Можно ли сварить алюминий сталью? – Новости – Новости
Сталь и алюминий имеют различные химические и физические свойства, такие как точка плавления, коэффициент теплового расширения, эластичный модуль и т.д., когда сварка стали и алюминия с горячей технологией обработки сварки столкнется со многими проблемами, то есть алюминий и сталь легко образуют очень жесткий и хрупкий imp фазы (межметаллическая фаза), и чем больше сварочный тепло ввод, тем больше фаза IMP генерируется. Эта хрупкая фаза серьезно разрушает статическую и динамическую прочность сустава, а также ухудшает пластичность сустава. Их основные физические различия показаны ниже:
Материал | Точка плавления | Упругий модуль | Плотность (20 градусов по Цельсию) | Теплопроводности | Стандартное напряжение (25 градусов по Цельсию) |
Стали | 1536 градусов по Цельсию | 20400 N/mm2 | 7,87 г/см3 | 46 Вт/мК | -0,44 В |
Чистый алюминий | 660 градусов по Цельсию | 6750 Н/мм2 | 2,7 г/см3 | 222 Вт/мК | -2. |
Утюг может расплавить часть алюминия в твердом состоянии, но когда содержание алюминия превышает 12%, кристаллическая структура радикально меняется, образуя FeAL (сетка), Fe3Al (сетка) смеси, которые очень жесткие (250-520hv) и хрупкие. Дальнейшее увеличение, если содержание алюминия в железе Fe2Al (фактор), Fe2Al5 (эта) и FeAl3 (тета) смесь образуется, которые предлагают более высокую твердость (600-1100 HV) и более высокую хрупкость. Этот хрупкий материал является результатом диффузии железа в алюминии или алюминия в железе. Когда электрохимический потенциал двух различных материалов отличается, молекулярная диффузия происходит, чтобы компенсировать потенциальную разницу. Чем больше потенциальная разница (E’1.22v для железа и алюминия), тем больше тенденция диффузии.
Однако, когда толщина хрупкой фазы IMP сварного сустава составляет менее 10 м, его хрупкость становится менее важной и очевидной. На данный момент производительность заготовки в основном зависит от воздуховодности базового материала. Коррозия является еще одной серьезной проблемой, поскольку электрохимический потенциал двух материалов сильно отличается, что приводит к электролизу (эквивалент батареи). Алюминий, с другой стороны, имеет низкий потенциал и отрицательный электрод, который разъедает электролизом. Подводя итог, если дать результат, сварка стали и алюминия должна отвечать двум требованиям:
Коррозия является еще одной серьезной проблемой, поскольку электрохимический потенциал двух материалов сильно отличается, что приводит к электролизу (эквивалент батареи). Алюминий, с другой стороны, имеет низкий потенциал и отрицательный электрод, который разъедает электролизом. Подводя итог, если дать результат, сварка стали и алюминия должна отвечать двум требованиям:
Для достижения этих двух требований необходим процесс ввода низкого тепла, за которым следует специальная обработка защиты от коррозии проводов или сварных швов.
Технология CMT (Cold Metal Transfer) разработана на основе короткого замыкания, и ее тепловой ввод значительно ниже обычной сварки GMAW. Процесс таков: дуга горит, проволока толкает вперед, пока капля не сокращается, после чего скорость подачи проводов меняется, провод оттягивается, а ток и напряжение почти нулевой. После того, как образуется следующая цепь, дуга возрождается, и переход капли начинается снова до того, как провод прикрепляется. Средняя частота этого канала / тянуть обратно движение до 70 Гц.
Средняя частота этого канала / тянуть обратно движение до 70 Гц.
Успех основан на оцинкованной стали и алюминия, сварочный эксперимент заключается в следующем: диапазон толщины алюминия составляет 0,8 3 мм, наполнитель материала для алюминиевого кремниевого материала, путем плавления алюминия и цинка формируется на поверхности пайки стального сварного сустава. Базовый эксперимент выполнен в 1 мм на стыке стали и алюминия. Следующей таблицей является средняя интенсивность теста.
Материал | Толщина плиты | Тип провода | Методы сварки | Средняя прочность, MPa | ||
Алюминиевая пластина | Гальванный стальной лист | Толщина слоя зин | ||||
AW6016 | DDS47G47GU | 7,5 мкм | 1’1mm | AlSi5/COX | Cmt | 54± |
AW6016 | CS G 90 | 20 мкм | 1’1. | AlSi5/COX | Cmt | 166.7 |
AW5754 | DDS G40 | 10 мкм | 1’1mm | AlSi5/COX | Cmt | 130.3 |
AW5182 | DDS G40 | 10 мкм | 1’1mm | Cmt | 134.5 | |
AW5182 | CS G90 | 20 мкм | 1’1.5mm | AlSi5/COX | Cmt | 175.13 |
 5mm
5mmПримечание: COX – это особый тип сварочного провода AlSi5, коррозионная чувствительность которого значительно ниже, чем у AlSi5.
Неизбежно, что есть некоторая потеря прочности в тепловой зоне процесса CMT. При сварке теплообработаалюминиевый сплав (6000 серий), тепло пострадавших силы зоны потеряет 30-40% из-за кристаллизации осадков в смешанной кристаллической структуры. Таким образом, тепловая зона этого сустава является самой слабой частью, а самая низкая протягая прочность составляет около 60% от прочности алюминиевого материала. Для натуральных затвердевшие алюминиевые сплавы (5000 серии), прочность тепловой зоны также снижается из-за recrystallization. Снижение прочности связано с тепловым вводом в процессе предварительной обработки и сварки. Перелом происходит в основном в тепловой зоне.
Экспериментальные данные показывают, что сварка стали к алюминию возможна, хотя сталь будет оцинкованной и специальный процесс сварки низкой энергии являются предпосылкой успеха. Сварочные соединения показывают отличную прочность, коррозионную устойчивость и устойчивость к усталости, а также доказывают, что значение хрупкой фазы IMP составляет менее 2,5 м, что является ключом к предотвращению хрупкого перелома стального и алюминиевого суставов.
Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.


В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.

Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.

Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Можно ли сваривать алюминий со сталью? Все факты!
Последнее обновление
Сталь и алюминий сами по себе являются металлами с высокой свариваемостью. Легко сваривать сталь со сталью или алюминий с алюминием. Всегда возникает вопрос, можно ли сваривать алюминий со сталью. Ответ положительный, но сварка этих двух металлов может быть проблематичной и требует мастерства сварщика.
Сварка алюминия со сталью затруднена, поскольку эти два металла имеют разные металлургические и физические свойства. Они имеют разную температуру плавления и теплопроводность, что затрудняет их соединение. Кроме того, они практически нерастворимы друг в друге. В расплавленном состоянии они реагируют и образуют хрупкие интерметаллические фазы, затрудняющие их соединение при сварке. Полученный сварной шов может быть слишком хрупким и непригодным для большинства применений.
В этой статье рассматривается, почему необходимо сваривать алюминий со сталью, почему нельзя использовать традиционные методы сварки, и как лучше сваривать алюминий со сталью и получать прочные сварные швы.
Почему необходимо сваривать алюминий со сталью?
Алюминий и его сплавы легче стали. Сталь имеет плотность примерно от 7,75 до 8,05 г/см3, а алюминий и его сплавы имеют плотность примерно 2,70 г/см3. Поэтому сталь почти в три раза тяжелее алюминия.
В большинстве отраслей промышленности сталь используется для нескольких конструкционных применений из-за ее высокой прочности. Однако из-за его высокой плотности при использовании металла в конструкционных целях возникают проблемы с весом.
В некоторых отраслях необходимо использовать более легкие материалы, что делает сталь непригодной для некоторых применений. Некоторые автомобили со стальными конструкциями тяжелые и выделяют много парниковых газов, что делает их непригодными для использования.
Поскольку заменить всю конструкцию алюминием невозможно, лучше всего смешать вещи и сварить алюминий со сталью. Однако трудно использовать традиционные методы сварки, такие как дуговая сварка, сварка MIG или сварка TIG.
Изображение предоставлено: Tawansak, Shutterstock
Почему нельзя использовать традиционные методы сварки для соединения алюминия со сталью?
Основные различия между алюминием и сталью затрудняют использование дуговой сварки, сварки MIG или сварки TIG для их соединения.
Вот некоторые из этих различий:
- Температура плавления: Сталь имеет температуру плавления 2500°F , , а алюминий плавится при 1221°F. Кроме того, алюминий имеет оксидный слой с температурой плавления 3700°F.
- Теплопроводность: Алюминий имеет более высокую теплопроводность, чем сталь. Это означает, что больше тепла отводится от сварочной ванны к более холодным частям алюминиевого основания. Большее количество тепла, выделяемого во время дуговой сварки, сварки MIG или TIG, приведет к деформации стали.
- Тип тока: При сварке методом TIG у вас должен быть переменный ток. Электроды должны чередоваться между положительным и отрицательным зарядом. Положительные электроды удаляют оксидный слой, а отрицательные плавят основной алюминий. Для сварки TIG необходим постоянный ток и отрицательно заряженные электроды. Если вы свариваете TIG на постоянном токе, вы не можете пробить оксидный слой. Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.
 Положительные электроды удаляют оксидный слой, а отрицательные плавят основной алюминий. Для сварки TIG необходим постоянный ток и отрицательно заряженные электроды. Если вы свариваете TIG на постоянном токе, вы не можете пробить оксидный слой. Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.
Положительные электроды удаляют оксидный слой, а отрицательные плавят основной алюминий. Для сварки TIG необходим постоянный ток и отрицательно заряженные электроды. Если вы свариваете TIG на постоянном токе, вы не можете пробить оксидный слой. Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.- Хрупкие интерметаллические соединения: Отсутствие сплавления между алюминием и сталью приводит к образованию хрупких интерметаллических соединений. Соединения слабы, что приводит к слабым местам и поломкам.
Сварка алюминия со сталью
Биметаллические переходные вставки и покрытие окунанием — два наиболее эффективных метода сварки алюминия со сталью. Давайте посмотрим, как сварить алюминий со сталью, используя каждый метод.
Биметаллические переходные вставки
Это популярный метод, который можно использовать для сварки алюминия со сталью. Биметаллические переходные вставки обычно дают качественные сварные соединения. Эти секции состоят из одних и тех же деталей из стали и алюминия, уже соединенных вместе.
Эти секции состоят из одних и тех же деталей из стали и алюминия, уже соединенных вместе.
Этот метод помогает создавать высококачественные сварные швы с такой же прочностью, как соединения стали со сталью или алюминия с алюминием. Размер и форма биметаллической переходной вставки различаются. Вставка обычно состоит из одной алюминиевой части с равной частью стали, соединенной непосредственно с алюминием.
Вставка помещается между свариваемым алюминием и сталью. Для завершения сварки можно использовать сварку TIG. Стальная часть приварена к стальному компоненту, а алюминиевая часть приварена к алюминиевому компоненту.
Сначала приваривается алюминий к алюминию, чтобы не допустить перегрева вставок. После того, как вы завершили первоначальную сварку, алюминиевые компоненты поглощают тепло и гарантируют, что вставки не перегреваются, когда вы привариваете сталь к стальной детали. Этот метод применяется при сварке алюминиевых стальных труб, трубок теплообменников и т. п.
п.
Пошаговое руководство
Ниже приведены шаги, которые необходимо выполнить при сварке алюминия со сталью с использованием биметаллических переходных вставок.
- Начните с приварки алюминия к вставке методом TIG, чтобы предотвратить перегрев из-за разницы температур плавления. Приварите другую часть вставки к стали. Вот шаги по сварке TIG.
- Проверьте правильный поток газа в зависимости от выбранного размера стали и алюминия и сопла.
- Настройте свой сварочный аппарат на правильный тип тока и силу тока.
- Включите сварочный аппарат и проверьте педаль. Разместите элемент управления в удобном месте.
- Нажмите педаль и зажгите сварочную дугу
- Добавьте наполнитель к передней кромке
- Очистите алюминий и сталь, которые вы хотите соединить со вставками, путем шлифовки или чистки щеткой из нержавеющей стали.
- Теперь сварите две детали вместе.
- Дайте металлам остыть. Теперь ваши металлы алюминия и стали соединены вместе.
 Теперь ваши металлы алюминия и стали соединены вместе.
Теперь ваши металлы алюминия и стали соединены вместе.Покрытие погружением
Покрытие погружением — еще один эффективный метод сварки алюминия со сталью. Этот процесс, также называемый горячим алитированием, включает погружение стального компонента в алюминий для полного его покрытия. Это гарантирует, что интерметаллические соединения не образуются во время сварки.
Расплавленный алюминий будет контактировать со стальной деталью с алюминиевым покрытием в процессе сварки. Поскольку он не соприкасается напрямую со сталью, сварной шов получается относительно прочным. В этом случае для соединения двух металлов следует использовать дуговую сварку.
Однако во время сварки убедитесь, что дуга не касается стали, поскольку она может прожечь алюминиевое покрытие. Дуга должна быть направлена только на алюминиевую часть. Затем часть расплавленного алюминия в сварочной ванне следует направить на алюминий со стальным покрытием.
Покрытие погружением используется для сварки алюминия со сталью, используемой для герметизации швов, но не для структурных устройств. Они имеют меньшее применение, чем приваренные с биметаллическими переходными вставками.
Они имеют меньшее применение, чем приваренные с биметаллическими переходными вставками.
Ниже приведены шаги, которые необходимо выполнить в процессе нанесения покрытия погружением.
- Начните с погружения стали в расплавленный алюминий для нанесения покрытия
- Дуговая сварка алюминия со сталью, пропитанной погружением, соблюдая следующие шаги:
- Подготовьте рабочее место и обеспечьте достаточную вентиляцию
- Носите защитные приспособления
- Подготовьте алюминиевую деталь к сварке, соскоблив оксидированную пленку или покрытие для лучшей сварки.
- Предварительно нагрейте алюминий до 400°F перед зажиганием дуги, так как он быстро рассеивает тепло. Когда нагар исчезнет, приступайте к сварке.
- Начните сварку алюминия, настроив машину на 85 ампер, а затем используйте обратную полярность постоянного тока.
- Зажгите дугу и быстро переместитесь, чтобы завершить сварку. Направьте расплавленный алюминий на алюминий со стальным покрытием во время сварки, чтобы соединить два металла.

- Дайте металлам остыть, чтобы образовалась прочная связь.
Изображение предоставлено: Prapat Aowsakorn, Shutterstock
Советы по безопасности при сварке алюминия со сталью
Сварка алюминия отличается от других металлов своими уникальными свойствами. Вам необходимо принять дополнительные меры предосторожности, чтобы обеспечить безопасную рабочую среду.
Вот несколько моментов, о которых следует помнить при сварке алюминия со сталью:
- Внешний вид алюминия не меняется при нагревании: При предварительном нагреве или сварке алюминия трудно отличить, когда он горячий или холодный, поскольку он не меняется по внешнему виду. Кроме того, алюминий имеет более высокую теплопроводность по сравнению со сталью. Итак, когда вы свариваете алюминий со сталью, надевайте кожаные перчатки, чтобы снизить риск получения травм.
- Сварка алюминия со сталью может привести к поражению электрическим током: Сварка алюминия и стали может привести к поражению электрическим током. Итак, вам нужна хорошо изолированная сварочная система, а также надлежащее заземление, чтобы защитить вас от риска поражения электрическим током.
- Алюминий обладает высокой отражательной способностью: При сварке стали излучаемый свет является распространенной проблемой, но также проблемой при сварке алюминия. Благодаря такой высокой отражательной способности существует высокий риск получения травм от света при сварке алюминия со сталью. Одежда с длинными рукавами или светонепроницаемые шторы могут помочь уменьшить это воздействие.
 Итак, вам нужна хорошо изолированная сварочная система, а также надлежащее заземление, чтобы защитить вас от риска поражения электрическим током.
Итак, вам нужна хорошо изолированная сварочная система, а также надлежащее заземление, чтобы защитить вас от риска поражения электрическим током.Заключительные мысли
Сварить алюминий со сталью можно, хотя этот процесс сложен и требует высокого профессионализма. Эти два металла различаются по различным параметрам, включая теплопроводность, температуру плавления и разные металлургические свойства, что затрудняет их сварку.
Несмотря на проблемы, сварка алюминия со сталью по-прежнему необходима, чтобы сделать сталь более пригодной для конструкционных и других применений, требующих более легких металлов.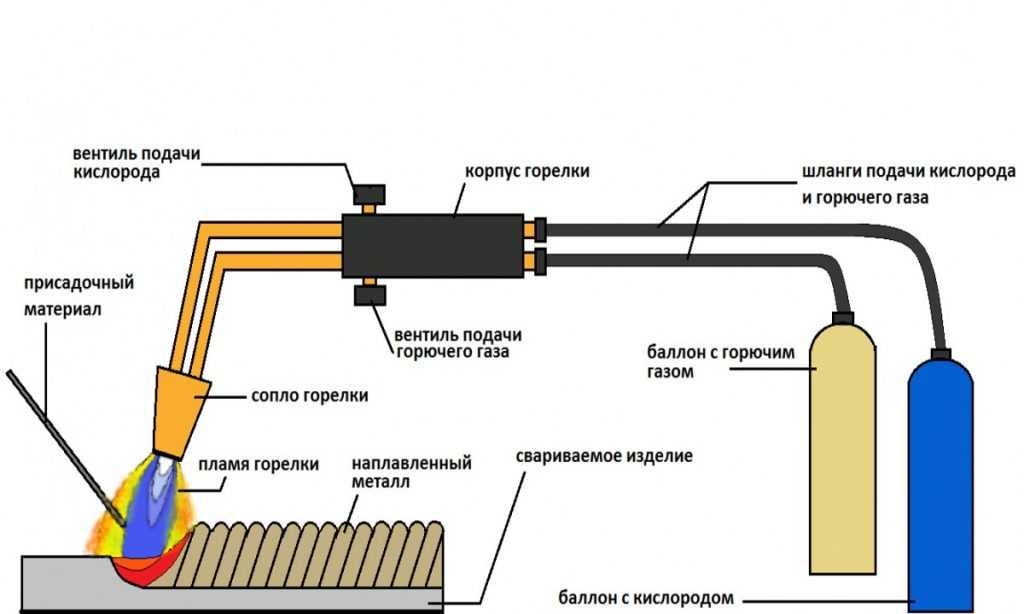 Традиционные методы сварки, такие как MIG, TIG или дуговая сварка, не могут использоваться для их сварки из-за разных свойств.
Традиционные методы сварки, такие как MIG, TIG или дуговая сварка, не могут использоваться для их сварки из-за разных свойств.
Сварка биметаллических переходных вставок, при которой для соединения двух металлов используются металлические вставки из алюминия и стали. Вы также можете использовать процесс покрытия погружением, при котором сталь погружается в алюминий, чтобы полностью покрыть его. Это делает возможным процесс сварки, поскольку расплавленный алюминий не контактирует со сталью во время процесса сварки, что приводит к прочному сварному шву.
Источники
- Можно ли сваривать алюминий со сталью?
- Как приварить алюминий к стали и нержавеющей стали
- МОЖНО ЛИ СВАРИТЬ АЛЮМИНИЙ СО СТАЛЬЮ?
- Можно ли сваривать сталь с алюминием?
- Сварка алюминия со сталью
- Точки плавления металлов
Вас также могут заинтересовать:
- Можете ли вы сварить металлическую ванну? Что тебе нужно знать!
- Можно ли сварить черную трубу? Все, что тебе нужно знать!
Авторы избранных изображений: Nightman1965, Shutterstock
- Почему необходимо сваривать алюминий со сталью?
- Почему нельзя использовать традиционные методы сварки для соединения алюминия со сталью?
- Как сваривать алюминий со сталью
- Биметаллические переходные вставки
- Покрытие погружением
- Советы по безопасности при сварке алюминия со сталью
- Заключительные мысли
Welding -D-Arc Welderentals
05 20 марта 9:25 · Оставить комментарий · Tom Masters
Если вы новичок в сварке, вам может быть интересно, сможете ли вы сварить алюминий со сталью. Сварка «похожих» металлов, таких как сталь к стали и алюминий к алюминию, обычно очень проста. Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Сварка «похожих» металлов, таких как сталь к стали и алюминий к алюминию, обычно очень проста. Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Можно ли сваривать алюминий со сталью?
Ответ и да, и нет. Прямая дуговая сварка разрозненных металлов непосредственно с алюминием не является хорошей идеей. Сварка таких металлов, как магний, титан, медь или сталь, непосредственно с алюминием очень сложна. Это связано с тем, что когда алюминий плавится при высокой температуре дуговой сварки, образуются хрупкие «интерметаллические» соединения. Эти кристаллизованные структуры чрезвычайно хрупкие и склонны к поломке. Это делает их очень хрупкими, поэтому любой стальной компонент, приваренный непосредственно к алюминию, будет очень слабым в сварном шве. Итак, как вы можете избежать этого? Все просто – в процессе сварки вы должны изолировать другой металл от алюминия. Когда алюминий вплавляется в алюминий, эти интерметаллические соединения не образуются, что обеспечивает правильное сцепление свариваемых металлов. Есть два распространенных способа сделать это успешно, и мы рассмотрим их ниже.
«Использование биметаллической переходной вставки — определенно лучший способ сварки стали с алюминием для конструкционных применений»
Сварка алюминия со сталью с помощью биметаллических переходных вставок алюминий для конструкционных применений. Он создает сварной шов превосходного качества и такой же прочный, как соединение алюминия с алюминием или стали со сталью. Биметаллическая переходная вставка – это именно то, на что она похожа. Размер и форма могут варьироваться, но эта вставка представляет собой секцию материала, состоящего из одной части алюминия и равной части нержавеющей стали, которая приклеена непосредственно к алюминию.
Для соединения стали можно использовать самые разные процессы. и алюминий вместе, чтобы создать биметаллическую вставку. Популярным методом является прокатка, а также сварка трением, сварка взрывом и сварка горячим давлением. После изготовления вставки ее можно поместить между свариваемым стальным и алюминиевым материалом. Затем для завершения сварки можно использовать традиционную сварку GMAW или GTAW. Стальная секция будет приварена непосредственно к стальному компоненту, а алюминиевая секция будет приварена непосредственно к алюминиевому компоненту. Обычно сначала выполняется сварка алюминия с алюминием, чтобы избежать перегрева вставок в процессе сварки. После того, как первоначальный сварной шов будет выполнен, алюминиевые компоненты помогут поглотить тепло и предотвратят перегрев вставки во время сварки стали со сталью. Этот метод сварки часто используется для соединения труб теплообменников, создания соединений между стальными и алюминиевыми трубопроводами, а также в судостроении для соединения алюминиевых рубок со стальными палубами.
Сварка алюминия со сталью с покрытием погружением (горячее алюминирование погружением)
Во многих случаях создание биметаллической вставки для сварки алюминия со сталью нецелесообразно для малых предприятий или отдельных сварщиков, поскольку требует сложного производственного процесса и встроенная вставка. Другой вариант сварки алюминия со сталью — это покрытие погружением, которое также иногда называют «горячим алитированием погружением». В этом процессе стальной компонент погружается в алюминий, чтобы полностью покрыть его металлом. Это предотвращает образование интерметаллических соединений в процессе сварки.
Расплавленный алюминий от сварки будет контактировать со стальной деталью с алюминиевым покрытием, и, поскольку он не будет контактировать со сталью напрямую, соединение будет относительно прочным. Однако процесс выполнения этого может быть довольно сложным для сварщиков, не имеющих опыта в этом процессе. Обычно используется дуговая сварка. Но дуга не должна напрямую контактировать со сталью. Для сварки необходимо использовать специальную технику. Сварочная дуга должна быть направлена только на алюминиевую деталь. Затем алюминий, расплавившийся в сварочной ванне, нужно направить на сталь с алюминиевым покрытием. Дуга не должна напрямую контактировать со стальной деталью.
Для сварки необходимо использовать специальную технику. Сварочная дуга должна быть направлена только на алюминиевую деталь. Затем алюминий, расплавившийся в сварочной ванне, нужно направить на сталь с алюминиевым покрытием. Дуга не должна напрямую контактировать со стальной деталью.
«Важно отметить, что этот метод сварки алюминия со сталью не должен обеспечивать полную механическую прочность». прожечь алюминиевое покрытие, что приведет к плавлению стали и образованию хрупких интерметаллических соединений с алюминием. Важно отметить, что этот метод сварки алюминия со сталью должен не , чтобы обеспечить полную механическую прочность. Алюминий и сталь, соединенные с помощью этого метода соединения типа покрытия, не будут такими прочными, как соединение алюминия с алюминием или сталь со сталью или соединение, созданное с помощью биметаллических переходных вставок. Вместо этого этот метод сварки обычно используется только для герметизации швов, а не в конструкционных целях.
Болтовое крепление стали к алюминию обычно лучше, чем сварка
Даже если у вас есть ресурсы для создания биметаллических вставок для ваших компонентов при сварке стали и алюминия, затраты на это могут быть непомерно высокими, а детали с покрытием погружением не должны использоваться для структурных применений. Итак, что делать, если вам нужно сварить алюминий со сталью для конструкционного применения? В большинстве случаев проще, быстрее и дешевле просто соединить компоненты вместе. Пока вы не создаете соединение, которое должно быть полностью бесшовным, например соединение труб, скрепление болтами или заклепками компонентов вместе является гораздо лучшим вариантом. Тем не менее, есть некоторые соображения, которые следует учитывать при соединении болтами стали и алюминия.
Во-первых, вы должны принять меры для предотвращения коррозии. Когда сталь и алюминий соединяются и присутствует проводник, подобный соленой воде, создается напряжение.Знать, как сваривать алюминий и сталь — и хорошая ли это идея!
Мы надеемся, что эта информация была полезной и помогла вам узнать о некоторых трудностях сварки разнородных металлов, таких как алюминий и сталь. Сварка алюминия со сталью с помощью биметаллических переходных вставок — отличный способ обеспечить бесшовное, прочное соединение, и он полезен для конструкционных применений, но может быть очень дорогим. Напротив, покрытие погружением дешевле и проще в применении, но его нельзя использовать для структурных применений.
- Отказ от ответственности
Информация, предоставленная Red-D-Arc Ltd. («мы», «нас» или «наш») на сайте blog.red-d-arc.com («Сайт»), предназначена только для общих информационных целей. Вся информация на Сайте предоставляется добросовестно, однако мы не даем никаких заверений или гарантий, явных или подразумеваемых, в отношении точности, адекватности, достоверности, надежности, доступности или полноты любой информации на Сайте.
Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и средств обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
 Это означает, что он немного более ограничен по сравнению с биметаллическими переходными вставками.
Это означает, что он немного более ограничен по сравнению с биметаллическими переходными вставками. В свою очередь, алюминий будет преимущественно подвергаться коррозии. Чтобы избежать коррозии в месте соединения алюминия и стали, необходимо изолировать сталь и алюминий друг от друга. Во-первых, оба компонента должны быть окрашены, чтобы изолировать их электрически. Вы также должны использовать пластиковую шайбу вместе с гайкой и болтом при сборке соединения. Пластик является непроводящим и предотвращает гальваническую коррозию между стальными и алюминиевыми деталями.
В свою очередь, алюминий будет преимущественно подвергаться коррозии. Чтобы избежать коррозии в месте соединения алюминия и стали, необходимо изолировать сталь и алюминий друг от друга. Во-первых, оба компонента должны быть окрашены, чтобы изолировать их электрически. Вы также должны использовать пластиковую шайбу вместе с гайкой и болтом при сборке соединения. Пластик является непроводящим и предотвращает гальваническую коррозию между стальными и алюминиевыми деталями. Так что имейте в виду эти факторы, когда вам нужно соединить сталь и алюминий — и если ни один из типов сварки не кажется подходящим, помните, что в большинстве случаев старые добрые гайки и болты могут справиться с этой задачей!
Так что имейте в виду эти факторы, когда вам нужно соединить сталь и алюминий — и если ни один из типов сварки не кажется подходящим, помните, что в большинстве случаев старые добрые гайки и болты могут справиться с этой задачей!