Как работает сварочный инвертор?
Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
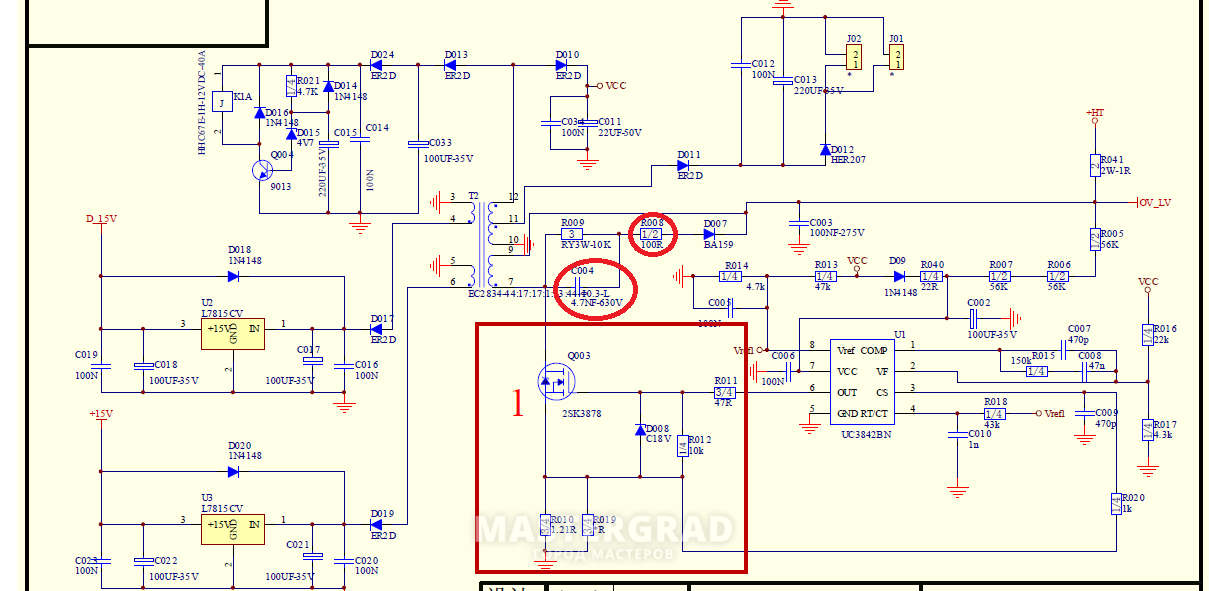
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
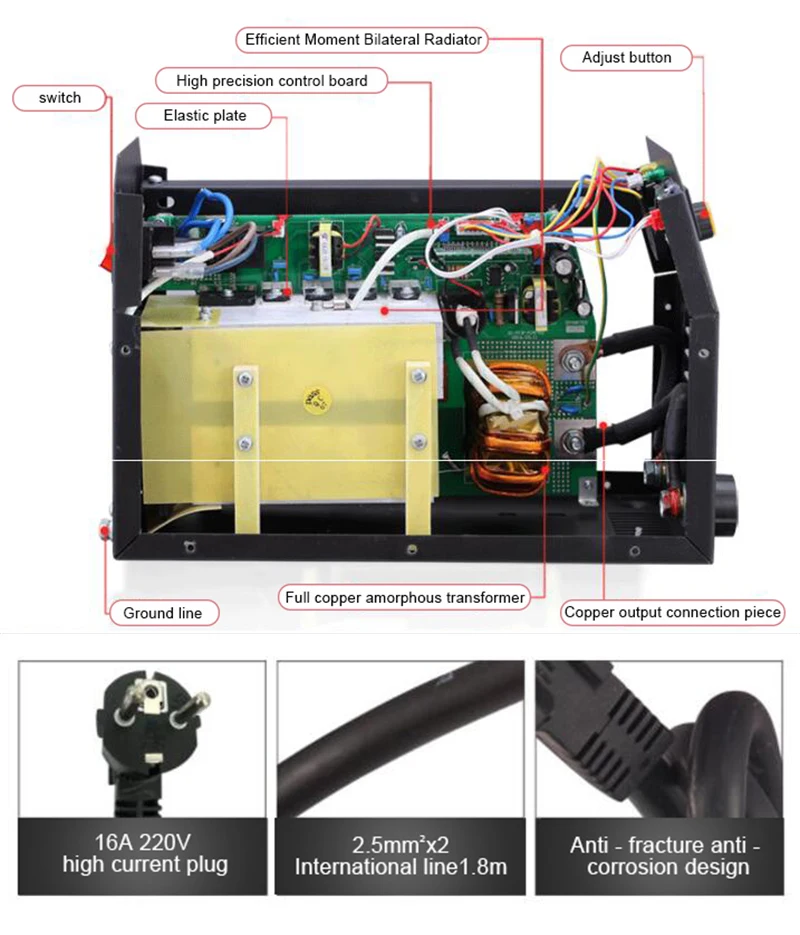
Далее на фото показана часть платы инвертора Telwin Force 165.
Схема управления выполнена в основном из поверхностно-монтируемых элементов (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.
С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и “обвязка” этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.
Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.
Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (h21817B), поступает в схему контроля (U2A, U2B).
В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – “жёлтый”), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.
Ручка резистора выводится на панель управления аппарата.
Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Суперконденсатор… или по-другому ионистор.
Ремонтируем LCD-монитор.
Ремонт акустической системы SVEN IHOO MT5.1R.
Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
- Как выбрать сварочный аппарат для начинающего?
- Как осуществляется заземление сварочного аппарата?
- Что такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях.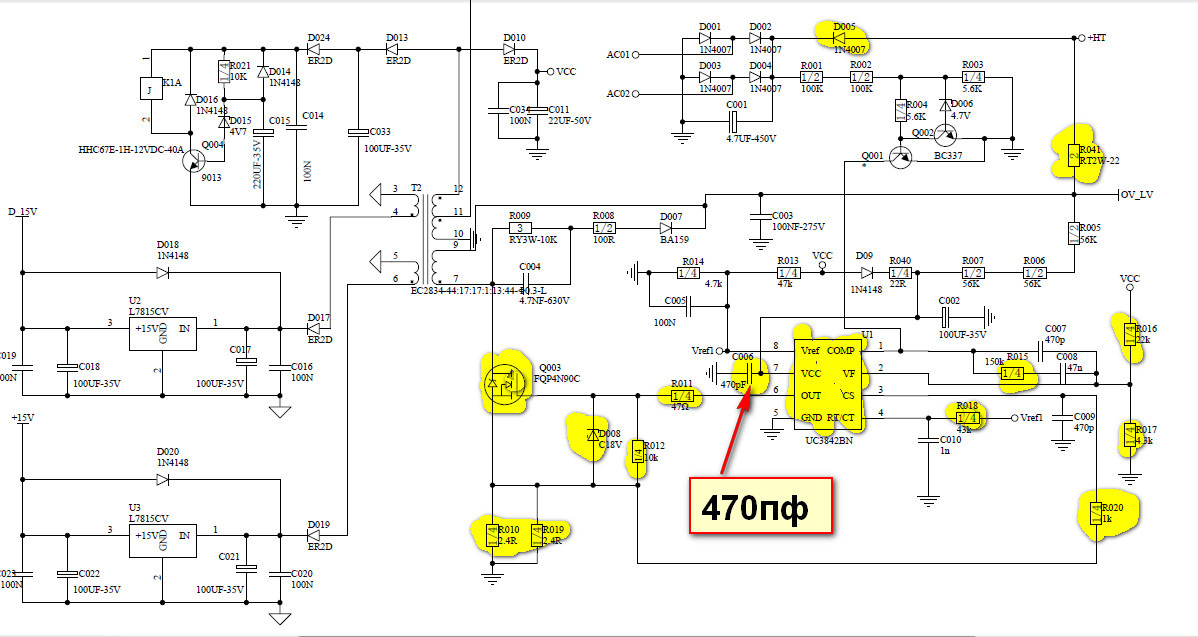
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания.
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
-
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается. Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
-
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
 Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.

Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Arc 80T DC Inverter Stick Welder
Купить в ИнтернетеWelding OutfitterWeldingMartWalmartAmazonHome DepotGlobal Industrial
Пожалуйста, свяжитесь с Metal Man @ 888-762-4045 для розничных продавцов и местоположений.
| Flux Core: | No |
| MIG: | No |
| Stick: | Yes |
| TIG: | Yes |
| Warranty: | 2 year |
| Потребляемая мощность: | 120 В |
Гарантия 2 года
Описание
Аппарат Metal Man Arc 80T представляет собой инверторный сварочный аппарат с исключительно плавным ходом, работающий только на постоянном токе. Он предназначен для электродуговой сварки стали, нержавеющей стали, чугуна и наплавки электродами от 1/16 дюйма до 3/32 дюйма. Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Особенности
- Сварка до 1/8 дюйма за один проход
- Использование входного напряжения 120 В
- Усовершенствованная инверторная технология .
- Плечевой ремень для максимальной портативности.
- Дополнительная опция ACTT1 для сварки TIG постоянным током с нуля на стали и нержавеющей стали
- Легкий вес, всего 6,6 фунта
Пакет
- Земля кабеля и зажима
- Держатель и кабель электрода
- Руководство по инструкции
Запасные части
- ACTT1 – TIG TOCH, 17 В – 10 FT.
- MMMIGR – замена в nate int -net -netroder netrodulator, 17 В – 10 фт. -25-6FT — Сменный кабель заземления и зажим
- MMEHC10-25-6FT — Сменный держатель электрода и кабель
Связанные продукты
MP140T
Flux Core: Yes MIG: Yes Stick: Yes TIG: Yes Warranty: 3 Year Входная мощность: 120V Подробности просмотра
FC130I
Flux Core: Да Flux: Да Flux: : : : . 0010MIG: No Stick: No TIG: No Warranty: 1 Year Input Power: 120V Подробная информация о просмотре
MP141
Ядро потока: Да MIG: Да .0010 Yes TIG: Yes Warranty: 3 Year Input Power: 120V View Details
FC135T
Flux Core: Да MIG: NO Стилка: NO TIG: NO : NO Гарантия: 1 год Входная мощность: 120 В Подробнее
Один из наиболее универсальных и часто используемых методов дуговой сварки, ручная дуговая сварка металлическим электродом (MMA), требует создания дуги между заготовкой и электродом с металлическим покрытием.
Итак, что такое сварка ММА? Ручная дуговая сварка металлическим электродом (MMA), также известная как дуговая сварка в среде защитного газа (SMAW), представляет собой процесс сварки, при котором электрическая дуга горит между заготовкой и электродом с покрытием .
Здесь мы обсудим все, что вам нужно знать о сварке ММА, в том числе, что такое сварка ММА, для чего она используется, процесс сварки ММА и 4 типа сварки. Мы также кратко рассмотрим некоторые другие вопросы, связанные со сваркой ММА. Давай начнем.
Что такое сварка ММА?
Это, пожалуй, самый важный вопрос, на который необходимо ответить в отношении сварки ММА. При сварке ММА электрод помещается в электрододержатель и на короткое время контактирует с точкой соединения. Возникает короткое замыкание, и дуга загорается при поднятии электрода. Электрод, как и его покрытие, в процессе сварки разжижается, а над свариваемой поверхностью образуется шлак.
Тепло дуги расплавляет электрод и основной металл, которые при охлаждении соединяются вместе, образуя однородную твердую массу.
Сердечник или основной металлический электрод служит расходным материалом и обеспечивает свариваемый присадочный металл. С помощью сварки ММА можно соединить большинство чугунов, нержавеющих сталей, сталей и других цветных металлов. Это идеальный метод соединения для многих углеродистых сталей с умеренным и высоким сопротивлением.Для образования дуги между электродом и подлежащим сварке металлом используется электрический ток, генерируемый источником питания для сварки. Дуга разжижает сердцевину электрода, образуя капли расплавленного металла, образующие сварной шов. Флюсовое покрытие электрода также плавится и образует защитный газ, который создает слой шлака, защищающий сварной шов от разрушения в атмосфере. После каждого сварного шва слой шлака необходимо удалять.
Существует семь различных параметров и факторов, от которых зависит успех сварки ММА. К ним относятся:
- Правильная подготовка заготовки к сварке
- Правильный электрод
- Правильная скорость перемещения
- Правильный размер электрода для работы
- Правильный угол электрода для работы
- Правильная дуга длина
- Правильный сварочный ток
Для чего используется сварка MMA?
Сварка ММА используется из-за всех преимуществ, которые она имеет по сравнению с другими процессами сварки.
Сварка ММА имеет ряд преимуществ перед другими методами сварки. Например, он может генерировать больше энергии, чем сварка MIG.Это означает, что он может паять более прочные материалы с одинаковым уровнем силы тока. Таким образом, крошечные, компактные инверторные сварочные аппараты ММА могут выполнять сварку электродами диаметром до 4 мм, что делает их идеальными для широкого диапазона толщин материалов и приложений без проблем с защитным газом или подачей проволоки.
MMA также становится все более портативным методом благодаря инверторной технологии и часто используется в полевых условиях. Наконец, по сравнению с TIG или MIG, сварка MMA обычно более «щадящая» при сварке загрязненных или ржавых материалов, что делает ее пригодной для работ по техническому обслуживанию.
Что такое процесс сварки ММА?
В 1888 году в России впервые была внедрена сварка ММА, которая представляла собой сварочный стержень из чистого металла. После того, как в Швеции в начале 19 в.
00 с, в процесс был добавлен электрод с покрытием.Итак, как работает процесс сварки ММА? Электрическая дуга возникает между заготовкой, требующей сварки, и металлическим электродом, по которому течет сильный ток.
Когда между заготовкой и электродом возникает дуга, которая расплавляет электрод и заготовку, материал соединяется, образуя сварочную ванну. Кроме того, электрод также имеет внешнее покрытие, часто называемое электродным флюсом, которое часто плавится и создает барьер над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и помочь создать дугу.
Это охлаждает и образует твердый шлак над сварным швом, который после завершения или перед наложением следующего валика необходимо удалить с валика сварного шва. Процедура позволяет создавать только более короткие швы из-за длины электрода до введения нового электрода в держатель. Качество наплавленного металла во многом зависит от навыков сварщика.
Выход постоянного тока (CC) задается источником питания и может быть либо постоянным током (DC), либо переменным током (AC).
Крошечные, довольно дешевые комплекты переменного тока (AC) в основном используются в домашних условиях или при мелком техническом обслуживании. В то время как несколько более крупных комплектов переменного тока также могут использоваться в тяжелой промышленности, в настоящее время наиболее широко используется выходной комплект постоянного тока.
Важно отметить, что не все электроды постоянного тока могут работать от источников переменного тока. Однако электроды переменного тока могут работать как на постоянном, так и на переменном токе. Наиболее широко используемым из этих режимов является постоянный ток (DC). Блок питания переменного тока, по-видимому, переключает переключаемые трансформаторы или железный сердечник.
Источники постоянного тока на выходе могут использоваться на нескольких типах материалов и могут генерироваться в широком диапазоне тока. Элементы управления такими устройствами варьируются от переключения переключателей с железным сердечником до новых конструкций инверторов.
Что такое инверторная сварка ММА?
Современные инверторные сварочные аппараты могут помочь решить несколько проблем, связанных со сваркой MMA, и они предлагают отличные характеристики и эффективность, поскольку кривая может управляться электронным способом для каждой операции.
Однако выбранный источник питания сварочного инвертора должен иметь достаточную мощность, чтобы расплавить сварочный материал, и электрод с достаточной мощностью, чтобы поддерживать напряжение дуги.
Процесс сварки MMA обычно требует высокой мощности (50–350 А) при довольно низком напряжении (10–50 В). Хотя электроды, используемые для инверторной сварки MMA, предназначены для работы при различных уровнях напряжения и выходной мощности, перед использованием всегда целесообразно ознакомиться с инструкциями производителя.
Инверторные сварочные аппараты MMA помогают добиться экономии затрат и других преимуществ, поскольку они:
- Обладают высоким уровнем контроля и эффективности
- Чрезвычайно легкие и компактные, чем их предшественники
- Может обеспечить более высокую производительность при меньших затратах
- Может обеспечить чрезвычайно энергоэффективный источник питания
Является ли сварка MMA хорошим методом сварки?
Сегодня сварка MMA является широко используемым методом сварки, что указывает на то, что этот метод сварки является хорошим для использования.
Стоимость Сварка MMA сегодня используется все чаще, потому что она дает следующие преимущества.Сварочные аппараты ММА относительно недороги, а затраты на техническое обслуживание намного меньше, чем при других методах сварки.
Гибкость и универсальностьХотя сварка ММА в основном используется для сварки стали и железа, с ее помощью также можно сваривать широкий спектр других металлов. К таким металлам относятся медные сплавы, никель и алюминий. Кроме того, в отличие от сварки TIG или MIG, сварка MMA менее подвержена влиянию погодных условий, что делает ее наиболее эффективным процессом сварки на открытом воздухе.
ПростотаОборудование достаточно легко запитывается, и этот метод проще, чем некоторые другие методы сварки.
МобильностьКомпактные и легкие сварочные аппараты MMA легко переносятся и подходят для использования в любом месте.
Заключительные мысли
Сварка ММА включает в себя все, что подробно описано выше. Используя информацию, предоставленную выше, вы можете определить, является ли сварка MMA процессом сварки, который вы хотели бы использовать по сравнению с тремя основными типами сварки для вашего конкретного применения.
Похожие вопросы
Какие существуют 4 типа сварки?
Как упоминалось в начале, мы кратко рассмотрим 4 типа сварки, чтобы вы точно знали, какие варианты сварки у вас есть. Ниже приведены 4 основных типа сварки.
Дуговая сварка металлическим газом (MIG)
Дуговая сварка металлическим газом, также известная как сварка MIG, использует защитный газ на электроде проволоки, который расплавляет два металла для соединения. Процедура требует постоянного напряжения и источника постоянного тока. Это самый популярный метод промышленной сварки, который включает четыре основных метода переноса металла. Они включают импульсное распыление, распыление, короткое замыкание и шаровидное распыление.
 0010
0010
 Сердечник или основной металлический электрод служит расходным материалом и обеспечивает свариваемый присадочный металл. С помощью сварки ММА можно соединить большинство чугунов, нержавеющих сталей, сталей и других цветных металлов. Это идеальный метод соединения для многих углеродистых сталей с умеренным и высоким сопротивлением.
Сердечник или основной металлический электрод служит расходным материалом и обеспечивает свариваемый присадочный металл. С помощью сварки ММА можно соединить большинство чугунов, нержавеющих сталей, сталей и других цветных металлов. Это идеальный метод соединения для многих углеродистых сталей с умеренным и высоким сопротивлением. Сварка ММА имеет ряд преимуществ перед другими методами сварки. Например, он может генерировать больше энергии, чем сварка MIG.
Сварка ММА имеет ряд преимуществ перед другими методами сварки. Например, он может генерировать больше энергии, чем сварка MIG.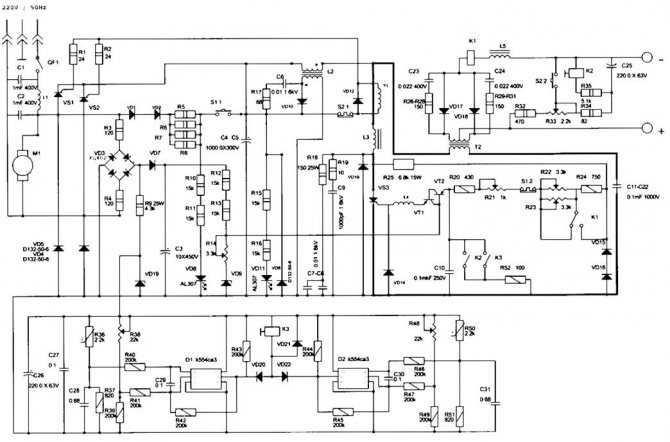 00 с, в процесс был добавлен электрод с покрытием.
00 с, в процесс был добавлен электрод с покрытием.
 Сварка MMA сегодня используется все чаще, потому что она дает следующие преимущества.
Сварка MMA сегодня используется все чаще, потому что она дает следующие преимущества.
