Какой должен быть ток при сварке 3 мм электродом
Содержание:
Какой должен быть ток при сварке 3 мм электродомКаждому сварщику в процессе выполнения работ приходится сталкиваться с выбором сварочного тока. Опытный сварщик знает, какой ток на аппарате выбрать в зависимости от толщины металла, диаметра электрода и множества других особенностей.
Например, для сварки вертикальных и горизонтальных швов, нужен разный ток. Для сварки в вертикальном положении сварочный ток выставляется процентов на десять меньше, чем при сварке в горизонтальном положении. Всё это важно учитывать при настройке сварочного аппарата.
Как определить, какой ток для сварки нужен
Как было сказано выше, на сайте https://svarkapajka.ru/ прежде чем приступить к сварке, сварщику нужно настроить сварочный аппарат и подобрать силу тока.
Подбор силы тока осуществляется по трём основным параметрам:
- Исходя от толщины металла;
- Диаметра электрода;
- Положении сварки.


Косвенно на подбор силы тока также играет и множество других нюансов, например, марка стали, а также марка электродов. Здесь, как правило, каждый производитель электродов указывает на то, током, какой полярности нужно варить электродами.
Выбор тока по пространственному положению сварки
Итак, помимо толщины металла, о чем будет рассказано ниже, выбор тока для сварки также зависит и от величины зазора между заготовками, а также пространственного положения. Чтобы варить в нижнем положении электродом 3 мм, сила тока должна быть в районе 100-120 Ампер.
Для сварки в вертикальном положении и на подъем электродом 3 мм сила тока уменьшается, примерно до 70-80 Ампер. Есть также и формула, которая поможет быстро рассчитать требуемую силу тока для сварки электродами 3 мм.
Согласно данной формуле на 1 мм электрода требуется 30-40 Ампер сварочного тока. Чтобы узнать, каким током нужно варить электродом 3 мм, следует d 3 мм, умножить на 30-40 Ампер. В результате мы получим 90-120 Ампер.
В результате мы получим 90-120 Ампер.
Кроме того, нужно учитывать и величину зазора между заготовками. Чем выше зазор, тем меньше сила тока должна быть. Простыми словами говоря, здесь действуем, как и с пространственным положением в сварке: на вертикальных участках уменьшаем силу тока, а на горизонтальных, наоборот, силу тока увеличиваем.
Какие сварочные электроды выбрать: лучшие марки электродов
Разобравшись с тем, каким током варить электродом 3 мм, следует перейти к рассмотрению самых популярных электродных марок на сегодняшний день. Среди всех прочих наибольшую популярность среди опытных сварщиков получили такие электроды, как: УОНИ 13/55, МР-3 и АНО, OK 46.00 ESAB (Россия), LB-52U, OK 48.00 ESAB (Швеция), OK 61.30 ESAB, ОК 67.60, ОК 67.62 ESAB и OK 96.20 ESAB.
Электроды МР-3 и АНО применяются для сварки переменным током и не ответственных конструкций. Эти электроды идеально подходят для домашних работ, например, сварить теплицу или забор, навес и т. д.
д.
Электроды УОНИ 13/55 достойны профессионалов, поэтому они используются для ответственных работ, там, где важна максимальная прочность и надежность сварного соединения.
Электроды LB-52U японской фирмы хорошо зарекомендовали себя при сварке трубопроводов, в том числе и под высоким давлением. Качественный сварочный шов является главным преимуществом этих одних из самых дорогих электродов на сегодняшнее время.
Электроды OK 46.00 ESAB российского производства позволяют сваривать металл, как на переменном, так и на постоянном токе. Данная марка электродов считается одной из универсальных, а предназначена она для сварки самых распространенных сталей.
Настройка сварочного тока, чтобы не прилипали электроды
Содержание статьи:
Настройка сварочного тока, чтобы не прилипали электродыЧтобы получить качественное соединение и добиться успеха в сварке необходимо уметь настраивать сварочный ток. Если ток сварочного аппарата подобран правильно, то при сварке будет минимальное количество дефектов, а сам шов получится надежным и долговечным.
Именно от сварочного тока зависит, каким будет провар металла, ширина и высота сварного соединения. Если же в процессе настроек аппарата допустить ошибки, то электрод начнёт прилипать к металлу, разбрызгивание которого увеличится в разы.
Для начинающих сварщиков настройка сварочного тока может быть осложнена тем, что далеко не все знают, как подобрать ток под диаметр электрода, что нужно учитывать при этом. Из данной статьи вы сможете узнать о главных нюансах в подборе сварочного тока, а также, на какой полярности лучше варить.
Настройка сварочного тока
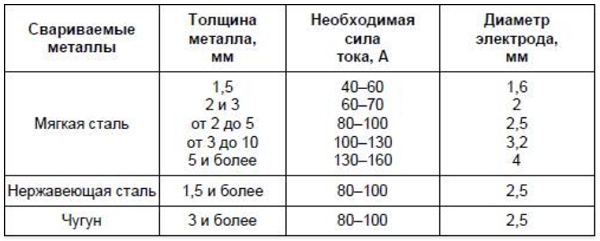
Сегодня в интернете не сложно найти специальные таблицы по подбору сварочного тока для разных диаметров электрода и по толщине металла. Однако недостаток у всех таких таблиц один — они рассчитаны на достаточно большой разбег. Простыми словами настроить сварочный ток по ним точно, никак не получится.
И в первую очередь, что необходимо усвоить, так это то, что для каждой толщины металла рекомендуется использовать электроды подходящего диаметра.
Благо сейчас нет никакого дефицита и можно найти в продаже электроды толщиной 2 мм и даже меньше, 1,6 мм и т.д. Поэтому определившись с толщиной свариваемого металла, остается лишь правильно подобрать диаметр электрода для его сварки, ну а затем уже настроить ток.
Для наглядности рекомендуется ориентироваться на следующие значения:
- Электродами 2 мм и тоньше — следует варить тонкий металл, толщина которого составляет от 1,5 до 2 мм;
- Электродами 2,5 мм — варится металл, толщиной от 2 до 3 мм;
- Электродами 3 мм — варится металл толщиной 3-5 мм.
Таким образом подобрать точно сварочный ток по данным значениям не составит особого труда. При всем этом существует один немаловажный нюанс, варить тонкий металл, толщина которого до 3 мм, лучше всего на обратной полярности.
Что нужно знать про полярность в сварке
Если для сварки используется инвертор, то есть, сварка постоянным током, то, подключая электрододержатель к плюсу и минусу инвертора, можно менять полярность. Чтобы варить на обратной полярности и не прожигать тонкий металл, рекомендуется электрододержатель подсоединять к плюсовой клемме.
Следует знать, что больше всего сварочного тока требуется при сварке угловых соединений. При сварке вертикальных или потолочных соединений, сварочный ток следует убавить. В таком случае жидкий металл не будет сильно стекать вниз, хотя к этому также нужно привыкнуть.
Поделиться в соцсетях
C. Рабочие электроды – Химия LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 61543
- Автор
- Электронная библиотека аналитических наук
1.
 Типы электродов
Типы электродовРабочий электрод (РЭ) представляет собой важнейший компонент электрохимической ячейки. Именно на границе между WE и раствором происходят наиболее интересные переносы электронов. Выбор материала рабочего электрода имеет решающее значение для успеха эксперимента. Следует учитывать несколько важных факторов. Во-первых, материал должен демонстрировать благоприятное окислительно-восстановительное поведение с аналитом, в идеале быстрый воспроизводимый перенос электронов без загрязнения электрода. Во-вторых, потенциальное окно , в котором электрод работает в данном растворе электролита, должно быть как можно шире, чтобы обеспечить наибольшую степень характеристики анализируемого вещества. Дополнительные соображения включают стоимость материала, его способность подвергаться механической обработке или придавать ему полезную геометрию, легкость обновления поверхности после измерения и токсичность.
Наиболее часто используемые материалы для рабочих электродов: платина , золото , углерод и ртуть . Среди них платина, вероятно, является фаворитом, демонстрируя хорошую электрохимическую инертность и простоту изготовления во многих формах. Самым большим недостатком использования платины, помимо ее высокой стоимости, является то, что присутствие даже небольшого количества воды или кислоты в электролите приводит к восстановлению иона водорода с образованием газообразного водорода (выделение водорода) при довольно скромных отрицательных потенциалах. (Е = -0,059 х рН). Это уменьшение скрывает любой полезный аналитический сигнал.
Среди них платина, вероятно, является фаворитом, демонстрируя хорошую электрохимическую инертность и простоту изготовления во многих формах. Самым большим недостатком использования платины, помимо ее высокой стоимости, является то, что присутствие даже небольшого количества воды или кислоты в электролите приводит к восстановлению иона водорода с образованием газообразного водорода (выделение водорода) при довольно скромных отрицательных потенциалах. (Е = -0,059 х рН). Это уменьшение скрывает любой полезный аналитический сигнал.
Золотые электроды ведут себя так же, как платиновые, но их полезность в положительном диапазоне потенциалов ограничена из-за окисления их поверхности. Однако это оказалось очень полезным для изготовления модифицированных электродов , содержащих поверхностные структуры, известные как самособирающиеся монослои (SAM) .
Угольные электроды позволяют сканировать более отрицательные потенциалы, чем платиновые или золотые, а также хорошие окна анодного потенциала. Наиболее распространенная форма угольного электрода — 9.0034 стеклоуглерод , который относительно дорог и сложен в обработке. Электроды из угольной пасты также используются во многих областях. Эти электроды изготовлены из пасты мелко гранулированного углерода, смешанного с масляной подложкой, такой как Nujol. Затем паста помещается в полость инертного корпуса электрода. Электроды из угольной пасты имеют тот недостаток, что они подвержены механическим повреждениям во время использования.
Наиболее распространенная форма угольного электрода — 9.0034 стеклоуглерод , который относительно дорог и сложен в обработке. Электроды из угольной пасты также используются во многих областях. Эти электроды изготовлены из пасты мелко гранулированного углерода, смешанного с масляной подложкой, такой как Nujol. Затем паста помещается в полость инертного корпуса электрода. Электроды из угольной пасты имеют тот недостаток, что они подвержены механическим повреждениям во время использования.
Ртуть исторически была широко используемым электродным материалом, главным образом, в виде сферической капли, образованной на конце стеклянного капилляра, через который пропускают жидкий металл. Он демонстрирует превосходное потенциальное окно в катодном направлении, но сильно ограничен в анодном направлении из-за легкости окисления. А капельный ртутный электрод (DME) , в котором капли образуются и многократно падают во время сканирования потенциала, заменяясь «свежим» электродом каждую секунду или около того, обычно в прошлые годы был первым электродом, с которым многие студенты сталкивались в своих исследованиях. . Токсичность ртути привела к ограниченному использованию в наши дни, хотя она по-прежнему является очень полезной поверхностью в методах, включающих предварительное концентрирование металлического аналита перед потенциальным сканированием, как это делается в анодной инверсионной вольтамперометрии (ASV) . В настоящее время многие практикующие врачи используют ртутные пленки , сформированные на поверхности твердых электродов, а не на чистом металле. В этих условиях небольшой объем пленки позволяет анализируемому веществу концентрироваться при больших значениях с быстрым временем диффузии.
. Токсичность ртути привела к ограниченному использованию в наши дни, хотя она по-прежнему является очень полезной поверхностью в методах, включающих предварительное концентрирование металлического аналита перед потенциальным сканированием, как это делается в анодной инверсионной вольтамперометрии (ASV) . В настоящее время многие практикующие врачи используют ртутные пленки , сформированные на поверхности твердых электродов, а не на чистом металле. В этих условиях небольшой объем пленки позволяет анализируемому веществу концентрироваться при больших значениях с быстрым временем диффузии.
2. Преимущества и ограничения
В таблице 1 перечислены наиболее часто используемые электродные материалы и обобщены преимущества и ограничения каждого из них.
| Материал | Преимущества | Ограничения |
|---|---|---|
| Пт | доступный провод, плоская пластина и трубка большой выбор размеров Сплав Pt-Rh для жесткости | низкое водородное перенапряжение, поэтому диапазон катодного потенциала ограничен дорогой |
| Золото | Конфигурации аналогичны Pt больший диапазон катодного потенциала | больший диапазон катодного потенциала анодное окно, ограниченное поверхностным окислением дорогой |
| Углерод | много типов и конфигураций хороший диапазон катодного потенциала | качество сильно различается трудно поддается формовке |
| С-паста | широкий диапазон потенциалов низкий фоновый ток недорогой | нестабилен в проточных кюветах нельзя использовать в органических растворителях |
рт. | отличное катодное окно легко «обновить» формы амальгамы | ограниченное анодное окно из-за окисления ртути токсичный |
Приблизительные диапазоны полезных потенциалов для платиновых, ртутных и угольных электродов в водных растворах электролитов, а также для платины в ряде неводных систем можно найти в приложении к ссылке 2.
Твердые электроды для вольтамперометрических измерений чаще всего изготавливаются путем помещения материала электрода в непроводящую оболочку из стекла или инертного полимерного материала, такого как тефлон, Kel-F (полихлортрифторэтилен) или PEEK (полиэфирэфиркетон). Чаще всего открытый электродный материал имеет форму диска. Обычные имеющиеся в продаже диаметры дисков составляют 1,0, 3,0 и 10,0 мм.
На рис. 35 показаны примеры рабочих электродов этих двух производителей. Слева показаны дисковые электроды макроразмеров, заключенные в непроводящий полимер, а справа показаны микроэлектрода (см. ниже), которые были изготовлены путем запаивания проволок из инертных металлов в стеклянные изолирующие тела.
Рисунок 35
Электроды диаметром менее 25 мкм, обозначенные 9Микроэлектроды 0034
 Важными областями применения этих электродов являются высокоскоростная вольтамперометрия (> 10 000 В/с), электрохимия растворителей с высоким сопротивлением и вольтамперометрия in vivo . Электроды могут быть изготовлены в диапазоне малых диаметров путем герметизации платиновых или золотых микропроводов или углеродных волокон в стекле. Электроды таких размеров также могут быть изготовлены методом осаждения металла или фотолитографии.
Важными областями применения этих электродов являются высокоскоростная вольтамперометрия (> 10 000 В/с), электрохимия растворителей с высоким сопротивлением и вольтамперометрия in vivo . Электроды могут быть изготовлены в диапазоне малых диаметров путем герметизации платиновых или золотых микропроводов или углеродных волокон в стекле. Электроды таких размеров также могут быть изготовлены методом осаждения металла или фотолитографии. Электрохимическое поведение микроэлектродов может заметно отличаться от поведения электродов обычного размера. Чтобы проиллюстрировать различие, сначала рассмотрим случай плоского электрода миллиметровых размеров в кювете объемом несколько мл. Если изменить приложенный потенциал либо на ступеньку, либо на развертку, от значения, при котором не происходит переноса электронов к окислительно-восстановительным активным частицам в растворе, до значения, при котором происходит перенос электронов, концентрация окислительно-восстановительных активных частиц будет снижена.
Наличие градиента вызывает диффузию электроактивного материала из областей с высокой концентрацией (основной объем раствора) в области с низкой концентрацией (вблизи поверхности электрода). Эту диффузию можно описать законами Фика, которые принимают несколько иную форму для изменения геометрии электродов. Для большого плоского электрода, описанного здесь, диффузионный слой очень быстро перемещается вглубь раствора, превышая расстояние, на которое молекула может диффундировать в масштабе времени типичного эксперимента. В этих условиях диффузия из объема раствора, где концентрация постоянна, к поверхности электрода почти все 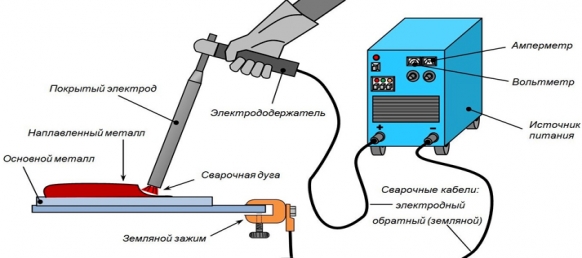
В циклической вольтамперометрии (см. Раздел II A, часть 2-b) эти условия обычно дают традиционную пиковую вольтамперограмму. CV, записанная для ферроцена на дисковом электроде из стеклоуглерода диаметром 3 мм, показана слева на рис. 36 . Ферроцен присутствовал в концентрации 0,6 мМ в ацетонитриле с 0,1 М гексафторфосфатом тетрабутиламмония в качестве фонового электролита. Скорость сканирования составляла 0,10 В/с.
Рисунок 36
Далее рассмотрим планарный микроэлектрод микрометрового или меньшего размера. Справа от Рисунок 36 показана вольтамперограмма для 0,6 мМ ферроцена, снятая на стеклоуглеродном электроде диаметром всего 10 мкм. При прочих равных условиях эксперимента наблюдалась сигмоидальная, а не пиковая вольтамперограмма. Это было результатом стационарного состояния между диффузией и переносом электронов, когда скорость диффузии соответствует скорости переноса электронов. Почему разница? Из-за малого размера электрода вклад в ток за счет диффузии краев электрода становится важным в общем массопереносе электроактивных веществ. Этот краевой эффект, или
Этот краевой эффект, или
Важно понимать, что вольтамперограммы в 9{1/2}}\]
, где D 0 — коэффициент диффузии (см 2 /с). Когда d мало по сравнению с радиусом электрода, будет преобладать линейная диффузия, и наблюдаемая вольтамперограмма будет иметь форму пика. Для малых размеров электрода d часто будет большим по сравнению с радиусом электрода, и в результате будет получена стационарная вольтамперограмма.
Хотя это был лишь беглый взгляд на различия между электродами макро- и микроразмеров, существует множество отличных обзорных статей, доступных для читателей, желающих получить более подробную информацию по этой теме.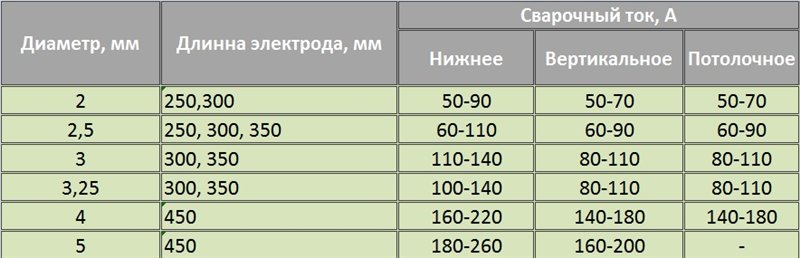 25-28
25-28
3. Подготовка электрода
В идеале рабочий электрод должен вести себя воспроизводимо при каждом использовании. Факторами, влияющими на электрохимическое поведение поверхности, являются ее чистота, тип и количество присутствующих химических функциональных групп (включая оксиды) и микроструктура самого материала электрода. Как правило, этап или этапы предварительной обработки будут выполняться перед каждым экспериментом, чтобы гарантировать, что поверхность, входящая в электрохимическую ячейку, может быть воспроизведена от эксперимента к эксперименту. Они могут быть такими же простыми, как механическая полировка, и могут включать в себя предварительное сканирование в определенном диапазоне потенциалов или воздействие растворителя или химических веществ для «активации» электрода. Конкретные процедуры для различных электродных материалов можно найти в ссылках 29.-30 и содержащиеся в нем.
Эта страница с заголовком C. Working Electrodes публикуется в соответствии с лицензией CC BY-NC-SA 4. 0 и была создана, изменена и/или курирована Участником.
0 и была создана, изменена и/или курирована Участником.
- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или страница
- Автор
- Электронная библиотека аналитических наук
- Лицензия
- CC BY-NC-SA
- Версия лицензии
- 4,0
- Показать страницу TOC
- № на стр.
- Теги
- Рабочие электроды
Изготовление электрода из угольной пасты
Учебное пособие
В этом сообщении блога мы описываем изготовление самодельного электрода из угольной пасты с использованием смеси графитового порошка и минерального масла и изготовленного на заказ многоразового держателя.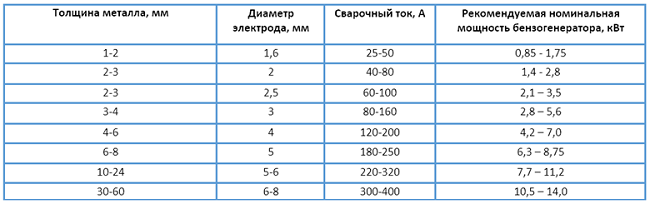
Джоан Лонг
• 3 минуты чтения
В этом сообщении блога мы описываем изготовление многоразового держателя электрода из угольной пасты. Мы заинтересованы в изготовлении электродов из модифицированной углеродной пасты (CPE) для различных электрохимических экспериментов, например, CPE, модифицированного висмутом, для измерения металлов. Первым шагом было изготовление немодифицированного угольного электрода, который мы описываем здесь. Хотя в Интернете доступны коммерческие держатели CPE, мы решили создать свой собственный. Стоимость материалов для изготовления держателя составляет ок. 10 долларов. Из этих материалов (перечислены ниже) можно сделать несколько многоразовых держателей CPE.
A – Держатель CPE
Мы выбрали дельриновую трубку с внутренним диаметром 3 мм для держателя и медный стержень для сжатия и манипулирования пастой в держателе и для подключения к потенциостату. Уплотнительное кольцо предназначено для крепления CPE в электрохимической ячейке.
Уплотнительное кольцо предназначено для крепления CPE в электрохимической ячейке.
- Белая трубка из делрина, внутренний диаметр 1/8 дюйма (~3 мм), длина 3 фута. McMaster-Carr, № по каталогу 8627K139. (5,40 долл. США)
- Медный стержень, внешний диаметр 1/8 дюйма (~3 мм), длина 1 фут. McMaster-Carr, № по каталогу 8966K71. (1,38 долл. США)
- Уплотнительное кольцо, McMaster-Carr, номер по каталогу
B – Электрод из угольной пасты
Эти материалы используются для изготовления пасты из немодифицированного угля и минерального масла.
- Графитовый порошок 20 мкм, Sigma, № по каталогу 282863-25G
- Минеральное масло, инструменты для домашних наук Деталь № CH-MINROIL
- Ступка и пестик
A – Изготовление держателя CPE
Первым делом нужно было отрезать делрин и медь по длине. Делрин был обрезан до 2,25 дюйма в длину, а медный стержень — до 3 дюймов в длину.
Поскольку медный стержень немного шире, чем внутренний диаметр трубки из дельрина (т.
е. слишком широк, чтобы поместиться в трубку из дельрина), следующим шагом была обработка некоторого материала внутри трубки, чтобы сделать ее достаточно широкой для медная труба. Мы не хотели сверлить всю трубу, так как нам нужно оставить материал на одном конце для нарезания резьбы (следующий шаг). Мы пробурили ок. 1,5 дюйма с помощью сверлильного станка. Теперь медный стержень легко вставляется в этот конец трубы.Последним шагом было использование метчика и матрицы для нарезания резьбы в двух материалах.
Наружная резьба 6-32 нарезана на ок. 0,9 дюйма на одном конце медного стержня с помощью матрицы 6-32 (например, McMaster-Carr, номер по каталогу 2576A141). метчик -32 (McMaster-Carr, артикул 2522A667).
 е. слишком широк, чтобы поместиться в трубку из дельрина), следующим шагом была обработка некоторого материала внутри трубки, чтобы сделать ее достаточно широкой для медная труба. Мы не хотели сверлить всю трубу, так как нам нужно оставить материал на одном конце для нарезания резьбы (следующий шаг). Мы пробурили ок. 1,5 дюйма с помощью сверлильного станка. Теперь медный стержень легко вставляется в этот конец трубы.
е. слишком широк, чтобы поместиться в трубку из дельрина), следующим шагом была обработка некоторого материала внутри трубки, чтобы сделать ее достаточно широкой для медная труба. Мы не хотели сверлить всю трубу, так как нам нужно оставить материал на одном конце для нарезания резьбы (следующий шаг). Мы пробурили ок. 1,5 дюйма с помощью сверлильного станка. Теперь медный стержень легко вставляется в этот конец трубы.B – Изготовление электрода из угольной пасты
Когда держатель CPE был готов к использованию, мы приготовили пасту из углерод-минерального масла 70:30, чтобы поместить ее в держатель для тестирования.
- Взвесьте 0,7 г графитового порошка и поместите в ступку. Добавьте 0,3 г минерального масла (около 0,35 мл). Смешивайте не менее 5 минут, чтобы получилась паста.
- С помощью небольшого пластикового шпателя перенесите пасту в держатель. Медный стержень уже должен быть вставлен в трубку. После заполнения прижмите конец к листу бумаги и поворачивайте медную трубку, пока паста не сожмется. Необязательно: поверните медный стержень, чтобы выдавить несколько миллиметров углеродной пасты, как показано на изображении ниже.
- Соскоблите излишки материала и отполируйте листом бумаги. Теперь электрод готов к использованию.
Эксперимент по циклической вольтамперометрии аскорбата был проведен с использованием той же экспериментальной установки, которая описана в этой записи блога. Электрод из угольной пасты использовали вместе с электродом сравнения Ag/AgCl и противоэлектродом из платиновой проволоки.