Как просверлить каленый металл в домашних условиях
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.
Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Уважаемые посетители сайта, поделитесь в комментариях предложениями, как еще можно просверлить отверстие в стали, которая была подвержена закалке.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) – отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь.
Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь.
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или – как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь. Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу или проведя напильником), то её можно просверлить и обычным сверлом по бетону с победитовыми напайками. Правда, сверло надо чтобы было острое. Заточку сверла, угол, тоже очень желательно сменить (подправить), сделать как у сверла по металлу, тогда процесс сверления пойдёт намного быстрее.
Но, победитовое сверло на обычном наждаке точить бесполезно, делать это надо только алмазном круге, тогда это можно будет сделать легко и без усилий. А если нет алмазного круга – просто возьмите новое сверло по бетону с победитовыми напайками.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах (если сверло тупое или не заточено как по металлу), предварительно смазав место сверления спреем w-40 или маслом. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче.
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова.
Из своего опыта скажу, хорошо делать дырки в калёной стали цельносплавными победитовыми сверлами, у меня было парочку, диаметром на 6 мм. Заточив его как для металла, капнул маслеца, и – всё идёт как по маслу, на оборотах примерно 600-1000 об/минуту.
Заточив его как для металла, капнул маслеца, и – всё идёт как по маслу, на оборотах примерно 600-1000 об/минуту.
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Или, мне удавалось выходить из положения ещё следующим методом: наметив место сверления каким-то сверлом, лишь бы видно было, и, затем, вокруг потыкал электродом, разогрев металл до красна в месте сверления – а затем, не дожидаясь пока металл остынет, тут же сверлю сталь обычным сверлом по металлу. Точки от сварки затем зачищаю кругом, и порядок. А если успели просверлить дырку пока металл не остыл – тут же его в воду, он ещё и закалится в этом месте.
Точки от сварки затем зачищаю кругом, и порядок. А если успели просверлить дырку пока металл не остыл – тут же его в воду, он ещё и закалится в этом месте.
Аналогично поступал, если надо было чуть разширить отверстие в стальной пластине. Напильник калёную сталь ну никак не брал. Тогда я сваркой разогревал металл, хотя бы до вишнёвого цвета, и – пока не остыло – подправлял, круглым напильником. Даже если сталь была уже почти серого цвета – напильник её ещё брал.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей.
Также подойдёт, хотя и не совсем идеально, перовидное сверло предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не сломать. Пластины там тонковатые, а сам победит хрупкий.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой.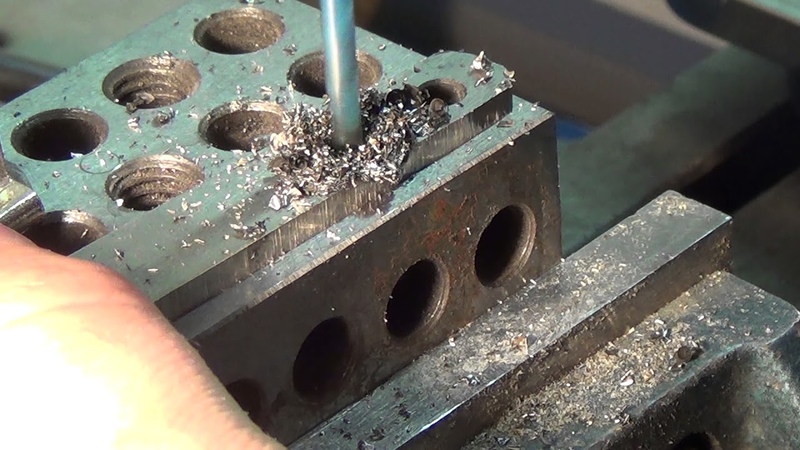 Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, например, как на ножовке по дереву или на шпателе, то можно легко пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Ну, вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу. С того времени как я написал эту статью, я уже несколько это делал, так что заходите 🙂 А если у Вас есть свой, уникальный метод сверления каленной стали, напишите.
Сообщение митяй » 09 ноя 2011, 22:12
Да нах того хиндерера с его фиксаторами! Так буду ходить!
То есть даже если просверлить отверстие(нужного диаметра и не отпустить железку перегревом), то основные трудности начнутся потом – с нарезкой резьбы. На фиг, на фиг. Это уже в будущем, если надумаю плашку менять на самодельную, то тогда уже и насверлю нужных отверстий, и резьбу в них посажу – а потом уже и закалить можно будет.
На фиг, на фиг. Это уже в будущем, если надумаю плашку менять на самодельную, то тогда уже и насверлю нужных отверстий, и резьбу в них посажу – а потом уже и закалить можно будет.
Зато тема получилась насыщенная на полезные советы.
Re: Как сверлить каленую сталь
Сообщение kuhuk » 10 ноя 2011, 02:13
Re: Как сверлить каленую сталь
Сообщение Aleks » 10 ноя 2011, 09:48
kuhuk
Высоко – это выше 56. 57. Да и то смотря к чему.
Ну ты же помнишь смертоубийственный кинжалище, помишь, как я засверливал через две втулки для соосности отверстие в хвосте. При таком раскладе у меня твердосплав достаточно быстро бы ушел в небытие. А вот быстрорезом аккуратненько с минимальными оборотами и с грамотной смазкой взял. Долго, нудно, с постоянным подтачиванием, но осилил. Не перегрел, не сжог, а именно просверлил. А ведь там было около 53 единиц! Твердосплавом было бы гораздо быстрее и проще, но в тех условиях на тех биениях патрона он бы и нескольких секунд не продержался. Так что возможно ХОРОШИМ быстрорезом сделать отверстие. Сложно, но можно. Твердосплавом проще.
Так что возможно ХОРОШИМ быстрорезом сделать отверстие. Сложно, но можно. Твердосплавом проще.
А вот резьба – в тако отверстии – это действительно проблемища.
Re: Как сверлить каленую сталь
Сообщение vadel » 10 ноя 2011, 10:02
Митяй, видел я твою Чибензу вчера 😉
Давай приделаю фиксатор.
Только на дюймового стандарта болтики. Китайские 50HRC против метчика из HSS-G? Три ха-ха два раза
PS а может и 2.5 найду. надо порыться в запасах
Re: Как сверлить каленую сталь
Сообщение Олег25 » 10 ноя 2011, 22:19
Re: Как сверлить каленую сталь
Сообщение Григорьевич » 11 ноя 2011, 10:29
Re: Как сверлить каленую сталь
Сообщение митяй » 11 ноя 2011, 18:58
Re: Как сверлить каленую сталь
Сообщение peyot » 12 ноя 2011, 01:04
Re: Как сверлить каленую сталь
Сообщение mr_Equator » 19 ноя 2011, 23:42
в связи с покупкой на сегодняшяшней СГ клинка под складник стала задача рассверливания отварстия с 3мм до 4 мм в х12мф каленой до 58-59.
справиться ли с етой задачей обычное сверло из быстрореза или надо искать из специальных сталей?
Re: Как сверлить каленую сталь
Сообщение Aleks » 20 ноя 2011, 00:17
mr_Equator
На такой твердости только свердосплав. И сверлить очень аккуратно. поскольку сверла эти хрупкие (в идеале, вообще на вертикально-сверлильном станке с нормальным патроном без серъезных биений).
Можно конечно и быстрорезом просверлить но это будет ну совсем уж очень долго.
Re: Как сверлить каленую сталь
Сообщение mr_Equator » 20 ноя 2011, 00:31
Re: Как сверлить каленую сталь
Сообщение Wild Nick » 20 ноя 2011, 11:04
На днях чинил старые каминные часы.
В них лопнула пружина завода. Лопнула не смертельно, примерно в 12 см от наружного края, т.е. края, который крепится к обойме.
Сама пружина представляет из себя полосу каленой стали шириной 15 мм, толщиной около 0,5 мм, полированную и вороненную (или очерненную) с обеих сторон.
Суть ремонта – сделать отверстие диам. 5-6 мм в пружине ближе к концу для крепления за выступ в обойме.
Так вот, я наметил дюбелем отверстие (керна не было под рукой). Острие дюбеля при этом полностью замялось.
Начал серлить сверло д.3 мм из Р6М5 еще советским.
Результат – “0”. Сверло просто скользит по поверхности, даже не снимая минимальныю стружку.
В итоге я дюбелем разбил отверстие где-то до 3 мм и дольше растачивал круглым надфилем, который стал почти лысым.
До нужного размера доточил алмазным надфилем.
К чему я это все – а не все так просто со сверлением каленой стали.
Re: Как сверлить каленую сталь
Сообщение митяй » 20 ноя 2011, 11:20
Re: Как сверлить каленую сталь
Сообщение mr_Equator » 20 ноя 2011, 11:56
Re: Как сверлить каленую сталь
Сообщение Wild Nick » 20 ноя 2011, 12:08
Re: Как сверлить каленую сталь
Сообщение mr_Equator » 20 ноя 2011, 12:14
Re: Как сверлить каленую сталь
Сообщение Aleks » 20 ноя 2011, 21:42
Да не просверлите вы на твердостях близких к 60 единицам простыми сверлами. Нет, можно конечно и простыми, если так пару-тройку месяцев с постоянной подточкой сверда день и ночь мучать эту самую железку.
Нет, можно конечно и простыми, если так пару-тройку месяцев с постоянной подточкой сверда день и ночь мучать эту самую железку.
mr_Equator
Тогда очень акуратно без сильного нажима, с постоянной смазкой. И сверел сразу минимум пару брать – ломаются они в таких условиях довольно резво и что называется пачками. Ну и сверла нужны по металлу. Стандартный твердосплав по бетону здесь не катит.
Re: Как сверлить каленую сталь
Сообщение mr_Equator » 21 ноя 2011, 13:46
Re: Как сверлить каленую сталь
Сообщение kuhuk » 21 ноя 2011, 17:12
Re: Как сверлить каленую сталь
Сообщение Aleks » 22 ноя 2011, 09:09
Re: Как сверлить каленую сталь
Сообщение kuhuk » 22 ноя 2011, 09:43
Re: Как сверлить каленую сталь
Сообщение Aleks » 22 ноя 2011, 09:46
Re: Как сверлить каленую сталь
Сообщение kuhuk » 22 ноя 2011, 09:54
Re: Как сверлить каленую сталь
Сообщение roman251 » 26 ноя 2011, 17:04
Re: Как сверлить каленую сталь
Сообщение scorp1612 » 23 июл 2012, 11:54
Всем привет.
Не знаю актуально еще или нет но раскажу как сверлю закаленные стали я, может кому пригодится.
Сверлю при помощи дрели и стойки сверлильной.
1й способ с помощью перьевого сверла для стекла:
Обязательное условие вода в зоне обработки и минимальная подача! Проще всего горлышко от пластиковой бутылки из под молока или газировки приклеенное на воск от свечи.
Получается небольшой колодец с водичкой а внутри наше будущее отверстие.
2й способ это твердосплавные сверла:
Есть сверла практически любого диаметра встречал от 1мм и до 8мм (это имеется в виду цельные) большего диаметра это с напаянными пластинками и чаще всего для бетона. Но
если вдруг кому нужны такие огромные отверстия то эти сверла нужно перетачивать и обязательно охлаждать при сверлении, чтобы не распаялись.
Проще всего просверлить отверстие маленьким диаметром, а затем рссверлить большим так как у больших твердосплавных сверл очень толстая ленточка и ими сверлить очень неудобно
(нужно очень часто перетачивать) проще рассверлить меньшего диаметра отверстие. Мне очень понравилось сверлить центровочным твердосплавным сверлом, а затем рассверливать до нужного диаметра.
Мне очень понравилось сверлить центровочным твердосплавным сверлом, а затем рассверливать до нужного диаметра.
И очень важные момент во всем процессе сверления твердосплавом(проверено на горьком опыте убито не одно твердосплавное сверло):
1е-твердосплав очень боится вибраций и ударов поэтому желательно сверлить на хорошем станке и с хорошим патроном без биения, если использовать сверлильную стойку то желательно брать одельную дрель только для этих работ(у меня ударная дрель не один год в эксплуатации беение ужасное) или как в моем случаи отверстие нужно проходить за один раз!
2е-(очень важное условие для сохранения вашего инструмента) пожложка под заготовкой дожна быть металлической и без отверстий и вмятин-любая полоска Ст3 ровная чтобы сверло при выходе из вашей закаленной заготовки не меняло скорости, небыло удара и увода сверла.
3е – хоть сверла и твердые но садятся и выкрашиваются очень быстро(у меня после 2-3х отверстий, а иногда и после1го), поэтому вам понадобится алмазный круг для правки и точило.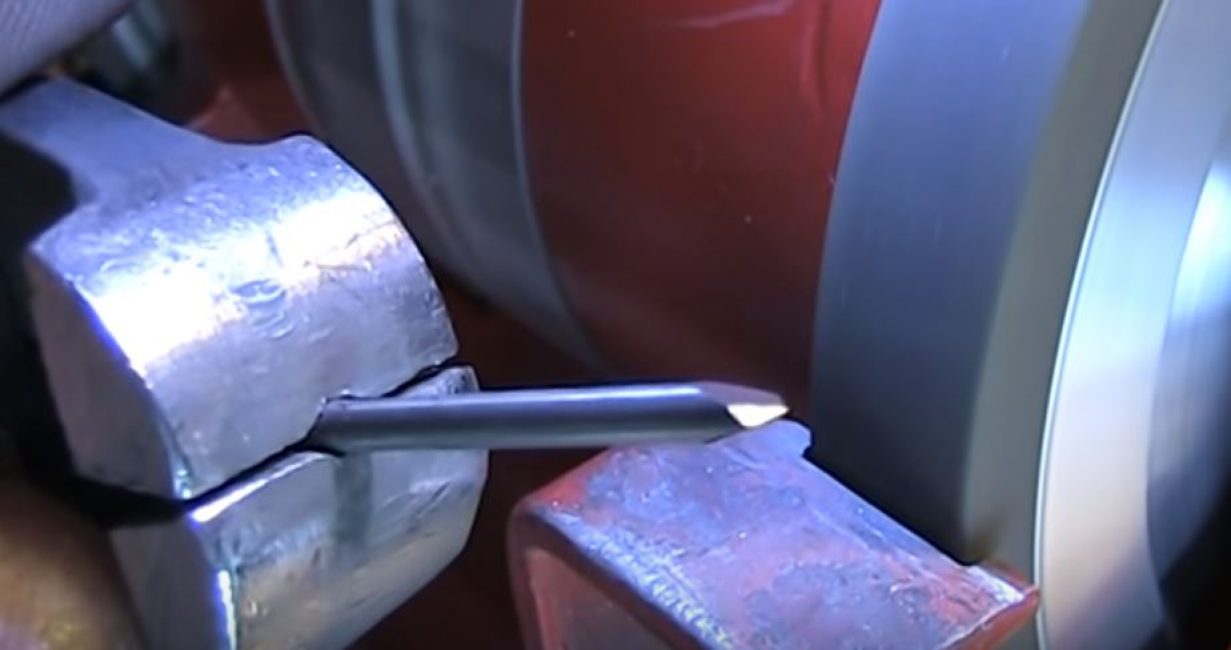 Пробовал извращаться дремелем и алмазным диском но очень это мне показалось неудобным и сложным.
Пробовал извращаться дремелем и алмазным диском но очень это мне показалось неудобным и сложным.
Надеюсь, что мой опыт Вам пригодится.
А еще по поводу резьбы в отверстии: я бы попробовал просверлить отверстие в 2 раза большее чем необходимо, надфилем сделал канавки или изменил форму отверсия на квадрат или овал и затем заклепал внутрь серцевину из более мягкого метала(сталь, латунь, медь, нержавейка в крайности), просверлил отверстие под резьбу и нарезал.
Кто сейчас на конференции
Сейчас этот форум просматривают: AhrefsBot и 0 гостей
Чем сверлить каленую сталь своими руками
Чем лучше просверлить каленую сталь? – Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеру, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую.
Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит.
Но на самом деле это не победит это ВК8.

Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.
Затачиваем две плоскости, как под плоскую отвертку.
Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь.
Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.

Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС.
Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Смотрите видео
Как просверлить отверстие в каленом металле: сверление закаленной стали
Рубрика: «Работаем с металом»
Как просверлить каленую сталь, методы.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус.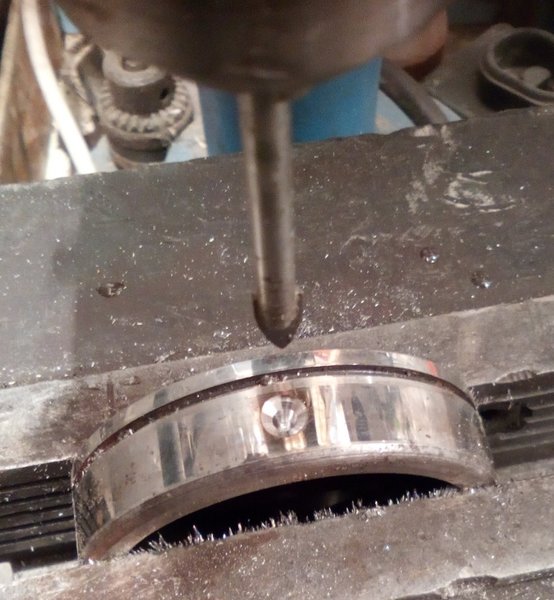
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Виктор Донской
www.masteru.org.ua
Набор фрезерных сверл 3/4/5/6/6,5/8 мм. для дерева и металла
Всем привет.В сегодняшнем обзоре речь пойдет об еще одном наборе сверл (а если быть более точным, то о сверлах-фрезах) из Китая, купленном мною на просторах eBay. К сожалению, в том магазине, где я делал заказ, этого товара больше нет, так что ссылка сверху ведет на другой, первый попавшийся.
К сожалению, в том магазине, где я делал заказ, этого товара больше нет, так что ссылка сверху ведет на другой, первый попавшийся.
Итак, мой продавец оказался адекватным и оперативным. За небольшую доплату посылка была отправлена с полноценным треком, так что если кому-нибудь интересно, то узнать подробные сведения о ее следовании по маршруту Китай-Беларусь можно здесь.
Товар был отправлен в небольшом бумажном конверте, внутри которого и находились заказанные мною сверла. Какая бы то ни было оригинальная упаковка отсутствует, все сверла сложены в небольшой полиэтиленовый пакетик, который был «запечатан» при помощи обычного офисного степлера.
В комплекте поставки 6 сверл разного диаметра 3, 4, 5, 6, 6,5 и 8 миллиметров. Внешне выглядят они довольно таки симпатично. Режущая часть покрыта желтым напылением, которое по словам продавца является ни чем иным, как нитридом титана и призвано продлить срок службы инструмента. К сожалению, проверить так это или нет в домашних условиях не так уж и просто, так что придется поверить продавцу на слово.
 Но это не первые мои сверла с таким покрытием и хочу сказать, что соляная кислота его не берет, в процессе работы оно не стирается, так что заявление о том, что сверла «титановые» похоже на правду.
Но это не первые мои сверла с таким покрытием и хочу сказать, что соляная кислота его не берет, в процессе работы оно не стирается, так что заявление о том, что сверла «титановые» похоже на правду.Хвостовики у сверл цилиндрические, так что они сгодятся для 99% видов зажимных патронов. На хвостовике каждого сверла имеется маркировка, указывающая на диаметр сверла и материал из которого оно изготовлено. Тут это HSS сталь.
HSS (High Speed Steel) — это общее определение группы быстрорежущих сталей. HSS сталь применяется для изготовления большого количества различного режущего инструмента. Обычно, это сверла, фрезы, метчики и плашки, реже — ножи и пильные полотна. HSS стали являются высокоуглеродистыми и некоторые из них содержат большую долю вольфрама. Как правило, инструменты из HSS-стали имеют твердость 62-64 HRC. Основным преимуществом перед твердосплавными инструментами является прочность и более низкая стоимость инструментов. Поэтому HSS хорошо себя показывает при прерывистом резании.
 Ограничением применения HSS являются низкие скорости резания по сравнению с твердыми сплавами.
Ограничением применения HSS являются низкие скорости резания по сравнению с твердыми сплавами.Как видно на фото, сверла имеют не совсем обычный вид. В них соединены два типа режущего инструмента — обычное сверло и фреза. Если с острием сверла все понятно (оно нужно для проделывания отверстия), то основная часть — фреза, использующаяся для фрезерования полученного отверстия.
Рекомендованная частота вращения этого инструмента — 1000 — 2000 об/мин, а используется он для фрезерования контуров любой формы в тонкостенных материалах (дерево, пластик и т.д.) и листовых металлах (до 2 мм). Так же он может быть использован в качестве обыкновенного сверла для проделывания отверстий.
В принципе, больше ничего интересного во внешнем виде сверл нет, а значит можно переходить к их практическим испытаниям. Для начала решил опробовать их в качестве самых обычных сверл и посмотреть как они справятся с проделыванием обычных отверстий. Как и ожидалось проблем не возникло:
Отверстия получаются ровные, аккуратные.
После проделывания парочки отверстий, а так же их фрезерования, внешний вид сверл никак не изменился. Единственное — все сверло покрылось опилками.
Следующий этап — проверка работоспособности сверл на металле. Был взят дюралюминиевый уголок, толщина стенки — 2 мм.
Для начала просто просверлил в нем отверстие.
Проделывалось оно при помощи аккумуляторного шуруповерта. Не сказал бы, что все прошло так же быстро, как и в случае с деревом, но особых проблем и тут не было. Сверлится металл без особых проблем. Далее — фрезеровка отверстия.
В принципе, при помощи данных сверл круглое отверстием можно превратить во все, что угодно (или нужно). Начиная от овального и заканчивая звездочкой или какой-нибудь другой фигуркой. Пару секунд и красивое ровное отверстие превращается вот в это:
Причем с фрезеровкой отверстия даже в дюралюминиевом уголке проблем не возникло, а ведь он даже не был зажат в тиски, то есть его приходилось придерживать одной рукой, а инструмент держать другой.
 Поэтому сердечко получилось кривым 🙁
Поэтому сердечко получилось кривым 🙁Что касается обработки древесины, пластика и других мягких материалов — тут все проходит быстро, без серьезных усилий.
После завершения теста сверло мало чем отличалось от того, что можно было увидеть сразу после получения посылки (сорри за убежавший не туда фокус):
Итак, подводя итог всему, что тут было написано, могу сказать, что данные фрезерные сверла оказались рабочим инструментом, который хорошо справляется со своими функциями. Основная область их применения — изменение формы отверстия. С их помощью в деревянных перекрытиях можно проделать отверстие под розетку или выключатель, можно сделать отверстие овальным или квадратным, а можно использовать в качестве обычных сверл.
На этом, пожалуй, все. Спасибо за внимание и потраченное время.
Про бодипозитивизм или как Женя узнала НОВОЕ!
То, что единственным ответом может быть только «Башку себе просверли» как-то опускалось из виду ввиду своей очевидности. Во сказанула, йопта!
Во сказанула, йопта!И есть у меня очень интересная особенность: только я начинаю что либо прицельно искать в этих ваших интернетах, то эти самые ваши интернеты способны меня затащить в диаметрально противоположные обсуждения.
Вот пример из жизни.
Сижу, пью пиво, зырю обсуждения возможностей просверлить каленое железо. Ну, это будет в псте про нашу рабочую гильотину, и как я для нее новый нож покупаю.
Зырю, значит, потом ножыки просто смотрю, потом зырю какой ножык ношение – это уже статья, а какой просто доебацца могут (вот тут, кста, не особо поняла, в чем различия, и то и то – колюще-режущее) смотрела, смотрела, шушарила по сайтам…
И тут ловлю себя на том, что читаю обзор новой модели виброяиц.
Ссушайте, такая, оказывается, интересная херня!
Захотела на работе вздрочнуть, зашла через приложуху на тилипоне – и вперед!
Блять, чо тока люди не придумают, лишь бы дороги не ремонтировать.
И вот спрашивается, какими такими путями я от видов полиграфических расходников дошла до секс-игрушек? А саврасие его знает. Неисповедимы пути интернета, а уж извилины моего межушного ганглия – ващщще весч непостижимая.
Неисповедимы пути интернета, а уж извилины моего межушного ганглия – ващщще весч непостижимая.
Нудаквот.
Сидела я на ютубчике про ремонты, а через некоторое время извилистыми ходами проникла на страничку одной дэушки.
Ну, как извилистыми… Контекстная реклама – наше все!
Сначала ВгеньПалне приспичило позырить на шмотье. Потом на нижнее белье в кружаффчиках. Нуачо? Я хоть тетка и гоповатая, обычно рассекаю в женском варианте «мужские семейники растянутые и застиранные», но на красивые трусы люблю зырить и представлять, как они смотрелись бы на моем суповом наборе а-ля таззз.
Рассмотрев новые модные тенденции в сфере неглижЭ и пошлявшись по разным сайтам (блин, это даже не стринги с лифчиками, это идиотская экономия ткани, да и тупо неудобно), я через некоторое количество кликов и набрела на девушку.
Она типа модель плюс сайз (первой мыслью было «Блять, кого только не ебут»), но ВгеньПална живенько завистливость подавила и отметила, что ничошная такая: подтянутая, ничо не висит и не целюллитное.
Кста, целюллитное – это ващет признак женского здоровья, но это я так, вкрацыи.
Рассматриваю фотки, бельишко, платьюшки, ну и попутно читаю ее псты.
В одном из которых девушка пропагандирует бодипозитивизм как движение.
Камрады, я у вас, конечно, тетка дремучая – ем руками, а по дому предпочитаю ходить в трусах а-ля «мужские семейники» (и в шерстяных носках, блять!!!) но о бодипозитивизме слышала.
Только всегда думала, что это когда девки подмышки брить не хотят.
А это оказывается движение, ёптваюмать! Феминисьтиццкое!
ВгеньПалне интересно стало узнать новое на свою тыковку, вот и полезла она в Вики за инфой, и в жужуль за фотачьками.
Ща немного из Вики: лень цитировать, если вам захочется ознакомиться – велкам. В целом там очччч правильные и хорошие весчи, НО! Всегда есть ёбаное но!
Этим теткам, походу, делать нечего, вот они и придумали:
– волосатости на туше не брить;
– если любишь жрать, а двигаться не очень, не худеть;
– носить все, что сильно нры;
– и вообще, любить ся такой, какая ты есть, не обращая внимания на общепринятые нормы социума.
Я примерила ситуевину на себя и представила: вот я, вся такая немытая, небритая, нечесаная, в любимых дырявых БСпшных шортах и прожженной футболке, с запахом перегара из нечищенной пасти – и на улицу! Нуачо? Я се такой нравлюсь, и если честно, то в отпуске… я тыкву почти не расчесываю.
Продавцы из Добрячка меня уже какой только пре- и перебодипозитивной не видели.
Читаю я, значит, эту девушку, рассматриваю ее красивое белье, ракурсы там, и как-то… неловко от ее негатива. Кажется, это называется «испанский стыд».
Ну, не хочешь ты… ну, бриться, одеваться как-то по особому, быть худой или в теле, но подтянутой, скрывать период менструации. Не делай!
Хотя чисто мое мнение: критические дни у женщины – это обычный физиологический процесс, который говорит, что женщина здорова и фертильна. Но это все-таки интимный процесс (как и дефекация), поэтому не стоит размахивать красными флагами! Вы ж не срете посреди улицы…
Не надо называть бодипозитивом обычное ожирение, это болезнь.
Не надо принуждать не согласных с твоим мнением женщин касаемо бритья, и называть их мужскими подстилками.
Подмышки и манян (пизда по коми) брить – это тупо гигиенично! Я, например, ноги брею тока если бритва новая. А руки не брею принцыпиально, мои волосатые руки – это мой фетиш )))
Какая-то странная общественная позиция, ей саврасие.
Одевайся как хочешь, но не в засаленном же халате по улицам рассекать, даж если этот халат твой любимый.
Не брейся. Твое тело – твое дело, остальным бритыми тупо удобнее.
Рассказывай всем физиологические подробности и особенности своего организма и не удивляйся, что на тя смотрят как на ебанутую. Мы живем в социуме.
Не надо говорить, что ожирение – это норма. Это блять болезнь или лень.
Как, впрочем, и излишняя худоба. Но я же не таскаюсь по Затону и не свечу тем, что у меня тазовые кости торчат и ключицы выпирают. А жопе больно сидеть на твердом, потому что сидишь костями.
Чота негативная очень девушка. Хотя и красивая. И белье в кружаффчиках.
И белье в кружаффчиках.
Вообще мне показалось, что все эти новомодные движения агрессивные какие-то. Все-таки до нормального феминизма нам далеко…
Опять быдлопост наваяла. Ну, да ладно. Мне простительно, я сегодня к полуночи на монтаж еду…
Два секрета антикварной Singer с челноком типа “пуля”! И таки она снова шьёт!!!
Периодически мне задают вопрос – а занимаюсь ли я ремонтом или наладкой старых машин? Хотя не все модели из-за физического износа деталей можно качественно восстановить/настроить – на видео один из вариантов хорошего стечения многих обстоятельств!
Эти два секрета, упомянутые в видео – использование игл и процесс петлеобразования!
1. Это машина, под которую не подходят современные иглы формата 130/705H, или те что ставятся на современные швейные машины. В чём сложность этих машин – игловодитель довольно проблематично отрегулировать под высоту стандартных игл, из-за того что место крепления не стандартное. .. приходится выкручиваться. Как вариант подходят иглы без скоса с пром машин типа DP*17 и UY-128GBS
.. приходится выкручиваться. Как вариант подходят иглы без скоса с пром машин типа DP*17 и UY-128GBS
Да, некоторые модели можно сделать без вот этого вот всего… Да, можно выкрутив сквозной стопорный винт – регулировать хомутом крепления игловодителя. И да, конкретно по этой машине игловодитель без хомута сквозным винтом крепился, и его ни выше ни ниже невозможно без переделки было переставить… Но конкретно по этой машине – это не вариант, потому и снял на видео. А сверлить каленое железо и в нём резать резьбу – то ещё удовольствие) Кто в теме – понимает о чём речь, верно?
2. Эта старинная модель Singer имеет одно уникальное свойство, позволяющее ей шить без пропусков. Иголка, при “встрече” с носиком челнока, создает петлю для захвата дважды, в момент подхода носика челнока создавая напуск петельки. При этом из положения вверх игловодитель снова опускается немного вниз , а затем идёт по обычному циклу, таким образом верхняя нить свободно проходит челнок. В этом и есть необычность подобной машины! На более поздних моделях уже этого не было. Проход игольной нити был реализован по-другому. В видео показана часть момента петлеобразования и этого двойного напуска.
Проход игольной нити был реализован по-другому. В видео показана часть момента петлеобразования и этого двойного напуска.
Хотя я в основном занимаюсь сейчас современными швейными машинами/оверлоками и прочей швейной техникой – но также имею опыт ремонта и подобного оборудования))) На видео лишь один из примеров. Это дореволюционная Singer с челноком типа “пуля”. Швейный челнок у нее не круглый, как у обычных швейных машин, а длинный, словно пуля, в которую вставляется такая же удлиненная шпулька с ниткой.
После революции широкое распространение получил в нашей местности аналог, известный как “Госшвеймашина” с подобным челноком типа “пуля”
Эту модель старой швейной машинки Singer, действительно, можно назвать настоящим антиквариатом.
По ходу видео делюсь своими мыслями и выводами
Как просверлить твердую сталь – klarus-auto.ru
Как просверлить каленую сталь в домашних условиях
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.
Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент.
 В качестве абразива подходит исключительно круг с алмазным напылением.
В качестве абразива подходит исключительно круг с алмазным напылением.
 В качестве абразива подходит исключительно круг с алмазным напылением.
В качестве абразива подходит исключительно круг с алмазным напылением.Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.

Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.

Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как просверлить каленую сталь
Крутой способ очистки грязных швов между плиткой
Как самому сделать ленточно — шлифовальный станок из болгарки
Усовершенствуем свою рулетку
Полезная самоделка из металлической пластины
Как сделать ключ для болгарки и дрели своими руками
Чем лучше просверлить каленую сталь? — Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеру, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую.
Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит.
Но на самом деле это не победит это ВК8.
Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.
Затачиваем две плоскости, как под плоскую отвертку.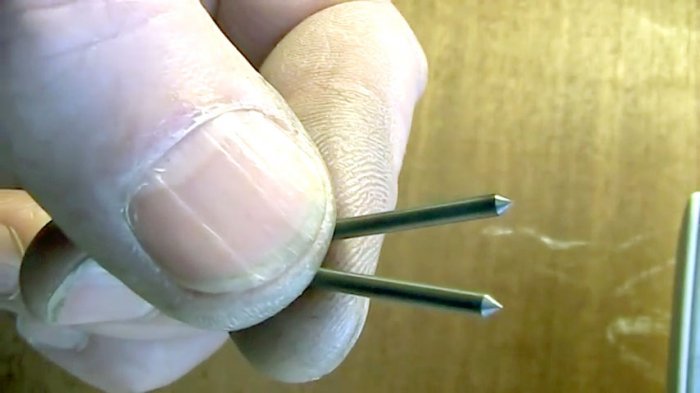
Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь.
Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.
Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС.
Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Смотрите видео
Способы сверления отверстий в каленом металле
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.
Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Уважаемые посетители сайта, поделитесь в комментариях предложениями, как еще можно просверлить отверстие в стали, которая была подвержена закалке.
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Видео по теме
Самодельный мини трактор и все к нему
Меню навигации
Вы здесь » Самодельный мини трактор и все к нему » Металлообрабатывающие станки » Каким сверлом просверлить отверстие в калёной стали?
Каким сверлом просверлить отверстие в калёной стали?
Сообщений 1 страница 19 из 19
Поделиться
128 сентября, 2015г. 19:40:54- Автор: Серёга_____
- Активный участник
- Откуда: Одесса
- Зарегистрирован: 4 апреля, 2014г.
- Сообщений: 405
- Уважение: [+5/-0]
- Позитив: [+6/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 24 [1995-12-13]
- Провел на форуме:
12 дней 7 часов - Последний визит:
16 июня, 2017г. 11:40:34

Нужно просверлить отверстие в полуоси. Пробовал сегодня сверлить победитовым наконечником, не взял. А обычным сверлом тем более.
Поделиться
228 сентября, 2015г. 19:59:53- Автор: libral
- Ветеран
- Откуда: Украина, Бердянск
- Зарегистрирован: 11 сентября, 2014г.
- Сообщений: 720
- Уважение: [+35/-2]
- Позитив: [+24/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 46 [1973-11-13]
- Провел на форуме:
10 дней 18 часов - Последний визит:
12 мая, 2017г. 21:20:58
Серёга_____
У меня тоже не получалось.
Отредактировано libral (28 сентября, 2015г. 20:00:29)
Поделиться
328 сентября, 2015г. 20:04:52
20:04:52- Автор: Серёга_____
- Активный участник
- Откуда: Одесса
- Зарегистрирован: 4 апреля, 2014г.
- Сообщений: 405
- Уважение: [+5/-0]
- Позитив: [+6/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 24 [1995-12-13]
- Провел на форуме:
12 дней 7 часов - Последний визит:
16 июня, 2017г. 11:40:34
Серёга_____
У меня тоже не получалось.
Отредактировано libral (Сегодня 20:00:29)
Завтра пойду куплю алмазное сверло. может оно возьмёт. короче я так понял что сверло должно быть твёрже калёной стали.
Поделиться
428 сентября, 2015г. 20:24:38- Автор: libral
- Ветеран
- Откуда: Украина, Бердянск
- Зарегистрирован: 11 сентября, 2014г.
- Сообщений: 720
- Уважение: [+35/-2]
- Позитив: [+24/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 46 [1973-11-13]
- Провел на форуме:
10 дней 18 часов - Последний визит:
12 мая, 2017г. 21:20:58
 21:20:58
21:20:58Серёга_____
Ты с торца сверлишь? Полуоси еще разные бывают. Подожди что токаря скажут, че-то мне кажется что алмазное не поможет.
Поделиться
528 сентября, 2015г. 20:32:51- Автор: Серёга_____
- Активный участник
- Откуда: Одесса
- Зарегистрирован: 4 апреля, 2014г.
- Сообщений: 405
- Уважение: [+5/-0]
- Позитив: [+6/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 24 [1995-12-13]
- Провел на форуме:
12 дней 7 часов - Последний визит:
16 июня, 2017г. 11:40:34
Серёга_____
Ты с торца сверлишь? Полуоси еще разные бывают. Подожди что токаря скажут, че-то мне кажется что алмазное не поможет.
нее сверху нужно. Ещё прочитал про свёрла для стекла не плохо берут сталь но нужно часто водой охлаждать а то припаянный резец отлетит. Ещё узнал что можно заточить победитовое сверло (по бетону которое) до остроты и тоже сверлит, но опять же нужно часто охлаждать.
Поделиться
628 сентября, 2015г. 20:54:44- Автор: Vikont
- Ветеран
- Откуда: Беларусь, Пинск
- Зарегистрирован: 23 апреля, 2010г.
- Сообщений: 568
- Уважение: [+59/-1]
- Позитив: [+74/-5]
- Приглашений: 0
- Пол: Мужской
- Возраст: 62 [1957-03-31]
- Skype: Vikont65
- награды: vid
- Провел на форуме:
1 месяц 2 дня - Последний визит:
30 декабря, 2019г. 15:49:12
Нужно просверлить отверстие в полуоси. Пробовал сегодня сверлить победитовым наконечником, не взял.
Это смотря до какой твердости закалена поверхность.
Потом, сверло для бетона и для стали в корне затачиваются по разному, тем более для сверления закалённых сталей. Так же у них разная геометрия спиральной части.
К примеру, попробуйте сверлить сверлом для бетона, простую не закаленную сталь, удовольствия не получите.
Также материал твердосплавной пластинки играет не маловажную роль.
А для полуоси, мне кажется в вашем случае, можно попробовать слегка прогреть место сверления до темно вишневого цвета и медленно охладить в течении нескольких часов, думаю качество п/оси не пострадает.
Сверлить нужно на минимальных оборотах от 50 до 200 не более.
Отредактировано Vikont (28 сентября, 2015г. 20:56:53)
Как сверлить в стали как профессионал
Как сверлить в стали TIPS
Думаю, этим летом вы столкнетесь с каким-нибудь самодельным проектом, в котором вам нужно просверлить металл. Сталь – самый распространенный металл, который вы найдете в своем доме, и просверлить его не так сложно, как вы думаете.
Начинающие домашние мастера обычно делают несколько ошибок, которые могут привести к повреждению металла, инструментов или окружающей отделки, вызвать разочарование и создать ряд ненормативной лексики, от которой моряк может покраснеть.Всего этого можно избежать, выполнив несколько простых шагов!
Ключ в том, чтобы использовать правильное сверло, сверлить медленно и поддерживать сверло в ОХЛАЖДЕНИИ. Если вы сверляете горизонтальный кусок стали, его можно охладить, сверля в лужу с чистым моторным маслом. Если сталь расположена вертикально, вам понадобится помощник и масленка, чтобы разбрызгивать масло на основание сверла во время работы.
Если вы сверляете горизонтальный кусок стали, его можно охладить, сверля в лужу с чистым моторным маслом. Если сталь расположена вертикально, вам понадобится помощник и масленка, чтобы разбрызгивать масло на основание сверла во время работы.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных мастеров в вашем городе, чтобы просверлить ваш кусок стали.
СМОТРЕТЬ ВИДЕО В первую очередь:
Степень сложности:
Шаг первый: Возьмите дрель с регулируемой скоростью. Кусок дерева, который можно поместить под просверливаемый кусок металла, будет очень кстати. Вам также понадобятся острые кобальтовые сверла (НАЖМИТЕ ЗДЕСЬ, чтобы ЗАКАЗАТЬ их сейчас), предназначенные для сверления в металле. Эти биты четко обозначены для этой цели на этикетке и часто содержат кобальт в стали, используемой для изготовления бит.
Посмотрите на этикетку любых битов, которые вы покупаете. Я использовал эти биты COBALT, и они фантастические. НАЖМИТЕ ИЗОБРАЖЕНИЕ, чтобы ЗАКАЗАТЬ ИХ СЕЙЧАС.
Вам понадобится острый гвоздь или кернер. Также потребуется масло для резки металла или стандартное моторное масло. Может потребоваться один или два зажима для удержания металла на месте во время сверления. При сверлении тонкого металла тяжелые рабочие перчатки могут предотвратить неприятный порез или порез. При сверлении стали надевайте защитные очки и толстые перчатки. Если вам в глаз попадет острый металлический осколок, поездка в скорую будет стоить вам огромных денег.Найдите время, чтобы НОСИТЬ ЗАЩИТНЫЕ ОЧКИ.
Шаг второй: Если кусок металла, который вы собираетесь просверлить, тонкий и легкий, вы можете надежно закрепить его на дереве. Сверление может вызвать быстрое вращение металла по мере того, как сверло проникает в металл. Это может произойти без предупреждения и вызвать неприятный порез, если вы не будете осторожны.
Шаг третий: Если вы просверливаете отверстие большого диаметра, скажем, 3/8 дюйма или больше, вам нужно сначала просверлить в металле направляющие отверстия меньшего размера. Начните с отверстия 1/8 дюйма, а затем используйте сверло 1/4 дюйма, чтобы увеличить отверстие. Завершите отверстие сверлом на 3/8 дюйма.
Начните с отверстия 1/8 дюйма, а затем используйте сверло 1/4 дюйма, чтобы увеличить отверстие. Завершите отверстие сверлом на 3/8 дюйма.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных мастеров в вашем городе, чтобы просверлить ваш кусок стали.
Шаг четвертый: Сверление металла, особенно металла толщиной более 1/4 дюйма, может вызвать сильное нагревание и трение. Тепло может повредить сверло. Профессионалы используют масло при сверлении стали. Масло смазывает металл и сверло во время вращения.Масло также действует как радиатор, поглощающий большую часть тепла. Просто нанесите масло на металл перед началом сверления и добавьте еще масла во время сверления.
Используйте чистое моторное масло. 10w30 в порядке. Это не обязательно должно быть дорогостоящее синтетическое масло. Вязкость масла помогает ему поглощать много тепла от стали и бурового долота. При сверлении вертикальной стали вам, вероятно, понадобится помощник, использующий масленку, чтобы распылить масло на сталь у основания сверла. Соберите капающее масло контейнером или бумажным полотенцем.
Соберите капающее масло контейнером или бумажным полотенцем.
Шаг пятый: Когда вы определились, где вы хотите сделать отверстие, попробуйте создать небольшое углубление в металле с помощью гвоздя или перфоратора. Это крошечное углубление помогает центрировать сверло, поэтому оно не смещается при включении сверла.
Шаг шестой: Когда вы начинаете бурение, используйте низкую скорость и умеренное давление на сверло. Высокие скорости вызывают слишком большое трение и высокую температуру. При сверлении металла лучше всего подходит медленная и стабильная скорость сверления.
Шаг седьмой: Если вы заметили дым, вы сверляете слишком быстро или используете недостаточно масла для смазки процесса сверления. ОСТАНОВИТЕСЬ и дайте сверлу остыть. Вы можете нанести немного масла на насадку, чтобы она быстрее остыла. Затем начните добавлять масло в точке, где сверло врезается в сталь.
Шаг восьмой: Когда сверло вот-вот пробьет другую сторону металла, оно может схватиться за металл, заставляя сверло закручиваться в руке или заставляя металл вращаться. Помните об этом, так как вы собираетесь пробить металл битой. Крепко возьмитесь за сверло и обратите внимание.
Помните об этом, так как вы собираетесь пробить металл битой. Крепко возьмитесь за сверло и обратите внимание.
Резюме: Просверлить металл совсем несложно. Алюминий очень мягкий и легко сверлится. Стальная пластина толщиной в четверть дюйма – сложная задача, но вы справитесь. Попробуйте сначала потренироваться на более мелких металлических предметах. Очень важно иметь дрель с регулируемой скоростью и очень острые сверла. Дайте мне знать, как у вас дела! P.S. У меня есть ФАНТАСТИЧЕСКАЯ СВЕРЛА, которую я использую для сверления стали.
Вот аккумуляторная дрель на 18 В, которая у меня есть, которая отлично справляется со сверлением стали. НАЖМИТЕ ИЗОБРАЖЕНИЕ, ЧТОБЫ КУПИТЬ СЕЙЧАС.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных мастеров в вашем городе, чтобы просверлить ваш кусок стали.
Колонка: HT018
Branding Irons Unlimited – Инструкции и уход
Основы брендинга
- Во время нагрева утюга для клеймения, когда он не используется, и при охлаждении до комнатной температуры утюг для клеймения должен оставаться в горизонтальном положении, опираясь на предоставленную подставку или подставку.
- Время, необходимое для разогрева маркирующей головки: Выдержать 20-40 минут. Факторы, которые могут повлиять на время нагрева, включают в себя: размер фирменной головки, настройку блока контроля температуры и изменения условий рабочей зоны, таких как сквозняк, температура и влажность.
- Оптимальное время выдержки (удерживание головки для клеймения в контакте с маркируемой поверхностью): 3-15 секунд – Факторы, которые могут повлиять на время выдержки, включают: размер головки для клеймения, настройку блока контроля температуры и погодные условия вокруг рабочей зоны.
- Начните любой сеанс брендинга, предварительно нагревая головку для брендинга в течение 20-40 минут, пока термостат установлен на максимум. Обязательно промаркируйте некоторые отходы вашего материала (ов), чтобы вы могли отрегулировать термостат на основе результатов тестирования.
ПРИМЕЧАНИЕ. Никогда не оставляйте утюг в вертикальном положении. Всегда кладите утюг на подставку или подставку. Повышается температура и повреждает компоненты нагревательного инструмента, а также может расплавить или обжечь ручку.
Изменение положения вашего электрического утюга с горизонтальной на вертикальное до того, как он остынет до комнатной температуры, может привести к внутреннему повреждению и аннулированию гарантии.
ВАЖНАЯ ИНФОРМАЦИЯ: Для брендинга в странах с напряжением, отличным от 120 В, 60 Гц (напряжение США) за пределами Северной Америки, обязательно используйте наше оборудование для маркировки 220-240 В.
Процедура брендинга
- Выберите безопасное, хорошо проветриваемое рабочее место для всех сессий тестирования и брендинга.
- Убедитесь, что отходы лежат на рабочей поверхности и готовы к тестовой маркировке.
- Убедитесь, что товары, которые вы собираетесь брендировать, гладкие, плоские и не пылятся. Затем положите их на ровную гладкую и чистую жаростойкую рабочую поверхность.
- Подключите блок контроля температуры (TCU). в электрическую розетку и подключите утюг к TCU.
- Убедитесь, что ваша фирменная головка надежно прикреплена к нагревательному инструменту и опирается на предоставленную подставку или подставку или на термостойкую безопасную поверхность, которая не может гореть или загореться, например кирпич.
- Для пластика: Хорошей отправной точкой является установка TCU от 20% до 30% (в зависимости от типа пластика). Подождите примерно 15-20 минут, чтобы ваша головка для брендинга нагрелась. Тогда ваш брендовый утюг должен быть готов, чтобы вы могли начать тестовое брендирование. Поместите нагретую головку для клеймения так, чтобы она полностью соприкасалась с поверхностью куска обрезка, примерно на 1 секунду, удалите и проверьте полученную отметку. При необходимости отрегулируйте процентную настройку TCU, а также время задержки.
- Для кожи: хорошей отправной точкой является установка TCU от 40% до 60%.(Более низкий процент подходит для легкой кожи и более высокий процент для более тяжелой кожи). Подождите примерно 15-20 минут, чтобы ваша головка для брендинга нагрелась. Ваш брендовый утюг должен быть готов к тому, чтобы вы начали тестовое брендирование. Поместите нагретую головку для клеймения так, чтобы она полностью соприкасалась с поверхностью куска лома, примерно на 3-5 секунд, удалите и проверьте полученную марку. При необходимости отрегулируйте процентную настройку TCU, а также время задержки.
- Для древесины: хорошей отправной точкой является установка TCU на 70%.(Более низкий процент подходит для более мягкой древесины и более высокий процент для твердых пород). Подождите около 20 минут, пока ваша головка для брендинга нагреется. Ваш брендовый утюг должен быть готов к тому, чтобы вы начали тестовое брендирование. Поместите нагретую головку для клеймения так, чтобы она полностью соприкасалась с поверхностью куска лома, примерно на 5-10 секунд, удалите и проверьте полученную марку. При необходимости отрегулируйте процентное значение TCU (выше или ниже), а также время задержки.
- После получения нескольких тестовых отметок сделайте паузу на несколько секунд, чтобы дать вашей головке для клеймения восстановить тепло.
- После того, как вы получите желаемые фирменные контрольные отметки на ломах, переходите к маркировке своей продукции.
 в электрическую розетку и подключите утюг к TCU.
в электрическую розетку и подключите утюг к TCU. Подождите примерно 15-20 минут, чтобы ваша головка для брендинга нагрелась. Ваш брендовый утюг должен быть готов к тому, чтобы вы начали тестовое брендирование. Поместите нагретую головку для клеймения так, чтобы она полностью соприкасалась с поверхностью куска лома, примерно на 3-5 секунд, удалите и проверьте полученную марку. При необходимости отрегулируйте процентную настройку TCU, а также время задержки.
Подождите примерно 15-20 минут, чтобы ваша головка для брендинга нагрелась. Ваш брендовый утюг должен быть готов к тому, чтобы вы начали тестовое брендирование. Поместите нагретую головку для клеймения так, чтобы она полностью соприкасалась с поверхностью куска лома, примерно на 3-5 секунд, удалите и проверьте полученную марку. При необходимости отрегулируйте процентную настройку TCU, а также время задержки.
Совет A: Перед тем, как начать новую сессию брендинга, мы рекомендуем тестировать брендинг перед брендированием реальных продуктов.
Совет B: В следующий раз, когда вы будете готовы к маркировке дополнительных предметов, если температурные условия изменились или если в вашей рабочей зоне сквозняк, вам может потребоваться небольшая корректировка TCU соответственно.
Совет C: Для охлаждения утюга и головки требуется больше времени, чем для нагрева.
При использовании электрического нагревателя низкие температуры необходимы для маркировки хлебобулочных изделий, таких как булочки для гамбургеров, хлеб и лепешки. Установите регулятор температуры на минимальное значение, которое позволит вам создать фирменный образ за разумное время. Использование самого высокого параметра, скорее всего, ускорит процесс, но это не разумная рекомендация для задачи с таким низким потреблением тепла, так как это может привести к чрезмерному ожогу вашего продукта, а также сократить срок службы вашего инструмента брендинга.
Использование самого высокого параметра, скорее всего, ускорит процесс, но это не разумная рекомендация для задачи с таким низким потреблением тепла, так как это может привести к чрезмерному ожогу вашего продукта, а также сократить срок службы вашего инструмента брендинга.
Используйте подставку для утюга, чтобы изолировать инструмент для брендинга от соприкосновения с металлическими поверхностями при нагревании, а также во время сеанса брендинга. Прямой контакт вашего инструмента для брендинга с металлом увеличит время нагрева и, возможно, время брендинга. Использование держателя утюга также предотвратит прямой контакт железного шнура с горячим инструментом.
Если нагретая головка для клеймения из нержавеющей стали имеет тенденцию прилипать к выпечке, НЕ погружайте ее и не окунайте в масло.Вместо этого вы можете нанести легкий слой масла на противень или на лист алюминиевой фольги, а затем при необходимости слегка прикоснуться головкой для маркировки к промасленной поверхности во время сеанса брендинга.
Когда вы завершите сеанс брендинга, никогда не используйте ничего, кроме времени, чтобы охладить свой горячий брендовый утюг. Охлаждение в любой жидкости может привести к повреждению инструмента для брендинга и аннулированию гарантии.
Продли жизнь вашему утюгу
Убедитесь, что головка для брендинга надежно прикреплена к инструменту для брендинга.Это обеспечит хорошую теплопередачу для наилучшего брендового результата. Это также защитит инструмент от перегрева. Использование термостата для клеймения любого материала еще больше продлит срок службы вашего утюга.
Практика ведет к совершенству
Совершенно необходимо потренироваться на отходах материала (ов), который вы собираетесь маркировать, прежде чем брендировать свои фактические товары. Это даст вам возможность подобрать нужную степень нагрева для вашего конкретного применения и поможет вам овладеть навыками.
Что можно и чего нельзя делать при создании бренда
Обязательно ознакомьтесь с рекомендациями Hexacon, которые можно и чего нельзя делать (см. Ниже), чтобы получить полезные советы о том, как правильно использовать и поддерживать свой новый электрический брендовый утюг.
Ниже), чтобы получить полезные советы о том, как правильно использовать и поддерживать свой новый электрический брендовый утюг.
Следующая процедура предназначена только для тех, у кого есть несколько головок для маркировки, предназначенных для работы с любым из наших электрообогревателей. Если у вас только одна головка для клеймения, мы рекомендуем оставить ее подключенной к нагревательному инструменту и периодически проверять надежность соединения.
Элементы, необходимые для отсоединения и повторной установки головок для клеймения:
- Тиски
- Фиксатор канала или разводной ключ
- 2 тряпки
- Если клейкая головка и нагревательный инструмент горячие, дайте им остыть. Затем оберните голову тряпкой, чтобы защитить ее от порезов и царапин.
- Поместите обернутую головку между губками тисков и затяните до фиксации. НЕ затягивайте слишком сильно. Убедитесь, что нагревательный инструмент стоит вертикально и что весь корпус находится над губками тисков и доступен.
- Оберните вторую тряпку вокруг ствола. Отрегулируйте фиксатор канала или разводной ключ, чтобы он подходил к стволу и затяните.
- Вращайте против часовой стрелки, пока нагревательный инструмент не ослабнет настолько, что его можно будет повернуть рукой.
- Чтобы повторно прикрепить или прикрепить другую головку к нагревательному инструменту, ввинтите ее вручную по часовой стрелке как можно сильнее.
- Оберните головку и поместите ее между губками тисков с нагревательным инструментом в вертикальном положении, как описано в шаге 2 выше.
- Оберните вторую тряпку вокруг шестигранного цилиндра и отрегулируйте фиксатор канала, как описано в шаге 3 выше.
- Поверните по часовой стрелке до фиксации, не прилагая чрезмерных усилий. *

* Важно, чтобы головка была надежно прикреплена к нагревательному инструменту. Это обеспечивает хорошую теплопередачу и продлевает срок службы нагревательного инструмента.
При использовании утюга для крепления сверлильного станка необходимо либо снять предохранительный выключатель сверлильного станка, либо отсоединить его от сети.
- Вставьте хвостовик сверлильного станка в патрон вашего сверлильного станка и закрепите на месте, затянув патрон.
- Вам нужно будет использовать перо сверлильного станка только для опускания и подъема маркированных предметов.
- Убедитесь, что демпферный рычаг на рычаге сверлильного станка работает правильно. Рука не должна отскакивать назад или вызывать какие-либо вибрации.
- Следуйте всем остальным инструкциям для ручных утюгов.
- Если вы решили создать установку на своем столе сверлильного станка, убедитесь, что стол сверлильного станка выровнен. Это гарантирует, что каждый элемент будет отмечен точно в одном и том же месте.Это также повысит эффективность.
ВНИМАНИЕ: Не прилагайте дополнительных усилий сверх максимального сжатия пружин инструмента Drill Press. Дополнительная сила может привести к повреждению вашего брендового оборудования.
Основная процедура работы
- Перед тем, как поместить головку для клеймения на открытый огонь, убедитесь, что стержень ручки плотно ввинчен в головку для клеймения.
- Обязательно используйте толстые перчатки.
- Сначала потренируйтесь на отходах вашего материала (ов) для повышения эффективности.
- Продолжительность удерживания головы над открытым огнем может варьироваться в зависимости от нескольких факторов, таких как то, как близко вы держите голову над пламенем, размер головы, материал, который вы собираетесь клеймить, и насколько темной вы хотите, чтобы метка была быть. Время выдержки на брендовом изделии может варьироваться от одного применения к другому, поскольку голова постепенно теряет тепло. При брендировании нескольких элементов может потребоваться повторный нагрев головки, и результаты могут отличаться в зависимости от степени повторного нагрева головки для брендинга.

ПРИМЕЧАНИЕ: Погодные условия и сквозняк могут также изменить время и частоту нагрева и повторного нагрева клеймящей головки.
Дополнительные советы и полезная информация о бренде
ПРЕДУПРЕЖДЕНИЕ. Никогда не нагревайте утюг до тускло-красного оттенка и НИКОГДА не оставляйте клейкий утюг в огне без присмотра.
Убедитесь, что утюг прочно прикреплен к ручке
Убедитесь, что ваша голова (или головка с прорезями) надежно прикреплена к вашей ручке.Это обеспечит хорошую теплопередачу для наилучшего брендового результата. Это также защитит инструмент от перегрева.
Практика ведет к совершенству
Совершенно необходимо потренироваться на отходах материала (ов), который вы собираетесь маркировать, прежде чем брендировать свои фактические товары. Это даст вам возможность подобрать нужную степень нагрева для вашего конкретного применения и поможет вам овладеть навыками.
Первое использование клейкого железа
Готовый к использованию пропановый утюг Pro-1000 требует настройки перед использованием.Головка для клеймения прижимается к горелке для транспортировки. Когда она не используется, головка для маркировки может находиться в этом положении для компактного хранения.
Чтобы настроить головку для маркировки в правильное положение для маркировки, выполните следующие действия:
- На плоской ровной поверхности удалите все упаковочные материалы с маркирующей головки.
- Положите утюг для клеймения на выбранную плоскую поверхность, чтобы головка для клеймения не упала на пол и не повредилась во время выполнения необходимых регулировок.
- С помощью прилагаемого шестигранного ключа ослабьте два черных винта с шестигранной головкой, которые удерживают головку с клеймом на месте. НЕ откручивайте их полностью.
- Отодвиньте головку для клеймения от горелки так, чтобы задняя часть головки была на расстоянии около 2 дюймов от отверстия горелки.
- Затяните два черных винта с шестигранной головкой, пока маркировочная головка плотно не встанет на место. Не перетягивайте НЕ .
- Теперь утюг с пропаном Pro-1000 готов к использованию.Сначала просмотрите, а затем следуйте инструкциям по брендингу ниже.

Инструкции по приготовлению
- Когда вы будете готовы использовать свой инструмент PRO-1000 для маркировки пропана, внимательно прочтите эти страницы с инструкциями и уходом от начала до конца. Мы рекомендуем делать это перед каждой сессией брендинга.
- Выберите хорошо проветриваемое пространство на безопасном расстоянии от любых источников возгорания, пламени или легковоспламеняющихся материалов.
- Убедитесь, что вы помните о своем окружении.Удалите все предметы, которые могут расплавиться или загореться, так как пламя горелки этого инструмента расширяется, когда оно ударяется о заднюю сторону прикрепленной маркирующей головки, которая также нагревается до высоких температур. (Температура пламени может составлять около 700 ° F)
- Не подпускайте детей и домашних животных к выбранной вами рабочей зоне.
- Примите все меры предосторожности для обеспечения безопасного использования этого инструмента для брендинга, следуя всем инструкциям, приведенным на страницах с инструкциями и уходом.

Что вам понадобится:
Шестигранный ключ (в комплекте)
20 фунтовбаллон с жидким пропаном / газовый баллон
Гаечный ключ на 26 мм или разводной ключ
Кремневый ударник, длинная зажигалка, длинная спичка или другое безопасное устройство зажигания
Кирпич или аналогичный негорючий плоский предмет, на который можно положить головку для горячего клеймения
Подключение пропанового утюга PRO-1000 к источнику пропана
PRO-1000 включает регулятор давления Sievert 3091. Использование регулятора давления снижает давление в баллоне, обеспечивая безопасный и постоянный поток газа от стандартных 20 фунтов.стальной баллон / баллон для сжиженного пропана (сжиженного пропана), обычно используемого для барбекю.
- Приложите регулятор к вентилю баллона с пропаном. Разъем регулятора имеет левую резьбу, требующую затяжки против часовой стрелки.
- Наденьте соединительную гайку на резьбу клапана пропанового баллона и затем поверните против часовой стрелки.
- Используйте гаечный ключ на 26 мм, разводной ключ или другой подходящий инструмент, чтобы затянуть гайку до прочного соединения.

Освещение пропанового утюга
Прежде чем вы попытаетесь зажечь горелку для своего инструмента для брендинга, убедитесь, что вы выбрали безопасное и хорошо вентилируемое рабочее место (см. Раздел «Подготовка» выше).Проверьте на утечки (см. Контрольный список утечек ниже) и обязательно соблюдайте меры предосторожности (см. Информацию по безопасности ниже).
- Установите кирпич (или подобный предмет) на выбранную вами плоскую рабочую поверхность, устойчивую к плавлению и возгоранию, чтобы удерживать головку для клеймения, пока она нагревается, во время сеанса клеймения и пока головка для клеймения остывает.
- Убедитесь, что ручка регулировки на горелке полностью закрыта, повернув ручку по часовой стрелке до упора.
- Откройте вентиль баллона с пропаном до упора.
- Держите утюг с пропаном подальше от тела и в безопасном направлении. Затем медленно поверните ручку регулировки против часовой стрелки примерно на четверть оборота. Послушайте, как газ пропан выходит из горелки.
- Из-за попадания воздуха в пропановый шланг может пройти несколько секунд, прежде чем только пропан начнет проходить через горелку и выходить из нее.
- Используя безопасный источник воспламенения (кремневый ударник, длинную спичку или зажигалку), осторожно зажгите пропан, выходящий из горелки.

Нагрев головки для брендинга
На этом этапе установите освещенный инструмент для брендинга, положив головку для клеймения на кирпич (или аналогичный негорючий плоский предмет) примерно на 10 минут, чтобы головка для клеймения нагрелась до температуры клеймения.
ПРИМЕЧАНИЕ: Время нагрева может варьироваться в зависимости от размера головки, указанного на торговой марке, расстояния между головкой и горелкой, интенсивности пламени и погодных условий.
Предотвращение несчастных случаев – НЕ оставляйте инструмент брендинга без присмотра.
Инструкции по брендингу
- Перед тем, как брендировать свою продукцию, протестируйте образцы изделий из того же материала, чтобы убедиться, что температура вашей маркирующей головки оптимальна для вашего приложения. Для более светлых или более темных / более глубоких следов отрегулируйте интенсивность пламени горелки и / или время выдержки. СОВЕТ: После каждой регулировки подождите несколько минут, чтобы температура головки для клеймения стабилизировалась.
- Время выдержки – важный фактор, который следует учитывать. Чем больше время выдержки, тем темнее и глубже будет отметка.После определения хорошего времени выдержки оно все еще может варьироваться от одного сеанса брендинга к другому, в зависимости от интенсивности пламени горелки, типа материала и его влажности, а также от изменения погодных условий. Обычно для древесины время выдержки составляет около 2-8 секунд. При необходимости отрегулируйте время выдержки и / или интенсивность пламени.
- На основании результатов шагов 1 и 2 переходите к маркировке продуктов, которые необходимо маркировать.
 При необходимости отрегулируйте время выдержки и / или интенсивность пламени.
При необходимости отрегулируйте время выдержки и / или интенсивность пламени.Тушение пламени горелки
Когда вы закончите брендировать свои продукты, следуйте приведенным ниже процедурам, чтобы погасить пламя.
- Поверните ручку регулировки горелки по часовой стрелке до упора, и пламя не исчезнет.
- Закройте вентиль баллона с пропаном до упора. ПРИМЕЧАНИЕ: Пламя можно погасить, а бак закрыт, но шланг все еще заполнен пропаном.
- Поверните ручку регулировки горелки против часовой стрелки примерно на пол-оборота. Вы должны услышать, как газ пропан выходит из горелки.
- Когда вы больше не слышите, как газ выходит через горелку, поверните ручку регулировки по часовой стрелке в положение ВЫКЛ., Пока она не остановится.
- На данный момент головка для брендинга еще очень горячая. Дайте головке для клеймения остыть на воздухе не менее 1 часа, прежде чем пытаться ее прикоснуться. Убедитесь, что у других нет возможности случайно прикоснуться к горячей брендирующей головке или соприкоснуться с ней. Не оставляйте НЕ свой инструмент брендинга без присмотра.
- Чтобы проверить, горячий ли утюг, постепенно и постепенно приближайте руку к головке для клеймения, следя за тем, чтобы НЕ касался его. Осторожно проведя рукой над головкой бренда, почувствуйте волны тепла, поднимающиеся с ее поверхности.Если вы не чувствуете подъема тепла, скорее всего, головка для клеймения достаточно холодная, чтобы ее можно было коснуться.
СОВЕТ: Рекомендуется использовать термостойкие рукавицы или перчатки.
Замена или замена фирменной головки на другую
Прежде чем пытаться отсоединить головку для клеймения, убедитесь, что головка для клеймения остыла.
- Положите инструмент для клеймения на плоскую и ровную поверхность (подойдет та же рабочая поверхность, которую вы использовали для нагрева головки для клеймения), чтобы головка для клеймения не упала на пол или землю (и, возможно, не повредилась) во время отсоединяя его.
- Используя прилагаемый шестигранный ключ, ослабьте два черных стяжных винта, которые удерживают головку для маркировки в ее положении для маркировки, до тех пор, пока ручка не перестанет препятствовать скольжению двух стержней.
- Удерживая головку для клеймения, потяните ее от горелки до тех пор, пока два стержня не выйдут наружу и не перестанут соединяться с инструментом для клеймения пропана.
- Отложите отделенную головку для клеймения, прикрепленную к двум стержням. Выберите безопасное место для хранения, в котором нет острых предметов (во избежание порезов и царапин).Вставьте два стержня вашей другой головки для маркировки пропана BIU в отверстия для стержней инструментов для маркировки, расположенные в держателе стержня (с надписью «Branding Irons Unlimited»). ПРИМЕЧАНИЕ: Наши головки для маркировки пропана всегда включают в себя два стержня, которые идеально подходят для держателя вашего инструмента для маркировки пропана PRO-1000.
- Отрегулируйте расстояние между задним концом головки для клеймения и отверстием горелки примерно на 2 дюйма.
- Затяните черные винты до упора с помощью шестигранного ключа (входит в комплект).Не затягивайте слишком сильно.
- Теперь ваш инструмент PRO-1000 Propane Branding готов к использованию. Когда вы будете готовы к бренду, просмотрите и повторите инструкции на этих страницах, соблюдая все меры безопасности.


Контрольный список утечек
Перед тем, как вы попытаетесь зажечь горелку вашего инструмента PRO-1000 Propane Branding, проверьте наличие каких-либо утечек из самого баллона (вашего источника пропана), а также любых утечек, которые могут быть между вашим баллоном с пропаном и горелкой вашего инструмента для брендинга.
Чтобы проверить герметичность, выполните следующие действия:
- Закройте ручку регулировки горелки инструмента для брендинга.
- Медленно откройте вентиль баллона с пропаном.
- Почистите или опрыскайте соединения спреем для устранения утечек или мыльным раствором (мыльной водой).
- Ищите утечки в виде пузырьков.
- При появлении пузырьков закройте вентиль газового баллона. Проверить все соединения на герметичность и / или отсутствие повреждений.
- После внесения всех необходимых регулировок повторяйте процесс, начиная с шага 1, до тех пор, пока утечки не будут обнаружены и пузырьки не исчезнут.Если утечки не исчезнут, обратитесь к соответствующему дистрибьютору за дополнительной помощью.

Информация о безопасности для утюга с пропаном
- Всегда перекрывайте подачу газа, закрыв вентиль баллона с пропаном.
- Никогда не используйте клапан баллона или регулятор в качестве ручки для подъема баллона. Это может привести к разрыву соединений или повреждению резервуара.
- Всегда меняйте и устанавливайте баллон с пропаном вертикально, в безопасном месте на открытом воздухе, недоступном для посторонних лиц, вдали от любых источников возгорания, таких как открытый огонь, зажженные пилоты или электрические провода.
- Никогда не проверяйте герметичность открытым пламенем. Используйте только мыльную воду или спрей для обнаружения утечек.
- Если вы обнаружите или подозреваете, что произошла утечка, вы должны быть особенно осторожны и удалить газ с помощью соответствующей вентиляции. Сжиженный нефтяной газ тяжелее воздуха и может легко накапливаться в траншеях, плохо вентилируемых помещениях и ниже уровня земли.
- Никогда не пытайтесь самостоятельно отремонтировать или модифицировать неисправный регулятор.
- Никогда не оставляйте утюг для клеймения PRO-1000 без присмотра, с зажженной пламенем горелки и пока остывает головка для клеймения.
- Будьте внимательны к своему окружению. Не используйте инструмент для брендинга PRO-1000 в плохо вентилируемых помещениях или вокруг предметов, которые могут загореться или расплавиться.
- Держите пропановый шланг на безопасном расстоянии от пламенной горелки и горячей клейкой головки.
- Всегда держите под рукой огнетушитель при использовании инструмента для брендинга PRO-1000.
- Не оставляйте инструмент брендинга без присмотра. Убедитесь, что у других нет возможности случайно прикоснуться к горячей брендирующей головке или соприкоснуться с ней.


ВАЖНО
- Do НЕ допускайте контакта утюга с водой, грязью, грязью, песком или золой.
- При нагревании хранить вдали от легковоспламеняющихся материалов и материалов.
- Эти утюги предназначены для клеймения скота только . Не используйте для других целей брендинга.
Основная процедура работы
- Обрежьте лишнюю шерсть в том месте, где будет клеймо животное.
- Используйте для этой задачи команду опытных людей.
- После подключения утюга к электросети подождите 90 секунд, пока он нагреется до нужной температуры.
- Время ожидания составляет около 10 секунд. Голову с клеймом нужно держать на животном с умеренным давлением, пока окружающая кожа не станет темно-медного цвета. Время выдержки может варьироваться в зависимости от погодных условий, породы и / или возраста животного.
 Время выдержки может варьироваться в зависимости от погодных условий, породы и / или возраста животного.
Время выдержки может варьироваться в зависимости от погодных условий, породы и / или возраста животного.Дополнительные подсказки *
- При правильном нагревании утюг должен иметь цвет пепла.Клеймообразный утюг должен гореть достаточно, чтобы удалить волосы и внешний слой кожи. Кислоты и другие фирменные жидкости не допускаются.
- Клейкие утюги не должны использоваться неопытными руками. При применении торговых марок должно быть выделено достаточно времени, а также следует учитывать различные другие условия. Мокрый или влажный рогатый скот не следует клеймить, так как клеймо может ошпарить кожу и вызвать шрам или пятно. Животноводство будет носить свою торговую марку на всю жизнь – уделите время, чтобы подать заявку.
- Не наносите светлый «волосяной» бренд.Скоро он исчезнет, не оставив постоянного следа.
- Не наносите клеймо поверх каких-либо деталей предыдущего бренда.
- В зависимости от температуры клеймения, возраста животного, волосяного покрова и т. Д. Процесс клеймения должен занимать от пяти до десяти секунд.
- Помните, нужно сжечь только волосы и внешний слой кожи. Слишком глубокое клеймо приведет к кровотечению и заживлению займет больше времени.
- Надлежащая марка должна быть цвета шорной кожи на момент снятия марки.Раскачивание утюга в процессе брендинга обеспечит единообразие во всех областях бренда.
- Следите за тем, чтобы на утюжках не образовывалась окалина, обгоревшие волосы и т. Д., Очищая их стальной щеткой, погружая во время использования в ведро с песком или ведро с маслом.
 Д. Процесс клеймения должен занимать от пяти до десяти секунд.
Д. Процесс клеймения должен занимать от пяти до десяти секунд.* Источник: Государственный совет по брендам Южной Дакоты
Анатомия кожи домашнего скота
Кожа животного содержит миллионы волосков, из которых состоит шерсть животного.Рисунок 1 представляет собой увеличенный, упрощенный рисунок одного стержня волоса с его цветом (пигментом), образующим фолликул (CF) и его ростовой фолликул (GF), оба показаны под кожей.
В нормальных условиях волосы растут как чистый стержень (как прозрачная соломинка) от GF. У цветных животных пигмент (черный, коричневый, красный, желтый и т. Д.) Добавляется из CF под кожей к прозрачному стержню волоса, что придает волосам его цвет.
Когда сильно холодное железо, используемое при маркировке замораживанием, прикладывается к коже на правильное время и при правильном давлении, низкие температуры разрушают CF на месте торговой марки, поэтому они больше не могут производить пигмент; тем не менее, волосы у подруги продолжают расти.В результате волосы на сайте бренда не содержат пигмента и выглядят белыми. Это желаемый результат – униформа белого цвета. Если утюг прижимать к коже в течение более короткого периода времени и / или с меньшим давлением, которое требуется, некоторые волосы становятся окрашенными, а некоторые – белыми, поэтому бренд приобретает вид полосатых полос. Если держать утюг в течение более длительного периода времени, холод также разрушает GF, так что волосы вообще не растут. Для животных светлого окраса лысый желателен, потому что темная кожа без шерсти проявляется лучше, чем белая.
Для животных светлого окраса лысый желателен, потому что темная кожа без шерсти проявляется лучше, чем белая.
Рекомендуемые материалы и оборудование
- Удерживающий желоб или другое положительное устройство, удерживающее животное от движения
- Емкость достаточно большая, чтобы утюги могли стоять вертикально, когда головки погружены в охлаждающую жидкость
- Охлаждающая жидкость – сухой лед и спирт или жидкий азот
- Электрическая машинка для стрижки (предпочтительно хирургическое лезвие)
- Щетка для чистки фирменного сайта
- Перчатки
- Секундомер
- Бутылочка для сквирта
- Утюг для замораживания латуни
- 99.9% спирт (более низкие процентные содержания содержат воду, которая может вызвать образование слоя льда во время брендинга и уменьшить проникновение холода через кожу)
Выбор марки
Марки Freeze отлиты из медного сплава (латуни), что обычно является предпочтительным из-за его способности удерживать температуру. Стандартные размеры составляют от 2 до 6 дюймов в высоту. У них разные размеры лица, без вентиляции и 18-дюймовая стальная ручка для удобного использования. Соответствующие номера выбиты на верхней части ручки, что позволяет выбрать подходящий утюг, не снимая клеймо с емкости с охлаждающей жидкостью.
Стандартные размеры составляют от 2 до 6 дюймов в высоту. У них разные размеры лица, без вентиляции и 18-дюймовая стальная ручка для удобного использования. Соответствующие номера выбиты на верхней части ручки, что позволяет выбрать подходящий утюг, не снимая клеймо с емкости с охлаждающей жидкостью.
Выбор брендового сайта
Перед брендингом следует тщательно выбрать сайт, который будет брендировать. В каждом штате или округе могут быть свои правила относительно размещения клейма на животном. Обязательно проконсультируйтесь с клерком округа, агентом по расширению округа или государственным инспекционным агентством по вопросам брендов и правил владения брендами.
При маркировке плеча убедитесь, что железная головка частично не находится на более тонкой мышечной массе над лопаткой, а остальная часть, если железная головка на более тяжелой, более глубокой мышечной массе, не покрывает кость.Неравное напор может привести к неоднородной марке. Такая ситуация также может возникнуть при брендинге на задней части; часть головки клеймящего железа частично находится на тыльной стороне тазовой кости, а оставшаяся часть – на мышце ниже.
Использование сухого льда и спирта
Для этого метода брендинга потребуетсяалкоголя. Среди используемых хладагентов – метиловый, этиловый или изопропиловый спирт. Очень важно, чтобы любой используемый спирт был крепостью 99%, иначе он превратится в густую жидкость при крайне низкой необходимой температуре (примерно от 160 до 180 градусов ниже нуля).Ацетон – еще один очень хороший хладагент, потому что он прозрачный, и количество сухого льда в контейнере всегда видно. Некоторые из поставщиков ацетона – фармацевтические компании, компании по сварке и ветеринарные препараты. После длительного использования алкоголь потеряет силу из-за его способности впитывать влагу. Менять алкоголь следует после клеймения примерно 150 голов скота. Следует соблюдать осторожность при обращении с 99% -ным спиртом, который очень легко воспламеняется.
Использование жидкого азота
Жидкий азот – очень хороший хладагент, он охлаждает до температуры примерно от 240 до 250 градусов ниже нуля. Жидкий азот доступен в организациях по искусственному осеменению и сварочных предприятиях. Следует соблюдать осторожность при обращении с жидким азотом из-за его чрезвычайно низкой температуры.
Жидкий азот доступен в организациях по искусственному осеменению и сварочных предприятиях. Следует соблюдать осторожность при обращении с жидким азотом из-за его чрезвычайно низкой температуры.Время брендинга
Время выдержки при брендировании
Время нанесения клейма зависит от типа металла в утюге (время, указанное здесь, для латунных утюгов для замораживания, которое можно приобрести в компании BIU), а также от возраста (толщины кожи) и цвета животного.Бренды должны откалибровать свои устройства для замораживания брендов, указав рекомендованное время и ведя точный учет времени и результатов.
Процедура брендинга
- Охладите утюг в желаемой охлаждающей жидкости. Налейте в емкость достаточно охлаждающей жидкости, чтобы покрыть головки утюгов на 1 дюйм. Поверхность охлаждающей жидкости будет казаться кипящей, когда утюги будут помещены в охлаждающую жидкость, когда это кипение прекратится, утюги станут настолько холодными, насколько позволяет охлаждающая жидкость, и готовы к использованию.
- Удерживайте животное желаемым способом: сожмите желоб или стол для телят для крупного рогатого скота и подергивание или инвентарь для лошадей, убедившись, что участок, на который будет наноситься клеймо, доступен.
- Если животному нужно успокоить, проконсультируйтесь с ветеринаром.
- Очистить фирменный участок от постороннего материала.
- Обрежьте сайт бренда как можно квадратнее, особенно внизу, чтобы упростить размещение бренда в квадратной форме.
- Тщательно высушите место с клеймом, если животное потеет, намокло от дождя или стирки.
- Распылите спирт комнатной температуры на место бренда, тщательно покрыв всю выбритую область. Это удаляет часть кожного жира и помогает переносить холод с металлической головки на кожу.
- Сразу после пропитки спиртом быстро извлеките соответствующий утюг из емкости, выровняйте его должным образом и плотно прижмите утюг к месту марки. По мере прижима утюга к коже следует запускать секундомер. Крепко удерживайте утюг, прикладывая постоянное давление от 35 до 45 фунтов, с легким покачиванием.Когда на секундомере истечет соответствующее время, следует немедленно убрать утюг с кожи.
- После клеймения немедленно поместите утюг обратно в емкость с охлаждающей жидкостью. Перед повторным использованием его следует полностью охладить.

 Крепко удерживайте утюг, прикладывая постоянное давление от 35 до 45 фунтов, с легким покачиванием.Когда на секундомере истечет соответствующее время, следует немедленно убрать утюг с кожи.
Крепко удерживайте утюг, прикладывая постоянное давление от 35 до 45 фунтов, с легким покачиванием.Когда на секундомере истечет соответствующее время, следует немедленно убрать утюг с кожи.Опубликовать результаты брендинга
Сразу после замораживания клеймения вы увидите замороженное углубление на коже животного. Через пять минут вмятина исчезнет, и начнется отек.Бренд будет читаемым, но из-за набухания толщина метки будет в два или три раза больше, чем у готовой марки. Бренд будет набухать от 48 до 72 часов. После того, как опухоль исчезнет, клеймо будет не так легко увидеть. Примерно через 20-30 дней клеймо начнет шелушиться и шелушиться. К третьей или четвертой неделе струп начнет отделяться. Как только струп исчезнет, через 30 дней должны появиться белые волосы персикового цвета. Полный рост волос будет зависеть от времени года, в которое используется бренд.
Важные меры предосторожности
Сухой лед и холодная жидкость могут причинить вред людям, поэтому следует соблюдать меры предосторожности, чтобы они не контактировали с вашей кожей. Ацетон и спирт легко воспламеняются, поэтому их следует использовать на открытом воздухе или в хорошо вентилируемых помещениях. Избегайте курения и храните этот материал вдали от открытого огня или электрических ударов для скота. Пары этой жидкости также опасны для тканей глаз и носа.
Прежде чем заказывать марку замораживания в качестве доказательства права собственности или зарегистрированную марку, обратитесь в ваше государственное агентство по инспекции торговых марок.Использование таких утюгов регулируется законами каждого штата или округа.
Используемые материалы и процедуры основаны на фактической информации, но не гарантированы.
Информация собрана с помощью:
Пол Риггс, Southwest Livestock Services, Форни, Техас
Дуг Хаусхолдер, доктор философии, профессор и специалист по лошадям, система Техасского университета
Нагревание утюга для стейка BBQ
Перед тем, как приступить к клеймению реальных продуктов, убедитесь, что утюг для клеймения достаточно горячий для достижения желаемой торговой марки. Поскольку разные пищевые продукты требуют разной степени нагрева (см. Тестовый брендинг ниже), вы можете захотеть брендировать образцы, прежде чем брендировать настоящие стейки и т. Д., Которые будут поданы.
Поскольку разные пищевые продукты требуют разной степени нагрева (см. Тестовый брендинг ниже), вы можете захотеть брендировать образцы, прежде чем брендировать настоящие стейки и т. Д., Которые будут поданы.
Предлагаемые нами утюги для стейка можно разогреть на газовых грилях, а также на угольных и пропановых грилях, на газовой плите или пропановой горелке.
Утюг должен быть очень горячим. Как только он станет тускло-красным, немедленно снимите его с источника тепла.
Равномерно надавите на несколько секунд (около 2-4 секунд).При необходимости осторожно покачайте утюгом, чтобы изображение полностью соприкасалось с поверхностью продукта, который вы маркируете.
В зависимости от продуктов питания и погодных условий может потребоваться повторный нагрев утюга после каждой или нескольких фирменных отметин.
ВНИМАНИЕ: При использовании утюжка для стейка будьте особенно осторожны и надевайте термостойкие защитные перчатки.
Тестовый брендинг
Для клеймения различных пищевых продуктов требуется разная степень нагрева. Ваши первые несколько фирменных знаков могут быть не идеальными. Вот почему мы рекомендуем тестировать образцы ваших пищевых продуктов для подготовки к дальнейшему брендингу. Сделав несколько фирменных отметок, вы должны получить хорошее представление о том, сколько времени нужно, чтобы нагреть утюг для стейка, и сколько секунд, чтобы он оставался в контакте с пищей, которую вы будете брендировать.
Ваши первые несколько фирменных знаков могут быть не идеальными. Вот почему мы рекомендуем тестировать образцы ваших пищевых продуктов для подготовки к дальнейшему брендингу. Сделав несколько фирменных отметок, вы должны получить хорошее представление о том, сколько времени нужно, чтобы нагреть утюг для стейка, и сколько секунд, чтобы он оставался в контакте с пищей, которую вы будете брендировать.
Советы по брендингу
ПРИМЕЧАНИЕ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ: Утюги предназначены для нагревания, и с ними необходимо обращаться осторожно. Обычно, когда клейкий утюг достаточно нагревается, он становится горячим на 4–5 дюймов вверх по стержню.Хотя это далеко не верхняя часть утюга, мы всегда рекомендуем обращаться с утюгом с какой-нибудь кухонной варежкой или кожаными перчатками для гриля.
- Примените методы, которые вы приобрели при тестировании брендинга.
- Возьмите нагретый клейкий утюг и надежно поместите его на место, которое вы выбрали для фирменного знака. Держите головку для клеймения на поверхности и не поднимайте во время процесса.
- В некоторых случаях легкое покачивание утюга гарантирует полную передачу изображения.
- Время в секундах, в течение которого утюг находится в контакте с продуктами питания, зависит от температуры утюга, погодных условий и продукта, который вы будете продавать.
- Помните, что тепло расходуется во время процесса клеймения, и вам нужно будет повторно нагреть утюг для дальнейшего использования.
 Держите головку для клеймения на поверхности и не поднимайте во время процесса.
Держите головку для клеймения на поверхности и не поднимайте во время процесса.Очистка утюга для стейков барбекю
После того, как утюг для стейка полностью остынет, просто вымойте его водой с мылом, хорошо просушите кухонным полотенцем, а затем ненадолго над огнем.
Если остатки остались, удалите их щеткой из нержавеющей стали. Поместите головку для клеймения под проточную воду, чтобы смыть оставшиеся неплотные остатки. Не забудьте полностью высушить утюг с клеймом сначала кухонным полотенцем, а затем ненадолго над открытым огнем. Эти простые действия продлят срок службы вашего утюга для стейка.
Эти простые действия продлят срок службы вашего утюга для стейка.
Утюг для клеймения стейков из железа (классический)
При правильном уходе этот утюг должен прослужить долго.Поскольку этот клейкий утюг не является нержавеющей сталью, он может заржаветь, если не очистить и не высушить его сразу.
Аккуратно вымойте утюг вручную с использованием небольшого количества средства для мытья посуды и воды. Тем не менее, мы не можем достаточно подчеркнуть, что этот утюг для стейка необходимо сразу очень хорошо высушить, сначала используя сухое кухонное полотенце, а вскоре после этого подержав утюг на открытом огне в течение нескольких секунд до полного высыхания. Если это утюг заржавеет, вы можете просто очистить его небольшой проволочной щеткой из нержавеющей стали и смыть весь мусор, подержав утюг под работающим краном.
Еще раз не забудьте вытереть его насухо и полностью высушить, поместив чистый утюг прямо в открытый огонь.
Утюги для стейков из нержавеющей стали (оригинальные и западные)
При правильном уходе этот клейкий утюг прослужит вам долгое время. Этот утюг для клеймения изготовлен из нержавеющей стали, но все же требует надлежащей очистки, чтобы он был гигиеничным. Мытье утюга вручную с мылом для посуды и водой обычно хорошо очищает его, и вскоре рекомендуется тщательно высушить его.Если на утюге остались остатки, вы можете легко удалить их с помощью небольшой проволочной щетки из нержавеющей стали и смыть остатки мусора, удерживая утюг под краном.
Этот утюг для клеймения изготовлен из нержавеющей стали, но все же требует надлежащей очистки, чтобы он был гигиеничным. Мытье утюга вручную с мылом для посуды и водой обычно хорошо очищает его, и вскоре рекомендуется тщательно высушить его.Если на утюге остались остатки, вы можете легко удалить их с помощью небольшой проволочной щетки из нержавеющей стали и смыть остатки мусора, удерживая утюг под краном.
Утюги для фирменных стейков на заказ
См. Маркировочные утюги из нержавеющей стали выше.
Очистка торговых головок из латуни и нержавеющей стали
Держите свои брендинговые головки в чистоте, используя латунную проволочную щетку для латунных брендинговых головок и проволочную щетку из нержавеющей стали для брендирующих головок из нержавеющей стали, чтобы удалить любые остатки.
ПРИМЕЧАНИЕ. Чистка передней части головки для клеймения поможет получить четкие марки.
При брендировании электронагревателем, с термостатом или без него:
Если после использования вы обнаружите, что ваша головка для клеймения нагревается дольше, выполните следующие действия:
- Убедитесь, что головка для клеймения плотно прикреплена к нагревательному инструменту. Если нет, снова затяните его в тисках (избегайте чрезмерного затягивания).
- Дайте головке для клеймения медленно полностью остыть (не ускоряйте время охлаждения), а затем убедитесь, что головка для клеймения надежно прикреплена, повернув ее по часовой стрелке.(Избегайте чрезмерного затягивания в тисках).
- Если какой-либо налет (остаток) обнаружен на задней стороне вашей фирменной головки, удалите все это (используйте нашу латунную щетку для латунных головок или нашу втулку из нержавеющей стали для головок из нержавеющей стали).
- Снова прикрепите очищенную головку для клеймения к электронагревательному инструменту и как следует затяните в тисках (избегайте чрезмерного затягивания). ПРИМЕЧАНИЕ. Выполнение вышеперечисленных шагов восстановит оптимальную теплопередачу от электрического нагревателя к головке для брендинга, обеспечивая наилучшую производительность.Правильное использование, как описано, также защитит и продлит срок службы вашего электрического нагревательного инструмента.
 Если нет, снова затяните его в тисках (избегайте чрезмерного затягивания).
Если нет, снова затяните его в тисках (избегайте чрезмерного затягивания).
Хранение головок для брендинга
Когда вы не пользуетесь, держите головку (-и) для клеймения завернутой в мягкую ткань без ворса. Это поможет предотвратить порезы и царапины на голове (ах). Электроутюги следует отключать от сети до тех пор, пока вы снова не будете готовы к их использованию. Не забудьте снять ткань, намотанную на головку с логотипом, перед тем, как подключить утюг и включить термостат.
Как просверлить отверстие в оцинкованном металле
by C.L. Rease
Закручиваете ли вы винт или проводите линию через металл, в какой-то момент вам понадобится просверлить отверстие в оцинкованной металлической панели. Сверление в оцинкованном металле ничем не отличается от сверления отверстия в стандартном углеродном металле, за исключением того, что защитное цинковое покрытие не защищает просверленное отверстие. Это может вызвать коррозию (ржавчину) внутри и вокруг отверстия.После того, как вы просверлите отверстие, можно обеспечить соответствующую защиту от коррозии.
Шаг 1
Наденьте защитные очки. Поместите острие кернера на оцинкованный металл, где вам нужно разместить отверстие. Ударьте молотком по тыльной стороне кернера, чтобы создать углубление, называемое центральной меткой. Центральная отметка предотвращает отклонение сверла от того места, которое вам нужно сверлить.
Шаг 2
Вставьте сверло подходящего размера в двигатель дрели.Начните с сверла меньшего размера, чтобы создать пилотное отверстие, если вы просверливаете отверстие большого диаметра в оцинкованном металле.
Шаг 3
Нанесите смазочно-охлаждающую жидкость на сверло, чтобы уменьшить трение, возникающее во время процесса сверления. Это предотвратит затупление сверла. Совместите кончик сверла с центральной меткой, которую вы сделали на оцинкованном металле на шаге 1. Поместите кончик сверла в центральную метку.
Шаг 4
Надавите на двигатель буровой установки.Чтобы начать сверление, нажмите спусковой крючок электродвигателя сверла. Прокачайте спусковой крючок сверла, чтобы снизить скорость сверла и уменьшить нагрев бурового долота. Снизьте давление на сверло, когда вы достигнете выходной стороны отверстия.
Прокачайте спусковой крючок сверла, чтобы снизить скорость сверла и уменьшить нагрев бурового долота. Снизьте давление на сверло, когда вы достигнете выходной стороны отверстия.
Шаг 5
Присоедините заслонку к шлифовальной машине. Убедитесь, что ваши защитные очки надеты, и удалите бор с обеих сторон оцинкованного металла с помощью шлифовального станка. Протрите это место тканью. Убедитесь, что вокруг отверстия нет грязи и металлических опилок.
Step 6
Встряхните баллончик для холодного цинкования в течение 30 секунд, чтобы тщательно перемешать содержимое баллона. Снимите колпачок с баллончика. Держите баллончик на расстоянии 8–12 дюймов от поверхности металла. Нанесите на отверстие и область вокруг него тонкий слой гальванического спрея. Повторите процедуру для другой стороны отверстия, которое вы просверлили в оцинкованном металле.
Дайте гальваническому спрею застыть перед использованием отверстия, чтобы обеспечить полную защиту от ржавчины.
Ссылки
- См. Комментарии к редактору
Вещи, которые вам понадобятся
- Защитные очки
- Молоток
- Кернер
- Сверло
- Набор сверл
- Жидкость для резки и нарезания резьбы
- Шлифовальный станок
- Заслонка для шлифовального станка
- Тряпки
- Банка с распылителем холодного цинкования
Другие статьи
Снижение износа сверл в криогенных условиях
Есть много способов придания металлам различной формы.Ковка, литье и резка – вот некоторые способы придания металлу правильной формы. Часто упускаемый из виду аспект кузнечного дела (по крайней мере, не кузнецы) – это влияние температуры на конечные характеристики металла, такие как прочность, хрупкость и даже цвет. Кузнец может окунуть свежевыкованный меч в ведро с маслом или водой, чтобы сделать металл более твердым, или мастер со сверлом может обработать его при очень низкой температуре, чтобы он не изнашивался так быстро.
Добро пожаловать в мир криогенной обработки.В отличие от закалки, при которой горячий металл быстро охлаждается, чтобы создать твердую кристаллическую структуру в металле, криогенная обработка выполняется путем медленного охлаждения металла, а затем также медленного повышения его температуры до комнатной. Эти два процесса связаны между собой тем, что в них достигается определенная степень формирования кристаллической структуры, но экстремальный холод помогает создать даже большую структуру, чем простой отпуск и закалка. Кристаллическая структура изнашивается намного медленнее, чем необработанная сталь, поэтому насадки служат намного дольше.
[Прикладная наука] глубоко изучает теорию, лежащую в основе этих температурных обработок стали, и результаты говорят сами за себя. Обработка жидким азотом позволила долотам легко просверлить в среднем вдвое больше отверстий. Эксперимент также был односторонним слепым, поэтому субъективность экспериментатора была ограничена. Можно много узнать о термообработанных металлах, даже если у вас дома нет генератора жидкого азота.
Спасибо [baldpower] за подсказку!
Почему вам следует чистить утюг
- Оказывается, очистка выпрямителя для волос – важный шаг в сохранении здоровья волос.
- Знаменитый стилист Майкл Дуэньяс рекомендует чистить его раз в два месяца.
- Для очистки нанесите медицинский спирт на пластины выпрямителя.
Когда дело доходит до наших выпрямителей для волос, мы думаем, что знаем все, как защитить наши волосы. Мы придерживаемся термозащиты, держим наши утюги при минимальном нагреве и намыливаем волосы питательными маслами сразу после выпрямления. Но как насчет чистоты нашего любимого горячего инструмента?
Но как насчет чистоты нашего любимого горячего инструмента?
Как оказалось, отсутствие чистоты с нашими выпрямителями и утюжками на самом деле могло нанести гораздо больший ущерб, чем мы думали.INSIDER поговорил со знаменитым стилистом Майклом Дуэньясом об опасностях пропуска обычной чистки утюжком и о том, как правильно стерилизовать выпрямитель.
Чистый выпрямитель для волос сохранит ваши волосы здоровыми. Хлоя Пантази / ИНСАЙДЕРВопреки распространенному мнению, чистка выпрямителя на самом деле гораздо более необходима, чем вы думаете, особенно если вы наносите средства на волосы перед выпрямлением.По словам Дуэньяса, весь этот продукт в ваших волосах в конечном итоге прилипнет к выпрямителю, покрывая его поверхность грязью и грязью.
«Грязный выпрямитель будет иметь скопление всех продуктов на ваших волосах, а также остатки мертвых волос на них», – сказал он.
Это не только антисанитарно, но и Дуэньяс отметил, что чистка вашего выпрямителя важна для его функциональности. Дуэньяс сказал, что пренебрежение чисткой выпрямителя и утюжка может привести к волочению, которое может повредить волосы и сократить срок службы выпрямителя.
«Вы не получите преимуществ титановых, керамических или ионных пластин, и ваш дорогой выпрямитель не будет работать должным образом», – сказал он.
Неадекватный выпрямитель не только приведет к плохому результату, но и может повредить волосы. Выпрямитель, который тянет за волосы, может сломать пряди, что приведет к секущимся кончикам, спутыванию и взлету.
Добавление еще одного элемента в список очистки может занять много времени и утомить. Однако то, что вы должны регулярно чистить свой выпрямитель, не означает, что это должен быть утомительный ритуал.Дуэньяс отметил, что очистка выпрямителя довольно проста и занимает не более нескольких минут.
Он посоветовал нанести небольшое количество медицинского спирта на влажный, нежный материал, который не поцарапает и не повредит пластины или отделку вашего выпрямителя – ткань из микрофибры или бумажное полотенце подойдет. Затем слегка протрите влажной тканью отключенный от сети непрогретый выпрямитель, чтобы стерилизовать его. Дайте выпрямителю высохнуть в течение нескольких секунд, а затем вы будете готовы его использовать.
Затем слегка протрите влажной тканью отключенный от сети непрогретый выпрямитель, чтобы стерилизовать его. Дайте выпрямителю высохнуть в течение нескольких секунд, а затем вы будете готовы его использовать.
Хотя очистка вашего выпрямителя важна для его эффективности и воздействия на ваши волосы, это не обязательно должна быть ежедневная задача. Мы рекомендуем чистить ваш выпрямитель не реже одного раза в месяц, чтобы очистить его от любых загрязнений, но не стесняйтесь чистить его столько, сколько хотите, особенно если вы используете несколько продуктов, прежде чем брать утюг.
Просто всегда имейте в виду, что чем чаще вы удаляете остатки продукта и загрязнения, тем более впечатляющими будут результаты, поэтому всегда проверяйте, чтобы ваш выпрямитель был очищен, прежде чем наносить его на нежные пряди.
Чтобы узнать больше, посетите домашнюю страницу INSIDER .
Правильный путь
Сверление металлов не является обычным ремонтом. Вместо этого это специализированная работа, требующая использования подходящего сверла. и сверла.Если вам нужны советы по сверлению металлов, этот пост для вас.
Как просверлить металл – распространенный вопрос, который разочаровывает большинство людей.
Поскольку металл тверже, чем большинство других поверхностей, люди часто предполагают, что эта работа требует использования мощного сверла и специальных сверл.
Хотя поверхность твердая, сверление металлов возможно с помощью обычной аккумуляторной дрели. Однако это требует использования специальных сверл, которые гарантируют, что вы получите желаемый результат без повреждения сверла и его компонентов.
В этом руководстве по сверлению металлов, мы даем советы по выбору правильных сверл, необходимых для этой работы . Мы также предлагаем пошаговое руководство по сверлению металлов.
Мы также предлагаем пошаговое руководство по сверлению металлов.
Поскольку разные металлы имеют разный уровень твердости, это руководство поможет вам справиться со всеми видами металлов, включая более мягкие, такие как медь и алюминий, и более твердые металлы, такие как нержавеющая сталь.
Используя эти шаги, вы узнаете, что работа с металлами не сильно отличается от работы с другими поверхностями и ничем не сложнее, чем любое другое сверление.Советы, изложенные в их статье, наверняка помогут вам выполнить работу по бурению правильно и более эффективно.
Как сверлить металлы – правильное сверло
Важно отметить, что сверление металлов не сильно отличается от других поверхностей.
На самом деле все намного проще; однако это требует использования определенных методов и использования гораздо меньшего количества расходных материалов. Приступая к работе со сверлением металлов, вы можете выбрать любой тип сверла.
Большинство людей полагает, что сверление металлов требует использования мощного сверла промышленного класса или сверлильного станка. На самом деле вы можете выполнить эту работу с помощью любого типа дрели, включая аккумуляторную дрель.
На самом деле вы можете выполнить эту работу с помощью любого типа дрели, включая аккумуляторную дрель.
Аккумуляторная дрель обеспечит вам преимущество портативности. Используя аккумуляторную дрель, вы можете сверлить где угодно, не беспокоясь о наличии розетки.
Он также обеспечивает регулируемую скорость, что поможет вам получить более точное отверстие в куске металла.Итак, чтобы приступить к сверлению металлов, все, что вам нужно, – это заряженная аккумуляторная дрель.
Как сверлить металлы – Правые сверлаСверление твердой поверхности требует использования специальных сверл.
Обычные сверла не предназначены для резки металлов. Поэтому они легко стираются. Поэтому вам нужны твердые сверла, которые могут просверливать металл без повреждений.
При выборе подходящего сверла для сверления металлов необходимо быть внимательным к конструкции и материалу.Большинство стандартных сверл, используемых для сверления металлов, имеют скрученную форму. Их также называют поворотными битами.
Их также называют поворотными битами.
Всегда выбирайте поворотные биты без выступающего центра. Вместо этого у них есть две относительно плоские режущие кромки. Для сверления дерева рекомендуется использовать спиральное сверло с заостренным центром. На металлической поверхности заостренный центр легко повредить.
Следующее решение – правильно выбрать материал для сверл.
Вы можете разделить скрученные биты на четыре категории.В порядке цены от самого дешевого к самому дорогому, категории сверл: быстрорежущая сталь (HSS), черная оксидная сталь, кобальтовая сталь и титан.
Если вы планируете просверлить меньше маленьких отверстий, вы можете выбрать самое дешевое сверло из быстрорежущей стали. Они могут правильно выполнить вашу работу по бурению, но их нужно менять чаще.
Но если вы планируете просверлить много отверстий, хотите работать с более твердыми поверхностями, такими как нержавеющая сталь, или вам просто нужно сверло, которое можно использовать в течение более длительного периода времени, вам необходимо инвестировать в титановое сверло.
Титановое сверло дороже, но считается достойным вложением для всех типов сверления металла. Черная оксидная и кобальтовая сталь лишь ненамного лучше HSS по качеству, но может стоить почти вдвое. Поэтому рекомендуется использовать титановое сверло, так как оно поможет вам в долгосрочной перспективе.
Еще одно сверло, которое отлично подходит для сверления металлов, – ступенчатое сверло. В отличие от спиральных сверл, рекомендованных для сверления металлов, это сверло конической формы, которое может просверливать самые разные отверстия. Обычно используется профессионалами или людьми, которым нужно просверливать отверстия разного диаметра .
Если вы собираетесь просверлить в металле очень большие отверстия до нескольких дюймов в диаметре, вы можете использовать кольцевую пилу.
Это сверло цилиндрической формы, которое идеально подходит для обработки мягких и тонких металлов. Также доступна специальная кольцевая пила для сверления более твердых металлов, таких как нержавеющая сталь.
Кольцевую пилу можно использовать и с аккумуляторной дрелью.Таким образом, вы можете просверливать отверстия в металлах различного диаметра, просто купив сверло подходящего типа.
Как записаться Сверление металлов с помощью аккумуляторной дрели – шаг за шагом Руководство по шагам
Если у вас есть аккумуляторная дрель и подходящие сверла, вы готовы приступить к сверлению. Вот это пошаговое руководство о том, как для сверления металлов с помощью аккумуляторной дрели:
Шаг 1 – Безопасность прежде всего!
В отличие от дерева, при сверлении металла не образуются опилки.Вместо этого он производит крошечные, но острые металлические стружки.
Это может быть опасно для вашей кожи и глаз. Таким образом, чрезвычайно важно иметь правильное защитное снаряжение перед началом буровых работ. При сверлении металлов рекомендуется надевать защитные очки и толстые кожаные перчатки.
Еще одно важное правило безопасности – зажимать
твоя работа. Часто скрученные сверла могут захватить металл. Если дрель
сверло останавливается посередине, вращающая сила сверла передается на работу
кусок.Поэтому рекомендуется правильно зажимать заготовку.
Часто скрученные сверла могут захватить металл. Если дрель
сверло останавливается посередине, вращающая сила сверла передается на работу
кусок.Поэтому рекомендуется правильно зажимать заготовку.
Шаг 2. Сделайте жертвенный бутерброд
Поместите плоский кусок дерева под и над металлической частью, в которой вы просверливаете. Когда вы начинаете сверление, вы сначала проходите через плоский деревянный лист, а затем сверляете металл.
При сверлении тонких металлических листов важно зажать лист поверх деревянного листа. Этот жертвенный бутерброд поможет вам проделать чистую дырочку.
Шаг 3 – Сделайте пилотное отверстие
Работа со сверлами может быть сложной задачей, если вы просверливаете металлическую поверхность.
Сверла могут сбиться с пути, как только вы начнете сверление, поэтому рекомендуется сделать пилотное отверстие или углубление в металле перед началом работы. Используя гвоздь и молоток, вы можете сделать в металле небольшое углубление.
Как только вы начнете сверление, эта крошечная выемка поможет вам держать сверло на правильном пути, и вы получите чистое отверстие прямо в металле.
Шаг 4 – Смажьте
Просверливание металлов создает большое трение. Это трение выделяет тепло. Тепло, образующееся при этом, не только повреждает ваши сверла, но также может повредить металл, в котором вы сверляете.
Чтобы снизить вероятность повреждения из-за трения и нагрева, рекомендуется добавить несколько капель масла в металл перед началом сверления.
Можно использовать моторное масло (то, что вы заливаете в машину) или бытовое масло 3-в-1.Если вам нужно просверлить отверстие большего размера, вы также можете снова добавить масло. Эта смазка поможет уменьшить трение и возникающее тепло.
Шаг 5. Продолжайте медленно
При сверлении металла необходимо соблюдать особую осторожность. Вам нужно поддерживать низкую скорость и давление. Для большинства упражнений вы должны работать примерно на половину скорости.
Аккумуляторная дрель позволяет работать на более низких скоростях. Кроме того, давление нужно держать умеренным.
Спусковой механизм аккумуляторной дрели также помогает поддерживать давление, необходимое для эффективного сверления металлов.
Шаг 6. Остановитесь, если заметили дым
Дым указывает на то, что вы сверляете слишком быстро, и при этом выделяется слишком много тепла. Как только вы заметили дым, немедленно прекратите сверление.
Дайте сверлам остыть, добавьте немного масла и снова начните. Убедитесь, что на этот раз ваша скорость ниже.
Шаг 7 – Очистите отверстие
По завершении сверления вы можете заметить неровности.
Чтобы сверло получилось максимально чистым, необходимо прочистить отверстие. Вы можете сделать это, просто вставив сверло в отверстие вручную и удалив лишнюю металлическую стружку.
Конечная нота
Сверление металлов – задача техническая, но, конечно, не невыполнимая. Используя аккумуляторную дрель, подходящий тип сверл и следуя протоколу, вы можете легко просверлить чистое отверстие в любом металле.
Независимо от того, имеете ли вы дело с более мягкими металлами, такими как алюминий, или твердыми металлами, такими как нержавеющая сталь, вы можете просверлить чистое отверстие, зажимая металл и работая медленно и с низким давлением.
Последнее обновление: Полуавтоматический клейкий утюг| Marking Systems
Полуавтоматические сверлильные станки Маркировочные утюги
Наши штамповочные утюги для сверлильных станков предназначены для полуавтоматического брендинга в различных средах – от мастерской ремесленника до небольших производственных предприятий. Качественное проектирование и конструкция промышленного уровня обеспечивают низкие затраты на цикл и годы надежной эксплуатации.
Качественное проектирование и конструкция промышленного уровня обеспечивают низкие затраты на цикл и годы надежной эксплуатации.
Мощный и долговечный электрический утюг Durable Technologies раз за разом производит неизгладимый, несмываемый, нетленый бренд. Мы разрабатываем наши продукты так, чтобы они выдерживали самые тяжелые и требовательные нагрузки, поэтому вы можете быть уверены в надежном обслуживании на протяжении всей жизни. Наши фирменные утюги созданы на основе сверхпрочной шестигранной нагревательной головки из легированной стали, которую можно зажать в тисках или приспособлении для использования или разборки.
Характеристики утюга для сверлильного станка- Прецизионный элемент, намотанный на сердечник с высокой проводимостью, обеспечивает постоянную температуру матрицы и длительный срок службы
- Подходит для всех сверлильных станков с патроном 1/2 дюйма
- Самовыравнивающаяся головка для клеймения плавает на четырех пружинах, обеспечивая однородность отпечатков
- Никелированный шестиугольный стальной корпус для прочности и долговечности
- Теплоотражатели диффузные конвекционные токи
- Плашки могут поставляться пустыми или с гравировкой в соответствии с вашей спецификацией
| |||||||||||||||||||||||||
