Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными.
 Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом; - устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
 Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат. Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
Сделать такой агрегат недостаточно – работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
 Данный параметр определяет скорость работы механизма;
Данный параметр определяет скорость работы механизма;Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний.
Источник: http://trubamaster.ru
Трубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Похожие статьи:
Простой трубогиб своими руками (27 фото изготовления с описанием)
Сделал простой трубогиб своими руками, подробное описание и фото изготовления, прилагаются.
Простой станок для сгибания труб, можно сделать своими руками. Приспособление довольно удобное и практичное в использовании, а для его изготовления понадобится минимум материалов и времени.
Материалы:
- — Стальная пластина.
- — Кусок трубы.
- — Стальная полоса.
- — Ролики с подшипниками.
- — Пара болтов M8 с головкой под шестигранник.
- — Стальные штифты.
Далее процесс изготовления трубогиба, показан на фото:
В качестве основания, здесь использована металлическая пластина. Ролики можно заказать у токаря, размеры зависят от диаметра трубы которую нужно будет гнуть станком.
Разметил, и накернил центры отверстий для крепежных болтов на ролике.
Затем, в ролике, сверлим сквозные отверстия диаметром 8 мм.
Сделал потайные отверстия для головок болтов.
Прижав ролик к основанию, наметил центры отверстий.
Просверлил отверстия в пластине, и нарезал в них резьбу метчиком.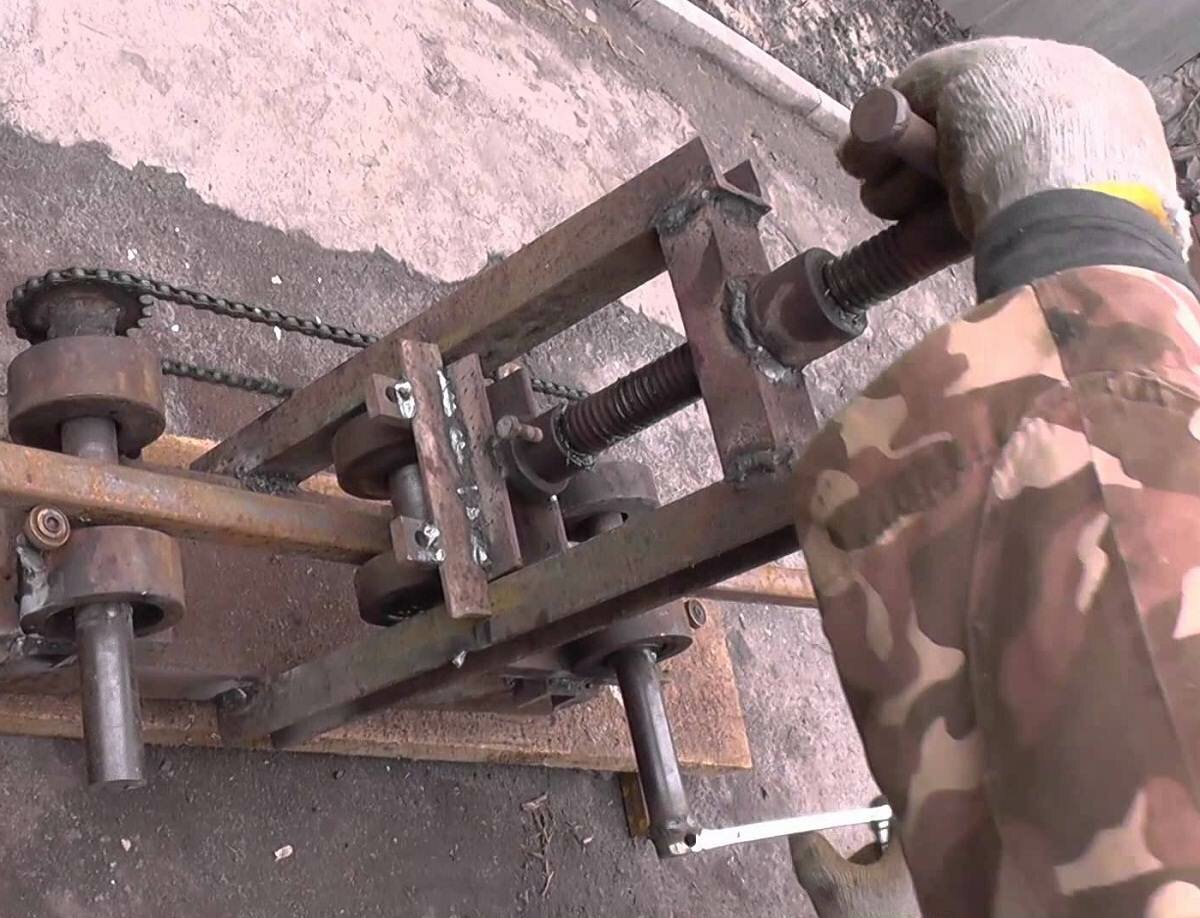
Зажал болты шестигранным ключом, и примерил малый ролик.
Отрезал подходящую стальную полосу, зашлифовал все грани, и просверлил отверстия для штифтов.
И приварил штифты к стальной полосе.
Рукоятку изготовил из куска профильной трубы.
К основанию, приварил брусочек, он будет служить упором для выгибаемой трубы. К нижней части основания также приварена пластина для фиксации приспособления в тисках.
Вот таким образом, гнём трубу без изломов. Затем просто снимаем рукоятку, убираем малый ролик, и вынимаем заготовку.
Если Вас заинтересовала эта самоделка, можно посмотреть видео с более подробным обзором самодельного трубогиба:
Изготовление простого трубогиба для профильных труб
Станки и инструменты /07-янв,2020,00;30 / 2780У Вас есть небольшая дача или большой садовый участок, хотя бы раз в жизни сталкивался с ситуацией, в которой нужен трубогиб.
 Это специальное устройство, предназначенное для того, чтобы сгибать профильные трубы.
Это специальное устройство, предназначенное для того, чтобы сгибать профильные трубы.Это могла бы быть заготовка для навеса, беседки или любых других конструкций из металла.
На базарах с продажи металла, как правило, используются устройства заводские. Правда это удовольствие не из дешевых. Если хотите сэкономить свои деньги на что-нибудь другое – сделайте его своими руками.
Конечно же можно пойти и сделать так, как знают все. То есть заполняем трубу песком и нагреваем ее до раскаленного красного состояния с помощью газовой горелки или паяльной лампы. После этого ее можно изгибать. Такой метод не считается авторитетным меж мастерами, он весьма трудоемкий и еще не дает 100%-й точности. Ведь в процессе изгибания могут появиться деформации и заломы.
Чтобы получить идеально согнутую трубу, при всем при этом соблюдая заданные параметры и нормы, плюс чтобы не нанести урон исходному материалу, большинство мастеров применяют в своей работе такие устройства как специализированные трубогибы.
Прототипом будущего трубогиба стал станок, который изображен на чертеже.
Большой популярностью в наше время пользуются специальные устройства рычажного типа. Такое изобретение действует по принципу «рычага». То есть во время работы с ним происходит концентрация усиления в одном определенном месте, благодаря чему изгиб получает такую форму, как на созданном Вами шаблоне. В большинстве случаев его можно легко снять и затем заменить на другой.
Довольно часто как дополнение в комплекте с такой конструкцией идут два шаблона, рассчитанных для труб разных диаметров.
Делаем роликовый трубогиб – мастер-класс
Берем отрезок уголка 100 и делаем станину. Упор для профиля изготавливался тоже из него. Всю конструкцию за нижнюю полку надо зажать в тиски. «Блины» были заказаны под 25 трубу, а также под 15 и 20-ю.
Устройство гнет очень хорошо. Нет ни различных замятий, ни распирания стенок.
Итог
Такая штука как трубогиб – вещь весьма нужная и очень полезная.
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
 В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
 На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
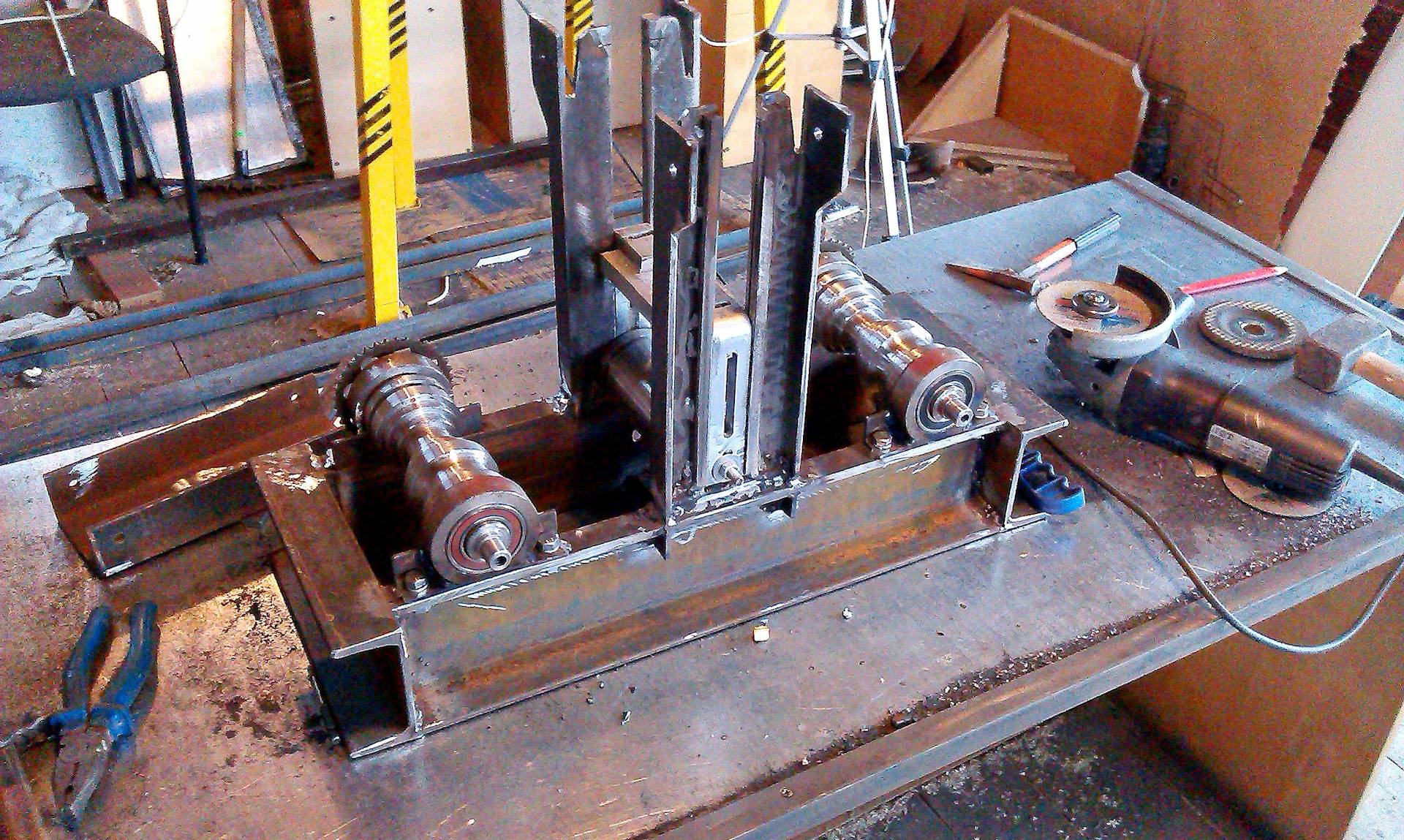
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
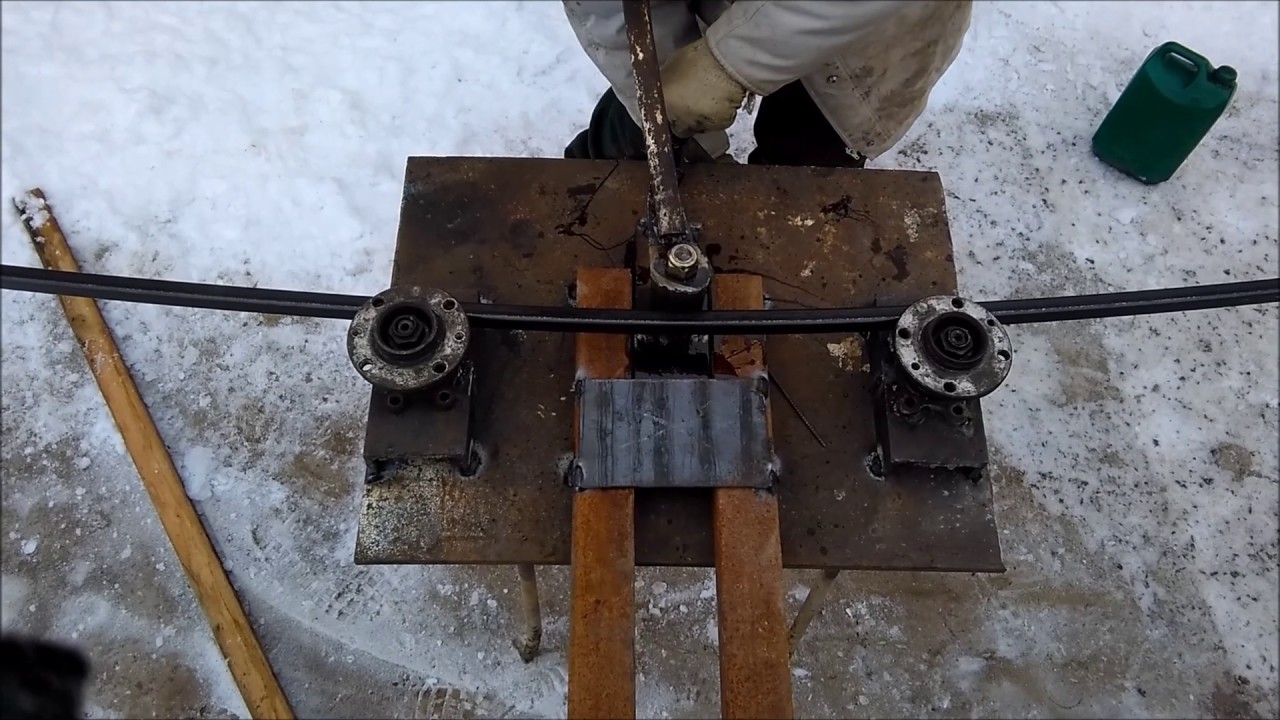
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Как самому изготовить трубогиб дома из подручных материалов идеи инструкция и описание
Вопрос об изготовлении трубогиба своими руками возникает тогда, когда выясняется реальная стоимость заводского станка для изгибания труб и профилей.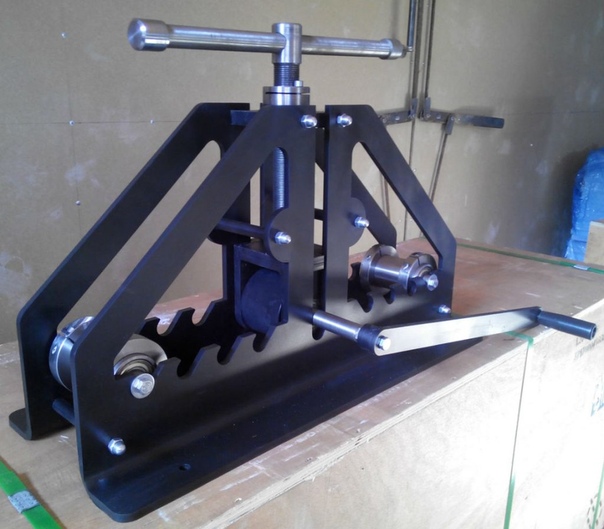 Это устройство пользуется популярностью не только среди сантехников и монтажников отопительных систем, но и среди фермеров, которые занимаются тепличным хозяйством. Имея трубогиб для изгибания стальных материалов, не составит труда сделать теплицу, арку и прочие конструкции, например, ворота и забор. Как сделать трубогиб самостоятельно, интересуются многие владельцы частных домов, поэтому пришло время выяснить технологию и принцип изготовления трубогибных станков.
Это устройство пользуется популярностью не только среди сантехников и монтажников отопительных систем, но и среди фермеров, которые занимаются тепличным хозяйством. Имея трубогиб для изгибания стальных материалов, не составит труда сделать теплицу, арку и прочие конструкции, например, ворота и забор. Как сделать трубогиб самостоятельно, интересуются многие владельцы частных домов, поэтому пришло время выяснить технологию и принцип изготовления трубогибных станков.
Конструкция трубогибных станков классификация
Перед тем, как приступать к изготовлению трубогиба своими руками, следует выяснить, какие варианты устройств бывают. Зная варианты трубогибочных станков, не составит большого труда выбрать для себя оптимальный, чтобы реализовать его в домашних условиях из подручных средств. Рассматриваемые устройства классифицируют по таким факторам:
- Тип размещения — стационарные и мобильные
- Тип приводного механизма — ручные, электрические и гидравлические
- Способ воздействия на материал. Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочными
 Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочными
Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочнымиМногие не понимают, чем отличаются все эти приспособления по способу воздействия, поэтому перед описанием инструкции, как сделать изогнутую трубу трубогибом, выясним особенности каждой разновидности.
Обкаточные или роликовые устройства и их особенности
Конструктивно обкаточный станок напоминает советский закаточный ключ для банок. Состоит приспособление из двух круглых роликов, один из которых закреплен неподвижно, а второй перемещается по вокруг него, обеспечивая при этом изгиб труб и профиля. Обкаточным такой тип оснастки называется по конструктивным соображениям, так как процесс деформации материала обеспечивается за счет обкатки.
Сделать станок такого типа не трудно, и для этого понадобится минимум материалов, найти которые можно в гараже. Для изготовления понадобятся два подшипника, а также сооружение прижимного механизма для фиксации трубы в одной точке.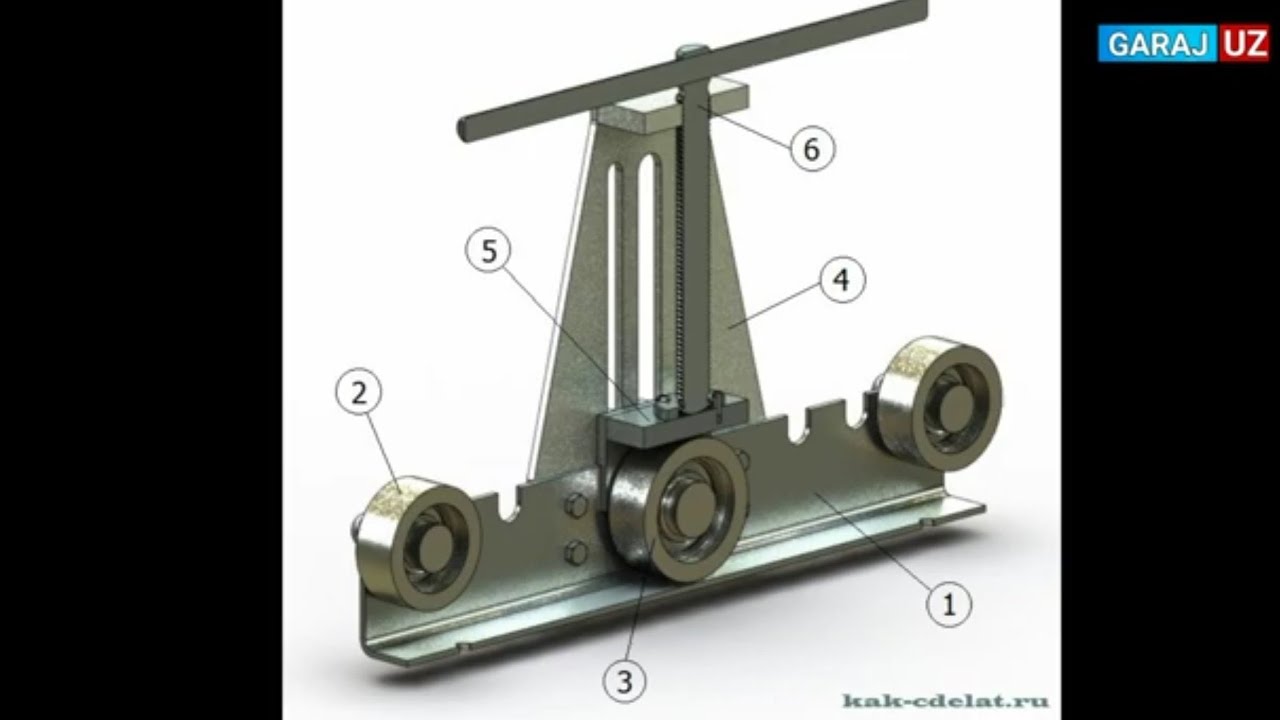 Чертеж обкаточного трубогиба представлен на фото ниже.
Чертеж обкаточного трубогиба представлен на фото ниже.
Арбалетные станки и их основные достоинства
Такого типа устройствами пользуются сантехники для сгибания труб малого диаметра. Стационарные устройства позволяют выполнять изгибание материалов большого диаметра и размера. Принцип работы основывается на упоре сгибаемого материала в двух неподвижных роликах. Деформация осуществляется шаблоном в виде пуансона, перемещающимся по подвижному штоку. Шаблон воздействует на центральную часть закругленного участка материала, осуществляя деформацию до необходимого угла.
Такой тип станка также не трудно изготовить в домашних условиях, а в качестве подвижного шаблона используется масляный домкрат. Приспособление подходит для деформирования не только круглых стальных материалов, но и профилированной трубы. Достоинство таких станков в том, что сделать их можно с подручных средств, а изгибание выполняется за счет прикладывания усилия от домкрата, то есть, исключена необходимость физического воздействия человеком.
Намоточные станки и их конструктивные особенности
В домашних условиях также можно соорудить трубогиб намоточного типа, конструкция которого основывается на применении подвижного ролика и специального упора. Есть у такого устройства существенный недостаток — угол изгиба зависит от диаметра подвижного элемента. Принцип работы намоточных трубогибов имеет следующий вид:
- Край материала фиксируется в одной точке подвижного ролика прижимным механизмом
- Он перемещается по оси, тем самым происходит изгибание материала
- В качестве второго упора применяется конструкция, состоящая из двух роликов малого диаметра. Обычно такие элементы имеют подвижный механизм, что позволяет отрегулировать угол сгиба
Трубогиб, работающий по принципу намотки, может иметь электрический привод или работать вручную от приложения физических усилий. Однако согнуть материал большого диаметра вручную таким способом будет невозможно.
Прокаточные или вальцовочные трубогибы и их принцип функционирования
Оснастка вальцовочного типа состоит из двух неподвижных и одного подвижного ролика. Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля.
Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля.
Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
Сделать домашний трубогиб не трудно, но для начала надо определиться с предпочитаемым вариантом. Самым трудным для реализации из представленных выше вариантов является станок намоточного типа. Сделать в домашних условиях его трудно, но реально, если уделить немного больше времени, чем на прочие варианты.
Выбирая арбалетный станок, необходимо знать о том, что их главным недостатком считается воздействие на материал только в одной точке. Такое воздействие на оснастку приводит к тому, что материал испытывает растяжение, поэтому не исключается образование разрыва стенок или уменьшение их толщины. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Вальцовочные или прокаточные приспособления лишены всех вышеуказанных недостатков, поэтому они пользуются популярностью среди мастеров, поставивших себе цель сделать трубогибочный станок для профильной или круглой трубы.
Если поставлена задача изготовления приспособления своими руками, необходимо для начала решить, какой радиус или угол изгиба необходимо получить. Прежде чем приступать к перегибанию стальных труб, следует разобраться с допустимыми радиусами, которые зависят от толщины стенок и диаметра. Ниже приведена таблица, в которой указаны допустимые радиусы изгиба, зависящие от толщины стенок и диаметра оснастки.
Если не соблюдать рекомендации из таблицы, то превышение нормы повлечет за собой нарушение целостности материала. Если надо согнуть трубу меньшего радиуса, чем указано в таблице, следует прибегнуть к применению горячего метода вальцевания, использующиеся в производственных условиях.
Это интересно! Есть также дорновые трубогибы, которые имеют сложное устройство, и не изготавливаются в домашних условиях. Если необходимо согнуть трубу по методу горячей прокатки, тогда ее можно реализовать в домашних условиях. Для этого используется обычный вальцовочный трубогиб, а также паяльная лампа или газовая горелка.
Трубогиб ручной своими руками как сделать простейший вариант
Простой станок для изгибания труб можно сделать из подручных средств, используя при этом не только металл, но и древесину. Отыскать ненужную доску намного проще в хозяйстве, чем стальное основание необходимой толщины. Для начала берется доска, толщина которой должна быть толще диаметра материала, подлежащему деформированию. Дальнейшая инструкция по изготовлению простейшего трубогиба из досок имеет следующий вид:
- Из доски вырезается шаблон дугообразной формы. Форма должна быть такой, какой радиус изгиба оснастки надо получить в итоге
- Закрепить полученный шаблон на основании в виде листа 2-3 листов ДВП или ДСП. Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски
- С одного края следует закрепить упор, посредством которого изгибаемый материал будет упираться. В качестве такого упора можно использовать отрезок доски, закрепленного к основанию
 Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски
Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тискиПользоваться таким устройством не трудно, и для этого следует завести материал между шаблоном и упором и, контролируя, чтобы труба не соскочила, приступить к выполнению работ. Принцип изготовления простейшего трубогиба не требует никаких финансовых вложений, и такой способ отлично подходит, когда нужно согнуть небольшое количество профилей. Есть и другие варианты изготовления простейших трубогибов своими руками из подручных средств, которые описаны ниже.
Вариант ручного трубогиба из подручных средств сделать быстро и легко
Если в распоряжении имеются крючки на стену для одежды, то из них также можно изготовить трубогиб. Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.
Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.
При сооружении приспособления немаловажно учитывать, что количество крюков должно быть достаточным, чтобы выдержать нагрузку. Достоинство этого устройства в том, что крюки можно расположить при необходимости в таком виде, котором нужно получить изгиб трубы. Аналогично, как и в первом варианте, необходимо также предусмотреть сооружение упора, от которого будет совершаться изгибание оснастки.
Как соорудить станок для изгиба труб и профиля в домашних условиях из лебедки
Вышеописанные способы имеют один существенный недостаток — они не позволяют согнуть материалы большого размера. Чтобы иметь возможность деформации профиля и труб большого диаметра, следует воспользоваться лебедкой. Принцип изготовления трубогиба с использованием лебедки имеет следующий вид:
- Изначально подготавливается шаблон из ДСП, который должен иметь форму в виде радиуса изгиба металлопрофиля
- Для закрепления материала в одной точки используется упор. В качестве такового применяется доска, привинченная к основанию или струбцина
- К другому концу трубы крепится крюк от лебедки. Лебедка должна быть надежно зафиксирована к стене или бетонному основанию. Приводя в действие ручку лебедки, происходит деформация материала
 В качестве такового применяется доска, привинченная к основанию или струбцина
В качестве такового применяется доска, привинченная к основанию или струбцинаТакой способ исключает необходимость прикладывания физических усилий, так как эта задача возложена на лебедку. При сооружении рассматриваемого устройства немаловажно соблюдать технику безопасности. Одна из больших опасностей в том, что крюк во время изгибания может сорваться. Чтобы этого не случилось, следует его как можно лучше зафиксировать.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
 Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллераДомкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
Делаем станок для сгибания труб — приспособление с прижимным роликом
При монтаже сантехники или систем отопления в доме вовсе не обязательно покупать станок или делать приспособление вальцовочного типа. Есть вариант проще — это трубогиб с прижимным роликом. В качестве роликов можно использовать, как стальные, так и деревянные устройства. Если выбран вариант изготовления приспособления из древесины, то гнуть можно трубы из мягких материалов, а стальная конструкция позволит сгибать металлические изделия и профиль.
Есть вариант проще — это трубогиб с прижимным роликом. В качестве роликов можно использовать, как стальные, так и деревянные устройства. Если выбран вариант изготовления приспособления из древесины, то гнуть можно трубы из мягких материалов, а стальная конструкция позволит сгибать металлические изделия и профиль.
Основу сооружения составляют два ролика, один из которых является подвижным, а второй неподвижный. Посредством подвижного ролика производится прикатка материала к неподвижному устройству. Ниже приведен чертеж, как сделать с прижимным роликом трубогиб.
Главные особенности, которые надо учитывать при изготовлении станка с прижимным роликом:
- Изготовить П-образное основание, на котором крепится подвижный ролик
- Одна часть такого основания выступает в качестве рукоятки, приводимой в действие вручную
- Вторая часть крепится к станине, в качестве которой можно использовать торцевую часть столешницы верстака
- Важно закрепить П-образную часть так, чтобы ролик прилегал к станине на одинаковое расстояние, что позволит выполнить качественный изгиб
Конструкция трубогибочного станка ручного с прижимным роликом из дерева показана на фото ниже.
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
 Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менятьПринцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.
Весь процесс изготовления такого станка показан на видео ниже.
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет.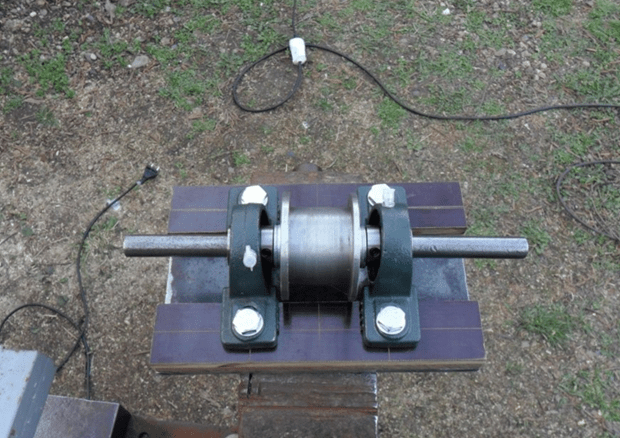 Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно! Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.
Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
- Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
- Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
- Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить
 Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способомСпособов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.
Как сделать ролики для трубогиба
Часто возникают трудности с изготовлением самодельных трубогибов, и главная проблема — как сделать ролики. Для изготовления роликов на трубогибочный станок понадобится воспользоваться следующими деталями:
- Подшипники — это идеальный вариант, так как они имеют внутреннюю и наружную обойму, посредством чего деталь можно закрепить на основании. Подшипники применяются для изготовления вальцевого трубогибочного станка
- Ролики, например, ролик натяжителя от автомобиля. Круглые ролики применяются для изготовления станков с прижимным механизмом. В качестве обкаточного инструмента применяется ролик натяжителя от авто
- Ступицы от автомобиля — хороший вариант для изготовления подвижных роликов. Ниже представлен пример изготовления станка для сгибания труб из ступиц автомобиля
 Подшипники применяются для изготовления вальцевого трубогибочного станка
Подшипники применяются для изготовления вальцевого трубогибочного станкаДля изготовления роликов на вальцевой станок, необходимо воспользоваться подшипниками соответствующего диаметра, а также стальной трубкой. Принцип изготовления имеет следующий вид:
- Два подшипника соединяются между собой посредством стальной трубки, диаметр которой равен или меньше внутреннего отверстия детали
- Стальная трубка приваривается к внутренней обойме подшипников, в результате чего получается готовый ролик
- К основанию станка наружная обойма подшипника прихватывается сварочным швом
Получаются надежные ролики на трубогиб, посредством которых происходит перемещение трубы при ее деформировании.
Изготовление трубогиба из ступицы
Наверняка в хозяйстве имеются старые ступицы от советских автомобилей. Не торопитесь их утилизировать или сдавать на металл, так как это отличный вариант для изготовления трубогиба. Это практически готовый станок для сгибания труб и профилей. Реализовать устройство можно на металлическом верстаке. Для этого выполняются следующие действия:
- Расположить три ролика в шахматном порядке. Два ролика из ступицы являются ведомыми, а один ведущий
- Ведущий ролик из ступицы соединяется с рукояткой, посредством которой приводится в движение от руки
- Для регулировки угла или радиуса изгиба, в конструкции станка предусматривается регулировочный механизм. Реализуется этот механизм за счет винтового регулятора, посредством которого в движение приводится основание с закрепленным на нем подвижным ступичным роликом
На фото ниже представлен готовый вариант трубогибочного приспособления, в котором ролики изготовлены из ступиц.
На видео показано, как работает станок в действии.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.
Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным.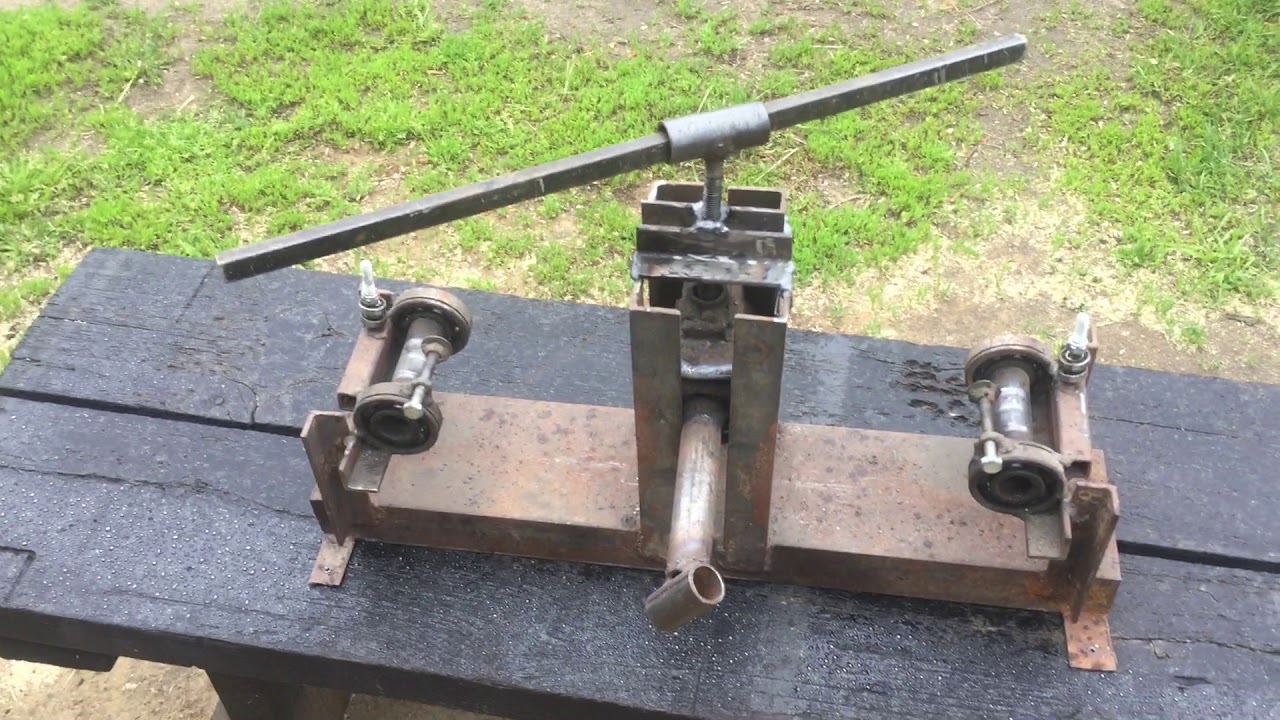 Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
- Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
- Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
- Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами
Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
Фото идеи трубогибочных станков для изготовления своими руками
Ниже представлены варианты, которые помогут развивать вашу идею по изготовлению самодельных трубогибов в домашних условиях. Собрать трубогибочное приспособление можно не только ручного, но и электрического типа. Однако это актуально только в случае, когда ежедневно приходится работать с большим количеством стальных материалов.
Собрать трубогибочное приспособление можно не только ручного, но и электрического типа. Однако это актуально только в случае, когда ежедневно приходится работать с большим количеством стальных материалов.
Вальцовочный станок для сгиба труб из домкрата
Конструкция вальцовочного станка с шестернями
Простой станок для гибки труб
Вальцовочный станок согнуть трубу
Интересный вариант простейшего трубогиба
Трубогиб для изгибания стальных труб декоративного вида
Подводя итог, необходимо отметить, что имея трубогиб в гараже, никогда не возникнет необходимости что-либо выдумывать, чтобы изогнуть заготовку. Особой популярностью приспособления пользуются среди мастеров, которые изготавливают арки, ворота, заборы из металла. Этим мастерам понадобится не один станок, так как кроме труб и профиля, возникает потребность изгибания стальных прутьев, арматуры, квадрата и т.п. Уделив один раз время на изготовление трубогиба, больше никогда не возникнет необходимости каждый раз думать, где и как можно изогнуть трубку или профиль.
Публикации по теме
Как сделать ручной трубогиб своими руками
Работая в гараже или на даче, иногда необходимо согнуть пару труб по определенной окружности или даже металлическим лентам придать полукруглый вид. Купить заводской трубогиб на пару таких операций – слишком дорого. Поэтому частные потребители назревают необходимость сделать простую самодельную ручную трубу, которая может сгибаться до трубы нужного размера.
Содержание:
- Назначение трубы
- Устройство трубогиба
- Виды трубогибов
- Принцип работы клубня
- Изготовление трубогиба своими руками
Назначение трубы
Одной из самых востребованных сегодня изделий из металла являются фасонные трубы с разным срезом, которые используются для изготовления заборов, сеток, садовой мебели, при устройстве навесов для автомобилей и теплиц, при строительстве гаражей или кладке. водопровод.Технология изготовления таких изделий очень часто требует гибки труб под разными углами, что можно сделать с помощью специального оборудования.
водопровод.Технология изготовления таких изделий очень часто требует гибки труб под разными углами, что можно сделать с помощью специального оборудования.
Для гибки труб принято использовать специальное устройство, называемое трубогибом, на котором можно сгибать все виды изделий под углом от 0 до 180 градусов. В таких приспособлениях, как правило, используется гидравлический или электромеханический привод. Трубогибы могут гнуть абсолютно любые трубы разной конфигурации: водяные, газовые, котельные размером до 2 дюймов и работать с трубами из алюминия и меди, металлопластика и стали.
Трубогибы используются на котельных и АЗС, на строительных площадках и в промышленности, в водопроводных и отопительных системах. Самодельный ручной трубогиб в домашнем хозяйстве – незаменимая вещь, с которой выполняется широкий спектр работ. С самостоятельным монтажом водопровода, системы отопления, установкой вентиляционных устройств и кондиционеров без этого сложно обойтись.
Конструкция трубогиба
Общая конструкция трубы зависит от ее разновидности. Обязательными компонентами являются рама, гидроцилиндр, верхняя и нижняя штанги и два упора для труб. Рама закрытая и открытая. Основной частью трубогибочного станка является гидроцилиндр, выполняющий силовую функцию.
Обязательными компонентами являются рама, гидроцилиндр, верхняя и нижняя штанги и два упора для труб. Рама закрытая и открытая. Основной частью трубогибочного станка является гидроцилиндр, выполняющий силовую функцию.
Схемы ручного Трубогиба предполагает наличие устройства давления, расположенное на задней стороне корпуса машины, есть также винт клапана сброса и ручка. Сверху гидроцилиндра – пробка для слива масла и проверки его уровня.Установочная планка, устанавливаемая снизу, навинчивается на резьбовую часть, расположенную на передней части корпуса, и затем прижимается фиксирующей гайкой. Верхняя планка крепится одновременно двумя винтами и замком.
Изгибающее усилие трубогиба обеспечивает выдвижной шток, который может возвращаться обратно под действием пружины, установленной в гидроцилиндре. Верхняя и нижняя планки желоба выполнены в виде сварной конструкции.Отверстия на поперечных пластинах служат для установки упора. На трубогибе внизу имеются резьбовые отверстия, в которые устанавливаются крепежные болты, регулируемые по высоте.
Упор трубогибочного станка выполнен в виде цапфы, упоры на его концах размещены в отверстиях, которые расположены на планках. На упоре посередине – ручей, на который будет опираться гнутая труба. Сегменты, обеспечивающие изгиб, изготовлены из стали точного литья. Привод ручных трубогибов – механический и гидравлический, привод электроинструмента – электрический.
Все большее распространение сегодня получили профильные трубы, которые имеют тонкую стенку, но в то же время позволяют экономить металл в строительстве и создавать красивые и прочные конструкции. Из этих элементов в хозяйстве хорошо делать козырьки, навесы и теплицы. Профильная труба от обычной отличается поперечным сечением – квадратным, овальным или прямоугольным. Этим объясняется отличие конструктивного чертежа ручного трубогиба этого типа: ролики по профилю подбираются в том же сечении, что и изделие, чтобы поперечное сечение гнутой трубы не деформировалось.
Типы трубогибов
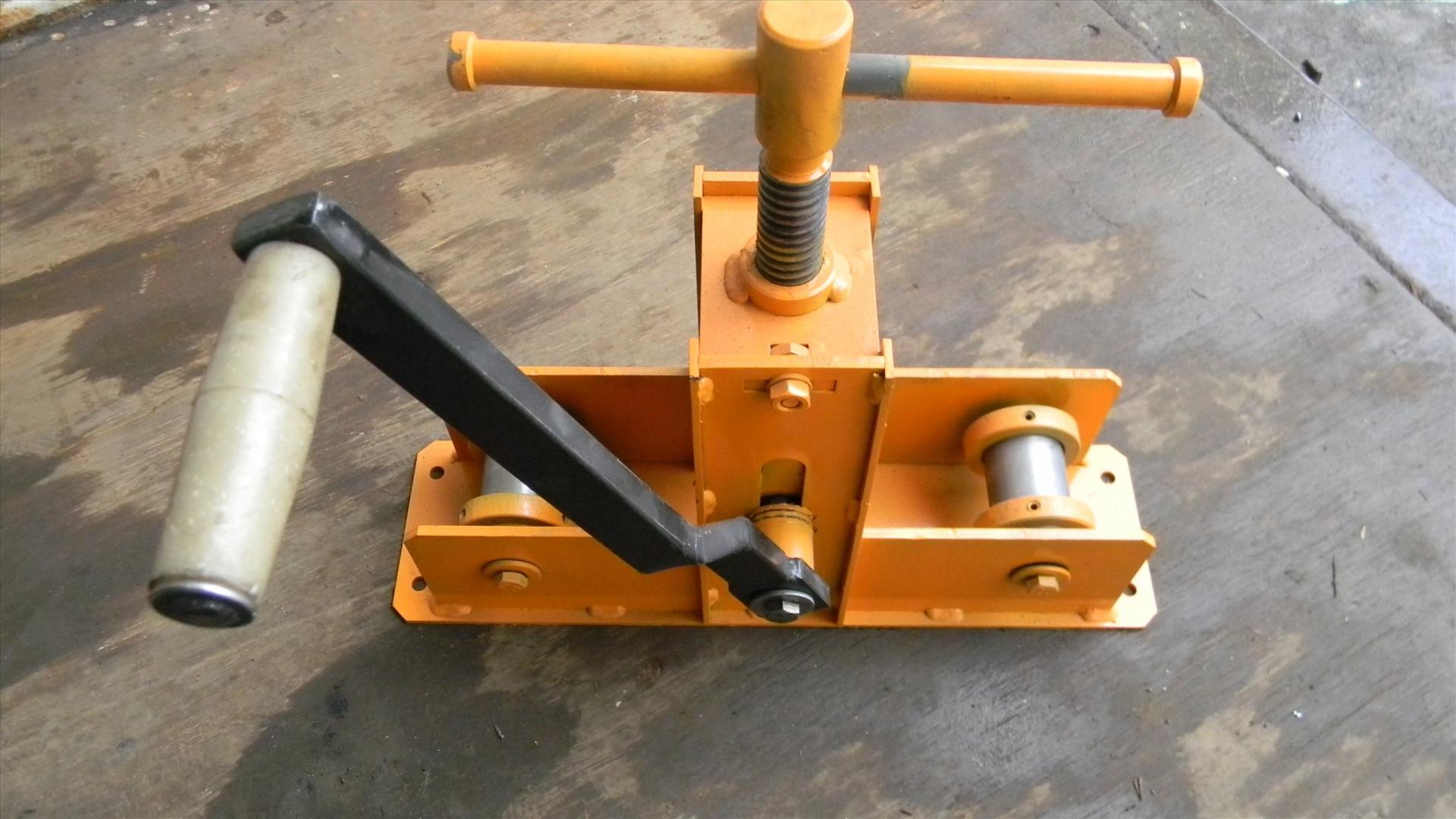
Ручные трубогибы выполняют такие операции, как гибка дуги и колец. Небольшой вес устройства (около 65 кг) позволяет транспортировать его к месту работ с легкими металлоконструкциями – теплицами, калитками, воротами и навесами. Параметры материалов, которые обрабатываются ручным трубогибом: круглая труба 30 миллиметров, квадратная труба 40-40 миллиметров, полоса 40-10 миллиметров, квадрат 16-16 миллиметров, пруток 16 миллиметров.
Небольшой вес устройства (около 65 кг) позволяет транспортировать его к месту работ с легкими металлоконструкциями – теплицами, калитками, воротами и навесами. Параметры материалов, которые обрабатываются ручным трубогибом: круглая труба 30 миллиметров, квадратная труба 40-40 миллиметров, полоса 40-10 миллиметров, квадрат 16-16 миллиметров, пруток 16 миллиметров.
С помощью различных оправок ассортимент обрабатываемого металла может быть значительно расширен, и такой трубогиб превращается в так называемую профильную гибку. Сравнительно невысокая цена ручного трубогиба позволяет его купить или изготовить даже для небольших производств.
Электрические трубогибочные машины используются для гибки труб различного сечения для интенсивного использования в промышленных масштабах. Высокая производительность электротрубогибов обеспечивается дополнительными функциями, такими как: вращение роликов в обоих направлениях и управление с помощью кнопок на панели управления или с помощью ножных педалей.
Электрогибочные станки имеют такие возможности, как дуговая гибка из труб – круглых 30 миллиметров и квадратных 80 на 40 миллиметров, а также из прутка 16 миллиметров и квадрата 16 на 16 миллиметров. В соответствии с конфигурацией поперечного сечения или диаметром трубы электрогибы дополнительно оснащены сменными оправками для каждого конкретного случая.
Новый модернизированный вариант трубогиба – ручной гидравлический, который отличается большим усилием, достаточным для работы с большими стальными трубами, как на видео о ручной гибке труб.Рекомендуется использовать при установке или удалении газовых и водопроводных труб. Привод такого инструмента снабжен гидравлической установкой, которая отличается от обычного трубогибочного станка, что значительно упрощает работу оператора.
Существует несколько типов ручного гидравлического трубогибочного оборудования. Они предназначены для разных типов фитингов и труб. Например, ТПГ – переносной гидравлический трубогиб с ручным насосом используется для гибки целых труб из стали и круглых прутков бульдозерным методом без заполнения труб специальным наполнителем или песком. RSU – это ручной трубогиб, который предназначен для гибки газо- и водопроводов, проката или арматуры.
RSU – это ручной трубогиб, который предназначен для гибки газо- и водопроводов, проката или арматуры.
По условиям эксплуатации различают станки стационарные и ручные. Стационарные установки в основном используются на предприятиях, где требуется гибка труб в соответствии с видом деятельности как этап производственного процесса. Трубогиб, сделанный своими руками, больше подходит для работы в домашних условиях. По типу привода различают гибочные машины с гидравлическим, механическим и электрическим приводом.Наибольшее предпочтение отдается трубопроводам с гидроприводом, поскольку они более мощные.
Принцип работы клубня
Процесс гибки трубы хоть и кажется на первый взгляд простым, но на самом деле довольно сложным. В зависимости от механических свойств материала трубы могут возникнуть дефекты изгиба и заминания, что приводит к сужению диаметра трубы в месте изгиба, уменьшению потока воды, изменению и расширению толщины стенки трубы. труба в месте изгиба, что приводит к потере прочности трубопровода. Поэтому необходимо правильно выбрать изгиб и знать принцип его работы, чтобы минимизировать деформационные дефекты.
Поэтому необходимо правильно выбрать изгиб и знать принцип его работы, чтобы минимизировать деформационные дефекты.
С помощью трубогибов труба изгибается в соответствии с заданными размерами и формой. Конструкция этого оборудования позволяет выполнять операции с металлическими трубами в соответствии с требованиями монтажа. Отсутствие сплющивания и перегиба позволяет трубам, в свою очередь, не терять эксплуатационных и прочностных свойств при изгибе, а также оптимизировать расположение коммуникаций и рационально использовать пространство помещения.
Принцип работы НКТ следующий. Требуемый размер полукруга обычно рисуется на сложенных кусках ДСП или досок, затем срезается по проведенной линии и крепится гвоздями к забору, стене или деревянному полу. Помните, что толщина досок или кусков ДСП должна быть немного больше диаметра гнутой железной полосы или трубы. Сбоку, согласно чертежам ручного гибочного станка, закреплен упор от обрезки доски.Между шаблоном и упором вставьте конец трубы, затем по выкройке аккуратно согните, взявшись руками за противоположный конец трубы.
Если вы планируете изгибать небольшой металлический стержень или короткую трубу, берутся за конец для создания подходящей обрезки трубы по ее диаметру. Для гибки изделий большого радиуса, например, арок для теплицы, сделайте на открытом пространстве аналогичный узор, в качестве крепежной поверхности используйте деревянную ограду и другие плоские поверхности.
Круг необходимо нарисовать на самой поверхности, используя фломастер и нейлоновую нить как циркуль, затем доски распиливают по нарисованной линии и скрепляют.Идеальной точности на больших изгибах не требуется, поэтому вы можете скрепить обрезки досок в 15 сантиметрах друг от друга, которые будут касаться трубы и направить ее по заданному полукругу.
Есть решения посложнее, как на фото про ручные трубогибы, которые помогают гнуть трубы большого диаметра, но их использование также требует использования профессионального инструмента и наличия навыков слесаря. Самостоятельное изготовление таких трубогибов уже заставляет задуматься о рентабельности, если вспомнить наличие вторичного рынка трубогибочного оборудования и ручного инструмента.
Изготовление трубогиба своими руками
Перед тем как изготовить ручной трубогиб, необходимо заняться изготовлением его основы. Стенки труб, служащие основой для всей машины, должны иметь прямоугольное поперечное сечение и быть достаточно толстыми, чтобы выдерживать нагрузки, возникающие непосредственно во время работы. Толщина стенок такой трубы должна быть не менее 3 миллиметров.
Когда вы найдете подходящую трубу прямоугольного сечения, нужно отступить с одной стороны на пару сантиметров от пропила и просверлить в ней отверстия по диаметру будущей оси, где главный шкив (вокруг него будут трубы) изгиб) и рукоять с рабочим шкивом.После этого нужно определить максимальный радиус изгиба, который можно сделать собственным трубогибом, с запасом в 5 сантиметров. Отступив на расстояние, равное большей стороне трубы, отрежьте ее.
Рычаг и фиксатор для труб представляют собой штифт, на который с одного конца приваривается гайка «барашка» и надевается контргайка, а с другого – Т-образный замок (ножка этого буква – труба, а поперечина – продольный разрез трубы). После изготовления основы следует приступить к созданию ручки для трубы.
После изготовления основы следует приступить к созданию ручки для трубы.
Для изготовления ручки понадобятся две металлические пластины, толщина металла которых не менее 4 миллиметров. Рукоять будем надевать на ось рамы, поэтому ширину пластин сделайте равной диаметру оси и оставьте ложу под ось по 5-10 миллиметров с каждой стороны. Чтобы придать ручке жесткость, эти пластины необходимо соединить параллельно путем сварки с несколькими перемычками из стальной трубы с концов, противоположных отверстиям для оси.
Если вы хотите пойти по самому простому пути, вам не нужно беспокоиться о регулировке положения рабочего шкива на рукоятке. Сделайте необходимые замеры, просверлите руками по чертежу ручного трубогиба отверстия ручки под ось, предназначенную для рабочего шкива. Эту ось приваривать не нужно, так как на нее необходимо установить рабочий шкив, а закрепление оси на рукоятке можно решить с помощью шплинтов.
После изготовления ручки трубогиба и установки на нее рабочего шкива можно производить сборку всей конструкции. Плотно закрепите основание трубы в тисках, затем поместите одну пластину ручки гибочного станка на основание основания, затем вторую пластину ручки и главный шкив. Вкрутите стопорный штифт в широкую гайку на основании. Главный шкив, который установлен на оси основания, принято фиксировать на нем с помощью длинного болта.
Плотно закрепите основание трубы в тисках, затем поместите одну пластину ручки гибочного станка на основание основания, затем вторую пластину ручки и главный шкив. Вкрутите стопорный штифт в широкую гайку на основании. Главный шкив, который установлен на оси основания, принято фиксировать на нем с помощью длинного болта.
Чтобы проверить изготовленный ручной изгиб, вам понадобится кусок трубы, который нужно установить в исходное положение. Закрепите трубу, прижав ее к шкиву и ввинтив замок.Также трубу нужно закрепить на защелке с помощью специального зажима. Теперь труба изогнута настолько, насколько это требовалось.
Трубогибом своими руками можно согнуть в домашних условиях любой прокатный профиль, имеющий круглое сечение. Трубу, которую необходимо деформировать, вставляют между стойками и с определенной силой изгибают под необходимым углом. При этом не забывайте, что труба обычно имеет небольшую толщину стенки, поэтому при изгибе она может деформироваться по диаметру, что крайне недопустимо. В этом случае перед установкой изделия на трубогиб его необходимо засыпать песком, а после загиба просто затереть. Диаметр получившегося изделия останется постоянным по всей длине.
В этом случае перед установкой изделия на трубогиб его необходимо засыпать песком, а после загиба просто затереть. Диаметр получившегося изделия останется постоянным по всей длине.
Как построить из металла
Через сварочную маску мир становится тусклым. Несколько минут назад раздвижная дверь металлического магазина Ника Уикса за пределами Портленда, штат Мэн, была распахнута настежь. Солнце пробивалось сквозь небольшой дождь. Но теперь, когда у меня в руке был сварщик MIG, и моя маска была спущена, все, что я мог видеть, это контуры двух кусков труб из мягкой стали.
Wicks помогал мне построить багажник на крыше для моего Jeep Wrangler – то, что он согласился сделать, несмотря на то, что я ничего не знал о кузнечном деле. (Например, я назвал это кузнечным делом, что, как оказалось, относится только к работе, выполняемой в кузнице.) После беглого обзора он вручил мне факел – инструмент, который создает дугу, горящую под тысячами градусов. Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
Я пробовал, но меня гораздо больше беспокоило то, что сказал мне Уикс: «Яркость сварочного аппарата может вызвать солнечный ожог в глазах», – сказал он.«Сегодня ты можешь чувствовать себя нормально, но завтра ты проснешься и ничего не увидишь». Это было прямо перед тем, как он вручил мне маску и предупредил, чтобы я ничего не делал, пока его собственная не была на месте. Я нажал на спусковой крючок фонарика.
Несколькими годами ранее я использовал джип, чтобы взять с собой троих друзей в поход в национальный парк Акадия в штате Мэн. В Wrangler было с трудом уместить четырех взрослых людей и походное снаряжение. Это был не первый раз, когда я сталкивался с ограниченной грузоподъемностью джипа, но именно в этот момент я решил, что что-то нужно делать.
Основы металлообрабатывающего инструмента
Быстросменная отрезная пила, 14 дюймов
DEWALT amazon.com199,00 долл. США
Станок для гибки выхлопных труб и стальных труб
Happybuy amazon. com
com299,99 долл. США
Handler 140 MIG Welder
Хобарт амазонка.com680,49 $
Угловая шлифовальная машина в алюминиевом корпусе
Я живу в Нью-Йорке. Иметь машину здесь – хлопотно – парковка на улице, звон, движение – но она выполняет очень важную функцию: сбежать. Иногда нужно иметь возможность собрать друзей и куда-нибудь поехать. Куда угодно. С космосом, деревьями, звездами и пивом, которое стоит меньше 8 долларов. Мой джип должен был выполнять эту задачу за меня, независимо от того, сколько оборудования и багажа мы взяли с собой.
Я искал багажник на крышу. Часто вы покупаете две части: раму, которая крепится к кузову джипа, и корзину, которая крепится к раме. (Эта вторая часть не нужна, если вас больше интересуют лыжи или каяки, но для многоцелевого использования, которое я имел в виду, это было обязательным требованием.) Проблема заключалась в том, что мой конкретный джип – длинная колесная база, две двери – производилась всего за три года. Вариантов было немного и дорого.
Вариантов было немного и дорого.
Итак, я позвонил Уикс. Он предложил купить раму, если я смогу найти ее дешево, потому что уровень точности, необходимый для идеального сочетания нестандартной рамы с точками крепления корпуса Wrangler, вероятно (хорошо, определенно) превышал то, что я мог произвести.Но то, что мы могли сделать, сказал он, – это построить корзину при условии, что мы найдем конструкцию, которая поставит под угрозу мои функциональные требования и мой уровень навыков.
Мне нужно было что-то, что занимало бы как можно больше места на крыше, имело достаточно высокие борта для крепления груза и могло бы быть легко снято, если бы я хотел снять складной верх с джипа. Это дало нам стойку из стальных труб размером 54 на 70 дюймов, прямоугольную с закругленными углами, верхние перила поддерживались балясинами высотой в четыре дюйма.
Пол стеллажа будет сделан из плоского материала, на который будет легче загружать груз, чем на круглые трубы.В рамках проекта я совершил экскурсию по цеху по металлу – резка, гибка, сварка и даже ковка. Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
К тому времени, когда я приехал в Мэн, чтобы начать сборку, Уикс нарисовал полноразмерную схему на листе оргалита на рабочем столе магазина. Первым делом нужно было обрезать трубку и плоскую заготовку до нужного размера. Резка была единственной техникой, которой учил меня Уикс, с которой я уже был знаком по своему опыту в мастерской по дереву.Я измерял, размечал и пил так же, как делал бы пиломатериалы на торцовочной пиле.
По мере того, как я отрезал куски по длине, я выкладывал их на план проекта ДВП. Один за другим я закрашивал рисунок Уикса – верхний рельс, нижний рельс, крестовины. Внутри его линий умещается все, кроме углов. Те еще пришлось согнуть. Каждый угловой элемент нуждался в плавном изгибе под углом 90 градусов. Это казалось достаточно простым. Затем я узнал, что изогнутые слишком сильно или слишком сильно трубки могут разрушиться.
Уикс научил меня избегать этой проблемы с помощью кузнечного принципа: кузнецы не искривляют, скажем, кусок кованого железа, снова и снова молотя в одном месте.Они наносят удары по всей поверхности, медленно приобретая нужную форму. Это было слишком сложно для меня, поэтому мы сделали аналог с простым гидравлическим гибочным станком.
Несмотря на это, мне все же удалось согнуть одну деталь значительно больше, чем на 90 градусов. «Есть ли способ спасти это?» Я спросил. Уикс поднял его, чтобы оценить, насколько сильно я пропустил угол. «Да, я так думаю, – сказал он.
«Что мы делаем?» Я спросил.
«Ударь его о что-нибудь твердое», – сказал он, засовывая его в тиски.Он схватил один из своих кузнечных молотов и ударил его до 90.
Это никогда бы не сработало по дереву.
На следующий день, зажег свою кузницу, Уикс сказал мне, что думает, что мы можем сделать наши собственные барашковые гайки. «У меня есть эти маленькие кусочки стального стержня», – сказал он. «Мы собираемся расплющить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, – кронштейны, которые мы также разрезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, – сказал он, – и вы все еще можете увидеть его, когда металл светится».
«Мы собираемся расплющить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, – кронштейны, которые мы также разрезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, – сказал он, – и вы все еще можете увидеть его, когда металл светится».
В 16-тонном гидравлическом трубогибе Harbour Freight для тяжелых условий эксплуатации используется домкрат для бутылок для гибки деталей. Это недорого, но очень эффективно, если вы будете осторожны. Вот как мы с Уиксом адаптировали технику кузнечного дела для получения плавных изгибов без разрушения трубок.
Как согнуть металлические трубки
Отметьте на трубке центральную точку изгиба.Добавьте отметки в обоих направлениях – по одному дюйму на отметку не менее двух дюймов.
Вставьте трубку так, чтобы центральная метка совпала с центром домкрата. Убедитесь, что штифты над домкратом, к которым труба прижимается при изгибе, расположены на большом расстоянии. Проверните домкрат, пока не начнет формироваться изгиб.
Убедитесь, что штифты над домкратом, к которым труба прижимается при изгибе, расположены на большом расстоянии. Проверните домкрат, пока не начнет формироваться изгиб.
Опустите домкрат и сдвиньте трубку в сторону, совместив ее с первой отметкой.Поднимите домкрат, углубляя изгиб.
Повторить на той же отметке на противоположной стороне. Двигайтесь наружу, чередуя стороны, а затем снова войдите. Остановитесь, когда достигнете желаемого поворота.
Я бы сказал, что самая сложная часть кузнечного дела – это развитие координации, чтобы перемещать все с помощью набора щипцов, но в кузнечном деле есть много самых сложных частей. Я едва мог нанести точный удар молотком, когда мои руки были свежими.После нескольких колебаний они потеряли надежду. Понимание различных углов наковальни и того, как использовать их в своих интересах, было на удивление тонким. Так вспомнил, что металл горячий. Не раз я пытался поднять расплавленную сталь с земли голыми руками.
Но потом: я сам сделал барашковые гайки. Работая в столярной мастерской, вы никогда не думаете, что сделаете свои собственные гвозди или шурупы. В металлическом магазине каждая деталь конструкции зависит от вас. Это пугает, как я и представлял, но в то же время настоящий мастерский опыт.
В темноте сварочной маски все было черным, кроме мерцающего света дуги на конце горелки. Маска, которую одолжил мне Уикс, тусклая, когда фонарик выключен, но становится почти непрозрачной, когда чувствует свет, как самые темные линзы Transitions в мире. Даже немного света – это все, что я создавал с помощью фонарика. Я был неправильно расположен, а воздушный зазор был слишком большим для образования сильной дуги. Он шипел и шипел, как при коротком замыкании. Уикс крикнул мне, чтобы я подошел ближе.Я внес фонарик и поправил угол.
Внезапно, когда все было на месте, дуга усилилась и стала устойчивой, гудя, как линия электропередачи. Он светился достаточно ярко, чтобы осветить заготовку. Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарь и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе – особенно по сравнению с одним из швов Викса, который выглядел как давно заживший шов из рубцовой ткани.
Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарь и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе – особенно по сравнению с одним из швов Викса, который выглядел как давно заживший шов из рубцовой ткани.
Грета Рыбус
Мы вдвоем сварили всю корзину. Затем мы снова обработали сварные швы, опиливая их угловой шлифовальной машиной, чтобы подготовить их к покраске. Когда мы закончили, пока Уикс убирал, я приподнял одну сторону стойки, чтобы проверить вес. Трудно было поверить, что то, что я помогал резать, гнуть и сваривать, не расколется при малейшем напряжении. Но это выдержало. Последней работой было покрасить стойку черной краской.
Уикс сказал мне, что ненавидит живопись, но после нескольких дней резки стали, гибки стали, перегрева и сплющивания стали, а также плавки стали, я ожидал, что покраска будет самой легкой задачей.
Уикс был прав. Покраска стали – отстой. Смешивание краски требует терпения. Капает. Это грязно. Не сохнет достаточно быстро. А потом тебе нужно сделать еще одно пальто.
Смешивание краски требует терпения. Капает. Это грязно. Не сохнет достаточно быстро. А потом тебе нужно сделать еще одно пальто.
Это было все, о чем я мог думать, пока не осознал, что это тот же список, который я пробегал в своей голове о стали всего несколько дней назад. Будь то дерево или сталь, краска или лак – вы понимаете, как работать с материалами, которые вам нужны, чтобы делать то, что вы хотите. Это самый надежный способ получить именно то, что вам нужно.
Эта статья появилась в июньском выпуске журнала Popular Mechanics за 2019 год. Вы можете подписаться здесь.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Трубогибы: типы, советы по использованию и меры безопасности
Использование любых инструментов и оборудования потребует некоторого времени для обучения, и это относится ко всем людям, независимо от того, используют ли они это оборудование в профессиональных или личных целях, например, в своих хобби или для улучшения дома.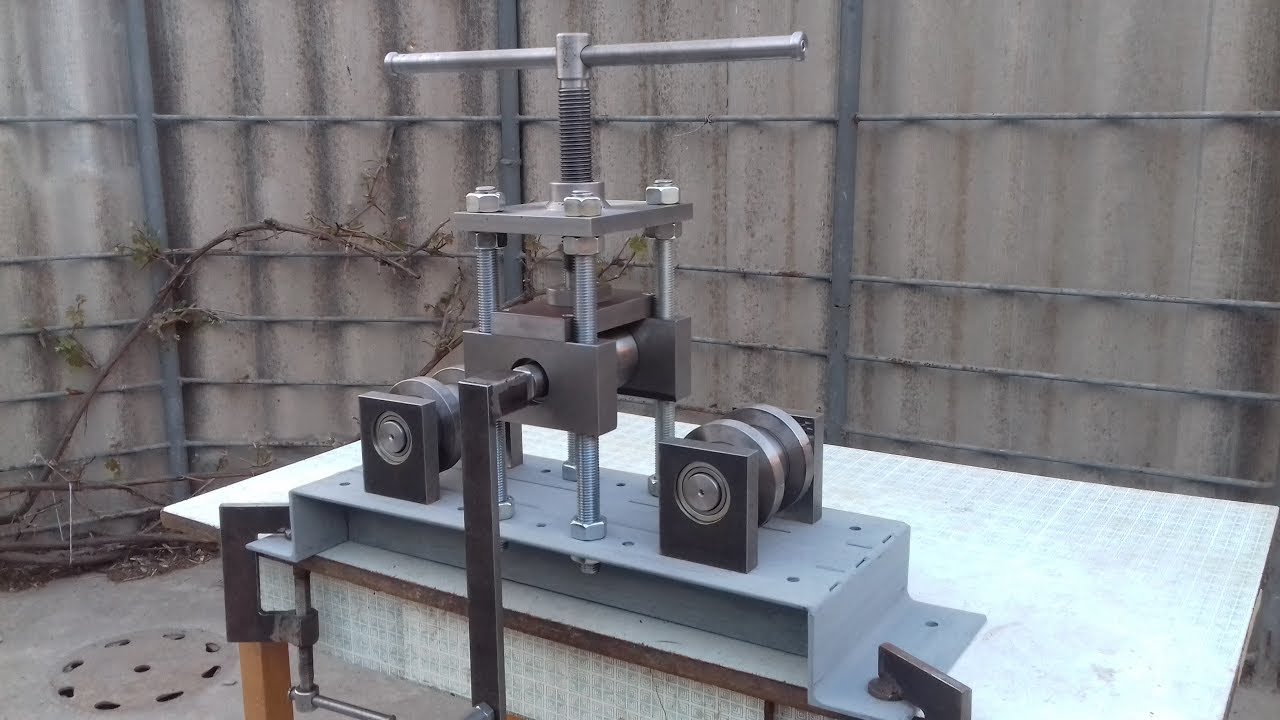 В конце концов, согласно Управлению по охране труда (OSHA), опасности, связанные с машинами, являются одной из самых распространенных ошибок, которые наносят вред.
В конце концов, согласно Управлению по охране труда (OSHA), опасности, связанные с машинами, являются одной из самых распространенных ошибок, которые наносят вред.
Одна машина, о которой я хочу особо остановиться, – это трубогиб. Трубогиб может упростить и упростить гибку труб и труб. Но прежде чем вы сможете его использовать, важно знать, как использовать трубогиб, различные типы труб, которые вы можете использовать, и различные виды трубогибов, с которыми вы можете столкнуться, независимо от того, используете ли вы один для работы или для личного использования. дома.
Знание этого не только облегчит вашу работу в следующий раз, но также сделает вас более уверенным и безопасным при использовании, а также улучшит качество ваших гнутых труб. Однако, если вы все еще не до конца понимаете, как это работает, всегда полезно обратиться за советом к экспертам или попросить кого-нибудь более опытного помочь вам, особенно если вы используете его впервые.
Что такое трубогиб?
Трубогибы – это инструменты, используемые в процессе, широко известном как гибка труб или гибка труб. Это постоянный процесс, поэтому попытка вернуть трубам исходную форму может привести к их поломке или повреждению и ухудшить качество. Для гибки труб не требуются трубогибы, но они могут значительно облегчить и удобство. Вот как выглядит изгиб трубы без использования трубогибов.
Это постоянный процесс, поэтому попытка вернуть трубам исходную форму может привести к их поломке или повреждению и ухудшить качество. Для гибки труб не требуются трубогибы, но они могут значительно облегчить и удобство. Вот как выглядит изгиб трубы без использования трубогибов.
Трубогибы – это инструменты, используемые для гибки труб, изготовленных из различных материалов. Он может работать с разными металлами, такими как сталь, алюминий и медь, а затем формировать разные кривые и углы.
Существует четыре типа трубогибов: двухтрубные, миниатюрные, эргономичные, отдельно стоящие, трубы с храповым механизмом и трубы для кабелепровода. Каждый из этих типов трубогибов служит разным целям и дает разные результаты гибки труб.
Двухтрубогиб
Это ручной гибочный станок с двумя ручками, который может сгибать трубы под разными углами, хотя для этого инструмента обычно используется изгиб на 90 градусов. Вставляется труба, и две ручки сдвигаются вместе, что приводит к изгибу трубы.
Поскольку этот тип трубогиба является ручным, способность сгибать определенные типы труб может зависеть от вашей силы. Алюминиевые и пластиковые трубы сравнительно легче гнуть с помощью двухтрубогибов, но с такими материалами, как сталь и чугун, это может быть сложнее.
Эргономичный трубогиб
Этот ручной инструмент имеет более длинную и изогнутую ручку, что позволяет сгибать трубы с меньшим усилием, но его применение гораздо более ограничено. Он разработан для придания формы только 10-15 миллиметрам (0.6 дюймов) и может наклоняться до 180 градусов.
Мини- и микротрубогиб
Источник: Wonkee Donkee Tools Миниатюрный трубогиб используется для труб, которые слишком малы для двойного трубогиба. Формеры жестко прикреплены к трубогибу, поэтому вы не можете изменить его, в отличие от других трубогибов большего размера.
Формеры жестко прикреплены к трубогибу, поэтому вы не можете изменить его, в отличие от других трубогибов большего размера.
Mini имеют три паза, в которые можно вставлять трубы диаметром 6, 8 и 10 миллиметров. Если у вас есть трубы, которые все еще слишком велики, возможно, вам придется приобрести трубогиб еще меньшего размера, известный как микротрубогиб.Его можно использовать одной рукой, и он часто используется для электрических систем, требующих меньших и более тонких труб размером от 3 до 6 миллиметров.
Трубогиб
Трубогиб для кабелепровода специально разработан для труб, используемых для прокладки электрических проводов. В отличие от других трубогибов, у этого трубогиба только одна ручка, и он требует использования пола или любой другой плоской поверхности в качестве рычага для гибки.
Перед тем, как вставлять провода или кабели, вставьте трубу в трубогиб и положите ее на землю.Затем, используя ноги и пол в качестве рычага, вы будете использовать ручку для сгибания трубы. Для стальных труб рекомендуется использовать трубогибы с более длинными ручками, так как длина может дать вам больше рычагов.
Для стальных труб рекомендуется использовать трубогибы с более длинными ручками, так как длина может дать вам больше рычагов.
Не используйте трубогиб для кабелепровода, если внутри трубы есть провода или кабели, так как это может привести к повреждению проводов внутри.
Трубогиб с трещоткой
Вместо того, чтобы использовать вашу собственную силу для сгибания труб, трубогибы с храповым механизмом имеют рычаг, который толкает трубку внутрь трубы, чтобы загнуть ее внутрь.Из-за этого его конструкция отличается от других трубогибов и может изгибаться только на 90 градусов.
Это хорошо для проектов с ограниченным пространством, когда другие типы трубогибов могут быть неподходящими или непригодными для использования. Трубогибы с храповым механизмом подходят для труб диаметром от 10 до 32 миллиметров.
Трубогиб автономный
Самый большой трубогиб в группе, отдельно стоящие трубогибы имеют две ножки, которые позволяют легко сгибать большие и толстые трубы двумя руками. Повышенное давление, оказываемое пользователем, может способствовать сгибанию труб из более прочных материалов.
Повышенное давление, оказываемое пользователем, может способствовать сгибанию труб из более прочных материалов.
Как пользоваться трубогибом
Вот несколько советов по использованию трубогиба, чтобы у вас было достаточно знаний и навыков для ваших будущих проектов по гибке труб.
1. Изучите правильную технику измерения.
При измерении сгибаемых труб важно определить центр и использовать его как базовую точку. Это также поможет определить точный участок трубы, который будет изгибаться, и обеспечит равное измерение процедуры изгиба.
2. Практика сгибания.
Попробуйте сначала согнуть тренировочные трубы и попытаться согнуть их под разными углами. Убедитесь, что вы научились сгибать их, не напрягаясь и даже не травмируя себя на работе. Гибка труб должна выполняться быстро и плавно.
3. Избегайте обжатия трубки.
Обжим обычно происходит на более легких материалах, таких как алюминий. Такие материалы имеют свойство гнуться при изгибе.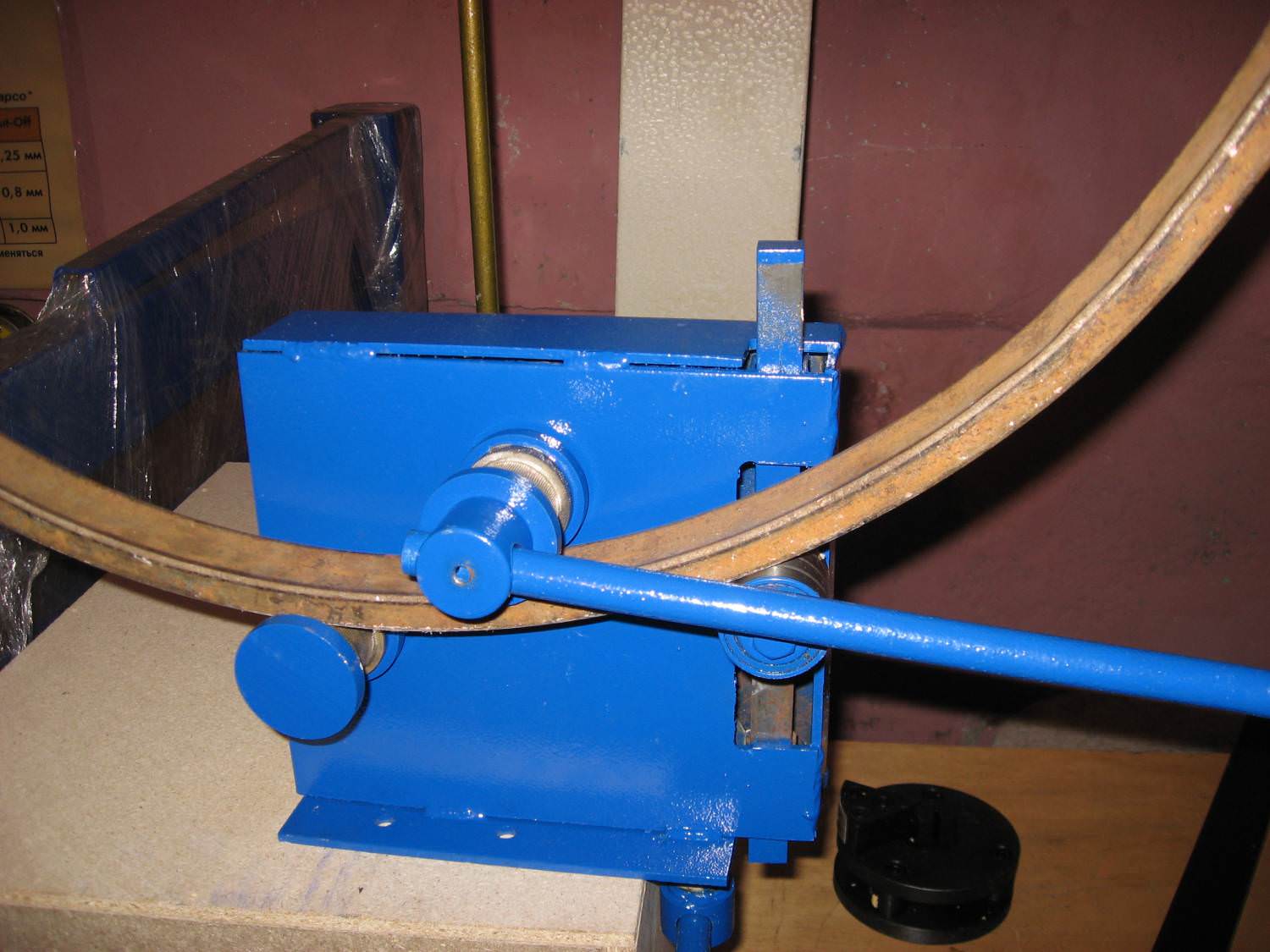 Чтобы этого не произошло, залейте его водой и песком. Легкими постукивающими движениями осторожно переместите песок.Тогда в нем будут образовываться пузырьки воздуха, что упростит процедуру изгиба трубы.
Чтобы этого не произошло, залейте его водой и песком. Легкими постукивающими движениями осторожно переместите песок.Тогда в нем будут образовываться пузырьки воздуха, что упростит процедуру изгиба трубы.
Советы по обслуживанию трубогиба
Вот несколько советов, которые помогут обеспечить оптимальное состояние и производительность вашего трубогиба.
- Нанесите смазку на стыки трубогиба, особенно на его рукоятки и ролик. Это поможет ослабить оборудование и упростит работу по гибке.
- Избегайте использования поврежденного гибочного станка или отсутствия какой-либо из его частей. Обязательно отремонтируйте инструмент, прежде чем использовать его снова.
- Когда он не используется, тщательно очищайте его и храните в не влажном и чистом месте. Храните в недоступном для детей и других посторонних лиц месте.
Наконечники безопасности для трубогибов
Как и любой другой аппаратный инструмент или оборудование, трубогибы представляют опасность при использовании.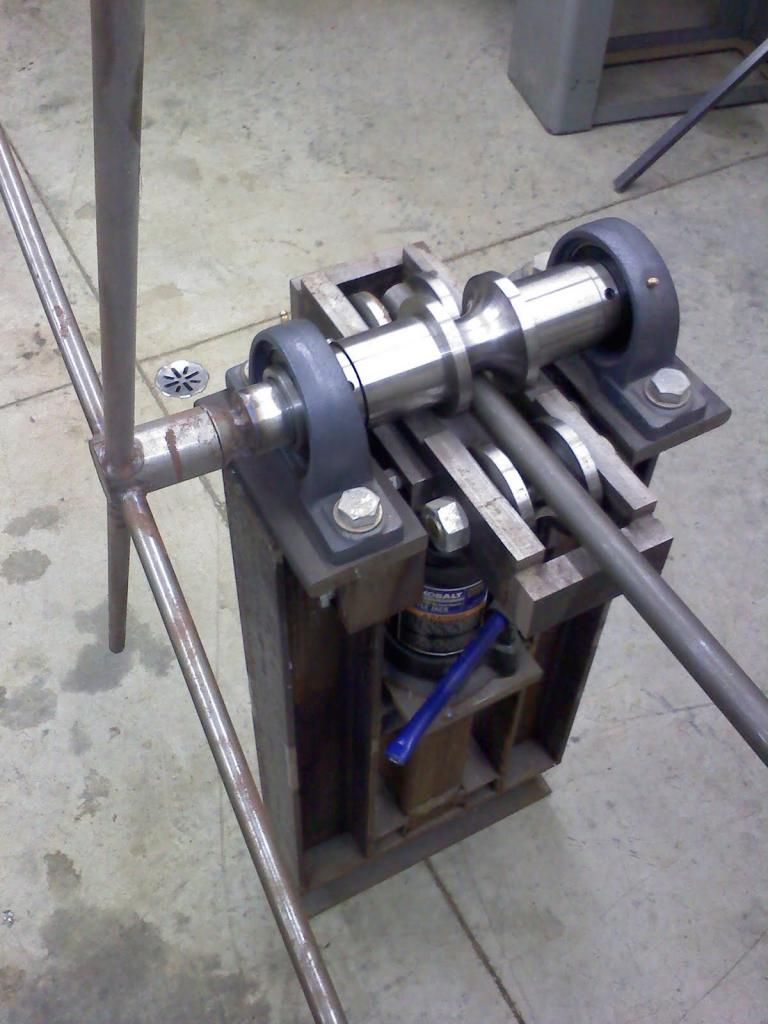 При использовании трубогибов важно соблюдать осторожность, поэтому обязательно следуйте этим советам по безопасности.
При использовании трубогибов важно соблюдать осторожность, поэтому обязательно следуйте этим советам по безопасности.
- При работе используйте средства индивидуальной защиты. Если вы не будете осторожны, всегда есть риск сломать трубы, поэтому при работе над проектом лучше надевать соответствующую одежду.К ним относятся брюки, обувь с закрытым носком, толстые рубашки с длинными рукавами, защитные очки и утепленные перчатки.
- Проверяйте трубогибы перед каждым использованием. Никогда не используйте трубогибы с явными повреждениями или дефектами.
- Держите руки подальше от первого, особенно во время использования.
- Не превышайте пропускную способность или размер трубы, указанные производителем трубогиба.
- Не используйте трубогиб для других целей, кроме тех, для которых он предназначен.
- Перед использованием трубогиба прочтите и усвойте руководство пользователя.Если вы не уверены, попросите кого-нибудь более опытного показать вам, как его использовать.
- Регулярно очищайте трубу и хорошо смазывайте ее.
- После использования очистите трубогиб и храните его в чистом и невлажном месте, например в гараже. Если вы планируете использовать его снова, это поможет повторно смазать трубогиб и проверить наличие повреждений.

Заключение
ТрубогибыТрубогибы не нужны для процесса гибки труб. Однако, если вы посмотрите на различные способы, которые можно сделать своими руками, вы поймете, почему их настоятельно рекомендуется иметь.
выполняют свою работу проще и удобнее, а трубогибы разработаны, чтобы помочь вам согнуть трубы под нужным вам углом. Если вы пытаетесь гнуть трубу без трубогиба, вы будете только смотреть на это и оценивать. А если вы оцените неправильно, это может потребовать больших затрат и времени, особенно если вам придется покупать больше труб, чтобы переделать трубы, которые вы слишком сильно согнули и которые больше не могут быть использованы для вашего проекта.
В общем, трубогибы – полезный инструмент для всех, кто работает профессионально, занимается ремонтом дома, или даже для тех, кто любит заниматься ремеслом в качестве хобби.Трубогибы могут быть дополнительными расходами с вашей стороны, но вы можете сделать это вложением, которое вернет вам с точки зрения точности, скорости, простоты и удобства.
Как правильно согнуть трубки
К счастью, большинство наших самодельных проектов не требует значительного изгиба труб. Однако я заверяю вас, что эти несколько компонентов важны, и многие из них по большей части хорошо заметны. Поскольку они такие заметные, их изготовление заслуживает ваших самых больших усилий. Но прилагать максимум усилий не означает, что вы должны производить большое производство из этой штуки для гибки труб.То же самое касается гибки стальных, медных и алюминиевых труб.
Любой, кто строит самолет из труб и ткани, вероятно, столкнется с большими возможностями для развития своих навыков гибки труб, чем если бы он строил композит. Эти сварные трубчатые самолеты обычно снабжены красиво изогнутыми хвостовыми поверхностями, изготовленными из стальных труб небольшого диаметра. Некоторые из них также имеют трубчатые носовые части крыла, каркасы фюзеляжа и рамы сидений. Строители других типов самолетов могут добавить дуги ветрового стекла и фонаря, ручки закрылков и иногда S-образные контрольные колонны к списку изогнутых труб.
Эти сварные трубчатые самолеты обычно снабжены красиво изогнутыми хвостовыми поверхностями, изготовленными из стальных труб небольшого диаметра. Некоторые из них также имеют трубчатые носовые части крыла, каркасы фюзеляжа и рамы сидений. Строители других типов самолетов могут добавить дуги ветрового стекла и фонаря, ручки закрылков и иногда S-образные контрольные колонны к списку изогнутых труб.
Практически единственные медные трубки, используемые в жилищном строительстве, – это линия давления масла и линии заливки. Даже они выходят из употребления, поскольку все больше строителей переходят на электрические датчики. Эти медные трубки имеют диаметр всего 1/8 дюйма, и их можно легко согнуть вручную или сформировать вокруг пустой жестяной банки или банки подходящего диаметра. Здесь нет серьезных проблем с изгибом трубки.
Алюминиевые трубки используются не только для топливных магистралей, они также используются для ветровых стекол, носовых частей фонаря и законцовок крыльев. Эти трубы большего диаметра создают проблемы изгиба, аналогичные тем, которые возникают при работе со стальными трубами. Строители сверхлегких конструкций используют много предварительно изогнутых алюминиевых труб в конструктивных элементах, но эти компоненты, как правило, приобретаются предварительно обрезанными и предварительно изогнутыми на заводе или у поставщика. Алюминиевые трубки важны в топливных системах, как и изгибы, которые вы делаете в них. В конце концов, зачем использовать фитинг там, где можно сделать изгиб трубки? Отводы трубок намного легче, дешевле и, в отличие от фитингов, не протекают.
Эти трубы большего диаметра создают проблемы изгиба, аналогичные тем, которые возникают при работе со стальными трубами. Строители сверхлегких конструкций используют много предварительно изогнутых алюминиевых труб в конструктивных элементах, но эти компоненты, как правило, приобретаются предварительно обрезанными и предварительно изогнутыми на заводе или у поставщика. Алюминиевые трубки важны в топливных системах, как и изгибы, которые вы делаете в них. В конце концов, зачем использовать фитинг там, где можно сделать изгиб трубки? Отводы трубок намного легче, дешевле и, в отличие от фитингов, не протекают.
Пусть вас не убаюкивает мысль, что просто из-за того, что алюминиевые топливопроводы диаметром 3/8 дюйма довольно пластичны, вы можете легко сформировать их вручную. Конечно, вы можете, но формованные вручную концы часто становятся плоскими и имеют плохой неправильный вид. сглаженные изгибы – обычный результат попытки согнуть тонкостенные трубы до малых радиусов без помощи трубогиба. Сглаженная топливная магистраль может ограничить поток топлива и, в конечном итоге, может выйти из строя.
Сглаженная топливная магистраль может ограничить поток топлива и, в конечном итоге, может выйти из строя.
Что происходит при сгибании трубки?
Чтобы сделать изгиб в середине куска трубки, нужно взяться за каждый конец, верно? Затем вы кладете его на твердую изогнутую поверхность и сильно нажимаете на оба конца трубки.. . и трубка начнет гнуться. Если радиус нижележащего объекта (формы), над которым вы изгибаете, большой, изгиб будет большим и плавным, а труба сохранит свое круглое поперечное сечение. Если, с другой стороны, нижняя поверхность имеет небольшой радиус, кривизна, развивающаяся в трубке, будет локализована. Для первых нескольких градусов изгиба изгиб будет хорошо развиваться. Затем вы заметите, что трубка начинает сплющиваться. Верхняя часть изгиба теперь находится под возрастающим натяжением и должна растягиваться.Трубка, однако, не хочет этого делать и делает короткий разрез вокруг изгиба, вызывая это нежелательное сплющивание в трубке. А как быть с нижней стороной, которая упирается в «гнущуюся форму»? Он сильно сжимается, и, хотя трубка сопротивляется этому сжатию, она начинает проявлять признаки коробления по всему диаметру трубки. Если вы продолжите сгибание, сплющивание на верхней стороне станет более выраженным, в то же время скученный металл на нижней стороне снимет давление, образуя больше складок.В конечном итоге трубка внезапно резко изогнется и сломается.
Если вы продолжите сгибание, сплющивание на верхней стороне станет более выраженным, в то же время скученный металл на нижней стороне снимет давление, образуя больше складок.В конечном итоге трубка внезапно резко изогнется и сломается.
Трубку с тонкими стенками сложнее согнуть, потому что она очень быстро сгибается и сгибается.
Чем больше диаметр трубки, тем большее давление вы должны приложить, чтобы заставить ее изгибаться. Хотя вы можете легко сформировать изгиб на 90 ° на медной линии диаметром 1/8 дюйма и длиной всего 6 дюймов, вы просто не сможете сделать то же самое с трубкой аналогичной длины 3/4 дюйма. Даже если у вас была форма для согните его. Почему?
Вам нужно усилие
Независимо от того, как вы изгибаете трубку, вам будет намного легче сделать это, если она будет достаточно длинной.Затем вы можете воспользоваться преимуществом, которое он предоставляет (принцип вы знаете). Отсутствие достаточного рычага может сделать практически невозможным формирование изгиба возле любого конца стальной (или алюминиевой) трубы диаметром 3/4 дюйма. Всегда начинайте с длинной трубы при ее изгибе. Чем больше диаметр Чем больше должна быть излишняя длина трубки. Оставьте дополнительные 12 дюймов на каждом конце для трубок диаметром до 3/4 дюйма. Позвольте еще больше для труб большего диаметра … Вам понадобится дополнительное усилие, которое она предоставляет.Если вы обнаружите, что вам нужно больше рычагов, вы всегда можете вставить стальной стержень или надеть на конец трубку большего диаметра, чтобы она служила своего рода удлиненной ручкой.
Необходимое оборудование
Вам не нужно много оборудования или материалов, чтобы делать хорошие равномерные изгибы. Эти предметы определенно необходимы.
1. Вам потребуются большие прочные тиски. Эффективность гибочного устройства практически любого типа можно значительно повысить, если закрепить его в тисках для тяжелых условий эксплуатации, надежно закрепленных на твердом столе.Помимо освобождения обеих рук (а в некоторых случаях и ног), это позволит вам более точно приложить изгибающее давление к трубке.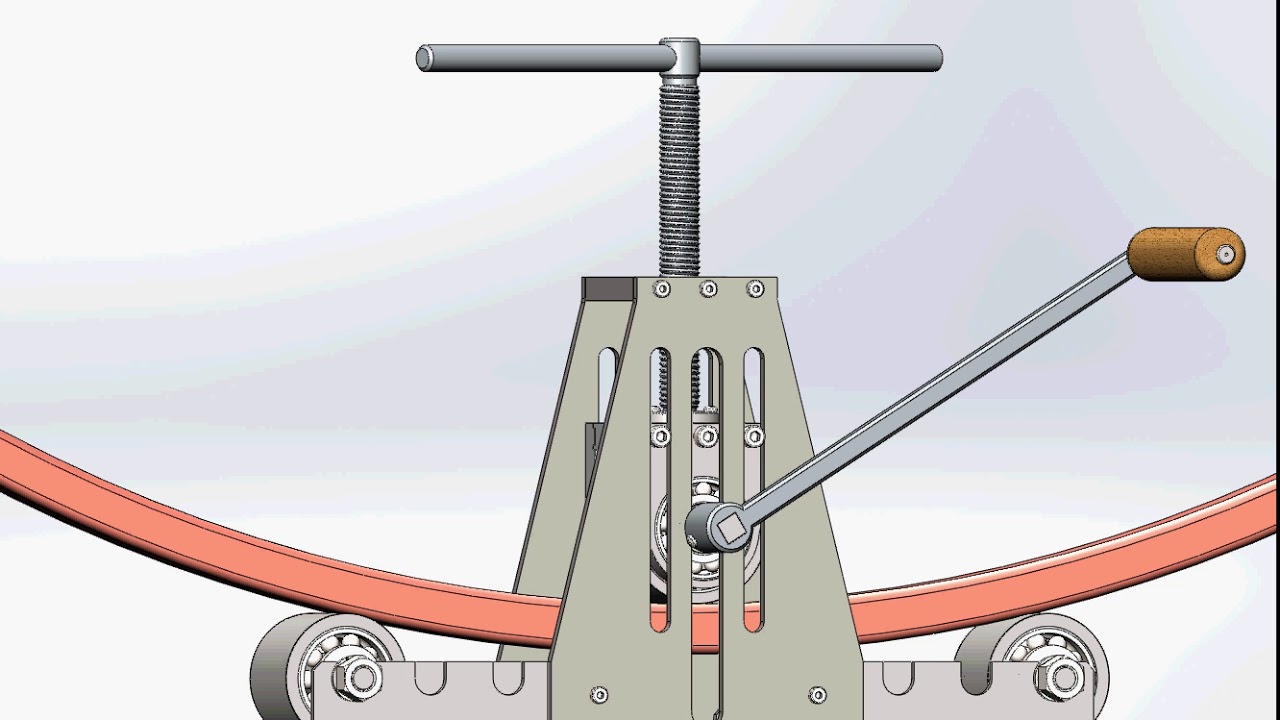 Заменить тиски можно было бы на прочную неподвижную скамью, к которой можно было бы горизонтально закрепить сгибающее устройство.
Заменить тиски можно было бы на прочную неподвижную скамью, к которой можно было бы горизонтально закрепить сгибающее устройство.
2. Для любого изгиба, превышающего, скажем, от 15 ° до 20 °, необходимо какое-то изгибающее устройство, особенно когда этот изгиб сосредоточен вокруг небольшого радиуса.
3. Наполнитель (песок, изгибающийся сплав или соль) для труднодоступных изгибов.
4. Шаблоны вырезанные из фанеры. Как еще можно проверить изгиб, который вы делаете?
Устройства для гибки труб
Вы можете успешно согнуть трубки практически с помощью любого простого самодельного устройства для гибки труб, если оно сделано правильно. У вас есть широкий выбор типов.
На месте у вас может быть доступ к некоторой коммерческой трубогибочной машине. Если так, отлично. . . просто не забудьте взять с собой и свои шаблоны.
Другие из вас могут найти кого-нибудь, у кого есть трубогиб электрика, и организовать его использование.
Он должен позволить вам с высокой степенью успеха выполнять простые изгибы, при условии, что он может соответствовать диаметру трубы, которую необходимо изгибать. Большинство трубок, которые мы используем в жилищном строительстве, имеют диаметр 1/2 или 3/4 дюйма (иногда также 5/8 дюйма). Если трубогиб, к которому у вас есть доступ, предназначен для труб большего диаметра, вам, вероятно, не следует используйте его, так как это может привести к чрезмерному сглаживанию изгибов.Конструкция электротрубогиба достаточно проста, и вы можете скопировать его для трубки того размера, который вам нужно согнуть.
Простая форма для гибки фанеры, прибитая гвоздями к верстаку, является хорошим основным устройством для гибки больших гибов труб малого диаметра. Однако при обрезке формы по форме вы должны сделать ее изгиб более острым, так как трубка будет иметь тенденцию пружинить. Такое устройство для гибки легко использовать для получения однородных изгибов, поскольку вы можете закрепить один конец трубки и протянуть свободный конец вокруг формы, заставляя ее плавно изгибаться одним легким движением.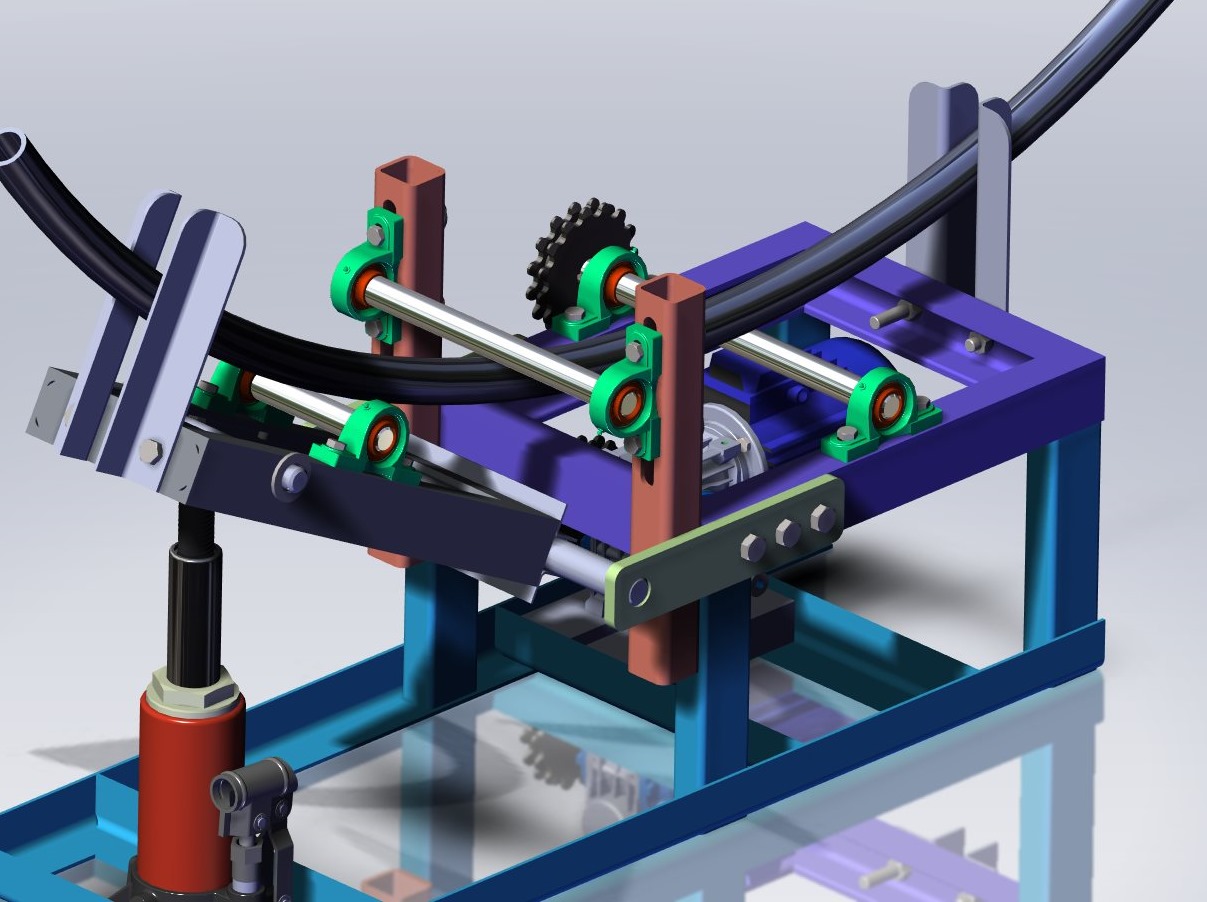
Усовершенствованный вариант приспособления для гибки фанеры (формы) – это приспособление для гибки фанеры, края которого имеют канавки по диаметру трубы, для которой он предназначен.Желобок важен. Это снижает склонность трубки к сглаживанию, и возможны несколько более острые изгибы или изгибы трубки. Еще большее улучшение могло бы состоять в том, чтобы сделать фрезерованную канавку несколько глубже, чтобы трубка входила в нее за пределы своей половины диаметра. Эта дополнительная глубина позволяет стенкам канавки оказывать сдерживающее действие против тенденции трубы к сглаживанию. Не менее важно при изготовлении любого шкива с канавками или приспособления для гибки, чтобы кромки формы с канавками были достаточно прочными, чтобы противостоять сплющиванию и расширению трубы.Деревянная опалубка, особенно фанерная опалубка, в этом отношении довольно слабая, поэтому у нее должно быть значительное краевое расстояние между канавкой и краем шкива, формы, зажимного приспособления или чего-то еще. Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее сделать, если у вас нет большого куска алюминиевой пластины или токарного станка для обработки металла. На рисунке 5 показаны некоторые варианты изготовления устройств для гибки труб с пазами, будь то шкивные или простые зажимные приспособления для дерева. Рисунки с 1 по 5 должны дать вам достаточно идей, которые помогут вам разработать собственное устройство для гибки.
Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее сделать, если у вас нет большого куска алюминиевой пластины или токарного станка для обработки металла. На рисунке 5 показаны некоторые варианты изготовления устройств для гибки труб с пазами, будь то шкивные или простые зажимные приспособления для дерева. Рисунки с 1 по 5 должны дать вам достаточно идей, которые помогут вам разработать собственное устройство для гибки.
Процедуры изгиба
При работе с самолетами трубы обычно изгибаются в холодном состоянии. Вопреки тому, что может показаться логичным и противоречащим тому, что вы, возможно, слышали, попытка согнуть трубку путем ее нагрева может оказаться паршивым приключением. У большинства из нас нет навыков и терпения, чтобы играть с горячим поворотом, что обычно приводит к неприятным результатам. Проблема заключается в локальном неравномерном нагреве и плохо согласованном давлении изгиба.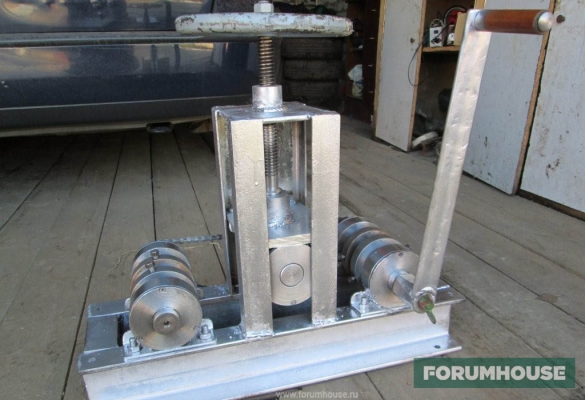 . . не говоря уже о нетерпении.Если прижать горячую трубку к изгибу, она обязательно сплющится с внутренней стороны изгиба. Сгибать его вручную без помощи формы также очень сложно. Короче гнуть холодно.
. . не говоря уже о нетерпении.Если прижать горячую трубку к изгибу, она обязательно сплющится с внутренней стороны изгиба. Сгибать его вручную без помощи формы также очень сложно. Короче гнуть холодно.
Нагревание трубки до раскаленного состояния имеет место изгибаться. Изгиб приводит к некоторому затвердеванию металла. Итак, нагревая трубку, вы можете отжечь ее и осторожно продолжить сгибание после того, как трубка остынет. Другими словами, можно сделать изгибы с меньшим радиусом, если вы отожжете трубку один или два раза по мере продвижения изгиба.Это медленный способ, но он может привести к серьезному изгибу. Есть еще один способ снизить риск неудачного изгиба. Используйте наполнитель.
Использование присадочных материалов
Легко видеть, что упаковка трубы, которую вы хотите согнуть, твердым материалом, например песком или расплавленным сгибаемым сплавом, значительно подавит тенденцию к сплющиванию.
Прежде чем вы попытаетесь согнуть любую трубку большого диаметра (3/4 дюйма или больше), вы должны заполнить ее плотным песком.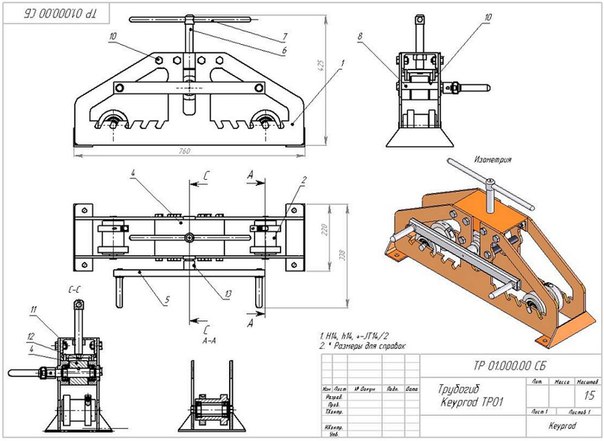 (Я понимаю, что соль тоже работает, хотя я никогда ее не пробовал.) Песок должен быть сухим и хорошо просеянным, чтобы удалить все посторонние предметы и более крупные песчинки. Закройте нижний конец трубки деревянной пробкой и насыпьте песок. Несколько раз постучите нижним концом трубы о твердую поверхность (бетонный пол). После того, как трубка наполнится песком, продолжающееся постукивание заставит ее осесть и уплотнить более плотно. Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку.Теперь ваша трубка готова к сгибанию. Риск плоского изгиба будет значительно снижен.
(Я понимаю, что соль тоже работает, хотя я никогда ее не пробовал.) Песок должен быть сухим и хорошо просеянным, чтобы удалить все посторонние предметы и более крупные песчинки. Закройте нижний конец трубки деревянной пробкой и насыпьте песок. Несколько раз постучите нижним концом трубы о твердую поверхность (бетонный пол). После того, как трубка наполнится песком, продолжающееся постукивание заставит ее осесть и уплотнить более плотно. Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку.Теперь ваша трубка готова к сгибанию. Риск плоского изгиба будет значительно снижен.
Более эффективным наполнителем, конечно же, является любой из имеющихся в продаже гибочных сплавов, например CERROBEND. Эти сплавы имеют очень низкую температуру плавления, в некоторых случаях она достигает 165 ° F. Когда этот изгибаемый сплав нагревается до температуры плавления, его можно заливать в трубку, которую вы хотите согнуть. . . конечно, сначала заткни нижнюю. Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к усилиям изгиба.После завершения изгиба трубку необходимо снова нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас могло бы найти экономичный источник гибочного сплава, обработка песком была и будет оставаться наиболее часто используемой строителями.
. . конечно, сначала заткни нижнюю. Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к усилиям изгиба.После завершения изгиба трубку необходимо снова нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас могло бы найти экономичный источник гибочного сплава, обработка песком была и будет оставаться наиболее часто используемой строителями.
Подробнее о процессе гибки
Вы не можете спешить с рутинной гибкой труб. Обычно это занимает гораздо больше времени, чем вы ожидали. Уделите себе достаточно времени для изгибов, которые не имеют равномерного радиуса.
Практически любое устройство для гибки, которое вы используете, за исключением шаблонного приспособления для гибки, будет иметь шкив, ролик или диск с канавками небольшого диаметра, на которые будет изгибаться труба. Очевидно, вы не сможете сильно согнуть трубку в одном месте, если для вашего сгиба требуется радиус, во много раз превышающий радиус шкива гибочного устройства.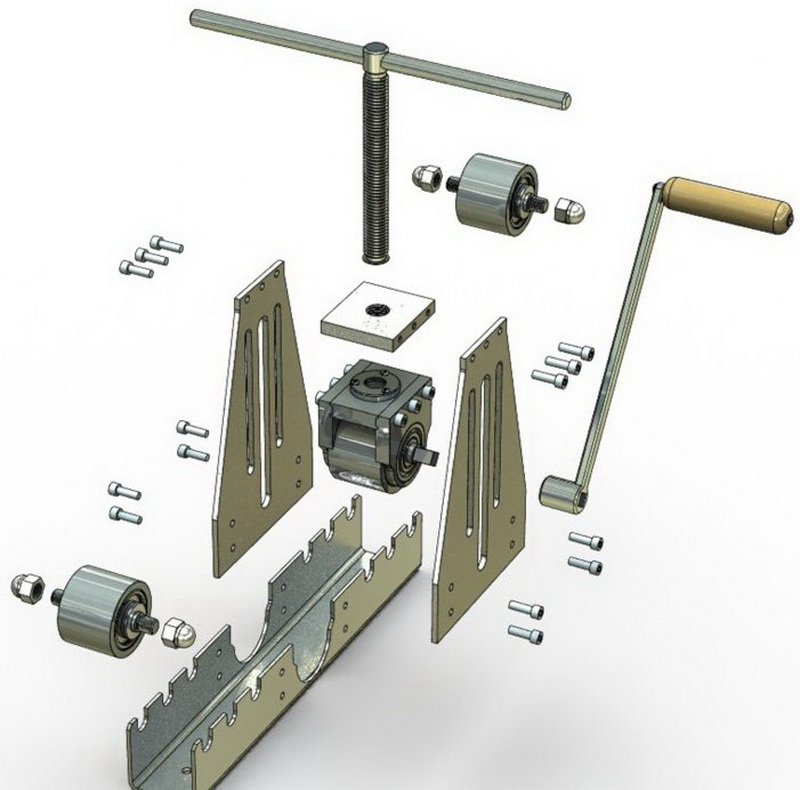 Это означает, что процесс гибки может занять довольно много времени, так как вам придется немного согнуть, сверять сгиб трубы с шаблоном и т. Д. В качестве помощи при проверке точности вашего сгиба по мере продолжения вы должны отметить центральную линию вокруг тюбик, который будет использоваться в качестве ориентира для вашего шаблона.(Используйте черный маркер для стирки на алюминиевых трубках и серебряный карандаш на стальных трубках.)
Это означает, что процесс гибки может занять довольно много времени, так как вам придется немного согнуть, сверять сгиб трубы с шаблоном и т. Д. В качестве помощи при проверке точности вашего сгиба по мере продолжения вы должны отметить центральную линию вокруг тюбик, который будет использоваться в качестве ориентира для вашего шаблона.(Используйте черный маркер для стирки на алюминиевых трубках и серебряный карандаш на стальных трубках.)
Не забудьте проверить трубку после завершения гибки, чтобы убедиться, что она не перекручена, если смотреть с концов. Положите его на ровную поверхность для быстрой проверки. Если коробление присутствует, скручивающее давление в правильном направлении устранит основу. Еще раз проверьте изгиб трубки по шаблону, прежде чем поздравить себя с хорошо выполненной работой.
Как правильно согнуть металлические трубы и трубки в домашних условиях – сделать их из металла
Сегодня есть действительно удивительные инструменты, которые профессионалы используют для гибки труб. Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Но иногда это просто невозможно. Трубы и трубы изгибаются разными способами с помощью различных инструментов. В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать правильно. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать.Все есть в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Вводная информация
Хорошо, для начала давайте рассмотрим немного важной информации. А именно, в чем проблема изгиба труб и труб.
На самом деле есть несколько проблем, которых нужно остерегаться. Один из них – перегиб. Если вы просто возьмете кусок трубки и согнете его, он защемит и загнется в месте изгиба. Это делает трубку слабой, и через нее ничего не может пройти.Никому не нравится, когда их трубки извращаются.
Это делает трубку слабой, и через нее ничего не может пройти.Никому не нравится, когда их трубки извращаются.
Второй – это растрескивание или утомление металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, могут возникнуть проблемы. Сталь, как правило, довольно пластична, поэтому вам, возможно, потребуется приложить тепло только в том случае, если она слишком тяжелая, чтобы ее можно было погнуть.
Для большинства из них я бы порекомендовал сначала попробовать это на практике. Это позволит вам понять, как это будет выглядеть. Вы также можете проверить наличие трещин и решить, нужно ли его отжигать.
Как согнуть трубопровод для ЕМТ
Трубы EMT из оцинкованной стали или алюминия на самом деле являются отличным материалом для строительства. Кабелепровод – это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это суперпрочный и довольно прочный материал.
Многие парни, которых я знаю, использовали его, чтобы построить такие вещи, как действительно прочные палатки и сараи. Некоторые люди будут использовать трубы из ПВХ, но труба прочнее и (на мой взгляд) лучше выглядит. К тому же это очень дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину.Вы можете отлично поработать с этим материалом.
Некоторые люди будут использовать трубы из ПВХ, но труба прочнее и (на мой взгляд) лучше выглядит. К тому же это очень дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину.Вы можете отлично поработать с этим материалом.
Вот небольшой список идей, что с ним можно сделать:
- Прицепы велосипедные / квадроциклы
- Рамы тележек (я бы рекомендовал сварные соединения, но сначала убедитесь, что вы очистили цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Стойки (как для велосипедов и инструментов в гараже)
- Карнизы
- Маркизы
- Решетка (решетка? Или шпалера?)
- Геодезические купола
- Каркасы столов компьютерных
С помощью кабелепровода ЕМТ очень легко сделать несколько профессиональных изгибов.Распространенным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег – это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы узнать текущие цены.
Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег – это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы узнать текущие цены.
Преимущество трубогиба в том, что вы будете иметь отличные, постоянные изгибы на протяжении всего проекта. Они изгибаются с радиусом, обеспечивающим прочность и непрочность трубопровода, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, что вы получаете трубогиб, диаметр которого соответствует диаметру трубопровода. Мне нравится 1/2 дюйма, потому что он дешев и с ним легко работать, но вы также можете получить его и большего размера, например, диаметром более 2 дюймов. Я не уверен, насколько их тяжело сгибать, но в руке; Я никогда лично не работал с чем-то настолько большим.
Преимущество трубогиба в том, что на нем есть множество действительно полезных отметок, чтобы вы знали, под каким углом вы изгибаете.Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.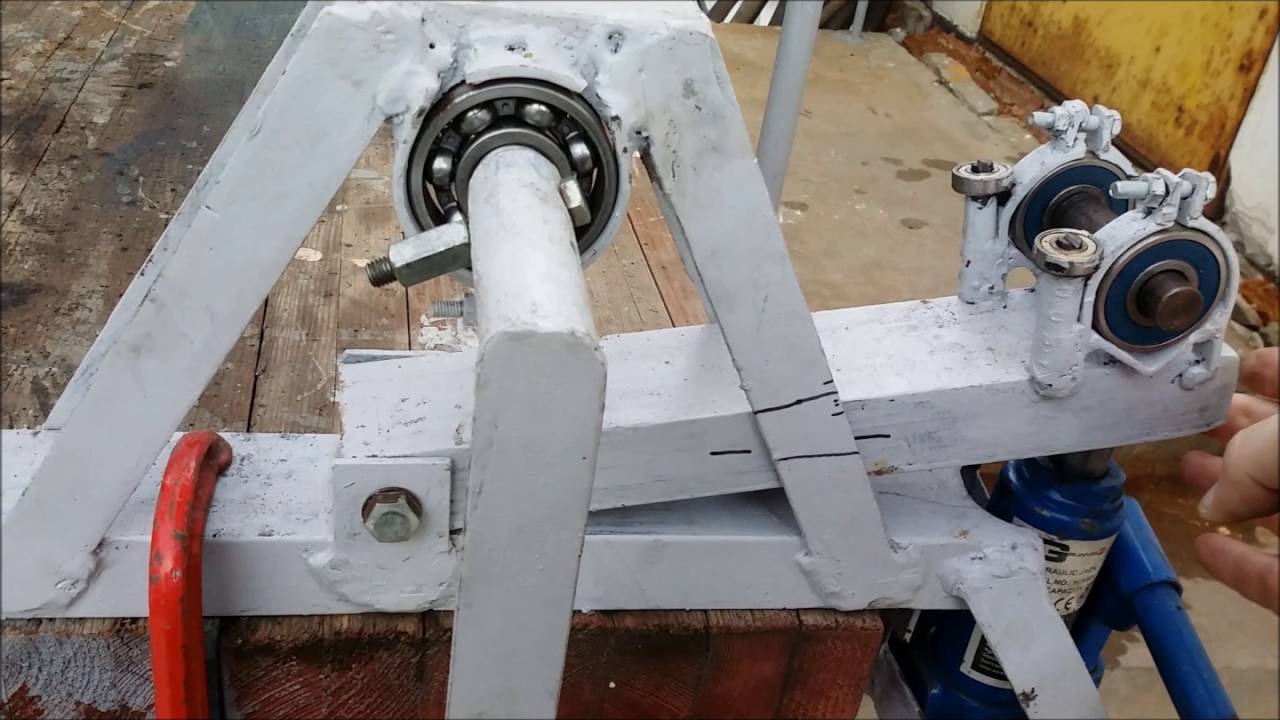
Если вам нужны более крутые изгибы или вы не хотите гнуть металл самостоятельно, вы можете просто купить связку литых под давлением цинковых соединителей и скрепить все вместе.
Как согнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. У подходящего трубогиба будут плашки нескольких размеров, соответствующие диаметру вашей выхлопной трубы, и он будет следить за тем, чтобы вы не перегибали его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. У многих металлических магазинов один спрятан в углу.
Если честно, лучше всего отнести его в вытяжную мастерскую. У этих ребят будут машины стоимостью 7 тысяч долларов и выше, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
Другой вариант – купить кучу предварительно отформованных деталей, затем разрезать их и сварить. Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. К тому же это веселая работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы сделаете это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, нанеся вред окружающей среде и легким маленьких детей.
В качестве альтернативы можно использовать песчаный метод. Для чего-нибудь такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Я подробно расскажу о песочном методе ниже, поэтому просто прокрутите вниз, если хотите, попробовать.
Как гнуть медную трубку
Обычно вы можете встретить два типа медных труб: прямые отрезки трубы и гибкие спирали.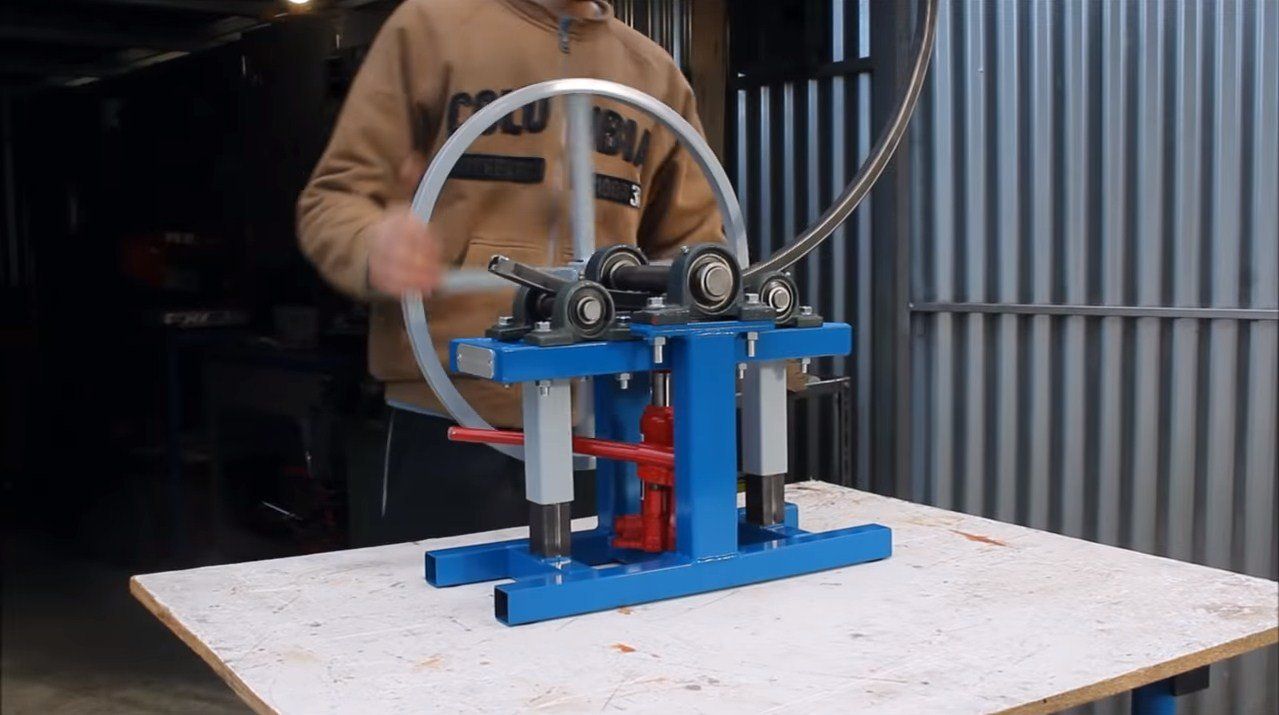
Гибкая катушка легко сгибается. Вот для чего он нужен.Стенки тонкие, и вы можете даже (до некоторой степени) согнуть его руками, если это будет широкий изгиб. Однако для более резких вещей вы, вероятно, его перегибаете.
Если вам нужно устройство, способное сгибать трубу меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который значительно упрощает эту задачу. На Амазоне есть отличный вариант. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.Это также очень экономично, вы можете проверить текущую цену здесь.
Основная проблема с гибкой катушкой – это выпрямление. Если вы хотите, чтобы он был хоть немного виден, я бы настоятельно рекомендовал , , вам приобрести выпрямитель для трубок. Это тот, который крепится в тисках (вы также можете прикрутить его к куску дерева, чтобы он оставался стабильным) – это хороший результат для ваших денег, поскольку он действительно работает.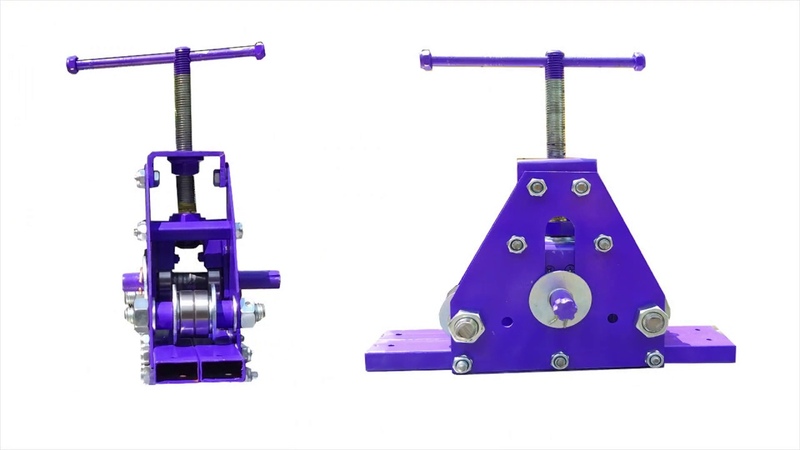 Существуют более дешевые модели, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Существуют более дешевые модели, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный прием, который действительно сработает, если вы освоитесь: выходите на улицу. Разложите длинный кусок 2 × 10 или фанеры, затем натяните трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Не судите меня. Я сделал это, и это работает. Я увидел, что парень упомянул об этом на форуме, и решил попробовать. Только не ударяйте по нему слишком сильно, иначе трубка сплющится к концу.
Для прямых отрезков трубы лучше использовать только локти и суставы. Этот материал не очень любит сгибаться, его очень легко расколоть, расколоть или перекрутить.
Если действительно нужно согнуть, попробуйте нагреть.Если вы наберетесь терпения, подойдет фонарик водопроводчика. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
Как вариант, вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как гнуть тормозную и топливную магистрали
Для профессионального сгибания тормозных и топливных магистралей используйте инструмент для формования тормозных магистралей.
Вы определенно можете согнуть их вручную, если будете практиковаться и терпеливо, но гибочные машины для тормозной магистрали очень просты в использовании (особенно в тесноте), они делают красивые и крутые повороты, и ваша работа будет выглядеть намного лучше.
Хотя, честно говоря, мне не повезло с множеством дешевых инструментов. Есть так много мусорных трубогибов, которые даже не работают, иначе они сломаются, как только вы попробуете первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-нибудь с узнаваемым брендом. Я люблю ту, что от Иствуда. Он по-прежнему по разумной цене, он работает очень хорошо (просто возьмите и поверните), и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно.Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать сгибание вручную методом замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как восстановление классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я подробнее рассмотрю этот метод ниже.
Как свернуть трубы и трубки
Это отличный способ гибки трубы и трубы, но инструменты немного дороже.
С помощью этого метода можно получить достаточно ровные изгибы большого радиуса. Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Валик подходит для труб любого типа, квадратного или круглого. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Валик подходит для труб любого типа, квадратного или круглого. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Обратной стороной является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариацию на ферме – что-то вроде гидравлического домкрата или большого маховика будет перемещать ролики. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится перекатывать его примерно 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам придется согнуть несколько труб.
Вы также получите небольшой перегиб на обоих концах изгиба. Ничего особенного, только что-то слегка заметное.
Ничего особенного, только что-то слегка заметное.
Как согнуть трубы и трубки с помощью песка
Мне не удалось это доказать, но я слышал, что Ferrari раньше (и, возможно, сейчас) использовали (d) этот метод для ручной формовки выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании инструментов для формовки труб и насосно-компрессорных труб, заключается в том, что они деформируют металл при изгибе.По сути, если вы вставите шар, который идеально подходит для внутренней части трубы, и попытаетесь прокатить его, он застрянет в месте начала изгиба. Это связано с тем, что там, где штампы слегка сдавливают металл, будет небольшое углубление.
Чаще всего это не проблема. Но для парней-перфекционистов песочный метод действительно интересен.
Вот как это работает:
Создайте форму с желаемым радиусом. Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы придать желаемой форме радиус. Сделайте перегиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете выстелить дерево листовым металлом, чтобы не обжечься при нагревании трубы.
Вы можете использовать дерево, чтобы придать желаемой форме радиус. Сделайте перегиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете выстелить дерево листовым металлом, чтобы не обжечься при нагревании трубы.
Заглушить один конец трубы / трубки. Засыпьте очень сухим песком . Затем заполните трубку песком, осторожно утрамбовывая ее. Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Обычно есть два распространенных способа затыкания концов: либо обжать их, а потом отрезать, либо набить тряпкой (лучше для мелких вещей).
Теперь нагрейте металл горелкой. Не торопись. Это займет немного больше времени, поскольку вы также нагреваете песок, но песок также поможет сохранить часть тепла во время сгибания. Получите это докрасна.
Указание по безопасности: если песок влажный, существует вероятность взрыва трубы, потому что пару некуда идти. Чтобы песок перед использованием тщательно просох, тщательно его приготовьте. Я люблю запекать его в течение часа в духовке перед употреблением.
Чтобы песок перед использованием тщательно просох, тщательно его приготовьте. Я люблю запекать его в течение часа в духовке перед употреблением.
Теперь поместите трубу в ту форму, которую вы построили. Используйте сварочные перчатки для работы с трубой. Вы его нагрели, значит будет жарко. Зажмите один конец, а другой потяните по этому радиусу, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов.Например, правильно понять, насколько плотно набивать песок. Слишком туго, и для сгибания потребуется намного больше мышц. Он также может слишком сильно растянуть металл на одной стороне изгиба, и его будет очень сложно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где изгибы должны начинаться и прекращаться.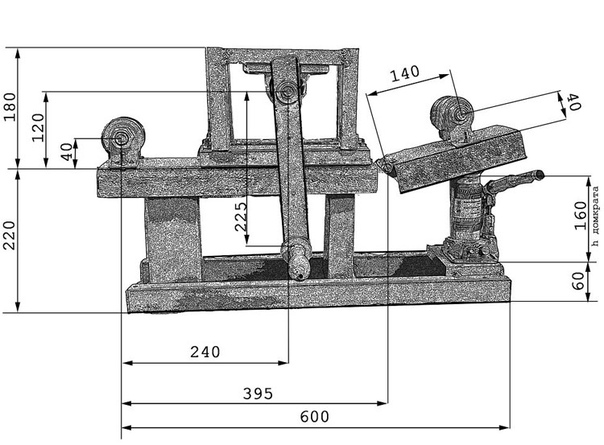 Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
На самом деле это крутой способ гибки трубы. Поначалу может быть очень неприятно получить желаемый результат, но со временем вы сможете выполнять отличные изгибы. Многие профессионалы используют этот метод и по сей день для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4 ″ и выше. Сложнее всего достать песок.Для трубок меньшего размера обратите внимание на замороженную мыльную воду ниже.
Как согнуть трубу и трубки с помощью замороженной мыльной воды
Это отлично подходит для небольших трубок из пластичных материалов. Например, латунь, алюминий и сталь.
Вот крутая штука в методе замороженной мыльной воды: в замороженном состоянии он образует твердый гель (консистенция измельченного эскимо), а затем тает и смывается. Мыльная вода также является самосмазывающейся, поэтому она очень гладкая изнутри при изгибе.Царапин нет.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1: 1. У меня нет технической информации о точном идеальном соотношении, но я это сделал, и это сработало.
- Закройте один конец трубки. Самый простой способ сделать это – просто зажать его и отрезать позже.
- Влить смесь.
- Закройте другой конец крышкой.
- Положите на ночь в морозильную камеру.
- Создайте форму. Используйте дерево, колышки, случайные круглые предметы, все, что вам подходит по форме.Для небольших вещей с крутым изгибом используйте край 2 × 4.
- Выньте замороженную трубку из морозильной камеры.
- Теперь согните его над своей формой.
- Поздравляю. Теперь у вас есть изогнутая трубка.
 Теперь у вас есть изогнутая трубка.
Теперь у вас есть изогнутая трубка.Этот метод дает действительно хорошие изгибы без перегибов. Я слышал, что это более или менее метод, который они используют для изготовления медных инструментов, таких как трубы, тубы и тому подобное. Я не знаю, действительно ли это мыльная вода или какой-то другой вид гелевой смеси, которая не должна быть холодной, но принцип тот же.
Дайте трубе нагреться и снимите заглушки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогиба! В конце концов, вам нужно решить, стоит ли гнуть трубу / трубу или просто использовать стандартные соединения. Соединения часто проще и быстрее, в то время как изгибы обычно сильнее, с меньшей вероятностью утечки и (если вы хорошо поработали) красивее.
Вопросы / комментарии? Разместите их ниже.Вы также можете быть действительно крутыми и поделиться этим в социальных сетях. Все классные это делают.
Связанные вопросы
В чем разница между трубкой и трубкой?
Практическое правило, чтобы запомнить разницу между трубкой и трубой, заключается в том, что трубка измеряется ее внутренним диаметром, тогда как труба обычно измеряется ее внешним диаметром.
Неточный внутренний диаметр трубы; это номинальный размер. Значит, они будут немного больше рейтинга.Представьте себе это так: размер трубы равен диаметру шара, который может безопасно пройти через систему, не застряв.
Как согнуть стальные квадратные трубы?
Это сложнее с точки зрения того, сколько силы вам нужно, но в целом вы можете сделать это, используя тот же общий подход, что и с круглыми трубками. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант – вырезать V на внутренней стороне сгиба, затем согнуть его, а затем сварить изнутри.Это прочное соединение, и (если вы хороший сварщик) оно может красиво выглядеть.
Что такое взять?
Приемник – это термин изгиба кабелепровода, который относится к количеству кабелепровода, которое займет изгиб. По сути, это то, сколько вам нужно смещения от начала изгиба до места выпрямления.
Обычно ссылка наносится на ручку гибочного станка. При разметке линий используйте этот номер, чтобы правильно определить расстояния.
Ручной трубогиб – COPKO
Изображение гибки трубы, гибки трубы, гибки крыши, ручной системы с принадлежностями.
– Трубогибочная машина, используемая для гибки различных типов труб, таких как трубы, алюминиевые трубы, нержавеющая сталь и медные трубы.
– Помогает людям много сгибаться.
– Степень точности гибки. Можно согнуть по желанию.
– Работа без шва.
– Простота использования благодаря простоте управления.
– весь комплект Сумка переносная переносная.
– Уменьшить стоимость работ. Поскольку трубогиб представляет собой ручной ремешок, он дешевле, чем электрический трубогиб. Также снижает расход топлива в работе.
Также снижает расход топлива в работе.
– Станок для гибки труб вручную предназначен для гибки стали толщиной 10-25 мм.
Изображение трубогибочного станка с коробкой
Видео № 1 Демонстрация гибочного станка
Технические характеристики трубогибочного станка
| Модель | เครื่อง ดัด ท่อ |
|---|---|
| Размер гибочной трубы (дюйм) | 3/8 ″ 1/2 ″ 9/16 ″ 5/8 ″ 3/4 ″ 7/8 ″ 1 ″ |
| Диаметр воздуховода (мм) | 10, 12, 14, 16, 19, 22, 25 |
| Толщина трубки (мм) | 0.8-2,0 |
| Масса (кг) | 25 |
| Размеры (мм) | 660 х 460 х 180 |
2. Гибочный станок Гибочный станок для кровли Многофункциональный трубогиб
Гибочный станок Гибочный станок для кровли Многофункциональный трубогиб
Гибочный станок, гибка труб, электрическая гибка кровли.
– Трубогиб может быть гнутся на 16, 19, 22, 25, 32, 38, 51, 63, 76 мм.
– Можно гнуть трубу прямоугольного воздуховода от 16, 19, 22, 25, 30, 38, 40, 50, 76 мм.
– Толщина гибочной трубы 0,5-2,0 мм.
– двигатель 220/50 Гц
Гибочный станок, гибка труб, электрическая гибка кровли.
Трубогиб, Blue-Bullet с комплектом штампов B-2 (BendPak – Модель BB-2)
Трубогиб Blue-Bullet, комплект штампов BB-2
Трубогиб Blue-Bullet для выхлопных труб. Включает в себя комплект штампов BB-2 и двухфункциональный блок окончательной обработки для прецизионного расширения оригинальных деталей и развальцовки.
Теперь у вас есть выбор.Гибочный станок с превосходной производительностью по очень конкурентоспособной цене. Мы взяли наш стандартный гибочный станок и оснастили его простой комбинацией коленного клапана и градусной пластины. Мы сделали его простым, но надежным и, о да, доступным. О чем еще ты можешь попросить? Коленный клапан обеспечивает точное управление и возможность гибки без помощи рук с удобством безотказной работы. Просто нажмите на рычаг влево, чтобы переместить гибочную матрицу, а затем вправо, чтобы втянуть ее. Прочная чугунная конструкция означает, что клапан выдержит годы интенсивной эксплуатации.
Мы взяли наш стандартный гибочный станок и оснастили его простой комбинацией коленного клапана и градусной пластины. Мы сделали его простым, но надежным и, о да, доступным. О чем еще ты можешь попросить? Коленный клапан обеспечивает точное управление и возможность гибки без помощи рук с удобством безотказной работы. Просто нажмите на рычаг влево, чтобы переместить гибочную матрицу, а затем вправо, чтобы втянуть ее. Прочная чугунная конструкция означает, что клапан выдержит годы интенсивной эксплуатации.
С эксклюзивным «Clampless Swager» и внутренним расширителем BendPak вы можете легко выполнять все операции окончательной отделки. Редукция, внутренняя обжимка, развальцовка, плоская развальцовка, шаровые шарниры, шарниры с наружной резьбой, розетки с внутренней резьбой, развальцовки с двойным кольцом и многое другое. Все инструменты быстро снимаются.
Наши модели Blue-Bullet оснащены двухсторонним цилиндром как для безконтактного пресса, так и для сегментного расширителя. Одиночная ручка управления управляет цилиндром и расположена ближе к центру, поэтому вы можете удобно стоять в одном месте и работать с обеих сторон.
Наши компьютерные данные по изгибу выхлопных газов охватывают более 10 000 применений. Простая компьютерная программная система пошагово направит вас при изготовлении выхлопных труб и выхлопных труб оригинального оборудования. Покрытие охватывает отечественные и легкие грузовики еще с 1965 года.
Характеристики- Два отдельных концевых устройства для окончательной обработки сзади для всего необходимого развальцовки и развальцовки
- Контроль колена и пластина для измерения глубины изгиба для операций ручной гибки
- Включает комплект штампов BB-2 (см. Ниже)
- Поставляется в комплекте с быстроразъемными штампами для гибки и окончательной чистовой обработки
- Включает высокоскоростной обжимной пресс без зажимов и внутренний расширитель
- Обновленная система данных по изгибу, доступная для автомобилей и легких грузовиков, начиная с 1960 г.
- Обжимной пресс без зажима – простые в использовании вставные манжеты делают операции обжимки быстрыми и эффективными
- Инструмент Twist-lock – быстрая замена инструмента экономит время
- Встроенный предохранительный клапан сброса мощности – регулирующий клапан имеет ручки увеличенного размера и встроенную систему сброса давления
- Проходной шток цилиндра – шток верхнего цилиндра полностью проходит через основную раму 9000 9 Жесткая рама – для основной рамы используется жесткая сварная стальная труба размером 6 дюймов x 6 дюймов x 3/8 дюйма
- Гидравлические цилиндры промышленного класса – промышленные цилиндры обеспечивают лучшую производительность и надежность
- Хромированные валы – все цилиндры закалены Хромированные валы, соответствующие стандарту
ANSI 92. 2 стандарта - Быстроразъемные гибочные штампы – быстрая замена инструментов означает сокращение времени настройки
- Прецизионная шлифованная гибочная головка – все поверхности гибочной головки отшлифованы с точностью до 0,002 дюйма
- Зона гибки без помех – элементы управления прилагаются, чтобы Передние препятствия отсутствуют
- Стальные цилиндрические валы увеличенного диаметра – большие стальные цилиндрические валы диаметром 2-1 / 2 дюйма, используемые в сочетании с пропитанными маслом бронзовыми втулками, обеспечивают максимальную надежность и минимальное обслуживание
- Пресс-масленки – стандартные пресс-масленки позволяют легко смазывать
- – Блок переключателей включения / выключения NEMA включает реле перегрузки, которые автоматически отключают подачу питания в случае возникновения ситуации перегрузки по току.
- Манометры – всегда точно знают, какое давление в системе
- Ролики промышленного класса – большие чугунные ролики помогают легко перемещать гибочный станок по цеху
- Регулируемый клапан давления – легко отрегулировать давление в обратном затворе с помощью этого регулировочного винта
справа впереди - Цельный ствол – цельный стальной ствол – ваша гарантия того, что гибочные створки останутся идеально выровненными с гибочным плунжером
- Термообработанный инструмент – все механически обработанные стальные инструменты подвергаются термообработке для увеличения срока службы
- Удобные лотки для инструментов – упорядочение инструментов
- Сильный двигатель – большой энергоэффективный двигатель Baldor мощностью 5 л. с. используется для максимальной производительности
- Насос с прямым приводом – высокоскоростной насос с прямым приводом на 4 галлона в минуту используется для максимальной мощности и производительности
- Цилиндр с одним закрытым нижним днищем – этот цилиндр с одним нижним днищем равномерно оказывает давление на задние ворота и скрыт, не мешает трубопроводу
- Резервуар большой емкости – большой резервуар для жидкости поддерживает работу охладителя гидравлического масла и минимизирует загрязнение
- Гидравлическая система с фильтром – масляный фильтр канистрового типа защищает масло от загрязнения
- Масляный обзор манометры – позволяют визуально проверять уровни масла
- Шланг большого размера – мы специально используем шланг высокого давления 1/2 дюйма для лучшей скорости и характеристик охлаждения.
- Открытая коробка для пресса с боковыми стенками – означает более легкий доступ и меньшую вероятность «поломки» инструментов и
повреждение цилиндра
 2 стандарта
2 стандарта с. используется для максимальной производительности
с. используется для максимальной производительности| ГИБКИ | ХОМУТЫ ДЛЯ ТРУБ | |||||||||
Кол. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | КОЛ-ВО. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | |||||
1 | 5R-212 | Радиус 5 дюймов / 2-1 / 2 дюйма | 1 | HAC-212 | 2-1 / 2 дюйма | |||||
1 | 5R-214 | 5-дюймовый радиусный штамп / 2-1 / 4 дюйма | 1 | HAC-214 | 2-1 / 4-дюймовая трубная муфта | |||||
| 9674 9000 | 5R-200 | 5-дюймовая радиальная матрица / 2 дюйма | 1 | HAC-200 | 2-дюймовая трубная муфта | |||||
1 | 4R-178 | Радиус 908 1-7 / 8 “1 | HAC-178 | Трубная муфта 1-7 / 8″ | ||||||
1 | 4R-214 | Радиусная матрица 4 дюйма / 2-1 / 4 “ | 1 | HAC-134 | 1-3 / 4″ Трубная муфта | |||||
1 | 4R-200 | Радиусная матрица 4 дюйма / 2 дюйма | 1 | HAC-112 | Трубная муфта 1-1 / 2 дюйма | |||||
1 | 35R-200 | Радиусная матрица 3-1 / 2 дюйма / 2 “ | ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КОНЦЕВ | |||||||
1 | 35R-134 | Матрица с радиусом 3-1 / 2″ / 1-3 / 4 “ | Кол-во. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | |||||
1 | 35R-112 | Матрица с радиусом 3-1 / 2 дюйма / 1-1 / 2 дюйма | 1 | HPF-300 | 45/90 градусов С отбортовкой | |||||
| ЗАДНЯЯ ЧАСТЬ ОБУВИ | 1 | DD-134/212 | Головка плашки | |||||||
Кол. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | 2 | BFED-134/212 | Расширение шарика с внутренней резьбой | |||||
2 | BS-212 | 2-1 / 2 “Задние башмаки 9675 | 3 | CFT-200 | Инструмент для фланца коллектора 2 “ | |||||
2 | BS-214 | Задние башмаки 2-1 / 4″ | 1 | B-212 | 2-1 / 2 ” Шариковый фланец с наружной резьбой | |||||
2 | BS-200 | Задние башмаки 2 дюйма | 1 | FP-100 | Плоская пластина | |||||
2 9675 | Задние башмаки 7/8 “ | 1 | ST-1 | Адаптер Slip-Twist | ||||||
2 | BS-134 | Задние башмаки 1-3 / 4″ | СЕГМЕНТ EXPAND | |||||||
2 900 03 | BS-112 | Задние башмаки 1-1 / 2 “ | КОЛ-ВО. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | |||||
| ОБУВЬ ПОЛУ | 1 | HSA-112 | Оправка | |||||||
Кол-во. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | 1 | SS-212 | 2-1 / 2 “сегмент Exp. | |||||
1 | HS-212 | 2-1 / 2″ 908 Half Shoe 967000 1 | SS-214 | Сегмент 2-1 / 4 “Exp. | ||||||
1 | HS-214 | Получешки 2-1 / 4 “ | 1 | SS-200 | Сегмент 2″ Exp. | |||||
1 | HS-200 | Получешки 2 “ | 1 | SS-134 | 1-3 / 4″ – 1-7 / 8 “Сегмент Exp. | |||||
1 | HS-178 | Получешки 1-7 / 8 “ | 1 | SS-112 | 1-1 / 2″ Сегмент Exp. | |||||
1 | HS-134 | Получешки 1-3 / 4 “ | ПРИНАДЛЕЖНОСТИ | |||||||
1 | HS-112 | 1-1 / 2675 1/2 дюйма | КОЛ-ВО. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | |||||
| ОБУВЬ НА ТРЕХ ЧЕТВЕРТИ | 1 | TTA-1000 | Набор лотков для инструментов | |||||||
Кол-во. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | 2 | DPS-150 | Пружины блока толкателя | |||||
1 | QS-214 | 3/4000 “Башмак / 2–198 9673 | Руководство | Руководство по эксплуатации | ||||||
1 | QS-212 | Башмак 3/4 дюйма / 2-1 / 2 дюйма | 1 | Видео | Видео | ТВЕРДЫЕ УДЛИНИТЕЛИ | 1 | OR-1 | Мешок / уплотнительные кольца в ассортименте | |
КОЛ. | ДЕТАЛЬ № | ОПИСАНИЕ ИНСТРУМЕНТА | ||||||||
1 | STED-212 | 2-1 / 2 “Exp. Die / 2-1 / 4” Наружный шар | ||||||||
1 | Матрица с наружной резьбой 2-1 / 4 дюйма / наружный шар 2 дюйма | |||||||||
1 | STED-200 | Матрица с расширением 2 дюйма / наружная часть шара 1-3 / 4 | ||||||||
1 | STED-178 | Матрица расширителя 1-7 / 8 “ | ||||||||
1 | STED-134 | Матрица расширителя 1-3 / 4″ | ||||||||
1 | STED | Матрица расширителя 1-1 / 2 “ | ||||||||
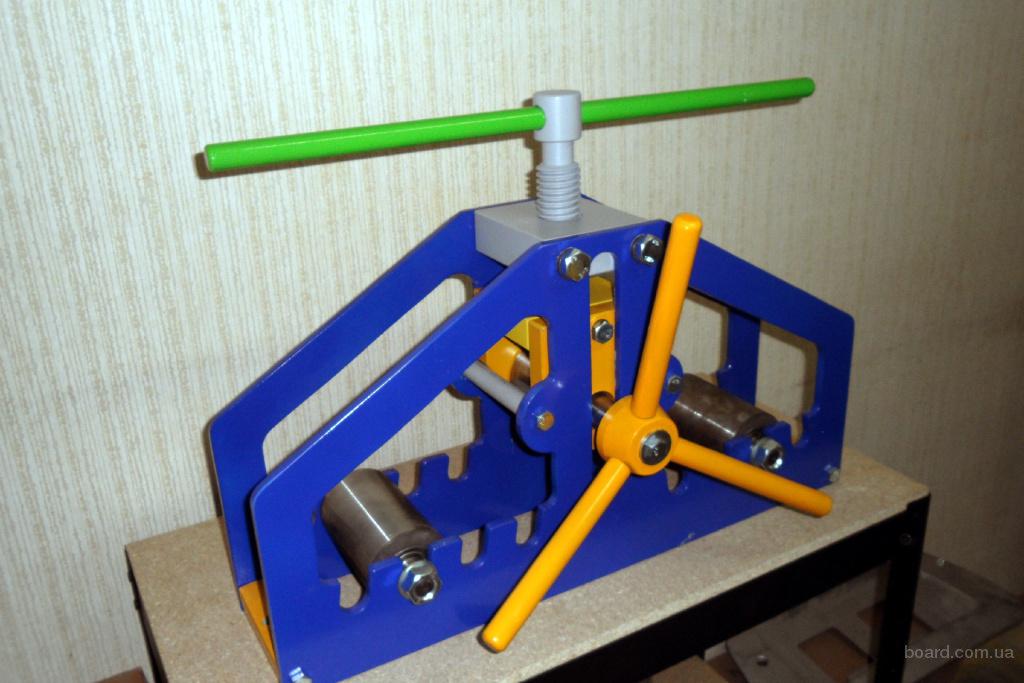
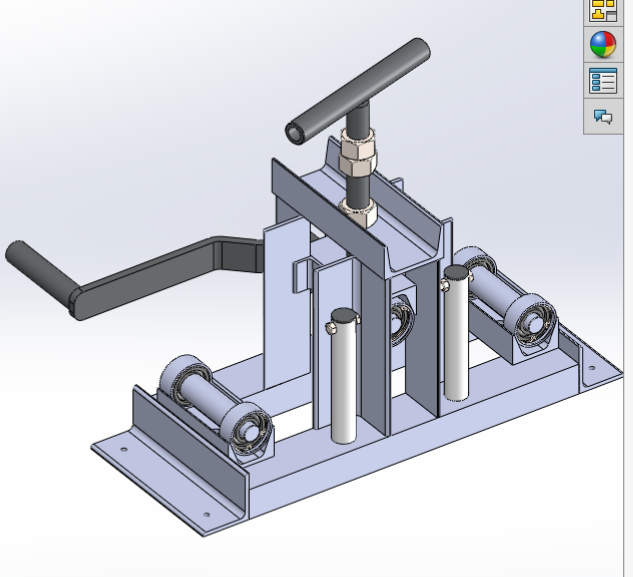

Технические характеристики
Максимальный радиус изгиба: 5 дюймов / 127 мм.
Минимальный радиус изгиба: 3-1 / 2 дюйма / 89 мм.
Максимальный диаметр трубы: 3 дюйма / 76 мм. / .095 стенка
Поставляемые штампы (202 Пакет штампа): 1-1 / 2 “, 1-7 / 8”, 1-3 / 4 “, 2”, 2-1 / 4 “, 2-1 / 2 дюйма **
Рабочая сила верхнего цилиндра: 60 000 фунтов.
Гидравлический фильтр: 60000 фунтов.
Стандартный двигатель: 5 л.с. / 208-230 В переменного тока / 60 Гц. / 1ф. *
* Специальное напряжение доступно по запросу.
** Свяжитесь с заводом-изготовителем для получения информации о доступных метрических размерах.Дизайн, материалы и технические характеристики могут быть изменены без предварительного уведомления.
Информация о доставке
- Размеры – 48 дюймов x 70 дюймов x 30 дюймов / 1219 мм. X 1778 мм. / 762 мм.
- Транспортный вес – 1398 фунтов / 634 кг
