Настройка сварочного тока, чтобы не прилипали электроды
✅ Дата публикации статьи: 2021-07-23| 📌 Категория: Технологии сварки | 👁 63 просмотров
Содержание статьи:
Настройка сварочного тока, чтобы не прилипали электродыЧтобы получить качественное соединение и добиться успеха в сварке необходимо уметь настраивать сварочный ток. Если ток сварочного аппарата подобран правильно, то при сварке будет минимальное количество дефектов, а сам шов получится надежным и долговечным.
Именно от сварочного тока зависит, каким будет провар металла, ширина и высота сварного соединения. Если же в процессе настроек аппарата допустить ошибки, то электрод начнёт прилипать к металлу, разбрызгивание которого увеличится в разы.
Для начинающих сварщиков настройка сварочного тока может быть осложнена тем, что далеко не все знают, как подобрать ток под диаметр электрода, что нужно учитывать при этом. Из данной статьи вы сможете узнать о главных нюансах в подборе сварочного тока, а также, на какой полярности лучше варить.
Настройка сварочного тока
Сегодня в интернете не сложно найти специальные таблицы по подбору сварочного тока для разных диаметров электрода и по толщине металла. Однако недостаток у всех таких таблиц один — они рассчитаны на достаточно большой разбег. Простыми словами настроить сварочный ток по ним точно, никак не получится.
И в первую очередь, что необходимо усвоить, так это то, что для каждой толщины металла рекомендуется использовать электроды подходящего диаметра. То есть, не стоит все варить только лишь электродами 3 мм, как наиболее подходящими и универсальными в своём роде. Чем тоньше варится металл, тем меньше диаметр электрода должен быть.
Благо сейчас нет никакого дефицита и можно найти в продаже электроды толщиной 2 мм и даже меньше, 1,6 мм и т.д. Поэтому определившись с толщиной свариваемого металла, остается лишь правильно подобрать диаметр электрода для его сварки, ну а затем уже настроить ток.
Для наглядности рекомендуется ориентироваться на следующие значения:
- Электродами 2 мм и тоньше — следует варить тонкий металл, толщина которого составляет от 1,5 до 2 мм;
- Электродами 2,5 мм — варится металл, толщиной от 2 до 3 мм;
- Электродами 3 мм — варится металл толщиной 3-5 мм.


Таким образом подобрать точно сварочный ток по данным значениям не составит особого труда. При всем этом существует один немаловажный нюанс, варить тонкий металл, толщина которого до 3 мм, лучше всего на обратной полярности.
Что нужно знать про полярность в сварке
Если для сварки используется инвертор, то есть, сварка постоянным током, то, подключая электрододержатель к плюсу и минусу инвертора, можно менять полярность. Чтобы варить на обратной полярности и не прожигать тонкий металл, рекомендуется электрододержатель подсоединять к плюсовой клемме.
Следует знать, что больше всего сварочного тока требуется при сварке угловых соединений. При сварке вертикальных или потолочных соединений, сварочный ток следует убавить. В таком случае жидкий металл не будет сильно стекать вниз, хотя к этому также нужно привыкнуть.
Поделиться в соцсетях
Советы начинающим сварщикам | Статьи «Центр Метиз»
Скачать прайс-лист
21.04.22
Сварка деталей из металла требует определенных знаний, умений и навыков.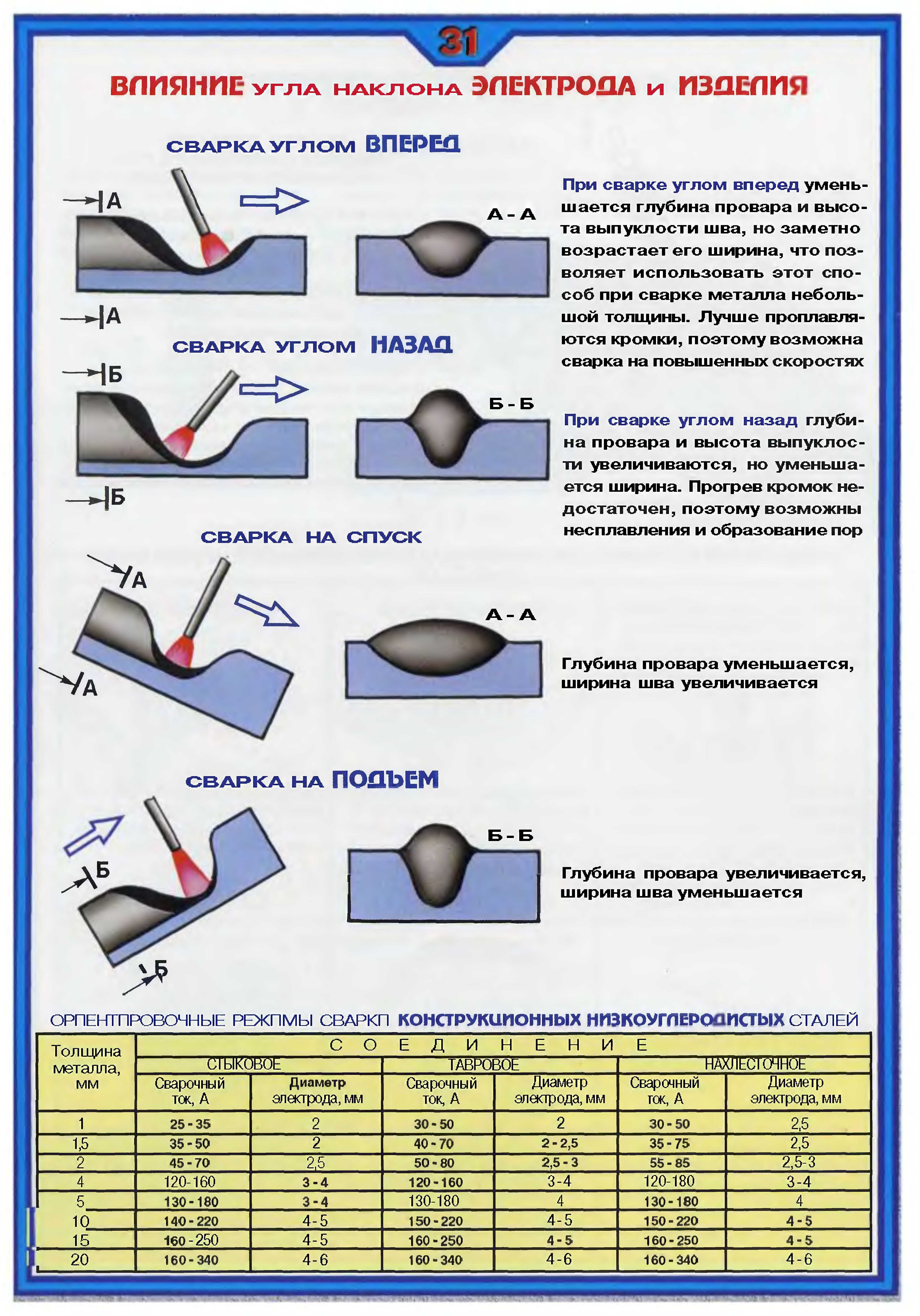 Все они приходят с практикой. Если вы – начинающий сварщик и не имеете опыта в этой работе, воспользуйтесь приведенными ниже советами.
Все они приходят с практикой. Если вы – начинающий сварщик и не имеете опыта в этой работе, воспользуйтесь приведенными ниже советами.
Каким оборудованием варить
В основе любого вида сварки – поджиг дуги за счет электрического тока. Дуга имеет высокую (до 5000 C) температуру, за счет чего в зоне шва металл расплавляется. Для этого используются трансформаторы и инверторы. Опытный мастер может без труда варить как одним, так и другим аппаратом. Новичкам же трансформатор не рекомендуется по нескольким причинам:
- трудно получить шов, равномерный по глубине провара, ширине и высоте;
- в бытовых условиях может просаживаться напряжение в сети;
- при сварке наблюдается большое количество разбрызгиваемого металла.
Иное дело – инвертор. Компактный и легкий аппарат варит постоянным током, обычно – обратной полярности. В отличие от трансформатора, на нем сразу можно задать рекомендуемые параметры сварки, исходя из состава металла, диаметра стержня, пространственного положения сварки.

Благодаря инвертору можно оценить несколько плюсов:
- электродуга горит мягко и стабильно;
- выделяется минимальное количество брызг;
- шов проваривается одинаково по всей длине;
- шов получается равномерным по ширине и высоте;
Неопытный сварщик может воспользоваться различными опциями инвертора. В современных моделях их может быть несколько. Так, при изменении параметров силы тока можно использовать функцию «форсаж дуги» – она поддерживает стабильное горение дуги. Также у многих аппаратов есть функция «антиприлипание» – благодаря ей исключаются риски прилипания электрода к наплавляемому металлу.
Для первых опытов в сварке лучше всего взять электрод диаметром 2–3 мм. Чтобы избежать прожига изделия, лучше, если его толщина будет минимум 4–5 мм. Варят на предельно короткой или короткой дуге (длина не более 3 мм).
С каких электродов лучше начинать новичку
В бытовой сварке чаще всего используются электроды с основным или рутиловым покрытием. Ими можно варить подавляющее большинство сталей и сплавов. Лучше всего, если не имеющий опыта новичок воспользуется стержнями с рутиловой обмазкой, и вот почему:
Ими можно варить подавляющее большинство сталей и сплавов. Лучше всего, если не имеющий опыта новичок воспользуется стержнями с рутиловой обмазкой, и вот почему:
- рутиловые электроды отлично варят по металлу со следами влаги, окалины, ржавчины или загрязнений – сварка основными электродами требует тщательной очистки металлической поверхности;
- дуга мгновенно разжигается и стабильно горит в любом пространственном положении;
- легко производится повторный поджиг – при работе с основными электродами с ним возникают проблемы;
- разбрызгивается малое количество металла;
- ровный, аккуратный шов получает высокую ударную прочность.
К тому же, именно рутиловые электроды выделяют при сварке минимум токсичных веществ. Ими можно варить и в помещениях. Наиболее известные марки, которые отлично подойдут новичкам, – ОК-46 и МР-3.
Настраиваем инвертор
Перед тем, как начать сварочные работы, на инверторе необходимо настроить силу тока. Этот параметр зависит от диаметра электродного стержня и от того, в каком пространственном положении выполняется сварка. В помощь можно взять соответствующие таблицы. Также может помочь негласное правило, которым пользуются сварщики: если диаметр стержня увеличивается на 1 мм, соответственно на 30 ампер возрастает сила тока. То есть, если вы берете электрод диаметром 2 мм, сила тока должна быть 60–70 ампер, а при диаметре 4 мм – 120–130 ампер. С опытом параметры можно будет настраивать индивидуально.
Этот параметр зависит от диаметра электродного стержня и от того, в каком пространственном положении выполняется сварка. В помощь можно взять соответствующие таблицы. Также может помочь негласное правило, которым пользуются сварщики: если диаметр стержня увеличивается на 1 мм, соответственно на 30 ампер возрастает сила тока. То есть, если вы берете электрод диаметром 2 мм, сила тока должна быть 60–70 ампер, а при диаметре 4 мм – 120–130 ампер. С опытом параметры можно будет настраивать индивидуально.
Поджиг и сварка
Разжигать дугу можно двумя способами: легким чирканьем электрода о поверхность свариваемого металла или легким постукиванием.
- После поджига держите стержень на короткой дуге – в 2–3 мм от поверхности.
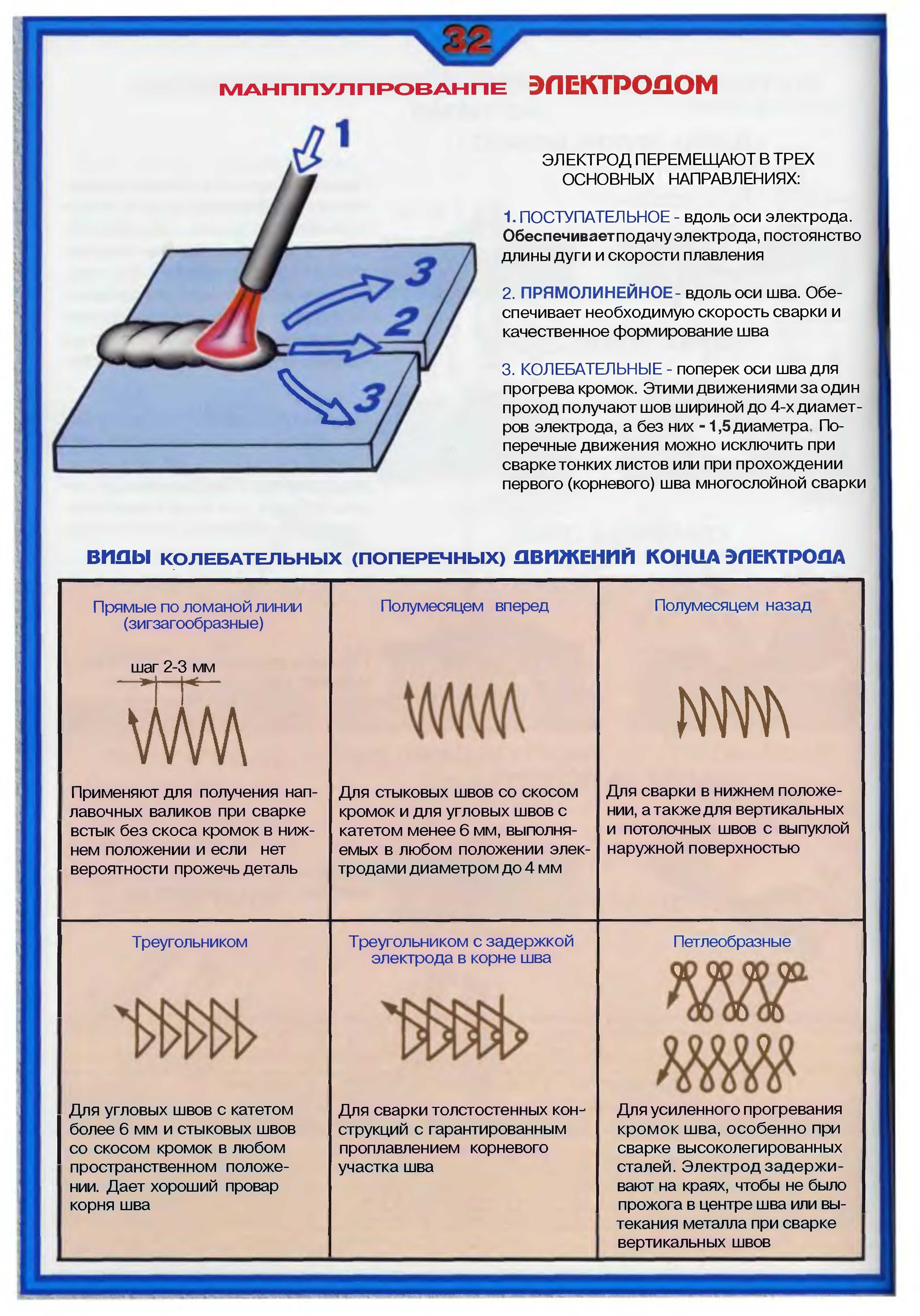
- Сварка выполняется при угле наклона стержня вперед на уровне 30–60 градусов.
- Перед заваркой изделий сплошным швом желательно сделать пару-тройку точечных швов – прихваток.
По завершении сварки возьмите молоток и, легко постукивая по шву, сбейте шлаковую корку.

Защитная амуниция
Не стоит забывать о безопасности во время работ. Для сварки нужно купить защитную маску или щиток, перчатки или краги, защитную куртку, штаны и закрытую обувь. Все части тела должны быть полностью закрыты, чтобы избежать попадания брызг металла. Для защиты лица и глаз лучше всего приобрести маску, которая называется «хамелеон». Стоит она немного дороже, чем обычная, но у нее есть важный плюс: маска автоматически затемняется, когда разжигается дуга, а после работ стекло вновь становится светлым.
Купить электроды самых различных марок, в том числе с рутиловым покрытием, вы можете в компании «Центр Метиз». У нас представлена сертифицированная продукция ведущих российских и зарубежных производителей.
Смотрите такжеОтзывы Оставить отзыв
< Вернуться к списку статей
МЕТОД СВАРКИ ЧУГУНА – Металлургическая экспертиза
Чтобы свести к минимуму нагрев детали, следует использовать электрод наименьшего возможного диаметра для первых проходов, которые находятся в контакте с чугуном; Лучше всего для этой цели подходят электроды диаметром 3/32 дюйма (2,5 мм). Точно так же вы должны выбрать минимально возможную настройку тока, которая обеспечит хорошее смачивание и идеальную адгезию. Адгезия часто усиливается при использовании переменного тока. Избегайте перекручивания электрода при сварке; направлять дугу в металл сварного шва, чтобы свести к минимуму разжижение; и сделайте бусины минимум от 3/4 до 2 дюймов (от 20 до 50 мм) в длину. Бусины должны быть зачищены круглым нагретым инструментом, пока они еще достаточно горячие: более 1000°F (540°C).
Точно так же вы должны выбрать минимально возможную настройку тока, которая обеспечит хорошее смачивание и идеальную адгезию. Адгезия часто усиливается при использовании переменного тока. Избегайте перекручивания электрода при сварке; направлять дугу в металл сварного шва, чтобы свести к минимуму разжижение; и сделайте бусины минимум от 3/4 до 2 дюймов (от 20 до 50 мм) в длину. Бусины должны быть зачищены круглым нагретым инструментом, пока они еще достаточно горячие: более 1000°F (540°C).
Целью упрочнения является деформация борта за счет сил сжатия, чтобы уменьшить влияние усадочных напряжений, возникающих во время охлаждения. Не используйте заостренный инструмент, такой как молоток для удаления шлака, потому что любые отверстия, которые он может оставить, могут стать источником трещин.
Если наплавленный металл содержит поры, это означает, что основной металл загрязнен или пропитан песком. Затем вы должны удалить валик холодным долотом, а затем запечатать эту часть детали электродом со стальным сердечником, предназначенным для чугуна (Sodel 352), прежде чем продолжить сварку.
Дуга должна зажигаться внутри канавки, чтобы предотвратить образование хрупкого пятна на изделии. Чтобы свести к минимуму эффект локального перегрева, последовательные валики должны располагаться на расстоянии друг от друга по всей площади канавки, стараясь всегда укладывать валики в одном и том же направлении, следя за тем, чтобы валики не были выровнены, чтобы они не создавали разрыва. плоскости, и убедившись, что заполнить каждый кратер.
Иногда предпочтительнее, особенно при работе с толстыми деталями, смазать поверхности канавки никелевым электродом (Sodel NI99, Sodel 355) перед окончательной заливкой ферроникелевого электрода (Sodel NI60, Sodel 35, Sodel CU89). Таким образом, металл, осажденный в масле, будет поглощать часть напряжений, легко деформируясь, что снижает риск растрескивания.
Использование электродов никелевого типа (Sodel NI99, Sodel 355) не рекомендуется, когда требуется более трех слоев, поскольку отложения с очень высоким содержанием никеля подвержены горячему растрескиванию. Заливку лучше выполнять электродом ферроникелевого типа (Sodel NI60, Sodel 35, Sodel CU89) или чередовать никелевые и ферроникелевые электроды.
Заливку лучше выполнять электродом ферроникелевого типа (Sodel NI60, Sodel 35, Sodel CU89) или чередовать никелевые и ферроникелевые электроды.
Сварку всегда следует выполнять, начиная с наиболее ограниченных участков и продвигаясь к менее защищенным. Следующая диаграмма иллюстрирует этот принцип.
При замене части детали стальной пластиной лучше всего сделать отверстие в центре пластины, разрезать ее на четыре сегмента, затем соединить четыре части с деталью перед сваркой их вместе в соответствии с последовательностью показано на схеме. Также важно свести к минимуму нагрев, используя метод, описанный в начале этого раздела. Отверстия предотвращают распространение трещин; они заполняются, когда остальная часть сварки завершена.
Если толщина детали требует выполнения нескольких проходов внахлест, это необходимо сделать с самого начала, продвигаясь по всей толщине канавки, чтобы обеспечить максимально возможный зазор отверстия во время сварки (см. схему ниже).
При использовании метода горячей сварки длина валика может варьироваться от 3 до 5 дюймов (от 75 до 125 мм).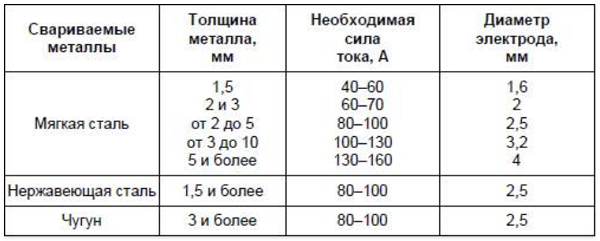 В остальном этот метод сварки такой же, за исключением того, что охлаждение должно быть как можно более медленным и никогда не должно превышать 30-55°F (15-30°C) в час. Для достижения такой скорости охлаждения можно использовать изолирующие одеяла.
В остальном этот метод сварки такой же, за исключением того, что охлаждение должно быть как можно более медленным и никогда не должно превышать 30-55°F (15-30°C) в час. Для достижения такой скорости охлаждения можно использовать изолирующие одеяла.
При горячей сварке можно использовать кислородно-ацетиленовый стержень, который наплавляет серый чугун (Sodel 65FC). Таким образом, наплавленный металл будет иметь металлургическую структуру и цвет, близкие к цвету заготовки.
Однако необходимо выбирать высокие температуры предварительного нагрева от 1000 до 1200°F (от 540 до 650°C), использовать более широкие углы паза (до 120°) и хорошо закруглять края и основание соединения.
Температура между проходами не должна опускаться ниже 600°F (315°C), и необходимо следить за тем, чтобы изделие не перегревалось выше 1250°F (675°C).
Используемое пламя должно быть нейтральным или слегка восстановительным.
Сначала сформируйте сварочную ванну толщиной 1 дюйм (25 мм) в основании канавки, удерживая внутреннее пламя горелки на расстоянии 1/8–1/4 дюйма (3–6 мм) от поверхности. Затем постепенно перемещайте пламя от одной поверхности к другой, пока они не расплавятся в сварочной ванне. Затем направьте пламя на стержень, чтобы добавить присадочный металл в сварочную ванну. Толщина каждого прохода не должна превышать 3/8 дюйма (10 мм).
Затем постепенно перемещайте пламя от одной поверхности к другой, пока они не расплавятся в сварочной ванне. Затем направьте пламя на стержень, чтобы добавить присадочный металл в сварочную ванну. Толщина каждого прохода не должна превышать 3/8 дюйма (10 мм).
Очистка шлака
Шлак на отложениях можно удалить ручным инструментом и щеткой из нержавеющей стали. При выполнении многопроходных швов все следы шлака должны быть удалены из шва перед переходом по валику.
Последующий нагрев
Послесварочный отжиг может применяться для:
- улучшения пластичности околошовной зоны;
- повысить обрабатываемость наплавки и околошовной зоны;
- для снятия остаточных напряжений
Температура, время при температуре, скорость нагрева и охлаждения варьируются в зависимости от типа чугуна и содержания в нем сплава. Производитель лучше всего подходит для выбора цикла нагрева. Как правило, для нелегированного серого чугуна отжиг при 900°F (500°С) с последующим охлаждением на воздухе снижает остаточные напряжения на 30%, а отжиг при 1100°F (600°С) снижает их на 50%. Чтобы устранить их почти полностью, необходимо:
Чтобы устранить их почти полностью, необходимо:
- поднять температуру до 1650°F (900°C);
- выдержите деталь при этой температуре в течение 60 минут на каждый дюйм (25 мм) толщины;
- затем охлаждение на воздухе
Для ковкого чугуна цикл, придающий изделию максимальную пластичность, состоит из:
- нагревания до00-950°C) в течение одного часа плюс один час на каждый дюйм (25 мм) толщины;
- охлаждение в печи до 1275°F (890°C)
- выдержка при этой температуре в течение пяти часов плюс один час для каждого дюйма (25 мм) толщины;
- охлаждение в печи до 650°F (345°C) со скоростью 100°F (55°C) в час;
- , позволяя ему прохладить
Практические советы для сварки чугуна
1- Очистить смазку или другие загрязняющие вещества из чугуна, нагреть кусочки до 700-1000 ° F (370- 540 ° C). до тех пор, пока не прекратится испарение (около одного часа). См. раздел Подготовка поверхности и швов.
2- Если перед сваркой на детали есть трещины, остановите их распространение, проделав отверстия по линии их расширения примерно на 3/8 дюйма от их видимых концов.
3- Чтобы свести к минимуму риск растрескивания при сварке, используйте U-образные заготовки и закруглите края.
4- Чтобы обнаружить наличие закаленной зоны, используйте сверло, чтобы проверить, может ли сверло проникнуть в деталь.
5- Если в соединении имеется твердый слой (зона закалки), удалите его перед сваркой
6- Перед сваркой удалите все видимые следы шлифовки с помощью стамески или напильника.
7- Для повышения механической прочности соединения вставьте шпильки в поверхность паза.
8- Чугун можно сваривать без предварительного нагрева – см. раздел «Подогрев»
9- Использование переменного тока для сварки чугуна дает очень хорошую адгезию.
10- Чтобы ограничить тепловложение, сделайте шарики длиной около 1 дюйма (25 мм) и укладывайте их один за другим в случайном и прерывистом процессе.
11- Смазывание деталей никелевым электродом перед сваркой помогает снизить риск растрескивания за счет снижения напряжения в чугуне.
Нравится:
Нравится Загрузка…
Вольфрамовые электроды | Как выбрать размер и тип
Правильный выбор вольфрама для работы почти так же важен, как и ваша способность выполнять работу. Вольфрамовые электроды поставляются с цветовой маркировкой различных размеров и типов на выбор.
Так как же расшифровать, какой из них правильный? Не волнуйтесь, мы предоставим вам все необходимое в этом подробном руководстве. TLDR… Ниже приведены наиболее рентабельные из каждой категории.
Рекомендуемые нами вольфрамовые электроды
Выбор редакции
9,7
Вольфрамовые электроды для сварки TIG, содержащие 2 % лантана, 3/32 x 7 дюймов, 10 шт. в упаковке
- Нерадиоактивные 900 46
- Стабильная дуга
- Переменный или постоянный ток
- Доступная цена
ПРОВЕРИТЬ ЦЕНУ
Популярный выбор
9,5
Торированные вольфрамовые электроды для сварки TIG, 2% 3/32” x7” 10 шт. в упаковке
в упаковке
- Удерживают острие
- Широкий диапазон силы тока
- Сильный ток 9 0051
- Трехэлементный нерадиоактивный 3/32″ (2,4 мм)
- Легкий запуск дуги и хорошая стабильность.
- США
- Техническая поддержка и служба поддержки клиентов
- .040 (1/0 мм)
- 1/16 (1,6 мм) Очень распространенный
- 3/32 (2,4 мм) Очень распространенный
- 1/8 (3,2 мм)
- 5/32 (4,0 мм)
- 3/16 (4,8 мм)
ПРОВЕРИТЬ ЦЕНУ
Лучшая цена
9.1
WeldingCity 10 шт. Трехэлементный нерадиоактивный вольфрамовый электрод для сварки TIG (фиолетовый/AWS: EWG) 3/32″ x 7″ | 10 шт.
ПРОВЕРИТЬ ЦЕНУ
Какие основные типы вольфрама используются для сварки?
По мере изучения этого руководства по электродам для сварки TIG важно знать, что существует несколько вариантов вольфрамовых электродов для сварки TIG, которые позволяют сваривать алюминий с широким диапазоном силы тока как на постоянном, так и на переменном токе. Если вы придерживаетесь универсальных опций, вам не понадобится столько электродов в вашем наборе инструментов.
Если вы хотите прочитать о лучшем цвете вольфрама для нержавеющей стали или лучшем цвете для алюминия, я написал статьи.
Чтобы узнать, является ли аргон лучшим газом для использования с каждым вольфрамом, я дал ссылку на свою статью.
Торированные вольфрамовые электроды (красные)
Торированный вольфрам представляет собой электрод с красной цветовой кодировкой и основным оксидом 1,7–2,2% оксида тория. Это уже давно один из универсальных вариантов для любого металла и прочности для совместимости с постоянным током.
Торированный вольфрам обеспечивает стабильную дугу и легкий запуск. Он служит долго и обеспечивает стабильный шов. Он может работать как со средней, так и с высокой силой тока, а также с низкой силой тока, но он также имеет тенденцию немного плеваться при сварке.
Торированный вольфрам может работать с различными металлами, включая сложные металлы, такие как алюминий, никелевые сплавы, стали, медь и другие. В некоторых отраслях это был стандартный многоцелевой вольфрамовый электрод для сварки TIG, который всегда был под рукой.
Вольфрамовые электроды с 2% содержанием лантана (синие)
Далее у нас есть вариант электрода с синей цветовой кодировкой. Попробуйте использовать TIG Tungsten с 2% содержанием лантана для всего, над чем вы работаете, и, честно говоря, вы никогда не вернетесь назад. Вы можете сравнить 2% лантансодержащего вольфрама с торированным вольфрамом с точки зрения универсальности и прочности, но лантансодержащий вольфрам нерадиоактивен, что немного отличает его.
Попробуйте использовать TIG Tungsten с 2% содержанием лантана для всего, над чем вы работаете, и, честно говоря, вы никогда не вернетесь назад. Вы можете сравнить 2% лантансодержащего вольфрама с торированным вольфрамом с точки зрения универсальности и прочности, но лантансодержащий вольфрам нерадиоактивен, что немного отличает его.
Основным оксидом 2% лантансодержащего вольфрама является 1,8-2,2% оксид лантана. Существует также вариант с содержанием лантана 1,5%, но он немного хуже и не такой универсальный. Этот сварочный вольфрам TIG также отлично подходит для универсального использования.
Вольфрам с 2% содержанием лантана можно использовать со всеми металлами, такими как алюминий, сталь, магний, титан, никелевые сплавы, медь и т.д.! Он также совместим как с питанием переменного, так и постоянного тока. Его можно использовать и для переменного тока.
Лантанированный вольфрам имеет сплошную дугу с меньшим выбросом. Он стабилен и тверд. Конец не всегда ломается чисто, и вам, возможно, придется использовать шлифовальную машину, чтобы отрезать или надрезать его. Простой запуск дуги, широкий диапазон совместимых усилителей и низкая скорость эрозии также способствуют полезности этого типа электродов.
Простой запуск дуги, широкий диапазон совместимых усилителей и низкая скорость эрозии также способствуют полезности этого типа электродов.
Цирконированные вольфрамовые электроды (коричневые) США и Канада (белые) Австралия и Новая Зеландия
И третьим в нашем списке основных типов вольфрамовых электродов для сварки TIG является цирконированный вольфрам. Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит.
Цирконированный вольфрам содержит основной оксид 0,7–0,9% оксида циркония. Цирконированный вольфрам может быть немного более ограниченным, но это хороший вариант. Он имеет прочную, устойчивую дугу с очень небольшим разбрызгиванием.
В прошлые годы это был вариант для машин с трансформаторами переменного/постоянного тока, но технология адаптировалась, и новые машины имеют другую настройку инвертора. Если вы все еще используете одну из старых машин, цирконированный или чистый вольфрам (зеленый) все еще может быть отличным вариантом.
Цирконированный вольфрам можно использовать с различными металлами, особенно со сплавами алюминия и магния. Это нерадиоактивный материал. Вы можете использовать цирконированный вольфрам для высокоамперных корпусов.
В каких процессах сварки используются вольфрамовые электроды?
Вы услышите три названия вольфрамовых электродов, когда речь идет о сварочных процессах. TIG, GTAW и аргонная сварка подходят для сварки вольфрамом. Вот что нужно помнить — в конечном счете, это один и тот же процесс.
TIG означает сварку вольфрамом в среде инертного газа, а GTAW означает дуговую сварку вольфрамовым электродом в среде защитного газа. Одно время GTAW было официальным названием, но теперь его обычно называют TIG. Еще менее распространенное название GTAW – аргонная сварка. В этом типе процесса для сварки используется защитный газ.
TIG/GTAW использует вольфрамовые электроды в процессе сварки. Вольфрамовые электроды используются для создания сварного шва, а затем для уплотнения используется присадочный металл. Внешний присадочный металл часто представляет собой присадочный стержень, но материалы могут различаться.
Внешний присадочный металл часто представляет собой присадочный стержень, но материалы могут различаться.
Это электрод, который создает дугу для сварки и действительно выполняет работу. Вот почему так важно выбрать подходящий или универсальный вольфрамовый электрод для сварки TIG для вашего процесса.
Какой длины бывают вольфрамовые сплавы?
Это может быть вопрос с подвохом. Все вольфрамовые электроды имеют одинаковую длину, но разные диаметры, чтобы соответствовать выполняемой работе. Доступны разные длины, но обычно вы увидите длину около 7 дюймов или 175 мм. Это диаметр, который действительно имеет значение.
Вот наиболее распространенные диаметры, используемые при сварке TIG. Эти диаметры являются дюймовыми измерениями, но мы также покажем метрическое преобразование.
При выборе диаметра вольфрамовые электроды обычно поставляются в упаковке по 10 штук. Вы можете обнаружить, что вам нужно несколько размеров, но имейте в виду, что длина довольно стандартна, а диаметр может варьироваться.
Вы можете обнаружить, что вам нужно несколько размеров, но имейте в виду, что длина довольно стандартна, а диаметр может варьироваться.
Это наиболее распространенные диаметры, которые вы найдете, но есть производители, которые распространяют несколько различных размеров, которые даже немного меньше, чем те, которые мы привели здесь.
Как выбрать размер вольфрама?
Выбор размера зависит от того, над чем вы работаете, и от процесса TIG. Если вы новичок и все еще работаете над ознакомлением с различными методами, мы рекомендуем вам начать с 3/32, что составляет 2,4 мм. Это лучший вариант для начинающих.
По мере того, как вы станете более опытными и продвинутыми, вы начнете чувствовать различные диаметры и сможете использовать различные размеры, если это необходимо.
На ранних стадиях сварки TIG очень легко случайно приклеить вольфрам к свариваемому объекту.
Если вы используете 1/16 (1,6 мм) при отклеивании вольфрама от детали вока, вы можете легко согнуть или сломать его, что приведет к ненужным затратам.
3/32 (2,4 мм) — лучший выбор, так как он имеет больший диаметр и с меньшей вероятностью погнется или сломается, когда он приклеится, и вам придется отклеивать его от работы.
Этот размер (3/32 или 2,4 мм) не слишком велик, но имеет положительную прочность и совместим с большинством потребностей и диапазонов сварочной силы тока.
Еще одна вещь, которую следует учитывать, это то, что вам может потребоваться много шлифовать электрод, чтобы заточить его и подготовить. Меньшие размеры вольфрама, как правило, легче ломаются. Опять же, это то, к чему может быть легче приспособиться, когда вы станете более опытными, или вы можете решить, что всегда будете предпочитать средний диаметр из-за прочности и универсальности.
Является ли сварка TIG прямой или обратной полярностью
Теперь вопрос о том, следует ли использовать сварку TIG Tungsten с переменным или постоянным током или какой-либо другой комбинацией? Какая полярность лучше?
В конечном счете, процесс постоянного тока чаще всего используется для обработки углеродистой и нержавеющей стали, меди и титана. Тем не менее, некоторые вольфрамовые электроды используют переменный ток для сварки алюминия, поэтому ознакомьтесь с требованиями к тому, что вы делаете.
Тем не менее, некоторые вольфрамовые электроды используют переменный ток для сварки алюминия, поэтому ознакомьтесь с требованиями к тому, что вы делаете.
Существует процесс, известный как DCEN, это отрицательный электрод постоянного тока. Это типичная установка полярности горелки, в которой используется отрицательная горелка и положительная работа. Это также можно назвать прямой полярностью для сварщиков, которые давно в игре.
При использовании этого метода примерно 2/3 тепла передается положительной стороне дуги, что помогает снизить вероятность перегрева, поскольку у вас отрицательная горелка.
Существует также процесс DCEP, но он менее распространен, и его не следует путать с описанным выше процессом.
Какой вольфрам лучше всего подходит для начинающих сварщиков?
Мы рекомендуем новичкам работать с 3/32 TIG Tungsten. Мы также рекомендуем придерживаться 2% лантанированного вольфрама. Этот тип электрода имеет стабильную и легкую дугу и является одним из лучших доступных вариантов.