Зачем нужна прокалка электродов, как и чем сушить электроды
Содержание
Больше полезных материалов:
Зачем необходима сушка?
Сварочные электроды, применяемые в процессе сварки, содержат покрытие, состоящее из различных химических соединений. Это покрытие выполняет несколько важных функций, включая защиту сварочной дуги от внешних воздействий и создание шлака или флюса, которые способствуют достижению необходимой прочности и качества сварного соединения.
Однако в процессе производства электроды могут поглощать влагу из окружающей среды, особенно если они не хранятся в соответствующих условиях. Это приводит к наличию избыточной влаги внутри покрытия электрода, что неблагоприятно сказывается на его сварочных характеристиках.
Для обеспечения стабильности и надежности работы сварочных электродов необходимо удалить избыточную влагу путем процесса сушки, или прокалки.
Прокалка электродов обеспечивает следующие преимущества:
-
Снижение уровня влаги: Сушка электродов позволяет устранить избыточную влагу, что способствует снижению содержания водорода в сварочном шве. Высокое содержание водорода может вызывать различные дефекты, такие как трещины и поры, негативно сказывающиеся на прочности сварного соединения.
-
Улучшение стабильности сварки: Сухие электроды обеспечивают более стабильный сварочный процесс, поскольку влага не влияет на формирование дуги и характеристики покрытия электрода. Это позволяет сварщику легче контролировать сварочные параметры и достигать требуемого качества сварки.
-
Повышение эффективности: Сухие электроды обладают более высокой эффективностью по сравнению с влажными. Они обеспечивают лучшую стартовую стабильность, меньшее количество брызг и более равномерное распределение покрытия во время сварки.
Это повышает производительность и сокращает время, затрачиваемое на сварочные работы.

Как и чем сушить электроды?
Сушка электродов перед использованием является важным шагом, который гарантирует стабильность и надежность сварочного процесса. Существуют различные способы и методы, которые можно применять для сушки электродов. Рассмотрим некоторые из них:
-
Специализированные сушильные печи обеспечивают контролируемую и равномерную сушку электродов. Внутри печи создается оптимальная температура и влажность, что позволяет электродам быстро и эффективно избавиться от влаги.
-
Сушильные шкафы также предоставляют контролируемую среду для сушки электродов. Они обладают системой вентиляции и регулируемой температурой, что помогает удалить влагу из электродов.
-
Сушильные камеры предназначены специально для сушки сварочных материалов.
Они обеспечивают оптимальные условия сушки и контроль влажности для электродов.
-
Использование вакуумной камеры для сушки электродов. В вакуумной среде вода испаряется при более низких температурах, что позволяет бережно удалить влагу из электродов.
 Они обеспечивают оптимальные условия сушки и контроль влажности для электродов.
Они обеспечивают оптимальные условия сушки и контроль влажности для электродов.
При выборе конкретного метода сушки необходимо учитывать требования производителя и тип электродов. Каждый метод имеет свои преимущества и может быть оптимальным для определенных условий. Рекомендуется обратиться к руководству производителя для получения подробной информации о рекомендуемых способах сушки и параметрах, таких как время и температура.
С какой целью производят прокалку электродов?
Прокалка электродов – это процесс нагрева электродов до определенной температуры с последующим их охлаждением. Этот процесс выполняется с целью достижения определенных характеристик и свойств электродов. Рассмотрим основные цели, по которым производят прокалку электродов.
-
Улучшение электрической проводимости: Прокалка позволяет улучшить электрическую проводимость электродов. В результате нагрева и охлаждения происходит изменение структуры материала, что способствует более эффективной передаче электрического тока во время сварочного процесса.
-
Устранение водорода: Прокалка помогает устранить водород, который может быть поглощен электродами во время производства или хранения. Водород может вызвать нежелательные явления, такие как трещины или поры в сварочных соединениях. Прокалка позволяет освободить водород из электродов, обеспечивая более надежные и прочные сварочные швы.
-
Улучшение механических свойств: Прокалка также способствует улучшению механических свойств электродов, таких как прочность и устойчивость к износу. Изменение структуры материала во время прокалки позволяет достичь более высокой степени деформации и улучшить общую механическую производительность электродов.
-
Снятие внутренних напряжений: Прокалка помогает снять внутренние напряжения, которые могут возникнуть в структуре электродов в процессе их производства или использования. Это позволяет снизить вероятность появления трещин или деформаций в сварочных соединениях, обеспечивая более надежные результаты.

Оборудование для прокаливания электродов
При процессе прокаливания электродов необходимо использовать специальное оборудование, которое обеспечивает точный контроль и оптимальные условия для достижения высокого качества сварочных результатов. Вот несколько основных типов оборудования, которые подходят для прокаливания электродов:
-
Электрическая печь с функцией сушки и прокаливания: Это один из распространенных вариантов оборудования, которое обладает тэнами и автоматическим режимом регулирования. Это позволяет точно контролировать процесс прокаливания, поддерживая оптимальную температуру и влажность.
-
Термошкафы для промышленного использования: Современные термошкафы оборудованы термостатами, термометрами и электронными блоками управления, что обеспечивает полностью автоматизированный контроль за процессом прокаливания. Они также имеют возможность хранения изделий при заданной температуре, что очень удобно для серийного производства.
-
Специализированное оборудование для сушки и прокаливания: Существуют также специальные устройства, разработанные специально для сушки и прокаливания электродов. Они обеспечивают оптимальные условия нагрева, влажности и времени выдержки, что является ключевым фактором для достижения качественных результатов сварки.

Важно отметить, что при выборе оборудования для прокаливания электродов необходимо учитывать специфику сварочных задач, требования к качеству и стандарты производства. Консультация со специалистами и изучение технических характеристик оборудования поможет выбрать оптимальный вариант для вашей конкретной ситуации.
При какой температуре прокалить электроды?
В процессе прокалки электродов, оптимальная температура нагрева зависит от типа электрода и его покрытия. Различные типы электродов требуют разных температурных режимов для достижения нужной микроструктуры и свойств. Давайте рассмотрим, какие “горячие” точки могут быть в этом процессе:
-
Для электродов с рутиловым покрытием, общего назначения, идеальной температурой прокалки будет 150…270 °C в течение 1-1,5 часов. Подобный нагрев помогает достичь стабильной и надежной сварки.
-
Если речь идет о электродах с основным покрытием, общего назначения, рекомендуется прокаливать их в диапазоне 300…450 °C в течение 1-2 часов. Это обеспечивает оптимальное проникновение основных веществ в электрод и его стабильность во время сварки.
-
Кислое покрытие требует более умеренного нагрева. Рекомендуется прокаливать электроды при температуре 185.
-
Для электродов с целлюлозным покрытием рекомендуется использовать температуру прокалки 155…160 °C в течение 15 минут. Это позволяет обеспечить оптимальное разложение целлюлозы и создать стабильный сварочный дуговой процесс.
-
Наконец, электроды специального назначения могут требовать более высокой температуры. В их случае рекомендуется прокаливать при 300…450 °C в течение 1-2 часов. Это помогает достичь специфических свойств, необходимых для особых видов сварки.

Какое оборудование не подходит для прокалки?
При прокалке электродов не рекомендуется использовать определенное оборудование, так как это может негативно повлиять на качество процесса и результаты сварки. Вот несколько типов оборудования, которое не подходит для прокалки электродов:
Вот несколько типов оборудования, которое не подходит для прокалки электродов:
-
Микроволновые печи не предназначены для прокалки сварочных электродов. Это связано с тем, что они могут вызвать неоднородный нагрев электродов и повредить их структуру.
-
Обычные домашние печи не обладают специальными функциями и настройками для контроля температуры и влажности, необходимых для правильной прокалки электродов. Использование такого оборудования может привести к непредсказуемым результатам.
-
Использование открытого огня, такого как газовая горелка или костер, для прокалки электродов небезопасно и неэффективно. Невозможно достичь необходимой температуры с контролируемым нагревом, а также поддерживать оптимальные условия сушки и прокалки.
-
Использование некалиброванных или неспециализированных устройств, которые не предназначены специально для прокалки электродов, может привести к неправильной термической обработке и, как следствие, низкому качеству сварочных соединений.
При прокалке электродов рекомендуется использовать специализированное оборудование, которое обеспечивает контролируемую температуру, влажность и время выдержки. Это гарантирует надежную и эффективную прокалку, что является важным для достижения качественных сварочных результатов.
Электроды GOODEL
Наша продукция имеет сертификаты соответствия ГОСТ и НАКС, подтверждающие высокое качество и соответствие стандартам. Мы предлагаем широкий ассортимент электродов, позволяющий выбрать оптимальный вариант для любых сварочных задач. Наш опыт производства электродов насчитывает многие годы, и мы гордимся своими высококвалифицированными специалистами и собственной лабораторией контроля качества. Доверьтесь электродам GOODEL и достигните идеальных сварочных результатов с легкостью.
Теперь электроды не прилипают к металлу: whatiswhat1 — LiveJournal
whatiswhat1
- Cancel
 catIsShown({ humanName: ‘техника’ })” data-human-name=”техника”> Техника
catIsShown({ humanName: ‘техника’ })” data-human-name=”техника”> ТехникаНаверняка многие сталкивались с такой проблемой как прилипание электродов к металлу. Чтобы ты не делал, как не изощрялся, но электрод всё равно не хочет нормально гореть. В итоге поверхность металла испорчена брызгами. Их приходится счёсывать болгаркой. Проблема весьма и весьма распространённая.
Прилипание электрода происходит по разным причинам. Однако чаще всего — это наличие влаги в обмазке. Сырые электроды имеют плохое поджигание, они все время прилипают к металлу, и совсем не горят. О важности прокаливания электродов знают опытные сварщики, которые хранят электроды дома, в теплом и сухом месте.
И если у вас возникла такая проблема как прилипание электродов к металлу, то не спешите во всем обвинять сварочный аппарат. Просто вспомните, как давно лежали электроды без дела, а также, где именно они хранились. Возможно, именно прокалка электродов поможет им загореться как бенгальские огни.
Возможно, именно прокалка электродов поможет им загореться как бенгальские огни.
Сварщики-профессионалы всегда строго следят за тем, чтобы электроды у них были сухие. Для этого они прибегают к разным хитростям, например, хранят электроды не в гараже, а дома, в сухом и теплом месте. Это помогает сохранить электроды сухими и не дать им отсыреть со временем.
Электродная обмазка, которая состоит из многих компонентов, способна обильно впитывать влагу из окружающей среды. Поэтому при длительном хранении даже сухие на вид электроды не оказываются таковыми. В результате возникают проблемы с их розжигом и дальнейшим использованием.
Прокалка электродов осуществляется строго по инструкции производителя. Здесь очень важно, как время, так и температура прокаливания. Если не соблюсти хотя бы один из этих пунктов, можно навсегда испортить электроды, и они станут непригодными для сваривания.
Как осуществлять прокалку электродовЕсли вам неизвестны рекомендации производителя, то, рекомендуется придерживаться следующих правил при прокаливании электродов с обмазкой:
- Использовать для прокалки электродов температуру от 200 до 250 градусов;
- Время прокалки должно составлять не менее 1 часа, но не более 2 часов.

Для прокаливания электродов также важно выбрать подходящее оборудование. Если такового под рукой нет, то можно прокалить электроды в обычной электрической духовке. При этом очень важно чтобы духовка была именно электрической, а не газовой.
Не рекомендуется прокаливать электроды на открытом огне или в газовой духовке, поскольку газ содержит некоторое количество влаги. Сам же процесс прокаливания электродов в электрической духовке выглядит так:
- Сварочные электроды помещают в духовку;
- Духовка разогревается до температуры 200-250 градусов;
- Электроды прокаливаются в течение 1-2 часа.
После того, как электроды прокалились, важно дать им остыть не сразу, а постепенно. Для этого электрическая духовка отключается, и электроды остывают прямо в ней.
Каждому сварщику важно знать, как прокалить электроды в домашних условиях. Варить сухими электродами намного легче, поскольку при сварке не возникает серьезных проблем.
- Как варить полуавтоматом, если нет защитного газа
- Как варить нержавейку без полуавтомата, обычным электродом
- Научиться быстро варить за один день – это реально
монтажполезные советысваркастроительствоэлектроды
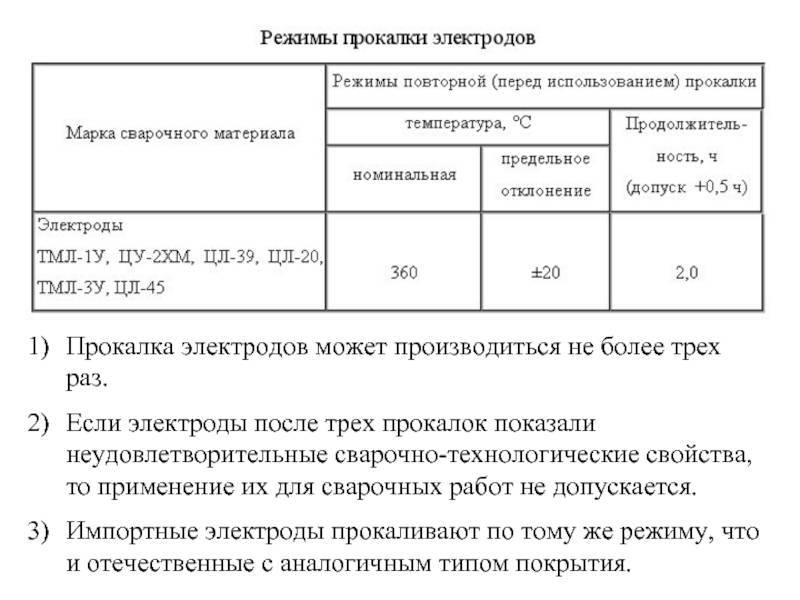
Сколько раз допускается прокалка низководородного электрода?
Мы каждый день имеем дело с электродами с низким содержанием водорода в качестве обычных расходуемых электродов для промышленного применения. Мы рассматриваем допустимое воздействие атмосферы на электроды с низким содержанием водорода, обжиг и повторный обжиг электродов с низким содержанием водорода с помощью перекрестных ссылок на нормы и стандарты. В некоторых стандартах упоминается, что допускается повторная выпечка только один раз, а в других нет. Позвольте мне описать ссылки 9 кодексов и стандартов следующим образом:
1. AWS D1.1 В соответствии с пунктом 7. 3.2.4 AWS D1.1, редакция 2020 г., электроды, подвергающиеся воздействию атмосферы в течение периодов, превышающих допустимые в таблице 7.1, следующим образом
3.2.4 AWS D1.1, редакция 2020 г., электроды, подвергающиеся воздействию атмосферы в течение периодов, превышающих допустимые в таблице 7.1, следующим образом
(1) Все электроды с низким -водородные покрытия в соответствии с AWS A5.1 должны подвергаться обжигу в течение не менее двух часов при температуре от 500°F до 800°F [ 260°C и 430°C 9000 6] или
(2) Все электроды с низководородным покрытием в соответствии с AWS A5.5 выпекать в течение не менее одного часа при температуре от 700°F до 800°F [ 370°C и 430°C ].
Примечание: Все электроды должны быть помещены в подходящую печь при температуре, не превышающей половину конечной температуры выпечки, минимум на полчаса до повышения температуры печи до конечной температуры выпечки. Время окончательного выпекания должно начинаться после того, как печь достигнет конечной температуры выпекания.
Утвержденные периоды атмосферного времени . На основании пункта 7.3.2.2 AWS D1.1, После вскрытия герметически закрытых контейнеров или после извлечения электродов из пекарных или складских печей воздействие атмосферы на электроды не должно превышать значений, указанных в столбце А Таблицы 7.1, для конкретная классификация электродов с необязательными дополнительными обозначениями, где это применимо.
Электроды, подвергавшиеся воздействию атмосферы в течение периодов, меньших разрешенных в колонке А, таблица 7.1, могут быть возвращены в печь для выдержки при температуре не менее 250°F [120°C]; после минимального периода выдержки в течение четырех часов при температуре 250°F [120°C] мин. электроды могут быть перевыпущены.
7.3.2.1 Условия хранения электродов с низким содержанием водорода. После вскрытия герметически закрытого контейнера электроды, не выпущенные для использования сразу, должны храниться в печах при температуре не ниже 250°F [120°C] . Электроды должны подвергаться повторному обжигу не более одного раза. Влажные электроды использовать нельзя .
Электроды должны подвергаться повторному обжигу не более одного раза. Влажные электроды использовать нельзя .
Примечание: Ограничения по использованию электродов с низким содержанием водорода для сталей ASTM A514 или A517. На основании пункта 7.3.2.5. При использовании для сварки сталей ASTM A514 или A517 электроды с низким содержанием водорода должны соответствовать следующим требованиям, если применимо: , электрод можно использовать без обжига , при условии, что электрод поставляется в герметичных контейнерах.
(2) При сварке электродами с пределом прочности E90XX-X или выше, не помещенными в герметичные контейнеры, или при сварке электродами с пределом прочности E80XX-X или более низким пределом прочности, независимо от того, поставляются ли они в герметичных контейнерах или иным образом, электроды должны подвергаться обжигу в течение минимум один час при температуре от 700°F до 800°F [370°C и 430°C] перед использованием, за исключением случаев, предусмотренных в (3).
(3) При сварке электродами E7018M или электродами e с дополнительным обозначением h5R электрод можно использовать без обжига.
2. ASME Sec VIII-Div1
Код конструкции сосуда под давлением
На основании пункта UG-9 (Сварочные материалы). материал, контейнеры или упаковки, как того требует применимая спецификация Раздела II, могут быть приняты для идентификации вместо Отчета об испытаниях или Сертификата соответствия.
3. ASME B31.3
Технологические трубопроводы
На основании пункта 328.3.1 Сварочные электроды
и присадочный металл, включая расходуемые вставки, должны соответствовать требованиям ASME BPVC, Раздел II, Часть C.
4. ASME Sec II Part C-SFA-5.1
Спецификация электродов из углеродистой стали для электродуговой сварки в защитных газах
На основании пункта A6.11.3 Если существует вероятность того, что нецеллюлозные электроды могут впитать избыточную влагу , они могут быть восстановлены повторным обжигом. Некоторые электроды требуют повторного обжига при температуре до 800°F [425°C] в течение приблизительно от 1 до 2 часов. Способ изготовления электродов, а также относительная влажность и температурные условия, при которых электроды хранятся, определяют надлежащую продолжительность времени и температуру, используемые для кондиционирования. Некоторые типичные условия хранения и сушки приведены в таблице А.3.
Некоторые электроды требуют повторного обжига при температуре до 800°F [425°C] в течение приблизительно от 1 до 2 часов. Способ изготовления электродов, а также относительная влажность и температурные условия, при которых электроды хранятся, определяют надлежащую продолжительность времени и температуру, используемые для кондиционирования. Некоторые типичные условия хранения и сушки приведены в таблице А.3.
AS Примечание C Таблица A.2 O SFA5.1 : Из-за внутренних различий в составах покрытий следует проконсультироваться с производителем по поводу точных условий сушки.
5. ASME Sec II Part C-SFA-5.5
Спецификация электродов из низколегированной стали для электродуговой сварки в защитных газах может впитать излишнюю влагу; они могут быть восстановлены повторным обжигом. Некоторые электроды требуют повторного обжига при температуре до 800°F [425°C] в течение приблизительно от 1 до 2 часов. Способ изготовления электродов, а также относительная влажность и температурные условия, при которых электроды хранятся, определяют надлежащую продолжительность времени и температуру, используемые для кондиционирования. Некоторые типичные условия хранения и сушки включены в Таблицу A2.
Некоторые типичные условия хранения и сушки включены в Таблицу A2.
Из-за внутренних различий составов покрытий следует проконсультироваться с производителем по поводу точных условий сушки.
6-ASME Sec II- Part C- SFA 5.17
Спецификация электродов и флюса из углеродистой стали для SAW испытание до заводского состояния . Когда это сделано, время и температура выпечки должны быть отмечены в протоколе испытаний. Следует проконсультироваться с производителем электрода, флюса или и того, и другого, чтобы получить рекомендации относительно времени и температуры для восстановления их продуктов до состояния, в котором они были изготовлены .
7- AWS Welding Handbook- WHB-1
Согласно главе 4 стр. 152 Связь водорода с замедленным растрескиванием в SMAW привела к разработке покрытых электродов с низким содержанием водорода. Покрытия электродов с низким содержанием водорода должны быть максимально защищены от влаги, поскольку вода является мощным источником водорода. Во избежание загрязнения влагой электроды часто поставляются в
Во избежание загрязнения влагой электроды часто поставляются в
герметичные контейнеры. После контакта с воздухом эти электроды следует хранить в сухом месте или при температуре приблизительно от 200°F до 500°F (от 100°C до 250°C). Электроды, гидратированные под воздействием атмосферы, должны быть восстановлены в соответствии с процедурами, рекомендованными производителем.
8- API 577
Сварочные процессы, контроль и металлургия
В соответствии с пунктом 7.7 Правила хранения и обращения с сварочными расходными материалами должны соответствовать инструкциям и рекомендациям производителя расходных материалов, а также приведенным в серии AWS A5.XX технических характеристик присадочного металла. Чтобы уменьшить воздействие влаги, некоторые расходные материалы для сварки следует хранить в теплых печах после их извлечения из упаковки производителя. Электроды SMAW с низким содержанием водорода, поставляемые в негерметичных контейнерах, перед использованием следует подвергнуть обжигу в соответствии с инструкциями производителя.
9- AWS D1.4
Правила сварки конструкций — стальная арматура
В соответствии с пунктом 7.9.1 Все электроды с низководородным покрытием в соответствии с AWS A5.1 /A5.1M и AWS A5.5/ А5,5М следует приобретать в герметичной таре или запекать перед употреблением. Сразу после вскрытия герметичной упаковки электроды должны храниться в печах с температурой не менее 250°F [120°C]
Пункт 7.9.4 Повторная прокалка электродов. Электроды, подвергающиеся воздействию атмосферы в течение периодов, превышающих разрешенные в таблице 7.3, должны подвергаться повторному обжигу следующим образом: часов между 500°F [260°C] и 800°F [430°C], или
(2) Все электроды с покрытием с низким содержанием водорода в соответствии с AWS A5.5/A5.5M должны подвергаться обжигу в течение как минимум одного час при температуре от 700°F [370°C] до 800°F [430°C].
Электрод должен подвергаться повторному обжигу не более одного раза.![]()
Пожалуйста, поделитесь этой статьей, если она оказалась вам полезной.
Руководство по запеканию и хранению сварочных электродов
Мне кажется, что это одна из тех тем, которые часто упускают из виду новички в сварке. Приступая к сварке, нужно многому научиться, и среди всей прочей информации люди часто упускают из виду , как правильно хранить свои электроды . Если вы не будете соблюдать меры предосторожности при хранении стержней, это может привести к некачественным сварным швам, и вы можете даже не понять, в чем причина. Давайте рассмотрим основы правильного хранения сварочных электродов.
Если вы научитесь правильно хранить электроды, это поможет сэкономить деньги. Это может значительно увеличить срок службы и качество электрода в долгосрочной перспективе. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
ПОЧЕМУ НУЖНО ПРАВИЛЬНО ХРАНИТЬ ЭЛЕКТРОДЫ?
Содержимое
Прежде чем мы продолжим разговор о том, как правильно хранить удилища, важно знать, почему мы должны соблюдать осторожность при их хранении. Прямой ответ — обеспечить надлежащий окончательный сварной шов.
Большинство электродов должны храниться в сухом месте , и при контакте с водой или влагой они не обеспечивают такого же качества сварки, как в сухом состоянии. Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Стержни с низким содержанием водорода, такие как 7018, особенно восприимчивы к влаге и влажности и могут привести к довольно неприятным последствиям, таким как водородное растрескивание, поверхностное растрескивание, поверхностная пористость и шероховатость поверхности сварного шва. Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Посмотрите видео ниже, чтобы увидеть, как вода влияет на 7018 9стержни 0006. Мне очень понравилось видео, и я думаю, что нам всем есть чему поучиться.
КАК СЛЕДУЕТ ХРАНИТЬ СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Следует помнить, что все сварочные электроды должны храниться надлежащим образом в сухом месте и защищены от воздействия окружающей среды. Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
На исправность электрода влияют два основных фактора: влажность и температура. Как я уже говорил, большинство электродов необходимо беречь от влаги любого рода. Во многих случаях более низкие температуры могут привести к более высокому содержанию влаги в воздухе . Обычно стержни, которые наиболее восприимчивы к влаге, имеют самые высокие температуры хранения, чтобы агрессивно удерживать влагу от стержней.
УСЛОВИЯ ХРАНЕНИЯ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
Как я уже говорил, не все электроды имеют одинаковые условия хранения, как правило, электроды с покрытием с низким содержанием водорода гораздо более чувствительны к влаге и температуре.
ОБРАТИТЕ ВНИМАНИЕ НА НОМЕРА НА ЭЛЕКТРОДЕ
На всякий случай вы не знали об этом, но номера электродов несут много информации . Например, первые две цифры представляют собой предел прочности на разрыв окончательного сварного шва.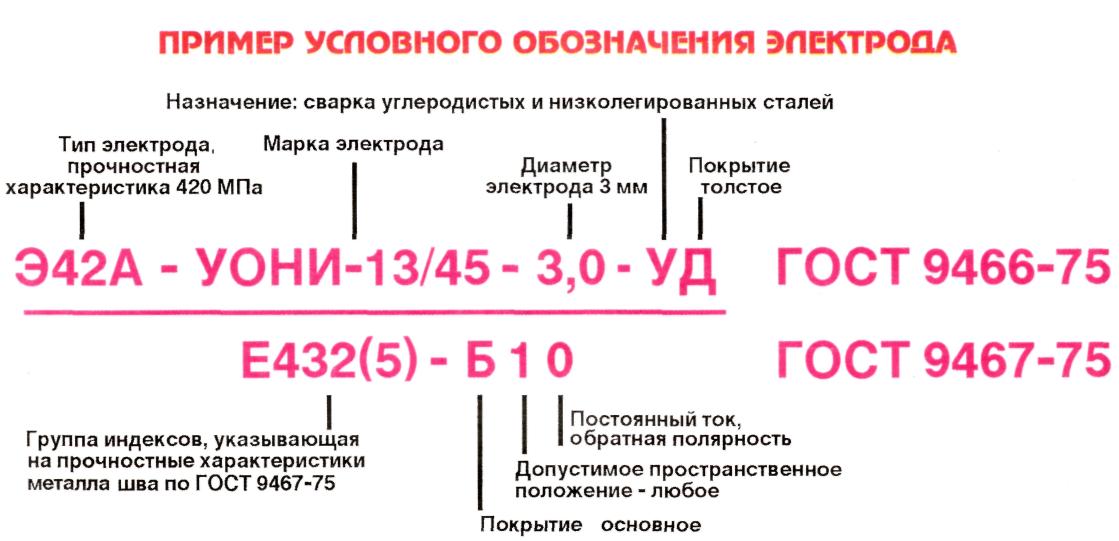 аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
Некоторые электроды имеют букву «R» в качестве суффикса , обычно это стержни с низким содержанием водорода, что означает, что они имеют покрытие, уменьшающее количество воды, поглощаемой или впитываемой электродом. Некоторые производители утверждают, что электроды с таким покрытием можно оставлять на улице до 9 часов. Но на всякий случай, даже если электроды имеют такое покрытие, после использования их следует сразу положить на хранение для защиты от влаги.
Электроды в диапазоне от E-XX10-13 можно хранить при комнатной температуре в герметичном контейнере , чтобы защитить их от загрязнения окружающей среды, такого как дым и другие загрязняющие вещества. Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при обращении с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы он не стал хрупким из-за целлюлозного флюса.
это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы он не стал хрупким из-за целлюлозного флюса.
Е-ХХ14, ХХ20, ХХ24, ХХ27; необходимо хранить от 150 до 200 F . в то время как электроды, такие как E-XX15, XX16 и XX18 , необходимо хранить при температуре около 250-400F с небольшими изменениями условий восстановления. Большинство этих электродов представляют собой покрытие с низким содержанием водорода, что влечет за собой гораздо более высокий порог хранения.
Например, электрод 7018 известен своей низкой устойчивостью к влаге и является одной из причин, по которой его не рекомендуют новичкам. Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
ВАРИАНТЫ ХРАНЕНИЯ (ДЛЯ ЛЮБИТЕЛЕЙ И ПРОФЕССИОНАЛОВ)
Когда дело доходит до хранения электродов, ваши потребности и желания могут различаться. Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Хорошей новостью является то, что если у вас ограниченное количество стержней или ваши потребности невелики, вам не нужно идти и тратить много денег на духовку, есть вещи на любой вкус.
ПРОФЕССИОНАЛЫ
Если вы профессионал, скорее всего, у вас уже есть нужная вам духовка, в любом случае, если вам интересно, я рассмотрю некоторые варианты для них. Начнем с того, что даже если вы немного серьезно относитесь к сварке, электродная печь может стать хорошей инвестицией . Они бывают разных размеров и сложности.
На самом высоком уровне находятся сварочные печи под флюсом , которые считаются лучшими среди складских помещений. Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Для независимых профессионалов Настольные электродные печи будут лучшим выбором . Они намного меньше и дешевле, чем печи для сварки флюса, но при этом обеспечивают такой же уровень контроля температуры и влажности. Они не такие большие, а некоторые из них размером с мини-холодильник , достаточно большие, чтобы вместить средний уровень запасов. Их можно купить примерно за 1000 долларов.
ДЛЯ ЛЮБИТЕЛЕЙ
Варианты для любителей и случайных сварщиков чрезвычайно широки в зависимости от вашего бюджета, необходимого размера хранилища и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Начнем с того, что если вы уже некоторое время занимаетесь сваркой и ваши потребности в электродах возрастают, покупка переносной электродной печи может быть неплохой идеей. Они могут предложить профессиональный уровень требований к хранению для небольшого количества электродов, и лучше всего то, что они портативны, поэтому их можно легко носить с собой. Вы можете найти переносные духовки по цене от 100 до 2000 долларов. Вы можете легко контролировать настройки влажности и температуры на них.
Этот от Amazon должен отлично работать, просто чтобы дать вам представление.
С другой стороны, есть контейнеры для хранения, которые могут быть идеальными, если вы не используете электроды, которые требуют чрезмерного контроля при их хранении. Эти сухие коробки хорошо защищают от влаги и могут быть идеальными, если вы имеете дело с удилищами, не чувствительными к температуре, такими как E-XX10-13. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ХРАНЕНИИ
Первое, что вы должны помнить при обращении с электродными печами , это не оставлять дверцу открытой на длительное время . Чем дольше ваша дверь открыта, тем более восприимчивы ваши стержни к влаге и внешним загрязнениям.
Следует также помнить, что электроды следует хранить в вертикальном положении и в один ряд, чтобы избежать их столкновения друг с другом , что может привести к образованию трещин, потертостей и изгибов. Это особенно важно, если вы используете переносные духовки или сухие ящики для хранения, как показано выше.
МИФЫ О ХРАНЕНИИ ЭЛЕКТРОДОВ ДОМА
На протяжении многих лет существовало множество так называемых «домашних методов» хранения или подогрева электродов. Некоторые из них были разоблачены как совершенно неправильные , хотя некоторые люди все еще верят в них. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Давайте рассмотрим некоторые из этих методов.
- Первое, что приходит на ум — техника холодильника и лампочки . Долгое время считалось, что если взять старый холодильник и вставить в него лампочку на 100–150 Вт, то он может стать вполне приличным контейнером для сварочных электродов. В действительности все обстоит совсем наоборот, хотя холодильник изолирован, установка в нем лампочки не будет генерировать достаточно тепла для успешного хранения электродов. Даже если будет достаточно жарко, выделяемое тепло не будет равномерно распределяться в холодильнике, что приведет к повреждению некоторых электродов влажностью.
- Второй метод, который приходит на ум, это бытовая духовка , которую до сих пор пытаются использовать многие люди. Для вас может быть логично хранить электроды в духовке, она хорошо изолирована и может обеспечить равномерный нагрев. Но если вы задумаетесь об этом на секунду, большинство бытовых духовок не могут нагреваться так, как может потребоваться некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
 И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.- Другим методом является хранение в морозильной камере. Некоторые люди считают, что если завернуть удилища в пластик и хранить их в морозильной камере, это защитит их от влаги. В итоге происходит совсем наоборот. Воздух комнатной температуры внутри пластиковой упаковки будет подвергаться конденсации при контакте с холодным воздухом морозильной камеры. Это приведет к образованию трещин и отслаиванию электродов.
Многие из этих методов используются людьми, когда они ищут экономичные способы хранения своих электродов. Один из способов решить эту проблему — попытаться использовать электроды, которые можно легко хранить , а если это невозможно, то у вас должно быть ровно столько электродов, сколько вам нужно.
МОЖЕТ ЛИ ВЫ СУШИТЬ ВЛАЖНЫЕ СВАРОЧНЫЕ ПРОВОДКИ
Если случайно ваши электроды попали в контакт с влагой, вам не нужно сразу их выбрасывать. Вы можете восстановить свои электроды до их былая слава благодаря повторной сушке . Как следует из названия, он включает нагревание для удаления воды и влаги из стержней до того, как произойдет какое-либо необратимое повреждение. Процесс можно в основном разделить на два этапа: первый, если стержень непосредственно соприкасался с водой или высоким уровнем влажности, и второй для номинальных уровней воздействия.
Метод повторной сушки не одинаков для всех электродов, поскольку температура хранения также варьировалась в зависимости от электрода. Подробности я расскажу в следующем разделе. Предварительную сушку обычно проводят для предотвращения растрескивания или отслаивания покрытия из-за окисления сплавов.
КАК СУШИТЬ СВАРОЧНЫЕ ПРОВОДА (ПРОФЕССИОНАЛАМ И ЛЮБИТЕЛЯМ)
Если вы имеете дело с первым случаем чрезмерного воздействия влаги, вам, возможно, придется пройти предварительную сушку , особенно в случае электродов с низким содержанием водорода. Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
СОВЕТЫ ПО ПОВТОРНОЙ СУШКЕ ЭЛЕКТРОДОВ
Всегда помните, что каждый электрод имеет определенную температуру и время, в течение которого их необходимо выдерживать в печи . Эта температура обычно выше температуры хранения, чтобы обеспечить удаление всей влаги. Всегда обращайтесь к рекомендациям производителя по правильной температуре и времени. То, что я буду предоставлять, является оценкой, но фактические значения могут отличаться.
Вот отличный PDF-файл, созданный Хобартом, который я бы посоветовал вам проверить.
Во время повторной сушки электродов выньте их из банки и равномерно разложите в печи , чтобы убедиться, что каждый стержень прогрет равномерно. Если не сделать это должным образом, это может привести к неоднородным результатам. Также ищите признаки того, что электрод поврежден и не подлежит ремонту. О некоторых из этих признаков я говорил в последующих разделах.
О некоторых из этих признаков я говорил в последующих разделах.
Придерживайтесь рекомендуемой температуры и времени и не переусердствуйте с нагревом , так как это может привести к дальнейшему повреждению электрода. Причина этого в том, что влага не просто прилипает к поверхности электрода, которую можно просто испарить, влага химически связывается с покрытием электрода. Эти химические связи нуждаются в определенной температуре и времени, чтобы разрушиться без повреждения электрода.
Некоторые рекомендуют помещать электроды в печь на не более половины конечной температуры повторной сушки , и они должны выдерживаться при этой температуре около получаса перед повышением температуры. Я не уверен в эффективности этой техники , но я наткнулся на нее на одном из интернет-форумов.
РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ ДЛЯ ПОВТОРНОЙ СУШКИ
Как я уже говорил ранее, разные электроды имеют различных рекомендуемых настроек по температуре и времени . Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Для стержней с низким содержанием водорода, таких как E7018, E7028, E8018, E9018, E10018, температура предварительной сушки составляет 180-220F . В то время как конечная температура повторной сушки составляет от 650 до 750 F для E7018 и E7028 и от 700 до 800 F для E8018, E9018, E11018, E11018.
Когда мы переходим к электродам с низким содержанием водорода, их можно разделить на три категории : быстрая заморозка, быстрое заполнение и замораживание с заполнением, и для каждой из них требуется разная температура.
Для быстрозамораживающих электродов, к которым относятся E6010, E6011, E7010, E8010, E9010, воздействие влаги можно заметить по шумной дуге и сильному разбрызгиванию или нежелательным волдырям покрытия во время сварки. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Электроды с быстрой заливкой , к которым относятся E7024 и E6027 , воздействие влаги можно заметить по шумной или копающей дуге, сильному разбрызгиванию, плотному шлаку или подрезам. Эти типы 9Электроды 0005 могут быть предварительно высушены , если они необычно влажные при температуре около 200-230F в течение примерно 30-45 минут. После этого их можно повторно высушить при конечной температуре 400-500F в течение такого же времени.
Замораживание последней подкатегории заполнения, состоящей из E6012, E6013, E7014, E6022 , воздействие влаги можно заметить по тем же показаниям, что и для электродов быстрого заполнения, и даже температуры и настройки предварительной сушки аналогичны. С другой стороны, окончательная температура повторной сушки составляет около 300-350 F в течение 20-30 минут.
Если вам интересно, посмотрите также мое сравнение стержней 7018 и 7014.
В пределах одних и тех же подкатегорий могут быть небольшие различия в настройках температуры, обязательно проверьте правильность настроек, указанных производителем.
Одна вещь, которую вы должны отметить, это то, что если вы только начинаете, не беспокойтесь о приобретении сварочной печи. Герметичный холодильник также может помочь, особенно если вы не имеете дело с очень чувствительными электродами . Что, если вы только начинаете, я сомневаюсь, что вы будете. Сварочные стержневые печи используются профессионалами или любителями, которые уже некоторое время занимаются сваркой, они используются людьми, которые должны поддерживать максимально возможный стандарт.
Вот еще один вариант, который вы можете попробовать.
ИМЕЕТ ЛИ СРОК ГОДНОСТИ У СВАРОЧНЫХ ПРОВОДОВ?
Прежде чем приступить к сварочному проекту, убедитесь, что ваше сварочное оборудование находится в наилучшем состоянии. Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
ИСХОДИТ ЛИ ЭЛЕКТРОДЫ?
Простой ответ — да, хотя этот срок годности может сильно различаться в зависимости от условий хранения и типа используемых электродов. В среднем электроды имеют срок годности около 2-3 лет.
Если ваш электрод продолжает прилипать, прочтите и это.
КАКОВЫ УСЛОВИЯ, ОТНОСЯЩИЕСЯ К СЛУЖБЕ ЭЛЕКТРОДА?
Существует множество факторов, которые могут значительно повлиять на срок годности электрода, вы, должно быть, уже догадались о паре из них. Начнем с того, что первый влажность . Почти все электроды быстро приходят в негодность, если они подвергаются воздействию влаги или влажности. Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вторым фактором, связанным с первым, является температура. Вы можете значительно продлит срок службы удилища, если хранить его при рекомендованной температуре , обычно выше. Это предотвращает накопление влаги на электроде.
Электроды, такие как 7018, которые очень чувствительны к влаге, могут служить до 5 лет при правильном обращении, в то время как при контакте с влагой они могут испортиться менее чем за 6 месяцев. Электроды без низкого содержания водорода в среднем прослужат немного дольше только потому, что их легче хранить, и даже если вы пропустите некоторые вещи, они не сильно пострадают.
Но вы также должны быть осторожны с нагреванием электродов. Слишком сильный нагрев также может повлиять на срок службы и качество ваших удилищ . Не рекомендуется повторно сушить электроды более 3 раз, так как воздействие сильного тепла также может привести к выгоранию покрытия на электроде и, как следствие, к растрескиванию, сколам или ломкости сварочного стержня.
Если вы не знаете, как проверить неисправный электрод, возможно, вы используете его прямо сейчас и не знаете об этом. Существуют разные признаки для разных уровней воздействия влаги, и вы должны знать о них. первое, что вы должны искать в сварном шве, это отверстия, следы или дефекты, такие как затрудненное удаление шлака или образование шероховатых валиков. Это явные признаки того, что ваш электрод выходит из строя.
Что касается внешнего вида самих электродов, то если на них видна ржавчина или на них есть сухой порошкообразный налет , велика вероятность, что они испортились. Еще одним признаком является размягчение флюса.
Существуют различные уровни воздействия влаги и их влияние на окончательный сварной шов. при низком воздействии это может привести к растрескиванию или пористости . Когда воздействие находится на более высокой стороне, это может привести к внутренней и видимой пористости, чрезмерной текучести шлака, растрескиванию и затруднениям при удалении шлака . Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Хорошая новость заключается в том, что если ваш электрод подвергся воздействию влаги, это не означает конец света. есть способы, с помощью которых вы можете восстановить исходное качество электрода. Это может быть достигнуто за счет повторной сушки, о которой мы говорили выше.
ТОЧКА НЕВОЗВРАТА
Хотя есть способы восстановить сварочные стержни, если они подверглись воздействию влаги, иногда повреждения слишком велики, чтобы вы могли что-то сделать . Есть некоторые признаки, которые могут указывать на то, что ваши удилища испортились и пришло время их выбросить.
Первый знак, на который следует обратить внимание, это . Если ваш сварочный стержень треснул , это означает, что электрод не будет работать должным образом. если вы заметили, что ваш флюс крошится или отслаивается, это означает, что ваш стержень сильно поврежден и не может быть полностью восстановлен . Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Очень немногие новички обращают внимание на проблему хранения электродов. Понятно, что при аккуратном обращении с электродами они могут прослужить довольно долго. Хотя я пытался затронуть все общие моменты в статьях, естественно, что у вас возникло много вопросов. Я постараюсь ответить на некоторые из наиболее распространенных вопросов, которые люди имеют отношение к этой теме.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТАРЫЕ СТЕРЖНИ? Хотя у электродов есть срок годности, он зависит от того, как электрод хранился с течением времени. При идеальных условиях хранения некоторые электроды могут прослужить более 5 лет. Таким образом, возраст электрода — не единственное соображение при определении того, можно ли его использовать в проекте или нет. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
Электрод не нужно нагревать при первом открытии и использовании. Но если вы используете электрод во второй раз после того, как он находился в окружающей среде дольше рекомендованного времени, что в данном случае составляет 4 часа для 7018, рекомендуется нагреть его перед повторным использованием.
СКОЛЬКО РАЗ МОЖНО ПРОКАЛИВАТЬ СВАРОЧНУЮ ПРОВОДКУ?Электрод не рекомендуется пропекать более 3-4 раз. Многократный нагрев электрода может ухудшить качество его флюсового покрытия и его сварочные характеристики. Слишком сильное тепловое воздействие может привести к выгоранию покрытия, что может привести к сколам, растрескиванию и ломкости сварочного стержня.
ЗАКЛЮЧЕНИЕ
Подводя итог, вы должны быть очень осторожны при хранении электродов.