На каком токе работает сварочный аппарат
Статьи › Чем отличается › Чем отличается ток переменный от постоянного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц.
- Какой ток выдаёт сварочный инвертор
- Какой ток для сварки металла
- Какой ток нужен для электрода 2 мм
- Какой металл варят на переменном токе
- Как определить сварочный ток
- Какой бывает сварочный ток
- Сколько ампер на 1 мм электрода
- Какое напряжение нужно для сварки
- Какой ток нужен для сварки тонкого металла
- Как понять постоянный ток или переменный на сварочном аппарате
- Какой ток выдает инвертор постоянный или переменный
- Что лучше постоянный или переменный ток
- Какая мощность нужна для сварочного аппарата
- Какое сечение провода нужно для сварочного инвертора
- Какой нужен генератор для сварочного инвертора
- Какой ток для сварки арматуры
- На каком токе варить 4
- Сколько ампер нужно для электрода 2
- Какой ток нужен для электрода 3 мм
- Какую толщину металла можно варить электродом 3 мм
- Какой ток для электрода 4 мм
Какой ток выдаёт сварочный инвертор
Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра — 250.
А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра — 250.
Какой ток для сварки металла
Для сварки металлов толщиной до 1-2мм может использоваться сварочный ток в пределах 10-45А. Хорошую помощь при выборе сварочного тока оказывает тестовая сварка или наплавка.
Какой ток нужен для электрода 2 мм
Ток для сварки электродом 2 мм
Сила тока варьируется в коридоре от 30 до 80 ампер.
Какой металл варят на переменном токе
Переменный больше всего подходит для сварки тугоплавких металлов, содержащих оксиды. Также его используют для сварки алюминия, т. к. изменение направления движения электронов разрушает оксидную плёнку на поверхности алюминия.
Как определить сварочный ток
Формула расчета:
- I = (20+6d)d, где
- I — сила тока, d — диаметр электрода.
Какой бывает сварочный ток
Различают постоянный и переменный сварочный ток. Источниками постоянного тока является выпрямители и конденсаторы, переменного — сварочные трансформаторы. Источники постоянного тока для дуговой сварки изготавливают одно- и многопостовыми, а источники переменного тока — только однопостовыми.
Источники постоянного тока для дуговой сварки изготавливают одно- и многопостовыми, а источники переменного тока — только однопостовыми.
Сколько ампер на 1 мм электрода
Таблица 1.1
Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||
|---|---|---|
Толщина металла, мм | 0,5 | 1-2 |
Диаметр электрода, мм | 1 | 1,5-2 |
Сварочный ток, А | 10-20 | 30-45 |
Какое напряжение нужно для сварки
Напряжение питания — некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В).
Какой ток нужен для сварки тонкого металла
Как варить инверторной сваркой тонкий металл: настройка аппарата
Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
0. | 1.6 | 10-20 |
1.0 | 2.0-2.5 | 25-35 |
1.2 | 2.5 | 40-50 |
1.5 | 2.5-3.0 | 45-60 |
 8
8Как понять постоянный ток или переменный на сварочном аппарате
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с «постоянки» на «переменку».
Какой ток выдает инвертор постоянный или переменный
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом — процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Что лучше постоянный или переменный ток
Ученые доказали недавно: передавать постоянный ток выгоднее.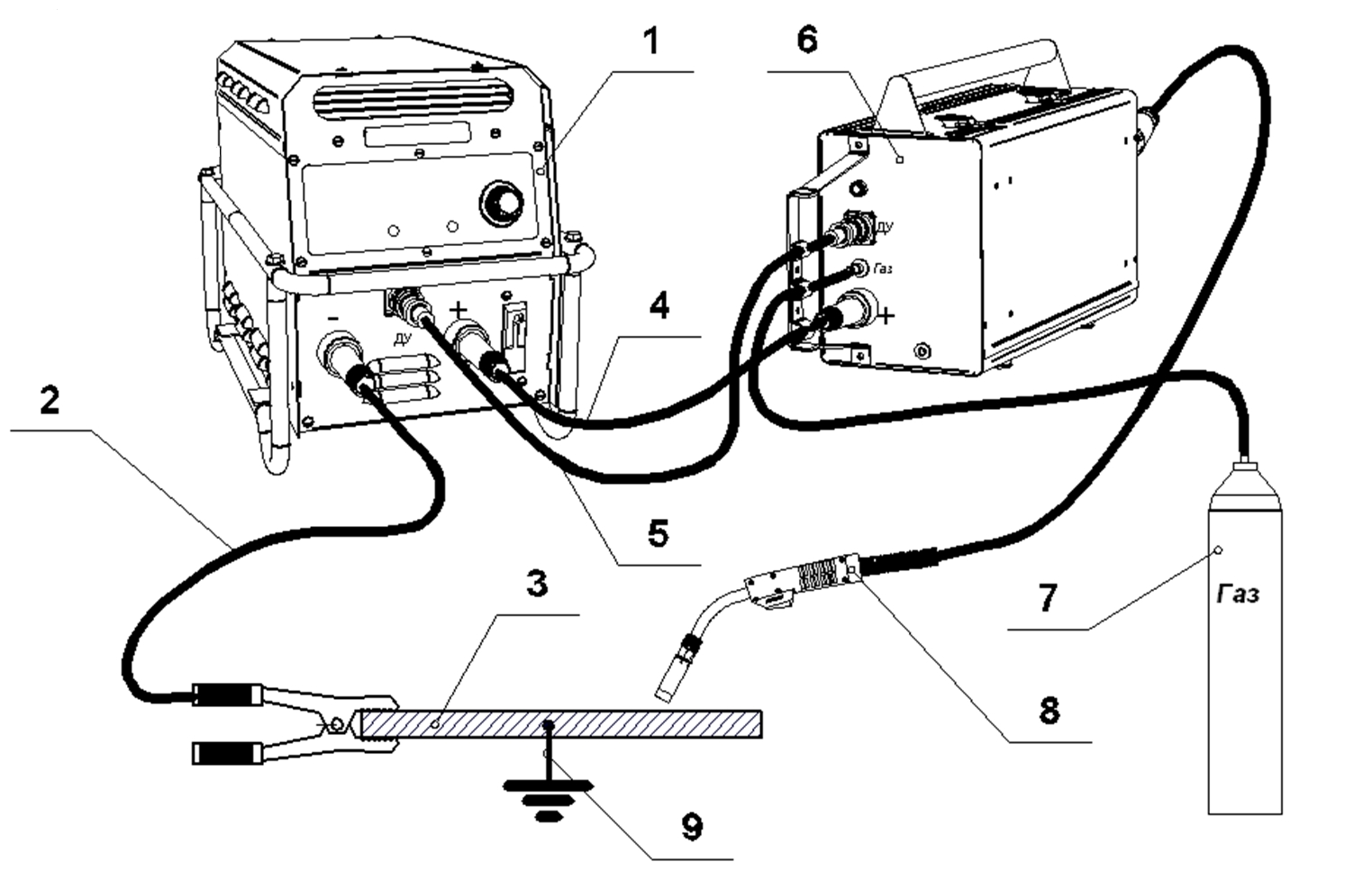 Снижаются потери излучения линии. Переменный ток чаще всего используется тогда, когда присутствует необходимость его передачи на большие расстояния. · У лампочки Ильича на постоянном токе не будет пульсаций света и шума от работы.
Снижаются потери излучения линии. Переменный ток чаще всего используется тогда, когда присутствует необходимость его передачи на большие расстояния. · У лампочки Ильича на постоянном токе не будет пульсаций света и шума от работы.
Какая мощность нужна для сварочного аппарата
В большинстве случаев напряжение не превышает 200В. Отличные показатели мощности демонстрируют сварочные аппараты, которые исправно функционируют в сети с напряжением от 150-170В до 220-250В.
Какое сечение провода нужно для сварочного инвертора
Какое сечение кабеля нужно для сварочного инвертора
Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле.
Какой нужен генератор для сварочного инвертора
К примеру, если у вашего сварочного аппарата максимальная сила тока равняется 180 Ампер, то примерно его мощность равна: 180А*25В/0,85=5294 Вт, а значит, в данном случае, для генератора оптимальным значением будет мощность 5294 Вт + 25% запаса = 6617,5 Вт или если перевести в кВт — 6,6 кВт.
Какой ток для сварки арматуры
Сварка выполняется в нижнем положении. Скоба подкладывается под место соединения двух стержней, таким образом, часть стержней с местом стыка оказывается внутри ванночки. Далее при высоких токах (до 450 А при d электрода 5–6 мм) производится сварка.
На каком токе варить 4
Как отрегулировать ток, зная диаметр электрода
Толщина заготовки, мм | Ø электрода, мм | Ток, А |
|---|---|---|
3-5 | 3 | 90-150 |
4-10 | 4 | 120-200 |
10-15 | 5 | 180-280 |
16-24 | 6 | 220-360 |
Сколько ампер нужно для электрода 2
Ток сварки для электрода 2 мм
При 2 мм. потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Какой ток нужен для электрода 3 мм
Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм — 80 Ампер.
Какую толщину металла можно варить электродом 3 мм
Основные рекомендации по выбору диаметра электрода. Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм. Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм. При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
Какой ток для электрода 4 мм
Для электрода диаметром 4 мм необходим ток 120-200 А. Правильно подобранный электрод позволяет сократить и количество расходуемого материала, и увеличить качество сварочного шва.
- Как определяется сварочный ток
- Как понять постоянный ток или переменный на сварочном аппарате
- Как работает сварочный аппарат простыми словами
- Какая сила тока в сварочном аппарате
- Какое напряжение выставлять на сварочном аппарате
- Какой бывает сварочный ток
- Какой должен быть сварочный ток
- Какой ток выставить при сварке
- Какой ток выставлять на сварочном аппарате
- Какой ток выставлять при сварке инвертором
- На каком напряжении работает сварочный аппарат
- На каком токе какой металл варить
- На каком токе производится сварка
- На каком токе работает сварочный трансформатор
- На чем работает сварочный аппарат
- Сколько ампер нужно для сварки
- Сколько выдает сварочный аппарат
Особенности эксплуатации и возможные неисправности сварочных инверторов.

Категории
САМОВЫВОЗ-ДЕШЕВЛЕ!*
#СКИДКА | #КАКСЭКОНОМИТЬ | #КУПИТЬДЕШЕВЛЕ | #СКИДКАЗАСАМОВЫВОЗ | #ЭКОНОМИЯ | #ПОДРОБНОСТИУМЕНЕДЖЕРА | #ТОЛЬКОДЛЯФИЗЛИЦ | #ЗВОНИИУЗНАЙСВОЮСКИДКУ
Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
Главная » Особенности эксплуатации сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор – сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
Инвертор обязательно должен быть подготовлен к работе соответствующим образом и должны выполняться следующие действия:
1. Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.
4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
- Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора.
-
Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут.

- Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А.
- При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
- При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.

Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая – неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр
происходит при неправильно подобранном токе сварки. Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.Залипание сварочного электрода может происходить по ряду причин:
-
во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
- убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм.
- залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке.
- возможная причина подгорание контактов в соединениях питающей сети.
- плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность.
-
причина залипания – слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
 Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
- отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт.
- повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.
Отсутствует реакция аппарата на включение в сеть:
- слишком низкое напряжение в сети
-
неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.

Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» – ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Все модели сварочных инверторов «Ресанта» Вы можете приобрести в нашем интернет-магазине или в специализированном магазине техники г Екатеринбурга по адресу ул. Новостроя 1А, офис 105.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска “Хамелеон” ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ – это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER – это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО “РЕСАНТА-УРАЛ”
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал – зарегистрированная
торговая марка. Авторские права защищены.
Авторские права защищены.
Как работает электросварочный аппарат
Существует несколько эффективных способов выполнения сварочного проекта. Одним из способов сделать это является использование электросварочного аппарата. Если вы планируете внедрить дуговую сварку в свой следующий проект, воспользуйтесь этим подробным руководством, чтобы узнать все тонкости работы электросварочного аппарата. Таким образом, если вы хотите попробовать эту форму сварки, вы можете сделать это с помощью правильных инструментов и информации для работы.
Различные типы дуговой сварки
Вы можете выполнять дуговую (электрическую) сварку, используя несколько полезных методов. Прежде чем мы углубимся в детали каждой отдельной части процесса, мы подробно разберем эти различные методы. Эти распространенные формы дуговой сварки включают сварку стержнем, сварку с подачей проволоки и сварку TIG.
Сварка электродом
При использовании метода сварки электродом дуга возникает между электродом, на который помимо заготовки нанесено флюсовое покрытие. Флюс — это то, что обеспечивает защитный газ для процесса сварки. Флюсовое покрытие электрода испаряется в присутствии электрической дуги, образуя газ. Все это может показаться слишком сложным, но не волнуйтесь, мы будем очень тщательно выполнять эти шаги и процессы по мере продвижения.
Флюс — это то, что обеспечивает защитный газ для процесса сварки. Флюсовое покрытие электрода испаряется в присутствии электрической дуги, образуя газ. Все это может показаться слишком сложным, но не волнуйтесь, мы будем очень тщательно выполнять эти шаги и процессы по мере продвижения.
Сварка с подачей проволоки/MIG
При сварке с подачей проволоки, также известной как сварка MIG, метод применения защитного газа немного отличается, при этом внешний источник обеспечивает защиту вместо флюсового покрытия. Это связано с тем, что в отличие от сварки электродом, при которой возникает дуга между электродом и заготовкой, сварка MIG создает дугу между подаваемой проволокой и заготовкой.
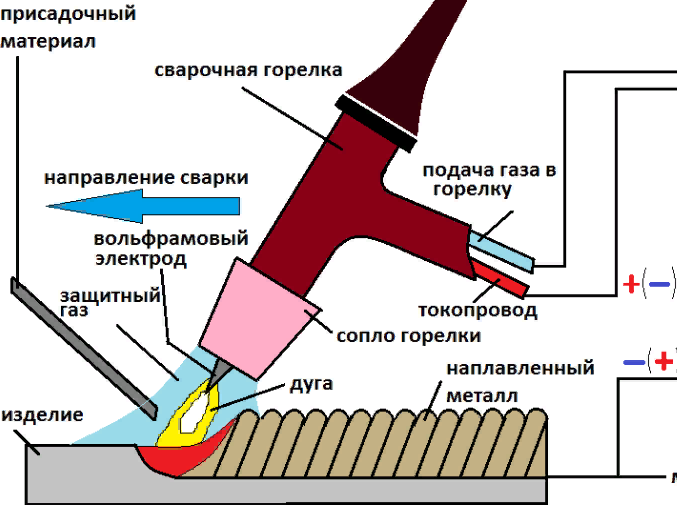
Сварка ВИГ
Сварка ВИГ очень похожа на сварку электродом, так как она образует электрическую дугу между электродом и заготовкой. Однако электрод в этом процессе представляет собой вольфрамовый электрод, который не расплавится вместе с заготовкой. Необходим отдельный присадочный металл, а источником защиты часто является смесь инертного газа, которая предотвратит внешнее загрязнение.
Сварочный источник питания
Теперь пришло время углубиться в детали этого процесса. Ваш сварочный источник питания производит электрическую дугу, необходимую для сварки. Вы можете найти несколько различных типов сварочных источников питания, каждый из которых использует различные методы питания. Наиболее распространенными типами источников питания являются трансформаторы, генераторы и инверторы. Есть несколько других блоков питания, но сейчас мы побеспокоимся об этих более распространенных блоках.
Блоки питания с трансформатором, как правило, более доступны по цене, но более громоздки, чем другие блоки. Источники питания с генераторами используют внутренний двигатель горючего для подпитки электрической дуги. Инверторы, с другой стороны, создают ток, используя импульсный источник питания. Инверторы также имеют тенденцию быть более легкими и эффективными блоками питания. Каждый блок питания имеет свой собственный набор полезных характеристик, поэтому обязательно тщательно изучите устройство, которое вы рассматриваете, чтобы убедиться, что оно подходит именно вам.
Заземляющий провод
Заземляющий провод является одной из важнейших частей электросварочного аппарата. Заземляющий провод подключается к источнику питания, а его зажим является источником питания для сварочного материала. Используя зажим на заземляющем проводе, вам нужно будет прикрепить его к заготовке. Если вы этого не сделаете, у вас не будет дуги для сварки.
Электрическая дуга
Какой бы источник сварочного тока вы ни использовали, он предназначен для обеспечения вас электрической дугой. Эта электрическая дуга обеспечивает тепло, необходимое для соединения основного и присадочного металлов. Как уже упоминалось, присадочный металл при дуговой сварке обычно представляет собой электрод с флюсовым покрытием. Важной частью создания стабильной среды сварки является использование защитного газа, испускаемого электродом. Как видите, независимо от используемого процесса сварки или источника питания вам всегда понадобится помощь защитного газа для создания и поддержания стабильной электрической дуги.
Защитный газ
Метод использования защитного газа для сварки известен как дуговая сварка в защитном металле или сокращенно SMAW. Когда необходим защитный газ, вы можете подать его через электрод. При нанесении на электрод очищающего агента, известного как флюс, он будет выделять защитный газ при нагревании электрической дугой, создаваемой вашим электросварочным аппаратом. Этот защитный газ защищает процесс сварки от загрязнения такими материалами, как кислород и водяной пар.
Учитывая различные типы электросварки, вы можете подавать защитный газ несколькими способами. Например, при использовании метода сварки с подачей проволоки или сварки MIG вам потребуется подавать газ извне.
Присадочный металл
Присадочный металл — это то, что вы часто встречали в этом списке. Этот металл, часто электрод, связывается с основным металлом, чтобы соединиться и получить продукт для сварки, который вы ищете. Важно помнить, что во время этого процесса присадочный металл плавится благодаря вашему электросварочному аппарату, а это означает, что вам нужно осторожно маневрировать, когда вы свариваете две детали вместе.
Основной металл
В процессе сварки основным металлом является металл, который вы свариваете. После использования электрической дуги для нагрева основного и присадочного металлов материалы соединяются, образуя конечный продукт.
Теперь, когда вы больше знаете о том, как работает электросварочный аппарат, вы можете определить, подходит ли вам выбранный метод сварки. Как видите, дуговая сварка имеет много аспектов, из-за которых она может показаться сложной, но она также может быть чрезвычайно полезной, если вы решите попробовать ее. Электросварочный аппарат предоставляет вам множество методов нагрева, которые вы можете использовать для своего следующего проекта. Если вы решите попробовать электросварочные аппараты, вам понадобится подходящее оборудование для вашего проекта. Welding for Less предлагает широкий ассортимент электросварочных аппаратов по самым доступным ценам.
Как работают сварочные аппараты?
Тенденции роста смежных профессий
Редакция
•
Обновлено 04 марта 2019 г.
robertprzybysz/iStock/GettyImages
Power
9 0002 В сварочных аппаратах используется газ или аккумулятор. Для простых сварных швов может потребоваться очень мало электроэнергии (несколько ампер). Для сильноточных сварочных работ используется минимум 80 ампер. Для точечной сварки требуется 12 000 ампер. Сварочные аппараты регулируют электрическую мощность как постоянный ток или постоянное напряжение. Сварочные аппараты постоянного тока изменяют выходную электрическую мощность для поддержания определенного тока. Сварочные аппараты постоянного напряжения изменяют электрическую мощность для поддержания определенного напряжения. Сварщики используют различные источники питания, например, автомобильный аккумулятор или механический генератор. Последний производит энергию для сварщика, преобразовывая механическую силу в электрическую энергию. Механическая сила создается двигателем внутреннего сгорания. Производство сварочных аппаратов обычно автоматизировано, и в них используется высокочастотный инверторный сварочный аппарат (десять тысяч герц и выше). Вся электрическая мощность и преобразование в автоматизированном сварочном аппарате с высокочастотным инвертором контролируется компьютерным программным обеспечением.
Вся электрическая мощность и преобразование в автоматизированном сварочном аппарате с высокочастотным инвертором контролируется компьютерным программным обеспечением.Ток, напряжение и частота
Постоянные токи используются при дуговой сварке защитным металлом для поддержания заданного количества ампер на выходе. Однако при дуговой сварке металлическим газом будет использоваться постоянное выходное напряжение, поскольку длина дуги не регулируется вручную. Трансформаторные сварочные аппараты преобразуют высокое напряжение/низкий входной ток в высокий ток/низкое выходное напряжение. Функция подъемной дуги позволяет оператору сваривать хрупкие металлы (например, алюминий). Выбрав настройку подъемной дуги, оператор может снизить выходную частоту настолько, чтобы обеспечить безопасную сварку и ремонтные работы вблизи чувствительного электрического оборудования. Убедитесь, что заземляющий провод закреплен на поверхности свариваемой детали.
Наконечники сопла
Сварочные аппараты генерируют дугу с помощью электрода со сферическим концом или тонкого наконечника.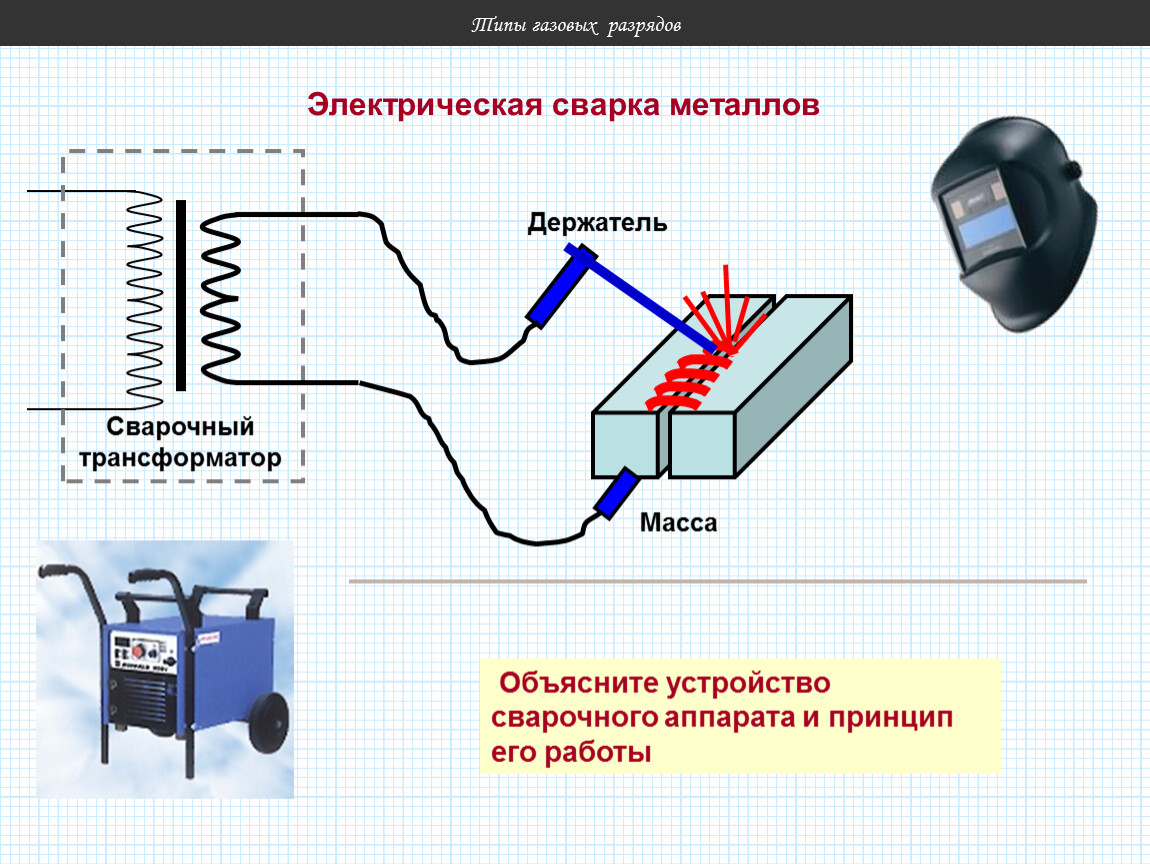 Дуги имеют тенденцию немного отклоняться от траектории с электродом со сферическим концом. Чтобы уменьшить блуждание дуги, используйте только те продукты, которые включают сварочную горелку с тонким концом. Чтобы отличить электрод с тонким концом от электрода со сферическим концом, ищите машины, в которых проволока выступает из сопла сварочной горелки (тонкий конец). Убедитесь, что дуга удерживается на расстоянии от заготовки при дуговой сварке (некоторые сварщики-любители требуют, чтобы сопло осторожно водили по рабочей зоне, как спичку [зажигая наконечник сварщика]).
Дуги имеют тенденцию немного отклоняться от траектории с электродом со сферическим концом. Чтобы уменьшить блуждание дуги, используйте только те продукты, которые включают сварочную горелку с тонким концом. Чтобы отличить электрод с тонким концом от электрода со сферическим концом, ищите машины, в которых проволока выступает из сопла сварочной горелки (тонкий конец). Убедитесь, что дуга удерживается на расстоянии от заготовки при дуговой сварке (некоторые сварщики-любители требуют, чтобы сопло осторожно водили по рабочей зоне, как спичку [зажигая наконечник сварщика]).
Точечная сварка
В машинах для точечной сварки используется пара электродных зажимов для неразъемного соединения двух листов металла. Электрический ток проходит от одного электрода к другому электроду. В процессе движения электрической энергии между электродами металл сильно нагревается, вызывая возбуждение молекул в металле. Когда металл остывает, молекулы перестают двигаться, что приводит к постоянной связи между двумя металлическими листами.