Правильная острая заточка инструмента – мастера делятся опытом | Своими руками
Содержание ✓
- ✓ КАК ПРАВИТЬ РЕЖУЩУЮ КРОМКУ НА ТОКАРНЫХ РЕЗЦАХ
- ✓ ОКОНЧАТЕЛЬНАЯ ЗАТОЧКА РЕЗЦА
- ✓ ЕЩЕ ДВА СОВЕТА ОТ РАСА
- ✓ ПРОВЕРЕННАЯ СИСТЕМА ЗАТОЧКИ РЕЗЧИЦКИХ СТАМЕСОК
- ✓ ЕСЛИ ВЫ РЕЖЕТЕ МЯГКУЮ ДРЕВЕСИНУ, ЗАТАЧИВАЙТЕ ФАСКУ ДОЛЬШЕ.
- ✓ ИСПОЛЬЗУЙТЕ ТОЧИЛЬНЫЕ КАМНИ ДЛЯ ВЫРАВНИВАНИЯ И ШЛИФОВАНИЯ ФАСКИ
- ✓ ЗАКЛЮЧИТЕЛЬНЫЙ ШАГ — ДОВОДКА
- ✓ КАК ОПРЕДЕЛИТЬ, КОГДА НУЖНО ЗАНОВО ТОЧИТЬ ИНСТРУМЕНТ
- ✓ КАК ПОДДЕРЖИВАТЬ V-ОБРАЗНЫЕ РЕЗЦЫ В ИДЕАЛЬНОМ СОСТОЯНИИ
- ✓ КАК НЕ ПЕРЕГРЕТЬ РЕЗЦЫ ПРИ ГРУБОЙ ЗАТОЧКЕ
- ✓ ВИДЕО О ЗАТОЧКЕ СТОЛЯРНОГО ИНСТРУМЕНТА – ОТ А ДО Я
Рас Харт вытачивает вещи поразительной красоты. Многие из них оказываются в художественных галереях и конкурсах. Рас очень любит лечиться секретами своего ремесла с начинающими токарями на семинарах и частных уроках у себя в мастерской. Любой его мастер-класс непременно начинается с объяснения, как правильно заточить токарные режущие инструменты. Рас говорит: «Тупым резцом дерево будет не срезаться, а вырываться, — и это прямой путь не получить от процесса работы никакого удовольствия».
Рас говорит: «Тупым резцом дерево будет не срезаться, а вырываться, — и это прямой путь не получить от процесса работы никакого удовольствия».
КАК ПРАВИТЬ РЕЖУЩУЮ КРОМКУ НА ТОКАРНЫХ РЕЗЦАХ
ОПРЕДЕЛЯЕМ ПОДХОДЯЩИЙ ПРОФИЛЬ И ФАСКУ РЕЗЦА
Купив новый резец, Рас первым делом перетачивает его в зависимости от своих конкретных запросов. «Новые резцы автоматически затачиваются на заводских станках, и углы их заточки не подходят для плавного реза», — объясняет Рас. «На большинстве инструментов кончик слишком притуплен, поэтому необходимо удлинить фаску, а профиль свести немного на конус».
В таблице внизу показаны разные варианты стачивания Расом выступающих уголков на рейерах и увеличения длины фасок для соответствия инструмента конкретной работе. Как можно видеть, Рас советует затачивать длинную фаску, когда заготовка продолговатая и зажата между передней и задней бабками, и более короткую — для вытачивания чаш или блюд. Если в вашем распоряжении только один рейер для всех видов работ, хорошо подойдет универсальный вариант заточки.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Мы попросили Раса отобрать восемь базовых инструментов, которыми можно выполнять 90% всех задач, и показать принцип их затачивания (таблица выше).
Примечание. Предложенные формы фасок будут удобны в работе, если высота центра передней бабки вашего станка будет на 20-30 мм выше уровня локтя.
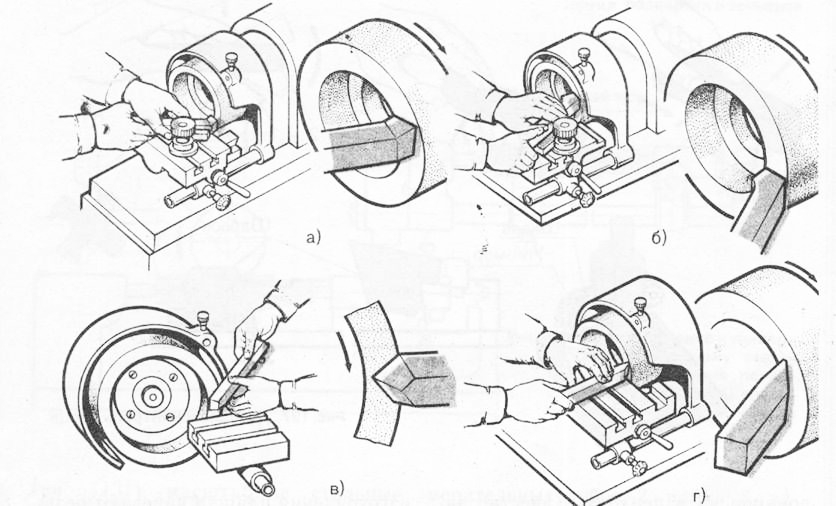
Грубая заточка режущих кромок резцов для придания нужной формы Определите по таблице нужную форму резца и начертите карандашом соответствующий контур на инструменте (верхнее фото). Затем возьмите одной рукой за полотно резца, а другой — за рукоятку (нижнее фото).
Сточив уголки режущей кромки в соответствии с разметкой, выведите всю фаску одним плавным длинным движением, проводя рукоятку по дуге и одновременно прокручивая режущую кромку. Новый профиль должен представлять собой плавную дугу, с одинаковым количеством снятого металла с двух сторон. Постарайтесь, насколько сможете, свести к минимуму количество фасетов (плоских граней) на фаске.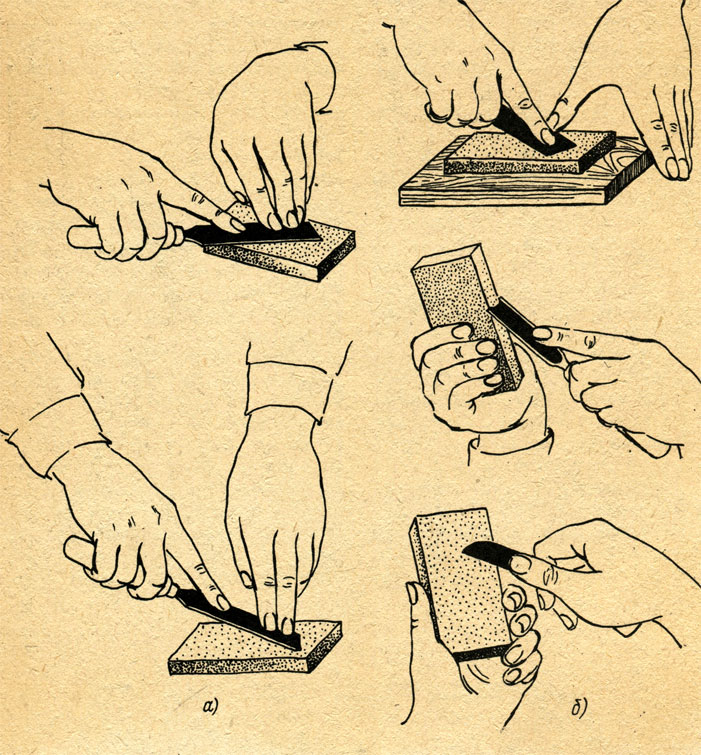
КАК ЗАТАЧИВАТЬ РЕЙЕРЫ ДЛЯ РАЗЛИЧНОГО ИСПОЛЬЗОВАНИЯ
Профиль: Рейеры для длинных заготовок. Рейеры для вытачивания чаш.
Фаска: Заводская заточка. После заточки, для любых работэ После заточки, для длинных заготовок. После заточки
ОКОНЧАТЕЛЬНАЯ ЗАТОЧКА РЕЗЦА
После придания режущей кромке резца нужной формы, как правило, дальнейшая грубая обработка не требуется — если только на режущей кромке нет зарубки или какого-то повреждения. Вам остается лишь довести фаску на тонком абразивном камне электроточила. Приложите к вращающемуся камню пятку фаски (фото справа) и плавным лугообразным движением, сильно не нажимая, проведите всю фаску, проворачивая рейер, по камню. Старайтесь не отрывать инструмент от камня, чтобы фаска получилась ровной.
Перед заточкой начертите на полотне карандашом новый контур.
Постоянно поворачивайте резец в процессе заточки, чтобы избежать перегрева.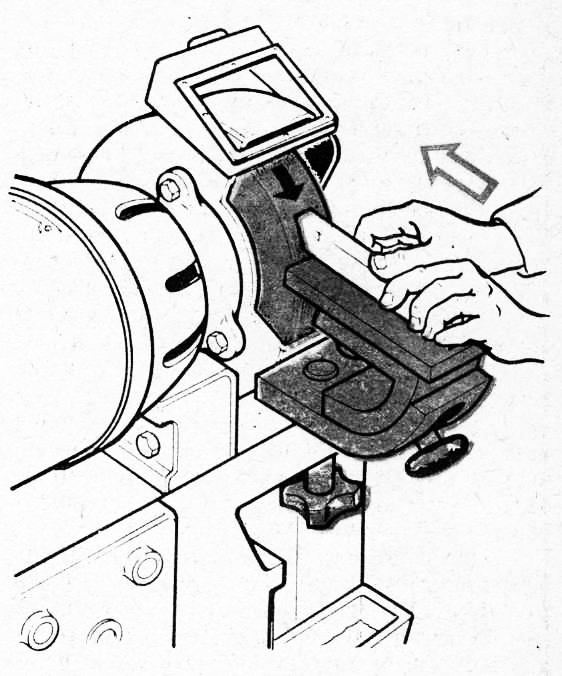
«Обычно я заканчиваю на этом этапе, за исключением случаев когда мне предстоит вытачивать хрупкий кап или заготовку из дорогой древесины, — делится Рас. — В таких случаях я немного продолжаю заточку для большей остроты». Для этого Рас проходит внутреннюю часть режущей кромки несколько раз грубым камнем «Индия» (фото справа), чтобы убрать тонкий заусенец, образовавшийся от заточки фаски. Затем на том же камне он пару десятков раз проводит всей фаской, одновременно протягивая инструмент на себя и поворачивая его.
ПРОФИЛИ И ФАСКИ РЕЗЦОВ БАЗОВОГО ТОКАРНОГО НАБОРА
Профиль: 10-мм рейер для длинных заготовок. 12-мм рейер для длинных заготовок. 11-мм рейер для вытачивания чаш. 32-мм рейер для черновой обработки. 3-мм отрезной резец. 12-мм мейсель. 19-мм скоблящий резец.
ЕЩЕ ДВА СОВЕТА ОТ РАСА
«Покупайте инструменты из быстрорежущей стали (HSS). Вы с лихвой компенсируете их более высокую стоимость экономией времени на заточке: быстрорез не тупится столь быстро.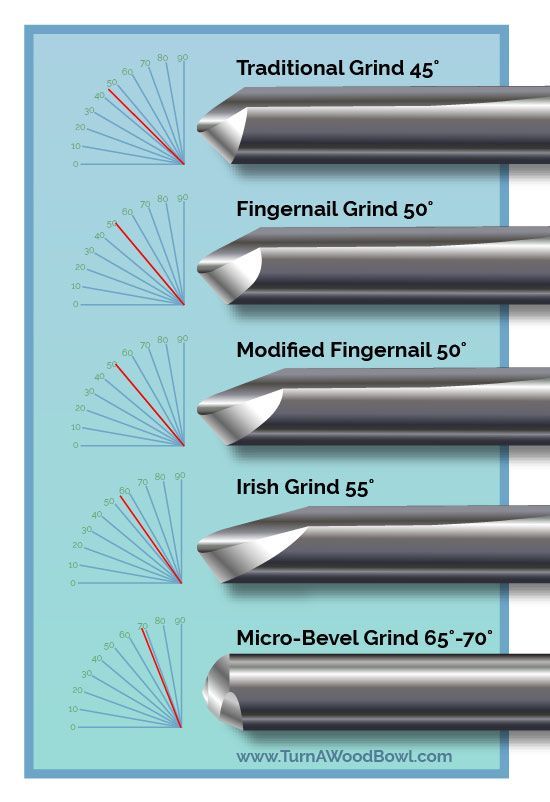 Кроме того, такая сталь лучше противостоит высокой температуре при работе, чем углеродистая».
Кроме того, такая сталь лучше противостоит высокой температуре при работе, чем углеродистая».
Сначала коснитесь пяткой фаски вращающегося камня, а затем плавно прикоснитесь полностью всей фаской: так вы не сожжете сразу тонкую режущую кромку.
Точильным бруском можно быстро снять заусенец с внутренней стороны режущей кромки.
Заведите привычку пробовать пальнем режущую кромку инструмента всякий раз перед тем, как собираетесь им работать. Если инструмент острый, то он будет «тянуть», когда перпендикулярно лезвию слегка ведешь большим пальцем. Со временем вы будете хорошо чувствовать, какой резец можно назвать острым, это предотвратит многие неприятности при работе. Только будьте осторожны, чтобы не порезаться».
Читайте также: Заточка своими руками: точим инструмент
ПРОВЕРЕННАЯ СИСТЕМА ЗАТОЧКИ РЕЗЧИЦКИХ СТАМЕСОК
Гарольд Инлоу, известный автор карикатурных статуэток из дерева, не скрывает важности использования хорошо заточенных режущих инструментов. «Некоторые жалуются, что в моих книгах я привожу слишком много информации по заточке, однако такие мнения я не принимаю во внимание, потому что обычно у таких людей инструменты бывают реально тупые», — говорит Гарольд с усмешкой.
«Некоторые жалуются, что в моих книгах я привожу слишком много информации по заточке, однако такие мнения я не принимаю во внимание, потому что обычно у таких людей инструменты бывают реально тупые», — говорит Гарольд с усмешкой.
Чтобы узнать о секретах заточки инструментов от самого Гарольда, мы отправились к нему в мастерскую, находящуюся на севере Арканзаса. И вот чему он нас научил.
ЕСЛИ ВЫ РЕЖЕТЕ МЯГКУЮ ДРЕВЕСИНУ, ЗАТАЧИВАЙТЕ ФАСКУ ДОЛЬШЕ.
«Я думаю, что 90 процентов древесины, из которой режут, — мягкая, чаще всего это липа, — говорит Гарольд. — Однако большинство резчицких инструментов идут с завода с короткой фаской: она хорошо подходит для твердых пород, но не для мягких. Когда я перетачиваю фаску, делая ее длиннее, резец начинает намного легче входить в мягкую древесину, и режущая кромка при этом не заминается».
Большой палец помогает контролировать давление на резец при заточке, а также предупреждает, если инструмент слишком нагреется.
Держите фаску ровно прижатой всей поверхностью к точильному камню.
Примечание. Описанная операция годится для прямых и полукруглых стамесок, а также для верстачных ножей. Для V-образных инструментов требуется другая методика затачивания (см. ниже).
Как показано на рисунке внизу, Гарольд удлиняет фаску прямых и полукруглых стамесок, чтобы она была равна ширине полотна инструмента. Для этого он снимает пятку фаски на грубом точильном колесе. При этом надо быть внимательным, чтобы не сжечь тонкую режущую кромку {см. советы на этот счет выше).
Гарольд направляет инструмент, одной рукой держа его за рукоятку и прижимая к точильному колесу большим пальцем другой руки (фото выше). При таком расположении рук вы почувствуете большим пальцем, если резец слишком нагреется. Когда инструмент заточен, на режущей кромке (с противоположной стороны от фаски) должен образоваться тонкий заусенец. «На каждом этапе заточки я всегда чувствую этот заусенец, — говорит Гарольд. — Тогда и только тогда вы можете быть уверены, что выправили режущую кромку».
— Тогда и только тогда вы можете быть уверены, что выправили режущую кромку».
ИСПОЛЬЗУЙТЕ ТОЧИЛЬНЫЕ КАМНИ ДЛЯ ВЫРАВНИВАНИЯ И ШЛИФОВАНИЯ ФАСКИ
От грубого точильного колеса Гарольд переходит прямо к грубому камню «Индия», чтобы выровнять поверхность фаски и убрать царапины. Он смазывает камень маслом (моторным или для автоматической трансмиссии) и проводит по нему несколько раз всей фаской резца. «Важно, очень сильно надавливать — буквально чтобы косточки пальцев побелели — на полотно инструмента при каждой проводке», — объясняет Гарольд.
При работе с плоским камнем для быстроты снятия слоя металла надо водить резцом взад и вперед, а если резец полукруглый — то прокручивать его при проводке.
Примечание о точильных камнях. «Я использую камень «Индия» с грубой и тонкой поверхностью и один твердый «Арканзас», но могу сказать, что любое сочетание грубого, тонкого и твердого камней дает хороший результат, — признается Гарольд. — Другие резчики добиваются отличной заточки также на алмазных или водных камнях».
При правке резца вотрите кусочки полировальной пасты в кожаный ремень. Сильно прижимая стамеску, проведите ею по коже пять — шесть раз.
Полукруглый резец ведите внутренней стороной по углу кромки кожаного ремня, одновременно поворачивая его. За каждый проход следует полностью проворачивать полотно — от одного угла режущей кромки до другого.
Во время работы часто проверяйте фаску инструмента в ярком боковом свете. Когда большинство царапин уйдут, можно переходить к тонкому камню. Когда Гарольд удовлетворен результатом и все заметные царапины убраны, он удаляет заусенец, легко пройдясь один или два раза по тонкой стороне камня «Индия». Для полукруглых стамесок он использует длинную кромку камня. Затем Гарольд повторяет на твердом камне «Арканзас» все, что было сделано на тонкой стороне камня Индия». «Некоторые мастера пропускают этот шаг и переходят сразу к доводке на кожаном ремне, смазанном полировальной пастой, однако этап с твердым камнем экономит время на доводку. И потом, чем меньше вы полируете резец на ремне, тем лучше, потому что в результате этой операции слегка скругляется режущая кромка».
И потом, чем меньше вы полируете резец на ремне, тем лучше, потому что в результате этой операции слегка скругляется режущая кромка».
Как заточить инструмент при помощи приспособления для заточки Kaindl KSS
Watch this video on YouTube
Ссылка по теме: Заточка и доводка инструмента наждачкой (наждачной бумагой)
ЗАКЛЮЧИТЕЛЬНЫЙ ШАГ — ДОВОДКА
Для полировки режущей кромки и окончательного снятия с нее следов заусенца Гарольд правит обе стороны режущей кромки на кожаном ремне, намазанном полировальной пастой. «Нужно сильно нажимать на резец и провести его каждой сто роной по коже пять или шесть раз». Так как кожа довольно мягкая, то чтобы ее не прорезать, следует вести резец рукояткой на себя.
Гарольд срезает небольшие куски полировальной пасты и втирает их в кожу резцом (верхнее фото). Когда паста становится черной, нужно добавить новую порцию. Внутренняя поверхность полукруглой стамески правится на кромке кожаного ремня, с прокручиванием инструмента (нижнее фото).
КАК ОПРЕДЕЛИТЬ, КОГДА НУЖНО ЗАНОВО ТОЧИТЬ ИНСТРУМЕНТ
Для проверки степени остроты инструмента Гарольд сбривает несколько волос у себя на руке. Если волосы не сбриваются с идеальной легкостью, Гарольд еще немного доводит режущую кромку на ремне. Главное, быть аккуратным, чтобы не порезаться. Два — три раза инструмент можно просто править на ремне с полировальной пастой, прежде чем снова придет пора подточить его на тонкой стороне камня «Индия». А возвращаться к точильному колесу или грубому камню «Индия» следует лишь в том случае, если на режущей кромке случайно появятся зазубрины.
КАК ПОДДЕРЖИВАТЬ V-ОБРАЗНЫЕ РЕЗЦЫ В ИДЕАЛЬНОМ СОСТОЯНИИ
«На своих мастер-классах я обнаружил, что немногие знают, как точить V-образные резцы, — говорит Гарольд. — И если полутупой стамеской или ножом еще можно как-то работать, то V-образный инструмент должен быть всегда идеально заточен».
Чтобы одержать победу над V-образной стамеской, следуйте базовым правилам заточки инструмента, приведенным выше, но с некоторыми поправками:
Прежде всего, вам надо проверять квадратность режущей кромки. Если она похожа на показанную на левой части нижнего рисунка, ее надо переточить по образцу правой части верхнего рисунка. Вы должны удлинить фаски, пока они станут равными ширине одной из сторон V.
Если она похожа на показанную на левой части нижнего рисунка, ее надо переточить по образцу правой части верхнего рисунка. Вы должны удлинить фаски, пока они станут равными ширине одной из сторон V.
Удостоверьтесь, что две режущих кромки стамески образуют идеально ровную букву V (для этого вам может понадобиться лупа и яркий свет). Если это не так, необходимо заточить инструмент до нужной формы. Однако это может оказаться невозможным, если V-образный канал в полотне, сделанный на заводе, смещен в сторону (рис. слева). Поэтому перед покупкой всегда проверяйте стамески на наличие этого дефекта.
На маленьких V-образных стамесках вы можете пропустить этап заточки на точильном колесе и переходить сразу к камню «Индия», чтобы лучше контролировать процесс.
При полировке внутренней стороны режущей кромки V-образной стамески ведите ее по углу кромки кожаного ремня.
Камень с тонкой кромкой поможет удалить заусенец на внутренней стороне режущей кромки V-образной стамески.
При полировке внутренней стороны режущей кромки V-образной стамески ведите ее по углу кромки кожаного ремня.
Камень с тонкой кромкой поможет удалить заусенец на внутренней стороне режущей кромки V-образной стамески.
Используйте тонкий твердый камень «Арканзас» для снятия заусенца с V-образных резцов (фото внизу). Для работы с маленькими стамесками Гарольд сначала придает форму своему камню «Арканзас» на камне «Индия» — чтобы она точно соответствовала V-образной форме резца.
Внутренняя часть «V» должна иметь некоторую округлость, поэтому немного скруглите внешнюю сторону на тонком камне «Индия», чтобы она соответствовала внутренней (фото ниже).
Для полировки внутренних поверхностей V-образного резца проведите им несколько раз вдоль угла кромки кожаного ремня (фото выше).
КАК НЕ ПЕРЕГРЕТЬ РЕЗЦЫ ПРИ ГРУБОЙ ЗАТОЧКЕ
Всякий раз, затачивая инструмент, старайтесь его не перегревать. Если сталь от высокой температуры посинела, это означает, что она утратила закалку и не будет долго держать режущую кромку. Чтобы этого не произошло, следуйте некоторым советам:
Используйте грубый точильный камень.
Когда резец соприкасается с камнем, продолжайте его поворачивать.
Будьте агрессивны: нажимайте со всей силой на резец, чтобы снять за один проход максимально возможный слой металла, а затем быстро отведите инструмент от камня во избежание перегрева.
Часто погружайте резец в воду, чтобы снизить его температуру.
Поскольку рядом с режущей кромкой тонкий слой металла, чтобы эффективно рассеивать тепло, затачивайте конец резца более легкими прикосновениями.
Практикуйтесь в заточке режущего инструмента на металлических отходах. «Я провел многие часы за точильным камнем, пока у меня начало хорошо получаться, – признается Рас. – Да и сейчас бывает, что иногда я сжигаю резец».
Читайте также: 5 ошибок при заточке инструмента
ВИДЕО О ЗАТОЧКЕ СТОЛЯРНОГО ИНСТРУМЕНТА – ОТ А ДО Я
Все о заточке столярного и резчицкого инструмента. Прямой эфир из столярной школы.
Watch this video on YouTube
 БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
|
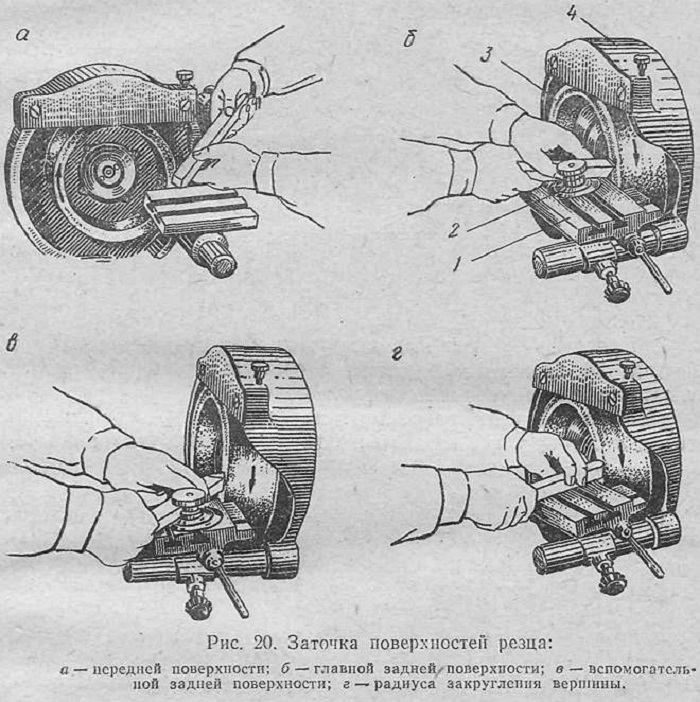
Резцы-фрезы для станка с пантографом Категория: Граверное дело Резцы-фрезы для станка с пантографом Режущим инструментом для станка с пантографом являются резцы-фрезы. Для качественного гравирования и повышения производительности труда нужно заточить резец в соответствии с обрабатываемым материалом и глубиной гравирования. Для выбора описываемых ниже форм резцов-фрез решающим является вид работы в каждом данном случае. Наиболее ходовой резец для плоскостной гравировки — конусный резец-фреза. Опыт показал, что при гравировании на мягких металлах и материалах наиболее пригодны резцы-фрезы из легированной стали, так как благодаря своей стойкости они всегда дают чистый и гладкий срез. При трудоемком гравировании или для небольших фрезерных работ применяют в основном резцы-фрезы из быстрорежущей стали. Кроме того, при гравировании деталей, изготовленных из материала повышенной твердости, наиболее целесообразно применять твердосплавные резцы марки ВК-8. Изготовление резцов-фрез требует особой тщательности. Рис. 1. Резцы-фрезы для станка с пантографом Применение прогрессивных средств термической обработки гарантирует достаточную стойкость фрезы и сохранность правильной геометрической формы. Для станка с пантографом, как и для всякого другого металлорежущего станка, стойкость инструмента зависит не только от его качества, но и от режимов резания. Перемещение пантографа осуществляется от руки, поэтому не всегда можно поддерживать равномерную подачу. Однако следует обратить внимание на то, чтобы подача и число оборотов резца-фрезы соответствовали данному материалу. Обычно при гравировании на мягких металлах и материалах работают с большим числом оборотов, при гравировании на латуни, бронзе и т. п.— со средним и, наконец, на стали — с низким числом оборотов. Это особенно важно при предварительной обдирке, где ширина и толщина стружки значительны. При стружке малого сечения это не столь существенно. Сталь, например, при ширине резца-фрезы 1 мм и глубине резания 0,03 мм можно обрабатывать с наивысшим числом оборотов. Для каждой граверной работы в отдельности подбирают резец-фрезу определенной формы и размера, который не нуждается в дополнительной переделке. Наиболее удобной конструкцией резцов-фрез являются резцы с обычным цилиндрическим хвостовиком диаметром 3—8 мм (ранее применялись резцы с конусным хвостовиком). Размер резца зависит от габаритов и мощности пантографа в целом, а также от вида граверных работ в каждом данном случае. Весьма важно для любого пантографа иметь 3—4 комплекта зажимных цанг с различным внутренним диаметром отверстий, с помощью которых можно всегда закрепить резец нужного диаметра. Иногда для закрепления резца-фрезы меньшего диаметра, чем отверстия имеющихся в наличии цанг, применяют разрезные переходные втулки. Однако применять их рекомендуется лишь в случае крайней необходимости, так как этим можно нарушить соосность резца-фрезы и шпинделя пантографа. Качество любой риски или штриха на изделии за-исит от того, как заточен и доведен резец и совпадет ли его центр заточки с осью вращения шпинделя пантографа, как было сказано выше. Заточку резцов-фрез с углом в 180° производят на специальных центровочно-затыловочных станках с последующей доводкой их на точильных брусках, о чем более подробно будет изложено ниже. резец-фреза с постоянным центром. В полукруглых резцах (или в резцах с углом в 180°) центр режущей кромки и затыловка могут быть получены, как уже упоминалось, на специальном центровочно-затыловочном станке. Большое значение имеет соосность оси резца-фрезы и оси шпинделя. Можно производить заправку резца-фрезы с любым профилем и любой шириной режущей кромки по торцу в пределах радиуса самого резца. Процесс затыловки резца с углом в 100° можно производить на любом имеющемся в наличии карборундовом круге; при этом заправку резца такой конструкции может произвести от руки низкоквалифицированный гравер-станочник. Необходимо следить за тем, чтобы во время заправки не перегрелась рабочая часть резца-фрезы. Таким образом, основными достоинствами резца-фрезы с углом в 100° является постоянство положения центра при достаточной прочности фрезы, простая и легкая заты-ловка и заточка, не требующая высокой квалификации гравера, а также отсутствие необходимости применения специального станка для заточки резца. Рис. 2. Резец-фреза с постоянным центром: Убедившись в том, что шлифование и доводка произведены правильно, можно считать полученную внутреннюю грань резца-фрезы его постоянным центром. Особенности указанной технологии и конструкции резца не допускают каких-либо механических воздействий на его внутренние грани; затыловка, заточка и доводка его режущих кромок могут быть произведены только лишь по задней поверхности. Полукруглый резец-фреза (половинчатый). Этот резец-фрезу широко применяют при оаботе на стали для грубого гравирования и черновой обдирки. Для мелких гравировок, требующих тонкого острия режущего инструмента, применяют цилиндрические резцы-фрезы, острие которых заточено на три или четыре грани. Они плотно зажимаются в цанге и затачиваются по мере изнашивания, что дает возможность использовать их почти по всей длине. Для гравирования более тонких и мелких рисок применяют резцы-фрезы разметочного типа с использованием их без вращения шпинделя, который на это время блокируется. Указанный резец-фреза представляет собой конус, заточенный под углом в 60°, заканчивающийся иглообразным острием. Иногда такие резцы оснащают пружиной, вставленной в полый хвостовик резца, резец имеет внутри резьбу для нажимного винта, который через пружину давит на вставленный плавающий резец. Такое устройство рез- позволяет компенсировать все неровности гравируемой детали. Затыловка и заточка резцов-фрез. Непременным условием для выполнения качественного гравирования является безупречно затылованный и заточенный инструмент. Поэтому независимо от формы, назначения и конструкции резца-фрезы необходимо обратить исключительное внимание на его заточку. Ниже приведены некоторые указания по заточке наиболее распространенных резцов-фрез. Следует всегда помнить, что правильно заточенный резец-фреза имеет абсолютно точный ход. Как уже было сказано выше, резец-фреза с углом в 100° с успехом может быть заправлен от руки для любого вида граверной работы. Если затачивать резец, немного наклоняя его, создается задний угол, причем режущая кромка резца всегда должна быть короче кромки задней грани, как показано на рис. 64, б. Заточка от руки «половинчатого» резца-фрезы с углом в 180° невозможна, так как малейшее отклонение его острия (при заправке) от центра оси вращения нарушает правильность и ухудшает качество гравирования. У резцов-фрез упрощенного профиля, применяемых либо при наличии цилиндрических контуров резания, либо для гравирования более значительных по размерам плоских поверхностей, последовательность процесса заточки аналогична упомянутой выше с той лишь разницей, что вместо конуса должна затачиваться боковая кромка. Режущая кромка по торцу затачивается от руки, причем резец-фрезу держат сначала вертикально к плоскости шлифовального круга, а затем придают ему легкий наклон вправо вниз, что дает необходимую заточку по задней поверхности, т. е. за-тыловку, благодаря которой режущая кромка располагается слегка наклонно относительно средней оси резца-фрезы. Резцы-фрезы с закругленной торцевой режущей кромкой, предназначенные для профилей круглого сечения при рельефном гравировании и для всевозможных обдирочных работ, также затачивают до полной готовности от руки, подобно резцам с плоской наружной кромкой лезвия. Закругление резца во время заточки достигается путем медленного плавного поворачивания резца-фрезы с приближением к плоскости шлифовального круга. И здесь следует позаботиться о достижении хорошей заточки по задней поверхности. Она определяется тем, что вершина закругления располагается не посередине передней грани резца, а смещена по направлению к режущей стороне. Контур профиля закругления резца-фрезы, если смотреть по направлению к режущей поверхности, имеет подъем справа налево. Полезно резцы-фрезы (любой формы) после заточки на шлифовальном круге слегка отполировать на оселке для удаления возможных неровностей. Параллельно с этим режущую кромку у резцов-фрез из инструментальной стали немного подтачивают, у резцов из быстрорежущей стали слегка снимают. На поверхности шлифовального круга от заточки всевозможных инструментов образуются канавки и другие неровности и, кроме того, шлифовальный круг засоряется инородными телами, что в значительной степени ухудшает его эксплуатационные свойства. Поэтому шлифовальный круг периодически необходимо выравнивать и одновременно возобновлять чистоту его поверхности. Для этой цели пользуются специально профилированным алмазом, который следует водить по вращаю-шейся поверхности рабочей части шлифовального круга подобно резцу. Профиль ощупывающего пальца и его размеры. Рабочий конец ощупывающего пальца пантографа аолжен (независимо от своей формы) иметь глянцевую полированную поверхность для того, чтобы во время гравирования плавно и без заедания скользить по контуру шаблона или копира. Чем лучше заправлен палец, тем легче получается ход пантографа, тем дольше сохраняют свои эксплуатационные свойства наборные шаблоны всех обозначений и всевозможные копиры. Поэтому периодически следует внимательно проверять состояние рабочего конца пальца и своевременно полировать его. При изготовлении изделий, требующих плоского гравирования (шиль-диков, табличек, шкал и т. п.), которые выполняются при помощи обычных плоских копиров и заостренного под углом 60° ощупывающего пальца, ширина линии обусловливается самой формой резца-фрезы, т. е. профилем его заточки. При граверно-копировальных работах необходимо выбирать профиль и диаметр ощупывающего пальца, точнее сообразуясь с профилем и толщиной резца, соблюдая строгую пропорциональность соответствующих величин. В рельефных работах при черновой обработке (обдирке) сначала используют палец немного больших размеров и пропорционально ему более крупный резец-фрезу. Для окончательной же доводки выбирают такие размеры пальца и резца, которые соответствуют размерам наименьшей детали орнамента. Если в процессе гравирования появится необходимость в ощупывающих пальцах специальных профилей и размеров, то их изготавливают с соответствующей точностью на токарном участке инструментального цеха. Главным здесь является соосность рабочей части пальца и копирной втулки под палец. Перед началом работы со свободно подвешенным пантографом следует позаботиться, чтобы вертикальная ось поворота пантографа, острие резца-фрезы и ощупывающего пальца были приведены к одной плоскости рихтовальной линейкой. Рис. 3. Установка резца-фрезы и копировального пальца в одной плоскости с помощью рихтовальной линейки Реклама:Читать далее:Копиры и шаблоны для гравирования на пантографе
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Для рельефных работ в зависимости от контура гравируемого рисунка применяют различные профили резцов. На рис. 63 изображены лишь некоторые из разнообразнейших резцов-фрез, которыми пользуются при механическом гравировании на пантографе.
Для рельефных работ в зависимости от контура гравируемого рисунка применяют различные профили резцов. На рис. 63 изображены лишь некоторые из разнообразнейших резцов-фрез, которыми пользуются при механическом гравировании на пантографе.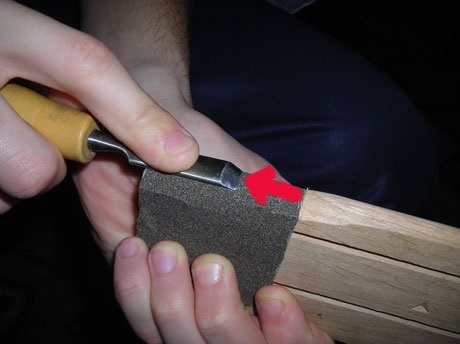

 Резец-фреза с углом в 100° в этом станке не нуждается, так как при любых заточках (не касаясь граней ав и аб) на обычном карборундовом круге и при затыловке центр такого резца-фрезы остается постоянным, если при изготовлении ребро а сделано на оси резца. Благодаря этому важному свойству резца при гравировании им могут быть получены очень тонкие риски с шириной до 0,15 мм.
Резец-фреза с углом в 100° в этом станке не нуждается, так как при любых заточках (не касаясь граней ав и аб) на обычном карборундовом круге и при затыловке центр такого резца-фрезы остается постоянным, если при изготовлении ребро а сделано на оси резца. Благодаря этому важному свойству резца при гравировании им могут быть получены очень тонкие риски с шириной до 0,15 мм. При изготовлении в инструментальном цехе резца-фрезы с углом в 100° особое внимание следует уделить тому, чтобы плоскость среза при шлифовании была доведена точнейшим образом до оси: например, если диаметр заготовки равен 8 мм, то после доводки его радиус должен быть равен 4 мм. Затем заготовку поворачивают на 80°, шлифуют и доводят переднюю поверхность так, чтобы ребро а точно совпадало с осью резца.
При изготовлении в инструментальном цехе резца-фрезы с углом в 100° особое внимание следует уделить тому, чтобы плоскость среза при шлифовании была доведена точнейшим образом до оси: например, если диаметр заготовки равен 8 мм, то после доводки его радиус должен быть равен 4 мм. Затем заготовку поворачивают на 80°, шлифуют и доводят переднюю поверхность так, чтобы ребро а точно совпадало с осью резца. Заточка, затыловка и правка или соответственно профилирование этого резца-фрезы производится только машинным способом, так как при заточке от руки получение соосности в резцах такой конструкции исключено.
Заточка, затыловка и правка или соответственно профилирование этого резца-фрезы производится только машинным способом, так как при заточке от руки получение соосности в резцах такой конструкции исключено.

 При этой дополнительной доводке следует остерегаться крайности, особенно в отношении режущих кромок, так как иначе возникает опасность нарушения среднего профиля резца-фрезы, что влечет за собой непригодность резца на более или менее значительную его длину. Нужно не только следить за формой резца-фрезы при заточке, но и систематически охлаждать его в холодной воде или эмульсии, чтобы не допустить отжига, из-за которого резец-фреза может быть испорчен на довольно значительную длину.
При этой дополнительной доводке следует остерегаться крайности, особенно в отношении режущих кромок, так как иначе возникает опасность нарушения среднего профиля резца-фрезы, что влечет за собой непригодность резца на более или менее значительную его длину. Нужно не только следить за формой резца-фрезы при заточке, но и систематически охлаждать его в холодной воде или эмульсии, чтобы не допустить отжига, из-за которого резец-фреза может быть испорчен на довольно значительную длину.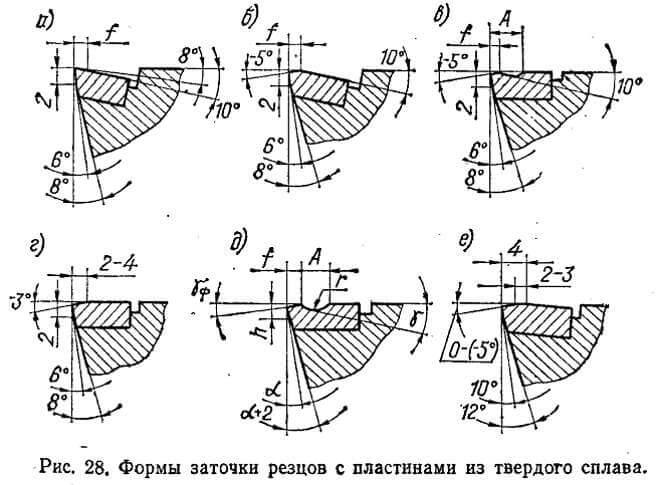
 Если, например, при передаточном отношении 2:1 применен цилиндрический палец диаметром 4 мм, то требуется применить резец-фрезу с шириной режущей кромки точно 2 мм. Это основное правило применяется и при использовании конических и специально профилированных резцов и копировальных пальцев.
Если, например, при передаточном отношении 2:1 применен цилиндрический палец диаметром 4 мм, то требуется применить резец-фрезу с шириной режущей кромки точно 2 мм. Это основное правило применяется и при использовании конических и специально профилированных резцов и копировальных пальцев. Это правило необходимо соблюдать также и в случае смены пальца или при перезаточке резца-фрезы, не забывая, что резец в данном случае должен быть опущен вниз, т. е. в рабочее положение.
Это правило необходимо соблюдать также и в случае смены пальца или при перезаточке резца-фрезы, не забывая, что резец в данном случае должен быть опущен вниз, т. е. в рабочее положение.Служба заточки лезвий резака для бумаги
Вопросы или заказы:
1. 800.336.6260
800.336.6260
Свяжитесь с нами по поводу заточки лезвий
Нож Tri-State: более 65 лет заточки ножей
Благодаря более чем 65-летнему опыту использования самых современных станков для заточки и хонингования компания Tri-State Knife стала ведущим поставщиком услуг по обслуживанию лезвий на Восточное побережье. Наши многочисленные станки для заточки, хонингования и правки лезвий в сочетании с нашими опытными станками для заточки ножей , маршрутные водители и специалисты по продажам позволяют Tri-State Knife обеспечивать качественную прецизионную заточку и профессиональное обслуживание, которые клиенты уже оценили.
Позвольте показать вам, что есть разница. Свяжитесь с Tri-State Knife для всех ваших потребностей в заточке и заточке ножей. Мы также продаем новые ножи для бумаги, продольно-резательные станки, листорезальные станки, триммеры, режущие стержни, пилы и сверла для бумаги .
Самовывоз и доставка
Работая ежедневно по маршрутам доставки со своего объекта площадью 10 000 квадратных футов в Роббинсвилле, штат Нью-Джерси, на оживленные улицы Манхэттена, через пригороды и улицы Филадельфии и на юг, вплоть до Делавэра, компания Tri-State Knife предоставляет свои услуги.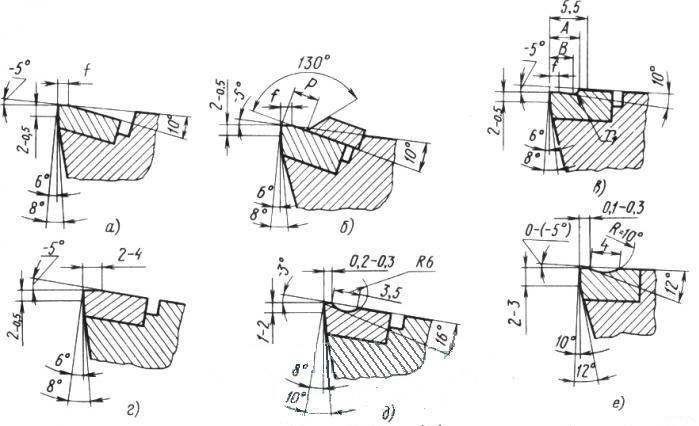 клиентов с быстрым и эффективным оборотом, который им необходим, чтобы избежать ненужных простоев.
клиентов с быстрым и эффективным оборотом, который им необходим, чтобы избежать ненужных простоев.
Свяжитесь с Tri-State сегодня, чтобы проверить наличие и разместить запрос на обслуживание. 1.800.336.6260
Узнайте больше о заточке ножей для резки бумаги и уходе за ними, которые сэкономят время и деньги вашей мастерской.
Нужна заточка лезвия резака для бумаги?
Позвоните нам по телефону 1.800.932.0780 x2 или заполните форму ниже.
Оставьте это поле пустым
Имя Фамилия Название компании Адрес электронной почты Номер телефона Адрес Город Штат/провинция АлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрокруг КолумбияФлоридаГрузияГуамГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная Да kotaОгайоОклахомаОрегонПенсильванияПуэрто-РикоРод-АйлендЮжная КаролинаЮжная ДакотаТеннессиТехасЮтаВермонтВирджинияВиргинские островаВашингтонЗападная ВирджинияВисконсинВайоминг_________АльбертаБританская КолумбияМанитобаНью-БрансуикНьюфаундленд и ЛабрадорСеверо-Западные территорииНовая ШотландияНунавутОнтариоОстров Принца ЭдуардаКвебекСа skatchewanЮконПочтовый индекс Комментарии/вопросы Ниже приведены три важных необязательных вопроса, которые помогут вам сэкономить время и быстрее получить нужную часть.
Мы уважаем вашу конфиденциальность
Как заточить лезвие резака для бумаги
Начните свой бизнес
Фред Декер
Опубликовано 22 января 2019 г. бумага также по-прежнему важны. Одним из них является гильотинный резак для бумаги с одним большим лезвием, которое может разрезать бумагу удивительной толщины, когда она острая. По мере того, как лезвие тупится в процессе использования, вы обнаружите, что его заточка время от времени помогает ему работать наилучшим образом.
Хонингование и заточка
Первое, что вам нужно знать, это то, что ваш резак может нуждаться не в заточке, а в хонинговании. Режущая кромка лезвия очень тонкая — будь то резак, нож или ножницы — и при обычном использовании эта тонкая кромка может слегка сгибаться, притупляя лезвие и ухудшая его режущую способность. Заточка лезвия просто означает повторное выпрямление этого края, и это то, что делают повара, когда взмахивают ножами по стали. Вы можете заточить лезвие, сняв его и несколько раз проведя плоской стороной по точильному станку или куску плоской необработанной промышленной стали, или просто разрезав им несколько слоев алюминиевой фольги. Если ваш резак относительно новый или мало использовался, это, вероятно, все, что вам нужно сделать.
Режущая кромка лезвия очень тонкая — будь то резак, нож или ножницы — и при обычном использовании эта тонкая кромка может слегка сгибаться, притупляя лезвие и ухудшая его режущую способность. Заточка лезвия просто означает повторное выпрямление этого края, и это то, что делают повара, когда взмахивают ножами по стали. Вы можете заточить лезвие, сняв его и несколько раз проведя плоской стороной по точильному станку или куску плоской необработанной промышленной стали, или просто разрезав им несколько слоев алюминиевой фольги. Если ваш резак относительно новый или мало использовался, это, вероятно, все, что вам нужно сделать.
Снятие лезвия
Чтобы заточить лезвие, необходимо снять его с крепления. Обычно это означает снятие с лезвия нескольких небольших болтов с шестигранной головкой с помощью шестигранного ключа. Лучше всего снять их с каждого конца и продвигаться к середине, чтобы средний болт удерживал лезвие на месте до конца. В инструкции по эксплуатации резака или на сайте его производителя должны быть подробные инструкции.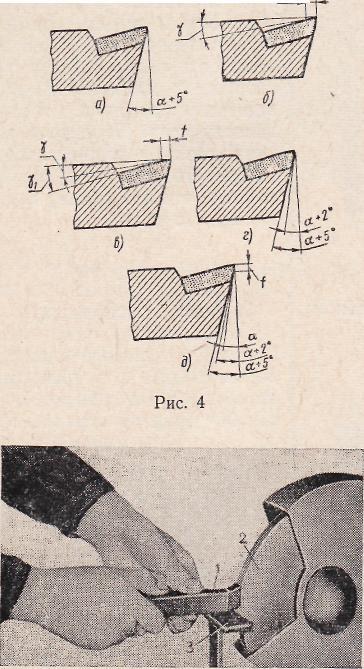 Помните, что лезвие острое, и обращайтесь с ним осторожно.
Помните, что лезвие острое, и обращайтесь с ним осторожно.
Заточка на камне
Лезвие вашего резака очень похоже на нож, за исключением его длины, и его можно так же заточить на точильном камне. Основное отличие заключается в том, что лезвие резака обычно скошено с одной стороны и плоско с другой, поэтому вам придется затачивать только одну сторону. Используйте достаточно большой камень, чтобы вы могли проводить по нему все лезвие при каждом ударе. Лучше всего подойдет мелкий камень с зернистостью 1000 или лучше — чем выше число, тем мельче зернистость. Хитрость заключается в том, что каждое лезвие заточено под точным углом, который трудно воспроизвести при ручной заточке. Любители ножей используют регулируемые приспособления для решения этой проблемы, и те же продукты будут работать с лезвием вашей точилки для бумаги. Проведите лезвием по камню несколько раз, пока оно не станет блестящим и острым на ощупь, затем заточите обратную сторону, чтобы удалить заусенцы, прежде чем заменить лезвие.
Использование шлифовального станка
Заточка на настольном шлифовальном станке выполняется быстрее, если он имеется в вашей ремонтной мастерской или на производстве. Вам нужно будет использовать тонкий камень и быть очень осторожным с углом заточки, потому что высокоскоростное колесо быстро удаляет сталь, и если вы сделаете ошибку, ее исправление займет много времени. Возможно, вам будет проще использовать приспособление для заточки на ручном вращающемся инструменте, что дает вам лучший контроль. В любом случае при заточке лезвия следует надевать защитные очки. Использование шлифовального станка изнашивает лезвие быстрее, поэтому вам придется сбалансировать стоимость лезвий со временем, которое вы сэкономите, отказавшись от ручной заточки на камне.
Сделайте это профессионально
Третий вариант — просто делегировать задачу профессионалу. В большинстве городских районов есть многочисленные услуги по заточке, и даже в относительно небольших городах есть хотя бы хозяйственный магазин, специализирующийся на заточке ножей и инструментов.