Как самому сделать качественный кондуктор для ковки? — moyakovka.ru
Кованая настенная вешалка, декорированная вензелями, кольцами, завитками, торсированными прутками, листьями. Фото Мир ковки 57
Кованые завитки представляют собой декоративные элементы различных конфигураций. Они используются при изготовлении орнаментов и узоров, которые подходят для украшения практически любых предметов и конструкций из металла. Разнообразие видов и размеров является не единственным достоинством данных деталей:
- прочность;
- стойкость к ударам, коррозии, ультрафиолетовым лучам, температурам;
- привлекательный внешний вид;
- простота ухода;
- легкость сборки и крепления;
- продолжительный срок службы.
Компании-производители предлагают широкий ассортимент кованых завитков. Альтернативой покупке готовых деталей является самостоятельное изготовление декоративных элементов.
Как сделать кованый завиток своими руками, видео изготовления, чертежи, расчеты, размеры, гибка
Будущим кузнецам, желающим попробовать собственные силы в обработке металла посредством ковки, рекомендуется начать оттачивать мастерство именно с изготовления кованых завитков.
Подробные инструкции о создании завитков разных форм представлены далее.
Необходимое оборудование, инструменты и приспособления для горячей (художественной) и холодной ковки: улитка, волна, наковальня и другие
В зависимости от выбранной технологии работы с металлом исполнителю потребуется различный набор оборудования и инструментов.
Горячая ковка подразумевает использование молотка (или молота) и наковальни.
Создание завитка на станке типа улитка.
Холодная ковка выполняется на специальном оборудовании: станок «волна» позволяет получать детали с волнообразными изгибами и менять их направление, «улитка» (кондуктор) предназначена для создания спиралевидных завитков. Возможно также применение шаблонов для изготовления завитков.
Некоторые исполнители также выполняют горячую и холодную ковку с помощью специальных шаблонов, лекал.
Смотрите также: раздел про станки для завитков, где их можно купить и про самодельные станки.
Необходимые материалы: профильная/профтруба, прутки, полоса
Кованые завитки могут производится из металлических заготовок разных форм:
- профильные трубы:
- прутки с круглым и квадратным сечением;
- полосы.
Важные вопросы: как рассчитать длину заготовки, как нарисовать и так далее
При выполнении гибки и ковки у исполнителей возникает большое количество технических вопросов.
Прорисовка завитка в натуральную величину, которая выполняется мелом или карандашом, упрощает изготовление элемента.
Подсчет размера металлической заготовки необходимо выполнить посредством сложения величин прямо- и криволинейных участков. Для этого исполнители нередко применяют обычную веревку или проволоку, которая прикладывается к изгибам. Полученная величина измеряется с помощью рулетки. Также используют инструмент курвиметр.
Другие важные нюансы рассмотрены в видеообзорах, представленных далее.
Основополагающие особенности
Есть несколько вариантов, как самому сделать кондуктор для ковки, при этом каждый из них имеет свои плюсы и минусы. Чаще всего используются стационарные платформы, где надо прилагать много сил, но делаются они проще других. На втором месте по сложности находится механическая наборная система. Самый сложный вариант — это кондуктора с электрическим приводом.
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Вся система выстраивается по спирали, но в зависимости от ситуации используются 2 системы — Архимедова спираль и Фибоначчи. Выбор зависит исключительно от желаемого результата (чаще используется вариант с Архимедовой спиралью).
В первом случае спираль имеет постоянную ширину, несмотря на размах витка. При изготовлении кондуктора удержать постоянство очень не просто, но игра стоит свеч. Практических минусов у такого подхода нет, но не все хотят видеть у себя популярную конструкцию.
В случае со спиралью Фибоначчи идет стабильное увеличение. На такую спираль уходит меньше материала, но и выглядит она более жидкой, из-за чего используется не часто. Ее необычный внешний вид в первую очередь интересует любителей чего-то необычного, а таких в 21 веке очень много. Плюсов у системы очень много, но есть и минус — отсутствие надежности, так как спираль редко насчитывает более одного полного витка.
Существует два варианта кондукторов — для правшей и левшей. В результате разницы не будет, но напрямую от этого зависит удобство для мастера. В данном случае, чтобы определить, какой рукой работать удобнее, нужно попробовать оба варианта.
Изготовление платформы
Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки.
Данный способ самый простой, но для его использования потребуется дополнительная поверхность (стол, тиски или наковальня), на которой можно будет зафиксировать (утопить) конструкцию.
Вся работа проходит поэтапно, каждый из которых обязателен для выполнения:
- Отрезается 2 стальные пластины 10*10 см и 15*15 см.
 Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы. - Делаются отрезы от стальной полосы аналогичной толщины (можно немного уменьшить, т.к. не в каждом городе можно найти плотную полосу). Длина отрезов зависит от предполагаемого размера витка, а также от диаметра прута, на который идет расчет (оптимально 10 мм). Когда приходит опыт, то такие отрезы делаются уже на глаз, но в самом начале придется использовать бумагу-миллиметровку.
- Поверх полученного рисунка плоскогубцами выгибается полоса. В итоге должны получиться 3 отреза на 1, 2 и 3 витка. Их нельзя будет между собой соединить, но в работе такой порядок позволит очень быстро решать любую поставленную задачу.
- Делаются 3 отрезка профилированной трубы по 5-8 см. Чем толще будут стенки, тем лучше. Иногда мастера совмещают две профилированные трубы и взаимно фиксируют их сваркой. Чем больше длина у «ножек», тем больше шансов на слом, поэтому не стоит лишний раз их удлинять.
- Все элементы свариваются воедино. Сначала приваривается улитка (внимательно надо смотреть за ее расположением, чтобы работать было удобно), затем ножка. В обратном порядке будет неудобно.
- Отрезается пруток и фиксируется на самой короткой спирали таким образом, чтобы при вхождении рабочего прута в спираль пруток выполнял роль фиксатора.
 Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
В итоге получается 3 формы разной длины. Благодаря такой конструкции можно за считанные минуты загибать прут диаметром до 10 мм до 3 оборотов, но для этого потребуется некоторое приложение физической силы. Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Механическая наборная система
Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.
Тут сложность заключается не в изготовлении платформы, а в двигательной системе. Площадка может быть выполнена способом, описанным выше, но ее можно исполнить и более сложным способом, который повысит уровень комфорта при работе:
Площадка может быть выполнена способом, описанным выше, но ее можно исполнить и более сложным способом, который повысит уровень комфорта при работе:
- Вырезается из листовой стали пластина 15-15 см.
- На миллиметровой бумаге делается рисунок спирали на нужное количество витков.
- Из стальной полосы делается отрез нужной длины, после чего сворачивается плоскогубцами в спираль, чтобы полностью совпадал по своим габаритам с рисунком.
- Спираль прикладывается к пластине и полностью переводится на нее. Нужно это для того, чтобы потом можно было проще сориентироваться.
- При помощи ножовки по металлу спираль разрезается на нужное количество элементов, каждый из которых равен 1 витку.
- С шагом в 4 см к каждому элементу привариваются ножки из стального прутка. На том же месте, где ножки у прутка, в пластине располагаются отверстия.
Пробойник.
Основание из трубы делается таким образом, как и ранее. Этот же аспект касается прутка-фиксатора в спирали.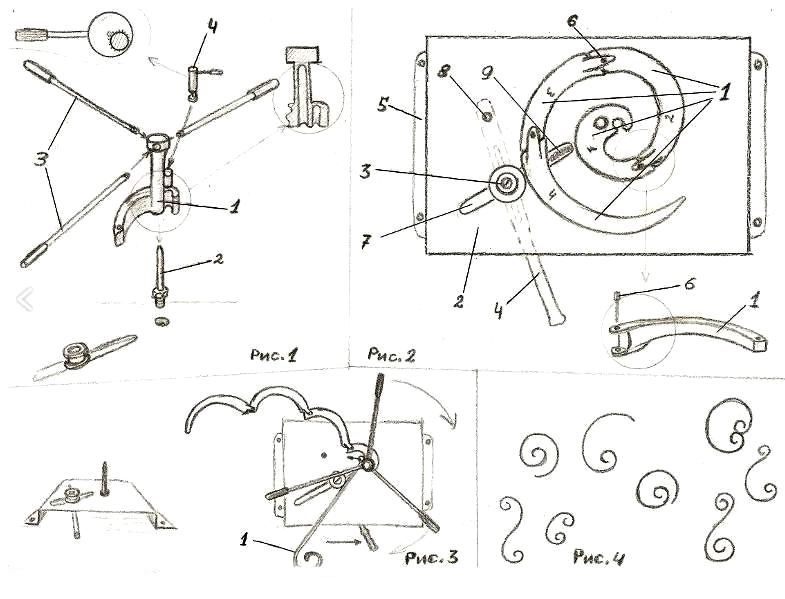 Единственная разница в изготовлении платформ — это то, что сваркой фиксируется лишь самая маленькая спираль, а остальные устанавливаются наборным образом.
Единственная разница в изготовлении платформ — это то, что сваркой фиксируется лишь самая маленькая спираль, а остальные устанавливаются наборным образом.
Более сложная часть — это ручная система, которая приводит механизм в движение. Для удобства можно использовать механизм с четным количеством шестеренок по типу часового. Если нет желания долго выстраивать систему, то можно воспользоваться принципом велосипеда — 2 шестерни и кожух, причем нужно сработать систему на понижение оборотов, что в значительной мере позволит уменьшить прилагаемые усилия.
На выходе устанавливается дополнительный вращающийся элемент, который будет служить формой для трубы. А в движение механизм приводится вращающейся ручкой (самый удобный вариант — от советской мясорубки).
Система с электрическим приводом
Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.
Платформа в данном случае чаще всего наборная, т.к. делать сложный механизм и примитивную рабочую площадку по меньшей мере нелогично. Сама же система изготавливается следующим образом:
Сама же система изготавливается следующим образом:
- Потребуется сильный электродвигатель. Обычно подобные двигатели используются на УБДН, стационарных циркулярных пилах и т.п. электротехнических приспособлениях, требующих немалых мощностей.
- К двигателю крепится понижающий инвертор, который понижает обороты, но повышает мощность вращения.
Вывод на платформу осуществляется ровно таким же образом, как и с ручным приводом. А вот включаться будет при помощи обыкновенного тумблера. Особо придумывать что-то не придется, т.к. система на практике довольно простая. Единственное осложнение — это обязательное наличие места электропитания, т.к. руками механизм в движение не приводится.
У данного станка есть еще одна особенность — нужен дополнительный пруток, устанавливаемый на дистанции 20 см от рабочей поверхности. Этот пруток будет служить упором для загибаемой заготовки, чтобы лишний раз не отвлекаться. Его можно организовать и для ручного механизма.
Обычно такие приспособления идут в качестве основных в организациях, занимающихся гнуто-кованными изделиями.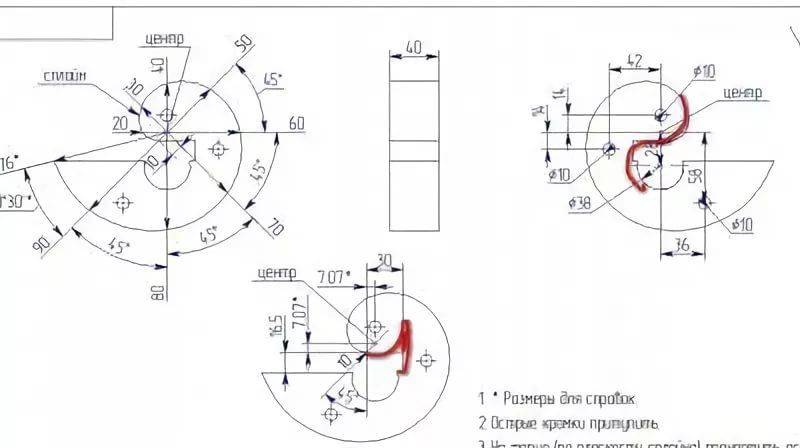 Несмотря на достаточно простое описание работы системы, на практике ее изготовить гораздо сложнее, чем любую другую.
Несмотря на достаточно простое описание работы системы, на практике ее изготовить гораздо сложнее, чем любую другую.
Обратный
- Из полосы 40х4, длиной 50 см. выполняется кондуктор, позволяющий создавать завитки, волюты и спирали с обратным завитком.
- Полоса гнется с помощью подкладной вилки, зафиксированной в тисках, а также ручной вилки. Таким образом, получается спираль, часть которой удаляется болгаркой.
- Получившаяся деталь приваривается к листу металла небольшого размера.
- Пруток квадратного сечения нагревается, кончик обрабатывается, получается завиток. Заготовке придается обратный изгиб с помощью изготовленного своими руками лекала.
Как выковать окончание завитков, запятых, волют и других элементов
Производители предлагают клиентам завитки с раскатанным и нераскатанным окончанием. Первая группа элементов обладает более изящным и ярким дизайном. Чаще всего детали имеют окончание в виде узора «гусиная лапка». Как сделать своими руками завиток в подобным окончанием вы увидите далее.
- Завиток с окончание «гусиная лапка» делается с помощью штампа из каленой стали, на поверхности которого присутствуют неглубокие канавки.
- Заготовка разогревается и помещается на штамп, окончание простукивается молотком. Таким образом исполнителю не потребуется специальный станок.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Как сделать запятую, какой диаметр выбрать
- Пруток с сечением в 10 мм. нагревается, на конце заготовки делается глазок и закручивается. В результате аккуратных постукиваний молотка получается тугой завиток.
- Заготовка придается изгиб, для этого используется ручная и подкладная вилки.
- Ненужная часть заготовки удаляется, обрубается, второй конец обрабатывается, оттягивается.
- В результате получается две запятые. Более подробно ролик описан на этой странице.
Ниже приводятся еще описания, перечень будет пополняться.
Станок для гибки волют | Страница 3
Serega76
Подмастерье
- #41
Васек написал(а):
Serega76, зависит от редуктора.
Нажмите для раскрытия…
 А так у меня ч-80 работает уже много лет.
А так у меня ч-80 работает уже много лет.Спасибо, а то я всю голову сломал. У меня цилиндрический двухступенчатый моторредуктор, на выходе 10.5 оборотов
antropik07
Подмастерье
- #42
_Русский Партизан_
Подмастерье
- #43
Здравствуйте товарищи. Интересна тема станка для завитков. Я сделал этот станок лет уже 7 назад и так он у меня и стоял без дела. Не разу им не пользовался. Вообще. Ибо всегда работаю на горячую – с горном. И так и продолжаю думать как многие – что ковка должна быть на горячую. НО, если попадаются заказы с обычными “стандартными” завитками, и их надо вагон, то почему бы на станке их не накрутить? Ведь время то не резиновое!
Интересна тема станка для завитков. Я сделал этот станок лет уже 7 назад и так он у меня и стоял без дела. Не разу им не пользовался. Вообще. Ибо всегда работаю на горячую – с горном. И так и продолжаю думать как многие – что ковка должна быть на горячую. НО, если попадаются заказы с обычными “стандартными” завитками, и их надо вагон, то почему бы на станке их не накрутить? Ведь время то не резиновое!
И вот как раз внезапно у меня возникла потребность накрутить множетсво завитков одинаковых на койму для балконных решеток из 12 квадрата. А времени совсем нет свободного вообще. И вот я решил свой станок испытать, ибо пора как то начинать им пользоваться, раз уж сделал. Сделал пару кондукторов. Сделал я их такого же типа как и для горячих завитков. Но только из мощной полосы, чтоб не погнуть. Стопорить кончик завитка решил ручными зажимами (ну как пассатижи, только защелкиваются и стопорятся), попробовал зажать – не сделав и половины оборота, пруток вылетел из этого зажима и из кондуктора.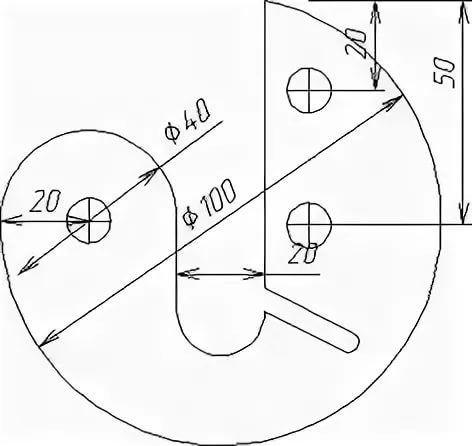
Так вот, как вы боретесь с этой проблемой? Ну чтоб не вылетало. Помню когда станок делал этот, еще на старом форуме смотрел, ребята в этих кондукторах делали эксцентрики зажимные, и какие то “шипы или зубья” в месте контакта завитка с кондуктором. Вообще просто забыл как это все было. А сейчас и фоток дельных найти не могу…
Если вас не затруднит, сделайте пожалуйста фото своих кондукторов? Ну чтоб велосипед не изобретать…
На фотках что в интернете нахожу – излом не красивый в начале завитка получается – ну это в основном те завитки, которые даже не оттягивают – там кондуктора особенные. А я хочу делать завитушки такие же по виду как и горячекованые.
С трубкой в завитках я вообще не работаю. Обычно кругляк или квадрат 12 – 14. Самый ходовой в наш век капитализьма.)
А я завтра свой станок и всю требуху сфоткаю и тоже в тему закину.
Заранее благодарю!
Васек
Мастер
- #45
_Русский Партизан_, эксцентрик и зуб.
saena
модератор
- #46
_Русский Партизан_, а свое время с оста сохранил, кто то выкладывал (хозяин фото Василий)
_Русский Партизан_
Подмастерье
- #47
О, огромное спасибо!) Ну точно, вот такие вот фотки и были на Осте. Пойду эксцентрик творить . Вечером попробую скинуть фоток.
Пойду эксцентрик творить . Вечером попробую скинуть фоток.
_Русский Партизан_
Подмастерье
- #48
Вот сфоткал свой станок. Кузнечный комбайн получился – 2 в одном. Но до этого работал только торсионником.
ВОт как пытался зажимать прутки.
До эксцентриков дело сегодня не дошло.
И кстати спрошу – из какой стали делать эти эксцентрики? Или обычной сыромятины хватит? Я смотрю там ручки приварены, значит сыромятина?
Васек
Мастер
- #49
_Русский Партизан_, я делаю из 38хс ( из клина вагонной сцепки) легко в воде калится и варится.
_Русский Партизан_
Подмастерье
- #50
Да, такую сталь мне взять негде. Есть с пальцев тракторных траков, рессорная. Рессорная исходя из опыта сваривается не плохо и даже держит ударные нагрузки при сваривании со Ст3. По идее на истерание больше подойдет сталь от пальцев, но варить ее я не пробовал.
Васек
Мастер
- #51
_Русский Партизан_, я вначале отжигаю заготовку, потом сверлю на сквозь, потом варю и калю.
_Русский Партизан_
Подмастерье
- #52
Понятно. Буду пробовать. Кондуктор делать надо другой. В мой готовый, этот палец не влезет…
А начало кондуктора(которое с зубом), как я понимаю можно из ролика от большого подшипника или чего то подобного замутить? В смысле потом к ролику приварить продолжение завитка из полосы?
exJurikas
Гость
- #53
_Русский Партизан_ написал(а):
Понятно.
А начало кондуктора(которое с зубом), как я понимаю можно из ролика от большого подшипника или чего то подобного замутить? В смысле потом к ролику приварить продолжение завитка из полосы?Нажмите для раскрытия…
 Буду пробовать. Кондуктор делать надо другой. В мой готовый, этот палец не влезет…
Буду пробовать. Кондуктор делать надо другой. В мой готовый, этот палец не влезет…Да блин, найди бу ШРУс , да проточи с экстренцитетом, будут и зубчики и эксцентрик да и приварить несложно
Евгений Александрович
Мастер
- #54
После оттяжки или разбивки лапки заворачиваю на наковальне начало завитка,пока неостыло,гораздо лучше чем плоскую лапку зажимать,и смотрится лучше,и не выскакивает. С турбо профилем не получается,загиб разворачивается ,приходится как все эксцентриком зажимать.
С турбо профилем не получается,загиб разворачивается ,приходится как все эксцентриком зажимать.
_Русский Партизан_
Подмастерье
- #55
Jurikas написал(а):
Да блин, найди бу ШРУс , да проточи с экстренцитетом, будут и зубчики и эксцентрик да и приварить несложно
Нажмите для раскрытия…
Да это я тоже типа того думал. Но у меня нет токарника, а токарь докапается для чего мне надо и зачем, а я этого терпеть не могу. Сколько раз уже было! А по сему всякие такие вещи мне приходится лепить из того шо было…
Сколько раз уже было! А по сему всякие такие вещи мне приходится лепить из того шо было…
Евгений Александрович написал(а):
После оттяжки или разбивки лапки заворачиваю на наковальне начало завитка,пока неостыло,гораздо лучше чем плоскую лапку зажимать,и смотрится лучше,и не выскакивает.С турбо профилем не получается,загиб разворачивается ,приходится как все эксцентриком зажимать.
Нажмите для раскрытия…
Тоже так делать пробовал, тоже получается, даже без зажима струбциной, но это как бы актуально если завитки нужно большие крутить, там не лень и на горячую начало завитка сформировать, чтобы потом метр – полтора прутка докрутить на станке. А если целый вагон одинаковых и маленьких, “русских” С-ок. Мне тогда останется еще один нагрев сделать и как обычно на горячую докрутить завитушку. В моем случае выгодно делать на станке такие завитки, если быстро оттянул 200 штук прямых прутков, и на холодную на станке по быстрому накрутил.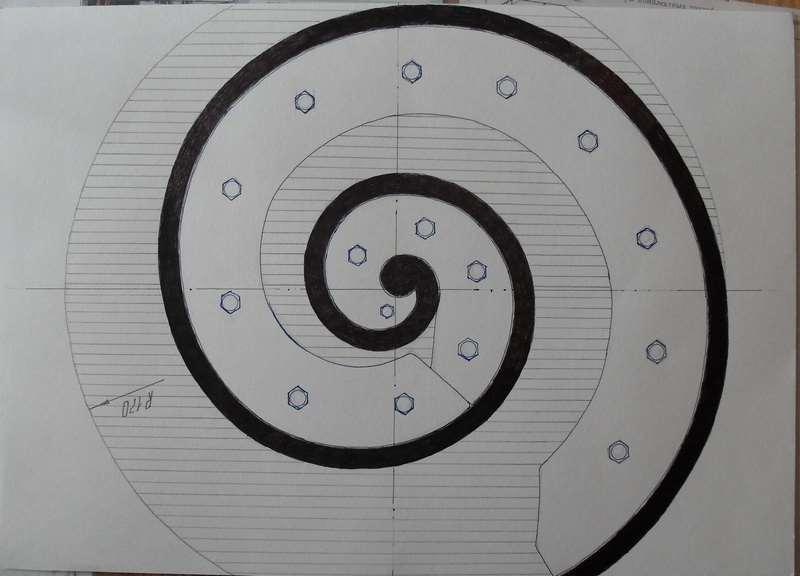 Вот к чему стремлюсь лично я.
Вот к чему стремлюсь лично я.
Сегодня проковал и отжег два кусочка от тракторного пальца, пока ковал другие вещи. Завтра буду сверлить и делать канавки, итд
Отпишусь если все получится.
antropik07
Подмастерье
- #56
для вагона завитков можно и потратиться на кондуктора….
_Русский Партизан_
Подмастерье
- #57
Так я и сделаю если не получится.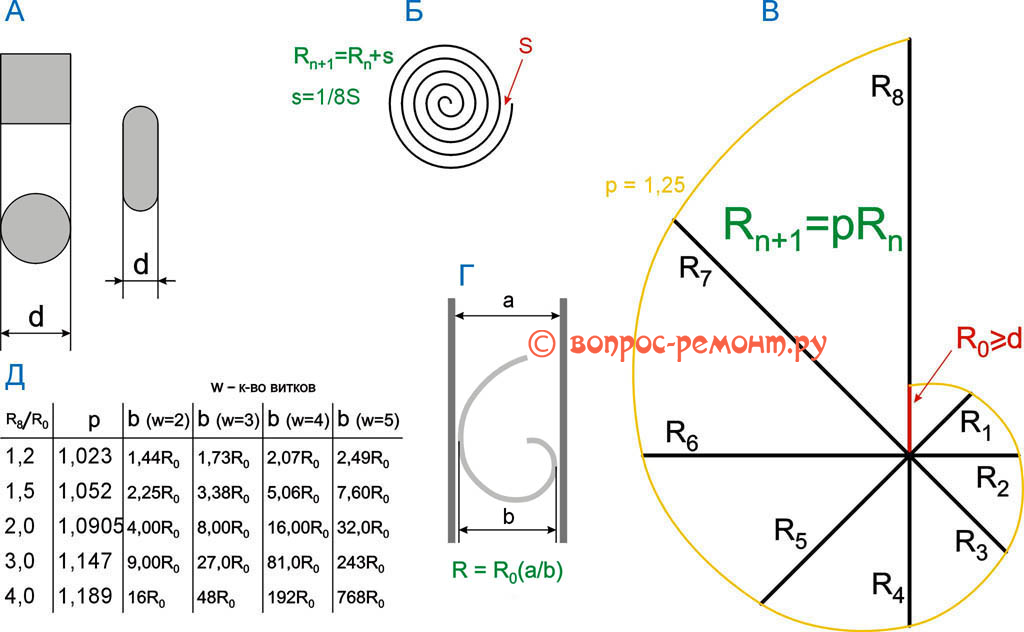 Пока не получилось заняться станком. Сделал пока эксцентрик. Но завтра если ничто не помешает, как раз им и займусь.
Пока не получилось заняться станком. Сделал пока эксцентрик. Но завтра если ничто не помешает, как раз им и займусь.
Но в любом случае надо научиться делать кондуктора самому. Ибо может понадобиться какой нибудь нештандартной формы, а фрезерованый составной кондуктор для этого не прокатит.
Basurman
Подмастерье
- #58
_Русский Партизан_, привет, пользуюсь таким зажимом.
_Русский Партизан_
Подмастерье
- #59
Здравствуйте. Я дико извиняюсь, но зверски хотел понять как зажимать этим зажимом пруток в кондукторе для станка, но не дошло до меня… Фото не покажете?
Я дико извиняюсь, но зверски хотел понять как зажимать этим зажимом пруток в кондукторе для станка, но не дошло до меня… Фото не покажете?
Basurman
Подмастерье
- #60
_Русский Партизан_, до кузни далеко и буду там не скоро. оттянутый нагретый конец прутка прижимаете к центральному столбику, прижимаете ручкой эксцентрик (он приварен к ручке) к кончику прутка, и закручиваете пруток вокруг столбика. на месте столбика может быть – кондуктор под волюту, или те же столбики разного диаметра.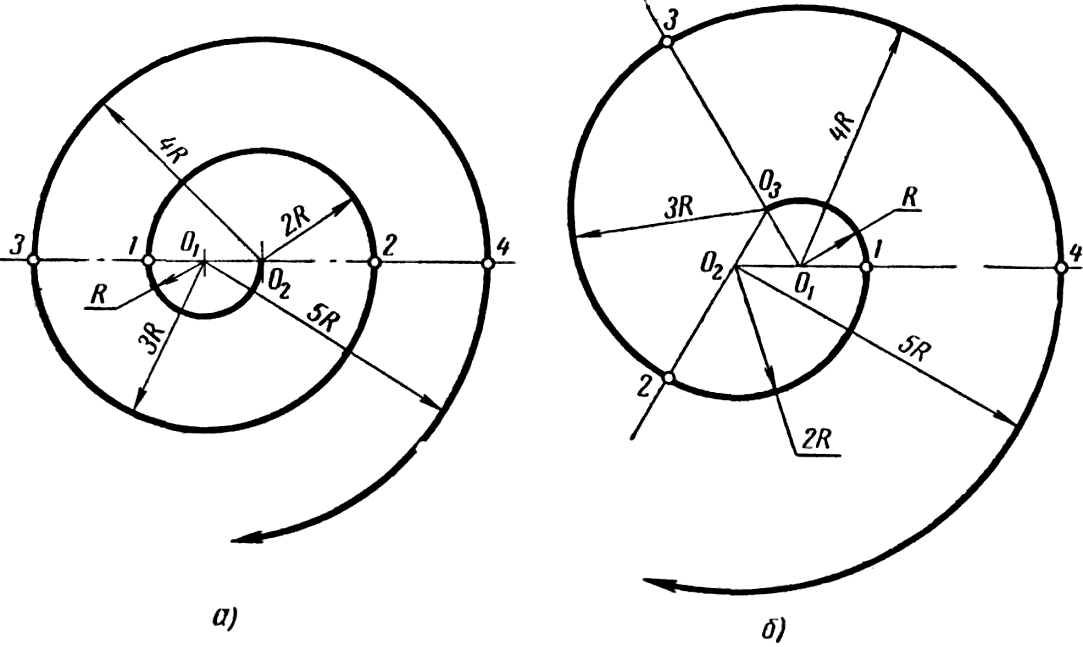 ручка делается одна на все оправки. да поправят меня мастера, если что не так.
ручка делается одна на все оправки. да поправят меня мастера, если что не так.
Как оснастить и ловить фигурную хвостовую личинку
Многие рыболовы сказали бы, что если бы у них была только одна приманка, чтобы выжить и поймать рыбу, это была бы мормышка с фигурной хвостовой личинкой.
Что такое кудрявая личинка?
Также называемая приманкой с изогнутым хвостом или приманкой для ловли личинок, приманка с загнутым хвостом представляет собой приманку с закругленным корпусом из мягкого пластика и тонким изогнутым хвостом, который покачивается при проводке. Тело преимущественно ребристое, но может быть и гладким. Обычно у него один хвост, но у некоторых версий есть противоположные двойные (или «двойные») хвосты.
Термин «кудрявый личинка хвоста» обычно относится к приманкам, длина которых варьируется от менее одного до 3 дюймов, но производятся и гораздо более крупные версии. На эту мягкую пластиковую приманку чаще всего ловят с помощью поводкового приспособления, но ее также можно прикрепить ко многим крючкам и другим типам приманок, особенно блеснам, блеснам и блеснам.
Что можно поймать с помощью личинки с завитым хвостом
Почти бесконечный список хищных пресноводных и морских промысловых рыб можно поймать на личинка с завитым хвостом. В пресной воде лидируют крап, желтый окунь, синежаберные и различные другие солнечные рыбы, но большеротый и малоротый окунь, судак, форель, полосатики, щука и пикель также являются основными уловами. В соленой воде список еще больше, его возглавляют полосатый окунь и камбала, но в него входят пятнистая морская форель, снук, костная рыба, луфарь, горбыль, спот, слабая рыба, многие окуни и луцианы, а также множество донных обитателей.
Как оснастить личинку
Для достижения наилучших результатов и получения правильного действия от личинки важно правильно ее оснастить. При правильной оснастке тело должно лежать ровно и прямо, без комков и перекручиваний, вдоль цевья крючка, а головка личинки плотно прилегает к задней части джиг-головки. Большинство людей, в том числе и я, предпочитают, чтобы восходящий изгиб хвоста совпадал с восходящим изгибом джигового крючка.
Начиная с центра головки, проденьте крючок через середину личинки, выводя острие в месте, позволяющем охватить весь стержень крючка.
При ловле на джиг лучше всего использовать самый легкий вес, который вы можете использовать для эффективного заброса и достижения необходимого вам уровня. Соотнесите размер личинки (общую длину и толщину тела) с размером и весом джиг-головки. Меньшие версии, такие как 1-дюймовые личинки, лучше всего подходят для мелких видов, таких как краппи и окунь, в то время как 3-дюймовые версии лучше подходят для окуня, судака и более крупных видов.
Как использовать личинку с кудрявым хвостом
Существует два основных метода извлечения джиговой личинки с личиной вьющегося хвоста: плавание и отсадка. Возможен и троллинг, но заброс обеспечивает лучший контроль скорости и глубины.
Плавание очень простое и требует медленного и уверенного поворота ручки катушки с опущенным концом удилища. Можно придать случайные подергивания, но держите их в медленном темпе.
Джиггинг бывает двух видов: бросок-подъем и вертикальное опускание. После заброса позвольте приспособлению упасть на дно, а затем поднимите кончик удилища, чтобы оттолкнуть приспособление от дна и слегка на себя, одновременно натягивая провисшую леску. Продолжайте повторять, пока приманка не вернется к вам. Варьируйте движение отсадки и скорость.
В более глубоких местах откройте дужку на катушке и дайте приспособлению упасть на дно или на определенную глубину, закройте дужку и слегка покачивайте кончиком удилища, чтобы приманка поднималась и опускалась. Большинство ударов происходит при падении.
Как оснастить плавательную кефаль Gulp (и другие личинки с кудрявым хвостом)
Используете ли вы личинок с кудрявым хвостом, таких как плавательная кефаль Gulp?
Отличные наживки для морского окуня, форели, снука и камбалы.
Они также являются моей любимой приманкой для молоди тарпона в заводях заводи.
В последнее время я часто их использую, и один вопрос, который, кажется, всегда возникает: «Как вы их настроите?»
В этом видео вы узнаете, как их монтировать, а также:
- Какого размера и цвета джиг-головки использовать
- Как насаживать их, если хвост постоянно цепляется за крючок
- Чего нельзя делать при насаживании этих личинок
- И многое другое
Посмотрите видео ниже!
Как оснастить кефаль для плавания с глотком [ВИДЕО]Подпишитесь БЕСПЛАТНО , чтобы получать последние видео о морской рыбалке, учебные пособия, обзоры продуктов и скидки на товары для рыбалки!
ДА! Запишите меня! НЕТ. Я ненавижу рыбалку.
Нажмите здесь, чтобы присоединиться к Insider Club
В отличие от других мягких пластиков, таких как веслотейлы или рывковые шэды, я не люблю насаживать эти приманки на крючки с широким зазором без сорняков — я насаживаю их только на джиг-головки.
Я предпочитаю красную или зеленовато-желтую джиг-головку и использую джиг-головку на 1/8 унции или тяжелее, в зависимости от глубины и течения.
Когда дело доходит до выбора джиг-головки для этих приманок, очень важны размер крючка и длина цевья.
Вы не хотите, чтобы крючок выходил из середины тела этой приманки, потому что она довольно толстая, и может не хватить места для хорошего набора крючков.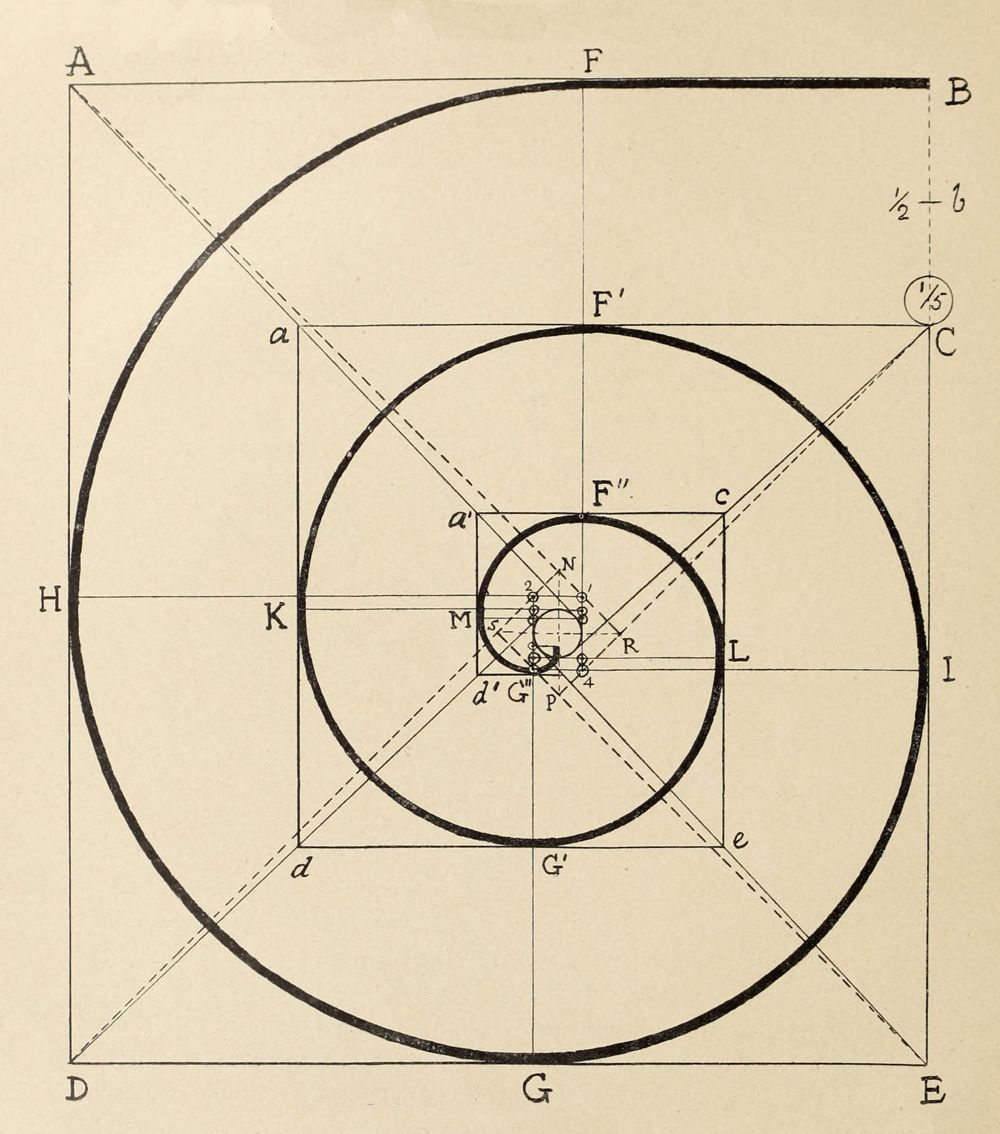
Вы также не хотите, чтобы крючок выходил слишком близко к хвосту, потому что это может повлиять на действие.
В идеале крючок выйдет сразу после брюшка и перед хвостом, как на картинке вверху поста.
Джиг-головка, которая мне нравится для этих приманок, — это джиг-головка Saltwater Assassin Pro Elite.
Теперь, когда вы знаете, какую джиг-головку использовать с этими приманками, давайте поговорим о том, как их оснастить.
2 способа оснастки Curly Tail GrubЧтобы оснастить эти приманки традиционным способом, просто проденьте острие крючка через центр носа и наружу так, как показано на картинке вверху.
При этом убедитесь, что личинка на крючке прямо.
Одна из ошибок, которую совершают рыболовы, заключается в том, что они криво насаживают крючок на крючок или пытаются вонзить крючок слишком глубоко в приманку, и она сбивается.
В этом случае приманка может крутиться в воде, и вы, вероятно, ничего не поймаете.
Другой способ оснастки этих приманок — перевернуть их.
Одна проблема, которая иногда может случиться с этими приманками, заключается в том, что хвост зацепляется за крючок.
Чтобы уменьшить вероятность этого, вы можете установить его вверх ногами.
Действие почти такое же, и вы сможете поймать столько же рыбы.
ЗаключениеКудрявые хвостовые личинки, такие как плавучая кефаль Gulp, — моя любимая приманка для молоди тарпона в заводях заводи.
Они также отлично подходят для ловли морского окуня, форели, снука и камбалы.
Чтобы оснастить их, используйте джиг-головку и проденьте крючок через центр тела сзади, следя за тем, чтобы приманка была прямой.
А если хвост часто цепляется за крючок, можно просто перевернуть его.
Вы можете получить плавательную кефаль Gulp от Amazon здесь.
Есть вопросы по оснастке фигурных хвостовых личинок?
Вы их каким-то другим образом монтируете?
Дайте нам знать в комментариях ниже!
И если вы знаете кого-то, кто любит использовать эти приманки, пожалуйста, TAG или ПОДЕЛИТЕСЬ этим с ними!
П.