Спайка меди с латунью
Takeda-Lviv
Подскажите пожалуйста чем можно спаять медь с латунью в домашних условиях. Я пробовал оловом, но есть опасения что после чернения серной мазью соединение будет непрочным. Какие мысли по этому поводу?
kU
после чернеия прочность не изменится, но шов станет заметнее
Garun
Лучше вообще не паять, шов будет портить все впечетле. Латунную вставочку подогнать так чтоб она зашла в каширу внатяг, чуть подвальцевать, зашлифовать и ОК!
Takeda-Lviv
Заметный шов не проблема, с одной стороны сеппа, а с другой рукоять.
Латунную вставочку подогнать так чтоб она зашла в каширу внатяг, чуть подвальцевать, зашлифовать и ОК!Ну не знаю! Кашира для того чтоб рукоять крепко обжимать, а так может разойтись.
 (Забыл написать кашира для тренировочного меча, значит нужна надежность).
(Забыл написать кашира для тренировочного меча, значит нужна надежность).Пробную я паял без флюса без ничего на газовой камфорке, олово нормально растеклось по шву. Это нормальная технология пайки?
NikSamara
При нагреве на конфорке латунь и медь покрывается тонким слоем окисла и пайка практически невозможна, не будет припой держаться. Для пайки однако паяльник надобен и флюс. Зачищаются спаиваемые поверхности как раз для того, чтобы убрать окисную пленку, флюс обязателен – спирт с канифолью или паяльный жир, Тут опыт в пайке нужон. Кислоту не советую.
С уважением, Николай.
Garun
Ну не знаю! Кашира для того чтоб рукоять крепко обжимать, а так может разойтись. (Забыл написать кашира для тренировочного меча, значит нужна надежность).
Так обечайка каширы спаяна медью или цельнотянутая должна быть, тогда все будет нормально.
Garun
И потом, кашира на “тягу” почти не влияет, чтоб цука не разошлась и не лопнула ее нужно делать из магнолии или на худой конец из ольхи, клей ПВА ну и обмотка потуже. Ну и точность врезки по накаго тоже не последнее дело.
Kai_Krapivnik
NikSamara а почему кислоту не советуете?
а что мешает зачистить, облудить спаиваемые поверхности тонким слоем олова, потом всё это соединить в одно целое,подогнать даже если олова много можно думаю киянкой,олово оно же мягкое,а после уже греть на конфорке? олово расплавится и спаяет то что надо,а что бы слишком не вытекло можно на листочке алюминия от жестянки пивной или на листе нержи небольшом.можно даже с излишком олова а потом зачистить до жёлтого(красного)металла.
ishimo
Припоями ПСР .Газовой или бензиновой гарелкой. Паять с бурой , или с флюсом типа ВС 209. Был бы ты Takeda-Moscow ,я б тебе сам запаял…
Паять с бурой , или с флюсом типа ВС 209. Был бы ты Takeda-Moscow ,я б тебе сам запаял…
Takeda-Lviv
облудить спаиваемые поверхности тонким слоем олова, потом всё это соединить в одно целоеОтличная идея! Как-то и не сообразил сразу!
Takeda-Lviv
облудить спаиваемые поверхности тонким слоем олова, потом всё это соединить в одно целоеДа, кстати греть то кроме газовой конфорки нечем. Только паяльник на 40 Вт.
Gerasim 2011
Да, кстати греть то кроме газовой конфорки нечем. Только паяльник на 40 Вт.В продаже много одноразовых газовых горелок , а лучше горелка и сменные газовые баллончики. С бурой в качестве флюса сосед паял цинком ( стаканчик от батарейки), и шов незаметен.
NikSamara
Вот блин, про то, что спаиваемые поверхности нужно залудитья упустил, а это важно!
Кислоту применяю для пайки скажем так железа и чтоб потом нейтрализовать можно было спокойно, а здесь зазоры, трудновато будет, и потом реакция может пойти, видок будет не айс.
Спаять можно и 40вт. паяльником, но нужно греть металл. Я запаивал паяльником 200 литровую бочку, дно с наружной стороны около шва, ставил на эл.плитку и грел, но тут надо аккуратно, чтоб ёбом не токнуло:-). Так что все возможно и дома.
Облуживаете спаиваемые поверхности, соединяете. На газовую плиту ставите металлическую подставку, греете деталь, как припой “поплывет” на облуженной поверхности – снимаете деталь с конфорки вместе с подставкой, горячий паяльник в одну руку, припой в другую, желательно чтоб внутри припоя была канифоль(припой по виду как проволока) тыкаете конец припоя на стык туда же жало паяльника – и плавненько по кругу все спаяется.
Удачи.
С уважением, Николай.
Takeda-Lviv
Спасибо всем ! Буду пробовать.
Makscool7777
Найди холодильщиков, или кондиционерщиков. Для них спаять такую штуку раз плюнуть. Еще видел в мастерских где очки ремонтируют, там вообще очень акуратно могут сделать.
Estonec
Изнутри пропаять серебряным припоем,только снять фаску побольше, чтоб припой протёк насквозь. Тогда монолит получится. Олово сомнительно, если это заготовка на больстер или оковку.
tumalab
Найти проф магазины по сантехнике, там купить твердый припой и флюс для него + газовая горелка (из дешевых типа Kovea KT-2008)
Кецалькоатль
Блин, триста рублёв в ремонте ювелирных изделий.
Takeda-Lviv
из дешевых типа Kovea KT-2008Посмотрел в нете, по моему на газовой конфорки будет не хуже, просто интенсивность пламя немного меньше. А насчет припоя и флюса согласен. Кстати, а припой ПОС подойдет?
Makscool7777
ПОСы разные бывают, насколько помню. их кажется еще бурой называли.
Щас припоями SANHA пользуемся.
El Diesel
ПОС- припой оловянно- свинцовый. различаются температурой плавления. Цифры: 30,40,61 и пр. обозначают процентное содержание олова в данном сплаве.
ПОС30 – применяется для пайки латуни, меди, железа, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов.
ПОС 40 – применяется для пайки латуни, железа и медных проводов.
ПОС 61 – применяют тогда, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов, так как в этом припое очень высокое содержание олова, что снижает его температуру плавления.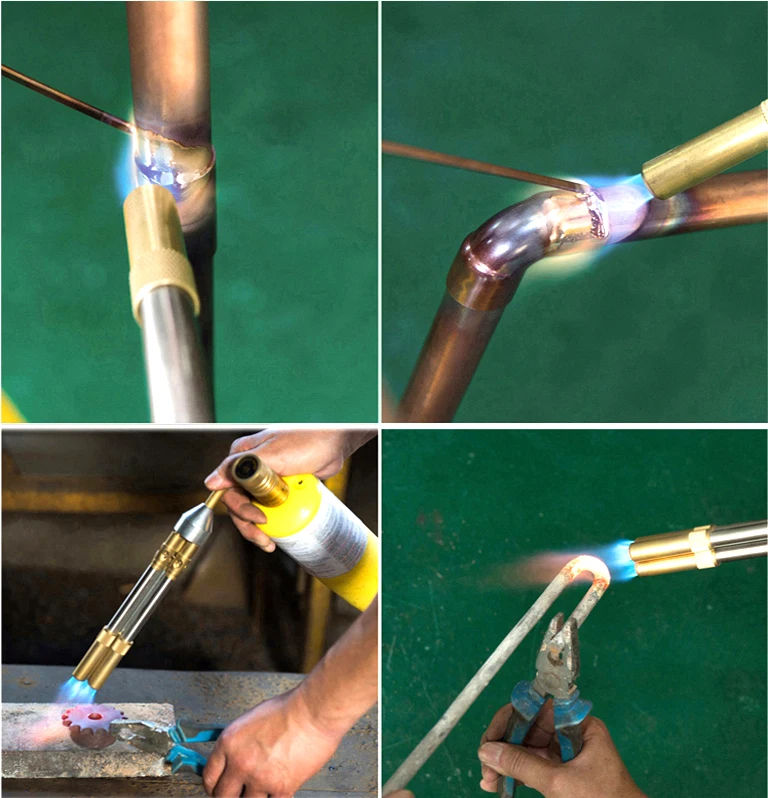
бурой их никогда не называли… бура- это флюс для твердых припоев
Буль
бура-флюс для высокотемпературных припоев
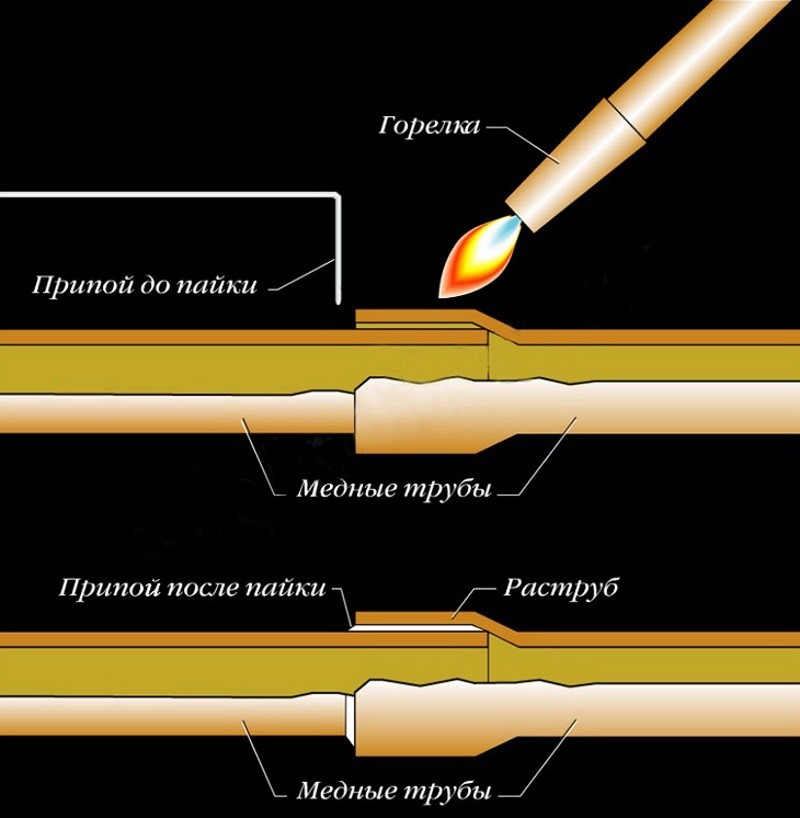
Припой
Главная \ Медь \ Припой
ПРИПОИ МЕДНО-ФОСФОРИСТЫЕ. Сплав меди с 7,5-11% фосфора из-за высокой жидкотекучести и низкой тампературы плавления применяют при бесфлюсовой пайке меди и ее сплавов. Пайка сталей и чугунов медно-фосфорными припоями не рекомендуется, так как из-за образования хрупких фосфидов железа паяный шов не выдерживает ударных, вибрационных и изгибающих нагрузок. Для уменьшения образования фосфидов железа стальные изделия перед пайкой меднят. Медно-фосфорные припои надежно и прочно соединят детали из меди и сплавов на ее основе (латуни,бронзы,мельхиора). Припоями можно спаять обычную или нержавеющую сталь с медью, латунью и бронзой. Медно-фосфорные припои
Для снижения температуры плавления и увеличения пластичности в сплав медь-фосфор добавляют олово и цинк. ПМФ относятся к классу среднеплавких самофлюсующих. Они склонны к старению, обладают хорошей коррозионной устойчивостью к агрессивным средам, нерастворимы в воде и кислотах, кроме азотной (при нагревании) и царской водки. В отличии от свинцово-оловянных припоев ПМФ не теряют прочности при трении и нагреве. СПОСОБ ПАЙКИ Применение флюсов не обязательно. ПРИПОИ МЕДНО-ЦИНКОВЫЕ. МЕДНО-ЦИНКОВЫЕ ПРИПОИ относятся к припоям для высокотемпературной пайки со сравнительно невысокой температурой плавления. Однако, паяные соединения, выполненные с применением медно-цинковых припоев, из-за высокого содержания цинка не пригодны для работы при ударных, вибрационных и изгибающих нагрузках.
|




Медь, латунь и бронза. Процессы пайки и пайки. эти металлы и ежедневно выполняют процессы пайки и пайки меди, латуни и бронзы.
Вот некоторые вещи, которые следует помнить при сварке меди, латуни или бронзы со сталью:
Пайка латуни с нержавеющей сталью — довольно простой процесс. Латунь плавится при температуре около 1652-1724ºF и довольно легко отливается. При любых работах по сварке латуни используйте высококачественный наполнитель, если цвет не обязательно должен совпадать с металлом. Из-за относительно высокой температуры плавления латунь с низким содержанием цинка можно сваривать припоем.
Super Alloy 1 может соединять все эти металлы в любой комбинации и может использоваться для соединения с другими металлами, такими как алюминий, при температуре 350°F. необходимо, или когда вам нужен высокий поток, чтобы добраться до труднодоступных мест.
необходимо, или когда вам нужен высокий поток, чтобы добраться до труднодоступных мест.
Серебряная паяльная паста SSQ-6 имеет формулу, аналогичную нашей SSF-6, в удобном шприце на 1 унцию.
Команда Muggy Weld
В Muggy Weld мы стремимся предоставить клиентам высококачественные электроды и сплавы из различных металлов, таких как железо, алюминий, чугун и сталь. Если ваша организация ищет короткие сроки выполнения работ и высококачественные решения для сварки за небольшую долю от общих затрат на ремонт, то вы не ошибетесь, обратившись к нам. Мы изготавливаем комбинации стержней и флюсов из высококачественных материалов, которые работают синхронно. Muggy Weld предлагает сварочные решения, которые вам нужны.
Просмотрите наши видеоролики
Мы предлагаем полезные видеоролики о процессах пайки и пайки меди, латуни и бронзы. Вы сможете узнать все, что нужно знать об этом виде сварочных работ. Muggy Weld заботится о вас, поэтому мы не только предоставляем продукты, но и предлагаем обучающие видео.
| Super Alloy 1 Мультиметаллический припой и припой | SSF-6 Высокопрочный припой с содержанием серебра 56% | SSQ-6 Паяльная паста с содержанием серебра 56 % | |
|---|---|---|---|
| Доступные размеры (дюймы) | 3/32 дюйма, 1/8 дюйма | 1/16 дюйма | Н/Д |
| Доступные размеры (мм) | 2,38 мм, 3,17 мм | 1,58 мм | Н/Д |
| Температура плавления | 350°F (177°C) | 1050°F (566°C) | |
| Сила сцепления | 20 000 фунтов на квадратный дюйм | более 70 000 фунтов на квадратный дюйм | более 85 000 фунтов на квадратный дюйм |
| Тип флюса и срок годности | Мед жидкий, срок годности 2 года | Покрытый флюсом | Флюс смешанный, срок годности 9 месяцев |
| Рекомендуемая горелка | Любой | Любой | Любой |
| Цвет сплава | Серебро | Серебро | Серебро |
| Содержит кадмий? | Да | № | № |
| Работает во всех положениях? | Да | Да | Да |
| Возможно ли коробление металла? | № | Да | Да |
| Склеивает толстые металлы с тонкими? | Хорошо | Отлично | Отлично |
| Можно ли соединять медь/латунь/бронзу с другими металлами? | Да | Да | Да |
Видеосварка меди, латуни, бронзы
сантехника – Какие советы по пайке латунных фитингов к медной трубе?
За годы работы я перепаял несколько переделанных медных труб (вода и водяное отопление). Я не очень хорош, но я делаю свою работу, пока мне не нужно добавить латунный фитинг. По какой-то причине я не могу заставить припой всосаться в соединение. Требует ли припайка латунных фитингов к медной трубе специальной техники?
Я не очень хорош, но я делаю свою работу, пока мне не нужно добавить латунный фитинг. По какой-то причине я не могу заставить припой всосаться в соединение. Требует ли припайка латунных фитингов к медной трубе специальной техники?
- сантехника
- отопление
- медные трубы
- фитинг
Очень важно При пайке убедитесь, что соединение действительно чистое, поэтому используйте наждачную ткань или наждачную бумагу для удаления загрязнений. муравьи в паяном соединении и флюс соединение перед нагревом. Я люблю протирать косяк ацетоном перед нанесением флюса, но я такой анальный ретенционер.
Также вы можете подумать об использовании газа MAPP вместо пропана – эти латунные фитинги требуют много тепла, прежде чем припой попадет в соединение.
3 Если проблема в том, что припой не «втягивается» в соединение, возможно, он недостаточно нагрет (попробуйте использовать MAPP вместо пропана в горелке). Но я считаю, что больше всего помогает использование большого количества флюса (также известного как паяльная паста). Сходите с ума от него, используйте его очень свободно.
Но я считаю, что больше всего помогает использование большого количества флюса (также известного как паяльная паста). Сходите с ума от него, используйте его очень свободно.
У меня был такой же опыт. Я понял, что в то время как они говорят концентрировать тепло на одной стороне фитинга, пока она не станет достаточно горячей, чтобы припой протекал для меди, мне пришлось нагревать все вокруг фитинга для латуни. Как только я это сделал, он потек, как медь. Как говорят профессионалы, потребовалось больше тепла, чтобы он правильно протекал с латунью.
Я обнаружил (после нескольких неудачных работ), что если ваш припой лежит в ящике для инструментов, он окисляется и загрязняется на рулоне, у вас будут проблемы. У него будут большие проблемы с прилипанием, и вы будете там часами, даже медь к меди. Грязный/окисленный припой вызовет много разочарований в полевых условиях, задержит вас на работе и просто заставит вас чувствовать себя неадекватным в своих навыках (когда это не имеет к вам никакого отношения).