Как сварить алюминий: описание технологии сварки электродом
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
- Особенности работы с алюминием
- Этапы сварочных мероприятий
- Подготовительные действия
- Оборудование и электроды
- Важные рекомендации для сварщиков
- Причины ухудшения свариваемости металла
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом

Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность.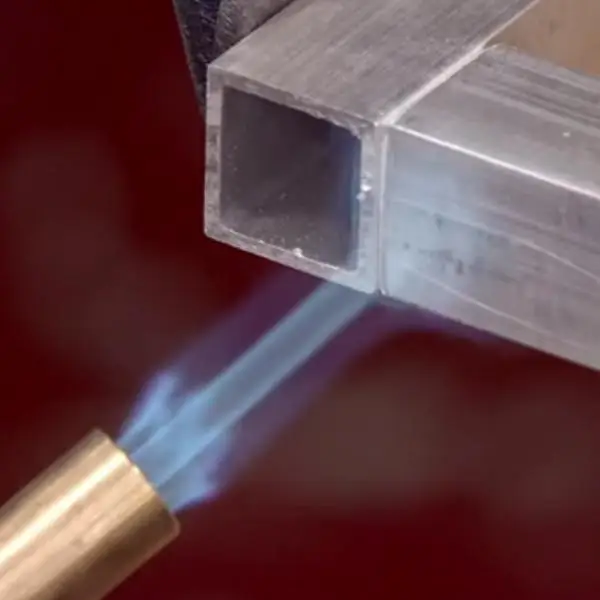 Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются.
 Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным. - Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
 Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно


Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода
Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
 Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Сварка листового алюминия в СПб с доставкой по России
8 (804) 333-68-30Задать вопрос
- Делаем качественно.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
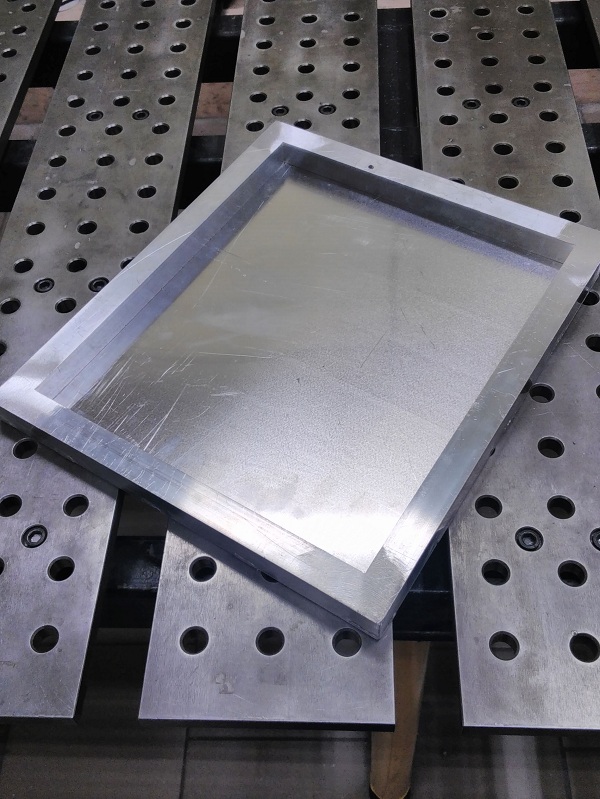
Примеры деталей из алюминия со сваркой производства «Металл‑Кейс»
Что дает сварка листового алюминия — и как это делается?
Сварка листового алюминия — один из ключевых этапов производства корпусов и деталей из этого материала. Его нельзя назвать «строго обязательным», как лазерную резку. Он применяется реже, чем гибка. Однако есть множество деталей, которые нельзя произвести без использования сварки.
Его нельзя назвать «строго обязательным», как лазерную резку. Он применяется реже, чем гибка. Однако есть множество деталей, которые нельзя произвести без использования сварки.
В принципе, там, где есть возможность выбирать между сваркой двух алюминиевых деталей и гибкой одной детали — имеет смысл выбирать гибку. Ребро получается более прочным и качественным, отсутствует возможность термических деформаций. Однако сама возможность выбирать есть не всегда — к примеру, тавровые соединения никак не выполнить гибкой. И если делается алюминиевая «коробочка», замкнутый контур, то гибкой могут выполнены максимум три из ее ребер, минимум одно придется сваривать.
Так что важно, чтобы сварка была качественной, разумной, без поводок.
Для того, чтобы сварные швы на алюминии были качественными, лучше использовать среду защитных газов при сварке — или, как минимум, флюс. В качестве защитного газа обычно используется аргон — это инертное вещество, на внешнем электронном уровне атома аргона находится восемь электронов, это предел. Поэтому атом не склонен ни отдавать, ни присоединять электроны. Поэтому он не образует соединений — за исключением особых фантастических условий, которые можно воссоздать только в лаборатории и которые поэтому не стоит принимать в расчет.
Поэтому атом не склонен ни отдавать, ни присоединять электроны. Поэтому он не образует соединений — за исключением особых фантастических условий, которые можно воссоздать только в лаборатории и которые поэтому не стоит принимать в расчет.
Зачем же защитный газ должен быть инертным? Дело в том, что подаваемый под давлением в зону сварки газ закономерно вытесняет из нее все остальные газы. И благодаря этому — отсекает возможность прореагировать с ними для раскаленного металла. Ни окисления за счет кислорода, ни образования карбидов за счет углекислого газа, ни образования нитридов за счет азота — ничего этого не будет, сплав останется неиспорченным. И потом, уже при температуре, близкой к нормальной, спокойно «обрастет» ровной оксидной пленкой, которая характерна для алюминия и которая не дает этому довольно активному в принципе металлу реагировать со всем подряд.
Помимо классической полуавтоматической сварки для алюминия можно использовать точечную контактную сварку. При этом виде сварки две плоских металлических деталей сжимаются вместе специальными клещами, пропускается ток, в месте максимального сжатия металл плавится, формируя единое сварное ядро — и две детали оказываются прочно скрепленными.
При этом виде сварки две плоских металлических деталей сжимаются вместе специальными клещами, пропускается ток, в месте максимального сжатия металл плавится, формируя единое сварное ядро — и две детали оказываются прочно скрепленными.
Этот метод имеет зримые преимущества — такая сварка оказывается дешевой, она практически полностью исключает возможность термических деформаций, как при обычной сварке. Однако у нее есть некоторые ограничения — во‑первых, так можно сварить только действительно плоские детали, наложенные друг на друга внахлест. Во‑вторых, должна быть возможность для подведения клещей — в случае с деталями сложной формы ее может не быть. Нужно смотреть на конкретные детали и думать по факту.
Особенности работы с «Металл‑Кейс» по сварке листового алюминия
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео зачистки сварных швов в «Металл‑Кейс»
Посмотрите — так мы зачищаем сварные швы
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
Сварка листового алюминия в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Цена сварки листового алюминия — расчет стоимости и сроков
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.
- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.

Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Понятная инструкция с видео и фото
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля с электродами не получаются надежные соединения. При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматом без газа применяют защитные флюсы или применяют специальную многокомпонентную порошковую проволоку, создающую газовое облако, препятствующее окислению при нагреве.
Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к подводимому теплу.
millerwelds.
 com
com Содержание
- Особенности сварки алюминия аппаратом для сварки TIG или MIG/MAG
- Какой сварочный аппарат подходит для сварки алюминия
- Функциональность
- Мощность
- Технические характеристики
- Настройки TIG или MIG
- Что еще нужно для сварки алюминия?
- Технология сварки алюминиевых деталей
- Полезные советы
Особенности сварки алюминия аппаратом TIG или MIG/MAG
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Алюминиевые сплавы обладают высокой теплопроводностью: детали быстро нагреваются при нагревании и сразу же остывают, как только исчезает источник тепла. В процессе термической обработки в алюминиевых заготовках возникают внутренние напряжения, вызывающие появление трещин в сварном шве.
Решая, как сваривать алюминий полуавтоматом, необходимо предусмотреть предварительный нагрев заготовок газовой горелкой до +300 – +375°F. Специалисты используют прокладки, которые рассеивают тепло, они не дают алюминию сильно нагреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой сварочный аппарат подходит для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Существуют компактные модели, генерирующие ток разных параметров.
Функциональность
При выборе сварочного полуавтомата для сварки алюминия в частной мастерской, автомастерской лучше выбирать аппараты с функцией TIG, которые вырабатывают импульсный ток высокой частоты. Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Простые инверторы с функциями MIG/MAG используются в бытовых целях, их можно подключать к аргону и углекислому газу. С такими инверторами сложно сделать качественное подключение, они рассчитаны на малые токи. Платить за дополнительные функции не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий сваривается на больших токах, поэтому для профессиональных работ лучше выбрать трехфазный сварочный аппарат на 240 В. Бытовые подключаются к стандартной сети 120 В, удобны полуавтоматы с двумя вводами .
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 10 футов, мягкий наполнитель в длинном шланге будет перегибаться, металл легко деформируется. Сила трения сведена к минимуму за счет тефлона, обычный канал заменен на тефлон. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройки TIG или MIG
Для полуавтоматической сварки алюминия не существует универсальной настройки. Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Что еще нужно для сварки алюминия?
Для сварки TIG используется вольфрамовый неплавящийся электрод. В качестве защитного газа используются баллоны с углекислым газом или инертный защитный газ (аргон или смесь аргона с гелием). При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
Технология сварки алюминиевых деталей
В домашних условиях заготовки сваривают бытовым полуавтоматом на постоянном токе обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Для начала нужно подготовить оборудование. Подбираем наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя болгарку или металлическую щетку.
- Выбор режима работы с учетом толщины заготовки, сплава. Можно воспользоваться таблицами настроек, предусмотренными ГОСТ.
- Подача защитного газа включается за несколько секунд до зажигания дуги, так что образуется облако защитного газа.
- Зажечь дугу, выдерживая расстояние между ванной расплава и соплом не более 0,6 дюйма, минимальный зазор – 0,4 дюйма. что металл хорошо сваривается.
- Дуга движется плавно, образуя равномерный вал облицовки.
- По окончании работы дугу сначала аккуратно отводят в сторону, только после этого отключают ток. Не прекращайте подачу защитного газа в течение 10-20 секунд, пока рабочая зона не остынет. Он защищает расплавленный металл от воздействия кислорода.
 Он должен быть на несколько мм больше размера проволоки.
Он должен быть на несколько мм больше размера проволоки.Полезные советы
Для качественной сварки металла сваркой TIG или MIG стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которые использовались для очистки других металлов, это лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехимпульсном токе металл быстрее нагревается, в зоне расплава создается высокая температура. Вероятность образования остаточного оксидного слоя в сварном шве меньше.
- Внутренние линейные напряжения можно уменьшить, снизив ток до конечной стадии сварки. Наоборот, работу запускают на максимальном режиме, чтобы пробить оксидированный слой.
- При сварке в углекислом газе не делайте резких движений, сопло должно плавиться равномерно.
- При использовании защитной атмосферы рабочую зону экранируют от сквозняков, чтобы порывы ветра не уносились газовым облаком.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, средства индивидуальной защиты, в том числе органов дыхания, некоторые легирующие добавки оказывают токсическое действие на организм.
- Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
 Лучше использовать химическую обработку металла кислотой с последующей промывкой.
Лучше использовать химическую обработку металла кислотой с последующей промывкой. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.Как сваривать алюминий
Дом, Библиотека по ремонту автомобилей, автозапчасти, аксессуары, инструменты, руководства и книги, автомобильный блог, ссылки, указатель
используется во многих деталях современных автомобилей, от головок цилиндров, блоков цилиндров, впускных коллекторов и картеров трансмиссии до радиаторов, панелей кузова, подрамников, рычагов подвески и усилителей бамперов. Для многих из этих применений используется алюминий, потому что он легче стали и не ржавеет. Он также хорошо проводит тепло, что делает его хорошим выбором для охлаждения двигателя.
Но есть у алюминия и недостатки. Он намного дороже стали и не такой прочный. Алюминиевые отливки и колеса иногда могут иметь проблемы с пористостью, которые требуют герметизирующего покрытия из смолы или эпоксидной смолы для предотвращения утечек охлаждающей жидкости, масла или воздуха. А алюминий уязвим для коррозии, особенно от соли, а это означает, что поверхности, подверженные воздействию окружающей среды, должны быть защищены анодированием или прозрачным лаком.
Алюминиевые отливки и колеса иногда могут иметь проблемы с пористостью, которые требуют герметизирующего покрытия из смолы или эпоксидной смолы для предотвращения утечек охлаждающей жидкости, масла или воздуха. А алюминий уязвим для коррозии, особенно от соли, а это означает, что поверхности, подверженные воздействию окружающей среды, должны быть защищены анодированием или прозрачным лаком.
Проблемы со сваркой алюминия
Алюминий не так легко сваривается, как сталь. Когда чистый алюминий подвергается воздействию воздуха, на его поверхности образуется тонкий слой оксида, как и на других металлах. Оксидный слой, образующийся на алюминии, создает жесткий барьер, защищающий металл от дальнейшей коррозии. Но оксидный барьер также мешает сварке, загрязняя сварной шов и препятствуя правильному плавлению металла. Если оксидный слой не удален с поверхности металла и ему не препятствуют реформирование, очень трудно сваривать алюминий с помощью кислородно-ацетиленовой горелки или дуговой сварки. Сварной шов должен быть защищен от атмосферы, чтобы на поверхности не образовывался оксид. Это требует использования защитного газа, такого как аргон, для предотвращения попадания кислорода в сварной шов во время сварки металла.
Сварной шов должен быть защищен от атмосферы, чтобы на поверхности не образовывался оксид. Это требует использования защитного газа, такого как аргон, для предотвращения попадания кислорода в сварной шов во время сварки металла.
плавится при температуре около 1200 градусов по Фаренгейту по сравнению с 2500 градусами по Фаренгейту для стали. Хотя для плавления алюминия требуется меньше тепла, тепло должно быть больше сосредоточено в зоне сварки, потому что металл очень быстро отводит тепло. Алюминий можно сваривать дугой, используя специальные алюминиевые стержни, такие как те, которые производит Zena, но наилучшие результаты обычно получаются при использовании сварочного аппарата для сварки в среде инертного газа (MIG) или сварочного аппарата для сварки вольфрамовым электродом в среде инертного газа (TIG).
Существуют различные типы сварочных аппаратов MIG и TIG, из которых можно выбирать.
Сварка алюминия методом MIG
Сварка Metal Inert Gas (MIG) является популярным методом сварки тонколистовых и высокопрочных сталей. Те же основные методы сварки MIG также могут быть использованы для успешного ремонта алюминиевых компонентов толщиной примерно до 1/4 дюйма. Но некоторые вещи нужно делать по-другому.
Те же основные методы сварки MIG также могут быть использованы для успешного ремонта алюминиевых компонентов толщиной примерно до 1/4 дюйма. Но некоторые вещи нужно делать по-другому.
Во-первых, в качестве защитного газа рекомендуется использовать чистый аргон. Аргон примерно в десять раз плотнее гелия, поэтому он имеет тенденцию лучше охватывать зону сварки, обеспечивая лучшую защиту, чем гелий. Аргон также требует меньшего напряжения, чем гелий, для поддержания дуги, поэтому дуга имеет тенденцию быть более стабильной и лучше концентрирует тепло в зоне сварки. Также трудно установить хорошую дугу с гелием ниже 150 ампер.
Гелий или смесь гелия и аргона можно использовать только при выполнении сварных швов с глубоким проплавлением или там, где желательна высокая скорость перемещения. Это также требует, чтобы скорость потока газа в два-три раза превышала нормальную для эквивалентной защиты.
При сварке MIG алюминия также необходимо заменить катушку с проволокой. Нужен алюминиевый провод. Но подойдет не любая алюминиевая проволока. Вы должны использовать сплав проволоки, который совместим с основным металлом. Выбор подходящей проволоки для данного сварного шва не так прост из-за множества используемых типов алюминиевых сплавов. К сожалению, универсального провода, работающего на все случаи жизни, не существует. Но для большинства твердых алюминиевых сплавов (таких как высокопрочные поковки) хорошо подходит проволока 5356. Для более мягких сплавов (большинство отливок) лучше всего подходит проволока 4043.
Нужен алюминиевый провод. Но подойдет не любая алюминиевая проволока. Вы должны использовать сплав проволоки, который совместим с основным металлом. Выбор подходящей проволоки для данного сварного шва не так прост из-за множества используемых типов алюминиевых сплавов. К сожалению, универсального провода, работающего на все случаи жизни, не существует. Но для большинства твердых алюминиевых сплавов (таких как высокопрочные поковки) хорошо подходит проволока 5356. Для более мягких сплавов (большинство отливок) лучше всего подходит проволока 4043.
обозначаются четырехзначным номером. Номер иногда можно найти в сервис-мануале. Если сплав неизвестен, попробуйте несколько пробных сварных швов, чтобы найти наиболее подходящую проволоку.
Использование алюминиевой проволоки также может потребовать некоторых модификаций оборудования, таких как замена гильзы пистолета и/или газового сопла. Сопло для сварки алюминия имеет прямую, а не коническую форму, что обеспечивает надлежащую газовую защиту.
более чувствительна к регулировке натяжения привода, чем стальная проволока. Если натяжение не отрегулировано должным образом, алюминиевая проволока может зацепиться за катушку и застрять. Некоторые производители оборудования для сварки MIG рекомендуют заменять приводной ролик подачи проволоки роликом из мягкой резины или уретана при использовании алюминиевой проволоки.
Для металла диаметром до 1/8 дюйма используйте проволоку диаметром 0,030 дюйма (0,8 мм). Для толщины 1/8 дюйма и выше используйте 0,035 дюйма (0,9 мм) или 3/64 дюйма
. Для достижения наилучших результатов не оставляйте катушку с алюминиевой проволокой без дела на длительное время. Проволока имеет тенденцию к окислению намного быстрее, чем стальная проволока, и окисление намного сильнее. Ранние стадии окисления практически незаметны, но со временем на проволоке образуется белый порошок, который может вызвать резкое дрожание дуги, проблемы с протяжкой проволоки, скопление загрязнений в направляющей MIG, обратное прожигание проволоки в контактном наконечнике и плохой сварной шов. Для достижения наилучших результатов используйте алюминиевую проволоку как можно быстрее, желательно в течение трех месяцев. Когда катушка не используется, снимите катушку с проволокой и запечатайте ее в воздухонепроницаемом пластиковом пакете, чтобы она не окислялась.
Для достижения наилучших результатов используйте алюминиевую проволоку как можно быстрее, желательно в течение трех месяцев. Когда катушка не используется, снимите катушку с проволокой и запечатайте ее в воздухонепроницаемом пластиковом пакете, чтобы она не окислялась.
Параметры мощности и тока на оборудовании для сварки MIG зависят от применения, но, как правило, при сварке алюминия используйте постоянный ток с обратной полярностью (DCRP).
При сварке тонкого алюминия лучше всего держать пистолет под углом около 35 градусов к поверхности и перемещать его вперед. При сварке более толстого металла или отливки потянув горелку назад на себя, можно добиться более глубокого провара.
Подготовка алюминия к сварке
Подготовка поверхности особенно важна при сварке алюминия. Грязь и окисление поверхности необходимо удалить перед сваркой проволочной щеткой из нержавеющей стали. Щетка не должна использоваться ни для чего другого. Используйте его только для очистки алюминия. Обратная полярность дуги оказывает очищающее действие на поверхность металла, но одного этого может быть недостаточно для удаления всего оксида.
Обратная полярность дуги оказывает очищающее действие на поверхность металла, но одного этого может быть недостаточно для удаления всего оксида.
часто анодируют для защиты от коррозии. Анодированная поверхность не проводит электричество. Поэтому, прежде чем вы сможете сваривать анодированный алюминий, вам сначала нужно отшлифовать или отшлифовать анодированное покрытие. Слой обычно имеет толщину менее нескольких тысячных дюйма, поэтому не требуется много шлифовки, чтобы добраться до голого металла. Также необходимо сошлифовать анодированное покрытие в месте подключения заземляющего зажима.
Хотя большинство анодированных покрытий имеют черный или цветной цвет, некоторые из них прозрачные. Чтобы определить, имеет ли металл анодированное покрытие, используйте 12-вольтовый тестер непрерывности или омметр для проверки проводимости металла. Прикоснитесь обоими щупами тестера или омметра к поверхности металла на расстоянии около дюйма друг от друга. Если вы получаете непрерывность, на металле нет анодирования. Отсутствие сплошности означает наличие анодированного покрытия, которое необходимо удалить перед сваркой.
Отсутствие сплошности означает наличие анодированного покрытия, которое необходимо удалить перед сваркой.
Сварка алюминия TIG
Другим методом сварки алюминия является сварка TIG. По сути, это дуговая сварка с защитным газом и неплавящимся вольфрамовым электродом. Процесс TIG создает чрезвычайно высокие температуры в концентрированной области, а защитный газ защищает сварной шов от загрязнения. Флюс не используется, поэтому шлак не вызывает проблем. Кроме того, сам процесс не производит дыма или токсичных паров, что делает его чистым процессом сварки. Сварка TIG обычно используется для ремонта тяжелых отливок, таких как алюминиевые головки цилиндров, блоки цилиндров и другие крупные алюминиевые отливки.
При сварке ВИГ металл не перемещается поперек дуги, поэтому не приходится бороться с каплями брызг. Искры также отсутствуют, если металл не содержит загрязнений. Это может быть преимуществом в ситуациях, когда брызги могут создать проблемы вокруг зоны сварки или на прилегающих деталях.
Если необходим присадочный металл, его можно добавить вручную с помощью присадочного стержня из алюминиевого сплава. Техника такая же, как и при использовании присадочной проволоки и кислородно-ацетиленовой горелки. Сплав присадочного стержня должен быть совместим с основным металлом, как описано выше в разделе, посвященном сварке MIG. Присадочный стержень ER4043 является одним из наиболее часто используемых стержней для TIG-сварки отливок из алюминиево-кремниевого сплава. Для отливок из сплавов с высоким содержанием магния (которые могут быть определены химическими испытаниями) рекомендуется использовать присадочный стержень ER5356.
Установка оборудования для сварки TIG алюминия
Сварочное оборудованиеTIG состоит из блока питания дуговой сварки с вольфрамовым электродом и подачей защитного газа. Пистолеты с большой силой тока часто имеют водяное охлаждение, но пистолеты с низкой силой тока могут иметь воздушное охлаждение.
Сварка TIG может выполняться с использованием постоянного тока прямой или обратной полярности или переменного тока. Когда переменный ток подается на поверхность металла, он нагревает металл в течение половины цикла напряжения (отрицательный электрод) и выжигает оксид во время обратной части цикла (электрод положительный). Этот возвратно-поступательный нагрев/варка защищает сварной шов от загрязнений и обеспечивает прочный сварной шов. Использование постоянного тока с прямой полярностью (DCSP – отрицательный электрод) может привести к большему нагреву рабочей поверхности, но не так хорошо очищает металл. Использование постоянного тока с обратной полярностью (DCRP — положительный электрод) хорошо очищает поверхность, но не выделяет столько тепла. Высокочастотный переменный ток (AC) лучше всего подходит для сварки алюминия методом TIG.
Когда переменный ток подается на поверхность металла, он нагревает металл в течение половины цикла напряжения (отрицательный электрод) и выжигает оксид во время обратной части цикла (электрод положительный). Этот возвратно-поступательный нагрев/варка защищает сварной шов от загрязнений и обеспечивает прочный сварной шов. Использование постоянного тока с прямой полярностью (DCSP – отрицательный электрод) может привести к большему нагреву рабочей поверхности, но не так хорошо очищает металл. Использование постоянного тока с обратной полярностью (DCRP — положительный электрод) хорошо очищает поверхность, но не выделяет столько тепла. Высокочастотный переменный ток (AC) лучше всего подходит для сварки алюминия методом TIG.
Существует множество различных электродов, которые можно использовать со сварочным аппаратом TIG. Большинство экспертов говорят, что вольфрамовые ториевые (зеленый цвет) электроды лучше всего работают с алюминием. Циркониевые вольфрамовые электроды работают еще лучше, но стоят в пять раз дороже и их трудно найти.
НЕ прикасайтесь к металлу вольфрамовым электродом, когда зажигаете дугу или свариваете алюминий, так как это может привести к загрязнению электрода. Электрод следует держать примерно на одну восьмую дюйма выше рабочей поверхности. Дуга загорится сама, как только электрод будет поднесен достаточно близко к поверхности.
Треснутая алюминиевая головка блока цилиндров дизеля до и после сварочного ремонта.
Подготовка поверхности для сварки TIG алюминия
При сварке алюминиевой отливки с трещинами очень важно определить полную степень повреждения, чтобы можно было полностью зашлифовать трещину. Продолжайте шлифовку на небольшом расстоянии от видимых концов трещины, чтобы убедиться, что вы устранили все повреждения. Затем область можно очистить дробеструйной очисткой или щеткой перед сваркой.
Алюминий немагнитен, поэтому магнитное оборудование для обнаружения трещин не поможет в обнаружении трещин. Вместо этого вы должны использовать проникающий краситель. Чтобы найти трещины с помощью красителя, сначала нужно очистить поверхность от всех загрязнений и масла. Затем краску распыляют и дают высохнуть. Вытрите лишнюю пыль красителя, затем распылите проявитель. Любые трещины будут выглядеть как темные линии на металле.
Чтобы найти трещины с помощью красителя, сначала нужно очистить поверхность от всех загрязнений и масла. Затем краску распыляют и дают высохнуть. Вытрите лишнюю пыль красителя, затем распылите проявитель. Любые трещины будут выглядеть как темные линии на металле.
Если вы свариваете отливку (например, головку блока цилиндров, коллектор или другую деталь, которая будет испытывать тепловое напряжение при нормальном использовании), предварительно нагрейте отливку до 200–300 градусов по Фаренгейту с помощью пропановой горелки или поместив деталь в печь. Используйте температурный карандаш или очень точный термометр, чтобы предотвратить перегрев, потому что алюминий может размягчиться, если он нагреется намного выше 450 градусов по Фаренгейту. сваривается и остывает
После сварки деталь должна очень медленно остыть. Это можно сделать, поместив его обратно в духовку или обернув изолирующим одеялом. После того, как деталь остынет до комнатной температуры, ее можно отшлифовать, обработать, отполировать или покрасить, прежде чем она будет возвращена в эксплуатацию.
Попытка сварки металла с грязной поверхностью. Если на металле есть ржавчина, окалина, краска, жир или другие загрязнения, это будет мешать хорошему проплавлению сварного шва, что приведет к слабому и некачественному сварному шву.
Напряжение сварки MIG задано слишком высоким или слишком низким. Настройка напряжения будет варьироваться в зависимости от толщины металла, который вы пытаетесь сварить, и степени провара, необходимой для получения хорошего, прочного сварного шва. Слишком высокое значение напряжения приведет к тому, что проволока будет слипаться и разбрызгиваться на шарике. Если напряжение слишком низкое, теплопередача будет недостаточной, что приведет к меньшему проплавлению и более слабому сварному шву.
Установлена слишком высокая или слишком низкая скорость подачи проволоки. При сварке металла толщиной от 1/8 до 1/4 дюйма скорость подачи около 200 дюймов в минуту должна работать хорошо. Если скорость подачи слишком высока, теплопередача и проплавление будут меньше, что приведет к слабому сварному шву. Если скорость подачи слишком низкая, это может привести к прерывистой дуге и неравномерному валику.
Если скорость подачи слишком низкая, это может привести к прерывистой дуге и неравномерному валику.
Проволока слишком далеко или недостаточно далеко выступает из сопла. для большинства применений необходимо, чтобы проволока выступала примерно на 3/8–1/2 дюйма. Если проволока торчит слишком далеко, газообразный аргон может не защитить сварной шов должным образом, что приведет к некачественному сварному шву с пустотами и пузырьками. Если проволока не выступает достаточно далеко (слишком короткая), будет трудно увидеть, что вы свариваете, и существует риск того, что сварочные брызги забьют сопло.
Неправильный расход газа. Как правило, требуется скорость потока газа около 20 кубических футов в час. Если поток газа слишком мал, газа может не хватить для надлежащей защиты зоны сварки, что приведет к некачественному сварному шву. Если скорость газа слишком высока, вы тратите газ впустую и даже можете втягивать воздух в зону сварки.
Скорость движения слишком высокая или слишком низкая .