files/4500/151666_fad5b69834fcca24_004full.jpg
Скважина MBA007 была еще одной ступенчатой скважиной и была забуртована еще в 50 м к востоку от MBA005 с азимутом 360°, наклонением 55° (Рисунок 4). Он достиг общей глубины 179 метров. Эта скважина пересекала грунт и сапролит на глубину 25 м. Сапролит развит в интерпретируемой более молодой дайке средне-крупных полевошпатовых порфиров, которая не минерализована. Тем не менее, с глубины 34 м скважина изменила красноватый кварцевый порфировый риолитовый интрузивный риолит, аналогичный обнаруженному в скважинах MBA001-5. Дырка вернулась 71 м при 0,6 г/т золота от 34 до 105 м. Ниже этой глубины минерализация золота остается неизменной, хотя и на более низких уровнях до глубины 148 м, возвращая 43 м при 0,5 г/т золота (рис. 5, таблица 1).
Эта скважина пересекала грунт и сапролит на глубину 25 м. Сапролит развит в интерпретируемой более молодой дайке средне-крупных полевошпатовых порфиров, которая не минерализована. Тем не менее, с глубины 34 м скважина изменила красноватый кварцевый порфировый риолитовый интрузивный риолит, аналогичный обнаруженному в скважинах MBA001-5. Дырка вернулась 71 м при 0,6 г/т золота от 34 до 105 м. Ниже этой глубины минерализация золота остается неизменной, хотя и на более низких уровнях до глубины 148 м, возвращая 43 м при 0,5 г/т золота (рис. 5, таблица 1).
Рисунок 5: Северо-восточный разрез с проекциями скважин MBA003,4,5 и 7 4500/151666_fad5b69834fcca24_005full.jpg
Рисунок 6: Северо-западный разрез с проекциями скважин MBA001,2,3 и 6 .jpg
Таблица 1: Результаты сверления отверстий MBA005-009 и результаты предыдущих выпусков для MBA001-4 files/4500/151666_fad5b69834fcca24_007full.jpg
Скважина MBA006 была забурена в 150 м к югу от исходной скважины (MBA001) для изучения южной части почвенной аномалии (Рисунок 4). Верхние 59 м содержат в среднем 0,3 г/т золота, что указывает на наличие широкого ореола более низкого содержания к югу от основной минерализованной зоны.
Верхние 59 м содержат в среднем 0,3 г/т золота, что указывает на наличие широкого ореола более низкого содержания к югу от основной минерализованной зоны.
Скважины MBA008 и 009 были пробурены как значительные 330-метровые выносные скважины к востоку от исходной скважины. Обе скважины были пробурены для проверки тренда восточно-северо-восточных тонких магнитных элементов, показанных на рис. 4, а также тренда золота в почве в той же общей ориентации. Скважины прорезали сапролит на глубине до 36 м и 67 м соответственно. Ниже этого уровня обе скважины прорезают среднезернистые вулканические агломераты с прерывистыми, местами сильными изменениями серицита/хлорита. Стиль изменения отличается от такового в западных скважинах (MBA001-7) тем, что в нем не проявляются всепроникающие красные (предположительно калиевые) изменения. Результаты по золоту, как правило, были ниже 0,1 г/т на всем протяжении, за исключением облицовки до 5 м почвы и верхнего сапролита, содержащего повышенное аномальное содержание золота в диапазоне ~0,3 г/т Au.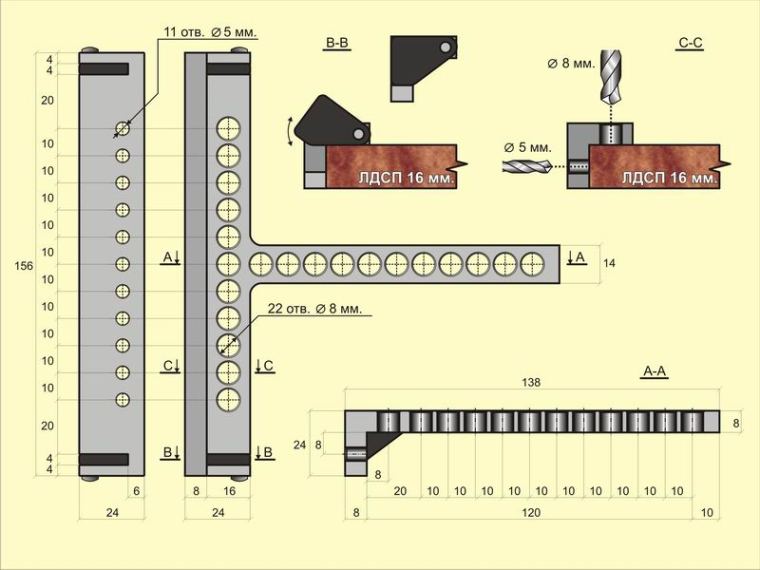 Эти результаты подразумевают, что аномалия почвы в этом месте отражает поверхностную дисперсию золота в поперечном направлении от минерализации под культурой, которая, как известно, существует на западе.
Эти результаты подразумевают, что аномалия почвы в этом месте отражает поверхностную дисперсию золота в поперечном направлении от минерализации под культурой, которая, как известно, существует на западе.
В настоящее время минерализованная зона, состоящая из риолитовых кварцевых порфиров (пересечена в скважинах MBA001-7), интерпретируется как неглубоко падающая к востоку от субкультуры вокруг скважин MBA001-5. Сплоченная приповерхностная минерализованная зона остается свободной на западе.
Размер минерализованной зоны в Мария-Бонита остается неизвестным, но отличные результаты, полученные при бурении шести из девяти первоначальных разведывательных скважин в Мари-Боните, позволяют предположить наличие значительного открытия. Как сообщалось ранее, обнажения в районе цели нет. Начались работы по картированию выявленной геологии субкультуры с использованием неглубокого бура. Это позволит получить скважины глубиной до 13 м, из которых будут отобраны пробы сложного грунта и сапролита для поддержки будущих планов по дополнительному бурению, направленному на определение размера минерализованной системы.
Предварительные металлургические испытания двух составных минерализованных образцов из скважин MBA 001-004 были завершены в TESTWORK Desenvolvimento de Processo Ltda в Нова-Лиме, штат Минас-Жерайс. Работа проводилась под наблюдением металлурга-консультанта компании Яна Гордона Холла Дана BSc (Eng), MSc. Результаты ожидаются в ближайшие несколько недель и должны дать представление о том, какая часть золота может быть легко извлечена с помощью традиционных технологий.
Предлагаемое продление гарантии
Компания предлагает подать заявку на TSX Venture Exchange для продления срока действия с 5 февраля года года до 5 ноября года года 2023 года в совокупности из 10 000 000 непогашенных варрантов на покупку акций («Варранты» ).
Варранты были выпущены в соответствии с частным размещением, которое было завершено 5 февраля -го -го года 2021 года, и изначально подлежали исполнению в течение двух лет с даты закрытия. Каждый варрант дает владельцу право приобрести одну обыкновенную акцию в капитале Компании по цене 0,30 доллара США за акцию. Все остальные условия Гарантий останутся прежними.
Все остальные условия Гарантий останутся прежними.
Продление варрантов подлежит утверждению TSX Venture Exchange (“TSXV”).
План опционов на акции
Altamira также сообщает, что ее акционеры одобрили измененный план опционов на 10% подвижного состава на годовом собрании акционеров, состоявшемся 23 ноября rd , 2022. Основные поправки к плану опционов на акции обеспечивают соблюдение с пересмотренной Политикой TSXV 4.4 и включает: (i) положение, разрешающее безналичное исполнение опционов на акции и чистое исполнение опционов на акции; (ii) что корректировки акционерного капитала подлежат предварительному одобрению TSXV, за исключением случаев, когда они связаны с консолидацией или дроблением акций; и (iii) для любого расширения опционов на акции, предоставленных лицам, являющимся инсайдерами на момент внесения предлагаемой поправки, требуется одобрение незаинтересованных акционеров.
Максимальное количество обыкновенных акций, которые могут быть выпущены в рамках опционной программы, составляет 10% выпущенного и находящегося в обращении акционерного капитала Компании на дату предоставления. План опционов на акции имеет «скользящий» лимит, поскольку количество обыкновенных акций, зарезервированных для выпуска в соответствии с предоставлением опционов на акции, будет автоматически увеличиваться по мере увеличения выпущенного и находящегося в обращении акционерного капитала Компании. Лимит включает ранее предоставленные опционы на акции.
План опционов на акции имеет «скользящий» лимит, поскольку количество обыкновенных акций, зарезервированных для выпуска в соответствии с предоставлением опционов на акции, будет автоматически увеличиваться по мере увеличения выпущенного и находящегося в обращении акционерного капитала Компании. Лимит включает ранее предоставленные опционы на акции.
Квалифицированное лицо
Гильермо Хьюз, FAIG и M AusIMM., консультант компании, а также уполномоченное лицо в соответствии с определением National Instrument 43-101, руководил подготовкой технической информации в этом пресс-релизе.
О компании Altamira Gold Corp.
Компания занимается разведкой и разработкой золотых месторождений в западно-центральной части Бразилии. Компания владеет 8 проектами площадью около 190 000 га в пределах богатого золотоносного пояса Юруэна, где исторически добывалось от 7 до 10 млн унций россыпного золота. Передовой проект Компании Cajueiro имеет ресурсы NI 43-101, составляющие 5,66 млн тонн золота при содержании 1,02 г/т в общей сложности 185 000 унций в категории предполагаемых ресурсов и 12,66 млн тонн при 1,26 г/т золота в общей сложности в 515 000 унций в предполагаемых ресурсах. категория.
категория.
От имени Совета директоров,
Altamira Gold Corp.
“Майкл Беннетт”
Майкл Беннетт
Президент и генеральный директор
Тел: 604.676.5660
. 606-6271
[email protected]
www.altamiragold.com
Ни TSX Venture Exchange, ни ее поставщик регулирующих услуг (согласно определению этого термина в политиках TSX Venture Exchange) не несут ответственности за адекватность или точность этого выпуска.
Ценные бумаги, описанные в данном документе, не были зарегистрированы в соответствии с Законом США о ценных бумагах или любыми законами штата о ценных бумагах, и не могут предлагаться или продаваться в Соединенных Штатах без регистрации или применимого освобождения от требований регистрации в соответствии с Законом США о ценных бумагах и любыми другими законами. применимое законодательство штатов о ценных бумагах.
Прогнозные заявления
Определенная информация, содержащаяся в данном документе, представляет собой «прогнозную информацию» в соответствии с законодательством Канады о ценных бумагах. Прогнозная информация включает, помимо прочего, заявления относительно продления Гарантий. Как правило, прогнозная информация может быть идентифицирована с помощью прогнозной терминологии, такой как «будет», «намеревается» или вариантов таких слов и фраз или заявлений о том, что определенные действия, события или результаты «будут» происходить. Прогнозные заявления основаны на мнениях и оценках руководства на дату таких заявлений, и они подвержены известным и неизвестным рискам, неопределенностям и другим факторам, которые могут привести к тому, что фактические результаты будут существенно отличаться от выраженных или подразумеваемых. такими прогнозными заявлениями или прогнозной информацией, включая получение всех необходимых разрешений регулирующих органов. Хотя руководство Компании пыталось определить важные факторы, которые могут привести к тому, что фактические результаты могут существенно отличаться от результатов, содержащихся в прогнозных заявлениях или прогнозной информации, могут быть и другие факторы, которые могут привести к тому, что результаты не будут такими, как ожидалось, оценивалось или предполагалось.
Прогнозная информация включает, помимо прочего, заявления относительно продления Гарантий. Как правило, прогнозная информация может быть идентифицирована с помощью прогнозной терминологии, такой как «будет», «намеревается» или вариантов таких слов и фраз или заявлений о том, что определенные действия, события или результаты «будут» происходить. Прогнозные заявления основаны на мнениях и оценках руководства на дату таких заявлений, и они подвержены известным и неизвестным рискам, неопределенностям и другим факторам, которые могут привести к тому, что фактические результаты будут существенно отличаться от выраженных или подразумеваемых. такими прогнозными заявлениями или прогнозной информацией, включая получение всех необходимых разрешений регулирующих органов. Хотя руководство Компании пыталось определить важные факторы, которые могут привести к тому, что фактические результаты могут существенно отличаться от результатов, содержащихся в прогнозных заявлениях или прогнозной информации, могут быть и другие факторы, которые могут привести к тому, что результаты не будут такими, как ожидалось, оценивалось или предполагалось. . Не может быть никаких гарантий, что такие заявления окажутся точными, поскольку фактические результаты и будущие события могут существенно отличаться от ожидаемых в таких заявлениях. Соответственно, читатели не должны чрезмерно полагаться на прогнозные заявления и прогнозную информацию. Компания не будет обновлять какие-либо прогнозные заявления или прогнозную информацию, включенную в настоящий документ посредством ссылки, за исключением случаев, предусмотренных действующим законодательством о ценных бумагах.
. Не может быть никаких гарантий, что такие заявления окажутся точными, поскольку фактические результаты и будущие события могут существенно отличаться от ожидаемых в таких заявлениях. Соответственно, читатели не должны чрезмерно полагаться на прогнозные заявления и прогнозную информацию. Компания не будет обновлять какие-либо прогнозные заявления или прогнозную информацию, включенную в настоящий документ посредством ссылки, за исключением случаев, предусмотренных действующим законодательством о ценных бумагах.
Примечания
Анализ золота был проведен методом SGS FAA505 (пробирная проба с загрузкой 50 г), образцы более высокого содержания проверены FAA525. Аналитическое качество контролируется сертифицированными эталонами и бланками. До отправки образцы хранятся под наблюдением геологоразведочного управления Компании. Образцы доставляются в пробирную лабораторию с помощью коммерческого подрядчика. Целлюлоза возвращается в компанию и архивируется. Результаты бурения скважин указаны как взвешенные пересечения по длине скважины.
Чтобы просмотреть исходную версию этого пресс-релиза, пожалуйста, посетите https://www.newsfilecorp.com/release/151666
Surge Battery Metals объявляет о сильных результатах по литию в буровых скважинах 1 и 6 на севере Невады. Project
COQUITLAM, BC / ACCESSWIRE / 8 декабря 2022 г. / Surge Battery Metals Inc. («Компания» или «Surge») (TSXV:NILI)(OTC PINK:NILIF)(FRA:DJ5C) рада объявить о дополнительных результатах анализа недавнего бурения на 100% принадлежащем Nevada North Lithium Project в округе Элко, штат Невада. Результаты анализов подтверждают наличие слоистых зон, содержащих значительное количество литиевой глины, что еще раз подтверждает потенциал высокотемпературных месторождений литиевой глины.
В приведенных ниже таблицах перечислены значимые точки пересечения в каждой из двух лунок, где средние интервалы рассчитаны с использованием порогового значения 1000 ppm лития без внутреннего разбавления. Все скважины были пробурены вертикально методом ударного бурения с обратной циркуляцией.
Все скважины были пробурены вертикально методом ударного бурения с обратной циркуляцией.
В начале программы бурения частичные результаты, полученные из скважины NN2201, подтвердили возможность значительного открытия лития. Полные результаты по скважине до сих пор не были доступны из-за кадровых проблем в аналитической лаборатории. Отверстие NN2201 было пробурено для проверки области высоких значений лития в почве.
Hole ID | From ft | To ft | From M | To M | Thickness ft | thickness M | Avg Li ppm | ||||||||
NN2201 | 0 | 55 | 0 | 16.76 | 55 | 16.76 | 3826 | ||||||||
NN2201 | 95 | 140 | 28. | 42.67 | 45 | 13.72 | 2958 | ||||||||
NN2201 | 165 | 225 | 59 | 225 | 59 | 225 | 225 | 225 | 68.58 | 60 | 18.29 | 2388 |
Results below are from drill hole NN2206, drilled within an area of strong soil values near outcrops of a welded tuff единица. Сваренный туф, по-видимому, представляет собой породу фундамента вулкано-тектонического бассейна, вмещающего отложения, богатые литием.
Внутренний диаметр отверстия | От 9 футов0009 | To ft | From M | To M | Thickness ft | thickness M | Avg Li ppm |
NN2206 | 0 | 20 | 0 | 6. | 20 | 6.1 | 1590 |
NN2206 | 50 | 85 | 15.24 | 25.91 | 35 | 10.67 | 2479 |
 1
1Overall, пересечения в четырех отверстиях вблизи и вдоль центральной линии хребта (отверстия NN2201 и отверстия от NN2203 до NN2205) представляют более 500 метров (1500 футов) длины простирания сильного литиевого орудения (см. рисунок ниже).
Положение минерализованных пластов позволяет предположить, что богатые литием слои аргиллитов могут быть очень обширными в поперечном направлении. Те же 3 минерализованных горизонта находятся в скважинах NN2201, 03, 04 и 05, причем скважина NN2205 расположена в 660 метрах к северо-западу от «отверстия открытия» NN2201. В обеих скважинах NN2207 и NN2208, расположенных в 800 и 1100 м к юго-западу от скважины NN2201, виден один и тот же рисунок аргиллитов и серо-голубой глины.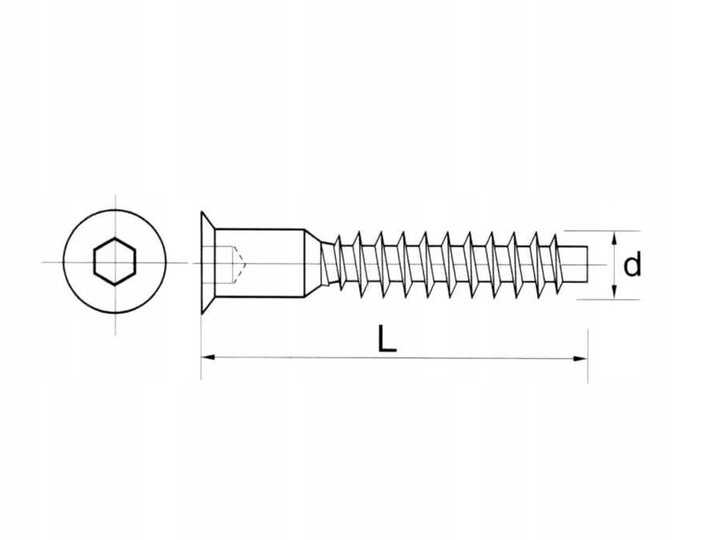 Результаты из этих отверстий ожидаются в ближайшее время.
Результаты из этих отверстий ожидаются в ближайшее время.
Обычно оруденение встречается в трех отчетливых горизонтах алевритовых, слабоизвестковых, аргиллитов и с прослоями серо-голубых глин. Осадочные текстуры плохо сохранились в осколках, поэтому среда отложения не ясна, но считается, что она находится в среде дна озера. Породы между продуктивным горизонтом в основном представлены восстановленными кислыми туфами выпадения воздуха и туфоалевролитами. Все отверстия заканчивались грубым булыжно-галечным конгломератом или туфом пеплового потока. Нижний туф характеризуется умеренными пропилитовыми изменениями с замещением темноцветных минералов хлоритом и вкраплениями пирита.
Несмотря на то, что это месторождение имеет некоторое сходство с месторождением Такер-Пасс, северный литий-проект в Неваде расположен примерно в 290 км к востоку от кальдеры МакДермитт, вероятно, в совершенно новом литиевом районе.
Обеспечение качества, контроль качества и проверка данных
В бурении использовалась система, установленная на багги, предоставленная O’Keefe Drilling Company из Бьютта, штат Монтана.
Стандарты контроля качества (MEG-Li.10.11), введенные в образец, вернули значения в пределах ожидаемого диапазона (750 частей на миллион Li) при использовании этого метода. Результаты для внутренних стандартов и дубликатов, предоставленные ALS, находились в пределах допустимых значений.
Квалифицированное лицо, как определено в Национальном акте 43-101: Алан Дж.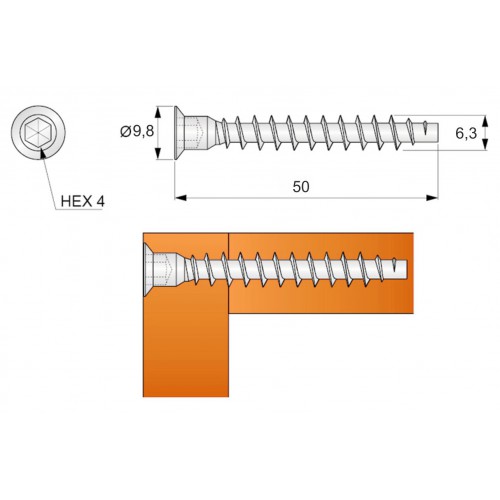 Моррис из Спринг-Крик, штат Невада, Квалифицированное лицо, как определено в Национальном акте 43-101, рассмотрел и утвердил технические аспекты данного пресс-релиза. 9О Surge Battery Metals Inc. . Компания по-прежнему уделяет особое внимание разведке дорогостоящих металлов для аккумуляторов, необходимых для рынка электромобилей (EV).
Моррис из Спринг-Крик, штат Невада, Квалифицированное лицо, как определено в Национальном акте 43-101, рассмотрел и утвердил технические аспекты данного пресс-релиза. 9О Surge Battery Metals Inc. . Компания по-прежнему уделяет особое внимание разведке дорогостоящих металлов для аккумуляторов, необходимых для рынка электромобилей (EV).
Литиевые проекты в Неваде
Компания владеет 100% долей в 154 месторождениях полезных ископаемых, расположенных в округе Элко, штат Невада. Nevada North Lithium Project находится в Гранитном хребте к юго-востоку от Джекпота, штат Невада, примерно в 73 км к северо-северо-востоку от Уэллса, штат Невада. Целью является месторождение литиевой глины в вулканическом туфе и туфогенных отложениях пакета риолитов Джарбиджа. Территория проекта была впервые определена в общедоступных геохимических данных речных отложений с последующим отбором проб отложений и геологической разведкой с результатами анализа лития в диапазоне от 29,1 ppm до 5120 ppm.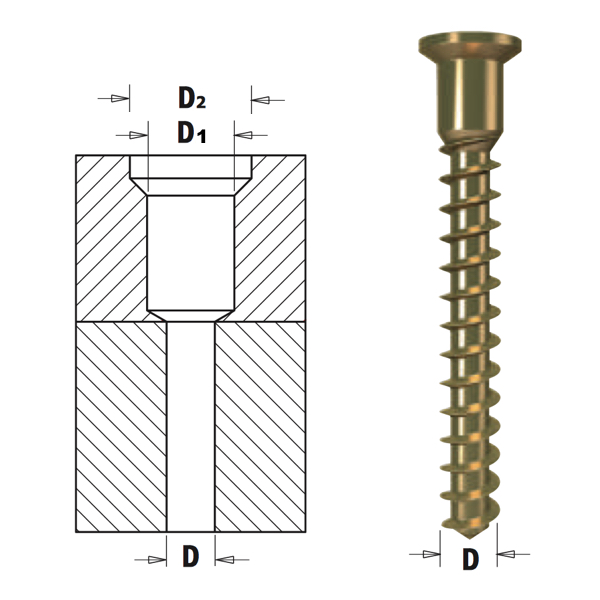 Значимые результаты включены 89 проб, очерчивающих высокоаномальную зону, содержащую пробы с содержанием более 1000 частей на миллион лития . В настоящее время зона крайне аномальных значений лития простирается примерно на 1700 метров с востока на запад двумя полосами шириной от 300 до 400 метров каждая. Аномальные значения, по-видимому, имеют место в почвах, образовавшихся на риолитовых туфах, залегающих в воздухе или на воде, перекрытых туфами, покрытыми спаянными пепловыми потоками.
Значимые результаты включены 89 проб, очерчивающих высокоаномальную зону, содержащую пробы с содержанием более 1000 частей на миллион лития . В настоящее время зона крайне аномальных значений лития простирается примерно на 1700 метров с востока на запад двумя полосами шириной от 300 до 400 метров каждая. Аномальные значения, по-видимому, имеют место в почвах, образовавшихся на риолитовых туфах, залегающих в воздухе или на воде, перекрытых туфами, покрытыми спаянными пепловыми потоками.
Кроме того, у Компании есть Соглашение об опционе собственности, чтобы получить неделимую 80-процентную долю в 16 месторождениях полезных ископаемых, включающих 640 акров, расположенных в пустыне Сан-Эмидио в Неваде, известной как 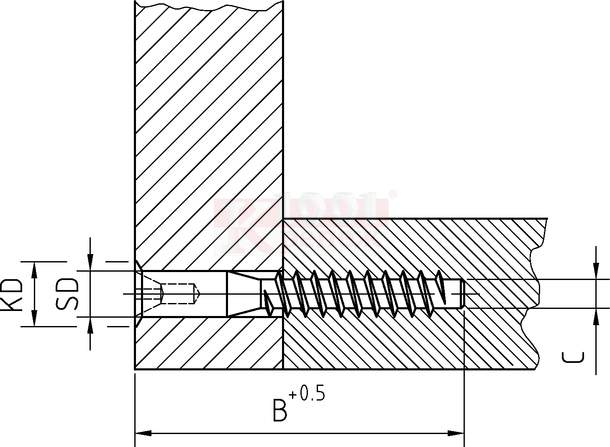 Результаты выщелачивания образцов царской водкой показывают от 68 до 852 частей на миллион лития (в среднем 365 частей на миллион), от 5,3 до 201 частей на миллион цезия (в среднем 72 части на миллион) и от 35 до 377 частей на миллион рубидия (в среднем 180 частей на миллион). Результаты двух буровых скважин глубиной семь футов показывают концентрации лития, цезия и рубидия в диапазоне от 143,5 до 773 частей на миллион Li, от 56,8 до 102,5 частей на миллион Cs и от 155 до 272 частей на миллион Rb.
Результаты выщелачивания образцов царской водкой показывают от 68 до 852 частей на миллион лития (в среднем 365 частей на миллион), от 5,3 до 201 частей на миллион цезия (в среднем 72 части на миллион) и от 35 до 377 частей на миллион рубидия (в среднем 180 частей на миллион). Результаты двух буровых скважин глубиной семь футов показывают концентрации лития, цезия и рубидия в диапазоне от 143,5 до 773 частей на миллион Li, от 56,8 до 102,5 частей на миллион Cs и от 155 до 272 частей на миллион Rb.
Nickel Projects, Северная Британская Колумбия
Компания заключила соглашение об опционе собственности на получение неделимой 80% доли участия в определенных месторождениях полезных ископаемых от Nickel Rock Resources Inc. Проект (Проект Surge Nickel) состоит из двух несмежных минеральных ресурсов. группы претензий, состоящие из 6 блоков претензий на полезные ископаемые, расположенных в северной части Британской Колумбии. Одна заявка в районе Маунт-Сидни-Уильямс (заявка HN4) охватывает 1863 гектара непосредственно к югу от проекта Декар и рядом с ним, в настоящее время продвигается FPX Resources, и 5 заявок в районе хребта Митчелл к северо-востоку от Декара (N100 Group) покрытие 8659гектаров. К трем претензиям применяется 2% NSR, включая (претензию HN4 и две самые южные претензии из группы претензий N100). Оба проекта нацелены на минерал сплава никеля и железа «Аваруит», содержащийся в серпентинизированных интрузивных породах ультраосновной пачки Тремблёр.
Проект (Проект Surge Nickel) состоит из двух несмежных минеральных ресурсов. группы претензий, состоящие из 6 блоков претензий на полезные ископаемые, расположенных в северной части Британской Колумбии. Одна заявка в районе Маунт-Сидни-Уильямс (заявка HN4) охватывает 1863 гектара непосредственно к югу от проекта Декар и рядом с ним, в настоящее время продвигается FPX Resources, и 5 заявок в районе хребта Митчелл к северо-востоку от Декара (N100 Group) покрытие 8659гектаров. К трем претензиям применяется 2% NSR, включая (претензию HN4 и две самые южные претензии из группы претензий N100). Оба проекта нацелены на минерал сплава никеля и железа «Аваруит», содержащийся в серпентинизированных интрузивных породах ультраосновной пачки Тремблёр.
От имени Совета директоров
“Грег Реймер”
Грег Реймер, президент и генеральный директор
Контактная информация
Электронная почта: [email protected]
Телефон: 604-428-5690
Ни венчурная биржа TSX, ни ее поставщик услуг по регулированию (согласно определению этого термина в политике венчурной биржи TSX) не несут ответственности за адекватность или точность данного выпуска.