Как сделать сквозное отверстие в толстом листе металла болгаркой
При помощи болгарки можно не только делать прорези прямого направления, а также вырезать круглые отверстия в металле. Сама идея кажется дикой, ведь болгарка режет по прямым линиям, но есть один вариант приспособления, который и поможет вырезать круг даже в толстом металле.
Идея заключается в том, чтобы соорудить самодельный циркуль. Потребуется взять длинный кусок трубы из железа и два коротких. Длинным будет определяться сама ширина шага, другими словами – радиус. Тогда как 2 коротких отрезка пойдут уже на крепление циркуля к болгарке.
После того, как будут сделаны все нужные заготовки для будущего циркуля, их следует соединить при помощи сварки. Болт пойдет как зажим, будет регулировочной установкой.
После сваривания получается две основных детали, на одной устройство с зажимом, другая деталь – это сам циркуль, выполняющий роль радиуса круга.
Основные этапы работ
Шаг циркуля делается той длины, которая требуется в данный момент для работы, изменить ее можно при помощи установки циркуля на желаемое расстояние. Отвинчивают болт, вытягивают часть трубы, зажимают болт и продолжают работу с болгаркой для создания круга из железа нового диаметра.
Отвинчивают болт, вытягивают часть трубы, зажимают болт и продолжают работу с болгаркой для создания круга из железа нового диаметра.
Вывод: устройство очень удобно в работе. Его легко сделать, всего 15 минут и циркуль готов. Служит приспособление вечно. Сломаться не может. Болгарка ходит по кругу ровно, не болтается из стороны в сторону. Сами круги получаются без заусенцев, спил красивый и ровный.
Важно: при работе с болгаркой лучше делать движения сначала на себя, чтобы искрами не закрывало путь обозрения той линии, по которой делается круг. Затем пила идет по намеченной бороздке. Подробнее смотрите в видеоролике на сайте.
Оцените запись
[Голосов: Средняя оценка: ]Простой способ проделать квадратное отверстие в листовом металле
Если предстоит работа с болтами, имеющими полукруглую головку и квадратный подголовок, то отверстие со стороны такого крепежа должно быть квадратным для исключения его прокручивания.
 Болты данной конфигурации чаще всего применяется в строительстве и при изготовлении мебели для соединения деревянных и металлических деталей или частей.
Болты данной конфигурации чаще всего применяется в строительстве и при изготовлении мебели для соединения деревянных и металлических деталей или частей. Очень просто квадратное отверстие изготавливается на специальном станке или даже на токарном, но для этого необходимо особое приспособление. Но существуют способы, когда его можно сделать вручную, пользуясь самыми простыми и доступными инструментами.
Понадобится
Чтобы выполнить предстоящую работу, нам необходимо приготовить:
- металлическую пластину с круглым отверстием;
- зубило для работы по металлу;
- молоток;
- тиски слесарные.
Порядок изготовления квадратного отверстия в металлической пластине
Диаметр круглого отверстия в пластине и сторона квадратного подголовка болта должны соотноситься как окружность, вписанная в квадрат. Иначе квадратное отверстие получится либо слишком маленьким и его придется дополнительно расширять, либо слишком большим, и тогда подголовок болта будет в нем свободно проворачиваться.
 Затянуть болт в таком случае не будет никакой возможности, ведь его полукруглая головка не имеет шлица или прорези.
Затянуть болт в таком случае не будет никакой возможности, ведь его полукруглая головка не имеет шлица или прорези.Для рассматриваемого способа изготовления квадратного отверстия в металлическом листе очень важна разметка. Вначале по краям отверстия наносим четыре штриха на продолжении взаимно перпендикулярных диаметров.
Затем от каждого штриха откладываем угол 45 градусов и также проводим штрихи. Их длины должны быть равны расстоянию между вписанной окружностью и углом квадрата, которые можно определить, если вычертить чертеж на бумаге в масштабе 1:1 и измерить линейкой необходимый нам размер.
Выполняем с помощью зубила разрезы по меткам, строго соблюдая их длину. Все они, естественно, должны получиться одинаковыми по размеру.
Зажимаем пластину с отверстием в тиски так, чтобы концы соседних прорезей своими внешними концами были на уровне верхней кромки губок тисков, которые должны быть, конечно, строго горизонтальными.
Выбираем с помощью острого зубила и молотка металл между двумя прорезями точно по верхней кромке губок тисков.

Трижды повторяем эту же операцию, поворачивая каждый раз пластину на 90 градусов.
В результате мы получим аккуратное квадратное отверстие в точности, соответствующее подголовку нашего болта.
Смотрите видео
Как Вырезать Круглое Отверстие В Металле Болгаркой
Как вырезать отверстие в металле своими руками
В металле конечно вырезать любые отверстия точно все благодаря таким современным методам резки как плазменная не лазерная резка металла.
К огорчению, для домашних мастерских такое высокоточное оборудование является роскошью, если им приходится пользоваться иными методами, некоторые где являются достаточно неординарными.
Разметка металла
На металл следует нанести контур отверстия, которое следует вырезать. Разметку проводят при помощи маркера, линейки не разметочного циркуля. Для отверстия, состоящего из прямых линий, разметку проводят с применением линейки не маркера. Как вырезать в плитке круглое отверстие болгаркой. Для разметки круглого отверстия используют циркуль. Чтобы подобна нефти была виднее, ее наводят маркером.
Разметку проводят при помощи маркера, линейки не разметочного циркуля. Для отверстия, состоящего из прямых линий, разметку проводят с применением линейки не маркера. Как вырезать в плитке круглое отверстие болгаркой. Для разметки круглого отверстия используют циркуль. Чтобы подобна нефти была виднее, ее наводят маркером.
Резка отверстий
Прямоугольное отверстие в металле проще прорезать болгаркой. Для этой цели на машинку устанавливается круг толщиной от 0,8 до 1,4.5 миллиметра. Резьба ведется по намеченным прямым, пока лист металле не прорежется насквозь. Использовать болгарку следует осторожно в углах, так как здесь легко сделать разрез чем просто необходимого.
Круглые отверстия вырезаются в газовым резаком:
- Необходимо зажечь горелку;
- Следует хорошо отрегулировать факел;
- Медленными движениями следует вести факелом по намеченному контуру.
У редкого домашнего мастера имеется газовый резак в этом случае круглое по другому овальное отверстие вырезается с помощью сварочного аппарата. Как вырезать круглое как вырезать отверстие в металле. Как болгаркой.Самоделки в. Аппарат выставляется на максимально возможный ток. Зажженная дуга устанавливается там где вы пожелаете контура отверстия. Через время в металле появится отверстие, далее электрод следует вести по контуру в течении прожигания металла.
Как вырезать круглое как вырезать отверстие в металле. Как болгаркой.Самоделки в. Аппарат выставляется на максимально возможный ток. Зажженная дуга устанавливается там где вы пожелаете контура отверстия. Через время в металле появится отверстие, далее электрод следует вести по контуру в течении прожигания металла.
Как прорезать ровное отверстие в
металле болгаркойКак прорезать ровное отверстие в . Мой способ подходит для металлов 1-5 мм примерно, больше
Металл имеет разную толщину и не каждую из них может взять любой аппарат. Так с устройством мощностью не более сто пятьдесят ампер можно будет резать металл с толщиной не больше четыре миллиметров.
Скорость резки таким способом сильно зависит от толщины электрода. Быстрее всего работа ведется тонкими электродами, однако у них есть свой недостаток – быстрое сгорание, ведущее к частой замене электрода. Как резать болгаркой без только в таком случае обрезать трубу большого. Во время замены электрода металл успевает остыть и его приходится разогревать сначала.
Круглое отверстие в
металле болгаркойКруглое отверстие можно попробовать прорезать болгаркой. По периметру всего намеченного контура делаются короткие многочисленные разрезы, пока они не сольются в единый контур. В отверстие представляет собой многоугольник, с большим количеством сторон и чем их будет больше, тем сильнее многоугольник будет походить на круг. Стоит отметить, что данный вариант выбирают только в случае с тонким металлом – максимум три миллиметра.
Готовое отверстие обязательно нуждается в дополнительной обработке, которая позволяет ему получить более правильную форму. Если размеры отверстия значительные, его можно будет обработать болгаркой с толстым диском. Для этого следует расположить круг внутри отверстия и при этом следить, чтобы он был в одной плоскости с металлическим листом. Включив болгарку, можно обточить контур.
Для этого следует расположить круг внутри отверстия и при этом следить, чтобы он был в одной плоскости с металлическим листом. Включив болгарку, можно обточить контур.
Необычны вариант резки металла
Читайте так же
инструкция.
 Правила резки металла болгаркой
Правила резки металла болгаркойОтверстие в металле понадобиться наличие хотя бы одного из указанных аппаратов: болгарка, дрель, электросварочный аппарат или газовый резак. Каждый из этих инструментов имеет свои преимущества и используется зависимо от размера отверстия и толщины металла. Если вопрос стоит, как вырезать круглое отверстие большого диаметра, то лучше всего для этого подойдет газовый резак. Но сначала необходимо разметить отверстие с помощью циркуля. Контур следует сделать очень четким, чтобы его было отчетливо видно даже под искрами болгарки или сварочного аппарата.
После того, как отверстие размечено, то следует зажечь горелку газового резака. Далее нужно правильно отрегулировать его факел и провести сам разрез. Двигать резак следует плавно и в одинаковом темпе по мере того, как металл разрезается. Это конечно не так сложно, как просверлить отверстие в стекле, но все же придется быть аккуратным. А если газового резака нет, то можно использовать электросварочный аппарат. Правда такой способ ограничен мощностью аппарата и толщиной металла. Мощи большинства из них хватает на 3-4 миллиметровый металл. Ну а сам процесс вырезания сводиться к тому, что сначала требуется установить сварочный док, далее зажечь дугу и затем прожигать метал по разметке.
Правда такой способ ограничен мощностью аппарата и толщиной металла. Мощи большинства из них хватает на 3-4 миллиметровый металл. Ну а сам процесс вырезания сводиться к тому, что сначала требуется установить сварочный док, далее зажечь дугу и затем прожигать метал по разметке.
Но как просверлить отверстие в металле, если нет, ни газовой горелки, ни сварочного аппарата? В таком случае на помощь может придти болгарка (углошлифовальная машина) . Однако следует учесть, что ее можно использовать только когда отверстие не меньше режущего круга болгарки, а толщина металла не превышает 3 миллиметра. Кроме того, сделать сразу круглое отверстие не получиться, потому что приходиться делать множество коротких резов по контуру круга. Даже при их минимальной длине все равно будет образовываться не круг, а многоугольник. Поэтому, после того как операция завершена, придется подравнять форму круга с помощью напильника.
Еще одним способом как просверлить большое отверстие, является использование дрели.
Листовой металл – распространенный строительный материал, который используется для изготовления заборов, водоотливов и козырьков. Часто в продаже можно найти уже готовые изделия из оцинкованной стали, такие как коньки или трубы для отвода дождевой воды с крыши. Но как быть, если изделие нестандартного размера и необходима резка листового металла своими руками?
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
Оборудование для резки профилированного и оцинкованного листа:
- болгарка;
- низкооборотная пила;
- электроножницы;
- ножовка;
- лобзик по металлу.
Как болгаркой резать лист металла
Одним из самых быстрых способов раскроить оцинкованный лист считается резка болгаркой. Среди недостатков такой обработки – рваные края, которые придется дополнительно зачищать и выравнивать. Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Обратите внимание, при использовании такого электроинструмента приобретите специальный диск, который не повредит защитного покрытия на листе оцинковки. После резки профнастила края нужно зачистить и покрыть специальной краской. Таким оборудованием можно воспользоваться, если вы строите сарай из профлиста или делаете козырек. В таком случае вам не придется приобретать специальный и дорогостоящий инструмент.
Правила при работе с болгаркой:
- выбирайте диски с твердосплавными зубьями;
- работайте на низких оборотах;
- места среза обработайте специальным антикоррозийным покрытием.
Ножовка по металлу
У многих мастеров имеется ножовка по металлу. Это универсальный и самый дешевый инструмент. Его не стоит использовать при необходимости вырезать фигурные края, но для изготовления ровных пластин, ножовка подойдет. Самый большой недостаток такого инструмента – время на проведение работ. Его нужно очень много.
Самый большой недостаток такого инструмента – время на проведение работ. Его нужно очень много.
Электролобзик
Если необходимо вырезать круг в листе металла, стоит воспользоваться электролобзиком. Он работает довольно быстро, поэтому аккуратное отверстие вы получите за считанные минуты. Среди недостатков оборудования – шум и возможность появления обгорелого края при обработке профлистов.
Тонкости работы электролобзиком:
- необходимо использовать пилы с мелкими зубьями;
- нужно выбирать возвратно-поступательный режим;
- необходимо контролировать наклон режущей части;
- быстрый выход из строя расходных материалов.
Циркулярная пила
Иногда для резки металла применяют циркулярную пилу. Если вы работаете с профнастилом, то оборудование нужно включать на низких оборотах. В противном случае можно повредить полимерное покрытие. Для работы вам понадобится напарник, который будет удерживать лист. Среди преимуществ этого инструмента можно выделить то, что работа выполняется без нагрева, соответственно защитное покрытие на профлисте вы не повредите. Лучше всего использовать круг по алюминию.
Лучше всего использовать круг по алюминию.
Чтобы наладить быструю работу циркулярной пилой, вам нужно подготовить лекало из фанеры. В этом листе вырезается паз не до конца. Это будет своеобразной заготовкой, позволяющей сохранить оцинкованное или полимерное покрытие на листе. Отличным инструментом для резки метала, является двухдисковая пила. Она, в отличие от болгарки, не оставляет рваного края и работает гораздо тише. К сожалению, не у каждого мастера имеется подобный инструмент.
Чем и как изготовить отверстие в листе металла?
Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель. Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием. Обработка должна проводиться без повышения температуры.
Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Во время работы применяйте пилу с мелкими зубьями
Во время работы применяйте пилу с мелкими зубьями
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в ?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.

- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному .

Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).
Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий , обточить контуры можно крупным диском.
 Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий , обточить контуры можно крупным диском.
Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий , обточить контуры можно крупным диском.Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
Вырезание круга в толстом металле
Для того, чтобы наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем и маркером.
Сначала, с помощью , устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с помощью циркуля намечаются контуры.
Чтобы во время роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины можно врезать с помощью газового резака. Работа проходит в несколько этапов:
Работа проходит в несколько этапов:
- Намечается контур круга.
- Зажигается горелка инструмента.
- Регулируется факел горения.
- Аккуратно и медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать отверстие в металле, которые имеет около четырех или пяти миллиметров.
Применение сварочного аппарата
Если в домашнем арсенале нет газового резака, можно воспользоваться сварочным аппаратом.
Его нужно отрегулировать на самый высокий уровень тока.
Затем горящая дуга подставляется к контуру и удерживается на нем до тех пор, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока не получится ровный круг.
Но самое главное – правильно отрегулировать мощность инструмента.
Например, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около 150 ампер. Если же металл толще – больше будет и мощность инструмента.
Чтобы ускорить процесс , лучше использовать тонкие электроды. Однако они быстро сгорают и нуждаются в замене. Из-за этого будет потребность в частом разогревании металла, поскольку во время замены электрода он успеет остыть.
О том, как вырезать ровный круг из металла резаком, представлено на видео:
Вам понадобится
- – газорезательное оборудование;
- – сварочный аппарат;
- – углошлифовальная машина;
- – электродрель с набором сверл;
- – точильный станок;
- – ручные рычажные ножницы;
- – керн;
- – разметочный циркуль.
Инструкция
Накерните на стальном листе центр круга таким образом, чтобы он отстоял от краев листа на расстоянии, чуть большем, чем радиус круга. Поставьте ножку разметочного циркуля в след от керна и прочертите на окружность необходимого диаметра.
Самым распространенным и технологичным способом является резка металла с помощью газорезки. Чтобы круг был хорошо виден, обведите прочерченный циркулем контур маркером или мелом. Зажгите резак, отрегулируйте пламя и осуществите резку металла по обозначенному кругу. Теоретически, толщина металла , который может быть разрезан с помощью газорезки, составляет 250–300 мм. Практически с такими толщинами приходится сталкиваться крайне редко.
Зажгите резак, отрегулируйте пламя и осуществите резку металла по обозначенному кругу. Теоретически, толщина металла , который может быть разрезан с помощью газорезки, составляет 250–300 мм. Практически с такими толщинами приходится сталкиваться крайне редко.
Можно вырезать круг из стального листа с помощью . Зажгите сварочную дугу в любой точке намеченной окружности и удерживайте электрод на месте до тех пор, пока в листе не прожжется отверстие. После этого начинайте плавить кромку отверстия, пуская электрод по начерченной окружности. Маломощными сварочными аппаратами, эксплуатирующимися частными владельцами, можно относительно небольшой толщины – максимум 4-5 мм. Края от резки получаются неровными и оплавленными, а вырезанная заготовка имеет неправильную форму, которая должна быть доведена до обработкой на токарном станке или вручную – на точильном круге.
Несложную, но довольно трудоемкую операцию представляет собой вырезка круга «болгаркой». Прорежьте в листе со всех сторон начерченной окружности линии, располагающиеся по касательной к ней. Чем больше количество линий-резов, тем ближе приближается форма вырезанной фигуры к окружности. Но в любом случае она будет являться не кругом, а многоугольником, который предстоит довести до круга на точильном станке.
Круг металла толщиной до 3-4 мм можно вырезать с помощью ручных рычажных ножниц. Вначале вырежьте квадрат с вписанной в него окружностью, затем обрезайте заготовку со всех сторон, пуская лезвия ножниц по линиям, касательным к окружности. Чем меньшей в конечном итоге будет длина касательных и большим – их количество, тем меньшая работа потребуется при обтачивании заготовки на точильном станке.
Самым трудоемким способом вырезки круга является просверливание по его периметру отверстий. Но иногда, при отсутствии других возможностей, приходится прибегать и к этому способу. Из того же центра, из которого прочерчена исходная окружность, начертите еще одну с диаметром, большим диаметра имеющейся на величину диаметр сверла, которое будет использоваться для сверления (обычно 4-5 мм). Произведите кернение по этой окружности с таким расчетом, чтобы углубления от керна отстояли друг от друга на расстоянии диаметра сверла. Просверлите в накерненных местах отверстия по всему периметру окружности. Выбейте молотком или кувалдой круг из листа, обработайте его по наружному диаметру на точильном станке.
Людям, работающим с металлом, довольно часто приходится сталкиваться с необходимостью вырезки круглой заготовки из металлического листа. На производстве эта задача решается просто – с помощью кислородно-газовой, плазменной или лазерной резки. Для каждого вида этих операций требуется специализированное оборудование, иметь которое в частном пользовании нет никакого резона. Поэтому в условиях частных мастерских круг из металла вырезают разными способами – с учётом имеющегося оборудования.
Способы вырезать круг из металла
Для того чтобы вырезать круг из металла потребуется:
- газорезательное оборудование;
- сварочный аппарат;
- углошлифовальная машина;
- электродрель с набором сверл;
- точильный станок;
- ручные рычажные ножницы;
- керн;
- разметочный циркуль.
Накерните на стальном листе центр круга таким образом, чтобы он отстоял от краёв листа на расстоянии, чуть большем, чем радиус круга. Поставьте ножку разметочного циркуля в след от керна и прочертите на металле окружность необходимого диаметра.
Самым распространенным и технологичным способом является резка металла с помощью газорезки. Чтобы круг был хорошо виден, обведите прочерченный циркулем контур маркером или мелом. Зажгите резак, отрегулируйте пламя и осуществите резку металла по обозначенному кругу. Теоретически, толщина металла, который может быть разрезан с помощью газорезки, составляет 250-300 мм. Практически с такими толщинами приходится сталкиваться крайне редко.
Можно вырезать круг из стального листа с помощью электросварки. Зажгите сварочную дугу в любой точке намеченной окружности и удерживайте электрод на месте до тех пор, пока в листе не прожжется отверстие. После этого начинайте плавить кромку отверстия, пуская электрод по начерченной окружности. Маломощными сварочными аппаратами, эксплуатирующимися частными владельцами, можно резать металл относительно небольшой толщины – максимум 4-5 мм. Края от резки получаются неровными и оплавленными, а вырезанная заготовка имеет неправильную форму, которая должна быть доведена до круглой обработкой на токарном станке или вручную – на точильном круге.
Несложную, но довольно трудоемкую операцию представляет собой вырезка круга «болгаркой». Прорежьте в листе со всех сторон начерченной окружности линии, располагающиеся по касательной к ней. Чем больше количество линий-резов, тем ближе приближается форма вырезанной фигуры к окружности. Но в любом случае она будет являться не кругом, а многоугольником, который предстоит довести до круга на точильном станке.
Круг из листа металла толщиной до 3-4 мм можно вырезать с помощью ручных рычажных ножниц. Вначале вырежьте квадрат с вписанной в него окружностью, затем обрезайте заготовку со всех сторон, пуская лезвия ножниц по линиям, касательным к окружности. Чем меньшей в конечном итоге будет длина касательных и большим – их количество, тем меньшая работа потребуется при обтачивании заготовки на точильном станке.
Самым трудоемким способом вырезки круга является просверливание по его периметру отверстий. Но иногда, при отсутствии других возможностей, приходится прибегать и к этому способу. Из того же центра, из которого прочерчена исходная окружность, начертите ещё одну с диаметром, большим диаметра имеющейся на величину диаметр сверла, которое будет использоваться для сверления (обычно 4-5 мм). Произведите кернение по этой окружности с таким расчетом, чтобы углубления от керна отстояли друг от друга на расстоянии диаметра сверла. Просверлите в накерненных местах отверстия по всему периметру окружности. Выбейте молотком или кувалдой круг из листа, обработайте его по наружному диаметру на точильном станке.
Резка отверстий в металле: обзор основных способов
Вопросы, рассмотренные в материале:
- Что такое лазерная резка отверстий в металле
- Возможна ли точная резка отверстий в металле плазмой
- Как получить отверстия в металле сверлением
- Можно ли вырезать отверстие в металле болгаркой
Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Латунь – < 5 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.
При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендовано к прочтению
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям. Однако появления окалины не избежать.
- Завершение работ.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края.
- Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.
- Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки.
- С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см. Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
После окончания резки происходит удаление сегментов с двухмиллиметрового листа металла плоскогубцами. Это достаточно просто и быстро, отогнул каждый пару раз в стороны и все. Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий. Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
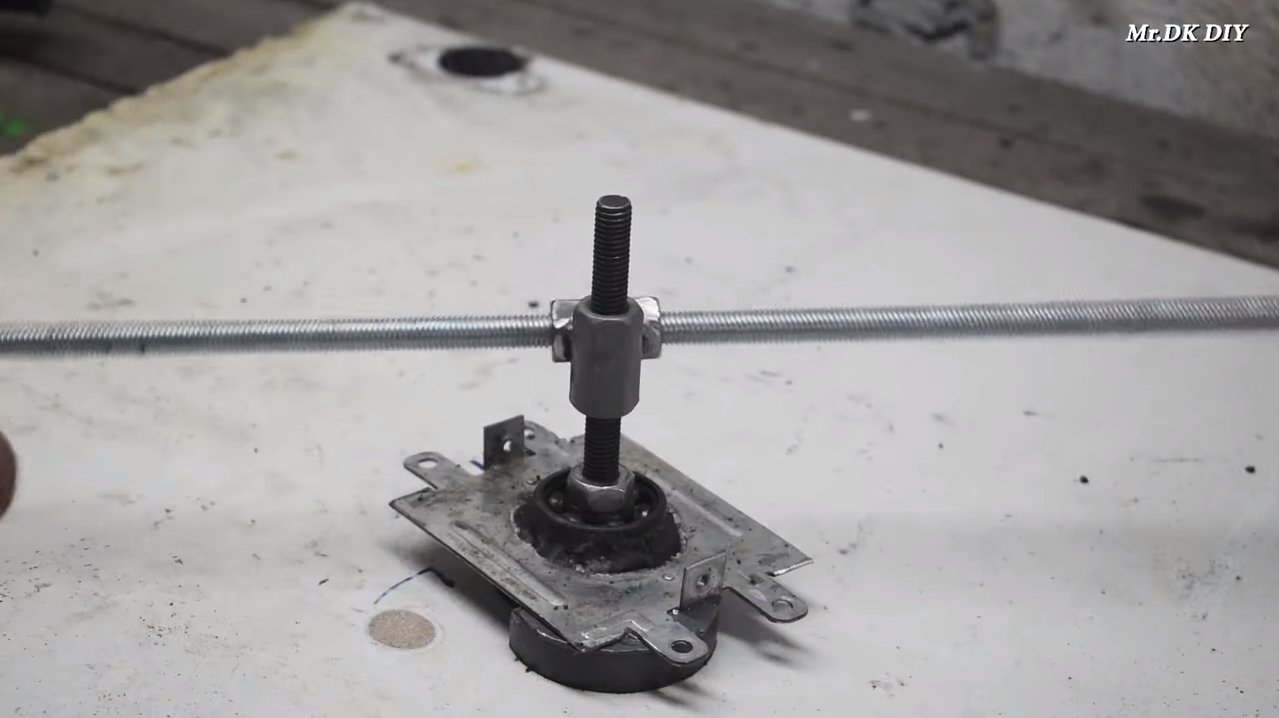
Приспособление для быстрого вырезания кругов болгаркой
Очень помогает в изготовлении самоделок. Это приспособление позволяет вырезать ровные четкие круги, самое главное, быстро и без хлопот.
Минимальный круг, который можно сделать, диаметром 24 см, максимальный 700 мм. Практически можно вырезать круги до 2 метров. Смотрите видео в конце публикации, как работает это приспособление, а также, как мастер его собрал.
Что нужно для изготовления этой полезной модели.
Изготовление самоделки. Понадобится шпилька на 16, удлиненная гайка на 16, подшипник 6001, корпус подшипника под него. Отрезок профильной трубы 25 x 25, отрезок профильной трубы 20 x 20. Гайка на 16, гайка на 10, болт на 10, барашек на 10. Отрезок 40 полосы. Неодимовый магнит.
Смотрите видео канала “Самоделкин Иван” о том, как сделать инструмент для вырезания кругов.
Друзья всех приветствую. Болгарка, как мы привыкли ее называть в повседневной речи, это один из самых полезных и нужных инструментов в арсенале любого рукастого человека. И сегодня мы рассмотрим такую интересную тему, а как болгаркой можно вырезать круглое отверстие в металле.
Для примера мы возьмем кусок 12 швеллера и кусок листового металла, толщиной 2 мм.
Накернили, и с помощью штангенциркуля отметили две окружности, диаметром 80мм. На фото измерительный штангенциркуль, чертить им на металле нежелательно, для этого есть специальные штангены и просто циркули по металлу. Но раз в пятилетку им что-то разметить можно, не сотрется, кстати этому на фото лет 15-20 будет, и еще походит, хотя изредко делаю им разметку. Наша задача будет заключаться в том, что нужно из листа металла вырезать круглую заготовку, о в основании швеллера наоборот будем делать круглое отверстие. Толщина основания шеллера составляет 5 мм.
Для этого нам нужно подобрать на болгарку уже сточенный диск как можно меньшего диаметра. Выбираем и ставим на болгарку.
Затем этим диском мы как можно аккуратнее делаем неглубокий запил по уже размеченной окружности на швеллере и листе металла. При этом стараясь запиливать, ведя болгарку с одинаковой скоростью и постоянно ее поворачивая в направлении окружности.
Затем мы делаем вот такие манипуляции. В листовом металле отрезаем кусок с нашей окружностью и делаем несколько надрезов-полностью прорезаем, от края и до зареза самой окружности. А в швеллере наоборот, прорезаем окно в центре круга и также полными запилами идем к самой окружности, получаются вот такие сегменты.Сразу скажу, что в толстом металле лучше сделать запилов для сегментов почаще-будет легче их удалить. Я сделал на швеллере чересчур большие сегменты, но у меня есть приспособа-крокодил, который мне поможет их раскачать и обломать.
Начинаем удалять ненужные сегменты металла-на листе 2мм используем плоскогубцы, тыт особо проблем нет, все легко удаляется-несколько раз согнул вверх вниз и готово. А вот с толстым металлом швеллера работы будет побольше. Отламываем ненужные сегменты с помощью молотка и в моем случае приспособой крокодил. Так что лучше напилить эти сегменты помельче, чтобы можно было только молотком, но лучше двумя-один наставляешь, а другим по нему бьешь.
Вот так и достигли мы своей цели. Вырезали окружность из металла в 2 мм, и прорезали окружность в металле 5 мм.
Но есть еще один способ, без вырезания этих мелких ненужных сегментов.
Также берем кусок толстого металла-5мм. Размечаем окружность штангенциркулем и как и в первом случае делаем аккуратный надрез маленьким диском. Затем по этому надрезу просто продолжаем круг за кругом вести пропил болгаркой, стараясь двигаться с одинаковой скоростью и постоянно поворачивать болгарку в сторону круга. И так мы до конца вырезаем круг металла.
Вот такие есть способы вырезать круглое отверстие в металле болгаркой. Что у нас происходит с размерами, которые мы задали изначально при таких способах резки?
Когда вырезаешь круг из металла-как в первом случае, то этот круг особо не отойдет от размеров разметки, ну может на пару миллиметров. А вот если вырезать как на последнем фото, то таким образом запил заберет много металла, и если необходимо сделать более точный размер этого блина, то смело можно прибавлять при разметке к нужному диаметру 6-8 мм.
Также и когда вырезаешь в толстом металле отверстие, чтобы вставить в него допустим трубу или втулку.Здесь также можно смело прибавлять при разметке к нужному диаметру 4-6 мм.
Так что болгаркой вполне реально делать такие операции.
Источник
Как вырезать круглое отверстие в ДСП?
Как и чем просверлить отверстие в ДСП, древесине или фанере
Для этой статьи мы подготовились основательно. Специально были приобретены пять инструментов, с помощью которых осуществляется сверление отверстий в древесине, а также ДСП, ДВП, пластика, МДФ или фанеры и начались испытания. Что из этого получилось – читайте далее.
Прежде всего, мы ставили цель найти подходящий (читай – идеальный) инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах. Ожидаемый результат: ровные края отверстия, максимально гладкая стенка отверстия, минимум сколов, соответствие заявленному диаметру инструмента и полученному результату. Признаемся, подобные эксперименты нам всегда нравились и проводить их одно удовольствие.
Для испытаний мы выбрали пять инструментов одной фирмы (слева направо):
- коронка с державкой
- коронка с калёным зубом
- сверло Форстнера
- кругорез по дереву (простонародное название «балеринка»)
- перьевое сверло
Все озвученные инструменты изготовлены польской фирмой «Condor». Справедливости ради упомянем тот факт, что данная фирма является своего рода средним звеном между общепризнанными брендами и откровенным китайским инструментом. Существует с 1992 года, экспортирует свой товар в страны ближнего зарубежья, так что ближайшим соседям – белорусам, украинцам и россиянам – она должна быть знакома. Поскольку нас интересовало отверстие именно большого диаметра, то произвольно мы остановились на диаметре 32 мм. Считаем, что особо большой разницы нет: сверление отверстий в древесине, ДСП и других схожих материалах размером 20, 32 или даже 50 мм мало чем будет отличаться.
Материал, который мы выбрали для сверления, это ДСП толщиной 19 мм. Во-первых, полагаем, что если инструмент справится с ДСП, то с ДВП или древесиной он и подавно справится. Во-вторых, на момент проведения всех испытаний в наличии имелось много обрезков ДСП.
Перьевое сверлоОбычно перьевое сверло позиционируется как дешевый и вполне качественный инструмент, которым можно просверлить отверстие в ДСП или древесине. Длина хвостовика позволяет углубляться на значительное расстояние, выбор диаметров вплоть до 70 мм также должен порадовать. Однако, мы ещё в нашем эксперименте постараемся выполнить глухое (несквозное) отверстие. Итак, поехали.
Уже в самом начале работы была обнаружена интересная особенность: на упаковке было указано, что сверло предназначено для сверления отверстий 34 мм, на самом сверле стоит метка в 32 мм. Пришлось брать штангенциркуль и мерить. Сверло оказалось действительно на 32 мм, а указанная цифра 34 мм на упаковке так и осталась для нас загадкой буквально на ближайшие пятнадцать минут. Наконечник сверла позволяет установить инструмент строго в нужное место, хотя в нашем случае сверление не требовало такового. С самого начала работы перьевое сверло начало с энтузиазмом (не без нашего надавливания на дрель, конечно) вгрызаться в материал. Через несколько секунд дрель была остановлена, чтобы убедиться в том, настолько возможно с помощью перьевого сверла выполнять глухие отверстия. Теоретически это возможно, но надо для этого иметь заготовку довольно толстую. Поскольку перьевое сверло имеет длинный наконечник, то в нашем случае при углублении всего в 6 мм в центре показалось небольшое отверстие примерно в 2-3 мм с обратной стороны.
Просверлить отверстие в ДСП получилось с такими результатами (см. фото):
Входное отверстие перьевого сверла
края показались ровными, внутренняя поверхность стенки отверстия гладкая, при заявленном диаметре сверла в 32 мм отверстие имело диаметр 31,9 мм. Такие результаты заслуживают на оценку в 5 баллов из 5, хотя это первый инструмент и возможно какой-то из оставшихся сможет быть ещё лучше. А пока что считаем, что сверление отверстий в древесине, ДСП и прочих схожих материалах для перьевого сверла вполне посильно с неплохим результатом.
Сверло ФорстнераКогда речь идет о сверлении отверстий в древесине (глухих или сквозных), то чаще всего упоминается именно сверло дядюшки Бенджамина Форстнера. Этот оружейных дел мастер придумал сверло, которое вот уже 144 года используется в мастерских всего мира. Что же, попробуем и мы, настолько качественно данное сверло справляется с задачей сверления отверстия в нашем обрезке ДСП. Но самое первое впечатление малость огорчило: на упаковке написано, что это сверло Фоснера, то есть в фамилии изобретателя пропущена буквы Р и Т. Интересные дела творятся с этой фирмой «Condor»: вроде товар предназначен для экспорта, а на упаковках то размеры указаны неправильные, хотя по факту всё верно, то названия пишутся с ошибками.
Произвольно остановив дрель и вытащив сверло, мы обнаружили, что результат для глухого отверстия просто идеальный. Продолжив сверление, мы остались довольны результатом, который минимум на один бал превзошел результат перьевого сверла. Края идеально ровные, внутренняя стенка выглядит более гладкой, чем в предыдущем опыте, диаметр 32,1 мм. Теперь, когда есть с чем сравнить перьевое сверло, то баллы можно объективно распределить таким образом: перьевое сверло 4 балла, сверло Форстнера – 5 баллов. Отклонение в 0,1 мм считаем некритичным, потому как для тех самых петель лучше сделать отверстие на пару десятых мм больше.
Внутренняя поверхность после фрезы
Кругорез по дереву («балеринка»)Третий эксперимент начался неудачно уже с попытки установить нужный диаметр 32 мм. Дело в том, что данный инструмент имеет крайне неудобную шкалу для установки требуемого диаметра. Заранее предупреждаем: перед тем, как просверлить отверстие в ДСП или другом материале, вам придется помучаться в прямом смысле слова. Возможно, существуют более удачные модели, но мы приобрели именно эту – будем морочить себе голову.
Итак, с горем пополам диаметр был выставлен, начинаем сверление. Как и в случае с перьевым сверлом, выполнить глухое отверстие не получится.
Этому помешает направляющее сверло, которое разве в слишком толстом материале не оставит сквозного отверстия. Также внутренняя часть материала не высверливается, максимум, на что можно понадеяться, это дальнейшая работа со стамеской. Вывод: для глухого отверстия инструмент не подходит категорически, разве что если нет никакого другого инструмента, вам не важна точность и есть свободное время поморочить голову.
Ближе к окончанию сверления стал ощутим характерный запах горелой древесины. Что это было – стало ясно после замеров. Итак, входное отверстие имело диаметр 32,7 мм, а выходное – 31,7 мм. Получается, что именно из-за такой большой разницы материал и стал подгорать, так как режущая часть стояла уже своей основы.
Просверлить отверстие «балеринкой» в ДСП удалось, как видно по фото, с горьким результатом: края рваные, диаметр отверстия отличается намного, да еще и разный с обратных сторон. Единственное, что более-менее получилось удовлетворительным – это внутренняя поверхность стенки отверстия. Если сравнивать с предыдущими инструментами, то кругорез по дереву получает оценку 3 с минусом.
Заметно, что поверхность немного подгорела
Интересный момент: мы решили, что установка требуемого диаметра будет более точной, если ставить на целые числа. Установили на 60 мм, просверлили, замеряли – получили 58 мм. Вывод: для неточных работ «балеринка» сгодится за неимением лучшего инструмента.
Коронка с калёным зубомКоронка с калёным зубом вначале представляется неплохой задумкой: режущая часть тонкая, что наталкивает на мысль точных отверстий при тонком материале типа пластика или ДВП. А вот как удастся просверлить отверстие в ДСП – это мы увидим через минуту.
Как и в предыдущем случае, данный инструмент не предназначен для глухих отверстий, разве что за неимением лучшего и нежеланием приобретать ту же самую фрезу Форстнера. На фото видно, что разве с помощью стамески можно сбить внутреннюю часть, но дно при этом может остаться неровным.
Сверление отверстий в древесине таким инструментом показало его полную неспособность выполнить точно указанный диаметр в материале. При замере размер отверстия составил аж целых 34,6 мм (. ), хотя мы использовали насадку в 32 мм, как того и требовал эксперимент. Добавим сюда неровные и рваные края отверстия – инструмент не заслуживает на внимание среди профессионалов. На данный момент, после использования четырёх инструментов, данный является самым неточным. На фото заметно, что режущая часть возле зубьев намного шире, чем возле основания коронки. Почему так вышло – загадка.
Коронка с державкойПоследний эксперимент на сегодня – коронка с державкой. Сама коронка, в отличии от предыдущей, выполнена жёстко, посему можно предположить, что слишком большого отклонения в диаметре не должно быть. Как и в предыдущем случае, глухое отверстие такой коронкой не выполнить. Сквозное отверстие выполнить возможно, но только если обрабатываемый материал не толще 25 мм.
Немного вырванные края простить можно, но это не единственный недостаток данных коронок. На фото внутренней стороны отверстия хорошо заметен тёмный ободок – это подгорание, которое стало результатом забитых стружкой зубьев. Взгляните на фото ниже, чтобы понять, о чём идет речь.
Точность тоже не достоинство таких коронок: просверлить отверстие в ДСП удалось с погрешностью в 1,1 мм, то есть отверстие получилось 33.1 мм вместо требуемых 32 мм.
Даже при сверлении 19-ти мм пластины ДСП требуется вынимать коронку, очищать её и только тогда продолжать работу
ВыводыЕсли говорить о качестве, то из пяти инструментов безоговорочную и убедительную победу получает сверло Форстнера. С помощью этого инструмента удалось получить наиболее точный диаметр, максимально ровные края отверстия и идеально гладкую внутреннюю часть.
Самыми неподходящими и такими, которые не хочется рекомендовать даже новичкам, получились кругорез (он же «балеринка») и коронка с калёным зубом. Что интересно, «балеринка» при таком отвратительном качестве исполнения и результативности в Польше стоит немного дороже сверла Форстнера.
Вполне возможно, что определённую роль сыграл факт использования ручной дрели. Удерживать инструмент строго перпендикулярно к ДСП сложно и вероятно это также дало свои погрешности. Также можем предположить, что при сверлении тонких материалов (фанера, ДВП или пластик) результаты могут быть гораздо лучшими даже для тех инструментов, которые не смогли достойно и качественно просверлить отверстие в ДСП.
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте или монтаже различных деревянных изделий требуется просверлить идеально круглое отверстие. В данной статье мы постараемся осветить все способы, которыми можно вырезать такое отверстие. Будут рассмотрены варианты с применением специальных инструментов, а так же без оных.
Чем вырезать фанеру
Ножовка с очень узким полотном, лобзик, буровая пила и круглый напильник — вот те ручные инструменты, которыми можно пилить по кривой.
Именно узкое полотно обеспечивает ножовке маневренность, но по той же причине ее крайне сложно вести. Надо иметь твердую руку и внимательный глаз, чтобы не допустить отклонений от разметки. При этом не старайтесь работать быстро. Наоборот, продвигаться лучше небольшими рывками. Это поможет увереннее держать ручку пилы и вести ее точно по заданной линии.
Выпиливать небольшие круглые или овальные отверстия и «узкие» кривые лучше с помощью специальных инструментов — буровой пилы и круглого напильника, которыми к тому же можно зачищать закругления.
Однако наиболее подходящим инструментом для выпиливания закругленных деталей и отверстий стоит признать электроножовку. Ее преимущество не только в том, что экономятся силы и время. Входящий в комплект набор сменных полотен с разными зубьями позволяет подобрать полотно для распиливания заготовки практически любого типа, будь то древесина, фанера или древесно-стружечная плита. Иными словами, электроножовку можно с полным правом назвать универсальным инструментом.
Закруглить углы мебели
Ударом об острый угол стола можно даже пораниться. Поэтому рекомендуем срезать углы там, где это возможно. У самодельной мебели их надо закруглить с самого начала.
Выпиливать круги и кривые линии не сложнее, чем сделать абсолютно прямой разрез на заготовке, но при одном условии: у вас в руках нужный инструмент и вы хорошо им владеете.
Маркировать выпадающие части
Может случиться так, что отверстия, которые вы просверлили для вставки узкого полотна ручной или электроножовки, окажутся на полезных участках, Чтобы избежать подобных ошибок, следует помечать все выпадающие части заготовки штриховкой.
Что подойдет для шаблона
Сделать на заготовке круг можно не только циркулем. Для этой цели подойдет любой предмет аналогичной формы. Это может быть кастрюля, тарелка, чашка или миска. Однако, принимаясь за работу, связанную с ремонтом мебели или какого-то предмета обстановки, заранее просчитайте необходимость в деталях округлых контуров или с круглыми отверстиями. Возможно, будет достаточно внести лишь незначительные изменения в конструкцию.
Вместо циркуля
Школьный циркуль может пригодиться и в домашней мастерской, вот только радиус его действия невелик. А если надо начертить окружность большого диаметра?
Простой способ — сделать это с помощью веревки, гвоздя и карандаша. Гвоздь осторожно вбивается в заготовку, веревка закрепляется на нем одним концом, а на другом конце закрепляется штифт. Длина веревки определяет радиус очерчиваемого круга. Единственное условие — на всем пути карандаша веревка должна быть туго натянута. Тогда расстояние от центра (гвоздя) до окружности на всех участках разметки будет одинаковым.
Полоска картона или рейки
Не менее простой, но более надежный способ — использовать вместо веревки полоску картона или, что еще лучше, деревянную планку. В этой планке (полоске) просверлите два отверстия — одно, поменьше, для гвоздя, другое, побольше, — для карандаша. Расстояние между их кончиками должно соответствовать радиусу желаемого круга. Остается только установить в нужном месте гвоздь и повернуть планку вокруг оси.
Два заточенных гвоздя и деревянная планка либо полоска плотного картона могут заменить циркуль.
Как чертить эллипсы
Эллипс — фигура довольно сложная, но чтобы начертить ее на бумаге, вам потребуются всего лишь две кнопки, отрезок веревки и заточенный карандаш.
Закрепите на поверхности заготовки две кнопки на некотором расстоянии друг от друга. Возьмите отрезок веревки, свяжите оба ее конца узлом и зацепите веревку за головки кнопок. Теперь карандашом ведите линию, которую позволяет описывать натянутая веревка. Форму эллипса вы можете менять по своему усмотрению.
Расстояние между двумя фокусными точками эллипса обозначается кнопками. Если вести карандаш в границах, отведенных ему веревкой, то на бумаге появится контур эллипса.
Форма эллипса может быть больше или меньше, толще или уже, в зависимости от расстояния между кнопками и длины веревки.
Шаблоны
Рюмки, чашки, тарелки, кастрюли или формы для выпечки — в любом хозяйстве найдется немало предметов круглой формы, которые могут быть использованы для разметки круга. Если вы что-либо мастерите и решили придать своему изделию округлую форму, то посмотрите вначале, нет ли среди предметов домашней утвари подходящего шаблона. Для верности отберите несколько предметов и отнесите в мастерскую. Там вы сможете сразу примерить их на заготовке и определить, что более всего подходит. После некоторой тренировки вы сможете делать закругленные линии из нескольких круглых предметов с различным радиусом. Дуги круга можно рисовать последовательно, либо проводить мостики-переходы между отдельными дугами.
Предварительный чертеж
Прежде чем пытаться вычерчивать кривую на заготовке, спроектируйте ее на большом листе бумаги или куске гофрированного картона. Только после того, как будет достигнут удовлетворительный по всем позициям результат, можете вырезать из бумаги шаблон и сделать по нему разметку на заготовке.
Круги и фрагменты круга вы можете начертить с помощью чашки или тарелки, просто обведя их карандашом.
Врезка раковины по шаблону
Мойка — один из важнейших элементов кухонного оборудования. Если вы решили самостоятельно врезать раковину в столешницу кухонного рабочего стола, то первое, что надо сделать, — это подготовить точный шаблон.
Вначале на плотный лист бумаги перенесите внешний контур раковины. Далее измерьте ширину ее бортиков, которыми она будет опираться на столешницу. Обычно это 2-3 см. Теперь отступите от контура, нанесенного на бумагу, внутрь на ширину бортика и проведите параллельную линию. Это и будет линия распила.
При нанесении разметки проследите за тем, чтобы положение на плите самого шаблона было правильным. Конечно, если все углы раковины симметричны, то ничего страшного не произойдет, окажись она согласно разметке как бы в зеркальном изображении. Но если раковина имеет форму трапеции и закругления у передних углов отличаются от закруглений задних, то ни в коем случае не перепутайте переднюю и заднюю части.
По аналогичной схеме делайте шаблоны и вырезайте отверстия для приборов настенного освещения или для громкоговорителя, устанавливаемых на деревянных панелях.
Линия, проведенная вокруг мойки, является вспомогательной. Вторая, проведенная параллельно ближе к центру, — линия распиливания.
Электроножовка
Если надо вырезать деталь округлой формы и пропилить в заготовке круглое отверстие, то электроножовка — самый подходящий инструмент. С ее помощью вы сэкономите силы и время, поскольку у такой пилы большие преимущества перед ручной. Так, полотно электроножовки более узкое, что обеспечивает повышенную маневренность. Далее, у нее сменные полотна с различными зубьями, что позволяет обрабатывать заготовки любого типа, то есть древесину, фанеру, древесно-стружеч-ную плиту (не случайно инструмент называют также электролобзиком).
Чтобы выпилить участок внутри заготовки, для ручной ножовки сначала просверливают отверстие. Но если у вас электроножовка, то это делать не обязательно. Инструмент подносят к заготовке с небольшим наклоном вперед и в такой позиции включают. Пила сама пропилит отверстие. Только не надо слишком давить на корпус — это может привести к поломке полотна пилы.
Вести по кругу
Это простое по конструкции приспособление заметно облегчает выпиливание круглых отверстий или дуг. Достаточно отметить на заготовке центр круга, закрепить по отметке приспособление и соединить идущий от него стержень с электроножовкой. Деления на стержне помогают установить полотно пилы на том расстоянии от центра круга, какое необходимо. В результате без предварительной разметки можно вырезать круг или пропилить дугу с радиусом от 5 до 20 см.
Приспособление (точнее, его «подошва») крепится к поверхности заготовки шурупами. Они должны быть хорошо затянуты. Если крепление не будет жестким, начнет болтаться, то ровный круг не получится.
Подойдет и для левши
Воспользоваться приспособлением могут и левши, поскольку направляющий стержень крепится к подвижному узлу как слева, так и справа. Так что пилите по собственному усмотрению — по или против часовой стрелки.
Используя такое приспособление, можно без предварительной разметки вырезать в заготовке круглое отверстие диаметром от 10 до 40 см.
Лобзик
При выпиливании отверстий или кривых в мелких заготовках порой не обойтись без лобзика. Сменные полотна с разными по форме и расположению зубьями позволяют работать с древесиной различной плотности. Однако следует учитывать, что глубина пропила ограничивается дугой лобзика, то есть полотно пилы не сможет продвинуться дальше чем на 30 см от края заготовки.
Очень тонкие узкие полотна пилы легко повредить, если пользоваться лобзиком неправильно. Вести пилу надо аккуратными методичными движениями. Главное — не допустить перекоса полотна. Иначе маленькие и легкие заготовки начнут двигаться вместе с пилой, в итоге это может привести к тому, что полотно лопнет.
Тончайшее полотно лобзика «осилит» самую узкую кривую, но лишь в мелких заготовках, поскольку продвижение полотна ограничено дугой лобзика.
Бурильная пила
Ни ручная, ни электроножовка не помогут, если в заготовке надо выпилить небольшое — диаметром менее 10 см — отверстие. Лобзик также может оказаться бесполезным, если заготовка крупногабаритная. В этом случае самый подходящий инструмент — бурильная пила. Своим наконечником она вгрызается в дерево как бурав и таким образом проделывает «стартовое» отверсти для дальнейшего распила. Внешне пила похожа на круглый напильник с той разницей, что ее стержень огибает по спирали режущая кромка.
Бурильные пилы выпускаются со сменными насадками различного диаметра, рассчитанными на обработку древесины как мягких, так и твердых пород, а также разнообразных материалов из нее.
Рабочий орган бурильной пилы — это металлический стержень с режущим острием, как у буравчика, и режущей кромкой, которая огибает стержень по спирали.
Так выглядит самая узкая из ручных ножовок. Благодаря крепежному узлу полотна в ножовке можно менять в зависимости от характера обрабатываемого материала.
Насадка на дрель
Одним из наиболее популярных и удобных вариантов вырезания отверстия является специальная насадка на дрель. Выполнена она в виде гребня короны и имеет округлую форму. С данной насадкой вырезание отверстий происходит быстро, и они получаются достаточно ровными.
насадка для дрели для отверстий
Насадки бывают разных диаметров, что позволяет вырезать отверстие необходимого диаметра. Если вы уже подготовили отверстие, можем вам посоветовать попробовать себя в опционной торговле.
Cверло
Вырезать большое отверстие можно и при помощи сверла. Для этого, необходимо заранее разметить контур высверливаемого отверстия. Далее, небольшим сверлом высверлите по контуру, подготовленному заранее, сквозные отверстия. Далее, лобзиком или очень острым ножом, срезаем лунки, тем самым, соединяя отверстия. После чего можно сгладить окружность при помощи шкурки различной зернистости.
Стамеска
Вырезать необходимое отверстие можно так же при помощи стамески. Достаточно слой за слоем снимать древесины по контуру. Данный вариант наименее пригоден для оформления интерьера. Отверстие должно быть ровным, чего нельзя добиться применением подручных и неприспособленных для дела материалов. Оптимальным вариантом будет применение коронки на дрель. Отверстие получается ровным и с гладкими краями.
Таким образом, подводя итог, становится ясно, что выбирать инструмент для вырезания отверстия, нужно исходя из ваших целей. Если необходим качественный распил, то без специального инструмента не обойтись.
Круглые отверстия в ДСП?
Payal-Nik сказал(-а): 11.10.2005 11:37
Круглые отверстия в ДСП?
Скиф сказал(-а): 11.10.2005 11:44
Re: Круглые отверстия в ДСП?
Я себе купил узенькую пилочку для электролобзика
Раньше сверлил по окружности отверстия, потом распливал ручным лобзиком а потом обрабатывал рашпилем. Получается не очень хорошо и утомительно.
Re: Круглые отверстия в ДСП?
Если выпиливать лобзиком, то многое от толщины заготовки и требуемого диаметра отверстия зависит. Чем толще загатовка и меньше диаметр, тем больше будет уводить пилку.
Вообщем, самый кошерный вариант — ручной фрезер.
Payal-Nik сказал(-а): 11.10.2005 11:56
Re: Круглые отверстия в ДСП?
Гоша сказал(-а): 11.10.2005 12:18
Re: Круглые отверстия в ДСП?
Re: Круглые отверстия в ДСП?
Гоша сказал(-а): 11.10.2005 13:07
Re: Круглые отверстия в ДСП?
Re: Круглые отверстия в ДСП?
Nagema сказал(-а): 11.10.2005 18:34
Re: Круглые отверстия в ДСП?
у-у, ребяты… как у вас всё по-фирме тута… электролобзики… фрезеры…
На самом деле истинный хайэндщик должен уметь:
а) начертить окружность на ДСП цВиркулем;
б) вынести ДСП прочь из квартиры и положить на асфальт перед домом /прослойка в виде мощной доски между асфальтом и ДСП — всячески приветствуется/;
в) адски улыбнуться прохожим — и уверенными взмахами огромного молотка об огромную стамеску вырубить дырку с «запасом на доводку»;
г) внести полуфабрикат обратно в квартиру и довести диаметр отверстия до идеала круглым свирепым рашпилем.
При этом стрематься ничего не надо. В частности, эстэты опасаются, что дырка будет не особо круглой. Но нифига. Наш ответ эстэтам совершенно прост: «Биения в два и даже три миллиметра по-любому закроются ушами динамика.»
Всё это звучит очень страшно и грубо, но уверяю: высверливать свелом по радиусу — значительно муторнее, чем быстренько вырубить стамесочкой: тем, кто на школьных уроках труда пару раз стоял за тисками /а таких, судя по возрастАм в «личках» тут, уже, видимо, абсолютное большинство ;)/, известно, что точность вырубки что по металлу, что по дереву — достаточно высока. Другое дело, что на улице этим заниматься «типо впадлу», а грохотать молотком в квартире — ваще несолидно…
Кстати, как человек только мечтающий о прогрессивном «Бошевском» лобзике — был удивлен, читая Гоша с его методом «центральная дырка вращения»… До сих пор полагал, что пройти фирменным инструментом по карандашной ДУГЕ не представляет проблем с точностью, достаточной для дырочки под динамик… Пол-года назад тут по случаю пришлось укоротить входную дверь ручной циркулярной пилой… дык хоть карандашная линия, по которой дверь рубил, и была ПРЯМАЯ — но ведь и циркулярка вам не лобзик… страшно воет, мечет на стену опилки… всем становится страшно… Однако всё ровненько получилось.
А вот я тут проконсультировался у коллеги. Коллега тоже воспитывался в боевых условиях. Он однозначно сказал, что электролобзиком в не очень корявых руках — совершенно реально пройти по карандашной дуге с погрешностью плюс-минус миллиметр без центратора. То есть сверлим дырочку под стартовый вход лезвия — и тихонечко, «на малой подаче», идём по начерченному с таким расчетом, чтоб лезвие за счет собственного развода успевало сделать вокруг себя «допуск на небольшой поворот».
Задача сводится, таким образом, к умелому и постоянному дутью ртом в активную зону /или зону пропила/, чтоб постоянно была видна Генеральная Линия.
ПРИМЕЧАНИЕ:
Можно прострелить ДСП кумулятивным снарядом. Будет очень ровно.
Мужской сайт
Настоящий мужик должен быть хозяином в доме!
Сверло по ДСП
Сверло по ДСП
Экологичные древесные плиты сейчас в моде. Растущий спрос на каркасное домостроение позволил насытить рынок новыми для России ориентированно-стружечными плитами (ОСП 3). Например, сейчас тут купить панели ОСП 3, как и другие «продвинутые» пиломатериалы – уже не проблема.
А ДСП продолжает находить своего потребителя по одной простой причине – из-за своей дешевизны. Она вполне пригодна для подсобных помещений и изготовления предметов быта. Если здесь купить лист ДСП оптом, то можно и сберечь немало средств. Каковы же хитрости обработки ДСП?
Первое действие, которому подвергается этот материал – пиление.
Так как ДСП представляет собой склеенную стружку, то возникает проблема с выломкой этой стружки при распилке. Поэтому нужно использовать пилу с возможно мелкими зубьями и малой разводкой. Пилу надо держать под очень малым углом к поверхности, иначе возможны краевые заломы, которые не так-то просто затем закамуфлировать. Ход пилы тоже должен быть малым.
Отверстие в ДСП
Давить на пилу не следует. Не торопитесь – запаситесь терпением. В качестве дополнительной страховки можно использовать широкую клейкую ленту, посредине которой и следует пилить. Это особенно важно для плит с покрытием, например, лакированным. В таком случае лучше даже прорезать покрытие острым ножом. Конечно же, если вас не волнует качество обработки края, можно пилить ДСП как угодно.
Другое действие – сверление.
Совет таков: сначала сделать в ДСП отверстие сверлом с диаметром на три мм меньше нужного без особых предосторожностей. Затем проделать это же с нужным сверлом, которое пойдет по пути первого. Так как при сверлении материал легко крошится, то необходимо строго следить за правильным положением сверла, чтобы не получить воронку. Если нежелателен скол ни с какой стороны, то нужно предварительно просверлить на небольшую глубину одну сторону, затем сделать сквозное отверстие с другой. Другой вариант избежать сколов – подложить под просверливаемую ДСП плиту другую. Сверло должно быть с острым краем и сверлить желательно при достаточно большой скорости. Для сквозных отверстий сверло по металлу предпочтительней, чем по дереву. Давить на сверло в конце не следует. Существуют специальные конфирматные сверла под евровинты. Они одновременно формируют и конус для заглубления шляпки винта. Особой сноровки требует сверление глухих отверстий.
Доработка краев ДСП делается с помощью рубанка, рашпиля и напильника. Вести инструмент надо от внешнего края плиты к внутреннему, чтобы не добавить заломов. Совсем мелкие шероховатости можно доработать и шкуркой.
Как правильно вырезать круг в фанере?
- Дата: 13-09-2015
- Просмотров: 429
- Комментариев:
- Рейтинг: 31
При работе с различными типами древесины всегда нужно знать детальные вариации ее обработки. Перед тем как вырезать круг в фанере, надо знать все варианты, потому что нередко приходится подстраиваться под ситуацию. Есть множество вариантов выполнения таковой затеи, причем отличаются они кардинально.
Для того, чтобы вырезать круг из фанеры можно использовать как профессиональные инструменты, так и подручные средства.
Электроприборы или ручной инструмент?
Инструменты и материалы:
- дрель;
- электролобзик;
- лобзик ручной;
- фрезерная машинка;
- гвозди;
- веревка;
- стамеска;
- молоток;
- канцелярский нож;
- наждачная бумага;
- циркуль.
Определяя диаметр будущего круга, необходимо учитывать габариты рабочей фрезы.
Самый популярный вариант среди всех — это электролобзик. Данный инструмент позволяет резать не только круги, но и любые другие геометрические фигуры. Единственный минус его заключается в необходимости формирования дополнительных пазов в местах поворотов (углы), но при создании круга это незаметно. Очень важно правильно выбрать пилочку, т.к. они бывают 3 типов: рвет слева, рвет справа, рвет с 2 сторон. После того как полотно подобрано, вырежьте круг любого размера.
Лобзик обыкновенный ручной.
Перед тем как вырезать круг из фанеры при помощи данного инструмента, нужно убедиться в доступности выполнения рабочего процесса. Основная сложность — это ограничение (обычно до 30 см) из-за физического строения, т.е. в глубоких местах работать не получится. При начале рабочей деятельности не от края, а непосредственно из центра пилочка заправляется в самую последнюю очередь.
Фрезерная машинка. Весьма удобный вариант, но требующий жесткую сцепку с поверхностью, для чего в центр круга вкручивается саморез. Круг делается любого диаметра, причем очень быстро. Иногда не хватает рабочей ручки, из-за чего приходится делать всевозможные импровизированные кронштейны, в роли которых может выступать швеллер, профиль, брусок, доска и даже веревка, но на жесткой сцепке гораздо удобнее. Данный инструмент делает довольно широкое отверстие, поэтому перед началом работы нужно тщательно провести замеры будущей конструкции.
Необходимо выбирать только острые гвозди, а края получившейся заготовки обработать крупной наждачной бумагой.
Гвозди. Весьма популярный способ в тех случаях, когда работа должна быть выполнена «уже вчера», а инструменты будут еще не скоро. Стоит сразу отметить, что работа в итоге получается довольно грубая, поэтому используется в самом крайнем случае. Потребуется только молоток, 2 гвоздя и веревка. Один гвоздь вбивается в центре отверстия, а другой — натягивается на веревке на необходимую длину (радиус), после чего твердым движением проводится круг. Такие круги с давлением продолжаются до тех пор, пока не будет окончательно вырезана окружность. В самом конце гвоздь извлекается из отверстия, переворачивается и осторожно молотком обивается, чтобы добиться более аккуратного шва.
Стамеска и канцелярский нож. Тут все значительно проще, потому что сначала нужно начертить циркулем (карандашом) круг, после чего данный круг несколько раз обводится канцелярским ножом под давлением.
Подписка на новости сайта
Особенностью обводки служит движение не ножа, а листа фанеры, чтобы не сломать металл, причем такое действие повторяется с 2 сторон. Затем к подготовленному шву прикладывается стамеска и несильными ударами доводится до противоположного шва (2-3 удара хватает обычно). В самом конце молотком выбивается круг, как в варианте с гвоздями.
Подготовка и завершение работы
Перед тем как вырезать круг в фанере своими руками, нужно просверлить отверстия для инструмента. Тут важно выбрать место сверления, т.к. в одном случае нужен сам вырезанный круг, а в другом — наружная сторона. Делается осторожное отверстие на 5-8 мм поодаль от края в той части, что пойдет в утиль, затем прилаживается инструмент, и можно начинать рабочую деятельность. В случае с фрезерным станком отверстие делается на пути следования инструмента по кругу, т.к. выставить его потом будет затруднительно.
После того как вырез будет готов, нужно обработать его при помощи крупнозернистой наждачной бумаги.
На этом этапе проверяется качество рабочего инструмента, т.к. при хорошей заточке и успешной работе сколов не будет.
Но не стоит огорчаться и при их наличии, т.к. все можно компенсировать при помощи последующей отделки.
Отверстие в ДСП
Отверстие в ДСП.
При изготовлении мебели своими руками, операция по сверлению отверстий в деталях занимает пожалуй следующее по значимости место после их распиловки. Технологически сверление отверстий в ДСП мало чем отличается от сверления других материалов применяемых в мебельном производстве, поэтому все приемы изготовления отверстий описанные в данной статье применимы так же и к ДВП, дереву и прочим материалам. Характеризуют качественно выполненное отверстие три основных показателя — отсутствие сколов на входе сверла в заготовку, чистый срез внутри отверстия, отсутствие сколов на выходе сверла из заготовки.
Первый вопрос, который возникает при необходимости выполнить отверстие в ДСП – чем? а следующим вопросом будет – как? Для получения правильного ответа на эти вопросы давайте, разделим отверстия по диаметру на три вида, к каждому из них подберем инструмент и рассмотрим особенности их изготовления.
- Отверстия малого диаметра от 2 до 12 миллиметров лучше всего сверлить обычными сверлами по дереву.
- Отверстия среднего диаметра от 10 до 50 миллиметров выполняют специальными сверлами, такими как перовое сверло или сверло Форстнера.
- Отверстия большого диаметра от 40 до 200 миллиметров сверлят специальными фрезами или регулируемым сверлом (балеринка).
К отверстиям большего диаметра в деталях мебели термин высверливание уже употреблять не стоит и соответственно инструмент надо подбирать наподобие электрического лобзика или ручного фрезера.
Отверстия в ДСП малого диаметра от 2 до 12 мм.
Для сверления отверстий небольшого диаметра в ДСП и других содержащих дерево материалах существуют специальные сверла. Особенность данных сверел предназначенных для сверления древесины заключается в способе их заточки.
Сверление отверстий в ДСП
Сверло по дереву имеет форму трезубца, где средняя часть служит для центровки сверла, а боковые подрезают материал. На фотографии показаны результаты сверления отверстий слева сверлом по дереву и справа обычным сверлом.
При сверлении сквозных отверстий сверло выламывает наружный слой ДСП, поэтому для предотвращения сколов необходимо подкладывать со стороны выхода сверла из отверстия кусок ненужного ДСП. На фотографии слева результат сверления отверстия в ДСП без подкладки, а справа с подкладкой.
Таким образом, мы выяснили, что для правильного сверления отверстий в ДСП необходимо применять сверла по дереву и на выходе сверла из заготовки использовать подкладку.
Отверстия в ДСП среднего диаметра от 10 до 50 мм.
Для сверления сквозных отверстий в ДСП среднего диаметра как правило применяют перовые сверла (в простонародии пёрка) а в тех случаях когда надо получить не сквозное отверстие (например для установки петель) применяют сверло Форстнера. Перовое сверло также как и сверло по дереву имеет заточку в виде трезубца и поэтому технология сверления отверстий в ДСП аналогична. Также не забывайте подкладывать кусок ДСП на выходе сверла из отверстия.
Сверло Форстнера также как и предыдущие образцы имеет заточку в виде трезубца, но режущие части не такие длинные благодаря чему и получается просверлить отверстие в ДСП с относительно ровным дном.
Отверстия в ДСП большого диаметра от 40 до 250 мм.
Для сверления в ДСП отверстий большого диаметра в продаже предлагается два основных инструмента. Первый вариант — кольцевая пила она же коронка.
Оба инструмента отлично справляются со своими обязанностями и с легкостью делают большие отверстия в ДСП, фанере и прочих материалах. Из минусов их использования стоит отметить качество получаемых отверстий. Количество сколов и качество реза ограничивает их использование при работе с фасадами и другими деталями мебели, которые будут находиться на виду.
Балеринка по дереву: регулируемое сверло или как сделать большое отверстие
Часто в работе с деревом и материалами на его основе возникает необходимость просверлить ровное круглое отверстие. Можно воспользоваться лобзиком или фрезером, но не всегда такой инструмент оказывается под рукой или выполнить ими работу просто неудобно. Облегчить задачу может балеринка по дереву.
Что такое балеринка по дереву
Круговое регулируемое сверло «балеринка» — приспособление, которое предназначено для сверления круглых отверстий большого диаметра. Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами. Штанга имеет разметку, по которой можно выставить необходимый разлёт резцов относительно центра предполагаемого отверстия. В середине хвостовика закреплено сверло-сердечник. Оно служит центровочным элементом и опорой при сверлении.
Кроме конструкций с двумя режущими элементами, расположенными симметрично, существуют балеринки с одним резцом или даже с тремя. В последнем случае они располагаются на основе в виде диска с пазами.
Функционал инструмента
Качественная балеринка изготавливается из высокопрочной стали, что даёт возможность использовать приспособление в работе с мягкими, так и с твёрдыми породами древесины.
Данный инструмент имеет регулируемый диаметр сверления. Это позволяет проделывать отверстия практически любого диаметра. Ограничение диапазона сверления зависит от размера балеринки. Производители выпускают приспособления со следующими пределами разлёта резцов:
- от 30 до 120 мм;
- от 40 до 200 мм;
- от 40 до 300 мм;
- от 40 до 400 мм.
Максимальный диаметр сверления ограничивается штангой, на которой крепятся резцы. Минимальный — толщиной хвостовика.
Сверло-балеринку можно использовать в любых местах, где применение электролобзика или ручного фрезера будет неудобным. К примеру, это может быть собранная и установленная мебель, в детали которой необходимо просверлить аккуратное отверстие, учитывая ограниченное пространство. Ещё один пример — неровная (выгнутая или вогнутая) поверхность. Лобзиком или фрезером сделать всё ровно и аккуратно навряд ли получится. Будет трудно контролировать наклон инструмента относительно поверхности. Балеринка легко справится с такой задачей.
Особенности работы с инструментом
Принцип работы с круговым сверлом прост. Центрирующим сверлом засверливают отверстие, а дальше в работу включаются резцы. Они постепенно проделывают узкую канавку, постепенно прорезая материал по кругу на всю глубину.
Материалы, используемые в работе с балеринкой разнообразные: дерево, ДВП, ДСП, МДФ, гипсокартон, пластик. Общий один момент — толщина детали должна быть не более 15-20 миллиметров. Этот параметр ограничен длиной резцов. Обычно производитель указывает максимальную глубину сверления на упаковке. При попытке сверлить материал большей толщины могут возникнуть проблемы с рваными краями.
Для применения инструмента с одним резцом характерно биение. Это вызвано отсутствием балансировки относительно продольной оси сверления. Особенно биение будет ощущаться при резке отверстий большого диаметра. Вырезать отверстия с помощью дрели следует на малых или средних оборотах. При работе на сверлильном станке таких проблем не возникает.
Также неудобство при работе может доставить ламинированная или шпонированная поверхность. После прохождения декоративного слоя сверление проходит без проблем.
Особенностью кругового сверла можно считать возможность регулировки диаметра. Расстояние между резцами может быть выставлено по шкале на штанге или более точно с помощью штангенциркуля. Это удобно если нужно сделать отверстие без зазоров под трубу или круглую деталь.
Разнос резцов относительно центра регулируется по отдельности. Необходимо как можно точнее выставлять режущие части. Это избавит от лишних усилий во время работы и продлит срок службы инструмента.
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко. Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи.
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
В дешёвых вариантах часто применяют мягкий металл или сплавы, которые могут оказаться хрупкими. Под нагрузкой детали могут деформироваться или разрушиться. Такой инструмент долго не прослужит и точности от него добиться также будет сложно.
Качество изготовления, основным признаком является отсутствие люфтов и перекосов. Все детали должны быть подогнаны друг к другу и надёжно крепиться фиксирующими винтами.
Разметка штанги качественной балеринки штампованная. Иногда деления выделяют яркой краской для лучшей видимости.
Резцы, качественные режущие элементы изготавливают из инструментальной закалённой стали. На держателях их крепят заклёпками или с помощью пайки. Цельные резцы с держателями (изготовленные из одного и того же металла) быстро затупляются и не отличаются долговечностью.
Производитель, при выборе любого инструмента и расходников, предпочтение следует отдавать известным и давно проверенным маркам и брендам. Наиболее распространённые — Topfix, Stayer, Irwin, Strum.
Приобретение регулируемого кругового сверла для использования в быту, или в случае необходимости просверлить несколько отверстий, полностью себя оправдывает. Это избавляет от необходимости приобретения дорогого инструмента, который может понадобиться всего несколько раз.
Самый широкий перфорированный лист с круглыми отверстиями
Согласно последним исследованиям, большинство перфорированных листов производятся с круглыми отверстиями. Почему? Круглые роли изготавливаются относительно проще с эстетическим эффектом. Круглая матрица для перфорирования листа может служить дольше и проста в изготовлении, что делает перфорированный лист с круглыми отверстиями дешевле, чем любой другой перфорированный лист с другими типами отверстий. Таким образом, круглая схема отверстий становится самой популярной формой.
RHPS-1: Перфорированный лист из нержавеющей стали с круглыми отверстиями.
RHPS-2: Зеленое порошковое покрытие перфорированный лист с круглыми отверстиями. Перфорированный лист
с круглыми отверстиями предлагает широчайший выбор размеров отверстий, размеров, материалов и размеров листа для всех типов применений. Например:
Перфорированный лист с круглыми отверстиями
- Облицовочные и потолочные панели.
- Солнцезащитный козырек и солнцезащитный крем.
- Фильтр для просеивания семян, камней и других сыпучих материалов.
- Перила декоративные.
- Ограждения путепроводов и машинного оборудования.
- Балконные и балюстрадные панели.
- Вентиляционный лист, например, решетки для кондиционирования воздуха.
Перфорированные солнцезащитные козырьки и облицовка могут обеспечить конфиденциальность жителям здания без каких-либо препятствий для обзора. Между тем, он оснащен функцией управления микроклиматом в салоне, чтобы снизить нагрузку на кондиционер и в значительной степени сэкономить энергию. Перфорированные заборы и перила обеспечивают безопасность людей и защищают закрытые машины и другое имущество от повреждений.
RHPS-3: Перфорированный лист с круглыми отверстиями и отверстиями 5.Диаметр 00 мм, шаг 6,5 мм, толщина перфорированного листа 1,0 мм. Доступны материалы из стали, нержавеющей стали, алюминия и меди.
Перфорированный лист с круглыми отверстиями мы поставляем:
Материал:
Мы специализируемся на производстве перфорированных листов с круглыми отверстиями из различных высококачественных материалов, включая сталь (низкоуглеродистую или углеродистую сталь, без окраски, оцинкованную или с покрытием из ПВХ), нержавеющую сталь, алюминий, медь и латунь или другие материалы по вашему выбору. запрос.
Расположение отверстий:
Существует три способа расположения круглых отверстий: прямой тип, шахматный тип 60 ° и шахматный тип 45 °, как показано на следующем рисунке:
Как правило, смещенный на 60 ° тип – самый прочный, самый универсальный с высокой экономичностью.
Толщина:
Калибр от 3 до 36 или в соответствии с вашими требованиями.
| Описание | Размер отверстия (мм) | Шаг (мм) | Открываемость | Толщина листа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,4 мм | 0,5 мм | 0,8 мм | 1.0 мм | 1,2 мм | 1,5 мм | 2.0 мм | 2,5 мм | 3,0 мм | 4.0 мм | 5.0 мм | 6.0 мм | ||||
| R0.8 T2 | 0,80 | 2,00 | 15% | * | * | * | |||||||||
| R1 T2 | 1,00 | 2,00 | 23% | * | * | * | * | ||||||||
| R1.2 Т2.25 | 1,20 | 2,25 | 26% | * | * | * | |||||||||
| R1.2 T2.5 | 1,20 | 2,50 | 21% | * | * | * | |||||||||
| R1.5 Т2.75 | 1,50 | 2,75 | 27% | * | * | * | * | ||||||||
| R1,5 T3 | 1,50 | 3,00 | 23% | * | * | * | * | ||||||||
| R1.8 т3.5 | 1,80 | 3,50 | 24% | * | * | * | * | * | |||||||
| R2 T3 | 2,00 | 3,00 | 40% | * | * | * | |||||||||
| R2 T3.5 | 2,00 | 3,50 | 30% | * | * | * | * | ||||||||
| R2 T4 | 2,00 | 4,00 | 23% | * | * | * | * | * | |||||||
| R2.5 т3.5 | 2,50 | 3,50 | 46% | * | * | * | * | * | * | ||||||
| R2.5 T4 | 2,50 | 4,00 | 35% | * | * | * | * | * | * | ||||||
| R2.5 т4.5 | 2,50 | 4,50 | 28% | * | * | * | * | * | * | ||||||
| R2.5 T5 | 2,50 | 5,00 | 23% | * | * | * | * | * | * | ||||||
| R3 T5 | 3.00 | 5,00 | 33% | * | * | * | * | * | * | * | |||||
| R3 T6 | 3,00 | 6,00 | 23% | * | * | * | * | * | * | * | |||||
| R3.5 Т5 | 3,50 | 5,00 | 44% | * | * | * | * | * | |||||||
| R4 T5 | 4,00 | 5,00 | 58% | * | * | * | |||||||||
| R4 T6 | 4.00 | 6,00 | 40% | * | * | * | * | * | * | ||||||
| R4 T8 | 4,00 | 8,00 | 23% | * | * | * | * | * | * | * | * | ||||
| R5 T7 | 5.00 | 7,00 | 46% | * | * | * | * | * | * | ||||||
| R5 T8 | 5,00 | 8,00 | 35% | * | * | * | * | * | * | * | * | ||||
| R5 T10 | 5.00 | 10,00 | 23% | * | * | * | * | * | * | * | * | * | |||
| R5 T2.5 | 5,00 | 25,00 | 4% | * | * | * | * | * | * | * | * | * | |||
| R6 T8.5 | 6,00 | 8,50 | 45% | * | * | * | * | * | * | * | |||||
| R6 T9 | 6,00 | 9,00 | 40% | * | * | * | * | * | * | * | * | ||||
| R6 T10 | 6.00 | 10,00 | 33% | * | * | * | * | * | * | * | * | * | * | ||
| R7 T10 | 7,00 | 10,00 | 44% | * | * | * | * | * | * | * | * | ||||
| R8 T8 | 8.00 | 11,00 | 48% | * | * | * | * | * | * | * | * | ||||
| R8 T8 | 8,00 | 12,00 | 40% | * | * | * | * | * | * | * | * | * | |||
| R8 T8 | 8.00 | 15,00 | 26% | * | * | * | * | * | * | * | * | * | |||
| R10 T13 | 10,00 | 13,00 | 54% | * | * | * | * | * | * | * | * | ||||
| R10 T14 | 10.00 | 14,00 | 46% | * | * | * | * | * | * | * | * | ||||
| R10 T15 | 10,00 | 15,00 | 40% | * | * | * | * | * | * | * | * | * | |||
| R10 T18 | 10.00 | 18,00 | 28% | * | * | * | * | * | * | * | * | * | |||
| R12 T16 | 12,00 | 16,00 | 51% | * | * | * | * | * | * | * | * | ||||
| R12 T17 | 12.00 | 17,00 | 45% | * | * | * | * | * | * | * | * | * | |||
| R15 T20 | 15,00 | 20,00 | 51% | * | * | * | * | * | * | * | * | * | |||
| R15 T21 | 15.00 | 21,00 | 46% | * | * | * | * | * | * | * | * | * | |||
| R20 T25 | 20,00 | 25,00 | 58% | * | * | * | * | * | * | * | * | * | |||
| R20 T27 | 20.00 | 27,00 | 50% | * | * | * | * | * | * | * | * | * | |||
| R20 T28 | 20,00 | 28,00 | 46% | * | * | * | * | * | * | * | * | * | |||
| R20 T30 | 20.00 | 30,00 | 40% | * | * | * | * | * | * | * | * | * | |||
| R25 T34 | 25,00 | 34,00 | 49% | * | * | * | * | * | * | * | * | * | |||
RHPS-4: Лист перфорированный с круглыми отверстиями производится под строгим контролем качества.
RHPS-5: Перфорированные листы из нержавеющей стали с круглыми отверстиями
RHPS-6: Лист перфорированный с круглыми отверстиями для производства мебели
RHPS-7: Конвейерная лента может быть изготовлена из перфорированного листа с круглыми отверстиями.
RHPS-8: Конвейерная лента из нержавеющей стали с круглым перфорированным отверстием.
RHPS-9: Этот вид перфорированного листа с круглыми отверстиями и большим отверстием, окруженным маленькими отверстиями, обычно используется в качестве декоративной сетки.
RHPS-10: Перфорированные листы могут изготавливаться с такими очень маленькими отверстиями.
RHPS-11: Круглые отверстия в перфорированном листе можно сделать выпуклыми и приплюснутыми, расположенными в определенном порядке.
RHPS-12: Перфорированный лист из латуни с круглыми отверстиями одинакового диаметра.
RHPS-13: Печь может быть изготовлена из перфорированного листа с круглыми отверстиями.
Запрос на наш продукт
При обращении к нам просьба предоставить подробные требования. Это поможет нам дать вам действительное предложение.
Как сделать отверстия в алюминиевом листе 2-е изд.
Как сделать отверстия в алюминиевом листе 2-е изд.Автор: Ник Картер
Почему вы хотите сделать квадратное или прямоугольное отверстие в алюминиевом листе металл? Короткий ответ: инженеры извращенцы, поэтому они элементы конструкции с квадратными или прямоугольными размерами, требующие вы можете установить их в квадратное или прямоугольное отверстие.Вы также можете захотеть не допускать вращения компонента, который вставляется или устанавливается в отверстие, рамку для картины или, возможно, у вас просто есть круглый колышек, кажется одиноким. Посмотрите вокруг на все квадратные и прямоугольные отверстия на ваш компьютер или введите запрос в Google по запросу “квадратная дыра”, вы все поймете.Ответ 2019 года, по крайней мере для меня, – это аналоговый модульный синтезатор DIY.
У меня немного обновил эту статью по сравнению с версией, первоначально опубликованной Make: Magazine, поскольку их веб-сайт теперь кажется медленно распадается.
Вот несколько методов в зависимости от инструменты, которые у вас есть, размер квадратного отверстия и толщина листовой металл.
Первым шагом для всех этих методов является отметьте, где на листе вы хотите сделать квадратное отверстие, а иногда центр площади. Используйте фломастер с тонким наконечником или металлический писатель в зависимости от ваших допусков. На фотографиях я покрыл листовой металл с краской для макетов, которая представляет собой тонкие чернила, которые можно кистью или Распылите на металл, чтобы выделить линию разметки.
1) Если алюминий тонкий (толщина банок), металл можно просто проткнуть ножницами и вырезаем квадрат. Для более толстого металла можно использовать ножницами для листового металла, чтобы вырезать внутреннюю часть отверстия.
2) Можно срежьте отверстие молотком и зубилом по металлу (не испортите стамески по дереву!). Поместите работу в тиски так, чтобы обрезанный край был немного выше губок тисков и вбейте долото в работу так, чтобы край стамески параллелен краю и удерживается горизонтально на примерно под углом 45 градусов от листа.Сделайте каждый край и квадрат должен выскочить. Удалите заусенцы с краев напильником и удалите любые искажения. плоский. На рисунке №1 показано долото, режущее одну кромку отверстия. Заметь при использовании этого метода вы действительно получите довольно большой заусенец на обрезанной кромке.
3)
Просверлите несколько небольших отверстий по периферии отверстия внутри.
края, и используйте ножницы, пилу или долото, чтобы удалить отходы, и
снова подпилить края. Это хорошая техника для больших отверстий. Картина
№2 показывает ряд отверстий по краю отверстия.
4)
Просверлите центр отверстия, используя ступеньку из листового металла “Unibit”.
просверлить и подпилить края под квадрат. Силовой файл (воздушный или электрический) или
«Напильники» можно использовать для обработки более толстого металла. Картинка # 3
показано количество отверстий, просверленных с помощью Unibit, установленного на сверле.
нажмите, обратите внимание, что листовой металл прикреплен к куску фанеры.
Никогда и никогда не держите в руках листовой металл для сверления, если
сверлите защелки по металлу, вы получите довольно страшную пилу
лезвие, свистящее вокруг, порежет ваши руки на ленточки!
Изображение
# 4 показывает квадратный напильник, который используется для удаления остатков металла с
прямоугольное отверстие для выключателя.Этот метод на удивление быстр.
5) Просверлите стартовое отверстие и воспользуйтесь ручным ножом, например Klein 76011B. Нибблер. Нибблер представляет собой ручной квадратный пуансон и матрицу. который закрывается на материал при сжатии ручки. Они хорошо работают для электронных панелей, которым требуются небольшие квадратные отверстия. В использовании вы «грызть» по краю, оставаясь на внутренней стороне лески. Если квадратное отверстие относительно велико, вы также можете использовать руку из листового металла ножницы или высечные ножницы с электрическим или пневматическим приводом.Электроинструменты для листового металла относительно дороги, но очень универсальны. Самые крупные производители сделать их. На рисунке №5 показан высечные ножницы под металлом и На рисунке №6 показана режущая головка высечного ножа.
Пересмотрено на 2019 год.
6) Можно использовать лобзик, просверлить отверстие больше, чем полотно пилы, и вставить лезвие в отверстие. Поддерживая металлический край тонким фанера предотвратит изгиб металла от усилия лезвия. На рисунке №7 показан лобзик, режущий край отверстия.
А Ручная пила ювелира отлично подойдет для обработки тонкого металла и небольших отверстий. Используйте булавку для верстака, чтобы поддержать работу, и закончите отверстие файлы. Я добился большого успеха с этим методом, так как пила позволяет контроль и точный срез. На рисунке №8 показана вырезка ювелирной пилой. отходы из ямы.
Вы
можно сделать это ножовкой, если отверстие достаточно большое, удерживая работу
в тисках, как при использовании метода молотка и долота. Большинство рам для ножовки
установите лезвие на 90 градусов от рамы, повернув
зажимные винты лезвия в их квадратные отверстия.На рисунке №9 показан
полотно ножовки установить под углом 90 градусов к раме, отрезая сторону
отверстие.
7) Для небольших отверстий можно сделать квадратный пробойник из инструментальной стали (имеется в наличии). во многих обычных размерах), закалить и отпустить пропановой горелкой, затем вбейте пуансон в металл, используя кусок твердой древесины с торцевым покрытием. Обратная сторона. Это вызывает некоторое искажение краев. Картинка # 10 показывает квадратный пробойник, используемый для откусывания по краю отверстия. Этот Метод требует некоторой силы верхней части тела и большого молотка.
8) Используйте кубик для нокаута Гринли. Это набор штампов и пуансонов, вставляя металл между пуансоном и матрицей, скручивая их вместе с болтом, который проходит сквозь листовой металл. Нокаутирующие штампы могут быть несколько дороже, но они режут металл большей толщины, чем ручной высечные ножницы и получится идеальная дыра. Также доступны гидравлические силовые агрегаты, которые увеличить скорость и силу штамповки. Картинка # 11 показаны части матрицы Гринли и отверстие с прямыми сторонами и закругленные края произведены с его помощью.На рисунке №12 показан пуансон в использовании. просто затяните болт, пока не прорежется отверстие. Удары доступны для большинства стандартных форм электронных компонентов, кроме квадратных и круглые отверстия. Они могут быть очень дорогими.
10) Если у вас есть доступ к ручному или фрезерному станку с ЧПУ, отверстие можно фрезеровать, как показано на рисунках №13 и №14 отверстия для USB типа B гнездовой разъем, но при этом останутся закругленные углы, которые будут по-прежнему должны быть заполнены, если этого требует деталь.Можно использовать двусторонний скотч. или метод зажима Я показал сверлильному станку зажимать металл к жертвенной детали из алюминия, фанеры или МДФ.
Дальнейшие возможности Мне сейчас лень демонстрировать:
10) Вы можете сделать шаблон для фрезерного станка и использовать небольшую фрезу для фрезерования. отверстие, снова оставляя закругленные углы, которые придется подпилить. Режущий воск предотвратит попадание алюминия на фрезу. чипсы.11) Вы можете отправить работу в механический цех, который имеет электроэрозионную обработку (электроэрозионную обработку), лазерную или абразивную гидроабразивную обработку возможности.Имейте в виду, что это может быть дорого. Пробивные прессы с ЧПУ становится все более распространенным.
11.1) Некоторые старые магазины могут иметь набор Сверла для квадратных отверстий Watts Brothers. Это сверла, которые работают на принцип треугольника Рело для качания бура изнутри шаблона, который надевается на металл. Они также оставляют радиальные углы.
11.2) На более толстом металле механический цех может изготовить отверстие с помощью квадратной протяжки, которая по сути является квадратной конической пилой лезвие, которое проталкивается через круглое отверстие, сбривая стороны прогрессивно больше и квадратнее.Вращающиеся протяжки также могут использоваться для какое-то преимущество.
12) Плазменный резак можно использовать, если край необходимо обработать напильником позже, или если допустимый. Кислородно-ацетиленовая горелка может работать на стали (но не на алюминий) и оставит очень грубые края.
13) Вы можете использовать отрезной диск в дремеле или инструменте для резки кромок, соблюдайте внутренности краев и имейте в виду, что легко перескочить углы с помощью этого метода.
14) Если есть доступ к кузнецу в магазине вы можете «пробить горячим» квадратное отверстие, используя пробойник, того же размера, что и ваше квадратное отверстие, и нагревает металл в кузнице.Этот метод работает только со сталью.
15) И, наконец, измените конструкцию детали, чтобы использовать круглые отверстия вместо квадратных. единицы.
Так вы видите, что есть много методов, которые будут работать, скорее всего, вы иметь в наличии хотя бы один из инструментов, который уже сделает эту работу.
Вернуться на cartertools.com
Авторские права Николас Картер, 2019.
Перфорированный металлический лист с круглыми отверстиями, панель, проволочная сетка | Точные сплавы, Inc.
Accurate Alloys, Inc. – поставщик металла из Калифорнии, на складе перфорированного металла с круглыми отверстиями листов, панелей и проволочной сетки из многих материалов, включая холоднокатаную сталь, горячекатаный прокат. сталь, HRP & O, нержавеющая сталь, включая тип 304 и Тип 316, оцинкованная сталь, алюминий и латунь.Все круглые отверстия находятся в 60 ° смещенный рисунок, но также доступны в шаблоне 45 °, а также множество нестандартных узоры.
Accurate Alloys, Inc. обслуживание начинается с первого телефонного звонка, факса или электронной почты. Мы ответим на ваш вопросы, укажите расценки и быстро обработайте ваш заказ, отправив товар со склада. материал в тот же или на следующий день. У нас имеется большой запас перфорированных отверстий с круглыми отверстиями металл, чтобы вы могли получить материал, когда он вам понадобится. Accurate Alloys, Inc. предлагает бесплатную доставку клиентам в районе Большого Лос-Анджелеса на большинстве заказы.
Галерея перфорированных металлических изделий с круглыми отверстиями
Щелкните изображение, чтобы увеличить [+]
Самый перфорированный металл выпускаются в виде круглых отверстий. Почему? Пробойники с круглыми отверстиями легче изготавливать и поддерживать, что приводит к большей эффективности и меньшим расходам, чем у других отверстий формы. Матрицы и блоки легче производить, служат дольше и создают более сильные узоры, чем отверстия других форм. Accurate Alloys, Inc. продает круглые отверстия перфорированные узоры от.От 012 до 6 дюймов в диаметре, и у нас есть в наличии Отверстия диаметром от 0,020 дюйма до 1-1 / 4 дюйма.
Accurate Alloys, Inc. производит и хранит то, что заказчик потребности. Имеем на складе перфорированные круглые отверстия в холоднокатаной стали, горячей стальной прокат, HRP & O, нержавеющая сталь, включая тип 304 и Тип 316, оцинкованная сталь, алюминий и латунь. Все круглые отверстия находятся в 60 ° смещенный рисунок, но также доступны в шаблоне 45 °, а также множество нестандартных узоры.
Шаблоны с круглыми отверстиями могут быть раньше:
- Измельчить семена и специи
- Отдельная порода или руда
- Фильтр и регулировка газа и жидкостей
- Подавляет шум в реактивных двигателях, обеспечивая приток воздуха
- Фильтр воздуха для поддержания чистоты и охлаждения электронного оборудования
- Обеспечить безопасность в дверях, окнах и воротах
- Добавьте творчества в магазин светильников
Это достигается с помощью узоры с открытой площадью от 12% до 67% и более, но большинство узоров составляют от 23% до 58% открытая площадка.
в Accurate Alloys, Inc., ваше обслуживание начинается с первого телефонного звонка, факса или электронное письмо. Мы ответим на ваши вопросы, предоставим подробное ценовое предложение, и быстро обработайте ваш заказ, отправив товар на складе в тот же или на следующий день. У нас имеется большой запас перфорированного металла с круглыми отверстиями, чтобы вы могли ваш материал, когда он вам нужен. Accurate Alloys, Inc. предлагает бесплатную доставку по адресу: клиенты в районе Большого Лос-Анджелеса выполняют большинство заказов.
См. Схемы ниже для неполный перечень запасов и имеющихся выкроек.Доступны сотни шаблоны для вашего приложения. Позвоните и поговорите с опытным продавцом сегодня за помощь в подборе вашего приложения и шаблона.
Поставщик перфорированного металла с круглыми отверстиями
Каковы преимущества изделий из металла с круглыми отверстиями?
Почему перфорированные металлические отверстия с круглыми отверстиями выбираются чаще, чем квадратные или щелевые? Потому что они предлагают лучшее сочетание простоты производства, низких эксплуатационных расходов и доступности.Вы также получаете широчайший выбор толщин, диаметров, размеров листов и материалов, что упрощает получение продукта, идеально подходящего для ваших нужд. Перфорированный металл с круглыми отверстиями также служит дольше, чем другие типы, что делает его наиболее рентабельной альтернативой в долгосрочной перспективе.
Перфорированный металл с круглыми отверстиями можно использовать для самых разных вещей
Металлические изделия с круглым отверстием могут использоваться для различных функциональных и декоративных целей, в том числе:
- Разделение руды или горной породы в горнодобывающей промышленности
- Охрана окон, ворот и дверей
- Фильтрация воздуха для электронного оборудования
- Измельчение специй, семян и других пищевых продуктов
- Снижение шума в больших двигателях
- Улучшение внешнего вида дисплеев розничных магазинов
- Товары для дома, такие как садовая мебель и техника
- Различные типы экранов и вентиляционных отверстий Защитное ограждение для круглого отверстия
Marco может служить вашим поставщиком перфорированного металла с круглыми отверстиями от одного источника
Marco Specialty Steel предлагает перфорированный металл с круглыми отверстиями со стандартным 60-градусным смещением, 45-градусным смещением и прямолинейным рисунком.В варианте со смещением направление смещения обычно совпадает с коротким размером металлического листа, в то время как прямолинейный рисунок отверстий обычно параллелен длинному размеру.
Вы можете найти перфорированные металлические листы с круглыми отверстиями, изготовленные из широкого ассортимента высококачественных материалов, включая углеродистую сталь, нержавеющую сталь 304, оцинкованный металл и алюминий.
Мы также предлагаем штамповку на заказ
Перфорированная металлическая пластина по индивидуальному заказуЕсли рисунок перфорации под углом 60, 45 градусов или прямой не совсем подходит для вашего специализированного применения, просто сообщите нам! Наш завод площадью 35000 квадратных футов в Хьюстоне, штат Техас, включает в себя полностью оборудованный собственный производственный отдел, который может создать все, от простого до более сложного индивидуального продукта высочайшего качества.
Мы на связи 24/7. Звоните в нерабочее время (713) 705-5942
Образцы шаблонов с круглыми отверстиями
Чтобы увидеть стандартные образцы круглых отверстий, которые предлагает Marco Specialty Steel, щелкните здесь.
Столы металлические перфорированные
Перфорированный лист из нержавеющей сталиПерфорированный лист нержавеющей стали 304 и 316
Запасы Marco Specialty Steel Перфорированный лист нержавеющей стали из нержавеющей стали марок 304SS и 316SS .Мы предлагаем различные стандартные образцы и можем изготовить индивидуальные рисунки высечки в соответствии с вашими требованиями. Следующие товары обычно доступны на складе или с очень короткой доставкой. Если вы не видите то, что ищете, помните, мы можем изготовить множество шаблонов по индивидуальному заказу.
| Загрузка файла | Guage | Отверстия | Центры | Открытое пространство% |
|---|---|---|---|---|
| 30 | .020 “ | .045″ | 20% | |
| 26 | 1/32 “ | 1/16″ | 22% | |
| 26 | .033 “ | .055″ ПРЯМОЙ | 29% | |
| 24 | 3/64 дюйма | 3/32 дюйма | 23% | |
| 26 | 0,050 “ | 0,066″ ПРЯМОЙ | 52% | |
| 26 | 0,050 дюйма | 5/64 дюйма | 37% | |
| 22 | 1/16 дюйма | 3/32 дюйма | 40% | |
| Круглый диаметр 0,063 дюйма Круг на 0,10938 дюйма Центры | 22,26 | 1/16 дюйма | 7/64 дюйма | 30% |
| Круглый.063in Dia Circle on .125in Центры | 20,18 | 1/16 “ | 1/8″ | 23% |
| 22,20 | 5/64 дюйма | 1/8 дюйма | 35% | |
| Круглый диаметр .109375 дюйма Круг на 0,15625 дюйма Центры | 20,18,16 | 3/32 дюйма | 5/32 дюйма | 33% |
| 22 | .117 “ | 5/32″ | 51% | |
| Круглый диаметр 0,125 дюйма, круг вкл.188 дюймов | 26-11 | 1/8 дюйма | 3/16 дюйма | 40% |
| Круглый диаметр 0,15625 дюйма Круг на 0,1875 дюйма Центры | 20-16 | 5/32 дюйма | 3/16 дюйма | 63% |
| 24-14 | 3/16 дюйма | 1/4 дюйма | 51% | |
| Круглый диаметр 0,1875 дюйма Круг на 0,3125 дюйма Центры | 18,11 | 3/16 дюйма | 5/16 дюйма | 33% |
| Круглый.Круг диаметром 25 дюймов на 0,3125 дюймов по центру | 22-16 | 1/4 дюйма | 5/16 дюйма | 58% |
| Круглый диаметром 0,25 дюйма Круг на 0,375 дюйма по центру | 20-14,11 | 1/4 дюйма | 3/8 дюйма | 40% |
| Круглый диаметром 0,375 дюйма Круг на 0,5 дюйма по центру | 10 | 3/8 дюйма | 1/2 дюйма | 51% |
| Круглый диаметром 0,375 дюйма Круг на 0,563 дюйма по центру | 18,16,11 | 3/8 дюйма | 9/16 дюйма | 40% |
| Круглый.Круг диаметром 5 дюймов на 0,6875 дюйма по центрам | 20,16,14,11 | 1/2 дюйма | 11/16 дюйма | 48% |
| 11 | 3/4 дюйма | 1 дюйм | 51% |
Перфорированный лист и плита из углеродистой стали
Запасы Marco Specialty Steel Перфорированный лист из углеродистой стали в различных типах складских запасов и возможность штамповки штампованных листов в соответствии с вашими требованиями. Следующие товары обычно доступны на складе или с очень короткой доставкой.Если вы не видите то, что ищете, мы можем пробить множество шаблонов по индивидуальному заказу.
| Калибр | Отверстия | Центр | Открытое пространство% |
|---|---|---|---|
| 26 | .020 “ | .043″ | 20% |
| 26 | 0,027 “ | 0,050″ ПРЯМОЙ | 23% |
| 22 | 1/32 “ | 1/16″ | 22% |
| 22-18 | 3/64 дюйма | 3/32 дюйма | 23% |
| 24 | .050 “ | .066″ ПРЯМОЙ | 45% |
| 22-18 | 1/16 дюйма | 3/32 дюйма | 45% |
| 16 | 1/16 дюйма | 7/64 дюйма | 30% |
| 20-16 | 1/16 дюйма | 1/8 дюйма | 23% |
| 20-14 | 5/64 дюйма | 1/8 дюйма | 36% |
| 20-14 | 3/32 дюйма | 5/32 дюйма | 33% |
| 24 | 3/32 дюйма | 3/16 дюйма | 23% |
| 18 | .117 “ | 5/32″ | 51% |
| 22,18-14,11 | 1/8 дюйма | 3/16 дюйма | 40% |
| 12 | 1/8 дюйма | 7/32 дюйма | 29% |
| 18 | 9/64 дюйма | 3/16 дюйма | 51% |
| 20-16 | 5/32 дюйма | 3/16 дюйма | 63% |
| 20,10 | 5/32 дюйма | 1/4 дюйма | 36% |
| 22,18,16 | 3/16 дюйма | 7/32 дюйма | 67% |
| 24-14 | 3/16 дюйма | 1/4 дюйма | 51% |
| 18-3 / 16 “PL | 3/16″ | 5/16 “ | 33% |
| 22 | 1/4 “ | HEX | 79% |
| 22-16 | 1/4 “ | 5/16″ | 58% |
| 20-1 / 4 “PL | 1/4″ | 3/8 “ | 40% |
| 16 | 1/4 “ | 3/8″ ПРЯМОЙ | 35% |
| 18 | 1/4 “ | 1/2″ ПРЯМОЙ | 23% |
| 18-14,10,3 / 16 “1/4” PL | 5/16 “ | 7/16″ | 50% |
| 16-1 / 4 “PL | 3/8″ | 9/16 “ | 40% |
| 20-14,10-1 / 4 “PL | 1/2″ | 11/16 “ | 48% |
| 10-1 / 4 “PL | 5/8″ | 7/8 “ | 46% |
| 16,11,3 / 16 дюймов, 1/4 дюйма PL | 3/4 дюйма | 1 дюйм | 51% |
| 10-1 / 4 “PL | 1″ | 1-3 / 8 “ | 48% |
| 3/16 “, 1/4” PL | 1-1 / 4 “ | 1-5 / 8″ | 54% |
| 10-1 / 4 “PL | 1-1 / 2″ | 2 “ | 51% |
| 10-1 / 4 “PL | 2″ | 2-1 / 2 “ | 58% |
| 10,3 / 16 “PL | 2-1 / 2″ | 3 “ | 63% |
| 10,1 / 4 “PL | 3″ | 3-1 / 2 “ | 67% |
| 10 | 3-1 / 2 “ | 4″ | 70% |
| 10 | 4 дюйма | 4-1 / 2 дюйма | 72% |
Оцинкованный перфорированный металлический лист
Запасы Marco Specialty Steel перфорированный оцинкованный металлический лист.Оцинкованный металлический лист устойчив к ржавчине, что делает его полезным в агрессивных средах. Следующие товары обычно доступны на складе или с очень короткой доставкой. Если вы не видите то, что ищете, мы можем пробить множество шаблонов по индивидуальному заказу.
| Калибр | Отверстия | Центры | Открытое пространство% |
|---|---|---|---|
| 26 | 0,037 “ | 0,055″ ПРЯМОЙ | 36% |
| 18 | 5/64 дюйма | 1/8 дюйма | 36% |
| 22-18 | 3/32 дюйма | 5/32 дюйма | 33% |
| 20,18,16,14,11 | 1/8 дюйма | 3/16 дюйма | 40% |
| 18 | 3/16 дюйма | 7/32 дюйма | 67% |
| 18,16 | 3/16 дюйма | 1/4 дюйма | 51% |
| 22 | 1/4 “ | HEX | 79% |
| 16 | 5/16 “ | 7/16″ | 46% |
| 16 | 3/8 дюйма | 1/2 дюйма | 51% |
Алюминиевый перфорированный лист
Мы располагаем перфорированных алюминиевых листов в наличии на складе и можем выполнить штамповку по индивидуальному заказу.Алюминий – коррозионно-стойкий и легкий металл. Следующие товары обычно доступны на складе или с очень короткой доставкой. Если вы не видите то, что ищете, мы можем пробить множество шаблонов по индивидуальному заказу.
| Отверстия | Центры | Калибр | Открытое пространство% |
|---|---|---|---|
| .023 “ | .042″ | 22 | 24% |
| .033 “ | .055″ | 20 | 29% |
| .050 “ | .066″ | 20,18 | 36% |
| 0,050 “ | 5/64″ | 20,18 | 37% |
| 1/16 дюйма | 1/8 дюйма | 22-14 | 23% |
| 5/64 “ | 1/8″ | 16,14 | 35% |
| 3/32 дюйма | 5/32 дюйма | 20-14 | 33% |
| 1/8 дюйма | 3/16 дюйма | 22-11 | 40% |
| 5/32 “ | 3/16″ | 20-14 | 63% |
| 3/16 дюйма | 7/32 дюйма | 16 | 67% |
| 3/16 дюйма | 1/4 дюйма | 22-11 | 51% |
| 3/16 дюйма | 5/16 дюйма | .125 дюймов, 3/16 дюйма PL | 32% |
| 3/16 дюйма | 3/8 дюйма | 18,14 | 23% |
| 1/4 “ | HEX | 20 | 79% |
| 1/4 “ | 5/16″ | 20 | 58% |
| 1/4 “ | 3/8″ | 20-12, 1/4 “PL | 40% |
| 3/8 дюйма | 9/16 дюйма | 14 | 48% |
| 1/2 “ | 11/16″ | 14 | 48% |
| 3/4 дюйма | 1 дюйм | .125 “PL | 51% |
Есть ли способ просверлить отверстие диаметром 1 дюйм в стали толщиной 1/8 дюйма с помощью стандартной аккумуляторной дрели?
Есть ли способ просверлить отверстие диаметром 1 дюйм в стали толщиной 1/8 дюйма с помощью стандартной аккумуляторной дрели? – Обмен стеками товаров для домаСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Home Improvement Stack Exchange – это сайт вопросов и ответов для подрядчиков и серьезных домашних мастеров.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 3к раз
Я пытаюсь укрепить изготовленную на заказ дверь.Поскольку он сделан всего из двух слоев МДФ, он не такой жесткий, как мне хотелось бы, и имеет признаки прогиба. Поскольку это будет дверь со звукоизоляцией, любая кривизна двери будет препятствовать плотному прилеганию вокруг упора.
Единственное низкопрофильное решение для усиления двери, которое я нашел, – это сталь длиной 1/8 “x1 1/2” x6 футов, которую я нашел в Menard’s. Он очень жесткий и идеально подходит для крепления по внутреннему краю моей двери, который также имеет толщину 1 1/2 дюйма. Проблема в том, что мне нужно просверлить в нем отверстие диаметром 1 дюйм для узла защелки, но я понятия не имею, как я собираюсь сделать это с помощью имеющихся у меня аккумуляторных дрелей.
Брэд Мейс2,1559 золотых знаков3232 серебряных знака4646 бронзовых знаков
Создан 21 мар.
осциллирующий кретин5,4824242 золотых знака8989 серебряных знаков113113 бронзовых знаков
Использование кольцевой пилы для стали толщиной более 1/16 дюйма может быть неприятным.Биты быстро изнашиваются, и он очень любит связываться. Мне больше повезло с ступенчатым сверлом, вроде этого от Harbour Freight.
Создан 21 мар.
BobBob2,1111212 серебряных знаков88 бронзовых знаков
4Шаг первый
Просверлите небольшое пилотное отверстие с помощью спирального сверла малого диаметра (1/8 дюйма).
Шаг второй
Просверлите отверстие диаметром 1 дюйм с помощью кольцевой пилы.
ответ дан 21 мар ’13 в 12:19
pddpdd3,6741010 серебряных знаков2121 бронзовый знак
Судя по вашему описанию, вы собираетесь установить этот кусок утюга вдоль края защелки двери.Просверливание 1-дюймового отверстия в металлической планке для узла штифта дверной защелки будет наименьшей из ваших проблем. Любая приличная сборка защелки имеет дополнительную прямоугольную лицевую панель, которая также утоплена в край дверного края. Кажется, требуется прямоугольное отверстие в вашем железном ремешке, а не круглое. (Я вижу возможность круглого отверстия, если вы используете одну из дешевых дверных защелок, у которых нет ввинчиваемой лицевой панели, но я обычно старается держаться подальше от них) .
Прямоугольное отверстие можно вырезать, просверлив несколько круглых отверстий меньшего размера, а затем используя сабельную пилу с металлическим режущим лезвием, чтобы раскрыть область почти до полного размера, а затем с помощью пилки для придания окончательной формы и соответствия размеру.
Круглое отверстие в мягкой стали можно вырезать с помощью кольцевой пилы, специально предназначенной для резки стали. При желании вы можете отнести кусок утюга с ремешком в механический цех, где есть фреза или подходящий сверлильный станок, чтобы подготовить отверстие для вас.
Создан 21 мар.
Майкл Карас ♦ Майкл Карас59.2,177 золотых знаков5656 серебряных знаков128128 бронзовых знаков
2Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками буровая сталь или задайте свой вопрос.
Обмен стеклами товаров для дома лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Как сделать квадратное круглое отверстие квадратным напильником
Квадратный напильник – очень полезный инструмент для придания формы, который можно использовать для различных целей.Будь то кусок алюминиевого листа или любой другой тип металлического листа, создание почти идеального квадратного отверстия из круглого отверстия с помощью дрели – непростая задача. Однако квадратное отверстие можно отполировать с помощью квадратного напильника.
Шаг 1 – Отметьте периметр квадратного отверстия
Определите, насколько большим должно быть квадратное отверстие, и отметьте его вокруг круглого отверстия карандашом, квадратом или любым другим инструментом с прямым краем. При необходимости отрегулируйте размеры квадрата и при необходимости отрегулируйте его расположение.Еще раз проверьте размеры, чтобы убедиться, что отверстие, которое будет проделано, будет правильных размеров.
Шаг 2 – Вырежьте отверстие долотом и молотком
Если металлический лист достаточно тонкий, поместите его на ровную поверхность и при необходимости закрепите зажимами. Первый способ предполагает использование молотка и стамески. Поместите острый край стамески прямо над участком отмеченного квадрата. Слегка постучите по нему молотком, пока острый край не проткнет металл. Переходите к следующим разделам и делайте то же самое, пока не будет разрезан весь периметр квадрата.Вытолкните отрезанный металлический лист из отверстия. Обратите внимание, что надрезы, сделанные долотом и молотком, не образуют почти идеального квадрата. Вот тут и пригодится напильник. Используйте напильник, чтобы удалить заусенцы и сгладить внутренние края отверстия. Двигайте напильником вперед и назад по краям отверстия, пока линия не станет полностью прямой и без каких-либо шероховатостей.
Шаг 3 – Вырежьте отверстие с помощью сверла
Если листовой металл толще, используйте сверло. Вставьте сверло в сверло и просверлите его по всему периметру квадрата.Отверстия должны слегка касаться периметра квадрата, но не выходить за обозначенные линии. Разместите просверленные отверстия на расстоянии нескольких миллиметров друг от друга. После этого используйте долото и молоток, чтобы прорезать щели в отверстиях. Следите за тем, чтобы разрезы делались точно по отмеченным линиям. Подпилите края отверстия, чтобы оно получилось полностью квадратным.
В качестве альтернативы, вы также можете просто просверлить стартовое отверстие в одном из углов квадрата и позволить напильнику сделать остальную работу.Вставьте напильник в просверленное отверстие и двигайте его вперед и назад, пока он прорезает линию. Когда файл встретится с концом строки, поверните его в направлении следующей строки. Работайте таким образом, пока не будет вырезан весь периметр квадрата. Проверьте все стороны отверстия, чтобы убедиться, что они прямые.
Коническая развертка, кольцевая пила, пробойник по металлу?
Используйте сверло подходящего размера в сверлильном станке и прижмите панель к дереву на лотке пресса, используя либо пластиковый зажим, либо металлический зажим с небольшим куском картона под лапкой, чтобы избежать царапин. .Развертки делают отверстия со скошенными кромками, поэтому на одной стороне панели отверстие будет немного больше, чем на другой. Кроме того, при ручном расширении стали обычно получаются отверстия в форме звезды, а не круглые. То же самое происходит и с алюминием, в зависимости от марки. Самая большая ошибка людей, выполняющих рассверливание отверстий, – это слишком большое давление. Как и все режущие инструменты, позвольте режущей поверхности делать свою работу.
Если у вас нет сверлильного станка (подойдет настольная модель за 99 долларов), посмотрите, есть ли у кого-нибудь из ваших друзей доступ к нему.Вы можете увеличить отверстия с помощью ручной дрели, но увеличение отверстий в металле создает риск «укусить» более крупную коронку, и таким образом вы можете серьезно повредить запястья. Кроме того, удила * будет * немного ходить.
Мой напольный сверлильный станок Delta, вероятно, является моей наиболее часто используемой машиной, но для этой цели вам действительно не нужно ничего такого большого и массивного. Вам просто нужна стабильность удерживания долота в истинном вертикальном положении. Вы, вероятно, даже можете взять его напрокат по цене, необходимой для покупки развертки, рукоятки развертки и проделывания хороших круглых отверстий!
Вы спросили о штамповке.