Как правильно паять паяльником провода: медные, алюминиевые
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру.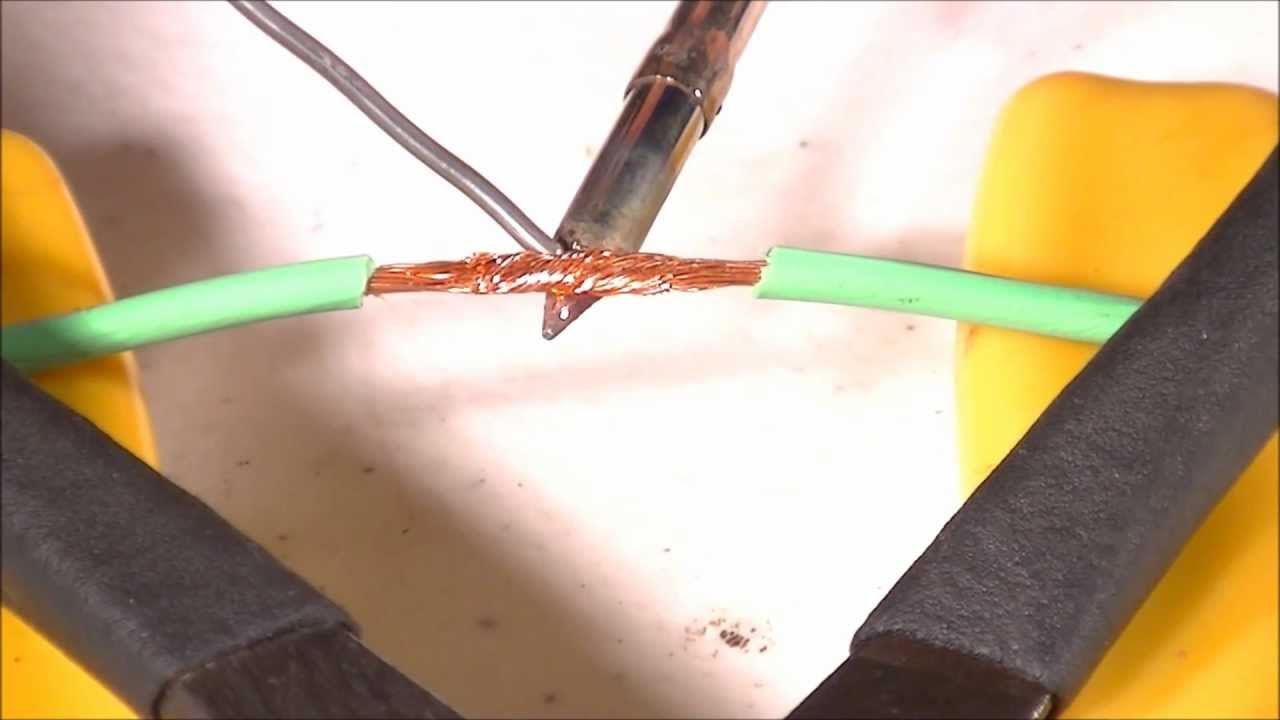
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка.
 Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается. Пассатижи — для того чтобы придерживать провода
 Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
 После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
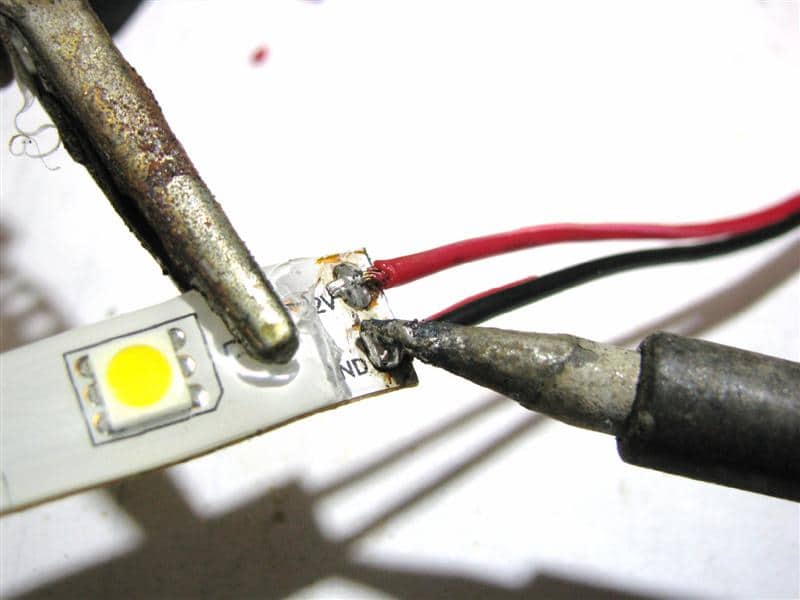
После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаиватьВот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Как паять провода паяльником с канифолью и оловом?
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения.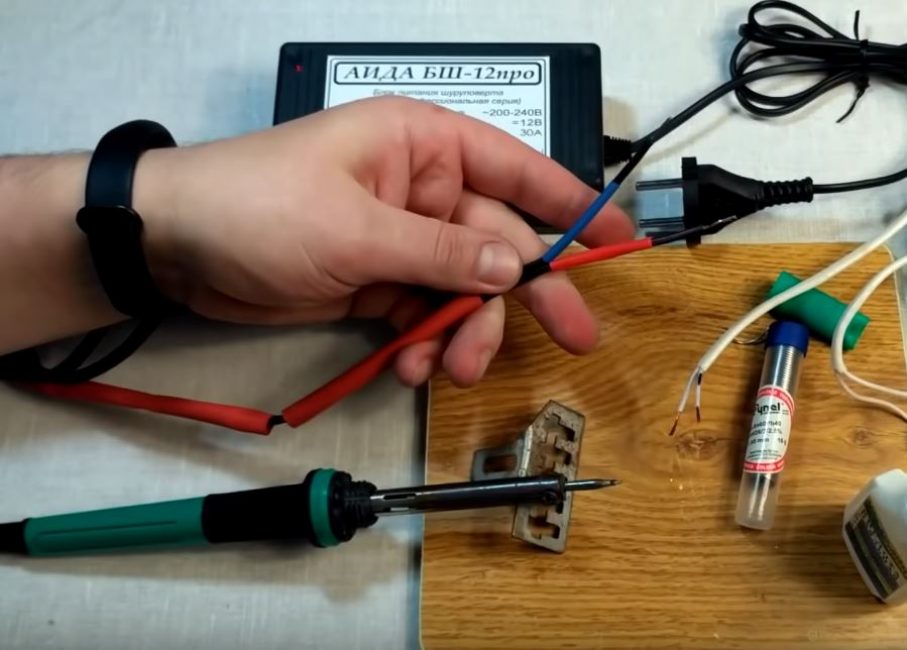 Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ.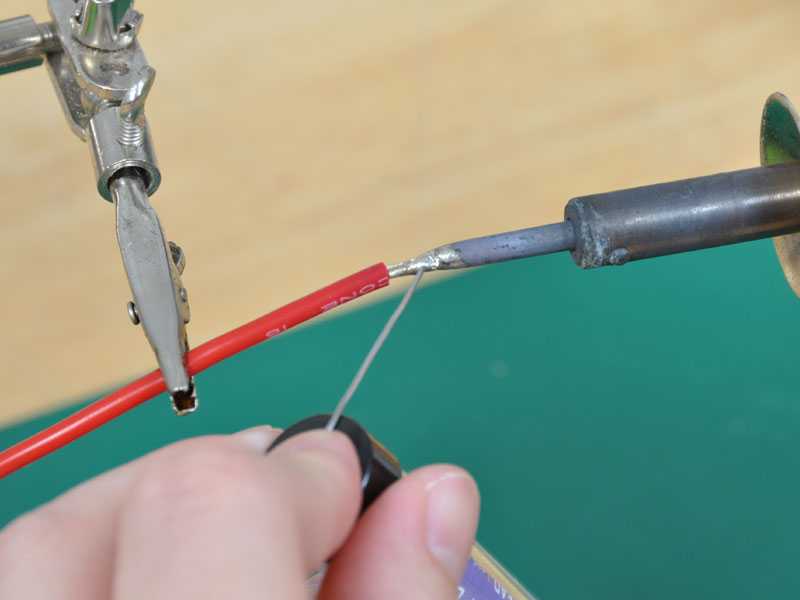 Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.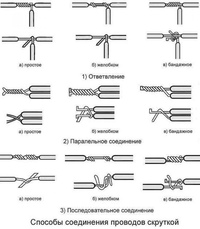
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.
Правильная пайка паяльником
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Паяем провода
соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами.
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
- Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
 Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
На видео можно наглядно увидеть, как выполняется работа:
Соединение провода, контакта или клеммы
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Многожильные провода
Все точно также. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Провода в изоляции
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Эмалированные провода
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
Кабеля из нескольких изолированных проводов
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.

Изоляция термоусаживающейся трубкой
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
 Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
[свернуть]
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как правильно паять многожильные и одножильные провода паяльником
Рубрика: Все про пайку Опубликовано 13.02.2020 · Комментарии: 0 · На чтение: 3 мин · Просмотры:Post Views: 1 215
Пайка проводки не всегда простая задача. Начинающие радиолюбители часто прибегают к использованию паяльной кислоты. Это фатальная ошибка. Все провода паяются канифолью без каких-либо трудностей.Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Для этой работы выберите жало типа мини волна. Оно массивное, и так как потребуется много припоя и большая площадь прогрева.
Стриппером изоляция легко удаляется.
Он не повреждает провода, отличие от бокорезов, плоскогубцев или лезвия.Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.
Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Пайка одножильных проводов
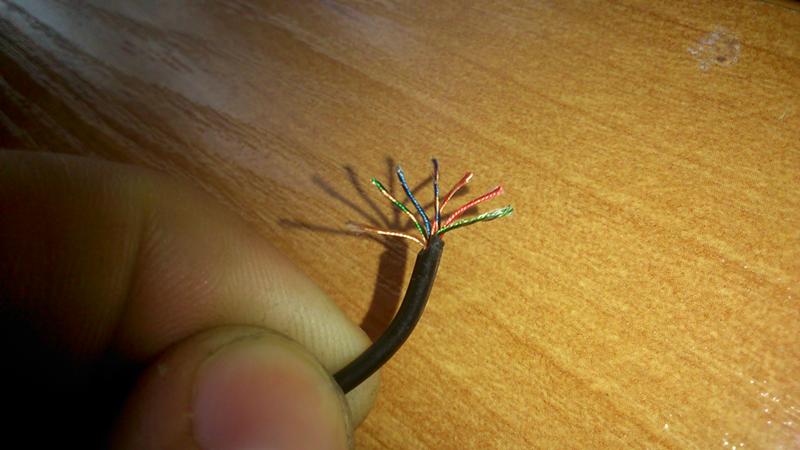
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Итог
Паять провода не всегда просто. Тем не менее, не нужно использовать паяльную кислоту и ставить высокие температуры на жале паяльника. Всегда изолируйте провода, иначе случайное замыкание может вывести из строя устройство.
Post Views: 1 215
Как паять тяжелые провода и кабели
первоначально опубликовал технологию 2015 г.
Обновлено 20.
 03.2020
03.2020Введение
Пайка толстых проводов может показаться узкоспециализированной. На самом деле, есть много ситуаций, в которых требуется этот навык.
Иногда нужно сделать новый кабель аккумулятора или починить разъемы на старом. Это могло быть где-то далеко от магазин, где нужно прямо сейчас закрепить кабель.
Есть много статей о том, как сделать кабели для аккумуляторов своими руками.Это подробно описывает мой собственный опыт, с некоторыми советами, которые вы, возможно, не найдете в другом месте.
Кабели для аккумуляторов своими руками не для всех. Многим будет проще заказать готовые и покончить с этим. Этот ссылка, эта, и эта должна привести вас к готовым кабели.
Что бы вы ни делали (в магазине или в домашних условиях), никогда не недооценивайте важность надежного подключения батарей.
Теперь давайте посмотрим, как выполнить кабельные соединения большого сечения.
Важное предупреждение
Вы берете на себя всю ответственность за все плохое, что может произойти, если вы попытаетесь паять, обжимать или что-то еще.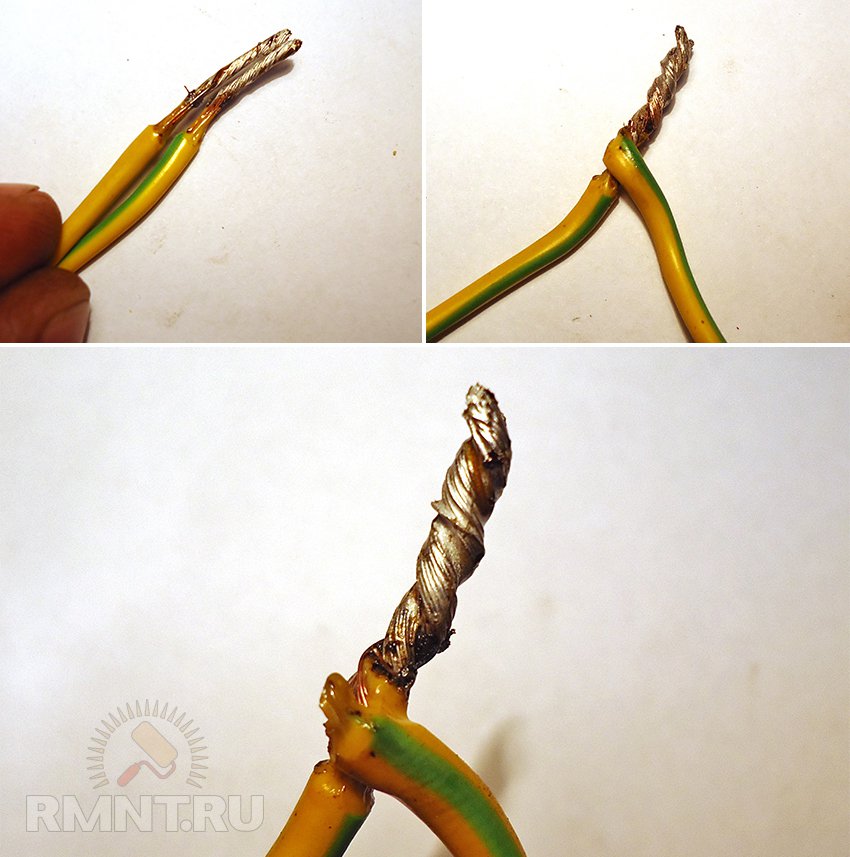 Припой обычно содержит свинец. Прочтите предупреждения и инструкции по технике безопасности, предоставленные производителем.
Припой обычно содержит свинец. Прочтите предупреждения и инструкции по технике безопасности, предоставленные производителем.Кабели с большим током могут быть опасны при подключении внезапно потерпели неудачу. Пару шальных проводов и прочее вдруг станет интересно.
Ни одна из этих сведений не претендует на соответствие нормам электротехнического законодательства. Действуйте на свой страх и риск.
A Quick Note
Статьи, подобные этой, возможны только при поддержке таких читателей, как вы, когда используете ссылки здесь, чтобы купить свое снаряжение.Небольшие комиссионные с продаж позволяют мне сохранять этот сайт идет. Спасибо заранее за вашу помощь.
В этой статье
Сращивание кабелей и шнуры для устройствРазмеры проводов и номиналы усилителя
The Workspace
Gonna Git Me Some Metal Glue
Зажимы для батарей
Дополнительные наконечники для пайки
Silver Braze
Подготовка кабелей
Обжим
Краткое описание метода
Шнуры для сращивания кабелей и устройства
В основном это касается аккумуляторных кабелей.
 Если хочешь
начните прокладывать новые кабели на бытовой технике, есть немного
вопрос. В большинстве случаев самым разумным решением будет заменить весь шнур питания, привязав его к соединительному блоку внутри устройства.
Если хочешь
начните прокладывать новые кабели на бытовой технике, есть немного
вопрос. В большинстве случаев самым разумным решением будет заменить весь шнур питания, привязав его к соединительному блоку внутри устройства.Я бы не рекомендовал использовать сращивание силового кабеля внутри вашего дома, если у вас нет опыта, чтобы знать, что делать, а чего не делать.
Опять же, паяное соединение на самом деле не является «стыком». Это металлическое соединение, которое обычно прочнее, чем сами провода.
Если вы не используете слишком тонкий провод для силы тока, нет причин, по которым он должен когда-либо стать достаточно горячим, чтобы снова расплавить припой. Вскоре мы рассмотрим это более подробно.
Рано или поздно вы найдете сделку на всю жизнь на какой-нибудь
оборудование, которое необходимо модифицировать. У него есть вилка, которая выглядит как
что-то из электростанции советских времен на Украине. А также
вы бы не знали … внутри нет клеммной колодки
прибор; просто проводное соединение.
Используйте здравый смысл, прежде чем решать подобную проблему. Знайте свои уравнения, такие как V = IR, P = VI и P = I 2 R. Ознакомьтесь с электрическими правилами и другими нормативными актами. Никаких гарантий там; Я просто рассказываю о технических аспектах.
Сечения проводов и номиналы усилителей
Знайте калибры своих проводов. Потребуются силовые кабели на 50 А Провода не менее 6-го калибра. Часто рекомендуется использовать более толстые провода чем нужно.
Используйте медь, а не алюминий. Я бы избегал медных связок алюминия, хотя я уверен, что многие люди используют его без вопросы.Для сильноточных вещей я бы использовал настоящую медь, если возможный.
Максимальные значения тока, показанные здесь, находятся на нижней стороне. Если вы делаете сварочные кабели, см. Также Часть II.
| Калибр провода | Текущий рейтинг | Диаметр неизолированного проводника | Стандартный размер медной трубки | Бобышки готовые |
| 8 AWG | 50 ампер | 0. 13 дюймов 13 дюймов | так называемые трубки рефрижератора 3/16 дюйма (внутренний диаметр 0,128 дюйма) | купите здесь |
| 6 AWG | 65 ампер | 0,16 дюйма | так называемая трубка холодильника 1/4 дюйма (внутренний диаметр 0,19 дюйма) | купите здесь |
| 4 AWG | 70 ампер | 0,20 дюйма | 1/4 дюйма (обычно около 0.30 дюймов) | купите здесь |
| 2 AWG | 95 ампер | 0,26 дюйма | 1/4 дюйма (обычно около 0,30 дюйма) | купите здесь |
| 1 AWG | 120 ампер | 0,29 дюйма | 1/4 дюйма (обычно внутренний диаметр около 0,30 дюйма) | |
| 1/0 AWG | 125 ампер | 0.32 дюйма | 3/8 дюйма (обычно внутренний диаметр около 0,40 дюйма) | купите здесь |
| 2/0 AWG | 145 ампер | 0,36 дюйма | 3/8 дюйма (обычно внутренний диаметр около 0,40 дюйма) | купите здесь |
Номинальные значения тока различаются в зависимости от предполагаемого назначения, изоляции типа и т. д. Я ориентируюсь на рейтинг THHN stranded провод.Посмотрите вокруг достаточно, и вы найдете разные оценки. Для приложений с напряжением 12 В ошибитесь на низком уровне боковая сторона. Даже если вы найдете таблицу, в которой провод 6 калибра оценивается как 100 усилители, я бы не стал это пробовать.
Размеры медных трубок тоже сбивают с толку; некоторые стандарты называют это по внутреннему диаметру. Холодильный шланг называется снаружи диаметр. Я перечислил размеры, которые должны работать как клеммные наконечники или муфтовые соединители. Вы также можете купить готовые ушки для конкретного калибр проволоки.
Рабочее пространство
Это действительно важно.Не делайте этого на шатком платформе или в плохо освещенном помещении. Пару поддонов брошено вниз по гравию – не лучшее рабочее место для пайки кабелей. (Я могу кое-что знать об этом …)
Бетонный пол или прочный рабочий стол подойдут.
Это действительно помогает, если есть что-нибудь, чтобы удерживать провода во время пайки. Вы можете подобрать пару таких мини-тисков для скамейки по дешевке. Прижмите их к краю рабочего стола. Использовать один для каждого кабеля (или только один, если кабель только один).Это не обязательно. Если вы не будете удерживать провода на месте, вы потратите огромное количество припаять и, вероятно, придется обрезать концы проводов и начать заново куча раз.
Никогда не недооценивайте важность хорошей подготовки рабочего места. Поработайте несколько раз на гравии … или на илистой почве … и вы действительно ценю хорошее рабочее место.
Не забудьте о вентиляции.
Купите респиратор прямо сейчас. Здесь даже не сомневайтесь; вам нужен один из них.Если вы вернетесь и Переходя между разными рабочими площадками, достаньте пару респираторов. Даже если паять на открытом воздухе, вы нужен респиратор! Пары канифоли разрушают ваши легкие. Пары канифоли могут испортить вас быстрее, чем свинец, который вы получите при пайке.
Многие люди много лет паяли без ношения респираторы. Позже они задавались вопросом, что случилось и почему они не мог больше дышать.
Не могу это исправить.
Пары канифоли действительно быстро не повреждают ваши легкие.Я бы также использовал вентилятор, чтобы отводить пары от вашего непосредственного окружения.
Клей для металла
Для тяжелых кабелей используется многожильный провод. Сплошную проволоку при таких диаметрах будет очень трудно согнуть.
Припой превращает многожильные провода в сплошные, а значит, нет гибкость. Просто имейте это в виду. Это не будет таким большим дело, если паяные соединения на концах, где у вас будет аккумулятор все равно проушины.
Многие говорят, что припой не должен быть конструкционным клей.Одна из причин заключается в том, что кто-то может попытаться паять грязные или жирные провода, использовать неправильный флюс или использовать плохую технику. Это сделало бы паяное соединение не очень прочным. У хорошего паяного соединения прочность на разрыв составляет несколько тысяч фунтов на квадратный дюйм. Медный провод обычно уступает место раньше, чем припой. Тем не менее, не используйте это для альпинистских снастей или чего-то подобного.
Запрещается использовать электрические провода для поддержки тяжелых грузов. тем не мение. Для изготовления сварочного кабеля или кабеля аккумулятора, паяные соединения должны быть в порядке.
Вот пара паяльных наконечников: используйте правильный флюс … и обязательно нагрейте металл там, где вы хотите, чтобы припой шел, а не там, где припой.
Как не делать кабели для батарей
При остывании припой не должен выглядеть тусклым или матовым. Этот припой сустав может уступить место в какой-то момент. Здесь я использовал неправильный поток на начало и неправильная смесь припоя. Если бы я начал с канифольным сердечником, это была бы нормальная пайка.К тому же зажим аккумулятора слишком хлипкий для калибра проводов. припаивается к нему.(Кстати, обратите внимание, что я использовал два отрезки провода 6-го калибра для утяжеления кабеля. Вид быдло.)
Это подводит нас к …..
Зажимы аккумулятора
Я использовал пружинные зажимы для батареек. Разумнее было бы припаять медные наконечники к концам кабеля. Убедитесь, что наконечники подходят для проволоки того размера, который вы используете.
Затем используйте барашковые гайки, чтобы прикрепить их к паре этих клемм аккумулятора или, что еще лучше, к этим потрясающим клеммам, сделанным в США. Они позволяют подключать к ним кабели с медными наконечниками, поэтому вам не нужно прикреплять большие тяжелые клеммные зажимы непосредственно к кабелям.
Хорошая морская батарея также будет иметь свои резьбовые штыри прямо на батарее. Это еще больше упрощает использование кабелей, изготовленных по индивидуальному заказу. (Морская батарея имеет глубокий цикл и выдерживает некоторые нагрузки, которые могут разрушить обычную батарею.)
Одна вещь, которую следует помнить о морских батарейных столбах: иногда столбы бывают двух разных размеров. Положительное значение может быть 3/8 дюйма, а отрицательным будет 5/16 “. (Умно, потому что тогда их сложнее соединить задом наперед.)
Другие жала паяльника
Хочу знать как не паять кабели? Это может включать использование припоя с твердой сердцевиной и флюсом из хлорида цинка, он же кислотный флюс. Или, нанеся флюс после того, как вы начнете нагревать металл. Вот как этого не делать. Металл не намочит пряди. Просто скатывается.
Если вы похожи на меня, вы потратите около 19,37 доллара на припой. прежде чем вы поймете, что это не сработает. Кислотный флюс, который проработали медную трубу, не годится для многожильного провода.Четный если вы сможете намочить все пряди, это вызовет коррозию позже.
Если вы хотите правильно припаять, есть два пути.
1.) Используйте канифольный флюс. Вы можете использовать жидкую канифоль или канифоль с пастой. Нанесите флюс на проволоку еще до того, как начнете ее нагревать. Каждый раз, когда я паяю, кажется, сначала я начинаю нагреваться, а затем добавляю поток. (Привычка, выработанная при пайке с флюсовым покрытием проволока.) Флюс должен быть сначала на проволоке, чтобы предотвратить окисление формирование. Тогда припой намочит металл.
2.) Используйте канифольный припой! Это не наносит канифоль на металл достаточно рано, чтобы остановить окисление. формирование. Как же тогда это работает? Канифоль становится разъедающей когда жарко, снимает оксид. Добавлены активаторы make it еще эффективнее.
Существует три типа припоя с канифолью: R, RMA и RA.
R-core – это чистый канифольный стержень с нет активатора. Лучше всего иметь чистый металл. Факел пайка, вероятно, не так хороша с припоем R-сердечника, потому что медь так быстро тускнеет.У меня нет припоя R-core для тестирования, но есть причина, по которой компании начали добавлять активаторы в канифольный стержень.
Далее идет RMA-core («Канифоль, умеренно активированный»). В нем есть немного активатора, чтобы удалить окисление с проводов.
Затем есть RA-core («канифоль, активированная»), наиболее активная канифольная сердцевина. Если вы собираетесь паять тяжелые медные кабели, используйте RA.
Припои Kester 44 имеют RA-сердечник. Для действительно толстого кабеля возьмите этот.(Я бы, по крайней мере, получил 0,062 дюйма для тяжелых кабелей.) Их серия 44 широко признана лучшим припоем с канифольным сердечником, который вы можете получить, или одним из них. Да, марка и тип припоя имеют значение. (ВНИМАНИЕ: всегда читайте инструкции производителя и правила техники безопасности.)
Серебряная пайка
Припой довольно легко плавится. Некоторые из них плавятся при 600-700 По Фаренгейту. Несколько свинцово-оловянных припоев, в том числе 50/50 и 63/37, Температура плавления не превышает 400 F. Oatey Safe Flow, бессвинцовый припой, плавится примерно при 450 ° C.
Если провода будут выдерживать чрезмерную перегрузку по току, они переплавят припой. Тогда провода могут разлететься. Живые провода попадают в случайные предметы было бы плохо.
Серебряная пайка имеет гораздо более высокую точка плавления (от 1300 до 1400 по Фаренгейту). Если твой по проводам проходит столько тока, что они достигают 1300 по Фаренгейту, возможно, вы где-то допустили ошибку в дизайне. Дело в том, серебро пайка не плавится, когда вы этого не хотите.
Не пытайтесь паять печатные платы серебром; это слишком много высокая температура.Однако для больших медных кабелей я бы определенно попробовал серебряная пайка.
Вам понадобится что-то, что выделяет достаточно тепла для серебра пайка. Вы можете паять серебро с обычным пропаном (он же «LPG») и один из этих фонарей пользователя Bernzomatic. Это может работать даже при пайке бронзы, если детали небольшие.
Или вы можете использовать воздух-ацетилен, в котором используется один из этих комплектов горелки, подключенный к баллону с ацетиленом “B”. А еще лучше купи этот набор фонарей.Супер-горячее вихревое пламя.
Наконец, вы можете даже использовать оксиацетилен. Это своего рода перебор для серебряной пайки, но на самом деле сильный жар может позволить вам проникнуть туда, припаять заготовку и убрать огонь. Более холодные горелки занимают больше времени, а значит, нагрев у него больше времени, чтобы разложить и нагреть другие вещи. Кислородно-ацетиленовый также позволяет выполнять сварку без необходимости электричество. А с оксиацетом можно делать обычную пайку бронзы, нанесение очень толстого, как сварной шов.
Если вы собираетесь паять кабели, лучше всего использовать медную или латунную втулку, которая надевается на провода.Возьмите несколько кусочков медных трубок 1/4 и 3/8 и отрежьте их до нужной длины.
Вокруг проводов не должно быть много места, если оно есть. Пайка впитается в узкое пространство между оголенным кабелем и медью рукав. Это образует структурно прочную связь. Хорошая пайка соединение примерно такое же прочное, как сварной (60 000–70 000 фунтов на кв. дюйм). Серебряный пайка должна быть хорошей, по крайней мере, до 40 000 фунтов на квадратный дюйм, если я правильно помню.
Серебряная проволока может дорого обойтись, но ее можно купить довольно дешево, если вы просто купите небольшую катушку из 20-го калибра. Возьмите «средний серебряный припой», который вообще не припой; это разновидность припоя. Возьмите тару Handy Flux. Он понадобится вам для пайки серебром. Эта комбинация кажется отлично подходят для соединений меди с медью, меди с латунью, латуни со сталью и наверное другие вещи.
Еще одна альтернатива – комплект от Harris.
Подготовьте кабели
Вам понадобится хорошее рабочее место и правильный припой или припой. И правильный фонарь.
Теперь о проводе.
Я уже упоминал об использовании пары дешевых тисков. Они будут удерживать провод или провода на месте во время пайки.
Вам необходимо удалить достаточно изоляции с проводов, чтобы облигация. Проблема в том, что если оголенная медь слишком короткая, изоляция будет слишком близко к жаре. Он расплавится и загорится. Там будет черный дым и неприятный беспорядок.
Обычный свинцово-оловянный припой не должен сильно нагреваться перед этим. тает. Вы сможете достаточно нагреть медь без выгорает вся изоляция.Главное сделать Убедитесь, что чистая медь чистая, прежде чем наносить на нее флюс. (Если вы используете припой с активированной канифолью, можно немного потускнеть.)
Контрольный список для подготовки проводов:
– Изоляция удалена достаточно далеко
– Медь чистая
– Кабели удерживаются на месте с помощью мини-тисков или чего-то подобного.
– Облейте концы кабеля канифолью перед нагреванием; или используйте припой RA-сердечника.
Затем припаять.
Метод только обжима
Некоторые рекомендуют опрессовать без пайки.Используя специальный инструмент, вы обжимаете короткий кусок трубки на кабель (или кабели). Если вы сделаете это правильно, они вероятно, не разойдется.
Если у вас есть способ предотвратить проскальзывание заготовки, вы можете даже использовать молоток и стальной пробойник, чтобы сделать обжим.
Обжимные соединения для проволоки узкого калибра схематичны. когда они много на открытом воздухе, они могут начать прерываться вы. Что еще хуже, многие из этих разъемов даже не из меди.
Для медных проводов большого сечения обжимные соединения могут будет хорошо.Я до сих пор считаю их схематичными, если в них нет припоя. Ничто не сравнится с паяное или паяное соединение для обеспечения электропроводности. Гофрированный соединения являются механическими, и механические соединения могут развиваться окисление. Вы можете подумать, что в металле нет места, но есть разрыв. Это может быть одна тысячная дюйма, но может образоваться коррозия. там.
Сводка
Большинство кабельных соединений можно припаять или даже припаять. Для изготовления аккумуляторных кабелей или сварочных кабелей припой лучше, чем обжимные соединения.Самые важные вещи:
1. У вас должно быть хорошее рабочее место с возможностью удерживать провода во время их пайки.
2. Используйте медные трубки правильного диаметра для изготовления собственных соединительных наконечников. Или просто купите уже готовые нужного размера. Например, здесь вы можете приобрести клеммные наконечники калибра 1/0.
3. Используйте правильный флюс. Для чего-нибудь электрического используйте канифольный флюс или просто припой для канифольных стержней. Не забудьте прочитать предупреждения производителя о безопасности; стандартный припой содержит свинец.
4. Не забудьте респиратор. Пары канифоли действительно разрушат ваши легкие.
Если вы нашли эту страницу полезной, информативной или занимательной, пожалуйста, помогите мне, купив ваши материалы по этим ссылкам. Ваша поддержка очень признателен, и это единственный способ поддерживать этот сайт в сети и добавлять на него полезные статьи.
Спасибо, что посетили эту страницу!
Связаться мне: 3 п o.t o. 1 2 0 с т у д и о.. c o m
Это не будет напрямую копировать и вставлять. Пожалуйста, введите его вручную в вашу почтовую программу.
Без пробелов между
письма.
Домашняя страница
Аудиогид
Что нового!
Заявление об отказе от ответственности
Фотографии и статьи защищены авторским правом 2015-2017. Все права защищены..
Руководства пользователя и инструкции
- Категории
- Младенец и дети
- Компьютеры и электроника
- Развлечения и хобби
- Модный стиль
- Здоровье и Красота
- Дом
- Промышленное и лабораторное оборудование
- Медицинское оборудование
- Офис
- Забота о животных
- Спорт и отдых
- Транспортные средства и аксессуары
- Типы верхов
- Аудио и домашний кинотеатр
- Камеры и видеокамеры
- Компьютерные кабели
- Компоненты компьютера
- Компьютеры
- Устройства ввода данных
- Хранение данных
- Сеть
- Печать и сканирование
- Проекторы
- Умные носимые устройства
- Программное обеспечение
- Телекоммуникации и навигация
- телевизоров и мониторов
- Гарантия и поддержка
- другое →
- Камеры и видеокамеры
- Ведущие бренды
- Acer
- AEG
- Aeg-Electrolux
- Bosch
- Canon
- Dell
- Electrolux
- Fujitsu
- Хама
- лс
- LG
- Panasonic
- Philips
- Samsung
- Sony
- другое →
- AEG
- Лучшие типы
- Информационно-развлекательная система
- Музыкальные инструменты
- Видеоигры и приставки
- другое →
- Музыкальные инструменты
- Ведущие бренды
- Acer
- AEG
- Asus
- Electrolux
- ЭСАБ
- Хама
- лс
- Jabra
- LG
- Panasonic
- Philips
- Samsung
- Shimano
- Sony
- Xerox
- другое →
- AEG
- Верхние типы
- Обвязочные машины
- Доски
- Калькуляторы
- Настольные принадлежности и принадлежности
- Принадлежности для рисования
- Набор для чистки оборудования
- Папки, подшивки и указатели
- Ламинаторы
- Почтовые принадлежности
- Резаки для бумаги
- Уничтожители бумаг
- Сортировщики
- Принадлежности для хранения офисной техники
- Письменные принадлежности
- Бумага писчая
- другое →
- Доски
- Лучшие бренды
- Baumer
- Canon
- Данфосс
- Dell
- Garmin
- Хама
- лс
- NXP
- Philips
- Пульсар
- Samsung
- Торо
- Trendnet
- ViewSonic
- Xerox
- другое →
- Canon
- Типы верха
- Постельные принадлежности и постельное белье
- Очистка и дезинфекция
- Инструменты для самостоятельной работы
- Бытовая техника
- Домашний декор
- Мебель для дома
- Домашняя безопасность и автоматизация
- Принадлежности для кухни и дома
- Кухонные принадлежности
- Освещение
- другое →
- Очистка и дезинфекция
Как паять – Учебник по пайке
Как паять – Учебник по пайкеКак припаять
Пайка определяется как «соединение металлов плавлением сплавов с относительно низкими температурами плавления».Другими словами, вы используете металл с низкой температурой плавления, чтобы склеить склеиваемые поверхности. Учтите, что пайка больше похожа на склеивание расплавленным металлом, в отличие от сварки, при которой основные металлы фактически плавятся и соединяются. Пайка также является обязательным навыком для всех видов работ с электрикой и электроникой. Это также навык, которому нужно правильно обучать и развивать с практикой.
В этом руководстве будут рассмотрены наиболее распространенные типы пайки, необходимые для работы с электроникой.Это включает в себя пайку компонентов на печатных платах и пайку сварного соединения проводов.
Паяльное оборудование
- Паяльник / пистолет
- Первое, что вам понадобится, это паяльник, который является источником тепла, используемым для плавления припоя. Утюги мощностью от 15 до 30 Вт подходят для большинства работ с электроникой и печатными платами. Если мощность выше, вы рискуете повредить компонент или плату. Если вы собираетесь паять тяжелые компоненты и толстую проволоку, вам следует приобрести утюг большей мощности (40 Вт и выше) или один из больших паяльных пистолетов.Основное различие между утюгом и пистолетом заключается в том, что утюг имеет форму карандаша и разработан с точечным источником тепла для точной работы, в то время как пистолет имеет знакомую форму пистолета с большим наконечником высокой мощности, нагреваемым за счет протекания электрического тока непосредственно через него. .
Паяльник мощностью 30 Вт
Паяльный пистолет 300 ВтПри использовании электроники для любителей паяльник, как правило, является предпочтительным инструментом, поскольку его небольшой наконечник и низкая теплоемкость подходят для работы с печатными платами (например, для сборочных комплектов).Паяльный пистолет обычно используется при пайке в тяжелых условиях, например, для соединения толстых проводов, пайки кронштейнов с шасси или работы с витражами.
Следует выбирать паяльник с трехконтактной заземляющей вилкой. Заземление поможет предотвратить накопление паразитного напряжения на жало паяльника и потенциально повредить чувствительные (например, CMOS) компоненты. По своей природе паяльные пистолеты довольно «грязны» в этом отношении, поскольку тепло генерируется за счет короткого замыкания тока (часто переменного тока) через наконечник из формованной проволоки.Оружие будет гораздо реже использоваться в электронике для любителей, поэтому, если у вас есть только один выбор инструмента, утюг – это то, что вам нужно. Для новичка лучше всего подходит диапазон от 15 Вт до 30 Вт, но имейте в виду, что на конце этого диапазона 15 Вт вам может не хватить мощности для соединения проводов или более крупных компонентов. По мере роста вашего мастерства утюг мощностью 40 Вт станет отличным выбором, поскольку он способен выполнять несколько более крупных работ и очень быстро делает соединения. Имейте в виду, что часто лучше использовать более мощный утюг, чтобы не тратить много времени на нагревание соединения, которое может повредить компоненты.
Разновидностью основного пистолета или паяльника является паяльная станция, в которой паяльный инструмент подключен к источнику переменного тока. Паяльная станция может точно контролировать температуру паяльного жала, в отличие от стандартного пистолета или утюга, где температура жала будет увеличиваться в режиме ожидания и уменьшаться при нагревании соединения. Однако цена паяльной станции часто в десять-сто раз превышает стоимость базового паяльника, и поэтому она не подходит для рынка хобби.Но если вы планируете выполнять очень точную работу, например, поверхностный монтаж, или проводить 8 часов в день за паяльником, вам следует подумать о паяльной станции.
В оставшейся части этого документа предполагается, что вы используете паяльник, так как это то, что требуется для большинства работ с электроникой. Методы использования паяльного пистолета в основном такие же, с той лишь разницей, что тепло выделяется только при нажатии на спусковой крючок.
- Припой
- Выбор припоя также важен.Доступно несколько видов припоя, но только некоторые из них подходят для работы с электроникой. Самое главное, вы будете использовать только канифольный припой для сердечника. Кислотный припой с сердечником распространен в хозяйственных магазинах и магазинах товаров для дома, но предназначен для пайки медных водопроводных труб, а не электронных схем. Если в электронике используется припой с кислотным сердечником, кислота разрушит следы на печатной плате и разъедет выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям.
Для большинства работ с печатными платами желателен припой диаметром от 0,75 мм до 1,0 мм. Можно использовать более толстый припой, который позволит быстрее паять более крупные соединения, но затруднит пайку мелких соединений и увеличит вероятность образования паяных перемычек между близко расположенными контактными площадками печатной платы. Сплав 60/40 (60% олова, 40% свинца) используется для большинства электронных работ. В наши дни также доступно несколько бессвинцовых припоев. Припой Kester “44” Rosin Core уже много лет является основным продуктом электроники и продолжает оставаться доступным.Он доступен в нескольких диаметрах и имеет неагрессивный флюс.
Для больших стыков, таких как пайка кронштейна к шасси с помощью паяльного пистолета высокой мощности, потребуется отдельное нанесение кисти на флюс и припой толщиной несколько миллиметров.
Помните, что при пайке флюс в припое выделяет пары при нагревании. Эти пары вредны для ваших глаз и легких. Поэтому всегда работайте в хорошо проветриваемом помещении и избегайте вдыхания образующегося дыма.Горячий припой тоже опасен. На удивление легко плеснуть на себя горячий припой, а это очень неприятное занятие. Также рекомендуется защита глаз.
- Лужение паяльного жала
- Перед использованием новое или очень грязное паяльное жало необходимо залудить. «Лужение» – это процесс нанесения на жало паяльника тонкого слоя припоя.Это способствует теплопередаче между наконечником и компонентом, который вы паяете, а также дает припою основание, из которого он вытекает.
- Шаг 1. Разогрейте утюг
- Тщательно прогрейте паяльник или пистолет. Убедитесь, что он полностью нагрелся, потому что вы собираетесь расплавить на нем много припоя. Это особенно важно, если утюг новый, поскольку на него могло быть нанесено какое-либо покрытие для предотвращения коррозии.
- Шаг 2. Подготовьте немного места
- Пока паяльник разогревается, подготовьте немного места для работы. Смочите немного губки и поместите ее в основание подставки для паяльника или в посуду поблизости. Положите кусок картона на случай, если капнет припой (возможно, так и будет), и убедитесь, что у вас есть место для комфортной работы.
- Шаг 3: Тщательно покройте кончик припоем
- Тщательно покройте жало паяльника припоем.Очень важно покрыть весь наконечник. Во время этого процесса вы будете использовать значительное количество припоя, и он будет стекать, так что будьте готовы. Если вы оставите какую-либо часть наконечника открытой, она будет собирать остатки флюса и не будет хорошо проводить тепло, поэтому пропустите припой вверх и вниз по наконечнику и полностью вокруг него, чтобы полностью покрыть его расплавленным припоем.
- Шаг 4. Очистите жало паяльника
- Убедившись, что наконечник полностью покрыт припоем, протрите наконечник влажной губкой, чтобы удалить все остатки флюса.Сделайте это немедленно, чтобы флюс не успел высохнуть и затвердеть.
- Шаг 5: Готово!
- Вы только что залудили жало паяльника. Это необходимо делать каждый раз при замене жала или его чистке, чтобы утюг сохранял хорошую теплоотдачу.
Вы также можете посмотреть процесс лужения на видео ниже (требуется Flash):
Подготовка к пайке
Пайка печатной платы (PCB)
Пайка печатной платы, вероятно, является наиболее частой задачей пайки, которую выполняет любитель электроники.Базовые техники довольно легко усвоить, но для овладения этим навыком потребуется немного практики. Лучший способ попрактиковаться – купить простой комплект электроники или собрать простую схему (например, светодиодный чейзер) на монтажной плате. Не покупайте этот дорогой комплект и не погружайтесь в крупный проект после того, как спаяете всего несколько стыков.
Припаивание компонентов на печатную плату включает подготовку поверхности, размещение компонентов и затем пайку стыка.
- Шаг 1: Подготовка поверхности:
- Чистая поверхность очень важна, если вы хотите получить прочное паяное соединение с низким сопротивлением.Все паяемые поверхности должны быть хорошо очищены. Подушечки 3M Scotch Brite, приобретенные в магазине товаров для дома, в магазине промышленных товаров или в автомастерской, являются хорошим выбором, поскольку они быстро удаляют потускнение поверхности, но не истирают материал печатной платы. Обратите внимание, что вам понадобятся промышленные подушечки , а не подушечки для чистки кухни, пропитанные очистителем / мылом. Если у вас есть особенно сильные отложения на доске, то допускается использование тонкой стальной ваты, но будьте очень осторожны с досками с жесткими допусками, поскольку мелкая стальная стружка может застрять между подушками и в отверстиях.
После того, как вы очистили плату до блестящей меди, вы можете использовать растворитель, такой как ацетон, для очистки любых остатков чистящей салфетки, которые могут остаться, и для удаления химических загрязнений с поверхности платы. Метилгидрат – еще один хороший растворитель и немного менее вонючий, чем ацетон. Имейте в виду, что оба этих растворителя могут удалить чернила, поэтому, если ваша доска покрыта шелкографией, сначала проверьте химические вещества, прежде чем промывать всю доску из шланга.
Несколько струй сжатого воздуха высушат доску и удалят весь мусор, который мог скопиться в отверстиях.
Также никогда не помешает быстро протереть выводы компонентов, чтобы удалить клей или потускнение, которые могли образоваться со временем.
- Шаг 2: Размещение компонентов
- После очистки компонента и платы вы готовы разместить компоненты на плате. Если ваша схема не проста и не содержит только несколько компонентов, вы, вероятно, не будете размещать все компоненты на плате и паять их сразу.Скорее всего, вы будете паять несколько компонентов за раз, прежде чем переворачивать плату и устанавливать другие. В общем, лучше всего начинать с самых маленьких и плоских компонентов (резисторы, ИС, сигнальные диоды и т. Д.), А затем переходить к более крупным компонентам (конденсаторы, силовые транзисторы, трансформаторы) после того, как мелкие детали будут готовы. Благодаря этому плата остается относительно плоской, что делает ее более устойчивой во время пайки. Также лучше всего сохранить чувствительные компоненты (полевые МОП-транзисторы, ИС без разъемов) до конца, чтобы уменьшить вероятность их повреждения во время сборки остальной схемы.
При необходимости согните выводы и вставьте компонент в соответствующие отверстия на плате. Чтобы удерживать деталь на месте во время пайки, вы можете согнуть выводы в нижней части платы под углом 45 градусов. Это хорошо работает с деталями с длинными выводами, такими как резисторы. Компоненты с короткими выводами, такие как гнезда для микросхем, можно удерживать на месте с помощью небольшой малярной ленты, или вы можете согнуть выводы, чтобы закрепить их на контактных площадках печатной платы.
На изображении ниже резистор готов к пайке и удерживается на месте слегка изогнутыми выводами.
- Шаг 3: нанесите тепло
- Нанесите очень небольшое количество припоя на кончик утюга. Это помогает отвести тепло к компоненту и плате, но соединение , а не припой . Чтобы нагреть соединение, положите конец утюга так, чтобы он упирался в вывод компонента и плату . Очень важно нагреть вывод и плату, в противном случае припой просто скапливается и не прилипнет к неотапливаемому предмету.Небольшое количество припоя, нанесенного на наконечник перед нагревом соединения, поможет установить контакт между платой и выводом. Обычно требуется секунда или две, чтобы соединение стало достаточно горячим для пайки, но более крупные компоненты и более толстые контактные площадки / дорожки будут поглощать больше тепла и это время может увеличиться.
Если вы видите, что область под площадкой начинает пузыриться, прекратите нагрев и снимите паяльник, потому что вы перегреваете площадку и она может подняться. Дайте ему остыть, затем осторожно нагрейте его еще раз гораздо меньше времени.
- Шаг 4. Нанесите припой на соединение
- Как только вывод компонента и паяльная площадка нагреются, можно приступать к нанесению припоя. Прикоснитесь кончиком припоя к выводу компонента и контактной площадке, но не кончик паяльника. Если все достаточно горячее, припой должен свободно течь по выводу и контактной площадке. Вы увидите, как расплав флюса также разжижается, пузырится вокруг стыка (это часть его очищающего действия), вытекает и выпускает дым.Продолжайте добавлять припой в соединение, пока контактная площадка не будет полностью покрыта, и припой не образует небольшой холмик со слегка вогнутыми сторонами. Если он начинает скручиваться, вы использовали слишком много припоя или контактная площадка на плате недостаточно горячая.
После того, как поверхность контактной площадки будет полностью покрыта, вы можете прекратить добавление припоя и удалить паяльник (в указанном порядке). Не перемещайте соединение в течение нескольких секунд, так как припою нужно время, чтобы остыть и снова затвердеть. Если вы переместите сустав, вы получите то, что называется «холодным суставом».Об этом свидетельствует его характерный тусклый и зернистый вид. Многие холодные соединения можно исправить, повторно нагревая и нанося небольшое количество припоя, а затем давая им остыть, не нарушая их.
- Шаг 5. Осмотр стыка и очистка
- После того, как соединение выполнено, вы должны его осмотреть. Проверьте, нет ли холодных стыков (описано немного выше и подробно ниже), шорт с прилегающими накладками или плохой текучести. Если соединение проходит, переходите к следующему.Чтобы обрезать вывод, используйте небольшой набор боковых ножей и разрежьте верхнюю часть паяного соединения.
После выполнения всех паяных соединений рекомендуется удалить с платы все лишние остатки флюса. Некоторые флюсы гигроскопичны (они поглощают воду) и могут медленно поглощать достаточно воды, чтобы стать слегка проводящими. Это может быть серьезной проблемой во враждебной среде, например в автомобильной среде. Большинство флюсов легко очищается с помощью метилгидрата и тряпки, но для некоторых потребуется более сильный растворитель.Используйте соответствующий растворитель для удаления флюса, затем продуйте плату сжатым воздухом.
- Посмотреть видео
- На видео ниже вы можете посмотреть, как паяется несколько стыков.
- Конформные покрытия
- Если печатная плата, которую вы только что припаяли, будет использоваться в агрессивной среде, где она подвергается воздействию влаги, грязи или химикатов, может быть хорошей идеей нанести защитное покрытие, например, изготовленное MG Chemicals.Эти покрытия наносятся на печатную плату для защиты от вредных воздействий окружающей среды. Покрытия обычно на основе лака, силикона или уретана наносятся на обе стороны доски после того, как она полностью собрана и протестирована .
Соединения холодной пайки
«Холодное паяное соединение» может возникнуть, когда компонент, плата или то и другое нагревается недостаточно сильно. Другой распространенной причиной является перемещение компонента до того, как припой полностью остынет и затвердеет.Холодный сустав хрупкий и склонен к физическим повреждениям. Это также обычно соединение с очень высоким сопротивлением, которое может повлиять на работу цепи или вызвать ее полный отказ.
Холодные стыки часто можно распознать по характерному зернистому тускло-серому цвету, но это не всегда так. Холодное соединение часто может выглядеть как шарик припоя, сидящий на контактной площадке и окружающий вывод компонента. Кроме того, вы можете заметить трещины в припое, и соединение может даже сдвинуться.Ниже приведено шокирующее изображение каждого примера плохого паяного соединения, которое вы когда-либо видели. Похоже, что этот комплект FM-передатчика был собран с использованием техники «нанести припой на железо, а затем капнуть на стык». Если ваши суставы выглядят так, то остановите и потренируйтесь, перечитав эту страницу. Обратите внимание, что ни одно из этих соединений не является приемлемым, но, что удивительно, схема работала.
Большинство соединений холодной пайки легко фиксируются. Обычно все, что требуется, – это повторно нагреть соединение и нанести еще немного припоя.Если на стыке уже слишком много припоя, то стык придется распаять, а затем снова припаять. Для этого сначала удалите старый припой с помощью инструмента для удаления припоя или просто нагрейте его и стряхните утюгом. Как только старый припой будет удален, вы можете спаять соединение, тщательно нагревая его и оставляя неподвижным, пока он остынет.
Пайка проводов или стыков
Другой очень распространенной задачей является пайка стыка между двумя или более проводами.В отличие от пайки печатной платы, где компонент обычно удерживается только самим паяным соединением, стык между проводами должен быть физически прочным до его пайки. Обычно это означает правильное скручивание проводов, а затем их пайку. Области, где вы увидите паяные соединения проводов, – это ремонт кабелей и автомобильная проводка. В этих случаях стык также необходимо заизолировать после пайки.
- Шаг 1. Зачистите соединяемые провода, наденьте изоляцию
- Термоусадочные трубки обычно являются предпочтительным методом изоляции стыков проводов.Доступны два основных типа термоусадки; Клейкая подкладка и неклейкая подкладка. Неклейкая трубка образует только изолирующий барьер и поэтому подходит для использования только тогда, когда соединение не будет подвергаться воздействию влаги, химикатов или других агрессивных сред. Термоусадочная трубка с клеевым покрытием покрыта термочувствительным клеем, который плавится для герметизации соединения при нагревании трубки. Таким образом, он образует полностью герметичное соединение и используется, когда стык будет подвергаться воздействию влаги или других элементов, которые могут повлиять на соединение.Например, при ремонте шнура лампы вы можете использовать термоусадочную трубку без клейкой пленки, а при установке автомобильной стереосистемы использовать трубки с клейкой подкладкой.
Используйте термоусадочную трубку диаметром примерно в 1,5–2 раза больше диаметра соединяемых проводов. Отрежьте трубку такой длины, чтобы она выходила за каждую сторону соединения не менее чем на 0,5 дюйма, а затем наденьте ее на один из концов проволоки.
Теперь снимите примерно 2,5 см изоляции с каждого конца провода.Если вы соединяете довольно толстый провод (толще, чем 12 калибр), вы можете снять немного больше изоляции, чтобы упростить скручивание провода.
- Шаг 2. Скрутите провода вместе
- Перед пайкой проводов необходимо прочное механическое соединение, поэтому их необходимо скрутить вместе. Провода будут скручены в так называемом «соединении обходчика», где провода соединяются по прямой линии, а не скручиваются вместе в форме буквы «V».
Удерживайте оголенные концы проводов вместе в форме «X», чтобы их середины пересекались друг с другом, а затем скрутите один из проводов вдоль длины другого провода. Затем закрутите вторую сторону в тон. В итоге вы получите прочное соединение проволоки, которое обычно не намного толще самой проволоки.
- Шаг 3: нанесите тепло
- Нагрейте нижнюю часть стыка проводов и используйте более толстую часть паяльного жала.Если вы нагреете верхнюю часть провода, вы получите большие потери тепла из-за его повышения. Более толстая часть паяльного наконечника будет проводить больше тепла в стыке проводов. Это также помогает слегка намочить кончик паяльника, чтобы улучшить теплопередачу. Чем толще стык проволоки, тем больше тепла потребуется. Будьте осторожны, потому что на тонких проводах с дешевой изоляцией вы можете немного расплавить их, если перегреете соединение. Как только соединение станет достаточно горячим (хорошая подсказка – когда припой, который вы использовали для смачивания кончика утюга, попадает в соединение), вы можете переходить к нанесению припоя.
После того, как вы припаяете несколько этих соединений, вы сможете судить, сколько тепла необходимо приложить, исходя из толщины провода.
- Шаг 4. Нанесите припой на соединение
- При полностью нагретом стыке нанесите припой на стык чуть выше паяльного жала. Если он не начнет таять сразу, вам понадобится больше тепла.Как только припой начнет плавиться, он потечет в стык вокруг паяльника. По мере того, как припой течет, перемещайте наконечник вдоль стыка проводов, нанося припой. Соединение должно начать втягивать припой по мере его нанесения. Если вы обнаружите, что припой скапливается в месте соприкосновения с соединением, но не течет внутри, вам потребуется больше тепла. Продолжайте добавлять припой, пока соединение не будет полностью покрыто. Вы по-прежнему должны видеть очертания отдельных жил проводов, но не должно быть видно меди на проводе.Если вы добавите слишком много припоя до того момента, когда соединение превратится в каплю, вы получите хрупкое соединение, и излишки припоя необходимо будет удалить.
- Шаг 5: Очистите флюс
- Если стык проводов должен быть герметизирован или использоваться в зоне, подверженной воздействию влаги, необходимо удалить флюс. Некоторые флюсы впитывают влагу или другие химические вещества и вызывают коррозию стыков. Хотя существуют химические вещества для удаления флюса, большинство флюсов можно очистить с помощью метилгидрата, доступного в любом хозяйственном магазине.Некоторые даже растворимы в воде.
- Шаг 6: Изолируйте стык
- Сдвиньте термоусадочную трубку так, чтобы она равномерно покрывала стык, и приложите тепло для ее усадки. В идеале вам понадобится тепловая пушка для этого, но можно использовать и простую зажигалку, если вы поддерживаете движение пламени, чтобы избежать ожога трубки или провода. Если вы использовали термоусадочную пленку с клеевым покрытием, вам нужно нагреть трубку до тех пор, пока она полностью не сузится вокруг проволоки и на концах не вытечет немного клея.Термоусадку без футеровки можно нагревать до плотного прилегания к стыку. Вы можете перегреть эту фигню. Если будет использовано слишком много тепла, изоляция под ней начнет разрушаться и может образовать пузырь. Пузырьки также могут возникнуть, если нагреть трубки с клеевым покрытием до точки, при которой они закипят.
- Готово! Теперь просто посмотрите видео
- Вот и все! Теперь ваше проволочное соединение готово. Вы можете посмотреть этот процесс на видео ниже:
Советы и хитрости
Пайка – это то, что нужно практиковать.Эти советы должны помочь вам добиться успеха, чтобы вы могли перестать заниматься и приступить к серьезному строительству.
- Используйте радиаторы. Радиаторы необходимы для выводов чувствительных компонентов, таких как микросхемы и транзисторы. Если у вас нет зажима на радиаторе, то вместо него можно использовать плоскогубцы.
- Держите наконечник утюга в чистоте. Чистый железный наконечник означает лучшую теплопроводность и лучшее соединение. Используйте влажную губку, чтобы очистить наконечник между стыками.Держите кончик хорошо луженым.
- Двойная проверка стыков. При сборке сложных схем рекомендуется проверять соединения после их пайки. Используйте увеличительное стекло, чтобы осмотреть соединение, и измеритель, чтобы проверить сопротивление.
- Сначала припаяйте мелкие детали. Припаяйте резисторы, перемычки, диоды и любые другие мелкие детали, прежде чем паять более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку.
- Устанавливайте чувствительные компоненты в последнюю очередь. Устанавливайте КМОП-микросхемы, полевые МОП-транзисторы и другие компоненты, чувствительные к статическому электричеству, в последнюю очередь, чтобы не повредить их во время сборки других деталей.
- Используйте соответствующую вентиляцию. Запрещается вдыхать большинство флюсов для пайки. Избегайте вдыхания образующегося дыма и убедитесь, что в помещении, в котором вы работаете, имеется достаточный поток воздуха, чтобы предотвратить накопление вредных паров.
Безопасность при пайке
Хотя пайка, как правило, не является опасным занятием, следует помнить о нескольких вещах.Первое и наиболее очевидное – это высокие температуры. Паяльники будут иметь температуру 350F или выше и очень быстро вызовут ожоги. Обязательно используйте подставку для поддержки утюга и держите шнур вдали от мест с интенсивным движением. Сам припой может капать, поэтому имеет смысл избегать пайки открытых частей тела.