Установка ножей на электрический рубанок
Рубрика: Электроинструменты Опубликовано 23.05.2014 · Комментарии: 0 · На чтение: 3 мин · Просмотры:Post Views: 9 833
Сошел снег, стало тепло, а это значит, что пора начинать летний строительный сезон. Готовим, приводим в порядок, настраиваем и затачиваем топоры, ножовки, стамески и другие инструменты, без которых не обойтись при строительстве дома и выполнении отделочных работ.
Необходимым инструментом при работе с деревом является электрический рубанок. Сейчас в продаже можно встретить большое количество различных моделей электрорубанков. Мне приходилось иметь дело с несколькими моделями электрорубанков различных производителей. Но предпочтение все же я отдаю своему родному рубанку Rebir. Он неприхотлив и надежен в работе, имеет удачное сочетание цены и качества. В этой статье я расскажу, как затачиваю ножи и произвожу их установку в электрорубанке Rebir.
Для начала нужно приготовить все необходимое для заточки и настройки ножей: плоскую отвертку, гаечный ключ на 10 мм, металлическую линейку, наждачную бумагу средней зернистости и с мелким зерном для доводки лезвия ножа, приспособление для заточки ножей (идет в комплекте с электрорубанком), лист тетрадной бумаги.
Гаечным ключом ослабляем болты, прижимающие планку с ножом в барабане.
Выдвигаем планку с ножом из паза барабана. Следите, чтобы из планки не выпали пластиковые эксцентрики.
Снимаем нож с металлической планки. Очищаем нож и планку от смолы и пыли. Устанавливаем оба ножа в приспособление для заточки. Следим, чтобы лезвия ножей были установлены в одной плоскости.
Расстилаем лист наждачной бумаги средней зернистости на ровной поверхности. Совершая возвратно поступательное движение, доводим лезвие ножа до нужной остроты. После того, как на противоположной стороне лезвия ножа начнут появляться заусеницы, продолжаем доводку лезвия на шкурке с мелким зерном до полного исчезновения заусениц. Проверяем качество заточки лезвия на тетрадной бумаге. Без сильного нажима проводим лезвием по листу бумаги. При качественной заточке ножа бумага режется, как будто по ней ведут лезвием бритвы.
Заточенный нож накладывают на планку и аккуратно вставляют в паз барабана рубанка. Выравнивают нож, чтобы он при вращении барабана не задевал кромками детали рубанка. Слегка выкручиваем болты, фиксирующие нож с планкой. Плоской отверткой поворачиваем эксцентрики, регулируя выставку ножа.
Выравнивают нож, чтобы он при вращении барабана не задевал кромками детали рубанка. Слегка выкручиваем болты, фиксирующие нож с планкой. Плоской отверткой поворачиваем эксцентрики, регулируя выставку ножа.
Положение ножей в процессе регулировки контролируем металлической линейкой, установленной на ребро на заднюю подошву рубанка. Лезвие ножа при вращении барабана рукой должно равномерно касаться ребра линейки, попеременно устанавливаемой с левой и с правой стороны подошвы. В противном случае выставку ножа увеличивают или уменьшают поворотом эксцентриков.
Данная настройка требует аккуратности и терпения, но это того стоит, т.к. от правильности установки ножей будет зависеть качество обрабатываемой поверхности.
Остается надежно зафиксировать ножи в барабане. Все действия гаечным ключом выполняют аккуратно, чтобы не сбить настройки.
Данным рубанком выстроганы километры досок, если мерять объем выполненной работы таким образом. Единственное, что приходилось делать – это регулярно затачивать ножи. Кстати, другие электроинструменты у меня этой же торговой марки и они безупречно работают уже много лет.
Кстати, другие электроинструменты у меня этой же торговой марки и они безупречно работают уже много лет.
Источник: https://iddeas.ru
Post Views:
9 833
Обзор электрического рубанка Ресанта Р-82/800 | Другие инструменты | Обзоры
В домашней мастерской, для получения гладкой и ровной поверхности у деревянной заготовки, практически невозможно обойтись без такого инструмента как рубанок. Ручные рубанки, несомненно, все еще остаются популярными и занимают свою определенную нишу на рынке, но конкурировать с современными электрическими устройствами по удобству использования и скорости обработки древесины они, увы, уже не могут.
Модель Р-82/800 является младшей в линейке электрических рубанков от бренда Ресанта, в которую также входят еще две модели под индексами Р-82СТ и Р-110СТ.
Характеристики:
- Мощность: 800 Вт;
- Максимальное число оборотов: 16000 об/мин;
- Максимальная глубина строгания: 2 мм;
- Ширина строгания: 82 мм;
- Плавный пуск: есть;
- Сторона отвода стружки: вправо;
- Возможность подключения к пылесосу: есть;
- Возможность стационарной установки: нет;
- Питание устройства: сеть 220 В;
- Комплектация: пылесборный мешок, фальцевый упор с ключом, ключ для замены ножей, паспорт;
- Размеры (ДхШхВ): 350х310х375 мм;
- Вес: 2,6 кг.


Упаковка и комплектация
Поставляется Ресанта Р-82/800 в небольшой картонной коробке с красочной полиграфией.
Внутри коробки располагаются:
- электрорубанок;
- пылесборный мешок;
- фальцевый упор с ключом;
- ключ для замены ножей;
- паспорт.
В паспорте приведены общие сведения, технические характеристики, правила безопасности и другая необходимая информация по работе с электрорубанком.
Для удобства опустошения, в мешке для сбора пыли и стружки предусмотрена молния, внутри также находится металлическая направляющая, удерживающая мешок в развернутом положении во время работы с электрорубанком.
Фальцевый упор с винтом крепления к корпусу электрорубанка, а также гаечный ключ для замены ножей.
Внешний вид и конструкция
Конструктивно, электрорубанок представляет собой пластиковый корпус, внутри которого расположен коллекторный электродвигатель. Через ременную передачу электродвигатель передает вращение на металлический вал, на котором закреплены режущие ножи.
Поскольку Ресанта Р-82/800 предназначена для строгания заготовок шириной до 82 мм, ее габариты сравнительно невелики: длина составляет 350 мм, ширина – 310 мм и высота – 375 мм при весе в 2,6 кг. Длина сетевого кабеля составляет 200 см.
С правой и с левой стороны корпуса находятся вентиляционные отверстия охлаждения двигателя, а также места крепления фальцевого и параллельного упоров.
С правой стороны расположен патрубок выброса стружки. В него можно вставить крепление входящего в комплект мешка, или подключить пылесос.
Для удобства удержания, рукоятка электрорубанка имеет текстурированное прорезиненное покрытие.
Из соображений техники безопасности, включение устройства производится одновременным нажатием кнопки-предохранителя с левой стороны рукоятки и кнопки-курка, расположенной снизу.
В передней части корпуса расположена рукоятка регулировки глубины строгания, также эта рукоятка используется в качестве дополнительного упора для удержания устройства во время работы.
Металлическая подошва электрорубанка состоит из двух частей, между которыми расположен режущий вал. С правой стороны предусмотрена подпружиненная пластиковая шторка, защищающая пальцы от случайного бокового соприкосновения с вращающимся барабаном во время работы.
Задняя часть подошвы неподвижна, здесь предусмотрен специальный упор, предохраняющий ножи от контакта с поверхностью в нерабочем положении или во время хранения.
За счет подпружиненного механизма, при движении электрорубанка по обрабатываемой поверхности упор автоматически задвигается и не мешает во время работы.
В передней часть подошвы предусмотрена V-образная продольная канавка для снятия фаски на углах заготовки. Также, такая канавка позволяет отводить воздух из-под подошвы во избежание возникновения воздушной подушки при движении электрорубанка по заготовке.
Также, за счет возможности регулировки, передняя часть подошвы определяет глубину строгания электрорубанка за один проход. Регулировка осуществляется при помощи вращения передней расположенной спереди рукоятки и может быть задана в диапазоне от 0 до 2 мм.
Фальцевый упор предназначен для задания необходимой глубины строгания для фасок и пазов. Кроме того, с помощь такого упора можно отрегулировать глубину при выборке четверти по всей длине заготовки, однако для этого необходимо наличие дополнительного регулируемого параллельного упора. Модель Ресанта Р-82/800 таким упором не комплектуется, хотя с левой стороны корпуса имеется возможность его крепления.
Кроме того, с помощь такого упора можно отрегулировать глубину при выборке четверти по всей длине заготовки, однако для этого необходимо наличие дополнительного регулируемого параллельного упора. Модель Ресанта Р-82/800 таким упором не комплектуется, хотя с левой стороны корпуса имеется возможность его крепления.
Фальцевый упор крепится с правой стороны корпуса. Для выставления необходимой конечной глубины выборки на упоре нанесена миллиметровая шкала, а на корпусе рубанка имеется соответствующая нулевая отметка.
Также, фальцевый упор можно использовать для удержания направления движения электрорубанка строго вдоль края заготовки.
На барабане Ресанта Р-82/800, в специальных съемных держателях-клинах, симметрично расположены два двусторонних ножа из карбида вольфрама.
Согласно инструкции, для проверки правильности установки ножей, необходимо воспользоваться линейкой и установить ее на заднюю, нерегулируемую часть подошвы над ножом. Правильно выставленные ножи при вращении барабана не приподнимают линейку, а лишь слегка ее касаются. В данном случае, с завода уже проведена необходимая регулировка.
Правильно выставленные ножи при вращении барабана не приподнимают линейку, а лишь слегка ее касаются. В данном случае, с завода уже проведена необходимая регулировка.
Для снятия режущего ножа необходимо воспользоваться входящим в комплект гаечным ключом, ослабить три болта и извлечь держатель.
Помимо трех болтов крепления, по краям держателя имеются еще два небольших болта под шестигранник.
С помощью них, при необходимости, осуществляется регулировка высоты выставления ножей.
Для извлечения из держателя нож необходимо просто выдвинуть.
Нож имеет двустороннюю заточку, поэтому после того, как он затупится, его можно перевернуть и использовать снова, до затупления второй стороны, после чего придется менять на новый.
Эргономика и использование в работе
Ресанта Р-82/800 имеет относительно небольшие габариты и вес, а также удобную рукоятку с противоскользящим покрытием, поэтому работать с электрорубанком вполне комфортно.
Для проверки работы Ресанта Р-82/800 используем необработанный сосновый брусок размером 80х5х4,5 см.
Устанавливаем глубину строгания на отметку 1 мм. Чтобы получить ровную поверхность, нужно не только иметь хороший инструмент, но и помнить, что во избежание волнистости и шероховатости нельзя допускать смены угла наклона и неравномерных усилий во время движения, а в тот момент, когда передняя часть подошвы электрорубанка сходит с края поверхности заготовки, нужно плавно перенести усилие на заднюю часть, до момента схода с заготовки самого ножа.
В результате получилась очень гладкая на ощупь поверхность, без каких-либо провалов.
Мешок для сбора стружки имеет небольшой объем, поэтому уже после одного прохода он оказывается заполнен примерно на треть.
Обрабатываем оставшиеся три стороны бруска.
Однако, с первого раза получить красивое и плавное скругление не получится.
Поэтому, выставив глубину на меньшее значение необходимо также скруглить получившиеся после первого прохода углы.
При желании, полученный результат можно довести до совершенства при помощи наждачной бумаги.
Заключение
В целом, электрорубанок Ресанта Р-82/800 показал себя как простой и удобный инструмент, подходящий для выполнения основных необходимых домашнему мастеру задач. Габариты, небольшой вес и резиновые вставки на рукояти обеспечивают удобный хват, предохранительная кнопка защищает от случайного включения, к тому же мощность мотора в 800 Вт позволит обрабатывать не только древесину хвойных пород, но и более твердую. Однако стоит помнить, что данная модель не комплектуется параллельным упором, необходимым для такой востребованной многими мастерами задачи как выборка четверти.
Если же такая функция необходима, то стоит обратить внимание на две старшие, более мощные модели электрорубанков Ресанта Р-82СТ и Ресанта Р-110СТ, в комплект поставки которых входит параллельный упор. Кроме того, обе эти модели также комплектуются станиной, позволяющей использовать электрорубанок стационарно в качестве компактного фуговального станка.
Кроме того, обе эти модели также комплектуются станиной, позволяющей использовать электрорубанок стационарно в качестве компактного фуговального станка.
Приспособления для электрорубанка, рейсмусовое приспособление для электрорубанка
Электрорубанок практически полностью вытеснил своих ручных собратьев. Производить столярные работы с его помощью стало гораздо легче, а всевозможные приспособления для электрорубанка делают его поистине универсальным инструментом. Теперь современному мастеру нет необходимости иметь отдельный вид рубанка для каждого типа работ и тем более редко кто из молодых людей вообще знает, что такое фальцге́бель или зензубель.
Приспособления для электрорубанка
Какие же дополнительные приспособления для электрорубанка наиболее популярны? Наверное, самым популярным аксессуаром является приспособление, позволяющее устанавливать инструмент стационарно, что автоматически превращает его в некий строгальный станок. Некоторые производители даже включают его в базовую комплектацию своих инструментов.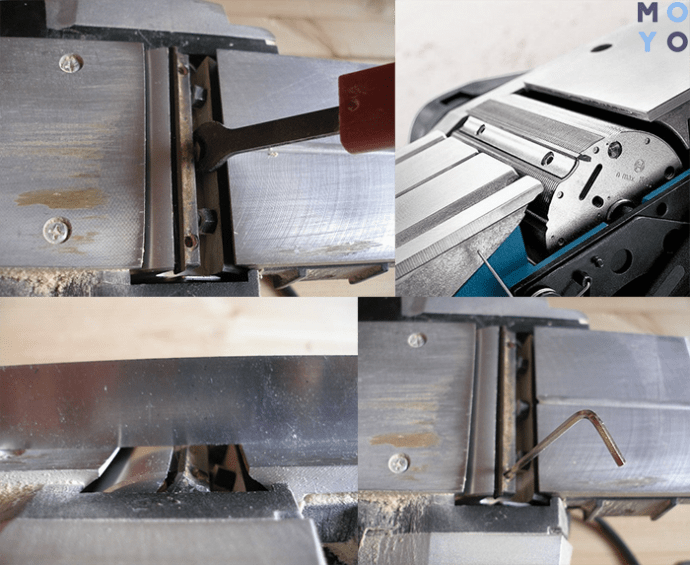 Это очень удобно, если приходится обрабатывать большое количество материала.
Это очень удобно, если приходится обрабатывать большое количество материала.Кроме того все, кому часто приходится выполнять столярные работы, знают, как трудно получить одинаково откалиброванные по толщине детали без банального примитивного рейсмусового станка. Можно немного покорячиться и сделать такой станок своими руками или потратить достаточное количество денег и купить. Но зачем же, если объем предполагаемых работ не на столько велик.
Потому, обладатель обычного электрорубанка может всего этого избежать, приобретя рейсмусовое приспособление для электрорубанка. |
Самодельные приспособления
Впрочем, практически каждому хозяину будет под силу сделать подобное устройство и самостоятельно. Что оно примерно из себя представляет? Вариантов множество. Это может быть некий деревянный короб, который прикручивается непосредственно к самому элекрорубанку и затем присоединяется к специальному основанию. Все это художество оснащено калибровочной шкалой, позволяющей устанавливать требуемую толщину для обрабатываемой детали. По ширине ограничивается только величиной подошвы самого электрорубанка.
Это может быть некий деревянный короб, который прикручивается непосредственно к самому элекрорубанку и затем присоединяется к специальному основанию. Все это художество оснащено калибровочной шкалой, позволяющей устанавливать требуемую толщину для обрабатываемой детали. По ширине ограничивается только величиной подошвы самого электрорубанка.
Некоторые умельцы пошли еще дальше. Конструкцию упростили до безобразия, а собрать ее можно буквально за полчаса. Никакого объемного короба. Основание прикручивается вместо полочки электрорубанка. По бокам к нему на болтах цепляются четыре ножки, зажим которых и регулирует высоту. И вуаля. Все готово. В общем, нет предела совершенству. Дерзайте.
Приспособления для заточки ножей к электрорубанку
Заточка ножей для электрорубанка – дело не простое и, как правило, требует специальных приспособлений, таких как электроточило с точильным кругом на низких оборотах и емкости для воды, а также специальных зажимов. |

Все это необходимо для того, чтобы не перегревать режущую кромку из крепкой стали и соблюдать необходимые углы заточки. Например, такое приспособление можно сделать с помощью ручных точилок для кухонных ножей.
Снимаем ножи с электрорубанка. За годы интенсивной работы они приобрели зазубриный профиль. Появились они в результате неосторожного контакта с металлом (гвоздь в доске) или вседствие попадания камешка на рабочую поверхность.
Чтобы поддержать правильные углы заточки использовать можно специальное приспособление-точилку.
Это позволяет вам установить один стабильный правильный угол по всей длине лезвия. Для заточки лучше использовать именно алмазный брусок.
Приспособления для установки ножей электрорубанка
В электрорубанке ножи установлены на строгальном барабане, который вращается. Назначение ножей – строгание верхних слоев древесины при обработке изделий. Эта конструкция оснащена одним или двумя режущими элементами. Ножи могут врачаться и при необходимости их положение легко изменить. Ножи для электрорубанков изготавливаются из карбида вольфрама или из инструментальной стали. Изделия из стали могут быть заточены.
Назначение ножей – строгание верхних слоев древесины при обработке изделий. Эта конструкция оснащена одним или двумя режущими элементами. Ножи могут врачаться и при необходимости их положение легко изменить. Ножи для электрорубанков изготавливаются из карбида вольфрама или из инструментальной стали. Изделия из стали могут быть заточены.
Классификация ножей по форме:
- Прямые – они используются для снятия ровной поверхности и при обработке мелких деталей.
- Закругленные – используется при строгании широких участков деталей, так как переходы между строганными поверхностями выполняются плавно.
- Волнообразные ножи используются при имитации старой древесины.
Классификация вариантов заточки ножей:
- на оси,
- на точильном камне,
- положение фаски лезвия резака при заточке на оси,
- заточка на шлифовальном круге диска с помощью толкающего устройства.
Перед началом работы с рубанком необходимо убедиться, что ножи установлены правильно. Если были обнаружены какие-либо ошибки, то вам необходимо правильно установить ножи на рубанке. Режущая часть элемента должна располагаться параллельно основанию строгального станка и слегка выступать вверх. Чтобы определить правильную регулировку ножа, просто переверните его и поднимите плоскость на уровне глаз.
Обычно режущая часть ножа выступает на 0,5 мм над уровнем подошвы. Однако строгальный станок для первого грубого строганияимеет выступ не менее 1 мм.
Важно попеременно поворачивать маленький и большой регулировочный винт вправо и влево, пока режущая часть не встанет на место. Эти винты расположены за платформой, предназначенной для ножа.
После всех манипуляций нож устанавливается в самом инструменте и фиксируется центрирующими креплениями на верхней плите. Если электрический рубанок только куплен, то его ножи обязательно настраиваются. Но при использовании электрорубанка настройки сбиваются. В связи с этим, если инструмент не работал долгое время, рекомендуется предварительно отрегулировать его.
Если электрический рубанок только куплен, то его ножи обязательно настраиваются. Но при использовании электрорубанка настройки сбиваются. В связи с этим, если инструмент не работал долгое время, рекомендуется предварительно отрегулировать его.
Также важно помнить, что сразу после настройки не рекомендуется выполнять работу с реальными деталями, а предварительно попробовав инструмент на ненужной доске. |
Приспособление для выборки четверти
Выборка четверти с помощью электрического рубанка, или как еще говорят “снятие фальца” – это еще одна функция, выполняемая с помощью электрорубанка. Для ее выполнения требуется установка двух упоров:
- Верхний упор, отвечающий за перемещение инструмента по заготовке в правильном направлении;
- Боковой упор, регулирующий глубину выборки четверти.
Упоры выставляют по необходимым размерам, в соответствие с инструкцией к электрорубанку. При этом измерение расстояний выполняют, ориентируясь по режущей кромке находящегося вверху лезвия.
Существует два способа для выборки четверти:
- можно двигать электрорубанком по будущему изделию;
- либо перемещать обрабатываемую заготовку по самодельному станку.
Кроме того, существуют специальные преспособления для выборки четверти электрорубанком промышленного производства. Например для электрорубанка HL 850 Festool одноименная компания (Германия) выпускает упор для выборки четверти FA-HL. Этот упор специально разработан для выборки четверти (фальцев) глубиной от 0 до 30 мм. Он очень прочный и легкий за счет материала, из которого выполнен – это алюминий. |
Поставить ножи фуганка | Мастер в доме
Электро фуганок — один из основных инструментов для обработки деревянных деталей.
Рабочая поверхность фуганка состоит из двух отдельных столов, задней неподвижной части и регулируемой по высоте передней площадке. В барабане фуганка устанавливаются два, или три ножа.
Как бы аккуратно Вы не работали, ножи фуганка приходится время от времени точить. Иначе ножи будут вырывать куски древесины и заметно увеличится нагрузка на двигатель.
1. Существуют одноразовые ножи, изготовленные с двумя режущими кромками. Их точить в принципе не рекомендуется, при необходимости просто производится замена.
Многоразовые ножи затачиваются на специальном станке, с точно установленным углом заточки. В любом случае сначала надо снять затупившиеся ножи. Близко к теме, знакомство с электрорубанком.
2. Замену производим на выключенном и полностью остановившемся станке. Работать лучше в плотных перчатках, с фиксацией вала деревянными клинышками.
Работать лучше в плотных перчатках, с фиксацией вала деревянными клинышками.
Убираем ограждение подальше от ножей, снимаем направляющую чтобы не мешала и ставим клинышки для фиксации на месте. Клинья вгоняем слегка постукиваем деревянным бруском, киянкой или капроновым молотком. Металлические молотки здесь совершенно не уместны.
3. Откручиваем прижимные винты на одноразовых ножах. На многоразовых ослабляем прижимные болты так, чтобы можно было вынуть нож. Вместе с ножом снимаем и прижимную планку. Обратите внимание чтобы все винты были в наличии и не попали внутрь станка.
Если Вы сразу будете устанавливать запасной комплект, то прижимную планку оставляем на месте, а новый нож ставим сверху. Ещё информация, универсальный инструмент.
4. Очищаем гнезда металлической щеткой. При необходимости зачищаем от пыли и смолы прижимную планку. Нож после заточки обтираем тряпкой, чтобы не оставалось металлической пыли и стружки.
5. Опять фиксируем вал деревянными клиньями, ставим на место прижимную планку и вставляем в зазор нож. Слегка подтягиваем прижимные болты чтобы нож не болтался, но не закручиваем окончательно.
6. Режущую кромку ножа необходимо выставить точно по уровню неподвижного заднего стола. Для контроля берем строганный брусок из твердой древесины, укладываем его на поверхность неподвижного стола и проводим в сторону ножа.
Брусок должен слегка зацепить нож и немного провернуть барабан.
При этом между бруском и поверхностью стола не должен появиться зазор.
При необходимости опять ослабляем болты и немного поднимаем, или опускаем нож.
Проверять правильность установки, надо с обеих сторон режущей головки, чтобы не допустить перекосов.
После установки нож окончательно фиксируем прижимными болтами, вытаскиваем клинья и проверяем вращением головки вручную. Бывает что новые ножи шире сточенных старых и могут цепляться за край рабочего стола.
В таком же порядке по очереди устанавливаем остальные ножи.
Остается поставить на место направляющую линейку, выставить угол 90* и можно работать.
Если при строгании барабан бьет по заготовке, возможно Вы установили ножи слишком высоко, или угол заточки не подходит.
При хорошей заточке и правильной установке, бывает что после строгания деталь как будто прилипает к столу, впрочем это длится недолго.
Иллюстрации woodmagazine.com
Похожие статьи:
Как правильно установить ножи на фуганок
Новости:
ВНИМАНИЕ ЖЕЛАЮЩИМ ЗАРЕГИСТРИРОВАТЬСЯ НА ФОРУМЕ. Проблема с активацией аккаунта? Напишите на ( ignel(гав)mail.ru, ICQ 50389649 ), указав свой ник и адрес, с которого регистрировались. Не забываем заглядывать в правила форума . Незнание правил не освобождает от ответственности! Не забываем заглядывать в Раздел ТБ . Знание правил может спасти жизнь. Есть вопросы по использованию форума? Ищите ответы в FAQ (ЧаВО) . Там много полезного. Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
Там много полезного. Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
Автор Тема: установка ножей на фуговальном станке (видео) (Прочитано 15225 раз)
0 Пользователей и 1 Гость просматривают эту тему.
Фуговальный станок имеется практически во всех учебных мастерских школ, большинстве учебно-производственных комбинатов и различных производствах. Наладка его и особенно точная установка резцов на валу является довольно трудоемкой операцией. Правильная их установка должна обеспечить:
- строго цилиндрическую поверхность вращения режущих кромок;
- параллельность плоскости заднего стола станка и образующей поверхности вращения ножей;
- смещение переднего стола относительно заднего на толщину снимаемой стружки.
Для регулировки фуговального станка рекомендуется использовать брусок из твердой, хорошо просушенной древесины, тщательно прифугованный по всем четырем сторонам. Однако точность установки ножей с его помощью даже у опытного наладчика не превышает 0,08—0,15 мм (разница в размерах радиусов окружности резания).
С целью повышения точности установки ножей и сокращения времени на наладку станка предлагаем использовать приспособление, показанное на рисунке.
Рисунок 1. Брус с индикатором для наладки фуговального станка
В фугованный по нижней пласти брусок 2 длиной 200 и сечением 30X40 мм надо вмонтировать индикатор часового типа с ценой деления на круговой шкале 0,01 мм. Для этого на расстоянии 50 мм от торца (на стороне шириной 30 мм) сверлится отверстие по диаметру гильзы индикатора (8 мм). По середине той же стороны от торца и до отверстия делится пропил ножовкой, а на расстоянии 20 мм от торца по середине грани шириной 40 мм сверлится отверстие 0 6 мм для стяжного болта с гайкой 5, который служит для закрепления индикатора 3 в бруске.
При наладке станка приспособление устанавливается на столе 1, 7 и показания стрелок индикатора записываются на листе бумаги. Нож 10 вставляется в один из двух пазов на корпусе вала 9 так, чтобы режущая кромка выступала на 2—3 мм над стружколомателем 6, и слегка закрепляется средним болтом 8. Затем брусок 2 с индикатором 4 передвигают по заднему столу 1 до тех пор, пока наконечник 4 индикатора не опустится на режущую кромку ножа 10. Показания стрелок в этот момент должно соответствовать записанному ранее. Если же есть расхождения, то следует слегка поднять или опустить нож (или’ задний стол). Корректировку продолжают до тех пор, пока показания индикатора будут одинаковы как в средней точке ножа, так и по его краям. После этого нож закрепляется. По тем же (записанным вначале) показаниям стрелок индикатора устанавливается второй нож.
Затем брусок 2 с индикатором 4 передвигают по заднему столу 1 до тех пор, пока наконечник 4 индикатора не опустится на режущую кромку ножа 10. Показания стрелок в этот момент должно соответствовать записанному ранее. Если же есть расхождения, то следует слегка поднять или опустить нож (или’ задний стол). Корректировку продолжают до тех пор, пока показания индикатора будут одинаковы как в средней точке ножа, так и по его краям. После этого нож закрепляется. По тем же (записанным вначале) показаниям стрелок индикатора устанавливается второй нож.
Для настройки переднего стола к записанным ранее показаниям индикатора добавляют толщину снимаемой стружки и по полученной сумме устанавливают стол.
Применение приспособления в условия учебных мастерских не исчерпывается только установкой строгальных ножей при наладке фуговального станка. С его помощью можно проверять параллельность поверхностей заднего и переднего столов строгального станка, устанавливать фрезерные ножи в ножевые головки, проверять правильность развода зубьев у пил и др.
Читать также: Латунь ржавеет или нет
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
Настройка фуганка
При обработке деревянных деталей не обойтись без электро фуганка. Перед началом работы необходимо настроить станок, это касается инструмента любого размера и мощности. От правильной настройки зависит как безопасность работы, так и точность изготовления деталей.
А точность в свою очередь уменьшает затраченное время и повышает качество изделий. У каждого фуганка есть два стола, один жестко закрепленный за ножами и стол регулируемый по высоте перед ножами.
В рабочем барабане крепятся два или три съемных ножа, которые так же необходимо правильно выставить. Но начать лучше с регулировки стола.
1. Выставляем столы на одном уровне и с помощью хорошего строительного уровня проверяем поверхности столов. Они должны находиться точно на одном уровне, под линейкой не должно быть зазоров и провисов. Если края столов провисают, то деталь при строгании получится вогнутой. Если под уровнем есть зазор в середине, то кромки деталей получатся выгнутыми наружу. И то и другое плохо, заготовки выстрагиваются гнутыми и делянки крайне сложно точно пристрогать при склеивании.
Для более точной проверки, кроме линейки, надо использовать два правильных угольника. Угольники ставятся на оба стола и соединяются друг с другом. В месте стыка вы увидите зазоры, которые необходимо выправить.
В месте стыка вы увидите зазоры, которые необходимо выправить.
На всех фуганках есть регулировочные болты. Они могут отличаться по виду и форме, но принцип работы один. С помощью вкручивания или выкручивания, мы регулируем уровень поверхности неподвижного стола. Затем фиксируем болты контрогайками, или дополнительными фиксаторами.
2. Кроме общего уровня столов, необходимо сразу обратить внимание на угол между столами и направляющей линейкой. Проверяйте этот угол во всех точках, по всей длине направляющей. На старых фуганках могут проявиться провисы самой металлической столешницы, или даже изгиб направляющей линейки.
Но при аккуратной подгонке и регулировке можно добиться приемлемого уровня. В любом случае обязательно надо качественно настроить угол между столом и направляющей, он должен быть точно 90*. Как правило, фиксатор для установки угла делается с рукояткой, поэтому надо ослабить зажим, выставить линейку по угольнику и опять зажать фиксатор.
3. Ножи при установке выравниваются по неподвижной столешнице. Все ножи должны быть выставлены на одном уровне, иначе работать будет только один, самый выступающий. А один нож дает не такую качественную поверхность, он будет рвать древесину. Кроме того резко увеличивается нагрузка на режущие части и как следствие возникают дополнительные вибрации. Близко к теме измерительные инструменты мастера.
Проверять установку ножей лучше с помощью строганного бруска из твердых пород дерева. брусок укладываем на неподвижный стол и ведем в направлении ножей. Брусок должен слегка зацепить и провернуть ножи, но при этом не должен появиться зазор между бруском и рабочим столом фуганка. В общем точность настройки измеряется не миллиметрами и даже не десятыми долями миллиметра. Речь идет о точности 0,02 — 0,03 мм. .
4. Конечно ножи, как и рабочие поверхности столов необходимо настраивать по всей ширине фуганка. Для этого существуют разные приспособления, но мастера чаще проверяют уровень с помощью одного бруска, прикладываемого в разных точках стола.
Работа будет проще, если собрать блок из двух брусков и сразу проверять уровень установки ножей на обеих концах барабана. Еще один способ для точной настройки, заключается в использовании куска стекла шириной не больше длины ножей. Такое стекло лучше заранее подготовить и обязательно отшлифовать кромки чтобы не порезаться.
Источник
Поставить ножи фуганка
Электро фуганок — один из основных инструментов для обработки деревянных деталей. Без него не сделаешь мебель из массива, деревянные двери и другие изделия. Так же этот инструмент используется для некоторых плотницких работ и при отделке помещений. Рабочая поверхность фуганка состоит из двух отдельных столов, задней неподвижной части и регулируемой по высоте передней площадке. В барабане фуганка устанавливаются два, или три ножа. Как бы аккуратно Вы не работали, ножи фуганка приходится время от времени точить. Иначе ножи будут вырывать куски древесины и заметно увеличится нагрузка на двигатель.
1. Существуют одноразовые ножи, изготовленные с двумя режущими кромками. Их точить в принципе не рекомендуется, при необходимости просто производится замена. Многоразовые ножи затачиваются на специальном станке, с точно установленным углом заточки. В любом случае сначала надо снять затупившиеся ножи. Близко к теме, знакомство с электрорубанком.
2. Замену производим на выключенном и полностью остановившемся станке. Работать лучше в плотных перчатках, с фиксацией вала деревянными клинышками. Убираем ограждение подальше от ножей, снимаем направляющую чтобы не мешала и ставим клинышки для фиксации на месте. Клинья вгоняем слегка постукиваем деревянным бруском, киянкой или капроновым молотком. Металлические молотки здесь совершенно не уместны.
Убираем ограждение подальше от ножей, снимаем направляющую чтобы не мешала и ставим клинышки для фиксации на месте. Клинья вгоняем слегка постукиваем деревянным бруском, киянкой или капроновым молотком. Металлические молотки здесь совершенно не уместны.
Остается поставить на место направляющую линейку, выставить угол 90* и можно работать. Если при строгании барабан бьет по заготовке, возможно Вы установили ножи слишком высоко, или угол заточки не подходит. При хорошей заточке и правильной установке, бывает что после строгания деталь как будто прилипает к столу, впрочем это длится недолго.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
 В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.

Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
 При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней.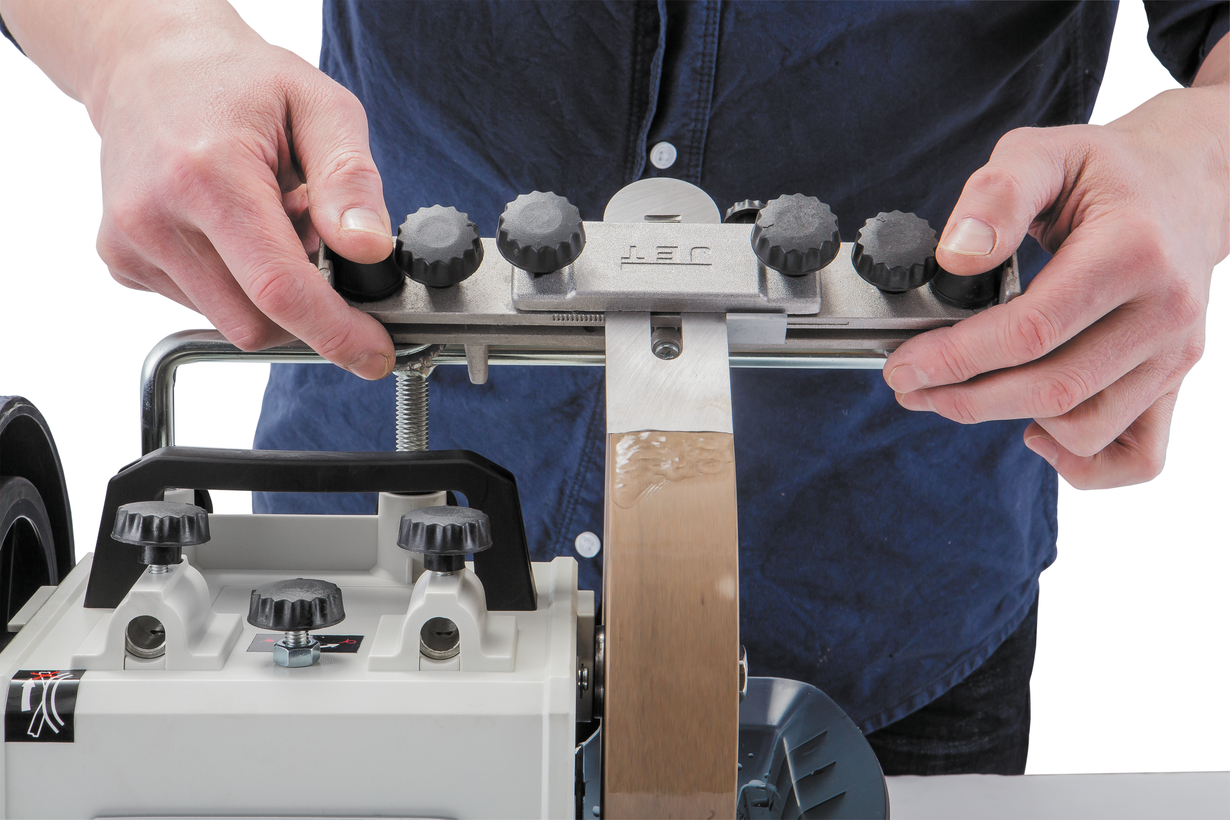 Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Настройка ручного рубанка, шерхебля и фуганка
Рубанок – это инструмент для обработки дерева. В руках хорошего мастера с его помощью невзрачная доска может превратиться в настоящее произведение искусства. Она станет гладко отшлифованной и идеально ровной, если потребуется. Или же при необходимости в ней с помощью рубанка можно сделать выемку. Им снимается стружка с целью придать деревянной поверхности нужную форму и гладкость. Толщина стружки может быть разной в зависимости от того, что требуется получить в результате работы.
Им снимается стружка с целью придать деревянной поверхности нужную форму и гладкость. Толщина стружки может быть разной в зависимости от того, что требуется получить в результате работы.
Народные умельцы, как правило, используют ручные рубанки. Техника применения требует определённых навыков, приобрести их сможет каждый желающий. Часто этот инструмент оказывается незаменим для работы, и использовать вместо ручного электрический рубанок невозможно. Это касается тех случаев, когда гладкость поверхности нужна почти идеальная. Электрическим рубанком добиться такого результата сложнее.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Источник
Установка и настройка ножей фуганка
Первая задача, которая стоит перед мастером, если он хочет качественно выполнить работу – это создание ровной квадратной заготовки. В данной статье будут рассмотрены такие нюансы, как установка ножей фуганка, их настройка, принципы работы инструмента. Для того чтобы сформировать у вас общую картину, нужно рассмотреть приемы, позволяющие сохранить фуганок в рабочем состоянии, после чего можно будет узнать некоторые особенности, которые стоит учитывать при работе. Многие начинающие специалисты испытывают сложности с настройкой ножей, в первую очередь, эта статья создана для них.
Большую важность имеет не установка ножей, а регулировка ножей фуганка, настройка столов.
Часто бывает так, что заготовки имеют неровности, например, выпуклости или вогнутости. Прежде чем торопиться настраивать ножи, нужно убедиться в том, что проблема не связана со столом. Об этом сигнализируют, в первую очередь вогнутости. Это значит, какая-то из частей столов наклонена ниже нужной высоты. Чтобы определить неровность стола используйте ровную линейку. Выпуклые края сигнализируют о том, что внутренние части столов чрезмерно наклонены к режущей головке.
Чтобы определить неровность стола используйте ровную линейку. Выпуклые края сигнализируют о том, что внутренние части столов чрезмерно наклонены к режущей головке.
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не
должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Принципы настройки
Как же проводится настройка ручного струга перед началом строгания? Это зависит от того, какую работу предстоит выполнять. Технология настройки рубанков и шерхебелей требует внимания. Если не сделать всё соответственно требованиям, результат будет неудовлетворительным. Стружка должна сниматься ровно, оставляя гладкую поверхность древесины.
Технология настройки рубанков и шерхебелей требует внимания. Если не сделать всё соответственно требованиям, результат будет неудовлетворительным. Стружка должна сниматься ровно, оставляя гладкую поверхность древесины.
Рубанок надо перевернуть и уложить вверх подошвой. Осмотреть положение резца: он должен быть установлен ровно, без перекоса. Режущая кромка располагается выше подошвы на 0,3-0,5 мм (это касается обычного рубанка и фуганка), или на 3 мм – для шерхебеля. Высота расположения измеряется специальным приспособлением, либо линейкой. Чтобы правильно выставить ножи и закрепить, струг потребуется разобрать. Правила настройки рубанков и шерхебелей просты.
Разборка струга с деревянной колодкой и клиновидным ножом проделывается в такой последовательности:
Основная цель – отрегулировать ножи и расположить их правильно, чтобы после обработки поверхность стала ровной и гладкой.
Принцип настройки стругов с металлическими колодками отличается от настройки рубанков с колодками из дерева. Для зажима лезвия на них используется винт. В лезвии имеется паз, который даёт возможность регулировать высоту ножа. Налаженный резец плотно фиксируется винтом. Для этого используется отвёртка.
Для зажима лезвия на них используется винт. В лезвии имеется паз, который даёт возможность регулировать высоту ножа. Налаженный резец плотно фиксируется винтом. Для этого используется отвёртка.
Стружколоматель, или стружколом разламывает стружку, чтобы не допустить откола от деревянной поверхности. Это делает её ровнее при обработке. На струге со стружколомателем предусмотрено расстояние между кромкой резца ножа и кромкой стружколомателя. Оно составляет от 1 до 4 мм в зависимости от сорта обрабатываемой древесины и толщины снимаемой стружки. Засорившаяся узкая прорезь колодки (подошвы) – леток – очищается. Для этого в него проталкивается тонкая щепка, либо стружка вытаскивается наружу сверху. Если таким способом очистить леток не удаётся, инструмент нужно разобрать, очистить и собрать вновь. Обязательное правило: использовать при очистке металлические приспособления недопустимо, чтобы не допустить затупления лезвия.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Фуговально-рейсмусовый агрегат
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Установка и регулировка ножа Zamboni
Для нормальной работы машины для укладки льда НЕОБХОДИМО, чтобы ЛЕЗВИЕ было ОЧЕНЬ ОСТРЫМ. Продолжительность нормального функционирования лезвия зависит от качества и размера обрабатываемой площадки, однако опыт показывает, что в среднем лезвие следует затачивать после 5–7 дней эксплуатации.
ОСТОРОЖНО: В связи с тем, что лезвие чрезвычайно острое, с ним следует обращаться с осторожностью. Неаккуратное обращение даже с затупившимся лезвием может привести к серьезным травмам. по возможности храните лезвие в специальном деревянном ящике. При работе с лезвием необходимо надевать перчатки. Перед заменой лезвия или другими работами под кондиционером закрепите контейнер с обеих сторон при помощи деревянных колодок таким образом, чтобы исключить возможность его падения.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.

Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
- Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
 Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.Электрический привод станка
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи.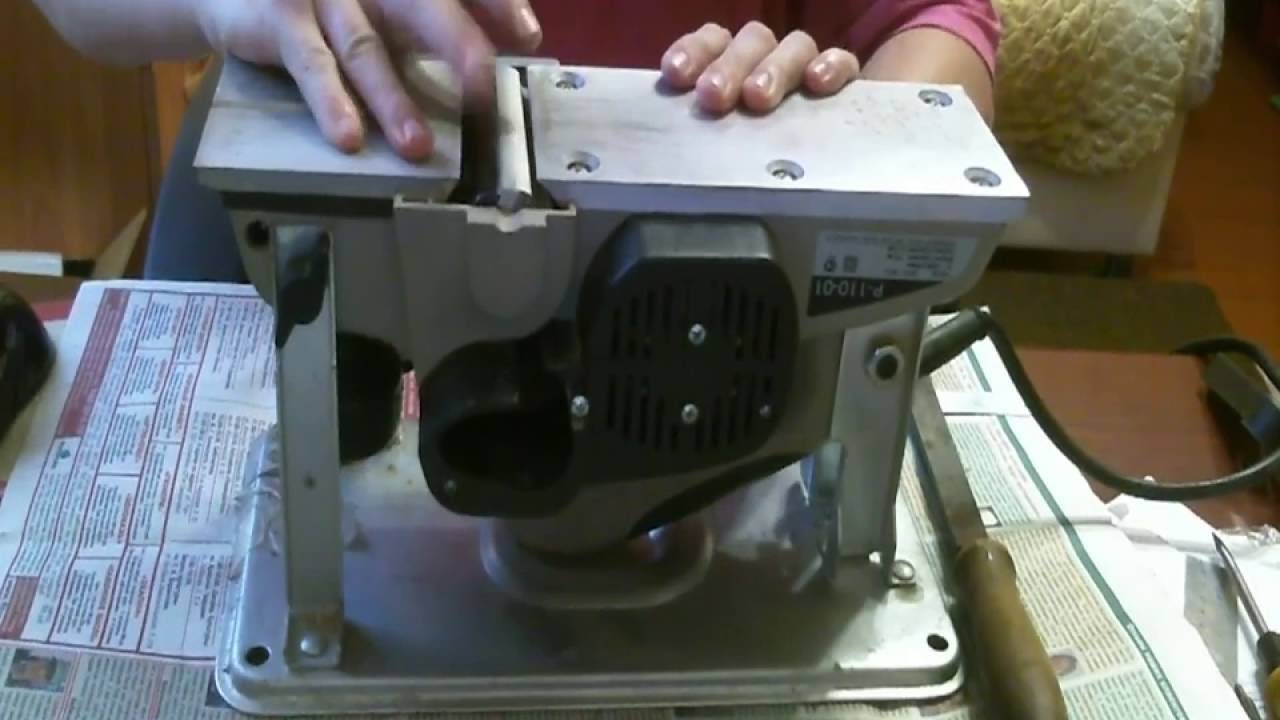 Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
- Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
 Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
- проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.

Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
Источник
Электрооборудование станка фуговального одностороннего СФ-6
Общие сведения
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель
Станки изготовляются с электрооборудованием, рассчитан ным для работы при напряжении 380 В 50Гц, в силовых цепях, в цепях управления на напряжение 110 В 50 Гц, цепь освещения 24 В 50 Гц. Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
В электросхемах используется провод марки ПГВ сечением 1 мм2 красного и 1,5 мм2 черного цветов, 2,5 мм2 2-х цветный зелено-желтого или зеленого цвета.
В электросхемах имеются блокировки, осуществляющие невозможность включения электродвигателя главного привода при снятых кожухах ременной передачи, при снятом веере ножевого вала.
Во время эксплуатации электродвигателей систематически производить их технический осмотр и профилактические ремонты.
При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная очистка и замена смазки подшипников.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
Правильный угол заточки ножа для рубанка и особенности проведения работ. Домашнему мастеру: как правильно заточить рубанок
Рубанок является одним из самых важных инструментов в доме, но работа с ним может превратиться в самую настоящую муку, если он заточен неправильно. Заточка может быть осуществлена своими руками, нужно только быть аккуратными. Правильно заточить рубанок не так трудно, как может показаться, нужно только придерживаться инструкций специалистов. Лезвие рубанка должно скользить легко, снимается при этом тонкий слой древесины.
Для того, чтобы при работе с рубанком получить нужный результат без лишних проблем, необходимо его правильно заточить.
Для правильной заточки рубанка, необходимы такие инструменты:
- шлифовальный станок;
- камень.
Помимо таких инструментов, необходимо запастись терпением, тогда заточить рубанок можно быстро и эффективно. И нужно сразу приобретать качественный инструмент, тогда больших проблем не будет.
Процесс заточки рубанка
Схема вариантов заточки ножа рубанка: а — на оселке; б — на точильном камне; в — положение фаски лезвия резца при заточке на оселке; г — заточка на диске точильного камня с применением упорного устройства.
Если работать рубанку предстоит с твердой древесиной, то нужно быть готовыми к тому, что его нож быстро заступится в результате взаимодействия. Острие очень быстро изнашивается, на нем появляются выбоины и зазубрины. Особенно проблемно работать таким инструментом, если в строгаемой древесине попадается гвоздь. Если зазубрины большие, то для заточки лучше всего использовать наждак. При этом следует иметь в виду, что лучше всего наточить нож рубанка получится, если наждачный круг имеет большой диаметр.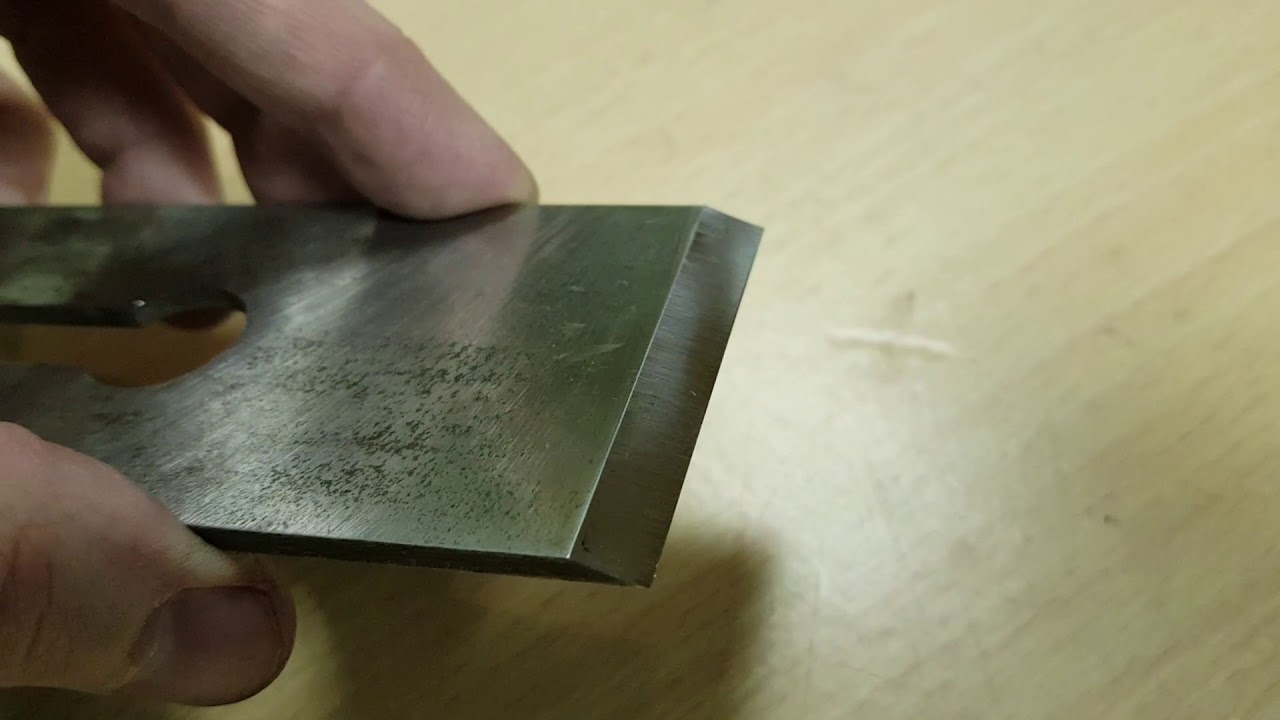 Если размер такого круга меньший, то выемка получается большой. Потом все равно придется заняться выравниванием паски, так как она должна быть идеально плоской.
Если размер такого круга меньший, то выемка получается большой. Потом все равно придется заняться выравниванием паски, так как она должна быть идеально плоской.
Очень хорошо иметь для заточки 2 разных круга, один из них должен иметь крупные зерна, а второй должен быть мелкозернистым. При этом процессе очень важно соблюдать правильный угол заточки. При таком процессе необходим специальный упор, так как просто держать нож в руках и затачивать его могут только специалисты, обладающие определенными навыками. Угол заточки — это очень важно, на это следует обращать особое внимание.
Прижимать сильно железку к вращающемуся кругу не следует, что делают многие, чтобы «содрать» большой слой металла в короткое время. Таким образом, нож рубанка быстро «пережигается» в результате сильного перегрева, нарушается закалка металла. Для того чтобы всего этого не допустить, необходимо время от времени охлаждать металл, для чего достаточно просто опустить его в холодную воду. После того как правка на наждачном круге завершена, лезвие необходимо править на мелкозернистом бруске. В конце нужно довести лезвие до конца на специальном камне для шлифования (если его нет, то можно использовать кожаный ремень с полировальной пастой). Нужно быть готовыми к тому, что такой процесс отличается трудоемкостью и длительностью. Чтобы этого избежать, настоятельно рекомендуется не затачивать рубанок после того, как он сильно затупится, а делать это время от времени, как только резка древесины начинает осуществляться хуже.
В конце нужно довести лезвие до конца на специальном камне для шлифования (если его нет, то можно использовать кожаный ремень с полировальной пастой). Нужно быть готовыми к тому, что такой процесс отличается трудоемкостью и длительностью. Чтобы этого избежать, настоятельно рекомендуется не затачивать рубанок после того, как он сильно затупится, а делать это время от времени, как только резка древесины начинает осуществляться хуже.
Любой деревообрабатывающий электроинструмент имеет сменные режущие, пилящие, строгающие элементы. Фактически – это расходные материалы.
Если наждачная бумага по мере износа просто меняется, то полотна, сверла или подлежат заточке. Ножи в электрорубанке двусторонние, что продлевает их рабочий ресурс.
Необходимо произвести заточку и правку ножей, в случае обнаружения следующих признаки износа или затупления:
- рубанок труднее проходит обрабатываемую заготовку;
- на поверхности дерева остаются т.н. волны;
- на уплотнениях (сучках) инструмент подскакивает;
- после обработки остаются задиры, полосы;
- при осмотре режущей кромки, под определенным углом видна так называемая «нитка» на самом краю ножа.

ВАЖНО! Работать с тупыми насадками не только непродуктивно, но и опасно. Без необходимой остроты рабочих поверхностей рубанок отскочит от любой твердой поверхности, будь то сучок или гвоздь. Это может привести к травме.
Вовсе не обязательно обращаться специализированную мастерскую. При наличии элементарных слесарных навыков и нехитрых приспособлений, заточку ножей можно произвести своими руками.
Как правильно наточить нож для рубанка
И так, обе стороны ножа выработали свой ресурс остроты, приступаем к заточке. Общее правило – от первого движения до финишной правки, угол соприкосновения ножа и точильного инструмента должен оставаться неизменным. Движение наждака должно производиться поперек режущей поверхности.
Существует несколько способов:
Ручная заточка с нерегулируемым фиксатором
Используется специальное приспособление для заточки – держатель ножей (кондуктор). С равномерным усилием совершаем круговые движения по точильному камню или оселку, внимательно следя за тем, чтобы обработать всю режущую кромку.
Можно использовать наждачную бумагу, разложенную на ровной поверхности. Такой вариант подойдет лишь для коротких ножей.
Обратите внимание
Качество заточки оставляет желать лучшего, потребуется больше времени на финишную правку. Тем не менее, если требования к качеству обработки дерева невысокие, этот способ подойдет.
Подобные держатели часто идут в комплекте с электрорубанком. Существенный недостаток – отсутствие возможности отрегулировать угол заточки. Ножи из твердых сплавов таким способом заточить не удастся.
Ручная заточка с регулируемым фиксатором
Этот метод относится к полупрофессиональному. Качество обработки на высшем уровне, но при этом не используется малая механизация. В роли приспособления, фиксирующего угол – выступает упор с регулируемой высотой. Для удобства его можно снабдить роликом.
- Продольно перемещая нож по абразивной поверхности, можно добиться высокого качества обработки.
- Давление регулируется усилием руки.
- Такое приспособление позволяет затачивать в домашних условиях ножи любой ширины, все зависит от площади наждака.

Главное условие – идеально ровная поверхность. Удобно в качестве подложки использовать толстое стекло. На нем фиксируется водостойкая наждачная бумага, смоченная водой. Процесс начинается с грубой фракции, постепенно переходя к «нулевке». Угол заточке должен быть порядка 25-30 градусов, его легко контролировать высотой упора.
Недостаток данного метода – большие временные затраты . Это с лихвой окупается высоким качеством работ. Заточка твердосплавных ножей таким методом практически невозможна.
Ручная заточка с кондуктором для наждака
В этом случае жестко фиксируется нож, а наждачный камень имеет возможность перемещаться по обрабатываемой поверхности под постоянным углом.
Если обеспечить перпендикулярность направления движения наждака относительно затачиваемой поверхности – результат будет качественным. Один из вариантов исполнения приведен на схеме.
Один из вариантов исполнения приведен на схеме.
Процесс кропотливый, зато для изготовления приспособления фактически не требуется финансовых затрат. Необходимо отметить, что такой вариант не подходит для обработки твердых сплавов.
Механизированные способы заточки
Применяются малые точильные станки с регулируемым кондуктором. Их можно приобрести в магазине, но стоимость подобных изделий высока. Поэтому большинство домашних мастеров предпочитают изготавливать такие .
Электромотор должен иметь регулятор оборотов, используются специализированные абразивные круги с ровной поверхностью.
При помощи направляющей, расположенной вдоль оси вращения – нож перемещается поперек наждака, не меняя «угол атаки». Заточка получается высокого качества, временные затраты минимальны. Меняя круги, можно как точить, так и править ножи.
Вид с боку
ВАЖНО! При работах на точильном станке нельзя допускать перегрева кромки ножа. Это уменьшает твердость металла.
Это уменьшает твердость металла.
Точить необходимо до появления еле заметных заусенцев, похожих на фольгу. Они убираются оселком, которым надо провести по обратной стороне среза параллельно ножу.
Недостатком данного способа является сложность конструкции и относительно высокая стоимость комплектующих. При этом нет ограничений, как по размеру, так и по твердости обрабатываемых резцов.
Завершающим этапом является правка ножа
При этом поверхность доводится практически до зеркального блеска. Острота кромки проверяется бумагой. Она должна разрезаться как лезвием бритвы. Правка производится такими же способами, как и заточка.
Поправить острие ножа электрорубанка можно в ручную, как это сделать смотрите в этом видео.
Только зернистость абразива должна быть практически нулевой. Идеальный вариант – использование на финальном этапе японских водостойких наждачек, с зерном 2000-3000.
Можно довести поверхность до зеркального блеска с помощью полировочной пасты и войлочного круга . Но не стоит увлекаться внешним видом, чтобы не затупить кромку.
Но не стоит увлекаться внешним видом, чтобы не затупить кромку.
Виды ножей для рубанка
- Прямые ножи. Применяются для любого вида обработки, в том числе выборки «четвертей». Линия среза одинаково ровная по всей ширине ножа;
- Ножи со скругленными краями. Предназначены для обработки больших поверхностей, когда ширина лезвия меньше ширины заготовки. Плоскость обрабатывается за несколько проходов, по краям зачищаемого участка не образуется ступенька;
- Фигурные ножи. Иное название – рустикальные. Придают поверхности дерева различные декоративные формы. Чаще всего используются при изготовлении наличников, рамок для картин и пр. После обработки поверхность необходимо циклевать;
- Спиральные ножи. Качество обработки поверхности на порядок выше, чем у прямых. К недостаткам можно отнести высокую стоимость и невозможность заточки кустарным способом.
Правильная заточка ножей электрорубанка своими руками – видео
Если заточка прямых ножей не вызывает сложностей, то обработка затупленных фигурных кромок под силу не каждому мастеру. Нож со скругленными краями затачивается так же, как прямой, лишь над закруглениями придется поработать. Качество их обработки не так критично, можно обойтись правкой на оселке.
Нож со скругленными краями затачивается так же, как прямой, лишь над закруглениями придется поработать. Качество их обработки не так критично, можно обойтись правкой на оселке.
А вот фигурные и спиральные ножи практически не поддаются обработке кустарным способом. Как правило, при затуплении просто приобретаются новые.
Регулировка ножей на валу электрорубанка
После заточки или покупки новых лезвий, ножи необходимо правильно установить на вал рубанка. Криво установленные ножи не дадут ровной поверхности при обработке дерева. А отсутствие балансировки приведет к тому, что работать будет лишь одно лезвие.
При необходимо заранее проконсультироваться у продавца о возможности замены ножей и наличии их в магазинах. В инструкции к рубанку обычно подробно написано, как отрегулировать ножи, но иногда это вызывает затруднение у пользователей.
Не сложное приспособление сделанное своими руками поможет вам правильно установить и отрегулировать ножи электрорубанка. Подробности в этом видео.
Подробности в этом видео.
- Сначала, нож соединяется с накладкой таким образом, чтобы его режущий край выступал примерно на 3 мм. После этого вся конструкция размещается на валу, и наживляется на крепежные болты. Затем производится установка рабочей высоты лезвия.
ВАЖНО! При установке ножей необходимо работать в защитных перчатках. Никогда не утапливайте режущую кромку пальцами.
- Высота лезвия над подошвой обычно не должна превышать 0,5 мм. Разумеется, надо обеспечить параллельность поверхности рубанка и режущей кромки. Для этого можно воспользоваться стальной линейкой.
- Попеременно устанавливая ее ребром на подошву рубанка с разных сторон ножа, необходимо добиться, чтобы кромка с двух сторон касалась линейки при одном и том же угле поворота вала.
- Чтобы избежать погрешности, перед тем, как установить ножи на электрорубанок, необходимо проверить качество заточки. Для этого измеряется ширина среза на металле на разных концах лезвия. Она должна быть одинакова. Иначе невозможно будет выставить ножи параллельно друг другу.
 Иначе невозможно будет выставить ножи параллельно друг другу.
Иначе невозможно будет выставить ножи параллельно друг другу.Металлы, применяемые при изготовлении ножей для электрорубанков
Ножи изготавливаются из твердой закаленной стали или карбида вольфрама. Так называемые быстрорежущие стальные резцы быстрее тупятся, но при этом достаточно легко поддаются восстановлению. Стоимость их невысока, отсюда и слабые потребительские свойства.
Применяются при обработке мягких пород дерева. При контакте с твердыми вкраплениями в заготовке, такими, как гвозди или сучки – теряют остроту. Но целостность материала не нарушается. Боятся перегрева, особенно при механической заточке.
Если закалка будет «отпущена», такой нож лучше утилизировать и купить новый. Вы потратите больше времени на регулярный демонтаж, заточку и установку, чем на обработку дерева.
Твердосплавные ножи, выполненные из карбида вольфрама – имеют изначально бритвенную остроту и лишены части недостатков, присущих изделиям из стали. Они медленно тупятся, не боятся перегрева.
Твердые породы дерева обрабатываются как брусок сливочного масла. Но есть и собственные недостатки. При контакте с гвоздем на высокой скорости оборотов рубанка, от режущей кромки может отколоться кусок.
Заточка таких ножей практически невозможна, прочность сплава превышает твердость большинства абразивов. Поэтому по мере износа их просто меняют на новые. А стоимость достаточно высокая. Радует тот факт, что делать это приходится не часто.
- Перед началом обработки, очистите заготовку от абразивных загрязнений. На досках не должно быть песка, земли и прочей твердой грязи. Так вы продлите ресурс ножей рубанка.
- Если есть возможность, не используйте сучковатую древесину. Прочность материала ниже, а ножи портятся быстрее.
- Обязательно проверяйте заготовки на предмет отсутствия гвоздей и металлических скоб. Это можно сделать при помощи магнита, подвешенного на прочной нити.
Наличие в домашнем хозяйстве приспособления для заточки ножей рубанка, зависит от объемов плотницких работ. Возможно, прочитав данный материал, вы сможете изготовить его самостоятельно.
Возможно, прочитав данный материал, вы сможете изготовить его самостоятельно.
Электрический рубанок служит незаменимым инструментом при строительстве и ремонте дома, как и в любой электроинструменте, в его устройстве имеются расходные материалы. У электрорубанка расходниками выступают ножи, при помощи которых и обрабатывается дерево. Как правило, ножи являются двухсторонними, в комплекте по 2 штуки. Запомните: если рубанок стружку снимает плохо, и у вас затупились ножи, то пора их сменить. Но в этом случае стоит оговориться, что некоторые из них попросту подлежат заточке. Для этого и нужно знать, как выставить ножи электрорубанка после заточки, и как проводить саму процедуру заточки ножей.
Ножи для электрорубанка
Ножи крепятся на вращающемся барабане электрорубанка и предназначаются для снятия верхнего слоя материала при процедуре строгании деревянных изделий. Если данная оснастка имеет 1 режущую кромку или 2. Последние лезвия называются поворотными, потому что их положение легко меняется, если одна сторона затупляется. Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Лезвия по форме бывают: прямыми – используются для выборки четвертей и строгания узких деталей; закругленными – предназначаются для обработки широких участков, потому что между линиями строгания переходы они делают аккуратнее; волнообразными – фигурные ножи для электрорубанка подходят для имитации «состаренных» поверхностей.
Перед началом использования электрорубанка каждый раз рекомендуется проверять, правильно ли установлены ножи. Их режущая кромка должна наружу едва выступать и располагаться при этом параллельно подошве рубанка. Для определения, как отрегулирован нож, поднимите инструмент на уровень глаз подошвой вверх.
Над подошвой на 0,5 миллиметра в среднем должна выступать режущая кромка ножа. У шерхебеля, что предназначается для первоначального грубого строгания, режущая кромка должна быть выпущена не меньше чем на 1 миллиметр. Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.
Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.
После этого установите нож в электрорубанок и зафиксируйте положение при помощи центровочного рычага и винта на верхней пластине. У нового электрорубанка, как правило, уже отрегулировано положение ножа. Однако после длительного использования настройка будет сбиваться. Поэтому, если вы используете рубанок после длительного перерыва, вам нужно для начала проверить, все ли так. Не начинайте сразу обработку деталей только что отрегулированным электрическим рубанком, не опробовав его на ненужной доске.
Классификация ножей для электрорубанка
Также ножи для электрорубанка разделяются по размеру. Если у вас импортный рубанок, к примеру, фирмы Black&Dekker или Skil, то там стоят традиционные ножи на 82 миллиметра, их называют в народе «пластинками». Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Точные габаритные размеры: длина 82 миллиметра, ширина 5,5 миллиметра и толщина 1,2 миллиметра. В продаже можно отыскать ножи различных производителей и цена в этом случае зависит от компании в первую очередь. Если приобрести бошевские, то стоимость будет выше в 2 раза, чем у простых бытовых — Зубр, Стайер, Fit, Matrix. Конечно, и в качестве разница будет весьма заметной.
Различают ножи, что специально предназначены для некоторых моделей электрических рубанков. Для популярных рубанков Интерскол и Байкал предназначаются специальные ножи, они шире, чем «пластинки», и толще. Они более крепкие, и когда при работе электрическим рубанком вы налетите на сучок или гвоздь, то нож не сломается, а зазубрина легко удалится на наждаке.
Ширина этих ножей всегда составляет приблизительно 1 сантиметр, они существенно отличаются от других. Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
Ну и третья разновидность ножей для электрических рубанков — широкие и толстые, с наличием отверстий под крепление. Они являются весьма специфическими и подходят исключительно для определенных моделей, например, для рубанков производителя Rebir, которые имеют мощность 2000 Ватт. Эти ножи отличаются большой толщиной и мощностью, ширина достигает 110 миллиметров.
Смена ножей электрорубанка
К ножам электрорубанка предъявляются высочайшие требования. То, что они затупились, можно легко определить на глаз. Рассмотрите для этого на свет фаску железки и поверните вокруг режущей кромки. Режущая кромка притупилась, если на конце фаски появляется блестящая полоска в форме нитки в некотором положении. Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Сегодня существуют ножи для электрорубанков с применением поворотного резца. Если одно из подобных лезвий ножа затупилось, то нож принято на первый раз переворачивать, а в следующий раз – заменять новым острым ножом.
Ножи для электрорубанка устанавливают в ножедержатель, который размещается в конусном поперечном пазу и зажат тремя гайками. По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
После этого необходимо подобрать выколотку, что подходит по толщине ножа, и с её использованием выбить в поперечном направлении нож из ножедержателя. Далее переверните нож или возьмите новый, если прежний является непригодным, и аккуратно загоните его на место, приставив сбоку. Следите, чтобы нож в ножедержатель заходил строго параллельно ему.
Поставив на электрический рубанок новые ножи, следует выставить их по высоте винтами и зажать гайками. При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
Правка на оселке
При строгании достигнуть хорошего качества обработанной поверхности можно только при применении в рубанке острого ножа. Если режущая кромка немного затупилась и зазубрин не имеет, то ее получится заострить посредством правки. Тупые или зазубренные ножи рекомендуется шлифовать на шлифовальном круге.
При шлифовании ножа на шлифовальном круге его свободно помещают на плоскую опорную поверхность или зажимают в салазки. Железку при шлифовании нужно двигать по шлифовальному диску из стороны в сторону. Из-за трения при этом совершается нагрев деталей. Поэтому необходимо оказывать при обработке изделия умеренное давление, чтобы режущая кромка не потеряла свою твердость и не засинела.
Нож электрорубанка после шлифования необходимо подвергнуть правке. Только благодаря этой манипуляции он получит желаемую остроту. Для ручной регулировки ножей электрорубанка используют искусственные или натуральные бруски, которые называются оселки. Машинным образом железку может выправить на доводочном диске.
Машинным образом железку может выправить на доводочном диске.
На бельгийских оселках правку можно производить только с добавлением воды. На брусках из арканзаса, для правки напротив используют смесь масла и керосина. Искусственные оселки бывают с разным уровнем размельчения. Многие имеют крупно- и мелкозернистую стороны.
Крупнозернистая сторона предназначена для предварительной правки, а мелкозернистая нужна для тонкой правки. Для правки ножей на искусственных оселках можно использовать смесь масел или воду. На сухом бруске нельзя править ни в коем случае, потому что лезвие потеряет закалку (отпустится) и будет затупиться. Брусок время от времени нужно мыть, чтобы оселок не засаливался.
Фаску при правке хорошо упирают в брусок и водят ей до тех пор крест накрест, пока она не станет такой блестящей, как зеркало, и исчезнут все заусенцы. Переднюю сторону железки по оселку водят только вниз и вверх, а процедура ее правки по времени длится меньше.
Доводочный диск притир изготовляют из искусственного материала, в котором содержится мелкодисперсное абразивное средство. При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
Заточка ножей электрорубанка
Перед процедурой замены ножей электрорубанка сначала необходимо определить потребность в её проведении. Узнать это легко: если электрорубанок хуже проходит по заготовке, чем раньше, то нужно приступить к перезаточению его ножей. Кроме того, запомните, что затупившиеся ножи способны увеличить риски отброса аппарата при попадании на жёсткие участки древесины, к примеру, сучки.
Первым этапом заточки ножа электрорубанка является помещение абразивного камня на несколько минут в воду. Камень в себя должен впитать как можно больше влаги. Это способствует избеганию от излишнего пылеобразования и повышает качество затачивания электрорубанка. Важно следить при затачивании ножей, чтобы они прикасались к абразивному камню и под одинаковым углом постоянно.
Второй этап – фиксация ножей в специальной колодке. Чтобы качественно заточить нож для электрорубанка, принято использовать специальный прибор, что поможет избежать нарушений геометрии или балансировки ножей. Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Третий шаг – непосредственно сам процесс затачивания. Заточку ножей для электрорубанка нужно производить по особой технологии. Сталь на перезатачиваемых ножах является настолько качественной, что это позволяет хорошо переточить ножи и сделать их острыми, как бритва. Однако следите, чтобы не нарушалась балансировка ножей. Так как используется в электрорубанке два ножа, вопрос балансировки стоит строго.
Прямолинийность лезвия во время заточки проверяют при помощи любой прямой поверхности. По всей длине лезвия ширина фаски должна быть совершенно одинаковой. Ножи обычно точат на ручном точиле. Точить рекомендуется столько по времени, пока на лезвии не появятся тончайшие заусеницы, которые сложно различить на глаз. Добивайтесь, чтобы фаска получилась ровной, без вогнутостей и выпуклостей. Заусенцы необходимо удалить. Для этого при заточке ножей электрорубанка нож размещают обратной стороной плашмя на брусок и проводят несколько раз по нему.
Сборка ножей электрорубанка
После заточки ножа в первую очередь соедините его с накладкой. За край накладки он должен выступать на 3 миллиметра. Полностью соберите инструмент, отрегулируйте правильность положения ножа, чтобы его кромка выступала за край платформы, как и положено, на 0,5 миллиметра. Нож и накладку соедините одним винтом. Ослабьте винт, нож поверните на 90 градусов и детали разъедините.
Сначала приложите нож к бруску фаской и перемещайте его в таком положении вперед и назад под острым углом 30 градусов. Когда возникнут на режущей кромке заусеницы, переверните нож, поместите плашмя на брусок и перемещайте туда-сюда, чтобы удалить заусеницы. Кромка ножа за край накладки должна выступать на 3 миллиметра. Винт, который скрепляет накладку и нож, должен быть затянут хорошенько, чтобы и после длительного использования обе детали друг к другу прилегали плотно.
После того, как заточили ножи электрорубанка, немедленно нужно опробовать лезвие, сняв несколько стружек. Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Теперь вы знаете, почему так важно постоянно контролировать положение ножей на электрорубанке, вовремя их регулировать, снимать и устанавливать новые железки. Кроме того, у вас всегда есть возможность заточить ножи электрорубанка на специальном приспособлении и одеть их обратно.
Рубанок – самый популярный инструмент для обработки древесины. При работе с ним большое значение имеет состояние его лезвий – если прибор заточен неправильно, на дереве появляются грубые края и качество получаемого материала падает.
Твердое дерево наиболее сильно изнашивает лезвие приспособления, на нем проступают выбоины и зазубрины. Еще больший ущерб деталь получает, когда натыкается на гвоздь в строгаемом материале.
Заточку рубанка можно провести самостоятельно, но при этом необходимо быть крайне аккуратным и точно выполнять надлежащие инструкции. Следуйте нижеприведенным советам, если вы столкнулись с проблемой при работе и вам необходимо знать, как заточить ножи для данного инструмента.
Ножи для рубанков – какие можно заточить?
Эксплуатация того или иного рубанка, прежде всего, зависит от его типа. Выделяют две главных разновидности:
- ручные рубанки – изготовлены из пластика, металла или дерева и распространены повсеместно;
- электрические рубанки – этот тип производится со встроенным двигателем для повышения скорости и эффективности процесса;
В электрическом рубанке ножей, или резцов, может быть один или два. Изготовлены они обычно из инструментальной стали или карбида вольфрама. В последнем случае резцы не подлежат повторной эксплуатации и должны быть заменены. Также они различаются по форме для выполнения различных функций.
Как определить, что рубанку требуется заточка
Можно легко определить состояние резца, рассмотрев кромку (фаску) элемента. Если на ней видна тонкая блестящая полоска, значит, лезвие требуется заточить.
На некоторые рубанки ставятся двусторонние ножи – при затуплении такое изделие достаточно перевернуть и работать менее изношенной стороной.
Как правильно заточить рубанок
Для того чтобы верно заточить резец необходимы следующие инструменты:
- наждак со шлифовальными кругами;
- мелкозернистый брусок;
- камень для шлифования или кожаный ремень с полировальной пастой;
При сильных повреждениях надежнее всего положиться на большой круг. Во время обработки резец немного выгибается, и такой круг позволит предотвратить это. Однако выравнивания фаски не избежать даже в данном случае.
Хорошо подойдут наждаки с двумя кругами – один мелко- и другой крупнозернистый. Они позволяют выполнить наиболее точную правку ножей.
Неправильно заточенные ножи не принесут должного качества обрабатываемому материалу.
Для качественной заточки материала критично соблюдать правильный угол приложения лезвия. Во многих случаях он варьируется от 25 до 45 градусов, однако для каждого ножа цифра индивидуальна и зависит от твердости стали. Угол следует сопоставлять с шаблоном, который вы можете сделать самостоятельно.
Не рекомендуется давить на лезвие слишком сильно, иначе наждачный круг будет стачивать металл толстыми слоями – это в конечном итоге может привести к негодности материала. От трения о поверхность круга сталь нагревается, поэтому желательно периодически опускать ее в холодную воду. Так вы избегаете возможного искажения полотна ножа во время нагрева.
После обработки шлифовальным кругом лезвие нужно подкорректировать с помощью мелкозернистого бруска. В завершение процедуры материал правится в камне для шлифования, а при его отсутствии – кожаном ремне с полировальной пастой.
Вся изложенная операция весьма трудоемкая и длительная. Тем не менее, нужно своевременно затачивать ножи – лучше всего при первых намеках на снижение качества работы рубанка. Если игнорировать данный момент, ножи в конце концов могут оказаться непригодными к дальнейшей эксплуатации – придется их заменить.
При отсутствии наждака вы можете собрать простое ручное средство для заточки резца. Для этого вам потребуется:
- брусок;
- абразив.
Закрепите нож в верхней части бруска и поставьте лезвие на поверхность абразива. Угол наклона ножа геометрически будет определяться высотой бруска. Смещайте брусок, не допуская слишком сильного давления на абразив, а, чтобы его было легче перемещать, поставьте его на стекло.
Если вы не имеете опыта заточки рубанка своими руками, то лучше обратитесь к специалисту. Вдобавок вы можете получить травму.
Проверка регулировки лезвия
После заточки приспособления необходимо корректно его отрегулировать. Для этого, после установки резца, вам нужно осмотреть рубанок и оценить расстояние, на которое лезвие выходит за поверхность.
Оптимальным считается случай, когда элемент выступает на 0,5 мм, а для более грубой обработки – на 1 мм.
Слишком большой зазор приведет к тому, что стружка будет крупной и вам не удастся достичь желаемого результата. Напротив, если выступ незначительный, то стружки будет очень мало и обработка древесины займет уйму времени.
По сравнению с другими столярными инструментами, например, шехребелем, который используется при первичной теске, рубанок предназначен для более тонкой обработки дерева, и поэтому стружка при работе с ним должна быть небольшой толщины.
Как оценить качество заточки
По завершению процесса желательно сразу проверить успешность выполненных действий. О качестве заточки лезвий можно судить по стружке. Проведите рубанком вдоль всей заготовки. Если в итоге поверхность изделия гладкая, а стружки длинные, значит, вам удалось заточить ножи для рубанка как следует.
Лезвие столярного инструмента предназначено для обработки древесины. Оно продолжительное время испытывает большие нагрузки, чем клинок обычного ножа.
Поэтому ему придается оригинальная форма, требующая заточки специальными способами. Доступная для новичка качественная режущая кромка создается простой заточной тележкой.
В статье на основе личного опыта собраны практические советы домашнему мастеру как изготовить простое приспособление для заточки ножа рубанка или другого инструмента с пояснением технологии операций схемами, картинками и видеороликом.
Весь процесс создания тележки занял буквально полчаса и проходил на кухне. Такая технология называется: сборка на коленке или табуретке. Она не требует сложного оборудования, позволяет изготовить приспособление из самых доступных деталей. В то же время ничто не мешает вам для профессиональной работы собрать подобный инструмент не из древесины, а металла, используя профессиональное оборудование.
Геометрия лезвия рубанка, стамески, долота
Оптимальный профиль режущей кромки столярного инструмента сформировался опытным путем. Он немного отличается от привычного сечения обычного ножа, лезвия.
Хотя полотно клинка тоже имеет прямоугольную форму.
В поперечном сечении лезвия столярного инструмента создается односторонний профиль.
Можно сказать, что плоскость спусков совмещена с подводом, а режущая кромка окончательно доводится за счет формирования микроподводов во время полировки на шлифовальном ремне.
Угол заточки может меняться в пределах от 25 до 45 градусов. Он зависит от плотности обрабатываемой древесины.
Как сделать приспособление для заточки
Вначале требуется подготовить все необходимое оборудование для сборки, а потом приступать к монтажу.
Подготовительный этап
Мне потребовалось найти расходные материалы и собрать не сложный инструмент.
Необходимые материалы
Заточную тележку я делал из деревянного бруска и двух отрезков ламината. Колесами послужила пара одинаковых по размерам подшипников. Их внутренний диаметр оказался немного меньше толщины выбранной древесины.
Крепежными деталями выбрал два шурупа с потайными головками и пару шестисантиметровых шпилек диаметром 4 мм с готовыми фигурными гайками. Можно использовать и более толстые конструкции.
Инструменты
Обыкновенная нужна для высверливания нескольких отверстий. Кроме нее потребуется:
- рулетка, линейка или ;
- карандаш для разметки;
- острый нож для работ по дереву;
- ножовка;
- стамеска;
- молоток;
- нож от рубанка.
Процесс изготовления
Создание корпуса тележки
На куске ламината провел карандашом осевую линию. На ней разметил две точки по ширине чуть большей чем у ножа рубанка.
Дрелью высверлил отверстия под шпильки 4 мм. Затем наложил этот ламинат на второй и, используя первый элемент как шаблон, просверлил его таким же образом.
Получились две заготовки для крепления ножа рубанка с отверстиями, расположенными чуть больше его ширины.
Теперь надо перенести этот размер на корпус будущей заточной тележки. Для этого заготовленный брусок и тем же сверлом выполнил скозное отверстие, отступив от его края на расстояние, чуть большее ширины колеса подшипника (фото 1).
Выполнять такую работу удобно . Поскольку он от меня находился далеко, то пришлось воспользоваться простой дрелью.
Вставил шпильку в просверленное отверстие и надел на нее заготовку из ламината (фото 2).
Она послужила разметкой для высверливания второго вертикального отверстия (фото 3 и4). При этом проявились недостатки работы без сверлильного станка: отклонение сверла с обратной стороны от вертикальной линии. Картина не приятная, но вполне допустимая.
Чтобы головки шпилек и гайки крепления спрятались в бруске пришлось выполнять неглубокую зенковку более толстым сверлом.
Затем в подготовленные отверстия вставил шпильки (фото 1) и навернул на них с обратной стороны гайки.
После плотного завинчивания гаек головки шпилек (фото 2) и сами гайки (фото 3) спрятались заподлицо внутри древесины.
На этот брусок с помощью шурупов закрепил нижнюю пластину ламината. Ее пришлось просверливать (фото 1, 2) и зенковать (фото3,4) прямо на деревянном бруске.
В подготовленные отверстия завинтил отверткой шурупы заподлицо с верхней поверхностью пластины.
На этом фото виден еще один дефект сверления, допущенный при неосторожной зенковке: справа от второго винта образовалось сплошное отверстие большого диаметра в ламинате. Причина: случайное надавливание на корпус дрели при работе. Поэтому пришлось переделывать эту операцию. Учтите мою ошибку и сверлите аккуратно.
Излишнюю часть древесины бруска просто обрезал ножовкой.
На подготовленный корпус тележки осталось закрепить подшипники.
Монтаж колес
В бруске карандашом разметил линии для установки подшипников.
За базовые размеры была принята ширина пластины ламината (фото 1) и вариант нижнего расположения колес (фото 2). Для этого воспользовался отрезком бруска. Напомню, что его толщина чуть больше диаметра внутренней обоймы подшипника.
Осталось немного поработать ножовкой.
А также воспользоваться стамеской с молотком.
В результате получилась заготовка корпуса, на которую осталось закрепить колеса.
Для этого провел карандашом осевую линию для центров подшипников, а с торцов так же сделал соответствующую разметку.
С ее помощью ножом придал прямоугольным выступам форму цилиндра.
Подправил срезы рашпилем.
Установил на них подшипники.
Смазал их плоскость крепления для последующей прочности клеем и забил молотком до полного прилегания.
Установил сверху вторую фиксирующую пластину из ламината. Вставил между ними полотно рубанка и закрепил его под определенным углом к поверхности основания крепежными гайками. Получилась самодельная заточная тележка.
Как наточить нож рубанка
Первая попытка правки режущей кромки показала хорошую работоспособность созданного приспособления для заточки столярного инструмента, но сразу указала на его недостатки, которые были допущены в спешке.
Что усложняет работу заточной тележки
О высоте корпуса
Для создания качественной режущей кромки необходимо правильно выставить угол заточки. Он формируется выдвижением ножа рубанка, используемого в качестве гипотенузы прямоугольного треугольника.
Этот фактор необходимо учитывать при создании высоты тележки. Для формирования самых острых углов мне потребовалось максимально выдвигать нож из заточного приспособления, а это не очень удобно.
Поэтому при наладке я уменьшил высоту приспособления до минимума, обрезав часть корпуса. На это ушло всего несколько минут, а возможности и удобство пользования инструментом расширились.
О ширине расстояния между колёсами
Здесь тоже была допущена ошибка. Широкая тележка требует крупногабаритного точильного камня или наждачной бумаги большой площади. Это не экономно.
Я по возможности уменьшил расстояние между шарикоподшипниками, и они стали помещаться на самодельном , сделанном мною из керамической плитки. С его помощью удобно осуществлять доводку режущей кромки после ее правки на крупнозернистой шкурке.
Сделанный мною корпус из бруска удобнее выполнять из трех составных частей:
- нижней, служащей осью крепления колес и прикрепленной на верхнем переходнике;
- средней прямоугольной;
- верхней из закрепленной крепежной пластины.
Нижнюю заготовку с подшипниками можно делать уже, чем ширина полотна рубанка и крепить отдельными шурупами к средней, а шпильки располагать в средней и верхней частях. В этом случае режущий инструмент станет удобнее.
Технология заточки
В этом вопросе ничего сложного нет, если правильно установить нож рубанка. Его плоскость подводов должна точно лежать на поверхности точильного камня в тот момент, когда тележка находится в рабочем положении. Надо обратить внимание на:
- плотность и равномерность прилегания поверхностей;
- строго перпендикулярное положение режущей кромки относительно направления движения заточной тележки;
- отсутствие препятствий на пути колес.
Сама заточка выполняется быстро. Мой помощник – школьник начальных классов с большим интересом выполнил эту несложную работу, покатав подготовленное приспособление по ровно расстеленной полосе наждачной бумаги.
У него получился довольно удовлетворительный результат: вполне нормальная ровная режущая кромка, но не до конца сформированная плоскость скоса внизу.
Мне осталось немного поработать, чтобы устранить указанный дефект. Затем довел режущую поверхность до хорошего состояния на самодельном точильном камне с мелким зерном.
Но даже в таком состоянии рубанок стал хорошо строгать древесину, создавая тонкую и равномерную стружку.
Заканчивая изложение материала хочу обратить внимание, что приспособления для заточки ножей рубанка, стамески и другого столярного инструмента имеют различные конструкции. Самые простые создаются из обычного деревянного бруска, в котором делается пропил под углом для крепления режущего лезвия.
Этим бруском ведут по точильному камню. Заточка вполне удовлетворительная, но возникает дополнительное трение древесины, которая к тому же постепенно стачивается. А в описанной конструкции подшипники качения снимают эту нагрузку.
О них подробно рассказывает Андрей Ярмолкевич в своем видеоролике «Заточка ручного рубанка».
Когда коммерческие электрические самолеты станут реальностью? : Aviation: Benefits Beyond Borders
Другие самолеты аналогичного размера также находятся в стадии разработки. Мы можем ожидать, что между 2022 и 2025 годами появятся варианты с электроприводом от шести до девяти мест, а примерно к 2030 году появятся варианты до 19 мест. За ним последуют более крупные самолеты, и, вероятно, их возглавят самолеты с турбовинтовым двигателем, которые можно будет использовать. исследовать новые энергосистемы легче, чем на больших самолетах. В этой области уже ведутся перспективные исследования.
Хотя эти полностью электрические коммерческие самолеты все еще далеки от широкого коммерческого использования, гибридно-электрические самолеты, в которых электрификация сочетается с традиционным реактивным топливом, в настоящее время прототипируются некоторыми из крупнейших игроков в аэрокосмической отрасли.
Что такое гибридно-электрические самолеты и как они работают?
Проще говоря, гибридно-электрические самолеты работают на жидком реактивном топливе в сочетании с электрической батареей. Реактивные двигатели работают, когда воздух всасывается спереди, сжимается быстро вращающимися лопастями, а затем смешивается с топливом.Топливно-воздушная смесь воспламеняется и вылетает из двигателя через турбину, давая самолету мощность. Электрические батареи используют свой заряд для питания электродвигателя, который вращается, когда магнитные силы воздействуют на ротор. На реактивном самолете с четырьмя двигателями один или несколько двигателей могут быть заменены электродвигателем, создавая гибридный самолет.
В настоящее время Airbus испытывает эту технологию на демонстраторе гибридно-электрического самолета E-Fan X. Он основан на региональном реактивном самолете BAe146 и оснащен тремя традиционными турбовентиляторными двигателями и одним электродвигателем мощностью 2 МВт, поставляемым Rolls-Royce.В хвостовой части фюзеляжа также будет установлена газовая турбина Rolls-Royce AE2100 для питания двухмегаваттного электрогенератора. E-Fan X должен совершить свой первый полет в 2021 году.
Самолетыс гибридным приводом смогут оптимизировать выработку и использование энергии на всех этапах полета – особенно когда требуется дополнительная тяга при взлете и наборе высоты – при совместной работе как газовой турбины, так и аккумуляторных батарей. В крейсерском режиме газовые турбины, приводящие в действие электродвигатели, значительно сокращают количество топлива, используемого во время полета.
Когда используемое жидкое топливо основано на экологически безопасном авиационном топливе, которое уже поставляется в небольшом количестве в нескольких аэропортах по всему миру, у вас есть низкоуглеродный вариант полета.
Какая разница в выбросах гибридных и полностью электрических самолетов?
Подобно электромобилю, самолет, частично или полностью работающий на электричестве, будет намного чище, потому что при сжигании обычного топлива происходит меньше или совсем нет выбросов CO2. Однако необходимо учитывать, как вырабатывается энергия, используемая для зарядки электрических батарей.Чтобы быть потенциально нулевым выбросом углерода, его необходимо получать из возобновляемых источников.
Недавнее исследование Департамента аэрокосмической техники Инженерного колледжа Иллинойского университета показало, что силовая установка, в которой используется 50% -ная электрическая мощность трансмиссии и плотность энергии батареи 1000 ватт-часов на килограмм, будет производить почти 50 единиц энергии. % меньше выбросов CO2 в течение жизненного цикла, чем у современного обычного самолета, с максимальной дальностью полета, эквивалентной средней для всех глобальных полетов.Это делает его жизнеспособным вариантом для низкоуглеродной авиации. Используя экологически чистое авиационное топливо вместо обычного жидкого топлива, можно добиться дальнейшего сокращения выбросов.
Гибридный самолеттакже может помочь снизить выбросы CO2 за счет использования электродвигателей в качестве дополнительного источника тяги во время взлета и набора высоты. Это позволяет использовать реактивные двигатели меньшего размера при крейсерском режиме полета. Меньший вес этих двигателей приводит к дальнейшей экономии топлива и сокращению выбросов CO2.
Что делает авиационная промышленность для сокращения выбросов CO2 за это время?
Глобальная программа действий авиационной отрасли по борьбе с изменением климата опирается на три цели, одна из которых заключается в сокращении чистых выбросов CO2 к 2050 году на 50%.В то время как электрическая и гибридно-электрическая авиация в коммерческих масштабах может быть еще через несколько лет, авиационная промышленность продолжает принимать другие меры для сокращения выбросов CO2.
Сюда входят технологические инновации для повышения топливной экономичности новых самолетов и разработка экологически безопасных видов авиационного топлива (SAF), изготовленных из отходов и непищевого сырья. Их можно смешивать с обычным авиационным топливом и использовать в существующих топливных системах самолетов и аэропортов без каких-либо технических модификаций.Прогнозируется, что SAF могут сократить выбросы CO2 в авиации на целых 80%. Узнайте больше о SAF здесь. [ссылки на новую статью AB SAF]
Авиационная промышленность также прилагает все усилия, чтобы сделать следующее поколение самолетов более компактным, легким и более аэродинамичным, чтобы они сжигали меньше топлива и выделяли меньше CO2. Достижения в области управления воздушным движением и новые спутниковые технологии означают более короткое время в пути и более эффективные взлеты и посадки, что снова снижает расход топлива и выбросы CO2. На земле в аэропортах внедряются электромобили, а терминалы работают на возобновляемых источниках энергии, что делает их более энергоэффективными.Узнайте больше об этих операционных улучшениях здесь [Ссылки на статью ABBB Operational Improvements]
Благодаря глобальному соглашению CORSIA – Схема компенсации и сокращения выбросов углерода для международной авиации – воздушный транспорт сможет достичь своей цели роста без выбросов углерода с 2020 года. В рамках CORSIA авиакомпании и другие операторы воздушных судов будут компенсировать любой рост выбросов CO2. выше уровня 2020 года. Ожидается, что CORSIA сократит выбросы CO2 примерно на 2,5 миллиарда тонн в период с 2021 по 2035 год, что составляет в среднем 164 миллиона тонн CO2 в год.Узнайте больше о CORSIA здесь.
Страница ошибки 404 – RIKON Power Tools
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИЗДЕЛИЯ
Лист продажи
Номер модели 10-20110-20510-30510-30610-306110-30810-32410-324TG10-32610-326DVR10-34210-34710-35310-38510-600VS10-
Список руководств
Номер модели 10-20110-205 – Английский20-205 – Испанский20-205 – Французский 20-305 10-3061 – Английский 20-3061 – Испанский 20-3061 – Французский 20-30810-32410 -324TG – английский20-324TG – испанский20-324TG – французский20-326 – английский20-34210-34710-35310-38510-600VS10-
-92010-92110-92612-202 – английский22-202 – испанский22-202 – французский23-32113-32513 -34513-913 – английский23-913 – испанский23-913 – французский23-926 – английский24-700 – английский24-700 – испанский24-700 – французский25-400 – Английский25-400 – Испанский25-400 – Французский 30-106h30-108h30-800H – Английский 30-800H – Французский 30-800H – Испанский 30-600H – Английский 30-600H – Испанский 30-600H – Французский33-15023-150h33-40023-400h33-95923-– 010 – английский 35-010H – английский 35-010H – французский 35-010H – испанский 35-130h35-135h35-135H – французский 35-210H – английский 35-210H – испанский 35-210H – французский 35-410 – английский35-410 – испанский35-410 – французский35-– -90525-91030-100 – английский 40-100 – испанский 40-100 – французский 40-12030-14030-212VS – английский 40-212VS – испанский 40-212VS – французский 40-21730-23030-24030-25131-12031-12131-200 – английский41- 200 – испанский41-200 – французский 44-260 – английский 44-260 – испанский 44-260 – французский 55-100 – английский 55-100 – испанский 55-100 – французский 50-11250-114 – английский 50-114 – испанский 50-114 – французский 50-120 – английский 50- 120 – французский 50-12250-14450-15150-161VS50-300 – английский 50-300 – испанский 50-300 – французский 51-20051-20252-910 – английский 52-910 – испанский52-910 – французский60-10060-101 – английский 60-101 – испанский60- 101 – французский 60-10560-15060-20062-10062-450 – E nglish62-450 – испанский62-450 – французский63-110 – английский63-110 – испанский63-110 – французский 70-100 – английский 70-100 – испанский 70-100 – французский 70-10570-1218VS – английский 70-1218VS – испанский70-1218VS – французский 70-150VSR – Английский 70-150VSR – испанский 70-150VSR – французский 70-220VSR – английский 70-220VSR – испанский 70-220VSR – французский 70-3040 – английский 70-3040 – испанский 70-3040 – французский 70-30570-30670-800 – английский 70-800 – испанский 70-800 – французский 70- 900B – английский 70-900B – испанский 70-900B – французский 70-901 – английский 70-901 – испанский 70-901 – французский 70-906 – английский 70-906 – испанский 70-906 – французский 70-913 – английский 70-913 – испанский 70-913 – французский 70-920 – Английский70-920 – испанский70-920 – французский80-800VS80-80580-808 – английский80-808 – испанский80-808 – французский80-91081-60081-60882-100 – английский82-100 – испанский82-100 – французский20-30010-306 – английский20- 306 – испанский 20-306 – французский 20-31510-32010-32110-32510-33610-34010-34110-34510-34610-35010-35110-37010-38011-20011-30012-201 – английский22-201 – испанский22-201 – французский23- 39920-10020-11023-630х35-1312 5-131х35-20025-200х35-210 – английский 35-210 – испанский 35-210 – французский 40-23634-25034-25550-11050-14250-15061-20061-75061-125061-160061-240062-40063-10070-05070-050VS70- 200EVS70-30070-42570-45070-50079-100VSEBA5250
, когда ваша работа подразумевает путешествия с острыми предметами
Mr.Бенавидес сказал, что опасается проверять свой набор ножей, который, по его оценке, стоит 5000 долларов. В случае кражи он установил чипы GPS-слежения в свои ножи и фотографирует содержимое своего чемодана.
Тим Литвин, инженер и основатель компании Origin Laser Tools в Санта-Крус, Калифорния, сказал, что часто путешествовал с инженерными инструментами. «Скрининг в целом был крайне непоследовательным», – сказал он. Он сказал, что во время полета из Калифорнии в декабре 2001 года он взял с собой цифровой штангенциркуль, измерительный прибор, и «не было проблем с полетом на Гавайи, но перед обратным рейсом меня оттащили в сторону.Г-н Литвин сказал, что служащий аэропорта держал устройство «вверх, как на топор, и притворился убийцей с топором». Я был ошеломлен абсурдом ». Он отправил устройство по почте в Калифорнию и сказал, что по-прежнему считает Гонолулу одним из самых строгих аэропортов страны.
Стивен Длак, управляющий компанией Fifty Fifty Productions в Спрингфилде, штат Миссури, которая занимается производством коллекционных ножей, сказал, что он помнил, когда он мог «взять с собой в самолет 20-30 ножей, но это было задолго до 11 сентября. ” Теперь, по его словам, он придерживается реалистичного взгляда.«Если вы соблюдаете законы, все в порядке», – сказал он. «Если вы этого не сделаете, есть последствия».
Он рекомендовал производителям ножей присылать материалы на выставки U.P.S. и FedEx. По его словам, учитывая то, что многие ножи ручной работы стоят тысячи долларов, «нельзя класть дорогие вещи в свой багаж, как раньше».
Кен Онион, производитель ножей из Гонолулу, сказал, что у него было 14 нестандартных ножей стоимостью около 40 000 долларов, украденных из багажа в 2006 году во время поездки на выставку в Калифорнию. «Я редко путешествую с таким количеством высококачественных ножей в чемодане», – сказал он.«Я просто работал до последней минуты, чтобы сделать все ножи вовремя для выступления, и у меня не было времени, чтобы отправить их по почте».
Г-н Луков сказал, что теперь он порекомендовал путешественникам приобрести страховку, а также сфотографировать или записать на видео содержимое багажа и передачу его сотрудникам авиакомпании. По его словам, ценные вещи «кладите в ящик Pelican с GPS-трекером внизу». Он добавил: «Как только мой багаж зарегистрирован, я могу проследить за ним с помощью GPS-локатора, чтобы убедиться, что он летит тем же рейсом, что и я.
Он также требует, чтобы сотрудник на стойке регистрации проверил его ящик с ножом вручную, что, по его словам, иногда вызывает T.S.A. осмотр, процесс, который, по его мнению, помогает проверить содержимое багажа в случае возникновения проблем в будущем. Он запирает корпус замками, не утвержденными T.S.A. потому что, по его словам, утвержденные замки могут быть легко открыты работниками аэропорта после того, как сумка прошла проверку безопасности.
Несмотря на неудобства, некоторые путешественники, путешествующие с острыми предметами, имеют широкий обзор.«Любой Т.С.А. агент, который серьезно относится к своей работе, должен испытывать ужасный стресс из-за возможности того, что он может нести ответственность за пропущение следующего террориста через контрольно-пропускной пункт », – сказал г-н Литвин, инженер. «Я знаю, что у них есть работа. Я не злюсь на это. Я просто планирую это ».
Товары с ограничениями
Может быть трудно соблюдать последние правила в отношении того, что можно и чего нельзя брать с собой. Мы составили этот список для некоторых наиболее распространенных запрещенных предметов.
Обычные предметы с ограничениями |
| Отозванные батареи и устройства – Литиевые батареи, отозванные производителем / продавцом, не должны перевозиться на борту самолета или упаковываться в багаж. Устройства с батарейным питанием, отозванные из соображений безопасности литиевых батарей, также не следует перевозить на борту самолета или упаковывать в багаж, если устройство или его батарея не были заменены, отремонтированы или иным образом обезопасены в соответствии с инструкциями производителя / поставщика.FAA и ваша авиакомпания могут предложить дополнительные публичные рекомендации по отдельным отозванным продуктам. Информация об отзыве продукта доступна по адресу http://www.cpsc.gov/recalls. Учить больше. |
Принадлежности для сидений – Такие устройства, как подножки и детские кровати, которые прикрепляются к сиденьям самолета, помещаются между сиденьями или блокируют доступ к проходу, нельзя использовать на борту. Их можно брать с собой, но нельзя использовать на борту. |
| Международные путешествия с порошкообразными веществами (специи, кофе, сухое молоко и т. Д.)) – Если вы въезжаете в США международным рейсом, вы ограничены 12 унциями. (350 мл) порошкообразного вещества в ручной клади. Более крупные суммы могут быть разрешены после дополнительной проверки. Порошки более 12 унций. (350 мл) также могут быть помещены в вашу зарегистрированную сумку. (Внутренние рейсы и рейсы PPG-HNL не затронуты.) |
| Умные сумки – «Умные сумки» с литий-ионными батареями не принимаются в качестве зарегистрированной или ручной клади, если аккумулятор не может быть удален.Батареи из зарегистрированного багажа должны быть извлечены и перенесены в салон. Учить больше. |
| Жидкости, гели и аэрозоли – Емкости менее 3,4 унции (100 мл) можно помещать в прозрачный пакет размером с кварту и упаковывать в ручную кладь. Контейнеры большего размера должны быть упакованы в зарегистрированный багаж. Разрешены лак для волос и средство от насекомых. |
| Алкоголь более 24% – Каждый гость может провозить до 5 литров в зарегистрированном багаже. Емкости должны быть оригинальной розничной тары объемом не более 5 литров. Примечание : напитки с содержанием алкоголя более 70% не принимаются. |
| Пои, йогурт, перец чили, джемы, желе и т. Д. – Большие емкости с нетвердой пищей должны быть надежно упакованы в регистрируемый мешок. Только небольшие контейнеры менее 3,4 унций. (100 мл) можно продолжать. Исключение : разрешено провозить детское питание, достаточное для полета. |
| Ice – Лед не перевозится в ручной клади и регистрируемом багаже. Вместо этого следует использовать многоразовые гелевые пакеты.Сухой лед разрешается упаковывать в соответствии с правилами FAA. Имейте в виду, что охладители из пенополистирола не допускаются в качестве предметов регистрации. |
| Туристическое снаряжение – Печи, топливо и канистры с топливом не принимаются, даже если они новые, неиспользованные или очищенные от топлива. |
| Электронные сигареты, форсунки, вейпинг-устройства – Электронные курительные устройства принимаются только в ручной клади. |
| Батареи – Любые запасные литиевые или литий-ионные батареи должны перевозиться с клеммами, защищенными от короткого замыкания.По возможности также следует брать с собой устройства с установленными литиевыми или литий-ионными батареями. |
| Ноутбуки, планшеты, мобильные телефоны – Персональные электронные устройства можно носить и использовать по указанию бортпроводника. |
| Гироскутеры, сегвеи, электрические одноколесные велосипеды – Самобалансирующиеся устройства с батарейным питанием не принимаются. |
| Спички и зажигалки – Разрешается иметь при себе одну упаковку спичек и одну обычную бутановую зажигалку.Все остальные спички и зажигалки полностью запрещены. |
| Лампочки – Запасные лампочки должны быть энергоэффективными и упакованы во избежание поломки. |
| Надутые воздушные шары – Все воздушные шары следует спустить и хранить отдельно. |
Прочие опасные грузы
Любой обычный предмет, который может быть использован в качестве оружия, должен быть упакован в вашу зарегистрированную сумку. Сюда входят все острые предметы, бейсбольные биты, весла для каноэ, походные палки, хоккейные клюшки, электроинструменты и ручные инструменты более 7 дюймов в полностью собранном виде.
- Огнестрельное оружие и боеприпасы
- Спреи для самообороны, такие как мускатный баллончик и перцовый баллончик, не допускаются к провозу в проверяемых сумках или ручной клади.
- Тазеры и электрошокеры не допускаются к провозу в зарегистрированной сумке или ручной клади.
Как правило, мы откажемся от перевозки любых предметов, которые, по нашему мнению, могут быть взрывоопасными, легковоспламеняющимися, окисляющими, радиоактивными, инфекционными, ядовитыми, коррозионными, сильно магнитными, биологически опасными или иными опасными.
Вопросы?
Мы рекомендуем обратиться в оба TSA. Что я могу принести? и FAA Pack Safe.Кроме того, в некоторых случаях наши правила выходят за рамки правительственных постановлений. Следующие пункты могут быть разрешены TSA и FAA. Однако они не принимаются ни в какой форме авиакомпанией Hawaiian Airlines:
.| Запрещено Hawaiian Airlines |
| Кемпинговые печи, гироскутеры, сегвеи, электрические одноколесные велосипеды, топливо, канистры с топливом, Samsung Galaxy Note 7, фейерверки, баллончики со сжатым газом, устройства внутреннего сгорания, бензопилы, двигатель или автомобильные детали, признанные легковоспламеняющимися, живая рыба, живые омары, павлины, хорьки, грызуны (т.е., морские свинки, мыши, крысы и др.), пауки, комары, рептилии, ртуть, краска (кроме маленьких тюбиков), соленая вода, ферментированный рыбный соус, жидкость для снятия лака (кроме небольших количеств), покрышки (кроме велосипеды), самонагревающиеся прокладки, грелки для рук, MRE, булавы, перцовый баллончик, электрошокеры, электрошокеры, шокирующие устройства, пожарные танцевальные устройства, тревожные портфели или атташе, клюшки для гольфа без качания. |
% PDF-1.4 % 700 0 объект > эндобдж xref 700 75 0000000016 00000 н. 0000003224 00000 н. 0000003359 00000 п. 0000003395 00000 н. 0000003979 00000 п. 0000004093 00000 п. 0000004205 00000 н. 0000006679 00000 н. 0000008696 00000 п. 0000011123 00000 п. 0000013629 00000 п. 0000015273 00000 п. 0000017721 00000 п. 0000018337 00000 п. 0000019048 00000 н. 0000019633 00000 п. 0000019723 00000 п. 0000020366 00000 п. 0000020815 00000 н. 0000026052 00000 п. 0000026689 00000 п. 0000027383 00000 п. 0000029646 00000 п. 0000032114 00000 п. 0000037148 00000 п. 0000037247 00000 п. 0000037360 00000 п. 0000037472 00000 п. 0000037592 00000 п. 0000037741 00000 п. 0000037854 00000 п. 0000037951 00000 п. 0000038100 00000 п. 0000038207 00000 п. 0000038304 00000 п. 0000038453 00000 п. 0000038561 00000 п. 0000038668 00000 п. 0000038789 00000 п. 0000038943 00000 п. 0000039046 00000 н. 0000039167 00000 п. 0000039316 00000 п. 0000039428 00000 п. 0000039537 00000 п. 0000039658 00000 п. 0000039807 00000 п. 0000039918 00000 н. 0000040030 00000 н. 0000040151 00000 п. 0000040300 00000 п. 0000040410 00000 п. 0000040523 00000 п. 0000040631 00000 п. 0000040777 00000 п. 0000040930 00000 н. 0000041039 00000 п. 0000041148 00000 п. 0000041269 00000 п. 0000041418 00000 п. 0000041530 00000 п. 0000041651 00000 п. 0000041805 00000 п. 0000041904 00000 п. 0000042020 00000 н. 0000042169 00000 п. 0000042278 00000 п. 0000042382 00000 п. 0000042503 00000 п. 0000042657 00000 п. 0000042766 00000 н. 0000042879 00000 п. 0000043000 00000 п. 0000043149 00000 п. 0000001796 00000 н. трейлер ] / Назад 2258432 >> startxref 0 %% EOF 774 0 объект > поток h U} lSU? kK 7 IL! #d [o} o + 샱 n` а’8 кт C> F1 & & _Ms _? * / S
Вещи, которые можно и нельзя брать с собой в самолет | The Independent
Поскольку Австралия предписывает всем пассажирам международных авиаперевозок (и некоторым пассажирам внутри страны) декларировать пороховые изделия в службе безопасности, мы рассмотрим, что можно и что нельзя брать с собой в самолет согласно правительству Великобритании.
Некоторые предметы не разрешены к провозу в ручной клади, а некоторые – в любом месте самолета. Если вы в чем-то не уверены, не рискуйте бесцеремонно выбросить вашу собственность на охрану и уточните у авиакомпании или аэропорта перед вылетом.
ПепелПепел можно перевозить как в ручной клади, так и в ручной клади, но он должен быть запечатан во внешнем ящике или футляре и сопровождаться соответствующей документацией, например, свидетельством о смерти, выданным органом власти страна отправления.Однако пепел необходимо будет отсеивать вместе с любыми другими предметами. Перед началом проверки рекомендуется сообщить сотруднику аэропорта, что вы везете прах.
ДроныИх можно перевозить в ручной клади при условии, что они соответствуют ограничениям авиакомпании по размеру и весу. Вам также нужно будет уведомить авиакомпанию о том, что вы перевозите батареи.
ЖидкостиВ ограничениях по перевозке жидкостей нет ничего нового, поэтому постарайтесь упаковать как можно больше предметов в свой багаж.Если вы путешествуете только с ручной кладью, помните, что вы можете брать только контейнеры вместимостью не более 100 мл, которые должны поместиться в один прозрачный закрывающийся пластиковый пакет, который вмещает не более литра и имеет размеры примерно 20 см x 20 см.
Убедитесь, что вы точно понимаете, что представляет собой жидкость; мед, тушь, лак для волос и пена – все это попадает в эту категорию.
Медицинское оборудование и лекарстваЛекарства первой необходимости можно провозить в ручной клади.Если лекарство представляет собой жидкость, а количество жидкости превышает 100 мл, возьмите с собой рецепт с вашим именем или письмо от медицинского работника, подтверждающее вашу потребность в нем.
Если вам необходимо взять с собой в ручную кладь большое количество диетических жидкостей или лекарств, рекомендуется заранее связаться с аэропортом, чтобы сообщить им о своем путешествии.
Требуется разрешение авиакомпании на провоз на борт определенного медицинского оборудования, такого как инсулиновые помпы или кислород.Хотя некоторые авиакомпании могут не разрешать брать с собой собственные кислородные баллоны на борт, они могут предоставить это по запросу, но могут взимать за это плату.
Если вы, вероятно, превысите норму ручной клади из-за лекарств или медицинского оборудования, вам следует заранее сообщить об этом своей авиакомпании. В подтверждение этого вам может потребоваться письмо от врача.
Если вас беспокоят проблемы в аэропорту, когда вы путешествуете с лекарствами или медицинским оборудованием, неплохо иметь при себе записку от медицинского работника, объясняющую вашу потребность в этом предмете, и / или связаться с авиакомпанией задолго до вылета.
Продукты питания и порошкиВы можете перевозить в ручной клади пирожные, фрукты, овощи, бутерброды и все твердые продукты. Продукты с соусом или с высоким содержанием жидкости, такие как суп, не могут пройти через безопасность.
Пищевые продукты и порошки в ручной клади могут мешать изображениям на рентгеновских аппаратах, и ваши сумки, возможно, придется снова проверять вручную службой безопасности. Вы можете положить эти предметы в багаж, чтобы свести к минимуму задержки.
Пустые бутылки из-под воды разрешено проносить в ручной клади через систему безопасности, поэтому выбирайте экологически безопасный путь и приобретайте многоразовые бутылки.
Детское питание и детское молокоПутешествуя с младенцем, вам разрешается брать с собой в дорогу достаточное количество детского питания, детского молока и стерилизованной воды. В некоторых случаях это будет более 100 мл.
Вы можете перевозить грудное молоко в ручной клади, даже если вы путешествуете без ребенка. Вы не можете перевозить замороженное грудное молоко в ручной клади.
Индивидуальные емкости с грудным молоком должны вмещать не более двух литров. Каждый контейнер необходимо будет проверить в пункте безопасности, и сотрудникам аэропорта может потребоваться открыть контейнеры для проверки жидкостей.
ЭлектрооборудованиеЭлектронные устройства, которые вы можете брать с собой в рейс, зависят от страны и аэропорта, в который вы путешествуете, поэтому перед поездкой рекомендуется уточнить у вашей авиакомпании.
Фены, утюжки для выпрямления волос, дорожные утюги и электробритвы можно носить в руке или в багаже.
Как правило, вы должны класть в зарегистрированный багаж все телефоны, ноутбуки, планшеты и электронные книги, если они больше следующих размеров: длина 16 см, длина 9.3 см в ширину, 1,5 см в глубину (толщина).
Также необходимо проверить размер клавиатур, блоков питания и трансформаторов, а также внешних жестких дисков.
Вы не можете брать какие-либо из этих аксессуаров или устройств в ручную кладь, если они больше этих размеров, даже если вы купили их в аэропорту (например, в магазине беспошлинной торговли).
Запасные батареи или портативные источники питания нельзя брать в руку или хранить в багаже, если они больше указанных размеров и могут использоваться с телефоном, ноутбуком, планшетом или электронной книгой.
Вы по-прежнему можете брать с собой в ручную кладь другие аксессуары, такие как наушники, и обычно можете брать фотоаппарат в руке и хранить багаж, хотя в отношении специального оборудования могут применяться ограничения.
Музыкальные инструментыСвяжитесь с авиакомпанией перед бронированием, если вы хотите путешествовать с большим музыкальным инструментом. Возможно, вам придется принять особые меры, например, купить дополнительное место.
Музыкальные инструменты будут показаны отдельно.
Средства передвиженияДетские коляски, средства передвижения и инвалидные коляски обычно разрешены в салоне, но сначала необходимо пройти проверку безопасности.
Информацию о инвалидных колясках с батарейным питанием или вспомогательных средствах передвижения сначала уточняйте у авиакомпании.
Боеприпасы и опасные грузыНеудивительно, что вы не можете брать с собой пистолеты, острые ножи, некоторые ножницы или огнестрельное оружие (включая пневматические винтовки и стартовые пистолеты) в качестве ручной клади.Возможно, вы сможете взять их в качестве ручной клади – уточните у своей авиакомпании перед поездкой.
Праздничные хлопушки, сигнальные ракеты, патроны для отбеливания дыма, фейерверки или модели оружия нельзя брать с собой в самолет ни при каких условиях.
Острые и запрещенные предметыБритвенные лезвия, игрушечные пистолеты или аналогичные пистолеты (включая водяные пистолеты), инструменты, дротики, спортивные биты, дубинки или кии, катапульты или рогатки или предметы, которые могут быть использованы в качестве потенциального оружия, являются все запрещено в ручной клади.
Вот еще несколько вещей, которые вы можете или не сможете взять на борт.
Курительные принадлежностиСигареты и другие табачные изделия разрешены в ручной клади.
Вы можете перевозить на борту только одну зажигалку. Зажигалки и электронные сигареты должны входить в норму жидкости и храниться в закрывающемся пластиковом пакете (например, в мешках с жидкостями), которые вы должны носить при себе на протяжении всего полета. Вы не можете положить его в сдаваемый багаж или положить в ручную кладь после досмотра.
Электронные сигареты полностью запрещены к провозу в ручной клади.
Вы можете взять с собой одну бутановую зажигалку или коробку предохранительных спичек на борт самолета, но только при себе. Зажигалки Zippo также можно использовать в качестве зажигалки.
Лучший двигатель – первый шаг к электрическим самолетам
В бело-серой лаборатории, где аккуратные проложенные оранжевыми кабелями на стенах создают рельефный цвет, трехлопастной пропеллер вращается на передней части «железа» Cessna. Птица »тестовая рамка.Он устрашающе тихий, без шума, который вы ожидаете от винтового самолета. Просто свист воздуха, как от потолочного вентилятора, вращающегося на полной скорости. Сначала это медленно, а потом быстрее, до такой степени, что лезвия не видны, и виден только яркий хромированный центральный конус, поскольку инженеры из лаборатории интеграции Magnix Systems на Золотом побережье Австралии толкают буровую установку, прежде чем включить ее. тихая остановка.
Это начало испытаний планера нового двигателя, разработанного для наступающей эры электрической авиации.Это машина мощностью 350 лошадиных сил, которая весит всего 110 фунтов. Но инженеры Magnix сосредоточены на другом показателе. «Мы смогли достичь 5 кВт на килограмм», – говорит генеральный директор Рой Ганзарски, что примерно вдвое больше, чем у двигателя Tesla. В автомобиле этот баланс менее важен. В худшем случае несколько лишних килограммов добавят немного времени к спринту от 0 до 60 миль в час или выбьют автомобиль на несколько миль за пределы допустимого диапазона. Но в самолете постоянная борьба с гравитацией требует небольшого веса в сочетании с высокой мощностью. «Если у самолета нет необходимого соотношения мощности к весу, он просто не взлетит», – говорит Ганзарски.«Это становится проблемой безопасности».
И точно так же, как автопроизводители приходят к мысли о том, что электрические трансмиссии более эффективны, тише и гибче, аэрокосмическая промышленность делает то же самое. Такие компании, как Zunum, Eviation и даже NASA с новым X-57, все изучают идею замены двигателей и, в конечном итоге, реактивных двигателей электромоторами. Авиация вносит значительный и постоянно растущий глобальный фактор изменения климата. На полеты приходится 12 процентов выбросов парниковых газов на транспорте в США.Электрические самолеты могли бы работать намного более чисто, используя энергию из возобновляемых источников. Они также могут сократить счета авиакомпаний на авиатопливо, которые могут составлять от 10 до 50 процентов их эксплуатационных расходов.
Magnix была основана в 2009 году как научно-исследовательская компания, работающая над всеми электрическими двигателями, и имеет штаб-квартиру и еще один инженерный объект в Редмонде, штат Вашингтон, вместе с австралийским форпостом. Он набрал таланты из Airbus, Boeing, Tesla, Pratt and Whitney и быстро решил, что не нужно ограничиваться исследованиями – он может создать то, что нужно, чтобы воплотить эти летающие мечты в реальность.
Это означало решить проблему с долотом, который поднимает самолет в воздух, что связано с проблемами, выходящими за рамки вопроса соотношения мощности и веса.