Трубогиб для профильной трубы – какой лучше выбрать для профильной трубы, как сделать своими руками и пользоваться?
Для создания разных конструкций из металла своими руками на помощь придет такое устройство как трубогиб для профильной трубы. С его помощью можно все аккуратно согнуть до нужного угла, и получить отличный результат. Покупать готовый или сделать самодельное устройство – выбор каждого.
Что такое трубогиб?
Это механизированное устройство, применяемое для выполнения сгиба труб из стали, алюминия, меди и ПВХ. Оно широко используется при организации, например, водо- и газоснабжения. В настоящее время станок для гибки может быть:
- ручным;
- гидравлическим;
- электрическим.
Устройство трубогиба
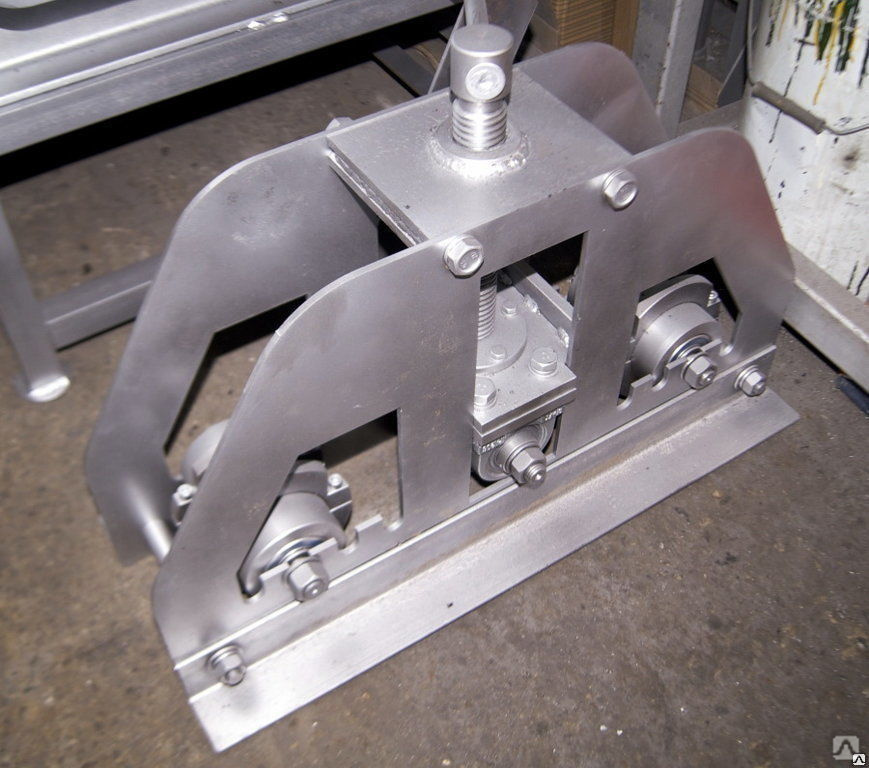
Инструменты бывают разными, все зависит от их прямого назначения. Однако есть элементы, входящие в конструкцию, независимо от назначения. Трубогиб для профильной трубы состоит из:
- рамы;
- гидравлического цилиндра;
- двух планок;
- двух трубных опор.

Рама может быть открытого и закрытого вида. Основной деталью является гидравлический цилиндр, наверху которого присутствует пробка для залива масла и проверки его количества. Гибочное усилие осуществляется благодаря штоку, возвращающемуся в изначальное положение. Происходит это за счет пружины, расположенной на цилиндре. На трубогибе для профильной трубы присутствуют отверстия с резьбой, в которые погружаются болты, позволяющие следить за высотой. Упором для этого станка считается цапфа. Все детали, принимающие участие в сгибании, сделаны из литой стали.
Принцип работы трубогиба
Процесс функционирования сложный, важно правильно подобрать размер трубы. Устройство поможет осуществить изгиб по предварительно установленным параметрам. Станок для сгибания труб работает так:
- На основе рисуют полукруг и делают чертеж, который прикрепляют к выбранной основе.
- Сбоку инструмента крепят упор из обрезной доски.
- Между чертежом и упором располагают трубу.
- Придерживая трубу за один конец, начинают плавно ее гнуть.

Виды трубогибов
Если ориентироваться на способ работы, то можно выделить несколько видов устройств:
- Ручной. Наиболее доступный вариант, который относится к непрофессиональной технике. Отличный вариант для изделий из «мягких» металлов.
- Электрический трубогиб для профильной трубы. Часто используется на заводах, позволяя сгибать трубы большого диаметра. Это самый высокоточный и дорогой прибор.
- Гидравлический. Современный инструмент, способный создавать большое усилие. Его применяют для сгибания труб для газопровода и водопровода.
По способу изгиба труб разделение происходит на:
- Сегментный – имеет специальный механизм, позволяющий протаскивать магистраль и перегибать под нужным углом.
- Арбалетный – представляет собой арочный трубогиб для профильной трубы.
- Пружинный – устройство имеет специальные пружины, которые гнут пластиковые трубы.

Какой трубогиб лучше для профильной трубы?
Ответить на этот вопрос можно однозначно – электрический, поскольку для его работы не нужно прикладывать физическую силу. Достаточно поместить трубу и задать нужные параметры. Такой сгибатель труб сделает все сам, но его стоимость высокая, и при проведении разовых работ он не окупится.
Трубогиб для профильной трубы своими руками
Для экономии денежных средств можно сделать трубогиб для профильной трубы своими руками. Используют такую схему:
- Делают хорошее основание, используя трубу со стенками минимум 3 мм. Найдя подходящий вариант, отмеряют 2 см от края и просверливают отверстие соответствующее будущей оси.
- Определяют радиус изгиба, добавляя про запас 5 см.
- Рычаг с фиксатором выполняют в виде шпильки.
- Рукоятку мастерят, объединив две пластины. Важно, чтобы их толщина при соединении не должна быть меньше 4-х мм. Ручка фиксируется на ось, потому ее изготовляют с запасом около 10-ти мм с обеих сторон.
- Начинают собирать инструмент. Фиксируют основание, на ось крепят одну пластину, а вторую на основной шкив.
- Гайкой укрепляют шпильку фиксатора на основании. Шкив должен находиться на оси и крепиться болтом.
- Проводят испытание полученного устройства.

Как пользоваться трубогибом для профильной трубы?
Для эксплуатации важно установить прибор на ровную поверхность. Нужно следить, чтобы все происходило медленно без порывистых движений. Трубогибочные станки используют следующим образом:
- Начинают сгибание с помощью прокручивания колеса-рукоятки.
- Благодаря прижимному усилию профиль перемещается по направлению движения ролика и постепенно гнется.
- После завершения прогона в одну сторону, немного зажимают ведущий ролик и прогоняют профиль в обратную сторону.
- Повторяют уплотнение зажима и все проделывают еще раз.
- Процедура длится до получения нужного радиуса изгиба.

Как согнуть профильную трубу без трубогиба?
При отсутствии соответствующего приспособления, можно выбрать такие способы:
- Разогреть нужный участок, сделав металл более пластичным и податливым. Для этого применяют газовую горелку. Размер места нагрева должен равняться 6 диаметрам трубы.
- Трубогибочный станок для профильной трубы можно заменить болгаркой и сварочным аппаратом. Первой делают распилы, а вторым аппаратом заваривают места после сгибания трубы.
- Делают пружину из стальной проволоки сечение 2 мм. Ее загибают по форме профиля. Вставляют в трубу и сгибают изделие до нужного радиуса.
- Ручной трубогиб для профильной трубы можно заменить наполнением трубы горячим песком, предварительно закрывают полость колышком. Фиксируют один конец и проводят загибание.
- В закрытую трубу наливают воду и помещают в помещение с отрицательной температурой. После получения льда труба легко сгибается.
 После получения льда труба легко сгибается.
После получения льда труба легко сгибается.
Как согнуть профильную трубу в домашних условиях
Каркасные конструкции, ограждения и другие сооружения из труб надежны и практичны. При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях.
Ручная гибка профильных труб
Профессиональный гидравлический трубогиб – достаточно дорогое оборудование, которое не окупится при разовой или периодической эксплуатации Его приобретение экономически нецелесообразно, поэтому следует решить, как согнуть профильную трубу в домашних условиях без применения дорогостоящей техники.
Для того, чтобы деформировать прочный прокат требуется приложить значительные усилия, но можно упростить задачу, используя несложные приспособления.
Использование пружины
Для реализации такого способа гибки профильных труб навивают пружину с квадратными звеньями. Каждая сторона звена такой пружины должна быть на несколько миллиметров меньше соответствующей стороны сечения профильной трубы. Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Каждая сторона звена такой пружины должна быть на несколько миллиметров меньше соответствующей стороны сечения профильной трубы. Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Простейшие приспособления
Самый простой домашний способ гибки труб предполагает соединение в одной конструкции лекала будущего готового изделия и упора для удобства выполнения работ. Оба этих элемента фиксируются на единой основе, образуя своеобразный рабочий стенд. Изготавливая такой простой, но функциональный самодельный трубогиб, следует принимать во внимание:
- Элементы стенда могут изготавливаться из твердых пород дерева или из металла. Дерево проще в обработке, но металл долговечнее и подходит для работы даже со стальными трубами.
- Если шаблон изготавливается из дерева, его рабочий торец (поверхность, на которую «ложится» сгибаемая труба) выполняется с уклоном, чтобы избежать соскальзывания изделия. При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.
- Для возможности изготавливать изделия с разными радиусами кривизны можно сделать шаблон съемным и заменять его на другой при необходимости.
- Универсальный самодельный трубогиб можно сделать, используя съемные металлические крючки-фиксаторы.
- Расширить возможности простейшего приспособления возможно, если применять лебедку.

Перечисленные выше рекомендации помогут решить, как сделать трубогиб просто и достаточно быстро, не обременяя в то же время бюджет непредвиденными расходами.
Существуют несложные способы упростить работу:
- Увеличить прикладываемое усилие легко с помощью рычага, просто вставив в конец трубы металлический стержень.
- Использовать гидростатические силы, для чего сгибаемую трубу заполняют водой и закрывают заглушками. Сгибать такую трубу следует с центра.
 Сгибать такую трубу следует с центра.
Сгибать такую трубу следует с центра.Видео по теме:
Сварной способ
Как согнуть профильную трубу без трубогиба, особенно, если у нее достаточно большая толщина стенок? При наличии определенных навыков для этих целей можно использовать болгарку и сварочный аппарат. Точность радиуса кривизны, как и в других случаях, соблюдается при помощи болванки.
Последовательность действий
- На профильной трубе отмечается участок будущего изгиба.
- На этом отрезке выполняются распилы болгаркой – пропиливаются три стенки, четвертая остается нетронутой. Расстояние между распилами выбирается произвольно. Чем меньше промежутки, тем более плавным и точным будет изгиб, но увеличится объем работ при сварке на следующем этапе.
- Труба с распилами прикладывается к болванке и аккуратно сгибается.
- Пропилы завариваются.
- Сварные швы шлифуются до получения ровной поверхности.
Согнуть профильную трубу своими руками таким способом не сложно, можно получить любой необходимый радиус и даже конструкции сложных форм.
Прокатные модели
Если вас интересует, как сделать трубогиб для частого применения, стоит обратить внимание на прокатные самодельные станки. Самым сложным в изготовлении таких конструкций является производство в домашних условиях деталей с высокой точностью.
Для продвижения (прогона) трубы используются ролики или подшипники.
- При необходимости гнуть алюминиевые или гибкие трубы, можно изготовить рабочие элементы из твердой древесины. Возможный вариант материала для изготовления роликов в этом случае – полиуретан. Преимущества дерева и полиуретана – небольшая стоимость, легкость изготовления в домашних условиях и простота замены при износе или повреждении.
- Если древесина не выдерживает интенсивной эксплуатации или самодельный трубогиб предполагается использовать для работы со стальными трубами, лучше использовать металлические рабочие детали.
- Расстояние между роликами влияет на работу оборудования – большие промежутки требуют приложения меньших усилий для деформации, но ограничивают возможности с точки зрения радиуса изгиба. При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.
- Если дооснастить простую конструкцию боковыми роликами с возможностью изменения их положения, инструмент станет более универсальным.
- Боковые фиксаторы, обеспечивающие перпендикулярное положение трубы относительно осей роликов, позволяют избежать закручивания заготовки в спираль.
- Для равномерного сгиба без деформаций трубу требуется «прокатать» несколько раз (для небольшого радиуса – до 50-100 прогонов). Желательно при этом обеспечить одинаковую скорость движения и прикладываемые усилия.
Видео инструкция устройства трубогиба:
Как согнуть профильную трубу с помощью такого устройства?
При затягивании прижимного ролика труба начинает движение через трубогиб. На один прогон приходится половина оборота фиксирующей полосы. Если необходимо согнуть трубу со сварным швом, важно, чтобы при каждом проходе он находился с одной и той же стороны.
На один прогон приходится половина оборота фиксирующей полосы. Если необходимо согнуть трубу со сварным швом, важно, чтобы при каждом проходе он находился с одной и той же стороны.
Устранение проблем с возвратом в исходное положение на трубогибочном станке с ЧПУ
Переключатель исходного положения предоставляет системе управления информацию для установки оси в нужное положение. Этот тип переключателя может быть очень точным, но он также страдает от снижения производительности при воздействии экстремальных температур или влажности или чрезмерного износа, если используется в механическом приложении. RbSA Industrial
Примечание редактора. Это первая статья из серии статей об устранении неполадок трубогибочного станка от Джея Робинсона из Robinson Bender Services and Automation Inc.
«Мы не можем работать в автоматическом режиме!»
Это был несколько отчаянный телефонный звонок, который я получил от производителя выхлопных газов. Одна из осей электрического сервопривода на его трубогибочном станке с ЧПУ вышла из строя во время возврата в исходное положение. Без завершения процесса самонаведения система управления не позволяла оператору выбрать автоматический режим. Производство по гибке труб было фактически остановлено.
Устранение неполадок такого типа требует понимания того, как устанавливается каждая ось на станке.
Возврат в исходное положение и система управления
Для безопасной работы трубогибочного станка с ЧПУ система управления должна знать положение всего, что движется на станке — зажимной штамп, прижимной штамп, гибочный рычаг, каретка, цанга. Его процесс определения правильного положения каждого движущегося устройства называется самонаведением.
Во время самонаведения направленные (также известные как взрывные) устройства перемещаются в положение, в котором они, скорее всего, будут удалены от всех других устройств. Например, цанга, зажимная матрица и прижимная матрица будут перемещены в полностью открытое положение.
Система управления может использовать множество различных методов для определения положения устройства. В своей простейшей форме система управления перемещает направленное устройство в течение определенного периода времени, предполагая, что по истечении этого времени устройство полностью переместилось в желаемое положение (обычно на всю длину своего движения).
Система управления также может использовать ряд переключателей для определения положения направляющего устройства, но это может быть неточным. Например, пресс-форма может иметь открытый и закрытый переключатели, но общий ход составляет несколько дюймов. Если он находится на полпути к этому ходу, ни открытый, ни закрытый выключатели не будут включены, и система управления больше не знает, где находится кубик. Контроллеру придется передвигать кубик в ту или иную позицию, чтобы правильно определить его местонахождение.
На сервооси система управления использует точную обратную связь по положению для определения положения, направления движения и скорости. Затем эта информация используется для управления осью. Хотя почти все, что движется на трубогибочном станке с ЧПУ, может управляться сервоприводом, наиболее типичными из них являются гибочный рычаг, каретка для подачи трубы и вращение трубы.
Роль энкодеров
Обратная связь для сервооси обеспечивается энкодером, который передает информацию о движении в систему управления в виде отсчетов. Когда машина впервые настроена, техник определяет количество отсчетов на единицу движения. На линейной оси это может быть число на дюйм или число на миллиметр; на поворотной оси он рассчитывается на градус вращения.
Энкодеры могут быть абсолютными или инкрементальными. Абсолютный энкодер сохраняет свои данные счета независимо от того, включена машина или выключена, или даже если ось перемещается при отключенном питании. Когда станок включен, система управления использует эти сохраненные данные для определения фактического положения оси без необходимости выполнять новый процесс возврата в исходное положение. Инкрементный энкодер обеспечивает подсчет во время движения и не имеет памяти для хранения данных. Система управления должна определить фактическое положение, а затем поддерживать данные о положении, постоянно отслеживая изменение счетчиков в любом направлении движения. Во время возврата в исходное положение ось медленно перемещается в известное положение, после чего система управления сохраняет все данные о положении на основе изменения счетчиков.
С помощью инкрементного энкодера известная позиция сервооси может быть определена несколькими способами:
- Переключатель исходного положения — Ось может перемещаться до тех пор, пока не будет выполнен переключатель исходного положения. Переключатель исходного положения обеспечивает вход в систему управления, как только ось находится в известном положении. Чтобы сделать это более точным, система управления может перемещать ось до тех пор, пока вход не будет включен, а затем очень медленно перемещать ее в противоположном направлении, пока вход не отключится, находя «край», где переключатель меняет состояние. Это может быть очень точным, но все, от изменения условий окружающей среды (температура, влажность) до износа (если используется механический переключатель), может вызвать незначительные изменения положения при включении переключателя.
- Срыв —Ось медленно перемещается до упора в жесткий упор, физическое ограничение ее перемещения. Когда система управления определяет, что движение остановлено, она устанавливает известное положение. Этот метод также может быть очень точным, но существует риск того, что что-то другое, кроме жесткого упора — предмет, блокирующий траекторию движения, механический износ или другая ось, находящаяся на траектории движения, — может вызвать ложную остановку, и это приведет к привести к тому, что система управления неточно определит положение. По этой причине переключатель также можно использовать для подтверждения того, что ось находится в правильной точке остановки. Со временем износ от акта движения против жесткого упора может немного изменить это положение.
- Маркерный импульс — Некоторые инкрементальные энкодеры имеют маркерный или индексный импульс. Это сигнал, отдельный от отсчетов энкодера, который отмечает очень точное местоположение в своем движении. На поворотном энкодере этот сигнал обычно можно найти в одном точном месте за один оборот вала энкодера. На линейном энкодере этот сигнал можно обнаружить на очень точном расстоянии. Когда возврат в исходное положение выполняется с использованием маркерного импульса, ось перемещается до тех пор, пока не будет найден переключатель вблизи конца пути или точки остановки. Ось остановится, затем очень медленно переместится (обычно в противоположном направлении), пока не будет найден маркер. Иногда элемент управления несколько раз перемещает ось вперед и назад, чтобы найти край маркера. Этот метод очень точен и имеет гораздо меньшую вероятность изменения из-за износа или факторов окружающей среды.
Трубогибочный станок с ЧПУ может иметь несколько сервоосей с инкрементальными или абсолютными энкодерами, и каждая сервоось может использовать свой метод определения положения. Например, гибочный рычаг может вернуться в исходное положение из-за остановки, подтвержденной переключателем, а каретка может использовать маркерный импульс после перемещения к переключателю в конце своего полного хода. В процессе возврата каждая ось перемещается в определенной последовательности, чтобы убедиться, что движение одной оси не повредит другую. Физическая конструкция машины определяет наиболее безопасную последовательность и направление движения. Направленные устройства обычно перемещаются в свои полностью открытые положения, абсолютные оси могут перемещаться в безопасное положение, а инкрементные оси перемещаются в соответствующем процессе возврата в исходное положение с помощью переключателя, остановки или импульса маркера. Как только вся последовательность завершена, машина возвращается в исходное положение.
Устранение проблемы
На станке, который не завершал последовательность возврата в исходное положение и, следовательно, не мог работать в автоматическом режиме, проблема заключалась в оси, которая перемещалась вертикально с помощью электрического серводвигателя и давала обратную связь системе управления через инкрементальный энкодер. Его положение во время самонаведения определялось путем обнаружения импульса маркера после перемещения к переключателю в конце его возможного движения вниз. Во время возврата в исходное положение вертикальная ось перемещалась последней в последовательности, чтобы найти исходное положение, но ее привод в конечном итоге отображал, что двигатель перегружен, что приводило к его отказу. Поскольку это была самая последняя ось в последовательности наведения, мы были уверены, что это была единственная причина, по которой наведение не завершилось.
Работая удаленно с оператором станка, мы объяснили действия, которые должен выполнять станок во время возврата в исходное положение вертикальной оси: двигаться вниз до тех пор, пока он не пройдет перед бесконтактным выключателем, остановиться на короткую секунду, затем переместиться вверх на короткое расстояние, пока он искал импульс маркера. Как только он найдет маркер, система управления назначит правильное положение, и возврат в исходное положение будет завершен. Производитель выхлопных газов смог легко найти переключатель, следуя по оси движения.
После сброса ошибки перегрузки на приводе (нам пришлось выключить и снова включить питание всей машины) мы определили, что ось может быть вручную перемещена вверх. При повторной попытке возврата в исходное положение, как и ожидалось, ось двигалась вниз к пределу хода, но вместо того, чтобы остановиться при прохождении переключателя, она продолжала движение вниз, пока не достигла конца своего хода, в конечном итоге резко остановившись. Зная, что ось остановится и изменит направление, когда она пройдет перед бесконтактным выключателем, сообразительный оператор остановил машину, нажав кнопку аварийной остановки, предотвратив новую перегрузку двигателя.
Как оказалось, переключатель не сигнализировал системе управления о том, что ось приближается к концу своего хода, поэтому система управления никогда не меняла направление, чтобы начать поиск маркерного импульса. Одна из гаек, удерживающих переключатель, ослабла, и переключатель сдвинулся. После простой регулировки положения переключателя и переустановки машины производитель вернулся к производству.
Двойные компрессионные гибочные станки : Трубогиб : Трубогиб : Гибочный станок : J&S Machine, Inc.
Двойные компрессионные гибочные станки : Трубогиб : Трубогиб : Гибочный станок : J&S Machine, Inc.
| |||||||||||||||||||||||||||||||