Как правильно варить сварочным аппаратом?
Вопрос новичков в сварочном деле: «Как правильно варить электросваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.
Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Чтобы понять, как варить сварочным аппаратом, необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.


Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Начальный страх и незнание как пользоваться сварочным аппаратом – обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
Как класть сварочный шов вы можете посмотреть на этом изображении:
Инструкций о том, как научиться варить сваркой, предостаточно.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведёт к выгоранию металла и плохому по качеству сварному шву.
При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
Как правильно варить металл инвертором
Сварка при помощи инверторного сварочного аппарата – несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей, особенно часто приходится работать инвертором владельцем автомобилей, самостоятельно производящим их ремонт.
Так как же всё-таки правильно варить металлические заготовки инвертором? Прежде всего, необходимо подготовить место для сварки: освободить в радиусе 1 м пространство от посторонних предметов, мусора, т.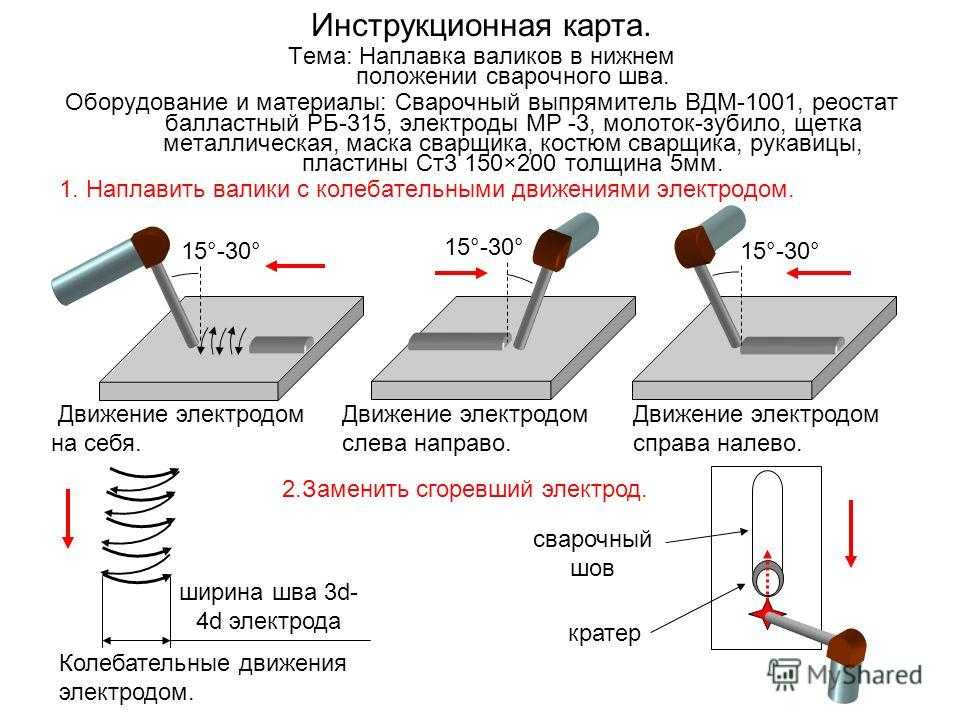
Работа сварочным инвертором: процесс сварки
Процесс сварки инверторным сварочным аппаратом
Алгоритм того, как правильно и безопасно производить работу с инверторным аппаратом, достаточно прост:
- Зажимы заземления “-” и “+” крепятся на одну из свариваемых поверхностей. В “-” вставляют сварочный электрод диаметром 3-5 мм. Выставляется сила тока 80 А. Если ток будет слишком низким, то сварочная дуга не образуется, если наоборот – высокий, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём.
- Розжиг дуги, осуществляемый методом “чирканья”. Электрод проносят над свариваемой металлической поверхностью, слегка задевая её по касательной. При высоком токе происходит залипание, т.е. электрод приклеиваться к металлу. Для его отклейки необходимо клемму быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Чирканье производится, пока не появляется электродуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. При этом, если его слишком близко приблизить к металлу произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант – опускать руку с клеммой очень медленно, следя за сварной дугой.
- При наличии постоянной дуги происходит образование сварной ванны – лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает мелкопоступательные колебания между свариваемыми деталями, обеспечивая максимально прочное соединение.
 При высоком токе происходит залипание, т.е. электрод приклеиваться к металлу. Для его отклейки необходимо клемму быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Чирканье производится, пока не появляется электродуга.
При высоком токе происходит залипание, т.е. электрод приклеиваться к металлу. Для его отклейки необходимо клемму быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Чирканье производится, пока не появляется электродуга.
Как правильно варить сварочным инвертором
Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, подложив при этом под сварной шов, металлический лист.
Качественная сварка глушителя
И в заключении стоит разобрать более конкретную ситуацию. Многие автовладельцы задают вопрос: как качественно залатать глушитель с помощью инвертора? Отвечаем. При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка. Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Как пользоваться сварочным аппаратом?
1. Регулировка сварочного аппарата
Для каждого аппарата существуют разные регулировки, но в принципе следующие три параметра: ток дуги, количество газа защиты, количество газа охлаждения. Эти параметры контролируются независимо на панели управления и работают до включения питания.
2. Обращайтесь с предохранителями:
Поскольку в сварочном аппарате имеется много соединений между сварочным аппаратом – подачей оборудования – сварочной горелкой, необходимо соблюдать следующие правила:
– Выполнение редукционного клапана и расходомеров защитных газов, таких как редукционные клапаны при газовой сварке.
– Перед подключением оборудования убедитесь, что машина выключена, а вентили полностью закрыты.
– Электрические соединения должны быть чистыми и затянутыми.
– Удалите всю воду в безопасное место, чтобы вода не попадала на пол и аппарат
– Проводник должен быть расположен в правильном положении, чтобы не воспламениться от дуговой искры, избегая пути сварщика, чтобы чтобы не пинали.
3. Эксплуатация основного сварочного аппарата:
– При включении аппарата поместите горелку подальше от сварочного материала, чтобы они не вызвали неожиданную дугу
– Откройте клапан охлаждающей воды.
– Медленно откройте газовый клапан, чтобы не повредить предохранительный клапан.
– Убедитесь, что сварочная горелка включена и запустите аппарат.
– Когда сварочный аппарат включен, проверьте обратную линию, чтобы убедиться, что линия охлаждающей воды работает правильно.
Затем проверьте подачу аргона, перекрыв газовый вентиль.
– После того, как воздушный клапан был открыт, отрегулируйте поток воздуха, чтобы он соответствовал требуемому потоку воздуха.
После выполнения вышеуказанных шагов проверьте возможность безопасного отключения устройства, прежде чем приступать к наведению дуги.
4. Выключите аппарат:
Сварщик должен знать процесс безопасного отключения, включая следующие этапы:
– Сварочная горелка устанавливается в положение, при котором дуга не возникает.
– Вручную затяните защитный газовый клапан на газовом баллоне.
— Откройте газовый клапан на сварочном аппарате, чтобы выпустить весь газ из трубы.
– Отсоединить охлаждающую жидкость.
– Откройте водяной клапан на машине, чтобы слить все.
– Выключите сварочный аппарат, отключив питание или выключив аппарат.
Практическая сварка алюминия:
Запрос:
– Знать, что такое сварка и сварка алюминия
– Понимать правила сварки.
Сварка применяется в основном для сварки алюминия толщиной 0,8 – 3,2 мм. Большую толщину также можно припаивать TIG, но экономический эффект невелик. Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Подготовка сварочного аппарата:
Сварочные аппараты переменного тока следует использовать, поскольку дуги переменного тока выталкивают оксидный слой на поверхность.
Выбор электродов:
При сварке алюминия следует выбирать циркониевые электроды – вольфрамовые хороши тем, что они меньше загрязняются и устойчивы к более высоким токам, несмотря на более высокую цену.
Подготовьте горелку:
– При сварке слабым током (менее 100 А) используйте сварочную горелку с воздушным охлаждением. В случае использования больших сварочных токов (100 – 250 А) следует использовать сварочные иглы с водяным охлаждением и специальные рукоятки.
Газовая защита:
При сварке алюминия аргон считается лучшим защитным газом. В местах с недостаточным количеством защитного газа сварной шов будет черным из-за проникновения воздуха. Следовательно, сварщики должны поддерживать достаточный поток воздуха, даже когда сварка отключена.
Этап очистки:
Сварщикам необходимо очистить алюминиевую поверхность перед тем, как зажечь дугу, чтобы гарантировать, что сварной шов не смешается с оксидом. Обычно применяются методы очистки щетками из нержавеющей стали или антикоррозионными покрытиями.
Обеспечение безопасности при сварке:
Должна быть полностью обеспечена средствами защиты труда, такими как: длинные рукава, перчатки, головные уборы, защитная маска. Маске нужен хороший цветной фильтр.
Палка
Некачественная сборка приводит к тому, что припой в процессе сварки отклоняется, не приваривается, что делает качество сварки невысоким. Поэтому перед полной сваркой необходимо проварить несколько точек, следя за тем, чтобы кромки швов при сварке удерживались параллельно.
Поза при пайке и вскрытии:
Лучшая позиция по-прежнему солдатский живот. Это положение удобно для сварщиков, которым легко манипулировать, что обеспечивает экономию средств и хорошее качество сварки.
1910.255 – Сварка сопротивлением. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.255 – Сварка сопротивлением.
 255 (а)
255 (а)Общие –
1910.255(а)(1)
Установка . Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S настоящей части. Должен быть предусмотрен предохранительный выключатель, автоматический выключатель или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее элементы управления должны быть отключены. обслуживается.
1910.255(а)(2)
Тепловая защита . Лампы зажигания, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты.
1910. 255(а)(3)
255(а)(3)
Персонал . Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием.
1910.255(а)(4)
Охрана . Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором.
1910.255(б)
Машины для точечной и шовной сварки (непереносные) –
1910.255(б)(1)
Напряжение . Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов.
1910.255(б)(2)
Сварка конденсаторов . Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта). Такие блокировки или контакты должны быть сконструированы таким образом, чтобы эффективно отключать питание и закорачивать все конденсаторы, когда дверь или панель открыты. В дополнение к механическим блокировкам или контактам должен быть установлен переключатель с ручным управлением или соответствующее положительное устройство в качестве дополнительной меры безопасности, обеспечивающей абсолютный разряд всех конденсаторов.
1910. 255(б)(3)
255(б)(3)
Блокировки . Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением.
1910.255(б)(4)
Охрана . Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для Работа штамповочного пресса, § 1910.217 этой части. Все цепи, шестерни, приводные звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с § 1910.219 настоящей части.
1910. 255(б)(5)
255(б)(5)
Щиты . Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. § 1910.252(b)(2)(i)(C) этой части.)
1910.255(б)(6)
Ножные переключатели . Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины.
1910.255(б)(7)
Кнопки остановки . На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова.
1910.255(б)(8)
Английские булавки . На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при удалении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным.
1910.255(б)(9)
Заземление . Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
1910.255(с)
Портативные сварочные аппараты –
1910.255(с)(1)
Противовес . Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным.
1910.255(с)(2)
Страховочные цепи . Все переносные сварочные горелки, трансформаторы и сопутствующее оборудование, подвешенное к подвесным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
1910.255(с)(3)
Вилка . Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки.
1910.255(с)(4)
Защита переключателей . Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оборудованы соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В.
1910. 255(с)(5)
255(с)(5)
Подвижный держатель . Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму.
1910.255(с)(6)
Заземление . Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке.
1910.255 (г)
Оборудование для сварки оплавлением –
1910.255(д)(1)
Вентиляционное защитное ограждение . Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
1910.255(г)(2)
Противопожарные шторы . Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов.
1910.255 (е)
Техническое обслуживание . Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации. Запись о сертификации должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для проверенного оборудования.