Как сделать цанговый патрон своими руками?
Устройство цангового патрона
Устройство цангового патрона достаточно простое. Основная деталь оснастки — это цанга, специальное приспособление в виде втулки с продольными разрезами. Эти разрезы формируют пружинящие лепестки, которые надежно удерживают обрабатываемую деталь. Лепестков может быть три, четыре, шесть и более — в зависимости от диаметра втулки.
На предприятиях машиностроения обычно используют зажимы типа ER. Эти детали имеют по две зоны зажима вдоль оси. Поэтому помещенный внутрь инструмент жестко фиксируется, а радиальные биения отсутствуют, так что их даже не учитывают при расчетах.
Изображение №1: Устройство цангового патрона
Серийные цанговые патроны изготавливают из инструментальной закаленной стали и обладают высокой прочностью и стойкостью к износу. Самодельные зажимы делают из бронзы, латуни, алюминия и стали.
Чем цанговый патрон отличается от кулачкового?
Цанговые патроны, как и кулачковые, представляют собой держатели для инструментов и заготовок, поэтому их часто путают. Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.
Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.
Цанги DIN 6343 тип 148E (F28)
- Цанги DIN 6343 тип 148E (F28)
- D=38 мм
- d=28 мм
- L=70 мм
| Наименование | Код заказа | d1, мм | Отверстие | Склад | |
| Цанга 148E круг | 148E-xx,0 | 2,0-23,0 | Круг | Узнать цену | |
| Цанга 148E квадрат | 148E-xx,0-kant | 2,0-15,0 | Квадрат | — | Узнать цену |
| Цанга 148E шестигр. | 148E-xx,0-hex | 2,0-19,0 | Шестигранник | Узнать цену |
Как работает цанговый патрон?
Расскажем, как работает цанговый патрон, который используется на токарных станках и ручном инструменте.
Оснастка состоит из нескольких цанг и самозажимной гайки, которая оказывает давление на торец патрона. Из-за прилагаемого усилия цанга смещается во втулку, уменьшаясь в размерах, а ее лепестки сжимаются и надежно закрепляют хвостовик инструмента или обрабатываемую деталь. Чтобы снять заготовку, гайку отвинчивают, тем самым увеличивая цангу в диаметре.
Главное преимущество оснастки — способность отлично центрироваться, из-за чего зафиксированный с их помощью инструмент имеет минимальное радиальное биение. А для приведения зажима в действие нет необходимости использовать ключи.
Сферы применения
Фиксирующий инструмент со сменными цангами используется на различного типа станках, где требуется надежное крепление резцов, осевых заготовок, сверл и т. д.:
- фрезерные ЧПУ станки с обрабатывающим центром;
- фрезерное оборудование вертикального, горизонтального типа;
- оборудование сверлильной, расточной, фрезерной групп.
Применение вспомогательных переходников для фиксации обрабатываемых заготовок снижает надежность производственного процесса, а также уровень безопасности. Универсальные патроны с пружинными лепестками оптимизируют работу оператора, так как для замены фрез, метчиков достаточно просто развести цангу, вставить деталь в патрон.
Универсальные патроны с пружинными лепестками оптимизируют работу оператора, так как для замены фрез, метчиков достаточно просто развести цангу, вставить деталь в патрон.
Обозначение цанговых патронов
Обозначение цангового патрона с наружным конусом, предназначенного для фиксации инструмента с цилиндрическим хвостовиком, на чертеже выглядит следующим образом.
Изображение №2: Цанга для универсального станка с конусом номер 50, диаметром под хвостовик (d) 12 мм, длиной 90 мм
В таблице ниже приведены стандартные размеры цанговых патронов, которые важно учитывать в расчетах:
| Обозначение конуса | D | d | l, не более |
| 30 | 31,75 | от 2 до 12 | 90 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 10 до 25 | 100 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 15 до 40 | 110 |
| 40 | 44,45 | ||
| 50 | 69,85 |
Действующие ГОСТы
Главный действующий стандарт, относящийся к такому типу оснастки, — ГОСТ 26539-85.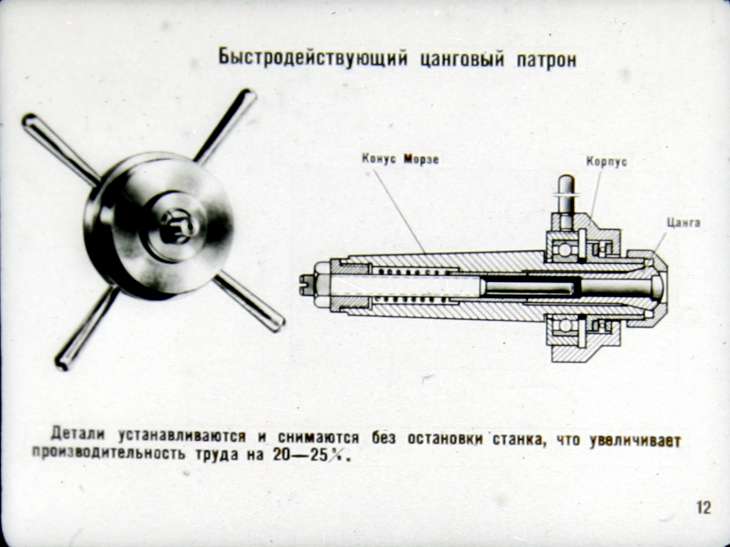 В нем вводятся характеристики и маркировка цангового патрона с наружным конусом 7:24. А в Постановлении Государственного комитета СССР по стандартам №5943 даются следующие рекомендации:
В нем вводятся характеристики и маркировка цангового патрона с наружным конусом 7:24. А в Постановлении Государственного комитета СССР по стандартам №5943 даются следующие рекомендации:
- графические обозначения опор, зажимов и установочных устройств (в том числе цанговых патронов), используемые в технической документации;
- для отображения опор и зажимов применяют сплошные тонкие линии (ГОСТ 2.303-68).
Цанги DIN 6343 тип 173E (F48, 173Е)
- Цанги DIN 6343 тип 173E (F48)
- D=60 мм
- d=48 мм
- L=95 мм
| Наименование | d1, мм | Отверстие | Наличие | Цена с НДС |
| Цанга 173E ∅ 3 мм | 3,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 3,5 мм | 3,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 4 мм | 4,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 4,5 мм | 4,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 5 мм | 5,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 5,5 мм | 5,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 6 мм | 6,0 мм | Круг | 9 шт. | 108,00 EUR |
| Цанга 173E ∅ 6,5 мм | 6,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 7 мм | 7,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 7,5 мм | 7,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 8 мм | 8,0 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E ∅ 8,5 мм | 8,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 9 мм | 9,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 9,5 мм | 9,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 10 мм | 10,0 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E ∅ 10,5 мм | 10,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 11 мм | 11,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 11,5 мм | 11,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 12 мм | 12,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 12,5 мм | 12,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 13 мм | 13,0 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E ∅ 13,5 мм | 13,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 14 мм | 14,0 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E ∅ 14,5 мм | 14,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 15 мм | 15,0 мм | Круг | 15 шт. | 108,00 EUR |
| Цанга 173E ∅ 15,5 мм | 15,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 16 мм | 16,0 мм | Круг | 16 шт. | 108,00 EUR |
| Цанга 173E ∅ 16,5 мм | 16,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 17 мм | 17,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 17,5 мм | 17,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 18 мм | 18,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 18,5 мм | 18,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 19 мм | 19,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 19,5 мм | 19,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 20 мм | 20,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 20,5 мм | 20,5 мм | Круг | 1 шт. | 108,00 EUR |
| Цанга 173E ∅ 21 мм | 21,0 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E ∅ 21,5 мм | 21,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 22 мм | 22,0 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 22,5 мм | 22,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 23 мм | 23 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 23,5 мм | 23,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 24 мм | 24 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 24,5 мм | 24,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 25 мм | 25 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 25,5 мм | 25,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 26 мм | 26 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 26,5 мм | 26,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 27 мм | 27 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 27,5 мм | 27,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 28 мм | 28 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 28,5 мм | 28,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 29 мм | 29 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 29,5 мм | 29,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 30 мм | 30 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 30,5 мм | 30,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 31 мм | 31 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 31,5 мм | 31,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 32 мм | 32 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 32,5 мм | 32,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 33 мм | 33 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 33,5 мм | 33,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 34 мм | 34 мм | Круг | 6 шт. | 108,00 EUR |
| Цанга 173E ∅ 34,5 мм | 34,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 35 мм | 35 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 35,5 мм | 35,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 36 мм | 36 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 36,5 мм | 36,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 37 мм | 37 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 37,5 мм | 37,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 38 мм | 38 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 38,5 мм | 38,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 39 мм | 39 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 39,5 мм | 39,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 40 мм | 40 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 40,5 мм | 40,5 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 41 мм | 41 мм | Круг | 4 шт. | 108,00 EUR |
| Цанга 173E ∅ 41,5 мм | 41,5 мм | Круг | 2 шт. | 108,00 EUR |
| Цанга 173E ∅ 42 мм | 42 мм | Круг | 10 шт. | 108,00 EUR |
| Цанга 173E hex 4 мм | 4 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 4,5 мм | 4,5 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 5 мм | 5 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 5,5 мм | 5,5 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 6 мм | 6 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 6,5 мм | 6,5 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 7 мм | 7 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 7,5 мм | 7,5 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 8 мм | 8 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 9 мм | 9 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 10 мм | 10 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 11 мм | 11 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 12 мм | 12 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 13 мм | 13 мм | Шестигранник | 1 шт. | 133,00 EUR |
| Цанга 173E hex 14 мм | 14 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 15 мм | 15 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 16 мм | 16 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 17 мм | 17 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 18 мм | 18 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 19 мм | 19 мм | Шестигранник | 1 шт. | 133,00 EUR |
| Цанга 173E hex 20 мм | 20 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 21 мм | 21 мм | Шестигранник | нет | 133,00 EUR |
| Цанга 173E hex 22 мм | 22 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 24 мм | 24 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 27 мм | 27 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 30 мм | 30 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 32 мм | 32 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E hex 36 мм | 36 мм | Шестигранник | 2 шт. | 133,00 EUR |
| Цанга 173E квадрат | 4,0-30,0 | Квадрат | 4 шт | Узнать цену |
Делаем цанговый патрон для ручного инструмента и станка
Простейший самодельный цанговый патрон для ручного инструмента можно создать без использования токарного станка. Если же вам требуется оснастка для машины, ее придется вытачивать из заготовки и без специальных знаний здесь не обойтись.
Если же вам требуется оснастка для машины, ее придется вытачивать из заготовки и без специальных знаний здесь не обойтись.
Способ 1. Простейшая цанга из проволоки
Для оснащения дрели с малой мощностью двигателя, которая будет использоваться для работы с деревянными и пластиковыми заготовками, подойдет миниатюрная муфта-цанга, спаянная из стальной проволоки. Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя.
Фотография №2: Простейший цанговый зажим из проволоки
Для работы потребуются такие инструменты и материалы:
- цилиндрическая заготовка из металла, диаметр которой совпадает с диаметрами выходного вала двигателя и сверла;
- стальная проволока толщиной 1 мм;
- электрический паяльник;
- флюс для пайки или КФЭТ.
Проволоку следует намотать на болванку, формируя жесткую пружину. Витки проволоки необходимо располагать максимально близко друг к другу. Готовую пружину пропаивают прямо на заготовке, используя флюс или КФЭТ.
Готовую пружину пропаивают прямо на заготовке, используя флюс или КФЭТ.
Получившуюся цанговую муфту надевают на вал электродвигателя, а в отверстие на противоположном конце вставляют сверло.
Способ 2. Цанговый зажим из винта
Цанговый патрон со схожими характеристиками можно изготовить и другим способом. Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
Фотография №3: Заготовки для изготовления цангового зажима
Для работы потребуются:
- болт или винт на 8 мм;
- закрытая гайка М8;
- болгарка с диском по металлу;
- дрель и сверла на 2 и 5 мм.
Фотография №4: Цанговый патрон из винта, установленный на электродрель, в работе
В ножке болта просверлите отверстие на 3 мм. Сделайте крестообразно два ровных осевых пропила болгаркой или ножовкой по металлу. После этого в закрытой гайке ровно по центру просверлите отверстие диаметром 2 мм. Расширьте его до 5 мм. Закруглите край болта, чтобы получился конус. Готовый цанговый патрон перед применением необходимо отцентрировать. Только в этом случае он будет работать корректно.
После этого в закрытой гайке ровно по центру просверлите отверстие диаметром 2 мм. Расширьте его до 5 мм. Закруглите край болта, чтобы получился конус. Готовый цанговый патрон перед применением необходимо отцентрировать. Только в этом случае он будет работать корректно.
Способ 3. Самодельный цанговый патрон для фрезерного станка
Самодельный цанговый патрон для фрезерного станка можно изготовить на токарном станке. Для оснастки потребуется стальная болванка (кругляк диаметром 40 мм и высотой 70 мм). Работа проводится в два этапа. Вначале делается корпус патрона, потом зажимная гайка.
Фотография №5: Цанга для фрезерного станка, выточенная на токарном станке
Изготовление корпуса патрона:
- Зажмите болванку в патрон обратными кулачками.
- Просверлите в ней сквозное отверстие по оси и расточите его.
- Нарежьте в отверстии резьбу М27 х 2.
- Обточите наружную поверхность болванки.
- Подрежьте торец, который станет опорой для базовой опорной поверхности на шпинделе.

- Снимите полученную оправку с патрона и трехкулачковый патрон со станка и навинтите оправку на шпиндель до упора.
- Расточите цилиндрическую и коническую поверхности гнезда под цангу.
- Проточите конец оправки и нарежьте в нем резьбу для зажимной гайки.

Изготовление зажимной гайки:
- Заготовку зажмите в обратные кулачки трехкулачкового патрона.
- Просверлите в ней отверстие, расточите внутреннюю полость.
- Проточите внутреннюю торцевую опорную поверхность.
- Нарежьте в гайке ответную резьбу.
- Навинтите гайку на патрон, предварительно установленный на шпиндель станка.
Получившуюся оснастку можно усовершенствовать для более простой фиксации инструмента. С этой целью проводят накатку рифлений на боковых поверхностях корпуса патрона и гайки и делают пазы в наружных боковых поверхностях.
Цанги DIN 6343 тип 140E (F22)
- Цанги DIN 6343 тип 140E (F22)
- D=30 мм
- d=22 мм
- L=55 мм
| Наименование | Код заказа | d1, мм | Отверстие | Склад |
| Цанга 140E круг | 140E-xx,0 | 2,0-16,0 | Круг | Узнать цену |
| Цанга 140E квадрат | 140E-xx,0-kant | 2,0-11,0 | Квадрат | Узнать цену |
Цанга 140E шестигр. | 140E-xx,0-hex | 2,0-13,0 | Шестигранник | Узнать цену |
Крепление цангового патрона на станке и ручном инструменте
Крепление цангового патрона и его центрирование выполняются на шпинделе токарного станка. Отметим, что диаметры патронов и методы их установки стандартизированы. К самым распространенным конструкциям конца шпинделя относят крепежи типа C и типа D (cam-lock). Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Теперь расскажем, как отцентрировать цанговый патрон на валу двигателя ручного инструмента (электродрели). Регулировку проводят в двух плоскостях, при этом вначале устраняют биение в одной плоскости, потом — в другой. Ход работ:
- Зафиксируйте дрель на столе (в лежачем положении).
- Прокрутите патрон, чтобы нужная пара болтов стала параллельна столу.
- Проверните патрон на 180 градусов и зафиксируйте отклонение патрона.
- Исключите биение, подтягивая и ослабляя пару винтов.

Аналогичным образом поступают со второй парой винтов. Чтобы отклонение в двух плоскостях было заметнее, используйте длинное сверло.
Цанги DIN 6343 тип 161E (F32)
- Цанги DIN 6343 тип 161E (F32)
- D=45 мм
- d=32 мм
- L=75 мм
| Наименование | Код заказа | d1, мм | Отверстие | Склад |
| Цанга 161E круг | 161E-xx,0 | 2,0-26,0 | Круг | Узнать цену |
| Цанга 161E квадрат | 161E-xx,0-kant | 4,0-28,0 | Квадрат | Узнать цену |
| Цанга 161E шестигр. | 161E-xx,0-hex | 2,0-22,0 | Шестигранник | Узнать цену |
Цанги DIN 6343 тип 163E (F35)
- Цанги DIN 6343 тип 163E (F35)
- D=48 мм
- d=35 мм
- L=80 мм
| Наименование | Код заказа | d1, мм | Отверстие | Склад |
| Цанга 163E круг | 163E-xx,0 | 2,0-30,0 | Круг | Узнать цену |
| Цанга 163E квадрат | 163E-xx,0-kant | 4,0-21,0 | Квадрат | Узнать цену |
Цанга 163E шестигр. | 163E-xx,0-hex | 4,0-26,0 | Шестигранник | Узнать цену |
Цанги DIN 6343 тип 171E (F42)
- Цанги DIN 6343 тип 171E (F42)
- D=55 мм
- d=42 мм
- L=94 мм
| Наименование | Код заказа | d1, мм | Отверстие | Склад |
| Цанга 171E круг | 171E-xx,0 | 3,0-37,0 | Круг | Узнать цену |
Цанговый патрон для токарного станка: назначение и виды цанг
Трехкулачковый зажимной механизм, конечно же, способен ежеминутно сжимать и разжимать детали в процессе обработки, но такой режим богат контраргументами и главные из них – разорительно для собственно производителя и утомительно для станочника.
Применение легких станков (массой до 1000 кг) эти вызовы не решали, а с проблемой покончили изобретением цанги в зажимном устройстве, впоследствии переселившиеся в прутковые автоматы и обрабатывающие центры с ЧПУ.
Содержание:
- 1 Назначения
- 2 Виды цанг
- 3 Как работает цанговый зажим?
- 4 Конструктивные особенности
- 5 Какой лучше выбрать?
Назначения
Цанговый патрон – это механизм, предназначенный для быстротечного зажима цилиндрического и иного сечения (четырехгранных, шестигранных и др. ) прутков, заготовок или режущего инструмента. Чаще применяются при финишных операциях.
) прутков, заготовок или режущего инструмента. Чаще применяются при финишных операциях.
Цанга – это стальная калёная втулка (или из иного упругого материала) с неполными разрезами по бокам, образующие лепестки, пружинящего свойства (возвращаются в исходное положение). Эти свойства применены в основах процесса зажима — разжима и центрирования заготовки в рабочей зоне станка.
Эффект от внедрения данного типа зажимов проявлен при:
- восстановлении режущих кромок свёрл, метчиков и фрез;
- производстве деталей из пруткового материала, труб и точного литья;
- фиксации заготовок с обратной поверхностью;
- работе по предварительно обработанному материалу.
Применением выравнивающих вкладышей решается проблема несоответствия поверхности заготовки размерам цангового зажимного механизма.
Виды цанг
Зажимные цанговые устройства конструктивно разделены на:
- втягиваемые – зажим происходит при утоплении цанги в зажимном механизме;
- выдвижные – фиксируют заготовки при их выдвижении из патрона;
- неподвижные – зажимают деталь наездом конусного отверстия зажимного устройства на коническую рабочую поверхность неподвижной цанги.

По назначению разделены на:
- подающие – захватывают и выдвигают часть прутка в зону обработки;
- зажимные – только фиксируют заготовку в патроне (подобие цанги цангового карандаша), без выполнения иных функций.
Читайте также: токарный станок с ЧПУ своими руками
Как работает цанговый зажим?
Выполнен в виде втулки с усеченным конусом, имеющим отверстие заданной конфигурации (круглое, четырехгранное, шестигранное и др.). Вдоль цанги сделаны пропилы, формирующие зажимные лепестки с коническими рабочими поверхностями.
Принцип работы устройства таков:
- при зажиме, в отверстие, образованное зажимными лепестками:
вставляется заготовка; - патрон закручивается по резьбе;
- коническая поверхность патрона наезжает на рабочую поверхность цанги;
- лепестки сжимаются, захватывая и центрируя заготовку;
устройство зажимает предмет. - извлекается деталь вращением патрона в обратном направлении и снятием его усилия с поверхности лепестков цанги.

Конструктивные особенности
Цанги изготавливают из инструментальных и легированных сталей с особенностью закалки:
- рабочую часть закаливают до требуемой твёрдости;
- хвостовик подвергают отпуску до оптимальной величины.
- Будучи самозажимными, устройства не требуют применения дополнительных винтов, шпилек или стопорных элементов.
- Точность центрирования обеспечивается упруго деформируемыми зажимными элементами, называемые лепестками, перемещающимися в рабочем пространстве одновременно. Этим обеспечивается их самоцентрирование.
- Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм.
- Усилия при изгибе лепестков не должны превышать пределы значений их упругости. Отсюда, требование к точности диаметра детали для базирования в зажимном устройстве.
- БЕЗОСТАНОВОЧНЫЙ цанговый патрон Батроханова, позволяет вести установку и смену заготовок без остановки вращения шпинделя. Скорость обработки ограничивается частотой оборотов, какие способны выдержать подшипники станка.
- Характерной особенностью цанговых устройств является:
 Скорость обработки ограничивается частотой оборотов, какие способны выдержать подшипники станка.
Скорость обработки ограничивается частотой оборотов, какие способны выдержать подшипники станка.- применимость в диапазоне размеров заготовок, от минимальных до ниже средних;
- высокая скорость резания при малых подачах;
- повышенные требования к точности размеров заготовок и хвостовиков инструмента и их незначительные отличия от размеров отверстий, образованных зажимными лепестками.
Какой лучше выбрать?
Способы установки токарных цанговых патронов на шпинделе станка определяют выбор. Принятие решения о выборе оборудования должно обосновываться на точном знании диаметра пояска и параметров конусности.
Вариантов установки зажимного механизма в станке обнаружено три:
- посредством специального фланца;
- посадкой на конус Морзе;
- навинчивание на резьбовой конец шпинделя.
Диаметр хвостовика инструмента или обрабатываемой заготовки определяет количество зажимных лепестков цанги.
- шестилепестковый – для диаметров свыше 80 мм;
- четырехлепестковый – до 80 мм;
- трёхлепестковый – до 3 мм.
При выборе ВАЖНО ПОМНИТЬ, что для инструментов и заготовок, различных форм и размеров, должны применяться соответствующие им цанговые втулки.
Поделиться в социальных сетях
вопросов по цанговым патронам своими руками | Хобби-машинист
Странтор
Активный пользователь
- #1
Я подумываю сделать самодельный цанговый патрон ER40 для моего токарного станка Logan 9 дюймов со шпинделем 1,5 дюйма X 8 т/д.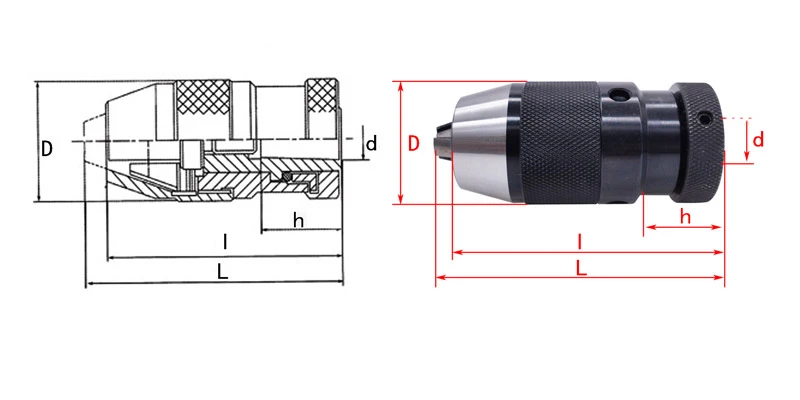
Я просматриваю в сети несколько дизайнов и кажется, что у меня есть куски металла подходящего размера, чтобы что-то сделать, но это все алюминий. Можно ли сделать цанговый патрон из алюминия?
У кого-нибудь есть размеры цанги ER40? Мне не на что смотреть.
Спасибо.
Странтор
Активный пользователь
- #2
Насколько важен этот паз?
На них видно, как цанга входит в канавку, но нужно ли это?
Все самодельные цанговые патроны, с которыми мне приходилось сталкиваться, предпочитали покупать цанговую гайку, а не изготавливать ее; это из-за того, что эту канавку трудно обрабатывать?
omni_dilletante
довольно активный
- #3
Канавка имеет решающее значение, так как она вытягивает цангу из конуса при ослаблении гайки.
Я не знаю, насколько сложно это обрабатывать, я все еще набираюсь смелости, чтобы начать обрабатывать свой патрон ER40. Но в основном это дыра, вырезанная по центру. Таким образом, если вы смогли вырезать канавку на токарном станке с меньшим отверстием, вы смогли выполнить самую сложную деталь.
Гайка имеет метрическую резьбу. Мой токарный станок не нарезает метрическую резьбу, поэтому я сталкиваюсь с выбором: сделать гайку самостоятельно или найти метрическую резьбу, нарезанную с опозданием, чтобы нарезать резьбу на моем патроне.
странтор сказал:
Насколько важен этот паз?
Посмотреть вложение 78841
На них видно, как цанга входит в канавку, но нужно ли это?Все самодельные цанговые патроны, с которыми мне приходилось сталкиваться, предпочитали покупать цанговую гайку, а не изготавливать ее; это из-за того, что эту канавку трудно обрабатывать?
Нажмите, чтобы развернуть.
..

Странтор
Активный пользователь
- #4
Нельзя ли сделать что-нибудь попроще, как одно из двух ниже, со стандартной резьбой? Я понимаю, что цанга будет зажата внутри, но ее можно извлечь, просверлив отверстие сбоку, как отверстие для выброса патрона Джейкобса.
Дон Б.
Активный пользователь
- #5
omni_dilletante сказал:
Я не уверен, насколько сложно это обрабатывать, но я все еще набираюсь смелости, чтобы начать обработку моего патрона ER40. Но в основном это дыра, вырезанная по центру. Таким образом, если вы смогли вырезать канавку на токарном станке с меньшим отверстием, вы смогли выполнить самую сложную деталь.
Нажмите, чтобы развернуть…
Извлекающее кольцо будет нетрудно изготовить, особенно если гайка начата на 4-х кулачковой, вы просто сместите 4-х кулачковую шкалу и закончите отверстие, самая сложная часть с гайкой будет видимость при разрезании конуса, и измерьте конусность, чтобы получить правильное положение посадки цангового патрона ER (т. е. убедиться, что цанга зажата на конусе гайки, а не на экстракционном кольце), надеюсь, это ясно .
Байтог
Модератор группы машинистов Флориды
- #6
Вы уверены, что не сможете нарезать резьбу 1,5 мм? Какой-нибудь умный парень может помочь вам, если вы расскажете нам, какой у вас токарный станок. Это может оказаться проще, чем изготовление гайки.
Я читал отчеты мастеров-любителей, делающих ER-патроны из алюминия, так что это должно подойти для легкого использования. Приобретение куска стали или чугуна может быть лучшей идеей, если вы планируете выполнять много цанговых работ.
Попробуйте эту ссылку для размеров ER http://www.takayama-shoji.co.jp/rego/pdf/13_technical_information.pdf
12 болтов
Глобальный модератор
- #7
Странтор
Активный пользователь
- #8
12 болтов сказал:
Нажмите, чтобы развернуть.
 ..
..Спасибо, я это видел. Этот патрон довольно классный, но немного больше, чем я хочу откусить прямо сейчас… или в любой момент в обозримом будущем (возможно, после выхода на пенсию). Я рассматриваю более простые конструкции; что-то вроде этого я имею в виду:
http://www.tallgrasstools.com/ER-32ColletKit.html
GK1918
Активный пользователь
- #9
странтор сказал:
Не мог бы я сделать что-нибудь попроще, как один из двух ниже, со стандартными потоками? Я понимаю, что цанга будет зажата внутри, но ее можно извлечь, просверлив отверстие сбоку, как отверстие для выброса патрона Джейкобса.
Посмотреть вложение 78842
Нажмите, чтобы развернуть…

Ваше первое фото очень похоже на мой 3CH У меня есть стопорное кольцо, но я им не пользуюсь и это не страшно, я просто откручиваю и парочку зажигаю
ударяет по концевой фрезе, и она сразу выпадает. вот такой держатель я точил
sam
Странтор
Активный пользователь
- #10
ГК1918 сказал:
Ваша первая фотография очень похожа на мою 3CH. У меня есть стопорное кольцо, но я им не пользуюсь, и это не имеет большого значения, я просто откручиваю и пару легких ударов
сбоку по концевой фрезе, и оно сразу выпадает.сам
Нажмите, чтобы развернуть…
 вот такой держатель я точил
вот такой держатель я точилДа, сэр, это то, что я планировал получить сейчас, но кто знает; может быть, это поможет мне навсегда? Все, что мне нужно на данный момент, это крепление концевой фрезы, поэтому ваш дизайн должен помочь мне, но в будущем я хотел бы иметь универсальность цанги.
Есть ли в этом корпусе отдельные втулки для концевых фрез разных размеров, или у вас есть отдельные корпуса для концевых фрез каждого размера? который накручивается на внешнюю резьбу шпинделя, верно?
Победитель – Самодельный цанговый патрон 5-C
ozzie46
Активный пользователь
- #1
Я работал над этим около месяца и наконец закончил. Что я могу сказать, я sloooooow.
* Я не могу претендовать на какую-либо оригинальность дизайна, за исключением тех случаев, когда я отклонился от плана.
Джентльмен по имени Пэт Луп был дизайнером и строителем оригинала. Я в долгу перед ним за его дизайн.
*Поскольку я не знаю права на копирование планов, я не публикую их здесь. Если кто-нибудь знает, предназначены ли планы для свободного распространения, дайте мне знать, и я опубликую их.
*Я нашел планы в Интернете примерно на 2005 год и только сейчас набрался смелости, чтобы попытаться построить их.
* Вот снимок всех выложенных деталей.
* Первым делом я сделал цанговый держатель. Это мягкая сталь
*Три ушка, которые вы видите торчащими вверх, должны были быть сделаны как единое целое с держателем, но так как на цанговой гайке есть довольно большая канавка для выступающего выступа, я боялся, что у меня будут проблемы с ее обработкой. Как оказалось, я был прав, так как у меня были проблемы с обработкой канавок подшипника глубиной 0,060. Итак, я сделал уши * из 3 отдельных частей, и после того, как задняя пластина была сделана, я скрепил все это болтами, приварил их к цанговому держателю и обработал. Прерванные сокращения, Yikes!! Но я сделал это.
Как оказалось, я был прав, так как у меня были проблемы с обработкой канавок подшипника глубиной 0,060. Итак, я сделал уши * из 3 отдельных частей, и после того, как задняя пластина была сделана, я скрепил все это болтами, приварил их к цанговому держателю и обработал. Прерванные сокращения, Yikes!! Но я сделал это.
*Меньший диам. то, что торчит спереди, было сделано отдельной деталью, так как у меня не было достаточно большого куска материала, чтобы обработать его за один раз. Я выточил углубление глубиной около 0,250 в детали диаметром 5 дюймов, а затем сделал меньшую деталь посадкой с натягом и вдавил ее, а затем прикрутил ее болтами с головкой под торцевой ключ с головкой под торцевой ключ 1/4-20, она никогда не оторвется.
* Следующей деталью была задняя пластина. Она сделана из чугуна.
Я сделал копию резьбы моего шпинделя, чтобы использовать ее в качестве шаблона, когда я навинчиваю заднюю пластину, чтобы она подошла по размеру (извините, нет фото). из них) На самом деле я сделал 2, но первый испортил. 0020
0020
*Следующей была цанговая гайка. Это мягкая сталь, и я использовал цангу в качестве калибра для резьбы, чтобы получить хорошую посадку и здесь.
* *Здесь вы можете увидеть гребень, о котором я упоминал ранее.
* Я просверлил вокруг него отверстия на 1/4 дюйма, чтобы использовать зажимной стержень для затягивания цанги, а также* использовал концевую фрезу со сферическим наконечником 3/16 для удержания пальцев, чтобы облегчить завинчивание гайки на цанге.
* *Единственная функция этой детали, насколько я могу судить, состоит в том, чтобы удерживать ключ, который останавливает вращение цанги. Присмотритесь, и вы увидите ключ внизу на внутреннем диам. Он удерживается 3 винтами с потайной головкой 6-32 с шестигранной головкой.
*На этих снимках вы можете увидеть более 260 1/8 шариков из хромированной стали, из которых состоят подшипники. На части цангового держателя находится около 134 шариков, затем надевается цанговая гайка и еще около 134 шариков с небольшим количеством литиевой смазки для смазки.
Затем все было подобрано и скреплено болтами с помощью 6 1/4-20 x 2in SHCS.
* Я установил его на токарный станок и замерил его с помощью циферблатного индикатора, и у меня было около 0,002 общего биения. Я ослабил винты и слегка постучал по нему пластиковым молотком, и он показал 0,0005 TIR. Я снова все затянул и сначала вставил цангу 3/16 с концевой фрезой 3/16 в хвостовик, оставив часть вала открытой, чтобы на этот раз можно было использовать циферблатный индикатор, и он показал 0,0005 TI.* Я позвонил это чертовски хорошо и начал делать его блестящим. Примерно через 3 часа работы напильником и наждачной шкуркой получилось вот что.
*Без цанги.
*С цангой.
Я поискал в Интернете и обнаружил, что патрон был представлен в старом журнале “Projects in Metal”, который, как мне кажется, теперь называется “Home Shop Machinist”.
* Выпуск Том 1 № 3 – июнь 1988 г.
Рон
Чарли Дэвидсон
Активный пользователь
- #2
Хорошая работа и хорошая рецензия :man:
Старое железо
Активный пользователь
- #3
Хорошая работа с патроном. Он выглядит так же хорошо, как тот, который я получил от Tools4Cheap.
Пол
Ноябрь Рентген
Активный пользователь
- #4
Хорошая работа! Спасибо за фотографии, как вы думаете, вместо того, чтобы сваривать три выступающие части, их можно было бы вместо этого закрепить штифтами, а затем зажать между двумя внешними частями с помощью SHCS?
Спасибо!
ozzie46
Активный пользователь
- #5
Спасибо, Чарли (извините, но на ум приходит тот старый рекламный ролик, вы знаете, “Извини, Чарли, только лучшее для Старки__”)
Без обид.
Спасибо, Пол
Ноябрь Рентген, я думаю, вы могли бы использовать, скажем, 1/8 установочный штифт, но не больше, если вы не удлинили стойки.
Рон
Чарли Дэвидсон
Активный пользователь
- #6
ozzie46 сказал:
Спасибо, Чарли (извините, но на ум приходит тот старый рекламный ролик, вы знаете, “Извините, Чарли, только лучшее для Старки_ _”)
Без обид.
Нажмите, чтобы развернуть…
Все в порядке, лесбиянка однажды сказала мне то же самое: «Извини, Чарли, но мы тоже любим хорошего тунца»
joe_m
Активный пользователь
- #7
Отличный патрон! Последние штрихи (делающие его блестящим) действительно делают его похожим на профессиональную вещь, купленную в магазине. Спасибо, что написали.
Билл Груби
Гость форума
- #8
Хорошая работа. Этот Чак также был опубликован в 80-х или начале 90-х годов в HSM, я полагаю. Я посмотрю, смогу ли я найти проблемы.
“Билли Джи” :думая:
ozzie46
Активный пользователь
- #9
Спасибо joe_m
Спасибо Billy G.
Это то, что я разместил под последней картинкой;
(Я провел поиск в Интернете и обнаружил, что о Чаке рассказывалось в старом журнале «Проекты в металле», который, как мне кажется, теперь называется «Машинист в мастерской».
* Выпуск — том 1, № 3 — июнь 1988 г.)
Рон
7HC
Активный пользователь
- #10
Теперь это выглядит так хорошо, что отполировано, хотя теперь окружающий токарный станок выглядит потрепанным! :lmao:
Просто из интереса (на данный момент это слишком продвинутый проект для меня) я искал статью и сразу нашел оригинал в формате PDF.