Закалка стали – температура, скорость и режимы закалки, свойства и структура закаленной стали
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
- повышение твердости;
- повышение прочностных характеристик;
- снижение пластичности до допустимой величины;
- возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
- нагрев до температур, при которых осуществляется изменение структурного состояния металла;
- выдержка, установленная в технологической карте;
- охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
На результат термообработки влияют:
- температура нагрева;
- скорость роста температуры;
- период выдержки при закалочных температурах;
- охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
 youtube.com/embed/aJiMRrEojbw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/aJiMRrEojbw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Механические свойства стали 3сп
| t испытания,°C | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 |
| Горячекатаная заготовка размерами 140Х120 мм | |||||
| 20 | 220 | 445 | 33 | 59 | 154 |
| 300 | 205 | 199 | |||
| 500 | 180 | 285 | 34 | 80 | 119 |
| Лист и фасонный прокат в горячекатаном состоянии толщиной до 30 мм | |||||
| 20 | 205-340 | 420-520 | 28-37 | 56-68 | |
| 200 | 215-285 | ||||
| 300 | 205-265 | ||||
| 400 | 155-255 | 275-490 | 34-43 | 60-73 | |
| 500 | 125-175 | 215-390 | 36-43 | 60-73 | |
Образец диаметром 6 мм, длиной 30 мм кованый и нормализованный. Скорость деформации 16 мм/мин, скорость деформации 0,009 1/с Скорость деформации 16 мм/мин, скорость деформации 0,009 1/с | |||||
| 700 | 73 | 100 | 57 | 96 | |
| 800 | 51 | 63 | 95 | 95 | |
| 900 | 38 | 65 | 84 | 100 | |
| 1000 | 25 | 43 | 79 | 100 | |
| 1100 | 19 | 31 | 80 | 100 | |
| 1200 | 14 | 25 | 84 | 100 | |
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
| Марка стали | Температура закалки стали | Среда охлаждения после закалочного нагрева | Температура отпуска | Среда охлаждения после отпуска |
| У7 | 800°C | вода | 170°C | вода, масло |
| У7А | 800°C | вода | 170°C | вода, масло |
| У8, У8А | 800°C | вода | 170°C | вода, масло |
| У10, У10А | 790°C | вода | 180°C | вода, масло |
| У11, У12 | 780°C | вода | 180°C | вода, масло |
| Р9 | 1250°C | масло | 580°C | воздух в печи |
| Р18 | 1250°C | масло | 580°C | воздух в печи |
| ШХ6 | 810°C | масло | 200°C | воздух |
| ШХ15 | 845°C | масло | 400°C | воздух |
| 9ХС | 860°C | масло | 170°C | воздух |
Зарубежные аналоги маркм стали 3сп
| США | A284Gr. D, A57036, A573Gr.58, A611Gr.C, GradeC, K01804, K02001, K02301, K02502, K02601, K02701, K02702, M1017 D, A57036, A573Gr.58, A611Gr.C, GradeC, K01804, K02001, K02301, K02502, K02601, K02701, K02702, M1017 |
| Германия | 1.0038, 1.0116, DC03, Fe360B, Fe360D1, RSt37-2, RSt37-3, S235J0, S235J2G3, S235JR, S235JRG2, St37-2, St37-3, St37-3G |
| Япония | SS330, SS34, SS400 |
| Франция | E24-2, E24-2NE, E24-3, E24-4, S235J0, S235J2G3, S235J2G4, S235JRG2 |
| Англия | 1449-2723CR, 1449-3723CR, 3723HR, 40B, 40C, 40D, 4360-40B, 4360-40D, 4449-250, 722M24, Fe360BFU, Fe360D1FF, HFS3, HFS4, HFW3, HFW4, S235J2G3, S235JR, S235JRG2 |
| Евросоюз | Fe37-3FN, Fe37-3FU, Fe37B1FN, Fe37B1FU, Fe37B3FN, Fe37B3FU, S235, S235J0, S235J2G3, S235JR, S235JRG2 |
| Италия | Fe360B, Fe360BFN, Fe360C, Fe360CFN, Fe360D, Fe360DFF, Fe37-2, S235J0, S235J2G3, S235J2G4, S235JRG2 |
| Бельгия | FE360BFN, FE360BFU, FED1FF |
| Испания | AE235BFN, AE235BFU, AE235D, Fe360BFN, Fe360BFU, Fe360D1FF, S235J2G3, S235JRG2 |
| Китай | Q235, Q235A, Q235A-B, Q235A-Z, Q235B, Q235B-Z, Q235C |
| Швеция | 1312, 1313 |
| Болгария | BSt3ps, BSt3sp, Ew-08AA, S235J2G3, S235JRG2, WSt3ps, WSt3sp |
| Венгрия | Fe235BFN, Fe235D, S235J2G3, S235JRG2 |
| Польша | St3S, St3SX, St3V, St3W |
| Румыния | OL37. 1, OL37.2, OL37.4 1, OL37.2, OL37.4 |
| Чехия | 11375, 11378 |
| Финляндия | FORM300H, RACOLD03F, RACOLD215S |
| Австрия | RSt360B |
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются.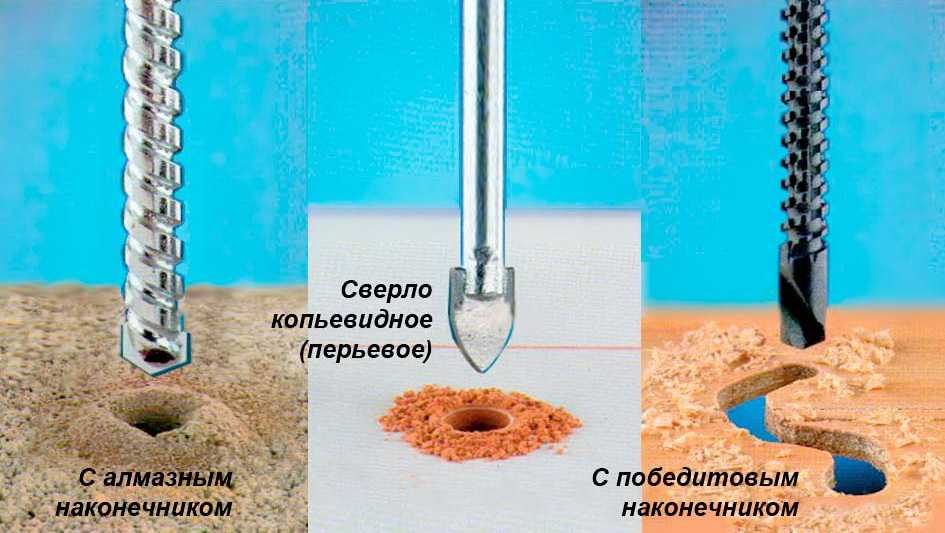 При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Свойства марки стали 3СП
Среди качественных показателей данной марки стали 3сп стоит выделить стойкость к возникновению коррозийных процессов, а также возможность сваривания. Помимо всего прочего, она относится к разряду нефлокеночувствительных сталей, которые не обладают отпускной хрупкостью.
Помимо всего прочего, она относится к разряду нефлокеночувствительных сталей, которые не обладают отпускной хрупкостью.
Для улучшения определенных свойств металла без изменения его химического состава, часто используют термическую обработку, во время которой металл подвергается сильнейшему нагреву, а после чего некоторое время охлаждается в жидкой среде с поддержанием низких температур. Проведение подобной процедуры позволяет в разы продлить эксплуатационный срок готового изделия, изменить общую массу или его габариты. Во время термической обработки происходит изменение механических свойств сплава, который в горячей форме может принять любую заданную форму.
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла.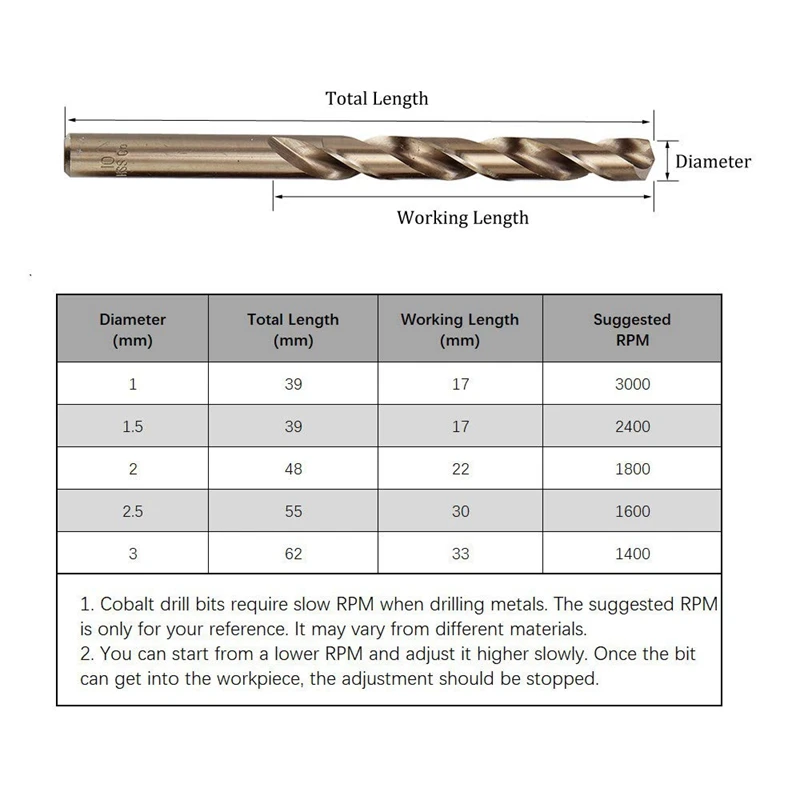 Светлая закалка используется в серийном производстве типовых изделий.
Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Химический состав стали 3сп
| C | Si | Mn | S | P | V | Cr | N | Cu | As | Fe |
| 0.58 — 0.67 | 0.22 — 0.45 | 0.5 — 0.9 | до 0.02 | до 0.03 | 0.08 — 0.15 | 0.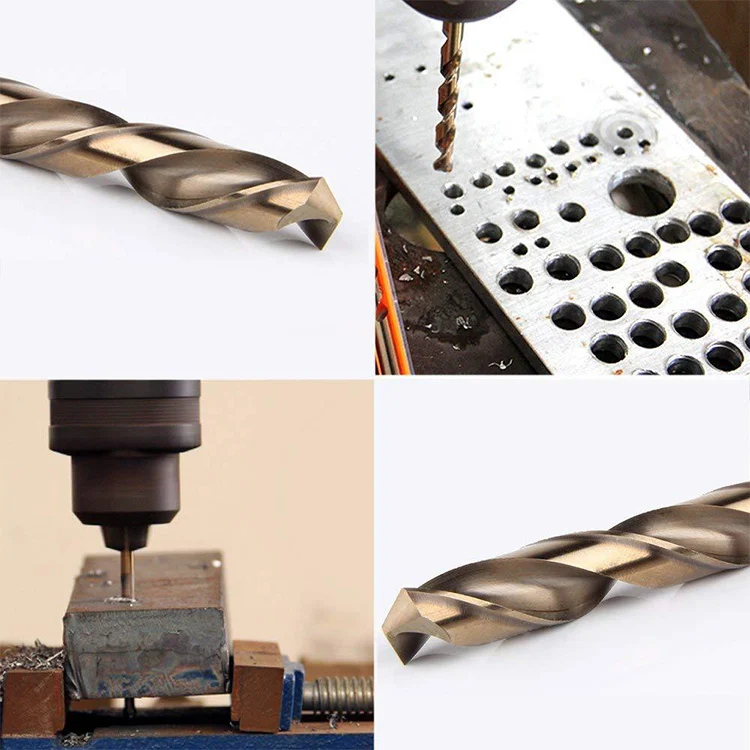 08 — 0.15 08 — 0.15 | до 0,008 | до 0,3 | до 0,08 | ~97 |
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
- муфельные термические печи;
- оборудование для индукционного нагрева;
- установки для нагрева в расплавах;
- аппараты лазерного нагрева;
- газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Технологические свойства стали 3сп
| Температура ковки | Начала 1300, конца 750. Охлаждение на воздухе. Охлаждение на воздухе. |
| Свариваемость | Сваривается без ограничений; способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС, КТС. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. |
| Обрабатываемость резанием | В горячекатаном состоянии при НВ 124 σB = 400МПа, Kυ тв.спл. = 1,8 и Kυ б.ст. = 1,6 |
| Склонность к отпускной способности | Не склонна |
| Флокеночувствительность | Не чувствительна |
Технология закалочного процесса
Нагрев и выдержка
Температура нагрева стали при закалке зависит от ее химического состава. В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
- обезуглероживание;
- окисление поверхности;
- увеличение внутреннего напряжения;
- изменение структурных составляющих.

Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
| Марка | Температура, °C | Марка | Температура, °C |
| 15Г | 800 | 50Г2 | 805 |
| 65Г | 815 | 40ХГ | 870 |
| 15Х, 20Х | 800 | 3Х13 | 1050 |
| 30Х, 35Х | 850 | 35ХГС | 870 |
| 40Х, 45Х | 840 | 30ХГСА | 900 |
| 50Х | 830 |
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.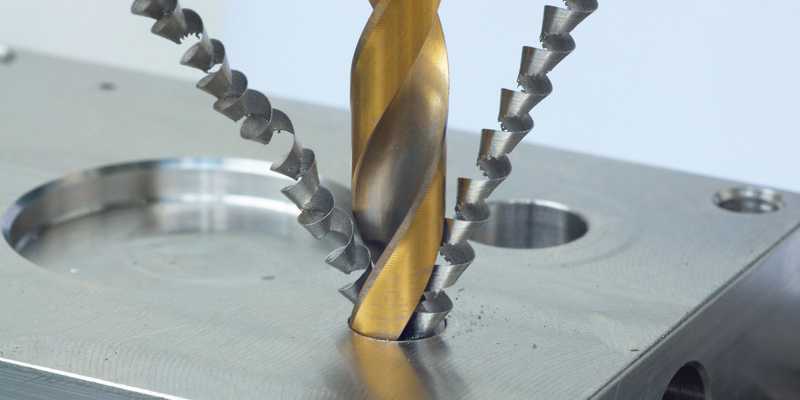
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
Среди них:
- Неравномерный нагрев и/или охлаждение. Приводят к деформациям и образованию трещин, неоднородному составу и неоднородным механическим характеристикам.
- Пережог. Возникает из-за проникновения кислородных молекул в металлическую поверхность. В результате образуются оксиды, изменяющие рабочие характеристики поверхностного слоя. Этот дефект возникает из-за выгорания из стали углерода, вызванного избыточным количеством кислорода в печи.
- Попадание в масляную охлаждающую ванну воды. Это нарушение техпроцесса приводит к появлению трещин на изделии.
Все перечисленные выше дефекты являются неисправимыми.
Как просверлить каленый металл
В первую очередь — перечислим основные особенности сверления заготовок и изделий из каленого металла. Для успешной обработки необходимо:
- правильно подобрать сверло;
- подготовить заготовку или изделие;
- применять смазочно-охлаждающую жидкость.
Какой инструмент выбрать для сверления каленого металла
Для сверления каленого металла лучше всего подходят инструменты, изготовленные из сталей следующих марок.
- Р18. Инструменты из стали этой марки — лучший выбор. Эти сверла по каленому металлу появились еще во времена СССР. Материал содержит до 18 % вольфрама. Это придает стали высокую прочность. Поверхности не перегреваются и изнашиваются медленно.
- Р6М5К5. Сталь этой марки содержит 6% вольфрама и по 5 % молибдена и кобальта. Эти сверла по каленому металлу могут выдерживать максимальные тепловые нагрузки при обработке закаленных деталей и изделий.
- HSS-Co. Это зарубежный аналог предыдущей стали.
Сверло по каленому металлу из стали марки HSS-Co
Мастера выбирают сверла из сталей именно этих марок из-за оптимального сочетания цены и эффективности обработки высокопрочных каленых металлов.
Обратите внимание! Перед сверлением необходимо тщательно очистить заготовку или изделия от масел, жиров и иных загрязнений.
Советы по применению СОЖ при обработке каленого металла
- Добавляйте СОЖ на режущие кромки инструментов. В процессе обработки жидкость разлетается и испаряется. Смазку нужно своевременно обновлять.
- Перед обработкой детали или изделия необходимо также нанести СОЖ на целевую поверхность.
- Во время сверления каленого металла делайте небольшие перерывы для остывания заготовки и инструмента.
 Смазку нужно своевременно обновлять.
Смазку нужно своевременно обновлять.Основные детали
Сталь Ст3 на текущий момент является одной из наиболее востребованных из-за своих эксплуатационных особенностей. Наибольшее распространение она получила в отрасли изготовления труб системы теплоснабжения, а также множества других предметов для повседневного использования.
Оцинкованный круг изготовленный из стали Ст3
В большинстве случаев сталь Ст3 классифицируется как углеродистая сталь обыкновенного качества.
Особенности производства СТ3
Все химические и физические свойства готового материала будут определяться компонентами, которые входят в состав, а значит, во многом зависят от использованных технологий при производстве сплава.
Основой стального сплава является феррит, который является составляющей железоуглеродистых сплавов.
 По своей сути этот элемент является твердым раствором углерода и легирующих компонентов. Данный сплав также насыщается углеродом для повышения его прочности.
По своей сути этот элемент является твердым раствором углерода и легирующих компонентов. Данный сплав также насыщается углеродом для повышения его прочности.Вредными примесями считаются фосфор, сера и их производные, поскольку они ухудшают пластичность сплава, а также увеличивают его хрупкость под воздействием холода.
Как нарезать резьбу в каленом металле
Для этой операции также лучше всего подходят инструменты, изготовленные из быстрорежущих сталей и твердых сплавов. Для нарезания внутренних резьб используют метчики, а для наружных — плашки.
Технология нарезания внутренних резьб
Для нарезания внутренней резьбы определенного размера обычно используют три метчика: черновой (№1), получистовой (№2) и чистовой (№3).
Действуйте по следующей схеме.
- Сделайте разметку.
- Накерните отверстие.
- Смажьте будущее отверстие и сверло.
- Закрепите деталь.
- Установите сверло.
- Настройте режим резания. Обработку начинайте с малых оборотов. После погружения сверла в металл скорость можно понемногу увеличивать.
- Просверлите отверстие под резьбу и раззенкуйте. Удалите стружку. Смажьте метчик №1 и заготовку.
- Установите инструмент. Оси (его и отверстия) должны совпадать.
- Сделайте первый проход. После каждого полного оборота метчика делайте пол-оборота в обратном направлении. При необходимости удаляйте стружку.
- Сделайте проходы с применением получистового и чистового метчиков.
 После погружения сверла в металл скорость можно понемногу увеличивать.
После погружения сверла в металл скорость можно понемногу увеличивать.Технология нарезания наружных резьб
Для этого применяют плашки. Обрабатывайте заготовки по такой технологии.
- Установите инструмент в держатель подходящего размера. Закрепите плашку при помощи винтов.
- Сделайте фаску на конце заготовки.
- Нанесите СОЖ на поверхности.
- Наложите плашку на заготовку. Ее плоскость должна быть перпендикулярно оси обрабатываемой детали.
- Нарежьте резьбу. После одного-двух-витков делайте возвраты на пол-оборота.
- Удостоверьтесь в точности нарезанной резьбы.
Высверлить сломанный болт не повредив резьбу
В процессе ремонта автомобиля или другой техники, может случиться неприятная ситуация, когда болт или шпилька обрываются. Причем ломаются они по закону подлости вровень с деталью или что еще хуже в глубине детали. Таким образом обломанная резьба получается, как бы утоплена в деталь.
Как правило, болты и шпильки ломаются при откручивании, если они сильно заржавели и прикипели. Также болт или шпильку можно сломать при закручивании, если к ним приложить сильно большой крутящий момент.
Существует несколько способов решить данную проблему. Причем выбор способа зависит от конкретной ситуации. Рассмотрим каждый способ отдельно.
Подготовка к откручиванию обломанного болта.Если болт заржавевший и при его откручивании не будет использоваться сварка, то его следует смазать проникающей смазкой. Нет смысла смазывать соединение, а потом выжигать смазку.
Можно взять распространённую и хорошо себя зарекомендовавшую смазку WD-40.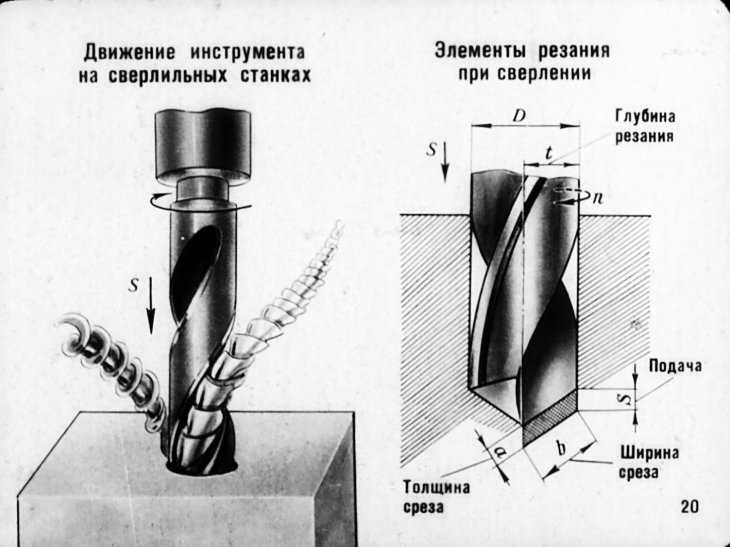 Или можно сделать смесь из керосина и машинного масла в пропорции 1:1 и этой смесью залить болт. После смазывания болта желательно подождать некоторое время, например 1 час. Смазке нужно время, чтобы проникнуть во внутрь соединения.
Или можно сделать смесь из керосина и машинного масла в пропорции 1:1 и этой смесью залить болт. После смазывания болта желательно подождать некоторое время, например 1 час. Смазке нужно время, чтобы проникнуть во внутрь соединения.
Если болт обломан в глубине детали, то в этом случае для центрирования сверла можно использовать металлическую втулку. Её наружный и внутренний диаметры подбираются по диаметру сверла и диаметра отверстия под болт в корпусе детали. Данную втулку можно заказать у знакомого токаря или сделать ее из подходящей по диаметру металлической трубки.
Также можно взять сверло большего диаметра, которое походит под диаметр отверстия в корпусе и засверлить им небольшую центровку-углубление для следующего сверла. После берем сверло меньшего диаметра и по ранее сделанной центровке сверлим.
Существуют специальные центровочные сверла. Они в основном применяются при выполнении токарных работ. Таким сверлом можно легко выполнить центровку в обломанном болте без риска повредить резьбу, а затем уже высверлить отверстие обычным сверлом.
Таким сверлом можно легко выполнить центровку в обломанном болте без риска повредить резьбу, а затем уже высверлить отверстие обычным сверлом.
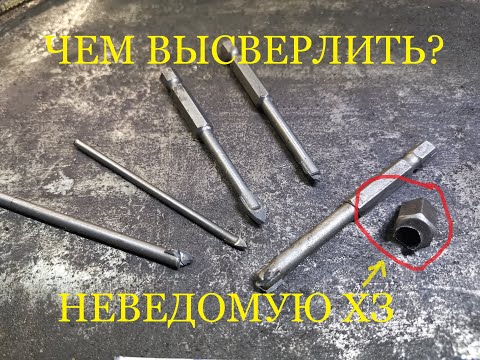
Что такое экстрактор? Это специальный инструмент в форме конусного сверла с левой спиралью. Данный инструмент имеет повышенную прочность, то есть должен быть каленым. Это относится только к качественному инструменту. Китайские поделки бывают изготовлены почти из “пластилина”.
Как работает экстрактор? Он вкручивается в болт своей левосторонней конусной резьбой до тех пор, пока его не заклинит в болте. Дальнейшей крутящий момент приложенный к нему приводит к выкручиванию обломанного болта, так как болт в большинстве случаев имеет правую резьбу.
Нужно понимать, что экстрактор — это не панацея для всех сломанных болтов. У него есть свои недостатки.
Во-первых, он требует предварительно просверленного отверстия в обломанной шпильке. Не во всех шпильках можно просверлить отверстие. Если шпилька окажется каленой, то есть очень твердой, то сверло может не взять ее. В этом случае придется отказаться от использования экстрактора.
Если шпилька окажется каленой, то есть очень твердой, то сверло может не взять ее. В этом случае придется отказаться от использования экстрактора.
Во-вторых, экстрактор из-за своей конусности раздавливает шпильку и еще больше ее заклинивает в теле детали.
В-третьих, сам экстрактор может сильно усугубить проблему, если сам обломается внутри обломанной шпильки. Это самый плохой вариант. В итоге можно получить вместо “мягкой” шпильки обломок твердого экстрактора, который дополнительно своей конусностью подклинил шпильку.
Выкручиваем сломанный болт с помощью подручных инструментов.Если под рукой нет экстрактора, то можно воспользоваться битой типа звездочка – torx, трехгранным напильником, разверткой, шестигранником или обычной отверткой. Отвертка должна быть с металлической ручкой, так как по ней нужно будет бить молотком.
Для всех инструментов, кроме обычной отвёртки порядок действий одинаковый.
Предварительно в обломанной шпильке сверлим отверстие немного меньшего диаметра, чем диаметр инструмента. После инструмент забивается в отверстие и своими гранями расклинивается в нем. Теперь можно пытаться выкручивать болт.
После инструмент забивается в отверстие и своими гранями расклинивается в нем. Теперь можно пытаться выкручивать болт.
Опять же минус этого способа в том, что инструмент так же, как и экстрактор будет расклинивать обломанную шпильку в корпусе детали. К том уже существует вероятность, что данный инструмент может поломаться в процессе работы, что еще более усугубит ситуацию, так как весь этот инструмент является каленым, ну кроме обычной отвертки.
Способ с применением отвертки рассмотрим подробнее.
Плюс этого способа в том, что отвёртка не расклинивает болт в его посадочном месте, следовательно, усилие, которое необходимо приложить, чтобы выкрутить обломанный болт, будет меньше, чем при применении экстрактора, звездочки или развертки.
Минус в том, что необходимо будет сверлить два отверстия вместо одного.
Суть способа заключается в том, чтобы сделать шлиц под отвертку. Для этого сверлим два отверстия рядом глубиной примерно 5мм, стараясь, чтобы они частично перекрыли друг друга.
Если не получилось правильно просверлить отверстия, то сверлим тело болта между двумя отверстиями старясь их вместе соединить для получения одного целого шлица.
После ставим в шлиц отвертку и откручиваем болт. При откручивании можно одновременно бить по отвертке или можно применить ударную отвертку.
Также можно попробовать выкрутить болт с помощью двух отдельно просверленных отверстий, которые частично не перекрывают друг друга. Для этого нужно взять обычный гвоздь и согнуть из него скобу. Вставив данную скобу в отверстия и взяв разводной ключ можно выкрутить болт.
Смотрите видео: выкручивание обломанного болта.
Сверлим обломанный болт сверлом с левой спиралью.Существуют сверла с левой спиралью, у них сверление металла происходит при вращении против часовой стрелки. Сначала можно обычным сверлом небольшого диаметра просверлить центровку, затем уже левым сверлом большего диаметра постепенно высверливать тело обломка.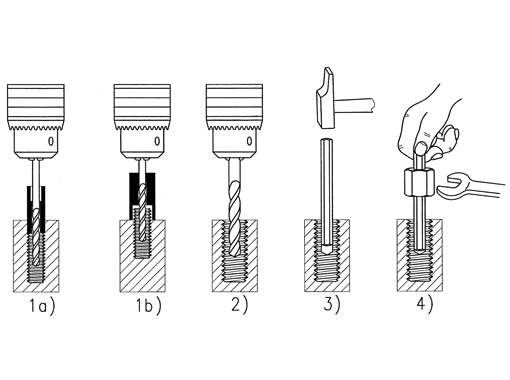 Обязательно нужно контролировать направление сверления, чтобы не повредить резьбу. При этом остатки болта будут сами выкручиваться, так как сверло своими гранями цепляет болт в нужном направлении на откручивание. Если все же будет немного повреждена резьба, то ее легко поправить соответствующим метчиком.
Обязательно нужно контролировать направление сверления, чтобы не повредить резьбу. При этом остатки болта будут сами выкручиваться, так как сверло своими гранями цепляет болт в нужном направлении на откручивание. Если все же будет немного повреждена резьба, то ее легко поправить соответствующим метчиком.
Все вышеуказанные способы выкручивания обломанного болта или шпильки могут подойти для несильно заржавевших болтов. Если болт сильно прикипел в своём резьбовом соединении, то в этом случае нужно что-либо посерьезнее.
Выкручиваем обломанный болт с помощью другого болта.Данный способ может подойти не для всех ситуаций, так как требует дополнительного инструмента, который будет не у каждого мастера. Также для обломков небольшого диаметра этот способ, тоже не подойдет.
Суть данного способа заключается в том, чтобы в теле обломка по центру просверлить отверстие под резьбу меньшего диаметра, чем диаметр обломка. Затем метчиком в отверстии нарезаем левую резьбу и вкручиваем болт с левой резьбой. Теперь если данный болт крутить против часовой стрелки он будет плотнее закручиваться в обломок и одновременно его выкручивать.
Теперь если данный болт крутить против часовой стрелки он будет плотнее закручиваться в обломок и одновременно его выкручивать.
Сварка дает ряд преимуществ.
Во-первых, она сильно и быстро нагревает обломок, тогда как корпус детали остается холодным. В связи с температурными расширениями металла, происходит раскоксовывание прикипевшей резьбы.
Во-вторых, создает прочное соединение с обломком болта.
В-третьих, помогает в случае, если обломок болта сделан из высокопрочной стали и является каленым. В этом случае высверлить его довольно проблемно, и сварка здесь подойдет лучше всего.
Если обломок твердый и каленый, то он изготовлен из сталей, которые не предназначены для сварки. В справочниках сталей в таких случаях пишут ограничено свариваемая сталь или не предназначенная для сварки. Но нам нужно привариться, что делать в этом случае? Нужно просто взять и варить, но после сварки ни в коем случае не охлаждать место сварки водой или каким-либо другим способом. Нужно дать сварному соединению медленно остыть. Тогда сварочный шов не будет трескаться из-за разности температурных расширений материала обломанного болта и привариваемой детали. Также после нагрева обломка и его медленного остывания происходит отпуск металла, то есть он будет терять свою твердость и становиться мягче. Правда это будет в том случае, если он нагрелся до красна и медленно остыл. Даже если обломанный болт из мягких не закаленных сталей, то есть легко берется сверлом, то и в этом случае лучше не охлаждать место сварки.
Нужно дать сварному соединению медленно остыть. Тогда сварочный шов не будет трескаться из-за разности температурных расширений материала обломанного болта и привариваемой детали. Также после нагрева обломка и его медленного остывания происходит отпуск металла, то есть он будет терять свою твердость и становиться мягче. Правда это будет в том случае, если он нагрелся до красна и медленно остыл. Даже если обломанный болт из мягких не закаленных сталей, то есть легко берется сверлом, то и в этом случае лучше не охлаждать место сварки.
Приведу пример. Болт может быть изготовлен из стали ст45. Данная сталь является ограниченно свариваемой, имеет прочность в два раза большую, чем сталь 3 (самая дешевая и мягкая) и может быть закалена. Если ее закалить, то сверло ее не возьмёт или будет сверлить очень тяжело. Если сталь не каленая, то сверло легко ее просверлит. Если привариться к обломку из такой не закаленной стали и резко охладить сварное соединение, то с большой вероятностью при охлаждении образуются микротрещины на границе сварки и обломка, и при его выкручивании сварку будет отрывать.
Итак, используем сварку. Здесь возможно несколько вариантов.
- Если болт обломан в уровень с корпусом, в который он вкручен или немного вступает из него, то можно одеть на него подходящую по диаметру шайбу и приварить ее изнутри шайбы. Затем к шайбе приварить гайку и выкрутить болт. Почему сначала шайба, а затем гайка? Шайба тоньше гайки и лучше проваривается, соединение получается более прочным, хотя можно обойтись без неё.
Вместо шайбы и гайки можно использовать полоску металла толщиной 2-3мм. Сначала сверлим в полоске подходящее отверстие, одеваем на болт, свариваем и выкручиваем.
Смотрите видео: простой способ выкрутить сломанный болт.
После сварки нужно обязательно дать остыть обломанному болту, а потом его выкручивать. Пока обломок горячий, он из-за температурных расширений расклинивается в резьбовом отверстии.
- Если болт или шпилька обломаны глубоко, то их можно выкрутить с помощью металлической трубки, вставленной в отверстие. Сварку следует производить электродом через отверстие в трубке. Этот способ нужно использовать если болт вкручен в алюминиевый или чугунный корпус. Тогда исключается вероятность, что трубка или болт приварится к корпусу. Если же болт вкручен в стальной корпус, то лучше воспользоваться каким-либо другим способом.
- Если шпилька обломана на небольшой глубине от поверхности корпуса, то можно ее нарастить сваркой до уровня, когда к ней можно будет приварить гайку или полоску металла. Чтобы сварное соединение получилось более прочным следует по центру шпильки просверлить небольшое отверстие и затем сварку начинать с заваривания данного отверстия. Таким образом будет увеличена площадь сварного шва.
 Сварку следует производить электродом через отверстие в трубке. Этот способ нужно использовать если болт вкручен в алюминиевый или чугунный корпус. Тогда исключается вероятность, что трубка или болт приварится к корпусу. Если же болт вкручен в стальной корпус, то лучше воспользоваться каким-либо другим способом.
Сварку следует производить электродом через отверстие в трубке. Этот способ нужно использовать если болт вкручен в алюминиевый или чугунный корпус. Тогда исключается вероятность, что трубка или болт приварится к корпусу. Если же болт вкручен в стальной корпус, то лучше воспользоваться каким-либо другим способом.Просверлить отверстие большего диаметра и нарезать новую резьбу.
Если обломанная шпилька каленая и сверло ее не берет, то можно попробовать ее нагреть до красна и дать медленно остыть. Ни в коем случае не охлаждать водой или иным способом! Нагреть можно с помощью сварки или резака. Такой нагрев и остывание следует проделать несколько раз. Таким образом произойдет термический отпуск металла, и шпилька станет мягче. После можно пробовать ее высверливать. В алюминиевом корпусе не желательно нагревать шпильку до красного цвета. Есть вероятность коробления корпуса в месте нагрева или его расплавления.
Ни в коем случае не охлаждать водой или иным способом! Нагреть можно с помощью сварки или резака. Такой нагрев и остывание следует проделать несколько раз. Таким образом произойдет термический отпуск металла, и шпилька станет мягче. После можно пробовать ее высверливать. В алюминиевом корпусе не желательно нагревать шпильку до красного цвета. Есть вероятность коробления корпуса в месте нагрева или его расплавления.
Можно вытравить обломанную шпильку, сломанный экстрактор или сверло в шпильке азотной кислотой. Одно условие – корпус, в который вкручена шпилька должен быть из алюминиевого сплава. Азотная кислота является одной из самых сильных кислот. Она хорошо растворяет металлы, но при этом не трогает алюминий. Химическая реакция займет несколько часов, примерно 10-24, все зависит от свойств стали, диаметра шпильки и температуры окружающей среды. Азотную кислоту необходимо разбавить водой перед применением. Например, кислоту 57% разбавляют водой в пропорции 1:1. То есть кислоту необходимо разводить до 30-35%. В процессе химической реакции азотная кислота будет сама восстанавливаться и одновременно разрушать металл.
Например, кислоту 57% разбавляют водой в пропорции 1:1. То есть кислоту необходимо разводить до 30-35%. В процессе химической реакции азотная кислота будет сама восстанавливаться и одновременно разрушать металл.
Азотная кислота ядовита, поэтому будьте осторожны при ее применении и старайтесь не вдыхать ее пары.
Смотрите видео: вытравливание шпильки азотной кислотой.
Ситуация, когда при затяжке ломается болт и при этом обломанный кусок остается в детали, не редкость. Но не многие знают, что существует довольно много эффективных способов, как высверлить сломанный болт.
Ситуация, когда при затяжке ломается болт и при этом обломанный кусок остается в детали, не редкость. Но не многие знают, что существует довольно много эффективных способов, как высверлить сломанный болт. Главное не паниковать, а внимательно дочитать до конца этот информационный материал.
Наиболее типичные ситуации облома
Болт может оборваться по-разному.
- Самое главное настроить себя на то, что высверлить сломанный болт, не повредив резьбу, можно только, если приложить максимум терпения и спокойствия. Спешка в этом случае главный враг
- Прежде всего, необходимо использовать средство для быстрого откручивания ржавых болтовых соединений. На рынках их присутствует великое множество. Но подавляющее количество таких средств абсолютно бесполезно.
Уважающий себя автолюбитель и слесарь, всегда должен иметь в запасе средство для откручивания гаек и болтов проникающего действия, в котором присутствую такие вещества, имеющие свойства проникать в любые соединения. Рекомендации по выбору можно получить в любом известном автосервисе. - Далее можно попробовать один из самых простых вариантов, как высверлить сломанный болт без особых проблем. Для этого необходимо тонким сверлом и низко оборотистой дрелью, высверлить паз под отвертку.
- В любом хозяйственном магазине можно приобрести газовую горелку для откручивания болтов. Если такая горелка есть, то с ее помощью необходимо слегка прогреть саму деталь таким способом чтобы оставшийся кусок не нагревался. При этом рядом должен быть огнетушитель.
- Затем попробовать отверткой с воротком начинать потихоньку расшатывать остаток болта. Если болтовое соединение не старое, то кусок должен открутиться.

А вот как правильно высверлить болт, если он сломался внутри гнезда, знают не многие. Обычно такие поломки бывают при закручивании шпилек головки цилиндров автомобильного двигателя. В этом случае нужны некоторые навыки при пользовании дрелью и метчиком.
Подготовительные мероприятия такие же, как и в предыдущем варианте. Затем перед тем, как высверлить обломившийся болт, необходимо залить в отверстие жидкость для быстрого откручивания и оставить до полного проникновения в соединение на 2-3 часа.
Затем перед тем, как высверлить обломившийся болт, необходимо залить в отверстие жидкость для быстрого откручивания и оставить до полного проникновения в соединение на 2-3 часа.
Затем при помощи мало оборотистой дрели и сверла диаметром в два раза меньше чем болт, точно по центру, без наклона и с малыми оборотами осторожно просверливают отверстие глубиной до одной трети от общей длины обломка. При помощи метчика с левой резьбой, нарезают резьбу на всю глубину отверстия. Затем вкручивается высокопрочный болт с такой же резьбой. При помощи накидного ключа с воротком, слегка постукивая и вращая болт, вынимают оставшуюся часть болта.
Замените старый крепеж на новый: https://avselectro.ru/catalog/4976-bolty — болты отменнного качества от мировых производителей в большом ассортименте.
Как высверлить высокопрочный болт?
Последовательность действий такая же до того момента, когда нарезается резьба в просверленном отверстии. В этом случае, до того, как высверлить каленый болт, необходимо изготовить следующую деталь: из углеродистой стали вытачивается болт с головкой под гаечный ключ. Концу болта, при помощи кузнечного молота, придают четырехгранную коническую форму.
Концу болта, при помощи кузнечного молота, придают четырехгранную коническую форму.
Далее болт забивают в высверленное отверстие на всю глубину, где он должен заклиниться. Накидным ключом, расшатывая, постепенно выкручивают отломанный кусок болта.
А вот как высверлить обломанный болт, если ни один способ не помогает? В этом случае, единственный кардинальный способ, полностью высверлить всю оставшуюся часть. Это самый сложный и ответственный способ, как высверлить болт, не повредив резьбу в деталях механизма.
Для начала в обломке просверливается отверстие тонким сверлом. Затем более толстым. И так до тех пор, пока не будет высверлена большая часть оставшегося куска. Это один из самых эффективных способов, как высверлить болт из ступицы автомобиля.
Другие «народные» способы
Народные умельцы в различных видеоматериалах предлагают другие более радикальные способы, как правильно высверлить сломанный болт. Один из популярных способов, это когда при помощи электросварочного аппарата к обломку приваривают кусок металла в виде ручки и пытаются открутить.
Иногда это получается, но при этом обычно повреждается резьба и выгорает краска на механизме. А если ручка отломается, то потом просверлить отверстие будет очень непросто. Поэтому, если нет элементарного представления о том, как высверлить болт, не повредив резьбу, лучше не браться, так как последствия могут быть весьма печальны.
Как высверлить обломок болта из алюминиевого блока?
Довольно часто случается, что ломается болт небольшого диаметра в алюминиевом блоке двигателя автомобиля. Высверлить такой остаток болта не просто. В интернете предлагается очень много вариантов, как высверлить сломанный болт м6 из алюминия без особых трудностей.
На самом деле, самый надежный способ — это классическое высверливание с последующим нарезанием резьбы. При этом все подготовительные операции, рассмотренные выше, должны выполняться очень тщательно.
Рекламируются всевозможные китайские экстракторы, но они очень часто ломаются внутри отверстия, что в разы усугубляет ситуацию. Кроме того, этот инструмент своей конической формой, создает дополнительное трение между стенками болта и блока, что затрудняет извлечение.
Кроме того, этот инструмент своей конической формой, создает дополнительное трение между стенками болта и блока, что затрудняет извлечение.
Вывод
В любом случае, обрыв болта в самом неподходящем месте это довольно неприятная и неординарная ситуация. Извлечь оставшуюся часть лучше всего поручить опытному специалисту. В противном случае можно вообще испортить дорогую деталь, что приведет к непредвиденным расходам.
Для наглядности как высверлить болт, не повредив резьбу видео можно посмотреть здесь:
Во время ремонта иногда случается неприятность – что-нибудь ломается. Иногда поломка детали ведет к неприятности с большим устройством. Например, сломанный болт в блоке цилиндров. Сломанный болт доставляет немало неприятностей. Особенно, когда сломался в месте, где доступ ограничен.
Простой вариант
Первое, что нужно делать – не паниковать. Вообще. Сломанный болт почти всегда можно извлечь, главное действовать правильно.
Во-вторых – осмотреть «место происшествия». Если сломался при откручивании – заливаем WD40, зеленкой или тормозной жидкостью – требуется, чтобы обломившийся кусок откис по резьбе. Можно попробовать отжечь резьбу паяльной лампой – смотреть нужно по обстоятельствам. Смотрим, в каком месте он сломался. Когда обломившийся кусок торчит над деталью, крупно повезло – можно попробовать выкрутить его. При наличии такой возможности – накручиваем две гайки, верхней фиксируем нижнюю. Выкручиваем за нижнюю гайку – если сломанный болт оставил целой резьбу, должен выйти. Не хватает места для двух гаек – пробуем выкрутить за резьбу пассатижами. Еще один способ – сделать болгаркой прорезь посередине. Как результат получаем винт, который можно попробовать отвернуть отверткой. Если получилось – проблема решена. Но чаще болт ломается либо вровень с деталью, либо внутри нее.
Извлечение сломанного болта
Если сломан на уровне детали – попробуйте выкрутить пальцем. На самом деле, когда сломанный болт стоит внутри отверстия по резьбе, она чистая, а винт просто сломался из-за усталости металла или потому, что был потянут ранее – он может пойти просто от пальца. Или обращаем внимание на скол – при обламывании куска на плоскости излома всегда образуется бортик – подставляем зубило, отвертку – легкими ударами стараемся его открутить.
Или обращаем внимание на скол – при обламывании куска на плоскости излома всегда образуется бортик – подставляем зубило, отвертку – легкими ударами стараемся его открутить.
Такие случаи часто случаются, когда шпилькой или болтом притягивается деталь без резьбы – например, коллектор к блоку цилиндров.
Сложный вариант
Если не вышло выкрутить этими способами – будем сверлить. Главное, чтобы обломившийся болт был не каленый. Есть несколько способов, которые требуется попробовать перед тем, как пробовать высверлить сломанный болт. Самое элементарное – берем дрель с реверсом и сверло. Иногда такой фокус проходит с обычным саморезом по металлу, со сверлом на конце. Нажимаем на сломанный остаток, маленькими оборотами пытаемся открутить, здесь нужна аккуратность – крутить нужно «внатяжку». При неудаче этих способов переходим к серьезным действиям. Когда диаметр шпильки небольшой, нужно определить, каким способом извлекать обломок – для двух вариантов места недостаточно.
Способ первый. Сверлом небольшого диаметра делаем два отверстия в обломке. Друг против друга. Сверлим неглубоко – около 5 – 10 мм, желательно подальше от центра. Затем берем съемник стопорных колец, узкогубцы или просто вставляем два гвоздя, зажимаем их пассатижами – пробуем выкрутить.
Технология извлечения болта
Способ второй. Нужен специальный инструмент – экстрактор. Он продается в магазинах инструмента. Представляет собой что-то вроде конусного сверла, имеет обратную резьбу, очень твердый каленый металл. Сначала подбираем сверло под его диаметр. Аккуратно размечаем керном центр шпильки, он нам нужен, чтобы высверлить отверстие. Глубоко не нужно – достаточно просверлить чуть глубже, чем длина экстрактора. Затем заворачиваем экстрактор, пытаемся выкрутить обломанный кусок.
Когда ни один способ не помог, остается самый сложный вариант – высверлить. Для этого нужно несколько разного диаметра острых сверл и крепкая рука. Самое главное – поймать центр обломка. Как можно точнее намечаем керном центр, от этого зависит точность высверливания. Затем самым маленьким сверлом сверлим обломанный насквозь.
Для этого нужно несколько разного диаметра острых сверл и крепкая рука. Самое главное – поймать центр обломка. Как можно точнее намечаем керном центр, от этого зависит точность высверливания. Затем самым маленьким сверлом сверлим обломанный насквозь.
Важно сверлить ровно вдоль остатка, параллельно стенке, чтобы соблюдалась соосность отверстий с обоих сторон. Затем берем следующий диаметр сверла и так далее, пока дойдем до стенки отверстия. Если чуть промахнулись с центром отверстия – бывает. Главное вовремя остановиться, оставив целой резьбу. Берем зубило, отвертку или гвоздь, сминаем остаток стенки обломка внутрь. Затем просто вытаскиваем получившийся комок наружу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Какое сверло лучше всего использовать для стали?
Очевидно, что лучшие сверла для закаленного металла или стали поставляются с кобальтовой смесью . В этих кобальтовых сверлах используется сплав, содержащий 5–8% кобальта. Этот кобальт входит в состав стальной смеси, поэтому твердость биты не стирается с покрытием (как у титановых бит).
Этот кобальт входит в состав стальной смеси, поэтому твердость биты не стирается с покрытием (как у титановых бит).
|
Посмотреть полный ответ на protoolreviews.com
Какое сверло лучше всего подходит для сверления стали?
Кобальтовые сверла — лучшие сверла для твердых металлов, включая нержавеющую сталь. Если вы используете ручную дрель, то сверло 5% (M35) будет наиболее подходящим, и оно будет менее хрупким, чем другие сверла. Сверла TTP HARD содержат 5% кобальта и представляют собой сверла высокого качества.
Запрос на удаление |
Посмотреть полный ответ на ttp-hard-drills.net
Как лучше всего просверлить отверстие в стали?
В общем, рекомендуется сверлить металл на как можно более низкой скорости, используя сверло по металлу. Твердые металлы, такие как сталь и более крупные сверла, требуют еще более низких скоростей. С небольшим спиральным сверлом (от 1/16 дюйма до 3/16 дюйма) вы можете сверлить большинство металлов со скоростью 3000 об/мин.
С небольшим спиральным сверлом (от 1/16 дюйма до 3/16 дюйма) вы можете сверлить большинство металлов со скоростью 3000 об/мин.
|
Посмотреть полный ответ на familyhandyman.com
Какие сверла лучше всего подходят для сверления металла?
Сверла из быстрорежущей стали (HSS) — лучший выбор для металла. Эти биты очень прочные и износостойкие. Они изготовлены из сверхпрочного материала, что позволяет им сверлить различные виды металла, а также пластмассы.
|
Посмотреть полный ответ на ruwag.co.uk
Титан или кобальт лучше для сверления стали?
Разница между кобальтовыми и титановыми сверлами
Кобальтовые сверла дороже, но имеют более длительный срок службы и более устойчивы к нагреву, чем титановые сверла. Кобальтовые сверла также прочнее и могут просверливать отверстия в самых твердых металлах.
|
Посмотреть полный ответ на сайте finepowertools.com
Лучшие сверла для закаленной стали в 2022 году — обзор 5 лучших сверл для закаленной стали
Какое сверло самое прочное?
Твердый сплав (Carb) — самый твердый и самый хрупкий материал для сверл. Применяется в основном для эксплуатационного бурения, где используется качественная оправка и оснастка. Его нельзя использовать в ручных дрелях или даже сверлильных станках.
Запрос на удаление |
См. полный ответ на granger.com
Как определить, является ли сверло кобальтовым?
Bosch, например, производит сверло из кобальта, способное выдерживать температуру до 1100 градусов по Фаренгейту (593 градуса Цельсия). Новые кобальтовые сверла тускло-золотистого цвета, что выделяет их на полке (или в ящике для инструментов).
Новые кобальтовые сверла тускло-золотистого цвета, что выделяет их на полке (или в ящике для инструментов).
|
Полный ответ см. на сайте home.howstuffworks.com
Как сверлить твердую сталь?
Пойдите в скобяной магазин или магазин товаров для дома и купите кобальтовое сверло, предназначенное специально для сверления стали. Вам нужна кобальтовая насадка, так как это разновидность быстрорежущей стали (HSS), которая содержит больше кобальта и достаточно прочна, чтобы прорезать закаленную сталь.
|
Полный ответ см. на сайте home.howstuffworks.com
Какие существуют два типа стальных сверл?
Какое сверло по металлу мне нужно? Сверла по металлу бывают двух основных типов: из быстрорежущей стали (HSS) и кобальта.
Запрос на удаление |
Посмотреть полный ответ на jarukindustries. co.uk
co.uk
Могу ли я использовать wd40 для сверления металла?
Добавление смазки, такой как WD-40 ® Multi-Use Product, может снизить трение и облегчить сверление и резку металлических деталей.
Запрос на удаление |
Просмотреть полный ответ на wd40.com
Должен ли я сверлить пилотное отверстие в стали?
Сверление пилотного отверстия в металле
После определения начальной точки для сверла вы хотите просверлить пилотное отверстие. Пилотное отверстие — это отверстие меньшего размера, за которым должно следовать ваше окончательное сверло. Пилотные отверстия удаляют часть материала, облегчая прямое сверление более крупными долотами.
Запрос на удаление |
Посмотреть полный ответ на protoolreviews.com
Как размягчить сталь для сверления?
Как размягчить закаленную сталь?
- Поместите сталь в кузницу или печь для термообработки.
- Медленно повышайте температуру соединения стали в определенной аустенитной области. …
- Выдержите сталь при указанной температуре аустенита в течение тридцати минут. …
- Медленно снижайте температуру стали — скорость зависит от марки стали.

|
Посмотреть полный ответ на jfheattreatinginc.com
Вам нужно специальное сверло для сверления металла?
Вам понадобится более прочное сверло, когда вы будете сверлить более твердые металлы. Если вы используете сверло для более мягкого металла, такого как алюминий, вы можете использовать стандартное сверло из быстрорежущей стали, которое вы использовали бы для дерева. Если вы сверлите сталь или другой твердый металл, используйте сверла из кобальта, титана или карбида, так как они прочнее.
Запрос на удаление |
Посмотреть полный ответ на wikihow.com
Какое сверло мне нужно, чтобы просверлить сталь?
Какой дрелью можно сверлить стальные балки? Как упоминалось выше, вы можете использовать сверла из быстрорежущей стали (HSS). Типичное сверление выполняется спиральным сверлом, корончатым сверлом или кольцевой пилой в инструментальных сталях HSS, HSS-Co 5 и карбиде вольфрама. Также можно использовать кольцевые пилы, поскольку они не сверлят заготовку полностью, как корончатые сверла.
Типичное сверление выполняется спиральным сверлом, корончатым сверлом или кольцевой пилой в инструментальных сталях HSS, HSS-Co 5 и карбиде вольфрама. Также можно использовать кольцевые пилы, поскольку они не сверлят заготовку полностью, как корончатые сверла.
|
Посмотреть полный ответ на ruko.de
Что лучше кобальт или карбид?
Твердый сплав не только обеспечивает скорость резания как минимум в четыре-восемь раз выше, чем у кобальта, но и гораздо более высокую скорость подачи. А поскольку твердосплавные сверла также поддерживают функцию, отсутствующую у их кобальтовых собратьев, — подачу СОЖ через инструмент, — нет необходимости в сверлении.
Запрос на удаление |
См. полный ответ на kennametal.com
Лучше ли кобальтовые сверла, чем быстрорежущие?
Кобальтовые сверла невероятно прочны. Они могут работать на гораздо более высоких скоростях, чем стандартное сверло из быстрорежущей стали. Способность выдерживать нагрев означает, что кобальтовые коронки работают в течение длительного времени без охлаждения или потребности в смазочно-охлаждающей жидкости. Они чаще всего используются для резки твердых и абразивных материалов.
Они могут работать на гораздо более высоких скоростях, чем стандартное сверло из быстрорежущей стали. Способность выдерживать нагрев означает, что кобальтовые коронки работают в течение длительного времени без охлаждения или потребности в смазочно-охлаждающей жидкости. Они чаще всего используются для резки твердых и абразивных материалов.
|
Посмотреть полный ответ на rdbarrett.co.uk
Подходят ли сверла из титана для сверления стали?
Титановые сверла подходят для сверления железа, стали, алюминия, магния и дерева. Титановые долота отлично подходят для бурения общего назначения в производственной среде, поскольку они быстро сверлят.
Запрос на удаление |
Полный ответ на protoolreviews.com
Можно ли использовать сверла из быстрорежущей стали для стали?
Биты HSS изготовлены из углеродистой стали с добавлением дополнительных элементов, таких как хром и ванадий. В результате они невероятно прочны и хорошо подходят для сверления металлических поверхностей. Сверла из быстрорежущей стали подходят для сверления железа, стали и других металлов, таких как латунь, медь и алюминиевый сплав.
В результате они невероятно прочны и хорошо подходят для сверления металлических поверхностей. Сверла из быстрорежущей стали подходят для сверления железа, стали и других металлов, таких как латунь, медь и алюминиевый сплав.
|
Посмотреть полный ответ на ruko.shop
Как отличить сверло по металлу?
Основное различие между сверлом по металлу и дереву заключается в геометрии. Сверло по дереву имеет шпору в центре, которая проникает в древесину и обеспечивает устойчивость сверла во время сверления. Бита по металлу представляет собой спиральную насадку с коническими режущими наконечниками, за которыми следуют спиральные канавки.
Запрос на удаление |
Посмотреть полный ответ на сайте finepowertools.com
Сверла Dewalt сделаны из кобальта?
Сверла DEWALT из кобальтовой легированной стали, созданные для скорости и длительного срока службы, с легкостью сверлят твердые металлы. Эти сверхпрочные сверла из легированной кобальтовой стали обеспечивают в 4 раза более длительный срок службы при обработке нержавеющей стали.
Эти сверхпрочные сверла из легированной кобальтовой стали обеспечивают в 4 раза более длительный срок службы при обработке нержавеющей стали.
|
Посмотреть полный ответ на dewalt.com
Что тверже карбид или титан?
Твердость. И титан, и карбид вольфрама значительно тверже драгоценных металлов, таких как золото и платина. Однако карбид вольфрама является одним из самых твердых существующих материалов и значительно тверже титана, регистрируя 9по шкале минеральной твердости Мооса (по сравнению с 6 баллами титана).
Запрос на удаление |
Посмотреть полный ответ на justmensrings.com
Какое сверло разрушит жесткий диск?
Подойдет сверло из быстрорежущей стали диаметром 3-4 мм.
Запрос на удаление |
Полный ответ на ifixit.com
Лучше ли твердосплавные сверла, чем кобальтовые?
Твердый сплав не только обеспечивает скорость резания как минимум в четыре-восемь раз выше, чем у кобальта, но и гораздо более высокую скорость подачи. А поскольку твердосплавные сверла также поддерживают функцию, отсутствующую у их кобальтовых собратьев, — подачу СОЖ через инструмент, — нет необходимости в сверлении.
А поскольку твердосплавные сверла также поддерживают функцию, отсутствующую у их кобальтовых собратьев, — подачу СОЖ через инструмент, — нет необходимости в сверлении.
|
Посмотреть полный ответ на kennametal.com
Какие существуют 5 типов сверл?
Сверла обычно классифицируются как спиральные, зенкерные, зенкерные, плоскодонные и специальные. На нашем веб-сайте мы разделили их на две категории: Сверла — обычно используются с ручными дрелями или сверлильными станками, оснащенными стандартными патронами.
Запрос на удаление |
Посмотреть полный ответ на сайте carbideprocessors.com
← Предыдущий вопрос
Как можно узнать возраст человека, не спрашивая его?
Следующий вопрос →
Как завоевать сердце эмоционально недоступного мужчины?
Наборы сверл из быстрорежущей стали | Для сверления закаленного металла
Просмотрите наш широкий ассортимент наборов сверл по металлу, специально разработанных для высокоэффективного сверления металла. Наши наборы сверл состоят из коллекций от 5 до 51 предмета и содержат сверла различных размеров для любой выполняемой работы.
Наши наборы сверл состоят из коллекций от 5 до 51 предмета и содержат сверла различных размеров для любой выполняемой работы.
Наша коллекция идеально подходит для мастеров, а также для тех, кто хочет немного заняться домашним хозяйством, с наборами, включающими наборы сверл по металлу кобальта, наборы промышленных сверл по металлу, наборы сверл по металлу титана и различные наборы комбинированных сверл, которые включают сверла для сверление металла, кирпичной кладки и дерева.
Для тех, кто ищет сверла для крупных проектов с несколькими материалами, мы предлагаем наш комбинированный набор сверл и бит или наши наборы промышленных сверл по металлу, дереву и сверл из 25 предметов, но для небольших проектов можно использовать наш набор из 5 промышленных сверл по металлу. быть лучше приспособленным.
Если у вас есть какие-либо вопросы, такие как “какой набор сверл по металлу лучше” или “какой набор комбинированных сверл лучше?”, не стесняйтесь задавать их нам в нашем чате, где мы здесь, чтобы ответить на ваши сверло задать сопутствующие вопросы.
Приобретите наш ассортимент высококачественных наборов сверл по металлу прямо сейчас!
Таблица выбора сверл по металлу/быстрорежущей стали
Подбирая правильное сверло по металлу или быстрорежущей стали для предполагаемого применения, вы получите лучшее сверло по металлу для работы, а также максимально продлите срок службы сверла по металлу. . См. нашу таблицу выбора сверл по металлу ниже:
Слайд для просмотра полной таблицы.
Как выбрать сверло по металлу/быстрорежущей стали и сверлить металл
Посмотрите видео ниже, чтобы узнать больше о различных типах сверл по металлу и увидеть разницу между нашими сверлами по металлу, чтобы помочь вам выбор правильного сверла для сверления металла. Вы также увидите наиболее эффективную процедуру сверления металла.
Купите наборы сверл из быстрорежущей стали онлайн на Ruwag и запаситесь сверлами для сверления металла. Наборы — лучший способ получить вещи разных размеров в одной упаковке, не приобретая их отдельно. Наши наборы варьируются от небольших наборов из 5 предметов до обширных наборов из 25 предметов с широким выбором размеров от 1 до 13 мм. Наш интернет-магазин наборов сверл по металлу также предлагает наборы универсальных сверл, которые можно использовать для сверления металла, кирпичной кладки и дерева. Какой бы тип проекта вы ни планировали, вы обязательно найдете то, что вам нужно в нашей коллекции.
Наборы — лучший способ получить вещи разных размеров в одной упаковке, не приобретая их отдельно. Наши наборы варьируются от небольших наборов из 5 предметов до обширных наборов из 25 предметов с широким выбором размеров от 1 до 13 мм. Наш интернет-магазин наборов сверл по металлу также предлагает наборы универсальных сверл, которые можно использовать для сверления металла, кирпичной кладки и дерева. Какой бы тип проекта вы ни планировали, вы обязательно найдете то, что вам нужно в нашей коллекции.
Купить наборы сверл по металлу онлайн
Просмотрите нашу коллекцию, чтобы купить наборы сверл из быстрорежущей стали онлайн в Великобритании, которые содержат все необходимые сверла для вашего проекта. У нас есть выбор наборов, предназначенных для различных металлов, от твердых металлов, таких как чугун и нержавеющая сталь, до других металлов, таких как углеродистая сталь, медь, бронза, латунь и алюминий. Купите набор титановых сверл онлайн или попробуйте стандартные наборы металлических сверл, наборы промышленных сверл, наборы кобальтовых сверл или наборы кобальтовых сверл. Ознакомьтесь с нашим полным ассортиментом, чтобы купить наборы сверл по металлу онлайн в Великобритании прямо сейчас.
Ознакомьтесь с нашим полным ассортиментом, чтобы купить наборы сверл по металлу онлайн в Великобритании прямо сейчас.
Часто задаваемые вопросы
Какие сверла по металлу самые лучшие и как их выбрать? Обычная вращающаяся дрель подойдет для большинства проектов по металлу. Также важно правильно подобрать сверла по металлу. Это будет зависеть от типа металла, в котором вы сверлите, и типа проекта, который вы собираетесь выполнять. Для обычного сверления используйте стандартные биты по металлу. Для тяжелого бурения используйте промышленные долота, так как они прочнее. Для листового металла используйте ступенчатые сверла. Что бы вы ни выбрали, лучшие сверла по металлу всегда сделаны из качественной быстрорежущей стали (HSS).
Какой тип сверла лучше всего подходит для стали, вы можете быть удивлены? В то время как обычная углеродистая сталь чрезвычайно прочна, нержавеющая сталь еще прочнее. Сверла по металлу предназначены для сверления металлов определенных типов и прочности. Все сверла по металлу просверливают обычную углеродистую сталь. Однако для сверления нержавеющей стали вам понадобится турбобит или кобальтовый бит. Использование биты, не предназначенной для стали, приведет к ее быстрому износу или повреждению. Выберите турбо- или кобальтовое сверло, и у вас будет лучшее сверло для стали.
Все сверла по металлу просверливают обычную углеродистую сталь. Однако для сверления нержавеющей стали вам понадобится турбобит или кобальтовый бит. Использование биты, не предназначенной для стали, приведет к ее быстрому износу или повреждению. Выберите турбо- или кобальтовое сверло, и у вас будет лучшее сверло для стали.
Хотите знать, какие сверла HSS лучше всего подходят для сверления металла? Сверла HSS, сокращенно от High Speed Steel, специально разработаны для сверления металлов от алюминия до нержавеющей стали. Биты HSS бывают нескольких типов: стандартные, промышленные, титановые, турбо и кобальтовые. Ступенчатые сверла также входят в ассортимент HSS. Тип сверла, который вам понадобится, будет зависеть от металла, который вы просверливаете. Самый простой способ найти лучшие сверла из быстрорежущей стали для вашего проекта — использовать таблицу выбора, в которой описывается каждое сверло по металлу и его применение.
Можно ли сверлить закалённую сталь? Нужны ли для этого специальные сверла или можно использовать любое сверло? Вы, безусловно, можете просверлить закаленную сталь и даже самую прочную нержавеющую сталь. Единственный способ добиться этого — выбрать сверло, специально предназначенное для сверления металла такого типа. Сверло по каменной кладке или универсальное сверло в конечном итоге сломается, если вы попытаетесь использовать его для сверления нержавеющей стали. Для сверления закаленной стали лучше всего использовать биту Turbo или кобальтовую коронку. Оба этих сверла по металлу покрыты сверхтвердым материалом и имеют зазубренное острие, предотвращающее блуждание.
Единственный способ добиться этого — выбрать сверло, специально предназначенное для сверления металла такого типа. Сверло по каменной кладке или универсальное сверло в конечном итоге сломается, если вы попытаетесь использовать его для сверления нержавеющей стали. Для сверления закаленной стали лучше всего использовать биту Turbo или кобальтовую коронку. Оба этих сверла по металлу покрыты сверхтвердым материалом и имеют зазубренное острие, предотвращающее блуждание.
Нам часто задают вопрос: «Что лучше — сверла из титана или черного оксида?» Ответ на этот вопрос сводится к материалу, в котором вы сверлите, и применению сверла. Для более твердых и мягких металлов лучше всего подойдет бита из черного оксида. Они изготавливаются путем нагревания металла из быстрорежущей стали, а значит, обладают хорошей термостойкостью. Биты из титана можно использовать на различных материалах, включая металл и пластик. Они изготовлены из быстрорежущей стали с титановым покрытием. Таким образом, они, как правило, долговечны и прочны с хорошим рейтингом производительности.