19. Приспособа для заточки сверл. – История другого китайца (Сверлилка из ковырялки)
С ручной заточкой сверл я давно и неплохо освоился. Правда, после больших перерывов первый блин иногда выходит комом (так же как с резкой листового стекла). Сверла потолще я точу на точилах (их у меня много), тонкие сверла и центровки – машинкой с гибким валом (под яркой лампой и с козырьком с линзами на лбу). Еще использую мелкий (советский) алмазный надфиль для подточки или доводки. Совсем уж тонкие свела (и твердосплавные и быстрорез) точу алмазным надфилем, а довожу аналогичным надфилем, только “лысым”.
Недавно мне попалась на глаза свежая ветка про заточку сверл и засвербило сделать, наконец, что-то свое: во-первых, попроще, а во-вторых с учетом обилия точил и недостатка места на верстаке. В идеале – что-то маленькое и простое в изготовлении, позволяющее пристроиться к нужному точилу (с подходящим камнем) и точно заточить сверло, а затем убрать точило на место.
Изучил вопрос в и-нете. Если не брать во внимание серьезные заточные станки, навороченные самоделки и совсем уж кустарные конструкции, (не обещающие точности),
Промах! Премудрость осталось за кадром, и приспособа – точная. Ну тогда вот:
то остается всего несколько полупрофессиональных приспособ:
Первая дает четырехгранную заточку, вторая – (недо-)коническую, с третьей (она попадалась и тут на форуме) мне не совсем ясно, но похоже, что четырехгранную. Все три требуют отдельного (закрепленного) точила и сложноваты для “кустарного” воспроизведения (с необходимой точностью). С “патентованными” устройствами для домашних умельцев (с камнями специальной формы) я даже не разбирался – тут сплошная реклама (“правильная” заточка может получатьтся лишь на совершенно неизношенном круге).
Я написал (недо-)коническую, поскольку для обеспечения геометрического подобия формы заточки на сверлах разных диаметров требуется подстройка под диаметр (вариант б)
, обведено красным), которой в этой конструкции не проработана и поэтому(?) не оговорена. А еще одна необходимая подстройка (обведено синим) – попросту невозможна. Попалась одна профессиональная конструкция для конической заточки по варианту а) – уже без глупостей.
А еще одна необходимая подстройка (обведено синим) – попросту невозможна. Попалась одна профессиональная конструкция для конической заточки по варианту а) – уже без глупостей.
Введение затянулось – пора переходить к делу! 🙂 После долгих раздумий и нескольких тестов “на соплях” родилась вот такая конструкия из дюраля нержавейки:
Вот тут она установлена (приклеена двухсторонним скотчем 🙂 на время фотосессии) на двух разных китайских точилах (с корундовым диском и алмазной чашкой)
При заточке конструкция передвигается руками по подручнику с опорой одновременно на плоскость подручника (основанием приспособы) и на передний край подручника (наклонной планкой, определяющей угол 120 градусов между режущими кромками). Угол заточки (задний угол у режущей кромки) определяются наклоном подручника. Поскольку углов два (четырехгранная заточка), то подручник приходится поворачивать при каждой заточке.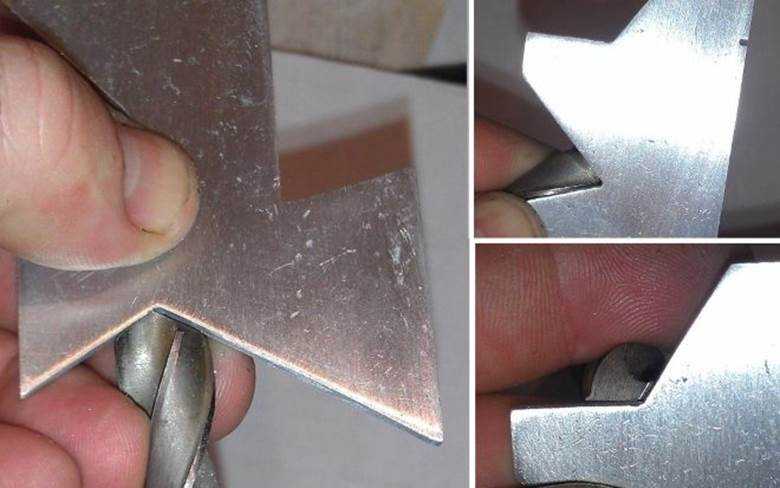
При заточке просто руками требуются верный глаз и твердая рука. Ну а с этой приспособой – только более-менее прямые руки.
Вот первые результаты: сверла 6.5 .. 3.0 мм заточенные алмазной чашкой (63/50, бакелитовая связка):
Два сверла 12 мм (задумывалось максимум 18 мм), заточенные корундовым диском: слева – свежее российско-китайское, заточенное на боковой поверхности, справа советское (совсем убитое), заточенное на цилиндрической поверхности.
Сверло 2 мм (задумывалось минимум 1.5 мм) , заточенное алмазной чашкой
– выглядит уже кривовато, но сверлит отлично.
P.S. Видео снимать не буду!
P.P.S. Мысль не стоит на месте – сейчас экспериментирую с конической заточкой. Я специально не стал сравнивать коническую и четырехгранную, дабы избежать спора тупоконечников с остроконечниками ©. 3.S. (месяц спустя) Складывается впечатление, что с писанием в блог мне пора заканчивать (в ветках я уже давно не пишу). На некруглой цифре это даже проще (психологически).
3.S. (месяц спустя) Складывается впечатление, что с писанием в блог мне пора заканчивать (в ветках я уже давно не пишу). На некруглой цифре это даже проще (психологически).
Как сделать приспособления для заточки свёрл своими руками: использование шуруповёрта и дрели
Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки сверлильного инструмента. При его использовании не требуется иметь специальных навыков и подготовки. Например, к таким устройствам относят промышленные приспособления riss 8100v, имеющие высокую стоимость. Чтобы сэкономить средства, можно изготовить инструмент для заточки сверла по металлу своими руками.
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту. Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки.
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом. Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента. Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента. Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором должны быть просверлены отверстия разного диаметра, что сделает приспособление универсальным.
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.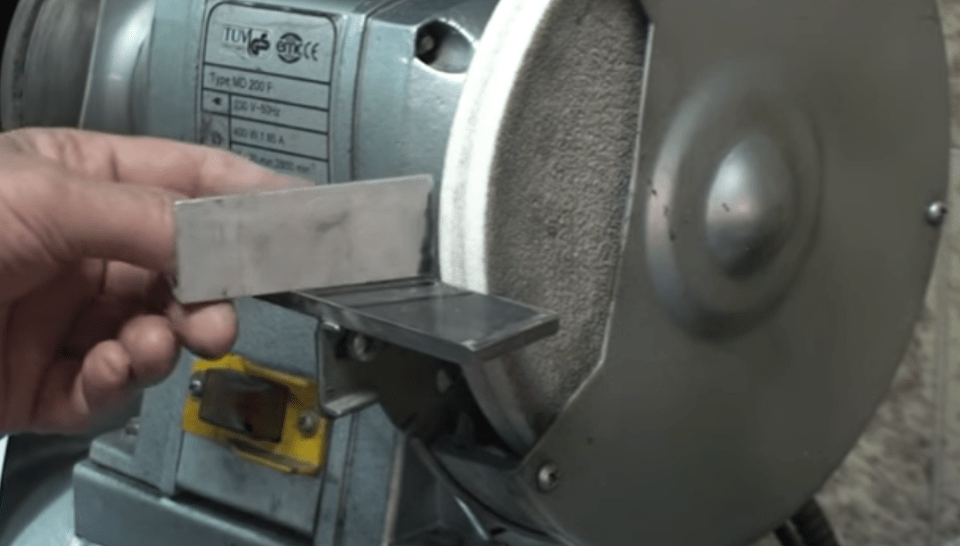
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Приспособление для шуруповёрта
Для заточки свёрл можно использовать традиционные устройства: точило, электродрель или шуруповёрт, с добавлением к ним дополнительных доработок.
В продаже имеется готовое промышленное приспособление для шуруповёрта и электрической дрели, которое используется как мини-точило и позволяет осуществить заточку под разными углами.

Рекомендации по работе
Чтобы заточить режущую часть инструмента на самодельном приспособлении, необходимо выполнить ряд условий:
- Ось подручника должна совмещаться с осью заточного диска и иметь с ней общую горизонтальную плоскость.
- Все части устройства должны быть крепко укреплены с помощью держателя, что обеспечивает безопасность при работе.
- Стойку рекомендуется делать универсальной, что позволит выполнять работы в ручном режиме и полуавтомате.
- Оправка должна изменять положение сверла под разными углами.
Для затачивания свёрл и буров применяются наждачные круги. Самым распространённым в бытовых условиях является белый круг из электрокорунда, предназначенный для затачивания лопат, топоров, ножей, тяпок и другого домашнего инвентаря.
Для твердосплавных победитовых буров по бетону используются абразивные круги маркировки 64С. Зернистость заточного диска рекомендуется использовать марки 25Н. При заточке рапида используют марку диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла, нагревается до высоких температур, поэтому рекомендуется охлаждать металл при помощи воды с содой.
Зернистость заточного диска рекомендуется использовать марки 25Н. При заточке рапида используют марку диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла, нагревается до высоких температур, поэтому рекомендуется охлаждать металл при помощи воды с содой.
Originally posted 2018-07-04 08:20:36.
Общий | Заточка больших сверл. | Практик-механик
редуктор
Чугун
- #1
Затачивает ли большинство членов свои сверла самостоятельно? Я приобрел несколько больших сверл (от 1/2 до 2 1/2 дюймов), которые необходимо повторно заточить. Я, кажется, испортил эту процедуру, когда попробовал ее на шлифовальном станке. Есть ли предприятия, которые профессионально затачивают биты?
Я, кажется, испортил эту процедуру, когда попробовал ее на шлифовальном станке. Есть ли предприятия, которые профессионально затачивают биты?
гвилсон
Алмаз
- #2
Поместите большие сверла в патрон токарного станка. Пока они вращаются назад, осторожно обтачивайте режущие кромки с помощью шлифовальной машины, пока обе кромки не будут очищены шлифовальной машиной. Аккуратно отшлифуйте зазор вручную, осторожно продвигаясь к режущим кромкам, оставленным шлифовальной машиной. Получить в пределах ок. 1/64 “края, и остальную часть пути очистить от камней вручную.
Эрни ЛеФлор
Алюминий
- #3
Заточка сверл
Для больших сверл я предпочитаю использовать дисковую шлифовальную машину, по крайней мере, 12-дюймовую. У вас есть хорошая ровная поверхность для шлифовки. Используйте настольную шлифовальную машину, чтобы утончить паутину. Используйте сверлильный калибр, чтобы убедиться, что угол правильный, а стороны ровные. Воткните острие сверла в ладонь и поверните его, почувствовав режущие кромки. Если вы можете, это должно сверлить.
Да, есть компании, которые точат инструменты, но я не могу назвать ни одной.
Надеюсь, это поможет,
Эрни
Гарифансен
Титан
- #4
Настоящие машинисты точат их вручную на глаз без отдыха. Вы понимаете, что сделали хорошо, когда стружка, выходящая из отверстия, имеет одинаковый размер с обеих сторон. Гэри П. Хансен
левбаты
Чугун
- #5
шлифование больших сверл
Довольно трудно превзойти ленточно-шлифовальный станок шириной 3 или 4 дюйма с достаточной мощностью для ручного шлифования больших сверл. Ленты зернистостью 60 или 80 для черновой обработки и зернистостью 120 для чистовой обработки. На ленточной шлифовальной машине развить чувствительность намного проще, а перегреть лезвие сложнее.
На ленточной шлифовальной машине развить чувствительность намного проще, а перегреть лезвие сложнее.
левбаты
БексМашин
Чугун
- #6
Да, ленточная шлифовальная машина хорошо подходит для шлифовки кромок, она всегда ровно зачищена.
Если у вас есть желание, вы можете даже построить приспособление для шлифовки кромок равной длины после того, как вы закончите операции по утончению боковых сторон и углам зазора. Дэйв
Шнурки Тайрона
Алмаз
- #7
Раньше мне приходилось точить большие сверла вручную, это муторно. Когда мы получили станок для заточки сверл, я был очень доволен. Он мог делать любой угол, 3-х и 4-х канавочные корончатые сверла, «рыбий хвост», плоское дно и так далее, он делал их все до 4 дюймов в диаметре и примерно в десять раз быстрее, чем вручную.0128 Becksmachine упоминает зажимное приспособление. У меня был кусок плоского стержня размером 2 на 1/4 дюйма и длиной 20 дюймов, последние 3 дюйма согнуты под прямым углом с помощью болта, повернутого к точке через середину короткой нижней ножки. .Вы устанавливаете центральное отверстие сверла на острие и царапаете отметку передней кромкой сверла на стержне. По крайней мере, таким образом вы можете получить равные края. С уважением Тайрон.
Крец
Алмаз; Команда модов
- #8
Да уж, это муторно шлифовать большие вручную. Одновременно происходит просто огромное количество контакта стали с колесом, поэтому на их шлифовку уходит вечность. Если они лишь слегка притуплены, это не так уж плохо, но когда вы получаете стружку с загнутым краем или стружкой диаметром ⅛ дюйма или более, вы будете некоторое время перемалывать что-либо диаметром более 1½ дюйма. . Гораздо лучше отправить их или использовать настоящий станок для заточки сверл. Я заточил свою изрядную долю вручную, когда не было времени или доступа к станку для заточки сверл.
Грег Уайт
Титан
- #9
1 1/2 широкое колесо X10, банка с водой
Да, всю жизнь шлифовал их вручную, до 3 1/2 дюймов.
Старый магазин пресс-форм (давно уже не работает) имел диаметр 3 дюйма X24 дюйма. колесо, залитое охлаждающей жидкостью для нас.
Отверстия под стойки сурпорта в еж плитах необходимо делать на радиальных сверлах.
Я больше этим не занимаюсь, просто остались воспоминания.
Время-деньги, может быть, рассылка и хороша, но в 2 часа ночи это трудно сделать.
ГВт
гвилсон
Алмаз
- #10
Gearhead признается, что не может сделать это от руки. Он должен использовать так, как я описал. По крайней мере, точка находится в центре, а режущие кромки равны и находятся под одним углом. Тогда относительно легко отшлифовать рельеф от руки.
Дуг В
Горячекатаный
- #11
Есть ли предприятия, которые занимаются профессиональной заточкой бит?
Нажмите, чтобы развернуть…
Он спрашивает названия фирм, которые сделают для него заточку, а не советы, хитрости или путешествие по переулку заточки сверл.
Карл Дарнелл
Титан
- #12
Поищите в телефонном справочнике мастеров по заточке инструмента или спросите в механических мастерских, где затачивают концевые фрезы.
Будьте готовы дорого заплатить за заточку, и за вашей спиной будут смеяться, потому что слесарь должен уметь заточить сверло. Я должен признать, что многие не могут хорошо заточить сверло.
Помогает ленточная шлифовальная машина и хороший угловой упор для сверла или угловая головка.
Роберт Кэмпбелл мл.
Алмаз
- №13
Изображение из сообщения Craigslist;
1-й листинг 150 долларов. Прежде чем я успел действовать, 2-й листинг, «75 долларов, последний шанс».
Прежде чем я успел действовать, 2-й листинг, «75 долларов, последний шанс».
К счастью, у меня не было билета туда. Сверла макс. 3 на 22 дюйма. все мои большие биты острые, красивые ровные завитки отрываются от флейт. Заставляет меня чувствовать себя богатым.
Я знаю, что мне очень повезло, но стоит побродить по Craigslist.
Веб-сайт Sterling.
http://www.sterlingdrillgrinder.com/
Все еще злорадствует, Боб
О, и ДугВ, не собирался вступать в конфронтацию, но редуктор также спросил: «Большинство участников затачивают свои собственные сверла? Я приобрел несколько больших сверл (1 /2″ до 2 1/2″), которые необходимо повторно заточить. Я, кажется, испортил эту процедуру, когда попробовал ее на шлифовальном станке”. Вышеупомянутый ответ является разумным.
джилрой
Алмаз
- №14
Все, что больше 1/2 дюйма, я делаю от руки, и это было довольно легко подобрать. Они могут быть не идеальными, но в основном режут как новые, а иногда и намного лучше.
Джим Уильямс
Нержавеющая сталь
- №15
Интересно, что в большинстве ответов используется правильный термин «дрель», но все чаще используется обозначение «сверло». Я предполагаю, что терминология в конечном итоге будет похожа на то, что мы сегодня называем лампочкой. Колба представляет собой стеклянную оболочку, окружающую нить накала, а весь узел представляет собой электрическую лампу, как в подразделении направляющих ламп GE.
Джим
гматов
Алмаз
- №16
Я сам, проблема всех тех, кто думает, что у них супер точные глаза и руки.
Если вам нужно заточить сверло 4 дюйма, чтобы сделать 4-дюймовое отверстие, вы должны заточить сверло по размеру, а не от руки, и похвастаться тем, какой у вас хороший глаз и осязание. Ты отклоняешься на одну кромку или в центр, и ты сверлишь слишком большой размер. 2 ты, 4 больше, 3 ты, 6 больше, ты отдаешь большую часть от руки, и у тебя нет 32-го, 16-го негабарита, можешь ли ты жить с этим?
Бизнесмены, которыми вы являетесь, вы не можете себе позволить НЕ купить сверлильный станок или отправить его на заточку. Вы не можете просверлить отверстие, чтобы нарезать его по спецификации, если ваши сверла не выдерживают размер. Помните, вы не можете шлифовать, чтобы сделать МАЛЕНЬКОЕ отверстие, ошибка в шлифовке всегда сделает слишком большое отверстие.
Вы не можете просверлить отверстие, чтобы нарезать его по спецификации, если ваши сверла не выдерживают размер. Помните, вы не можете шлифовать, чтобы сделать МАЛЕНЬКОЕ отверстие, ошибка в шлифовке всегда сделает слишком большое отверстие.
Я сточил их тонны, но большинство из них предназначались для отверстий под болты в крышке, шлифовать по моей задумке, просверливать проще и чертовски близко по размеру, но, тем не менее, 3/8 16 для болтов на крышке. Ничего страшного.
Вы, профессионалы, за плату сделайте дырку и нарежьте резьбу на такую спецификацию, вам лучше знать, что такое Д сверла. Если у вас нет запаса в яме для спецификации, вы можете столкнуться с некоторыми проблемами в будущем, например, с костюмами.
Ура,
Джордж
Я не думаю, что на этом сайте есть человек, который мог бы точно шлифовать чуть более 1/2 дюйма, чтобы просверлить до нужного размера, без шлифовального станка.
Кроме того, я не думаю, что человек на сайте сможет точно размолоть немного меньше. Тысяча или 2 слишком много для крана 00.
Тысяча или 2 слишком много для крана 00.
джип534
Чугун
- # 17
Роберт Кэмпбелл-младший сказал:
Фото из сообщения Craigslist;
1-й листинг 150 долларов. Прежде чем я успел действовать, 2-й листинг, «75 долларов, последний шанс».
К счастью, у меня не было билета туда. Сверла макс. 3 на 22 дюйма. все мои большие биты острые, красивые ровные завитки отрываются от флейт. Заставляет меня чувствовать себя богатым.
Я знаю, что мне очень повезло, но стоит побродить по Craigslist.
Веб-сайт Sterling.
http://www.sterlingdrillgrinder.com/Все еще злорадствует, Боб
О, и ДугВ, не собирался вступать в конфронтацию, но редуктор также спросил: «Большинство участников затачивают свои собственные сверла? Я приобрел несколько больших сверл (1 /2″ до 2 1/2″), которые необходимо повторно заточить. Я, кажется, испортил эту процедуру, когда попробовал ее на шлифовальном станке”. Вышеупомянутый ответ является разумным.Нажмите, чтобы развернуть…

Ты, собака….. напоминает мне о том, как я назвал своего дорогого друга всеми именами в книге, когда он накачал домой Винтаж со всей правильной ненарушенной патиной дельта unisaw за сотню баксов. (и точилка для сверл, и пила до сих пор в моем списке охоты)
Удачной охоты
Арчи =) =) =)
Крец
Алмаз; Команда модов
- # 18
Джордж, в большинстве случаев сверло используется только для черновой обработки. Для небольших резьбовых отверстий важно, чтобы сверло располагалось довольно близко, но для больших резьбовых отверстий для метчика не имеет значения, даже если размер отверстия составляет 0,005–0,010 дюйма. Я бы хотел, чтобы вы были ближе, я хотел бы сделать ставку на ваши последние два заявления выше. Я бы не стал брать его на чем-то размером 1/16 дюйма или около того, но готов поспорить, что прекрасно справлюсь с чем-то размером 1/4 дюйма и выше. Только не заставляйте меня участвовать в гонках на станке для заточки сверл, я бы ни за что не победил его.
БексМашин
Чугун
- # 19
гматов сказал:
Ура,
Джордж
Я не думаю, что на этом сайте есть человек, который мог бы точно шлифовать чуть более 1/2 дюйма, чтобы просверлить до нужного размера, без шлифовального станка.
Нажмите, чтобы развернуть…
Я называю BS на том, что, поскольку я точно знаю, что это неправда.
Дэйв
Шнурки Тайрона
Алмаз
- #20
Не трубя слишком громко в свою собственную трубу, я хотел бы думать, что я все еще могу заточить сверла указанных вами размеров вручную и сделать их достаточно хорошими, чтобы сверлить 95% отверстий мне нужно просверлить. Я не утверждаю, что я лучше станка для заточки сверл или даже так же хорош, однако я работал с парнями, которые так считали. С уважением Тайрон.
Я не утверждаю, что я лучше станка для заточки сверл или даже так же хорош, однако я работал с парнями, которые так считали. С уважением Тайрон.
Самоделки для заточки сверл своими руками. Как заточить сверло по металлу? Устройство для заточки. Угол сверла
Как без особого труда и навыков заточить сверла с правильным углом заточки? К сожалению, у многих из нас не получается с первого раза. Это устройство очень простое по конструкции. Поэтому каждый из вас каждый сможет его повторить. Многие знают, что кромки болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Это то, что мы будем использовать. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Дизайн немного другой.
Для начала вам понадобится любая гайка. Чем больше диаметр, тем большего диаметра сверла можно в нем затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и отмечаем 4 мм от края гайки. Переворачиваем гайку снова и снова и делаем отметку на краю, которая на полтора мм больше первой. Делаем треугольник с 2 сторонами. Резать ножовкой или болгаркой. Получился орех с надрезами.
Переворачиваем гайку снова и снова и делаем отметку на краю, которая на полтора мм больше первой. Делаем треугольник с 2 сторонами. Резать ножовкой или болгаркой. Получился орех с надрезами.
Привариваем еще один. Устройство почти готово. Ему не хватает шайбы, которую мы бросаем в центр. Также понадобится болт, он вкручивается в небольшую гайку.
Прорези в гайке имеют разную глубину, которая отличается на 1,5 мм. Эта разница едва заметна на глаз. Вставляем планку, закрепляем, прикладываем линейку. Зазор между линейкой и кругляком слева меньше, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил метку.
Работа механизма адаптирована
Берем ровное, не заточенное сверло, помещаем в прибор. Там, где есть метка, нужно поставить сверло, как показано на фото и видео. Закрепляем сверло так, чтобы оно немного выглядывало из-за краев. Сверло будет заточено с рабочей стороны. В показанном примере его можно зажать до диаметра 8 мм.
В показанном примере его можно зажать до диаметра 8 мм.
Когда начинаем обтачивать лезвие сверла на наждаке, имеется направляющая в виде плоскости лезвия гайки, которая задает правильный угол заточки.
Это крутой девайс для тех, кто не может найти нужный ракурс на глаз.
На видео показано, как настроить инструмент по отношению к наждачному кругу. С 6-й минуты видно, как обтачивается сверло.
Александр Полулях.
В дополнение к этому видеоуроку есть еще одно устройство, сделанное своими руками с помощью болтов и гаек.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
Для повышения качества своей работы мастера часто изготавливают станок для заточки сверл своими руками. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточка производилась вручную, а сегодня можно купить специальный станок или изготовить самостоятельно по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно используется в быту и промышленности. В этом процессе режущие кромки при вращении создают углубления на поверхности. Они достаточно мощные, чтобы воздействовать на большинство материалов и даже на металл. Спиральный канал удаляет отходы и пыль, поэтому сверление можно выполнять без остановки. Но эти частицы стирают сверлильное устройство, вызывая его изнашивание. Периодическая заточка может предотвратить это.
Износ сверла напрямую зависит от продолжительности его использования.
Быстрее всего повреждения возникают при работе с металлом и деревом. Проблему можно заметить при обнаружении специфического скрипучего звука. В результате не только ухудшается качество сверления, но и увеличивается нагрев инструмента, что может вывести его из строя. Если сверло сильно изношено, ухудшение остроты можно почувствовать даже прикоснувшись к нему.
Типы заточки:
- Одноплоскостные – используются для больших сверл.
 Это сильная заточка, которая может раздавить материал, поэтому нужно быть осторожным. Деталь необходимо перемещать по круглой поверхности, не меняя своего положения, чтобы не повредить поверхность.
Это сильная заточка, которая может раздавить материал, поэтому нужно быть осторожным. Деталь необходимо перемещать по круглой поверхности, не меняя своего положения, чтобы не повредить поверхность. - Коническая – используется для больших сверл. Их необходимо держать обеими руками, так как при нанесении на деталь он может соскользнуть.
- Притирка – заключительный этап, который выравнивает отдельные неровности и полирует поверхность.
 Это сильная заточка, которая может раздавить материал, поэтому нужно быть осторожным. Деталь необходимо перемещать по круглой поверхности, не меняя своего положения, чтобы не повредить поверхность.
Это сильная заточка, которая может раздавить материал, поэтому нужно быть осторожным. Деталь необходимо перемещать по круглой поверхности, не меняя своего положения, чтобы не повредить поверхность.Наиболее часто используемые спиральные сверла из сплава с армирующими припоями. Есть плоские модели, для больших отверстий. Независимо от их параметров и диаметра, они требуют заточки для предотвращения износа.
Что нужно для сборки станка для заточки сверл?
За режущую способность сверла отвечает не только заточка, но и угол наклона лезвий – чем он меньше, тем качественнее сверление. Оптимальным углом считается 90°, для дерева требуется 100°, а для пластика подходит 30°. Заточка улучшает угол режущей кромки и центрирует ее. Делается это при помощи наждачного покрытия, которое применяется на специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их размеры и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не уступающее серийному образцу.
Делается это при помощи наждачного покрытия, которое применяется на специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их размеры и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не уступающее серийному образцу.
Лучше всего выполнять на специальных станках. Современный рынок предлагает большой выбор таких устройств, но их параметры не всегда соответствуют ожиданиям, либо стоимость оказывается завышенной. В этом случае можно сделать станок самостоятельно, для этого нужны только начальные технические навыки. Несмотря на меньшую мощность бытовой автомат, он имеет ряд преимуществ перед промышленными устройствами:
- использование однофазного потока электроэнергии на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для необходимого типа сверл;
- простота ремонта и небольшая стоимость сборки.

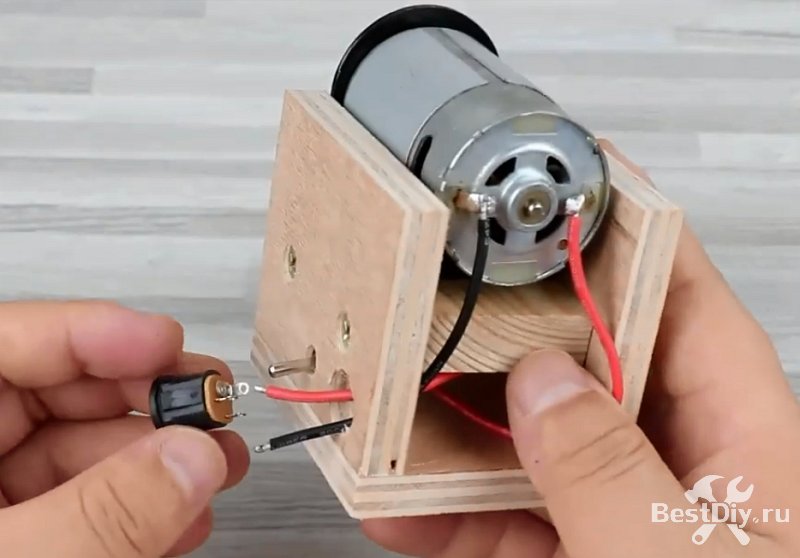
Правильный подход к созданию станка позволит получить эффективное приспособление для заточки. Для его сборки потребуются тумблер, вилка, точильный круг, достаточно мощный мотор, набор проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому станок лучше накрыть защитным чехлом, оставив видимыми только круг поворота и ось. Для работы устройство использует как сеть постоянного питания, так и аккумулятор — для большей мобильности.
Сборка деталей в единый аппарат и расположение предохранительных элементов
Необходимо предусмотреть поверхность для крепления машины. Для этого подойдет металлический стол, на котором делаются отметки для болтов. Далее нужно взять зернистый диск, который крепится к электродвигателю будущей машины. Если диаметры вала и диска не совпадают, их необходимо выровнять подручными средствами. В случае совпадения на вал надевается шайба, после нее диск и снова шайба. Предварительно на валу необходимо сделать резьбу. Далее устанавливается крепежная гайка, а на круг надевается противораскачивающая насадка.
Далее устанавливается крепежная гайка, а на круг надевается противораскачивающая насадка.
Можно добавить втулку, если вал имеет меньший диаметр, чем камень. В нем делается отверстие, которым он крепится к валу, так как втулка улучшит фиксацию и будет вращаться вместе с диском. Если не можете найти нужный мотор, можно использовать мотор со стиральной машинкой. От него же можно установить провода, если они имеют три контакта в подходящем состоянии. Далее обмотка подключается к фазной линии двух кнопок, отвечающих за включение и выключение машины. Таким образом, устройство будет запускаться простыми кнопочными командами.
Электродвигатель не опасен в открытом виде, но он должен обеспечивать защиту. Мотор можно спрятать в металлический корпус, чтобы в нем не скапливалась пыль и влага. Поскольку при заточке сверл образуется много стружки, это представляет опасность. Нужно построить защитный щит из стекла, который защитит ваши глаза. Очки, конечно, можно использовать, но в лицо могут слететь частицы металла.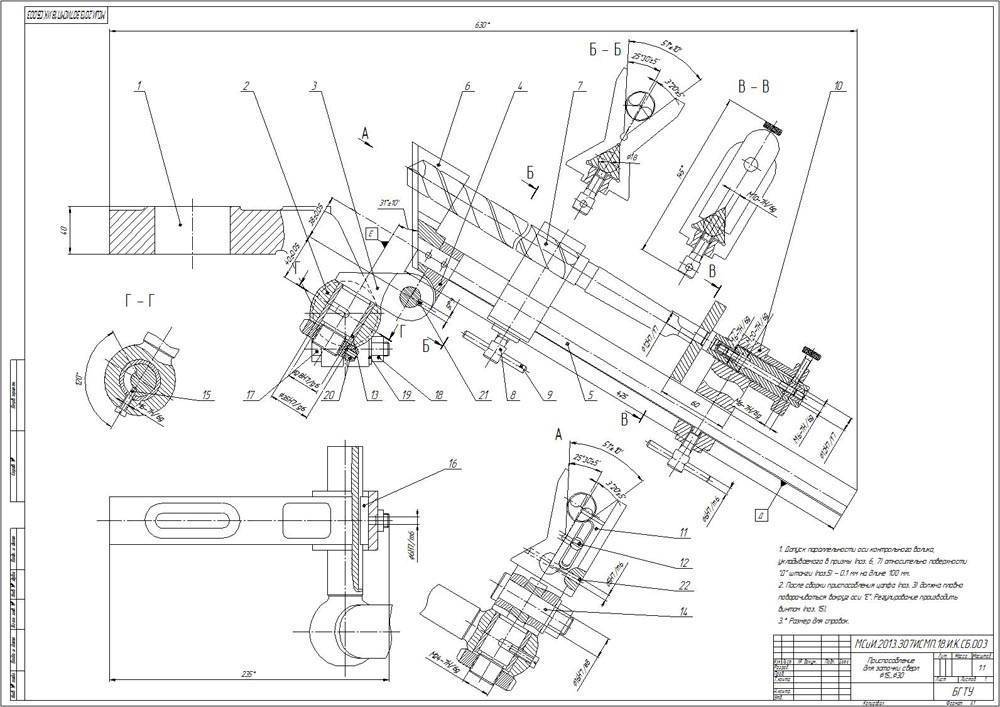 Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать шлифовальный диск.
Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать шлифовальный диск.
Затачиваем детали на самодельном станке
Если нет возможности достать электродвигатель, можно обойтись простой дрелью. Не обязательно покупать новое устройство, подойдет старое устройство, в котором функционирует двигатель. Для создания станка его необходимо закрепить на поверхности, а в патрон установить универсальный диск (можно заменить шлифовальным кругом) или втулку. Когда дрель включена, она будет пригодна для работы на дрелях. Чтобы добиться наилучшей эффективности, нужно правильно подойти к процессу заточки. Так как сверла имеют две резьбы, важно при их обработке соблюдать одинаковые размеры, чтобы ось вращения совпадала с центром сверла.
Перед началом заточки необходимо проверить надежность крепления диска и защитных элементов. Для качественного результата потребуется от получаса. Каждый материал сверла имеет свои характеристики заточки и направление вращения, которые необходимо изучить перед работой. На станке V установлен точильный станок (абразивный диск или наждак) самого крупного формата. Это компенсирует серьезный ущерб. После этого нужно перейти к мелкозернистому абразиву, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло при этом будет соскальзывать. Если это пропустить, есть риск спешиться и получить травму.
На станке V установлен точильный станок (абразивный диск или наждак) самого крупного формата. Это компенсирует серьезный ущерб. После этого нужно перейти к мелкозернистому абразиву, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло при этом будет соскальзывать. Если это пропустить, есть риск спешиться и получить травму.
Важно избегать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (это нельзя делать, если дрель уже горячая). В противном случае для заточки сверл достаточно простого навыка. Соблюдение порядка и правил безопасности позволит быстро заточить сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Приспособление для заточки сверл пригодится в любом хозяйстве. Ведь работать тупым сверлом одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Сверла можно затачивать на специальных шлифовальных кругах, вручную или на станках. Перед началом работы внимательно осмотрите сверла: если на поверхности есть серьезные дефекты, нужно начинать заточку более грубым абразивом. Если инструмент немного затупился, используйте притирочный диск.
При заточке своими руками необходимо соблюдать правила:
- одной рукой удерживать хвостовик, другой регулировать рабочий конец;
- обработать режущую кромку стороной шлифовального круга;
- сначала затачивается одна сторона, после чего аккуратно переворачивается сверло и обрабатывается другая.
Во время обработки важно сохранить первоначальную форму сверла и направление режущих кромок. Необходимо следить за тем, чтобы кончик пера не отходил от центра, иначе в процессе работы инструмент будет отклоняться в сторону. Если угол режущих кромок не тот же после заточки, производительность сверла будет плохой. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма наконечника должна быть конусообразной. Чтобы не ошибиться, лучше редактировать на специализированных устройствах.
Типы заточного оборудования
Предусмотрено самодельное приспособление для заточки сверл из различных металлов, резцов, метчиков, резцов, зенкеров, резцов.
Оборудование может быть:
- специализированный – обрабатывает один тип инструмента;
- универсальный – используется для всех типов фрез и сверл.
Самодельные механизмы чаще универсально-бытового типа. Промышленные машины мощные и работают с большими инструментами. В таких дома нет нужды, они шумные, занимают много места и энергоемкие.
Бытовые инструменты подходят для заточки сверл малого и среднего диаметра, они компактны и экономичны.
Изготовление точильного станка
Для сборки станка своими руками необходимо подготовить:
- электродвигатель; шлифовальный диск
- ;
- тумблер;
- подставка;
- электрический кабель; заглушка
- .
Все составляющие станка своими руками помещаются внутрь корпуса. Это сделает вашу работу безопасной и комфортной. Должен быть доступен только шкив двигателя, на котором установлен шлифовальный диск. Станок постоянно крепится к верстаку, поэтому место нужно выбрать заранее.
- разместить электродвигатель в нужном месте, отметить на столе места крепления;
- отверстий под крепежные болты;
- верните электродвигатель на место и прикрутите его к верстаку; для крепления подходят хомуты из тонких металлических полосок;
- установить защитный чехол;
- Наденьте шлифовальный круг на шкив двигателя.
Двигатель желательно выбирать с удлиненным шкивом, иначе придется его доставлять. Сначала надевается шайба, затем круг. Если диаметры шкива и диска не совпадают, используется переходная втулка. Со стороны втулки делается отверстие с резьбой, в него вкручивается дополнительный болт крепления.
По мощности двигатель от стиральной машины подходит для самодельной машины. Не выбирайте мотор с высокими оборотами, так как заточка сверл происходит на низкой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и подключить их к розетке.
Дополнительные устройства
Дополнительные приспособлениясвоими руками сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезается из листа тонкого (1 мм) мягкого металла (алюминий, медь). Шаблон показывает углы на кончике, длину рабочих кромок, угол между рабочей кромкой и мостом. Поскольку проверить угол заточки шаблоном практически невозможно, выверяется угол заточки. Шаблон вырезается перед первым использованием дрели.
Руководство. Это небольшая насадка, которая сделана из металлической полосы и крепится к корпусу болтом. Во время работы сверло ставится на направляющую и подносится к точильному камню.
Транспортир. На подставке, которая описана выше, применяются деления углов заточки. Можно отрезать часть металлического транспортира с угловыми отметками и прикрепить к подставке. Отрезать нужно деталь с углами более 30 градусов, так как меньшие при заточке не используются.
Устройство, облегчающее заточку сверл. Представляет собой неподвижную станину и держатель с отверстиями для вставки фрез разного размера. Держатель можно снять. Станина изготовлена из доски 50 мм, к ней крепится рейка под углом 32 градуса. Рельс выставляет держатель инструмента под необходимым углом. Держатель своими руками вырезается из бруса, поверхность которого снята под углом 65 градусов. Скошенная часть подходит к рейке. Углы скашивания держателя и планки зависят от вида заточки.
Многофункциональный механизм
С этим механизмом заточка сверл станет проще. Устройство состоит из:
- роликовые полозья; направляющая
- ; вал
- ; транспортир
- ;
- сверлильный патрон.
Направляющую нужно сделать достаточно широкой, к ней прилагается транспортир. Шарнир представляет собой болт, вставленный в предусмотренное отверстие. На поворотной части размещены направляющие и подвижная пластина. На его поверхности закреплена ось, трубка, с одной стороны ось заканчивается сверлильным патроном, с другой – рукояткой. Движение упорной пластины обеспечивается резьбовой осью.
В нижней части упора имеется ограничитель (он же указатель), который одновременно указывает требуемый угол смещения и фиксирует его в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина фиксируется под необходимым углом;
- инструмент поворачивается вдоль продольной оси с помощью рукоятки;
- отметить угол;
- поверните фрезу на 90 градусов и обработайте вторую половину, дойдя до отмеченного угла.
Правила заточки на самодельном станке
- При обработке сверл оба буртика должны быть одинаковыми. Это значит, что бур точно войдет в отверстие и произведет бурение скважины.
- Перед запуском станка своими руками надежно закрепите шлифовальный круг на шкиве.
- Выполните начальную обработку грубым абразивным диском. Когда вы заметите заусенец на сверле, смените диск на более тонкий.
- Всегда держите нужный угол во время заточки.
- Круг должен вращаться только в одном направлении, вдоль лезвия.
- Не перегревайте горелку; периодически охлаждайте его во время обработки. Не погружайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов заточки сверл в видео.
Заточка сверл может производиться вручную, на станках или специальных абразивных кругах.
Если вы затачиваете сверло вручную, то необходимо:
- крепко держите за хвостовик, а другой рукой направляйте его спиральную часть;
- прижать режущую кромку сверла к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно провернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивается с обеих сторон попеременно. При этом обязательно проверяйте режущие кромки.
Помните! Острие сверла должно быть точно по центру.
В противном случае он будет отклоняться во время работы. Стоит отметить, что ни в коем случае нельзя сильно давить на сверло, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это означает, что середина поперечной кромки находится не в центре сверла, и она будет не работает правильно.
При заточке обязательно обращайте внимание на первоначальный угол наклона инструмента. Именно он станет вашим ориентиром в будущем. Затем осмотрите подвес на наличие повреждений:
- если обнаружите серьезные дефекты, то можно использовать крупнозернистую наждачную бумагу;
- если дефекты небольшие и сверло немного затупилось, используйте притирочный круг. Эта операция необходима для тонких сверл;
- если сверло по бетону имеет дефекты конусности хвостовика – обработать верхнюю часть инструмента, аккуратно прижав ее к шлифовальному кругу;
- после обработки еще раз внимательно осмотрите заднюю поверхность сверла;
- Если вы заметили или определили с помощью шаблона, что у вас идеальная конусность, вы правильно заточили инструмент.
Затем обработайте режущую кромку сверла. Размер перемычки для рационального обтачивания инструмента должен быть 1-1,7 мм.
Особенности заточных станков
Самодельное приспособление для заточки сверл предназначено для сквозных и глухих карданов из стали, чугуна и различных твердых сплавов. В зависимости от типа машины могут быть снабжены различными функциями. На некоторых из них угол можно варьировать в процессе работы.
Заточные станки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированный – на один вид.
Именно к универсальным станкам относятся приспособления для заточки сверл, поскольку ими можно обрабатывать: метчики
- ;
- фрезы; гантели
- ;
- зенковки.
Станки делятся на две категории:
- Промышленные – обладают большой мощностью и предназначены для заточки инструмента большого диаметра. Мощность напрямую зависит от двигателя.
- Бытовая точилка для дрелей – достаточно компактна и часто используется в домашних условиях. Им можно обрабатывать даже сверла небольшого диаметра.
Существует семь методов заточки:
- Одноплоскостная.
- Сложный винт.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винт.
Как сделать точилку для сверл
Для изготовления самодельного станка вам понадобится:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.
Следуйте нашим советам:
- В целях безопасности поместите самодельную машинку в корпус, снаружи оставьте только ось и абразивный диск. Помните, что устройство будет работать от сети.
- Заранее выберите место, где будет стоять ваша точилка. Желательно, чтобы он был на металлическом столе.
- Далее установите электродвигатель на столешницу с помощью креплений (хомутов) и отметьте места отверстий под болты, если он имеет ножки.
- Затем снимите двигатель и сделайте 4 отверстия.
- Установите двигатель позже и тщательно закрепите его болтами.
Совет : Если у двигателя нет ножек, можно усилить его металлическими планками (хомутами).
Электродвигатель для нашей будущей машины должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите стопорную гайку, предварительно нарезав правую резьбу на конце вала.
- Закрепите диск шайбой и гайками.
Если диаметр вала и отверстие диска совпадают, установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то нужно добавить втулку.
Сначала проделайте в нем специальное боковое отверстие с резьбой для болта, чтобы можно было плотно закрепить его на валу. Затем можно надеть рукав.
Если не можете определиться с электродвигателем, то просто возьмите мотор от старой стиральной машины. Идеально подходит для заточки самодельных устройств.
Стоит отметить, что необходимо заранее подготовить стартер и провода, которые впоследствии нужно будет подключить. Очень важно, чтобы у пускателя было не менее трех-четырех разомкнутых контактов. Его обмотка должна быть подключена двумя кнопками к фазной линии.
Внимание! Электродвигатель будет небезопасен вне зависимости от типа – во время работы вращающийся вал может случайно намотать шнур, провод, волосы.
Совет : Сделайте металлический ящик для защиты машины от пыли, абразивных частиц, а вас от случайных травм.
Как правильно заточить сверло на станке
- При заточке следите за тем, чтобы оба буртика были одинаковыми. Если добиться такого совпадения, то ось вращения сверла будет полностью совпадать с центром отверстия.
- Всегда проверяйте надежность крепления абразивного круга перед заточкой.
- Всегда начинайте процесс с более грубого абразива. После того, как на сверле появится заусенец, можно сменить абразив на более мелкий.
- Следите за углом заточки.
- Не переключайте обмотки для реверса абразивного круга. Он всегда должен двигаться только в направлении лезвия.
Обратите внимание, что сверла не выдерживают чрезмерного нагрева. Регулярно охлаждайте стабилизатор во время заточки. Но ни в коем случае не погружайте в воду раскаленное сверло, так как в нем могут появиться полости.
Дополнительные принадлежности
- Направляющая
Чтобы сверло не удерживалось во время заточки (это может привести к травме), предусмотрите опору или направляющую в виде небольшой насадки. Изготавливается из полосы металла, согнутой, как показано на рисунке, и прикрученной к станине (основанию). На него опирается сверло и доводится до круга под нужным углом.
- Транспортир
Сделать на направляющей, описанной выше, метки (метки) под необходимые углы заточки. Пользоваться им станет намного удобнее.
Если вам это сложно, отрежьте верхнюю часть обычного транспортира и приклейте ее на направляющую.
Углы меньше 30 0 не используются для заточки, поэтому ими жертвуем.
- Универсальное крепление
Для облегчения заточки инструментов, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазок) и транспортира.
Описанная выше основная подложка делается широкой. К нему приклеен транспортир. Просверливается отверстие, в которое вставляется болт, служащий осью для поворотной поверхности.
На него на роликовых салазках установлена плита, на которой закреплена труба с патроном на оси. Сама пластина перемещается вперед/назад с помощью обычного механизма подачи (резьбовая ось).
В нижней части поворотной пластины закреплен стоп-индикатор смещения. Он служит для поворота устройства на нужный угол и его остановки.
Работа с приспособлением
Одним из основных параметров спирального сверла является угол наклона вершины, который для прочных металлов (сталь, чугун, твердая бронза, титан и др. ) составляет примерно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае производительность падает и инструмент перегревается, во втором сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Для соблюдения параметров заточки без специальных приспособлений необходимо иметь высокую квалификацию и опыт заточника инструмента. Ну а обывателю, особенно в бытовых условиях, сделать это будет практически невозможно.
Но при наличии некоторых инструментов и простых материалов можно изготовить не очень сложное, но надежное приспособление для заточки угла на вершине спирального сверла по твердому металлу.
Что может понадобиться для работы на устройстве
Для этого потребуются следующие инструменты:- штангенциркули;
- маркер;
- тиски для металла;
- болгарский;
- плоскогубцы;
- сварочный аппарат;
- Шлифовальный станок с наждачным кругом.
- гайка шестигранная обычная;
- корончатая гайка; болт
- того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Производственный процесс
Особенностью шестигранной гайки является то, что любые две смежные грани сходятся под углом 120 градусов. Примерно такой же размер уголка у спирального сверла для работы по твердым металлам. Это совпадение можно использовать для изготовления точилки спирального сверла.Для этого с помощью штангенциркуля и маркера на гайке намечаем линии разреза так, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющая два противоположных угла гайки. Сверло войдет в него продольно перед процессом заточки.
Для вырезания намеченного треугольного паза в гайке ее зажимают в тисках и болгаркой делают надрезы по ранее проведенным линиям. Можно использовать плоскогубцы, чтобы удалить отпиленные части гайки.