Сверление отверстий большого диаметра в металле: механический и промышленный способы – Изделия из металла на заказ в Москве и области
Если в толстых металлическом листе или конструкции необходимо сформировать отверстие сечением более 20 миллиметров, стандартных инструментов будет недостаточно. Для получения аккуратных отверстий с параметрами, необходимыми заказчику, специалисты «Интехмет» используют технологии плазменной и лазерной резки. Такие решения удобны для изготовления большого объема продукции, однако для единичных случаев экономически выгоднее и целесообразнее сверлить отверстия ручным инструментом, а также используя альтернативные методы обработки толстолистового металла.
О популярных способах сверления отверстий большого диаметра в металле, возможных сложностях, методах пробивки и целесообразности промышленного формирования поговорим в этой статье.
Основные сложности сверления
Отверстиями большого диаметра в металлоконструкциях считают прорези с соотношением диаметра к толщине металла свыше 1. Такие отверстия сделать проблематично по нескольким причинам:
Такие отверстия сделать проблематично по нескольким причинам:
- Значительный перегрев и возможная поломка инструмента из-за затрудненного теплоотвода в зоне сверления.
- Сложность с удалением металлической стружки.
- Высокие осевые нагрузки при машинном сверлении или на руки специалиста при ручной обработке.
Еще одна проблема – отсутствие сверл с достаточным для длительного сверления коэффициентом твердости. Даже твердосплавные инструменты могут выйти из строя, если необходимо вырезать отверстие большого диаметра в толстом листе металла.
Популярные методы механической обработки
Для «пробивки» отверстий в единичном случае чаще используют такие методы:
Сверление дрелью. Для формирования кругов диаметром от 20 мм целесообразно использовать кольцевое высверливание или применять конические сверла. Методы малопроизводительны, занимают много времени, подходят исключительно для разовых формирований прорезей в металле.
- Обработка корончатым инструментом, который дает возможность высверлить «кольцо», которое впоследствии можно использовать как подкладку, опору и прочие вспомогательные элементы при изготовлении металлоконструкций.

- Высверливание лобзиком. Если необходимо высверлить большой круг, можно использовать электролобзик, работа проводится в несколько этапов: согласно типу и толщине металла подбирается соответствующее полотно пилы, на рабочей плоскости размечается контур отверстия, трелью высверливается «точка отсчета», с которой начинается резка, распил продолжается по намеченному контуру.
- Для металлов небольшой толщины можно использовать болгарку. Технология формирования круглого отверстия сходна с сверлением лобзиком: намечается чертеж, по которому короткими отрезками делаются прорези в металлическом листе. Минус технологии – круг скорее напоминает многогранник, поэтому в финале потребуется дополнительная обработка, а именно, сглаживание углов, обточить которые можно крупным диском той же болгарки.
- С помощью газового резака. Если в хозяйстве есть подобный полезный инструмент, то можно сократить расходы времени и сил на вырезание круглого отверстия в металле. Пошагово работа выглядит так: размечаются контуры круга, зажигается горелка и регулируется температура факела, постепенно вырезается отверстие согласно намеченному чертежу.
- При помощи сварочного аппарата. При формировании круга таким методом главное – подобрать правильный режим сварки и использовать максимальный уровень тока. По разметке медленно проводится раскаленным электродом, тем самым высверливая отверстие с нужным диаметром.


Все указанные способы подходят и для глубокого сверления. Чтобы работа не привела к травме работающего и поломке инструмента важно соблюдать технику безопасности, в частности, не игнорировать средства защиты; очки, спецодежду. Необходимо заблаговременно подготовить сверла для работы по конкретному металлу и охлаждающую жидкость.
Общие принципы сверления кругов в металле
Несмотря на различие в технологиях формирования отверстий большого диаметра в металле ручным способом, есть и факторы, которые их объединяют. Аналогичные принципы следующие:
«Центровка» отверстия выполняется при помощи кернера, а в уже полученную выемку устанавливается наконечник сверла. Однако при использовании кондуктора или направляющей этот шаг можно пропустить.
- Для получения круглого отверстия нужного диаметра стоит взять сверло на 0,1-0,3 мм меньше, сечение незначительно увеличится по причине вибраций.
- Для снижения трения и охлаждения важно использовать смазку, например, машинное масло или воду.
- Не рекомендуется применять затупленное сверло, если кромки затупились, остановите работу и заточите их.
- При работе с полыми заготовками (трубами, коробками) внутрь полости нужно положить распорку.
- Глухие отверстия сверлятся с помощью упорной линейки с разметкой.
- Если у дрели отсутствует упор, рекомендуем на сверле сделать кольцо-индикатор из скотча светлого цвета.
Формирование отверстий большого диаметра в металле большими партиями
Вышеперечисленные способы подойдут для единичных случаев. Если же необходимо сделать несколько единиц продукции с кругами идентичных характеристик, ручной инструмент нерентабелен. Сверление механическими методами занимает слишком много времени, усилий, а результат по причине человеческого фактора может сильно отличаться от заявленного в чертежах. «Интехмет» использует оборудование и технологии, которые позволяют при сверлении отверстий большого диаметра в металле обойтись без лишних потерь, минимизировать доработку (например, шлифование полученных при распиле металла режущих кромок).
«Интехмет» использует оборудование и технологии, которые позволяют при сверлении отверстий большого диаметра в металле обойтись без лишних потерь, минимизировать доработку (например, шлифование полученных при распиле металла режущих кромок).
Для 100% соблюдения параметров раскроя металла, в том числе и формирования круглых отверстий мы используем программируемые станки и современные технологии резки плазменной дугой и лазером. Благодаря высокотемпературному режиму «сверла» круги получаются ровными, с полным соответствием чертежам, нет затрат на отходы материала, что снижает себестоимость продукции и обеспечивает ее конкурентоспособную цену. При использовании этих методов характеристики металла не играют значительной роли – плазменная и лазерная резка обеспечивают точность и безопасность распила при работе как с хрупкими, так и с особо твердыми материалами. Отсутствуют также ограничения из-за сложной конфигурации металлического листа, а за счет высокой скорости резки увеличивается КПД, что также помогает снизить стоимость готовых металлоконструкций.
Сверление металла в Казани по разумным ценам
Главная/Металлообработка
Сверление отверстий в металле по разумной цене выполняет компания Тент Ателье. Мы можем просверлить отверстия большого или маленького диаметра на металле. Наши специалисты используют профессиональное оборудование, поэтому все отверстия будут аккуратными. Мы принимаем заказы на обработку металла разных видов. У нас вы можете купить тенты в Казани или автомобиль любого габарита, который поможет оборудовать машину для грузоперевозки.
- Особенности сверления отверстий в металле
- Виды отверстий в заготовках и способы их получения
- Сверление металла по разметке, шаблону и кондуктору
- Преимущества компании Тент Ателье
- Как заказать услугу по сверлению металла
Цены на сверление металла
ВАЖНО! Конечная стоимость будет рассчитана после ознакомления с чертежами
| Сверление металла (до 20 отверстий) | 12 руб/отв |
| Сверление металла (от 20 отверстий) | 6 руб/отв |
Сверление листового металла
Сверление листового металла в Казани от специалистов Тент Ателье. Опыт работы более 20 лет. Выполним сверление отверстий в листовом металле толщиной от 4 до 50 мм. Технология подбирается с учетом проекта
Опыт работы более 20 лет. Выполним сверление отверстий в листовом металле толщиной от 4 до 50 мм. Технология подбирается с учетом проекта
Сверление тонкого металла
Сверление тонкого металла в Казани по чертежам заказчика. Тент Ателье предлагает выполнить обработку максимально аккуратно и качественно. Применяем современные методики сверления тонколистового металла
ЗаказатьСверление толстого металла
Сверление толстого металла в Казани любых объемов и типов материала. Тент Ателье имеет опыт работы более 20 лет. Подбираем параметры выполнения с учетом особенностей проекта. Гарантируем высокое качество
ЗаказатьСверление малых отверстий в металле
 Опытные мастера выполнят работы больших партий изделий в короткие сроки. Осуществляем обработку на высокоточном оборудованииЗаказать
Опытные мастера выполнят работы больших партий изделий в короткие сроки. Осуществляем обработку на высокоточном оборудованииЗаказатьСверление металла по чертежам
Услуги сверления металла по доступным ценам
Заказать сверление металла в Казани
Сверление отверстий в металле можно заказать у профессионалов. Компания Тент Ателье предлагает клиентам услуги обработки металла различных сплавов в Казани. На современном оборудовании мастера выполняют работы любой сложности из металла различных сплавов. Специалисты справляются с задачами любой сложности и выполняют работу по индивидуальному заказу.
Особенности сверления отверстий в металле
При сборке и изготовлении металлоконструкций часто возникает необходимость в создании отверстий на металле. Обработка металла относится к сложным операциям. Для создания отверстий определённой глубины и длины используется специальная дрель, которая может быть оснащена дополнительными устройствами. Ее нередко можно встретить в доме, где ее используют для бытовых работ. Однако такой аппарат не подходит для сверления металла.
Ее нередко можно встретить в доме, где ее используют для бытовых работ. Однако такой аппарат не подходит для сверления металла.
Чтобы сделать ровные и красивые отверстия на металле необходим профессиональный аппарат. Немаловажную роль играет опыт работника и его сноровка. Сделать отверстия определенного диаметра не просто. Важно не только учитывать все особенности металла и хорошо владеть оборудованием для сверления малых отверстий в металле, также необходимо правильно провести все расчеты. Без этого этапа можно сделать отверстие в другом месте на металле.
Квалифицированные специалисты компании Тент Ателье смогут проделать отверстия в заготовках из различного материала. Мы выполняем обработку металла при помощи вертикальных и радиально сверлильных станков. Закажите сверление отверстий в листовом металле в Казани по демократичной цене.
Виды отверстий в заготовках и способы их получения
Для получения отверстий в деталях небольшого размера мастера применяют сверлильные станки. Отличный результат гарантирует использование инструментов, резак которых изготовлен из сплава основного металла с нитридом титана.
Отличный результат гарантирует использование инструментов, резак которых изготовлен из сплава основного металла с нитридом титана.
Для сверления чугунных изделий и деталей из нержавеющей стали требуется сверло из твердосплавного состава. Его стоимость высока, за счет чего цена металлообработки таких изделий в разы выше. Один из лучших инструментов при сверлении отверстий инструмент с добавлением кобальта. Существует несколько разновидностей отверстий:
- сквозные;
- глухие;
- неполные;
- глубокие;
- крупного диаметра;
- предназначенные под резьбу.
Характерное отличие первого типа – их прохождение полностью через всю толщину заготовки. Поэтому мастера защищают стол от выхода сверла. Иначе испортится инструмент, а на заготовке появятся дефекты. Глухие отверстия мастера делают не насквозь. Во время работ важно правильно рассчитать глубину сверления металла.
Для правильных замеров используют следующие способы:
- использование упоров для ограничения длины сверла;
- использование патрона с настраиваемым упором для регулировки длины сверла;
- предварительная фиксация на станке линейки;
- сочетание нескольких способов.

Конструкция автоматических станков позволяет отключать инструмент до дохождения сверла до определенной глубины. Для качественного результата мастера периодически останавливают сверление и очищают углубление от металлических частиц. Часто мастера делают отверстия в металле сложной формы.
Одной из самых сложных задач является сверление заготовки цилиндрической формы по касательной. До начала работ мастера обязательно подготавливают площадку. Просверливание полых деталей производится после заполнения полости древесной пробкой.
Трудоемкое и трудозатратное дело – формирование отверстий крупного диаметра. Сверление металла в этом случае требует использования биметаллических коронок.
Кроме сверла при сверлении отверстий в металле большого диаметра уделяют внимание работе инструмента и возможности его эксплуатации на малых оборотах. В заготовках из тонких металлических листов большие диаметры отверстий делают с помощью коронок с узкими зубчиками.
Часто перед мастерами стоит задача подготовки глубоких отверстий. В практической деятельности такой процесс связан с необходимостью самостоятельного удаления стружки из отверстия и специальных жидкостей.
В практической деятельности такой процесс связан с необходимостью самостоятельного удаления стружки из отверстия и специальных жидкостей.
Просто сверлится чугун, при работе с медью смазки также не применяют. Во время сплошного сверления металла мастера используют спиральное сверло. Во время выполнения работ в канал отверстия механическим способом подается смазка. Работа с таким инструментом осуществляется по этапам. Постоянно работая с глубокими отверстиями, используют оборудование с автоподачей смазки к сверлу.
Сверление металла по разметке, шаблону и кондуктору
Сверление отверстий в металле возможно по заранее подготовленной разметке или без нее. В такой ситуации профессионалы применяют шаблоны или кондуктор. Мастера делают разметку кернером. Точка расположения сверла намечается с помощью удара молотка.
Поставить отметку на поверхности металла можно фломастером. Но большую роль играет углубление. Оно необходимо для предупреждения смещения острия с установленной точки. Сверление металла по разметке осуществляется поэтапно. На первом проводят предварительные работы и контролируют полученное отверстие. При уходе сверла от его нужного положения мастера с помощью узкого зубила делают специальные отметки. Они помогают расположить острие в нужном месте.
Сверление металла по разметке осуществляется поэтапно. На первом проводят предварительные работы и контролируют полученное отверстие. При уходе сверла от его нужного положения мастера с помощью узкого зубила делают специальные отметки. Они помогают расположить острие в нужном месте.
Сверление отверстий в металле с помощью шаблонов требуется при выполнении нескольких аналогичных деталей, которые имеют несколько отверстий. Их используют для заготовок из тонких листов. Благодаря этому экономится время и получается отличный результат. В некоторых случаях вместо шаблона мастера пользуются чертежом или схемой.
К примеру, такой способ актуален при выпуске деталей для радиотехники. Основное назначение кондуктора – достижение предельной точности отрезков между отверстиями и перпендикулярности канала. При подготовке глубоких отверстий рабочие используют направляющие, которые фиксируют расположение дрели по отношению к поверхности заготовки из металла.
Компания Тент Ателье оказывает услуги сверления отверстий в металле в Казани. В каждом цеху Тент Ателье мастера выполняют работу с применением современных станков. Рабочие производят сверление металла, расценки можно узнать у менеджеров. Предприятие предлагает заказчикам выгодные условия работы. Заказать услугу сверления металла можно по номеру телефона +7 (843) 266 84 61.
В каждом цеху Тент Ателье мастера выполняют работу с применением современных станков. Рабочие производят сверление металла, расценки можно узнать у менеджеров. Предприятие предлагает заказчикам выгодные условия работы. Заказать услугу сверления металла можно по номеру телефона +7 (843) 266 84 61.
Преимущества компании Тент Ателье
Наша компания стремится стать лучшей в своей области. Мы постоянно развиваемся и совершенствуемся, чтобы достичь большого успеха. У нас работают квалифицированные специалисты, которым под силу просверлить глубокие отверстия в металле большого или маленького диаметра. Компания Тент Ателье предлагает большой ассортимент услуг по металлообработке в Казани. У нас вы можете заказать:
- если вы хотите сделать уникальное металлическое сооружение, то мы выполняем изготовление изделий из металла на заказ;
- принимаем заказы на пробивку металла любых видов;
- сверление тонкого металла позволяет сделать отверстие без деформации листового металла.
Оформить заявку на сверление отверстий в Казани
Закажите сверление отверстий в листовом металле у профессионалов. Компания Тент Ателье предлагает данную услугу по разумной цене. Узнать актуальные расценки на сверление отверстий разной глубины и диаметра можно у наших менеджеров по телефону: +7 (843) 266 84 61. Они также ответят на любые ваши вопросы и оформят заказ на сверление отверстий.
Как просверлить отверстие в металле и пластике
- 12 мая 2023 г.
Для изготовления большинства деталей необходимо просверлить отверстия в заготовке. Хотя этот процесс может показаться простым, он требует правильного метода, инструментов или сверлильных станков, чтобы получить отличную работу. Методы и инструменты, используемые для сверления металла и пластика, различаются в зависимости от свойств их материалов.
В этой статье мы обсудим, как просверлить отверстие в металле и пластике, а также инструменты, необходимые для сверления идеального отверстия. Мы также выделяем различные буровые установки и долота, которые можно использовать для бурения.
Мы также выделяем различные буровые установки и долота, которые можно использовать для бурения.
Как просверливать отверстия в металле?
Есть несколько причин, по которым инженеры и мастера сверлят отверстия в металле. Причины могут быть структурными, функциональными, эстетическими или как один из процессов после фрезерования. Независимо от причины или цели отверстия, вот как просверлить отверстие в металле.
Подберите правильный сверлильный станок и сверла для металлообработки
Сверлильный станок оснащен регулируемым столом, расположенным под шпинделем с электроприводом. Он также оснащен зажимным патроном для опускания сверла в металл. Для контроля глубины просверливаемого отверстия оператор поднимает или опускает стол сверлильного станка или устанавливает ограничитель глубины.
В зависимости от толщины металла для проделывания отверстий в металле используются два основных типа сверл. Во-первых, это биты из листового металла. Это сверло идеально подходит для сверления тонких металлов, так как режет металл таким образом, что он не рвется. Другой – высокоскоростная спиральная насадка, идеально подходящая для более толстых металлов. Это долото имеет хвостовик и канавку, которые выводят мусор из отверстия.
Другой – высокоскоростная спиральная насадка, идеально подходящая для более толстых металлов. Это долото имеет хвостовик и канавку, которые выводят мусор из отверстия.
Отметьте отверстие на металле
Лучше всего отметить отверстие, чтобы убедиться, что вы просверливаете нужный участок металла. Вы можете сделать это, используя чертилку и линейку, чтобы провести короткие линии, пересекающиеся в центре отверстия. Лучше всего сделать небольшую вмятину в отмеченной центральной точке с помощью кернера, чтобы предотвратить блуждание сверла в начале сверления.
Регулировка скорости
Будь то сверление отверстий, шлифовка или другой процесс ЧПУ, скорость играет важную роль в определении точности. Вы можете отрегулировать или изменить скорость сверления, открыв защитный кожух ремня сверлильного станка и отвинтив ручку корпуса двигателя, чтобы ослабить натяжение шкивов. После этого вы можете толкнуть раму двигателя вперед, чтобы облегчить проскальзывание ремня шкива с одного уровня на другой.
Обратите внимание, что самые низкие скорости соответствуют самым низким шкивам, а самых высоких скоростей можно достичь, обмотав ремень вокруг самых высоких шкивов.
Сверление отверстия
Чтобы начать сверление, вставьте сверло, чтобы сделать отверстия в патроне, и затяните его. Затем зажмите металлическую заготовку на столе станка или в тисках. Поверните сверлильный станок и сверлите, равномерно надавливая.
Защитите заготовку от мусора, счищая стружку и стружку во время сверления. Добавляйте смазочно-охлаждающую жидкость во время работы, чтобы уменьшить трение и сделать резку бесшовной. После сверления извлеките сверло из отверстия и выключите питание.
Советы по сверлению отверстий в металле
Сверление отверстий в металле с помощью сверлильного станка может быть рискованным. Например, заготовка, зажатая слишком слабо, может быть захвачена и отправлена в полет вращающейся насадкой. Итак, чтобы избежать несчастных случаев при использовании сверлильного станка, лучше не держать заготовку рукой во время сверления. Вместо этого используйте не менее двух С-образных зажимов, чтобы удерживать заготовку на столе.
Вместо этого используйте не менее двух С-образных зажимов, чтобы удерживать заготовку на столе.
Кроме того, не надевайте перчатки при работе со сверлильным станком, так как свободная ткань перчатки может попасть в сверло. Наконец, наденьте защитные очки, чтобы защитить глаза от осколков и стружки.
Как просверлить отверстия в пластике?
В отличие от сверления металлов, неправильное сверление отверстий в пластике может привести к трещинам и осколкам. Эти дефекты могут повредить эстетике, а также функциональности детали или продукта. Чтобы избежать этого, вот как правильно просверлить отверстие в пластике.
Приготовьте инструменты
Инструменты, которые вам потребуются для успешного сверления, включают карандаш, линейку, зажим, малярную ленту, сверло, наждачную бумагу и смазку.
Отметьте место для сверления
С помощью линейки и карандаша отметьте на пластике области, в которых вы хотите сверлить. Эта маркировка поможет уменьшить возможные ошибки при сверлении.
Закрепите пластик
Закрепите пластик с помощью зажима на устойчивой и достаточно большой поверхности, чтобы вместить участок пластика, который вы хотите просверлить. Процедура закрепления пластика при сверлении отверстия аналогична процедуре расточки и помогает уменьшить склонность сопротивления мешать сверлению.
Проверка правильности размера сверла и вставки
После закрепления пластика следующим шагом будет двойная проверка правильности размера сверла. Убедившись в размере сверла, поместите сверло в сверло и затяните его. Затем переместите сверло вперед.
Начните с самой низкой скорости сверления
Если ваша дрель оснащена регулировочной ручкой, выберите самую низкую скорость сверления. Но если это не так, слегка приложите сверло к пластику перед сверлением. Во время сверления всегда следите за консистенцией получаемой стружки. Если вы заметили, что стружка начинает склеиваться, лучше прекратить сверление в этой области, чтобы дать ей остыть.
Советы по сверлению отверстий в пластике
Сверление отверстий в пластике — нелегкий процесс, поэтому для правильного выполнения необходимо следовать основным советам. Вот советы по сверлению отверстия в пластике.
- Не сверлите пластик непрерывно. Вместо этого часто останавливайтесь, чтобы избежать перегрева, который может расплавить пластик.
- Начните сверлить пластик на низкой скорости и увеличивайте скорость по мере сверления.
- Во избежание несчастных случаев всегда используйте зажим для удержания пластиковой детали на месте.
- После сверления обязательно снимите выступы на пластиковой заготовке.
Различные сверлильные станки для сверления отверстий
Сверлильные станки бывают различных конструкций, каждая из которых предназначена для определенного использования. Вот некоторые из распространенных типов машин.
1. Сверлильный станок с ЧПУ с радиальным рычагом
Шпиндель этого сверлильного станка установлен на вращающемся рычаге. Этот рычаг вращается вокруг колонны, обеспечивая радиальное перемещение шпинделя, механизма подачи и сверлильной головки. Одним из преимуществ этого станка является то, что он позволяет сверлить в нескольких местах без изменения положения заготовки.
Этот рычаг вращается вокруг колонны, обеспечивая радиальное перемещение шпинделя, механизма подачи и сверлильной головки. Одним из преимуществ этого станка является то, что он позволяет сверлить в нескольких местах без изменения положения заготовки.
2. Многошпиндельный сверлильный станок
Этот станок одновременно просверливает несколько отверстий в одной заготовке по одному и тому же шаблону для каждой секции. Он идеально подходит для производства подобных деталей в больших количествах.
3. Многорядный сверлильный станок
Многорядный сверлильный станок состоит из множества независимых колонн, каждая из которых установлена на общем основании и оснащена двигателем и шпинделем. Эти инструменты обычно используются, когда необходимо выполнить несколько последовательных операций, таких как сверление и нарезание резьбы.
4. Сверлильный станок револьверного типа
Вращающаяся револьверная головка является центральной частью станка револьверного сверления. Этот станок обычно идеально подходит для серийного сверления, когда необходимо просверлить множество отверстий разного размера и глубины в одной детали. С помощью бурового оборудования револьверного типа за один раз бурится только одна скважина.
Этот станок обычно идеально подходит для серийного сверления, когда необходимо просверлить множество отверстий разного размера и глубины в одной детали. С помощью бурового оборудования револьверного типа за один раз бурится только одна скважина.
5. Микросверлильный станок
В этом маленьком сверлильном устройстве используется управляемая вручную подача для выполнения чрезвычайно точных микроскопических отверстий. Эти машины используются в таких отраслях, как производство электроники или ювелирных изделий, где необходимы точные маленькие отверстия.
6. Вертикальный сверлильный станок с ЧПУ
Этот станок оснащен механизмом механической подачи, который вводит инструмент в заготовку без вмешательства человека. Кроме того, вертикально-сверлильные станки идеально подходят для работы в тяжелых условиях благодаря своей прочной конструкции.
7 Типы инструментов для просверливания отверстий
1. Сверла
Эти инструменты упрощают и экономичную обработку отверстий. Сверла функционируют, входя в заготовку в осевом направлении перед прорезанием глухого отверстия. Существуют различные типы сверл, которые идеально подходят для различных отраслей промышленности.
Сверла функционируют, входя в заготовку в осевом направлении перед прорезанием глухого отверстия. Существуют различные типы сверл, которые идеально подходят для различных отраслей промышленности.
Обычные сверла включают спиральное сверло, центральное сверло, метчик, точечное сверло, сверло по каменной кладке и ступенчатое сверло.
2. Развертки
Развертки часто используются после сверления для получения отверстий наиболее точного диаметра. Развертка с патроном – это тип развертки, который наиболее часто используется. Существуют также развертки с конусом Морзе, автомобильные развертки, развертки для сварочного оборудования, развертки с конусным штифтом и развертки для производителей штампов.
3. Кольцевые фрезы
Для вырезания точно круглых отверстий в металле, дереве и других материалах требуются кольцевые фрезы, также известные как кольцевые пилы. Эти инструменты могут резать гораздо более широкие диаметры, чем обычное сверло. Они также являются очень эффективной заменой другим инструментам, потому что им просто нужно обрезать отверстие по периметру. Кольцевые фрезы имеют отдельные режущие зубья с твердосплавными напайками, как у дисковых пил.
Кольцевые фрезы имеют отдельные режущие зубья с твердосплавными напайками, как у дисковых пил.
4. Зенковки и сверла для снятия фасок
Сверла с фасками и зенковками идеально подходят для сверления конусообразных отверстий в предметах. Кроме того, зенкер расширяет существующее отверстие конусообразным отверстием наверху, когда входит в заготовку в осевом направлении. Эти коммерческие устройства для пробивки отверстий позволяют крепежу хорошо прилегать к заготовке.
Сверла для зенкерования и снятия фасок доступны в различных размерах и формах для нужд сверления и предпочтений. Углы 60°, 82°, 90°, 100°, 118° и 120° являются типичными углами зенковки.
5. Центровочные сверла
Центровочные сверла оснащены направляющим сверлом и зенкером. На заготовке они обычно используются для создания центрального отверстия для легкого поворота между центрами и поддержки нагрузки при вращении. Из-за их чрезвычайной жесткости и низкой склонности к блужданию эти инструменты для проделывания отверстий имеют преимущества. Кроме того, средний угол отверстия центрального сверла составляет 60°.
Кроме того, средний угол отверстия центрального сверла составляет 60°.
6. Протяжки
Это многозубый инструмент для сверления отверстий. Его длина делает протяжку идеальной для выполнения более глубоких разрезов. Протяжка является важным этапом сверления, поскольку она облегчает производство деталей с невероятной чистотой поверхности. Наиболее распространенные типы этого инструмента включают оболочку, шпоночный паз, толкание и вытягивание, внешнюю поверхность и внутренние протяжки.
7. Зенковки Биты
Зенковка, обычно выполняемая после сверления, идеальна для случаев, когда крепеж должен располагаться под прямым углом к поверхности заготовки. Как правило, эти инструменты для изготовления зенковок имеют два разных диаметра резания: один для отверстия и один для углубления в головке.
Соображения и советы по сверлению отверстий
Подобно гравировке с ЧПУ или другим процессам обработки с ЧПУ, существуют некоторые проблемы, связанные со сверлением отверстий, особенно глубоких отверстий. Вот несколько советов, которые следует учитывать при сверлении отверстий.
Вот несколько советов, которые следует учитывать при сверлении отверстий.
Выберите подходящую сверлильную головку с ЧПУ
Существует множество сверл в зависимости от их конструкции, дизайна и предполагаемого использования. Выбор подходящей сверлильной головки с ЧПУ может быть трудным и является частой причиной многих проблем при сверлении. Проверив совместимость, вы можете быть уверены, что используете правильную сверлильную головку. Лучшим выбором было бы обсудить оптимальную стратегию со специалистом по бурению или поставщиком услуг.
Удаление и разрушение стружки
Независимо от того, сверлите ли вы отверстия в металле или пластике, обязательно удаляйте стружку во время и после процесса сверления. Контроль над ними имеет решающее значение, потому что они могут привести к множеству проблем.
Одним из способов контроля образования стружки является использование специального стружколома, который разделяет стружку на части, что упрощает ее снятие и установку стружколома. Кроме того, уменьшение их до более мелкой стружки повышает производительность сверления и рассеивание тепла. Используйте прерывистую подачу, увеличивая подачу.
Кроме того, уменьшение их до более мелкой стружки повышает производительность сверления и рассеивание тепла. Используйте прерывистую подачу, увеличивая подачу.
Подачи и скорости
Тип и форма материала определяют скорость подачи и скорость сверления, которую вы будете использовать для процедуры. Как правило, наилучшей рекомендуемой скоростью подачи для сверления пилотного отверстия (максимальный диаметр ½ дюйма) в твердом пластике является подача от 0,005 дюйма до 0,015 дюйма за оборот и от 600 до 1000 об/мин. Однако металлы могут обрабатываться с высокой скоростью подачи, а быстрое сверление пластика может привести к образованию сколов и трещин.
Выберите Wayken для своих проектов по бурению скважин
Wayken — сертифицированная по стандарту ISO компания, специализирующаяся на выполнении отверстий и услуг по обработке с ЧПУ для различных обрабатываемых деталей, независимо от сложности внутренних элементов и жестких допусков. Мы ориентируемся на экономические стимулы наших клиентов, гарантируя снижение затрат и сокращение сроков выполнения заказов. Хотите узнать больше о наших услугах по бурению скважин или запросить расценки? Свяжитесь с нами сегодня.
Хотите узнать больше о наших услугах по бурению скважин или запросить расценки? Свяжитесь с нами сегодня.
Заключение
Сверление является важным аспектом производства изделий и деталей, поскольку оно создает отверстия для сборки и соединения. Хотя процесс сверления кажется относительно простым, обычно это не так, поскольку для профессиональной отделки требуются технические знания.
Какой код ЧПУ для сверления отверстий?
Существует три основных кода ЧПУ для сверления отверстий; G81, G82 и G83. G81 является наиболее распространенным циклом. Примером типичных очередей G81 являются X50.0, Y30.0, Z-10.0, R1.0 и F50.0 в G81: начальное положение отверстия относительно базы представлено координатами «X» и «Y».
Насколько глубоко может сверлить ЧПУ?
Глубина сверления никогда не должна превышать 12-кратный диаметр ближайшего долота. Сверла такой длины или длиннее теряют жесткость и способность поддерживать жесткий допуск и с большей вероятностью ломаются. Рассмотрите возможность увеличения диаметра отверстия, если вам нужно копать глубже.
Рассмотрите возможность увеличения диаметра отверстия, если вам нужно копать глубже.
Какой инструмент лучше всего подходит для сверления отверстий?
Для вырезания точно круглых отверстий в металле, дереве и пластике лучше использовать кольцевые фрезы, также известные как кольцевые пилы. Это металлообрабатывающее оборудование может резать гораздо большего диаметра, чем обычное сверло.
Как просверлить отверстие больше, чем ваше сверло?
Вам когда-нибудь приходилось просверливать отверстие больше, чем ваше сверло? Например, получение изделия нужного размера может означать потерю времени. Или у вас может не хватить денег на покупку новых сверл.
Какой бы ни была причина, сверлить отверстие большего размера, чем ваше сверло, может быть полезно. Когда я впервые начал красить, я часто оказывался без сверла подходящего размера. Я узнал несколько способов, которые помогут вам просверлить отверстие больше, чем ваше сверло.
Как сделать дырку в стене без дрели…
Включите JavaScript
Как сделать дырку в стене без дрели?Слегка нажимайте на сверло, вводя его в отверстие и вынимая из него, чтобы сделать отверстие немного большего размера, чем позволяет диаметр сверла.
Кроме того, вы можете использовать наждачную бумагу, обернутую вокруг круглого деревянного стержня, который несколько тоньше сверла. Наждачная бумага расширит отверстие, созданное сверлом. Тем не менее, результат будет безукоризненным.
Просверлите всю область, покрытую направителем, используя направитель для сверла с отверстием большего размера, чем ваше сверло.
Просверлите большое отверстие маленьким сверлом, нарисовав круг и просверлив вокруг него. Теперь с помощью напильника удалите круглую часть. После этого используйте коническую развертку, чтобы увеличить просверленное отверстие.
Не существует единого метода просверливания отверстия большего диаметра, чем диаметр сверла. Каждый случай уникален, в зависимости от характера вырытой ямы и доступных инструментов.
Каждый случай уникален, в зависимости от характера вырытой ямы и доступных инструментов.
Поскольку мы пытаемся просверлить отверстие большего размера, чем наше сверло, не вкладывая средства в новое оборудование, существует множество способов просверлить отверстие большего размера с помощью инструментов, которые уже есть в вашем ящике с инструментами.
В этой ситуации необходимо сверлить особым образом. В этом руководстве мы покажем вам, как просверлить отверстие больше диаметра сверла, не повредив при этом окружающую поверхность отверстия.
Содержание
Этапы сверления отверстия большего размера, чем ваше сверло
При вращении сверло создает отверстие правильной формы. Чтобы просверлить точное отверстие, сверло должно вращаться равномерно, , что требует, чтобы центр сверла находился в нужном месте.
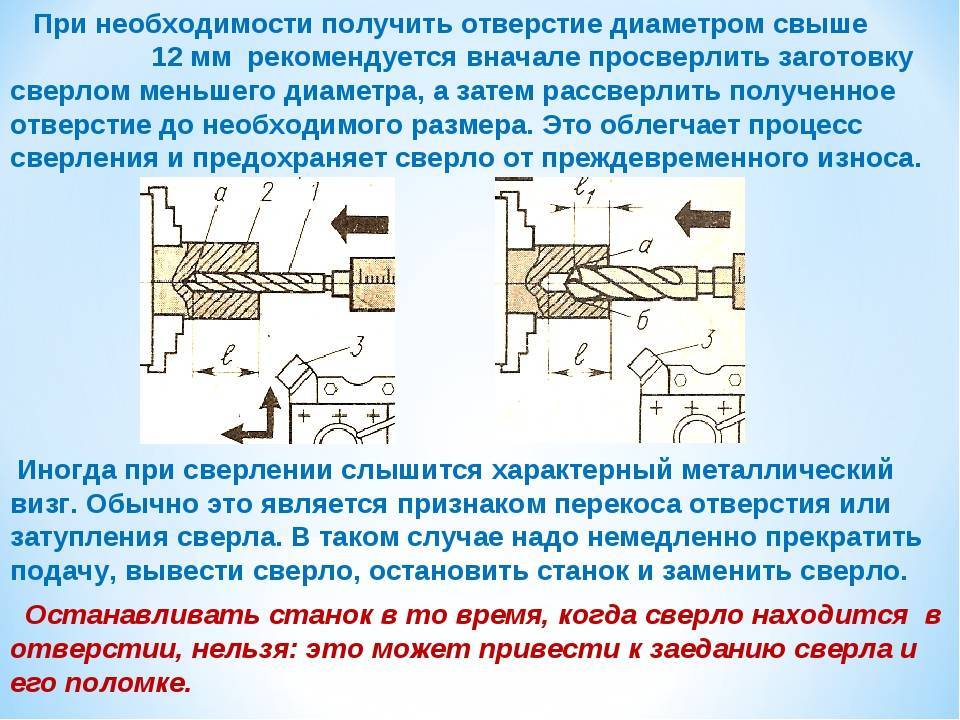
При создании отверстия большего размера, чем сверло, сверло теряет ориентацию внутри отверстия. При сверлении большого отверстия сверлом меньшего размера существует опасность забивания отверстий.
В результате вы должны соблюдать осторожность. Желательно приобрести большое сверло, чтобы просверлить большее отверстие. Однако, если у вас его нет, выполните следующие действия :
●Шаг 1: Для начала просверлите небольшое отверстие, нажав на спусковой крючок дрели. После сверления отверстия и пока сверло все еще вращается, аккуратно обойдите отверстие круговыми движениями, чтобы увеличить его. Продолжайте перемещать сверло, пока не будет достигнут желаемый размер.
Другой способ сверления отверстий большего размера — использование направляющей. С помощью направляющей проделайте отверстие в куске твердой древесины. Теперь вы можете вставить сверло в отверстие нужного размера и начать сверление. Направляющая сверла помогает удерживать долото в отверстии и предотвращает его раскручивание.
Края направляющей очень прочные, что гарантирует, что сверло не сместится. Этот подход также можно использовать для увеличения отверстия.
●Шаг 2: Затем можно использовать коническую развертку. Для начала просверлите отверстие имеющимся у вас сверлом, а затем используйте развертку, чтобы расширить отверстие в дереве, пластике или металле.
Просто вставьте развертку в отверстие и начните вращать, чтобы увеличить его. Развертку следует постоянно крутить до получения соответствующего размера отверстия. Использование развертки может не привести к чистому отверстию. Боковые стороны будут кривыми.
●Шаг 3: С помощью пилотного сверла можно сделать отверстия большего размера для новой ручки или кнопки. Когда отверстие уже существует, становится трудно увеличить или создать отверстие большего размера, чем существующее, поскольку нет дерева, в которое можно было бы вгрызаться.
В этом случае можно добавить тонкий кусок луана или фанеры с обеих сторон рабочей зоны. Надежно закрепите компоненты вместе и начните сверление. Кусочки обрезков стабилизируют пилотную коронку, пока она режет заготовку; в результате поверхность заготовки не будет испорчена или повреждена.
●Шаг 4: Наконец, вы можете использовать ступенчатые сверла для создания большого отверстия. Они вполне дееспособны и адекватны для конкретных целей. Таким образом, используя методы, изложенные выше, вы можете создать большое отверстие, используя сверло меньшего размера.
Подробнее: Как просверлить отверстие в пластике без дрели
7 лучших способов просверлить отверстие больше, чем ваше сверло
Теперь, когда мы показали, что можно просверлить отверстие больше, чем ваше сверло диаметр вашего самого большого сверла, давайте подумаем, как выполнить этот подвиг, и да, есть несколько жизнеспособных вариантов.
1. Покачивайте дрельюЧтобы сделать отверстие немного больше, чем существующее сверло, просто просверлите отверстие, а затем осторожно перемещайте сверло из стороны в сторону или вращайте его круговыми движениями, чтобы увеличить его.
Другими словами, после просверливания материала вращайте сверло круговыми движениями, пока отверстие не станет достаточно большим для ваших целей. Этот метод идеально подходит, если вам нужно отверстие немного больше размера сверла и вы работаете с мягким материалом.
Этот метод идеально подходит, если вам нужно отверстие немного больше размера сверла и вы работаете с мягким материалом.
Если отверстие, которое вам нужно просверлить, значительно больше самого большого сверла, вы можете попытаться просверлить отверстие по периметру узким сверлом. Другими словами, вы хотите создать круг на поверхности, где будет располагаться отверстие.
Просверлите отверстия по внешнему периметру круга крошечным сверлом. После того, как по периметру будет просверлено достаточное количество отверстий, внутренний материал должен просто выпасть, оставив большую дыру. Естественно, это не будет очень гладким или ровным, и вы будете использовать либо напильник, либо наждачную бумагу, чтобы сгладить его и создать идеальный круг.
3. Используйте кольцевую пилу или направитель для сверла Направитель для сверла — это специальное приспособление, которое крепится к передней части сверла и сверла. Позволяет сверлить отверстия больше диаметра сверла. В действительности и для целей данного эссе направляющая для сверления по существу является синонимом кольцевой пилы (есть различия, но для сверления большого отверстия прекрасно подойдут и те, и другие).
Позволяет сверлить отверстия больше диаметра сверла. В действительности и для целей данного эссе направляющая для сверления по существу является синонимом кольцевой пилы (есть различия, но для сверления большого отверстия прекрасно подойдут и те, и другие).
Все, что вам нужно, это направитель для сверла или кольцевая пила подходящего размера. Отметьте центральную точку круга, а затем совместите с ней центр направляющей или кольцевой пилы так, чтобы окружность направляющей или кольцевой пилы соответствовала окружности отверстия, которое вы хотите просверлить. После того, как все будет выровнено, просто просверлите отверстие.
4. Используйте наждачную бумагу и деревянный дюбельОтверстие нельзя просверлить больше, чем самое большое сверло, но вы можете легко увеличить существующее отверстие, используя этот метод. Здесь будет достаточно обмотанного наждачной бумагой дюбеля, который чуть меньше текущего отверстия.
Используйте ровно столько наждачной бумаги, чтобы стержень с наждачной бумагой все еще мог войти в отверстие. Существуют различные методы, но самый простой — вставить дюбель в дрель и использовать его так же, как вращающийся инструмент. Здесь все, что вам нужно сделать, это отшлифовать внутреннюю часть отверстия, если оно достаточно велико для того, что вы делаете.
Существуют различные методы, но самый простой — вставить дюбель в дрель и использовать его так же, как вращающийся инструмент. Здесь все, что вам нужно сделать, это отшлифовать внутреннюю часть отверстия, если оно достаточно велико для того, что вы делаете.
Если у вас есть вращающийся инструмент, вы всегда можете прикрепить к нему шлифовальную головку и затем отшлифовать внутреннюю часть отверстия, пока оно не станет достаточно большим по любой причине, которая вам требуется. Хотя это не означает сверление отверстия большего диаметра, чем диаметр вашего самого большого сверла, это очень простой и быстрый метод расширения существующего отверстия.
6. Используйте круглый ручной напильник Если у вас есть стержневой или круглый ручной напильник, все, что вам нужно сделать, это вставить напильник в существующее отверстие и спиливать материал до тех пор, пока отверстие не станет большим достаточно для ваших целей. Когда все сказано и сделано, это может быть одним из самых быстрых, дешевых и простых способов создать отверстие больше, чем диаметр вашего самого большого сверла.
Когда все сказано и сделано, это может быть одним из самых быстрых, дешевых и простых способов создать отверстие больше, чем диаметр вашего самого большого сверла.
Если у вас есть коническая развертка, это еще один отличный инструмент для расширения существующего отверстия. Все, что вам нужно сделать, это выбрать развертку подходящего размера, которая войдет в отверстие, но при этом будет достаточно большой, чтобы соответствовать вашим требованиям (вам может понадобиться несколько разверток для достижения нужного размера).] Просто вставьте развертку в отверстие и поверните от сверху вниз, пока отверстие не станет достаточно большим.
Подробнее: Как удалить застрявшее сверло из дерева
Как увеличить размер существующего отверстия в металле?
Для больших отверстий в металле требуется сверло большего размера. Итак, ример – это решение. Инструмент может только увеличить существующее отверстие.
Если у вас нет большего сверла, просверлите металл имеющимся сверлом, а затем разверните его. Вот как вы используете развертку, чтобы сделать огромное отверстие.
1. Закрепите заготовку, чтобы обеспечить ее устойчивость при сверлении.
2. Затем разверткой просверлите в металле отверстие большего размера.
3. Затем возьмите развертку, соответствующую нужному размеру отверстия.
4. Увеличивайте отверстие постепенно, а не все сразу.
5. Затем прикрепите развертку к приводному инструменту.
6. Вставьте развертку в отверстие и начните резку.
7. Самая широкая часть развертки завершает разрез.
8. Снимите расширитель после резки.
Почему просверленное отверстие больше размера сверла?
Просверливаемый материал является наиболее распространенной причиной просверленного отверстия большего размера, чем размер сверла. По сравнению с прочными материалами, материалы, которые быстро изнашиваются, имеют отверстия большего размера. Чтобы избежать этой проблемы, используйте сверло меньшего размера, чем требуется.
Чтобы избежать этой проблемы, используйте сверло меньшего размера, чем требуется.
Прежде чем мы попрощаемся, вот несколько последних советов:
- Если вам часто приходится сверлить большие отверстия, лучше просто купить больший сверло.
- Если вам часто приходится сверлить очень большие отверстия, лучше всего приобрести кольцевую пилу.
- Естественно, если вы работаете с деревянным силовым оборудованием, очень важно носить подходящие средства защиты глаз, чтобы опилки и мелкие кусочки дерева не попадали вам в глаза.
Чтобы получить желаемые результаты, вам потребуется правильное оборудование. Сделать отверстие больше, чем сверло, может быть сложно, но есть способы сделать это безопасно, не повредив заготовку.
Вы можете использовать любой удобный для вас способ. В будущем, если вам понадобится что-то починить или заменить, вы можете воспользоваться информацией из этой статьи, чтобы сделать отверстие больше сверла.