Сварка алюминия без аргона
- Сварка алюминия инвертором
- Сварка алюминия в домашних условиях
- Как и чем лучше варить алюминий
Благодаря особенным качествам алюминия, например пластичности, и высокой тепло и электропроводности, алюминий со своим сплавами широко используется в промышленности в качестве конструкционного материала. По этой причине часто на большинстве предприятий возникает необходимость сваривания и ремонта деталей из алюминия и его сплавов.
Традиционным способом сваривания алюминия принято считать аргонодуговое сваривание с использованием инертных газов. Зачастую в качестве инертного газа выступал аргон, потому как сваривание в его среде получается высокого качества, а шов имеет высокую прочность и долговечность. Для данного способа сваривания требуется дорогостоящее оборудование и высокая квалификация сварщика, что часто не соответствует уровню развития сварочного оборудования на большинстве небольших предприятий или мастерских.
Сварочный электрод Nobitec 412 является специальной разработкой для проведения ручного электродугового сваривания литых или прокатных сплавов с содержанием кремния более 7%. Технология и сварочные электроды Nobitec 412 направлены на выполнение надежного сваривания и ремонта деталей, которые изготовлены из алюминия, силумина и дюралюминия без использования аргоновой среды.
Электрод Nobitec 412 рекомендован для сваривания разнородных сплавов, в основе которых лежит алюминий. Это позволяет обеспечивать герметичные и свободные от пор швы. Работать с данными электродами можно от любого источника постоянного тока. Сваривание покрытым электродом производится быстрее других способов сваривания, поэтому является более экономным способом скрепления алюминиевых деталей. Также электроды Nobitec 412 можно использовать на открытом воздухе.
Основным применением Nobitec 412 является сварка блоков двигателей, головок цилиндров, емкостей, контейнеров, рам, деталей машин и теплообменников.
Для работы с алюминием применяется еще одно универсальное средство – пруток TBW Harasil NC12. Данный пруток используют для сваривания тонкостенных деталей из алюминия, например радиаторов в системах кондиционирования и вентиляции помещений. Пруток имеет трубчатый вид и содержит внутри себя флюс, не поддающийся коррозии. При использовании TBW Harasil NC12 есть возможность производить капиллярную пайко-сварку. Пайко-сваривание является сочетанием преимуществ сварочного процесса и процесса пайки металла.
Используя пайко-сварку можно получать высококачественные сварные соединения, прочность которых равна прочности основного металла для сваривания. 
- Сварка цветных металлов
- Аппарат для сварки алюминия
- Сварка алюминиевых труб
- Видео по сварке алюминия электродом
- Сварка алюминия графитом
Как сварить алюминий в домашних условиях с аргоном и без него
Екатерина
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Содержание статьи
- Сварка алюминия на производстве и дома
- Подготовка алюминия к сварке
- Аргоновая сварка алюминия
- Сварка без аргона
- Полезные советы
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.

- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.

Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
- Неплавящимися электродами.
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.
 Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.Похожие публикации
Можно ли сварить алюминий без газа? >> Возможно ли?
Сварка MIG или TIG выполняется с использованием инертного газа, чтобы обеспечить бескислородную среду вокруг алюминиевого материала и, следовательно, помочь вам получить чистый сварной шов. Но что, если у вас закончился бензин и осталось сделать всего несколько сварных швов, прежде чем вы закончите свой проект? Может быть трудно понять, какие припасы могут помочь вам, а какие пригодятся только для того, чтобы навредить вашему карману.
Но что, если у вас закончился бензин и осталось сделать всего несколько сварных швов, прежде чем вы закончите свой проект? Может быть трудно понять, какие припасы могут помочь вам, а какие пригодятся только для того, чтобы навредить вашему карману.
Можно ли сваривать алюминий без газа? Да, алюминий можно сваривать без газа в вакуумной камере. Однако , сварка алюминий без газа подвергнет металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и сделает сварку менее надежной.
Сварка конструкций никогда не должна выполняться без инертного газа, так как нельзя быть уверенным в том, что соединения будут держаться должным образом. Косметические работы иногда могут быть выполнены без использования газа, но структурные работы не могут быть выполнены. Сварка алюминия должна выполняться с использованием газа, особенно если проект носит структурный характер.
В то время как вы не можете сваривать структурные компоненты без помощи инертного газа, технически возможно сваривать без него больше косметических компонентов. Опытный сварщик сможет извлечь максимум из любой ситуации, как бы далека она ни была от идеальной, не так ли? Можно предположить, что сварку можно выполнять на открытом воздухе, если не требуется большой вес.
Опытный сварщик сможет извлечь максимум из любой ситуации, как бы далека она ни была от идеальной, не так ли? Можно предположить, что сварку можно выполнять на открытом воздухе, если не требуется большой вес.
Содержание
Итак, можно ли сваривать алюминий без газа?
Прежде чем мы начнем с того, как это возможно , требуется некоторая справочная информация. Двумя наиболее распространенными типами сварки являются MIG и TIG, что означает «металлический инертный газ» и «вольфрамовый инертный газ» соответственно.
Либо вам напоминают о чем-то, что вы уже знаете, либо вы изучаете это впервые, но в любом случае следует учитывать очень простой момент: инертный газ является неотъемлемой частью уравнения.
Без газа сварной шов не будет держаться должным образом. Оксиды алюминия загрязняют сварные соединения вместе с пузырьками из-за реакции материала с атмосферой. Только потому, что технически возможна сварка без инертного газа, не рекомендуется. Если бы газ не был необходим, аббревиатуры были бы другими, не так ли?
Если бы газ не был необходим, аббревиатуры были бы другими, не так ли?
Когда можно сваривать без газа?
К сожалению, мало проектов, подходящих для сварки без инертного защитного газа. При типичной сварке, такой как MIG и TIG, подходят только такие небольшие проекты, как начальные учебные пособия по сварке.
Предметы для сварки, такие как алюминиевые банки для супа и подобные легкие материалы, можно использовать без защитного газа, потому что на карту поставлено немногое. Любой проект, требующий аккуратности или структурной целостности, не будет работать без газа . Однако научиться основам ремесла можно и без газа.
Прежде чем продолжить чтение, вот статья, которую мы написали о сварке алюминия: Могут ли сварщики MIG сваривать алюминий? | Как успешно сварить алюминий?
Есть и другие промышленные применения, которые мы рассмотрим далее в статье и которые не требуют использования инертного газа для получения надлежащего сварного шва. Но для подавляющего большинства применений требуется газ, чтобы гарантировать, что сварка выполнила свою работу.
Но для подавляющего большинства применений требуется газ, чтобы гарантировать, что сварка выполнила свою работу.
Одним из немногих потенциальных применений безгазовой сварки является создание дизайна или добавление подписей к уже выполненной работе. Поскольку газ имеет решающее значение для создания устройств, несущих вес, единственными приложениями, где действительно может применяться безгазовая сварка, являются косметические проекты.
Если вы хотите выгравировать имя или рисунок на куске металла, газ не потребуется, поскольку на него не будет воздействовать вес.
Что такое защитный газ?
Защитный инертный газ обеспечивает чистые соединения при сварке. Без защитного газа материал и расплавленный металл подвергаются воздействию атмосферы и начинают разрушаться до охлаждения. Газ помогает уплотнению произойти до того, как природа преждевременно разорвет материалы на части.
Существует несколько различных типов защитных газов:
Аргон
Аргон является наиболее распространенным типом используемого защитного газа и часто составляет основу многих различных коммерчески доступных смесей. Аргон также является одним из самых дорогих газов, что ограничивает его использование в основном профессионалами и теми, кто может купить его в смеси — обычно с углекислым газом.
Аргон также является одним из самых дорогих газов, что ограничивает его использование в основном профессионалами и теми, кто может купить его в смеси — обычно с углекислым газом.
Двуокись углерода
Двуокись углерода является одним из самых дешевых используемых инертных газов. Углекислый газ часто добавляют в качестве наполнителя к более дорогим газам, таким как аргон. У двуокиси углерода есть недостатки, которых нет у аргона, например, его склонность к образованию избыточных капель с алюминием.
Гелий
Гелий легче воздуха, поэтому для его контроля требуется более высокая скорость потока. Гелий рассеется и поднимется, а углекислый газ опустится. Гелий подходит не для каждого применения, но из-за своих инертных свойств он не вступает в химическую реакцию с такими материалами, как алюминий или сталь.
Кислород
Кислород легко воспламеняется, но его можно использовать в небольших концентрациях для разбавления таких газов, как аргон. Кислород является менее распространенной добавкой для сварки металлов, таких как алюминий, но обычно используется для таких материалов, как нержавеющая сталь.
Вакуумная камера для сварки
Вакуумные камеры удаляют воздух из уравнения и, следовательно, устраняют потребность в газе. Если вы свариваете алюминий в вакуумной камере, то для этого вам не нужен газ. Вакуумные камеры используют ограниченное пространство, камеру, а затем удаляют весь воздух с помощью вакуумного насоса. Это создает безвоздушную среду, в которой нет необходимости в защитных газах для обеспечения чистого сварного шва.
Алюминий можно сваривать без газа в вакуумной камере, а также он является отличным материалом для изготовления самой вакуумной камеры. Вакуумные камеры часто очень дороги и обычно не используются в гараже, что делает их редкостью за пределами промышленных предприятий.
Этот особый вид сварки можно использовать для изготовления чего угодно, от высокопроизводительных деталей двигателя до алюминиевых воздуховодов высокого давления. Можно найти вакуумную камеру за пределами лаборатории, но это довольно редко. Вакуумные камеры, как правило, используются почти исключительно в промышленных и узкоспециализированных приложениях, но обычно используются для сварки алюминия.
Вакуумные камеры, как правило, используются почти исключительно в промышленных и узкоспециализированных приложениях, но обычно используются для сварки алюминия.
Сварка трением с перемешиванием
Сварка трением с перемешиванием — это еще один вид специальной промышленной сварки, не требующей использования газа для обеспечения надлежащего соединения. На самом деле, сварка трением с перемешиванием работает, по существу, сплавляя компоненты в один сплошной кусок.
Сварные швы, созданные методом фрикционного перемешивания, настолько совершенны, что на рентгеновском снимке они не видны как составные части. Они буквально слились воедино.
Детали для подводного применения или баллоны с воздухом для использования в открытом космосе часто свариваются вместе трением с перемешиванием. Этот тип сварки невероятно специализирован, и поэтому никогда не будет использоваться для домашнего использования. А вот алюминий можно сваривать этим методом, а значит и без применения газа.
Сварка трением с перемешиванием может выполняться в домашней мастерской, но этот метод считается очень специализированным.
Сварка алюминия без газа
Сварка алюминия без газа возможна, но не для типичных применений. Наиболее распространенные типы сварочных аппаратов полагаются на инертные газы, такие как аргон, для обеспечения надлежащего уплотнения. Без такого газа, как аргон, атмосферные газы приведут к деградации алюминия до того, как он сможет затвердеть.
Безгазовая сварка алюминия может выполняться в обычных условиях, но только в косметических целях. Любое применение со структурными или несущими требованиями должно быть сварено с газом.
Рекомендуемая литература
Безопасно ли сваривать на ветру? Максимальная скорость ветра
Как сварить алюминий в домашних условиях >> Руководство для начинающих
Сварка алюминия методом МИГ БЕЗ газа >> Посмотрите видео ниже у вас возникли проблемы с поиском алюминиевой сварочной проволоки с флюсовым сердечником ?
Вы не одиноки.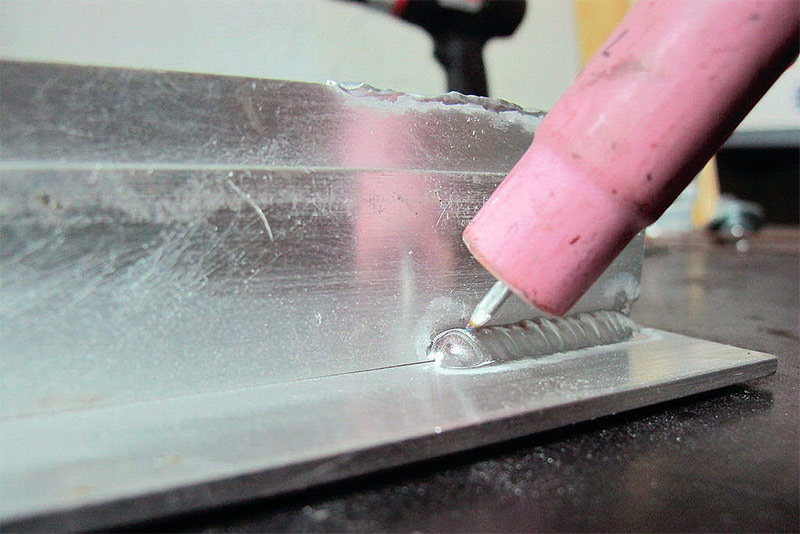 В этой теме много путаницы и даже некоторый обман.
В этой теме много путаницы и даже некоторый обман.
Также называемая проволокой для безгазовой алюминиевой сварки, она подходит для небольших сварочных работ. И тот, который может сэкономить вам сотни на сварочном газе MIG и шпульном пистолете.
Кроме того, если у вас сварочный аппарат только с флюсовой сердцевиной, это ваш единственный вариант. Или это?
Давайте узнаем, что правда, а что миф: существует ли вообще сварочная проволока с алюминиевым флюсом? И можно ли сваривать алюминий сварочным аппаратом с флюсовой проволокой?
Мой поиск алюминиевой проволоки с флюсовым сердечником – что реально?
Простой поиск в Интернете дает интересные, но в основном бесполезные результаты, которые вносят путаницу.
Реклама
Проволока для пайки и пайки с флюсовой сердцевиной
Хотя это порошковые присадочные материалы для соединения алюминия, пайка и пайка — это разные процессы, которые не работают в сварочном аппарате. Дуговая сварка слишком горячая для этой проволоки.
Хотя это и не то, что мы ищем, прутки для пайки — удобный способ соединения алюминия материал без дорогой экипировки. Если вы освоите эту технику и будете держать под рукой несколько удочек, когда-нибудь вы будете рады, что сделали это.
Подробнее об этом позже.
Объявления о продуктах
По запросу «безгазовая алюминиевая проволока MIG» или другим подобным запросам Google показывает многообещающие объявления.
Но безуспешно. Продукция представляет собой твердую алюминиевую или стальную проволоку с флюсовым сердечником. Они не будут работать с алюминием или нуждаются в защитном газе.
Универсальные сварочные аппараты
Мое внимание привлек этот сварочный аппарат 4-в-1. Может производитель еще и расходники продает?
Нет, еще одна забастовка. Эта машина, предназначенная для сварки алюминия с флюсом и , определенно не является машиной с алюминиевым флюсом .
Алюминиевая сварочная проволока с искусственным флюсовым сердечником
Название этой проволоки на eBay выглядит выигрышно…
Здесь упоминается:
✔ Алюминий
✔ Flux Core
✔ С сердечником (для уверенности)
0002 ✔ Без газа✔ Нет упоминания о сплошной проволоке
Но, подождите, ниже указан номер детали Blue Demon для однофунтовой катушки диаметром 0,035 сплошной алюминиевой проволоки. Для этого провода нужен аргон .
Для этого провода нужен аргон .
Как узнал этот покупатель:
Жалко, но спасибо ему за предупреждение другим.
Что я не нашел
Я согласен с вышеприведенным отзывом. Доказательство того, что алюминиевая проволока, предназначенная для аппаратов для дуговой сварки с флюсовым сердечником (FCAW), реальна, ускользнуло от меня.
Подтверждение пришло, когда я увидел эту таблицу спецификаций присадочного металла от Американского общества сварщиков (AWS):
Таблица: Американское общество сварщиковКогда AWS не перечисляет спецификации алюминиевой сварочной проволоки FCAW, пришло время признать поражение. Этот провод не существует .
Реклама
Почему нет алюминиевой сварочной проволоки с флюсовым сердечником?
Несколько проблем препятствуют использованию алюминиевой проволоки FCAW. К ним относятся вопросы удобства использования и качества.
Тяжелая подача
Даже сплошная алюминиевая проволока мягкая и ее трудно подавать. Только представьте, что вы пытаетесь подать полую порошковую проволоку, не сдавливая и не заклинивая ее. Простые проводные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Только представьте, что вы пытаетесь подать полую порошковую проволоку, не сдавливая и не заклинивая ее. Простые проводные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Плохие свойства флюса
Из-за уникальных характеристик алюминия флюсы, разработанные для углеродистой или нержавеющей стали, не подходят. А флюсы, используемые при пайке и пайке, неэффективны при более высоких температурах дуговой сварки.
Кроме того, алюминиевые флюсы, испытанные для сварки, чрезвычайно агрессивны. Это проблема как для пользователей, так и для окружающей среды. Кроме того, флюсы гигроскопичны и поглощают воду из воздуха. Эти особенности способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Природа FCAW
Дуговая сварка стали под флюсом может привести к образованию большого количества брызг. Жидкая природа алюминия при температуре сварки усугубит проблему. Количество расплавленного материала, выброшенного из сварного шва, ухудшит качество и внешний вид сварного шва.
Альтернативы сварке под флюсом для соединения алюминия?
Теперь мы знаем, что мы не можем сваривать алюминий с сердечником из флюса , используя сварочный аппарат с подачей проволоки. Итак, давайте рассмотрим другие варианты, которые вы можете использовать, чтобы сделать ремонт или построить свой проект.
Сварка MIG
На совместимый сварочный аппарат можно установить катушечную горелку. Это, наряду с баллоном со 100% аргоновым сварочным газом и небольшой катушкой твердой алюминиевой проволоки, является эффективным и надежным методом.
Если ваш сварочный аппарат не готов к установке шпульного пистолета или вы просто хотите сэкономить, попробуйте сварить алюминий MIG без шпульного пистолета. По цене рулона проволоки и, возможно, вкладыша вы узнаете, способна ли ваша машина. Немного терпения и практики могут дать удивительные результаты.
Advertisement
Сварка ВИГ
Сварочный аппарат ВИГ на переменном токе с защитным газом из чистого аргона может обеспечить самые красивые сварные швы. Как и при любой сварке алюминия, потребуется некоторая практика. Помните, что это ручной процесс, который выполняется медленнее, чем MIG. TIG лучше всего подходит для небольших проектов.
Как и при любой сварке алюминия, потребуется некоторая практика. Помните, что это ручной процесс, который выполняется медленнее, чем MIG. TIG лучше всего подходит для небольших проектов.
В крайнем случае, сварочный аппарат TIG на постоянном токе вместе со сварочными прутьями с флюсовым покрытием может выполнить работу.
Сварочный аппарат
В качестве альтернативы можно использовать сварочный аппарат с покрытыми флюсом сварочными стержнями.
Пайка/пайка
Если вы занимаетесь металлообработкой, рассмотрите возможность добавления пайки и пайки в свой набор инструментов.
Оба процесса нагревают заготовку до точки плавления присадочного материала, а не основного металла. Меньший нагрев, чем при дуговой сварке, означает меньший риск деформации основных металлов.
«Паяние твердым припоем и пайка — это процессы, которые имеют много больших преимуществ… хорошая конструкция соединения обеспечивает прочность соединения, равную или превышающую прочность сварки».
Л. Джеффус «Принципы и применение сварки» (8-е издание, стр. 816)

840℉ — это разделительная линия для процессов, где пайка происходит при температуре ниже этой, а пайка — выше.
Капиллярное действие втягивает наполнитель для заполнения пустот между деталями. Можно даже соединять разнородные металлы.
Вы можете начать работу с простой горелкой, небольшой бутылкой газа MAPP и несколькими алюминиевыми стержнями.
Несколько советов по пайке от Bernzomatic
Заклепки
Это так просто, но придает проекту законченный вид.
Возьмите хороший заклепочный пистолет и несколько заклепок из нержавеющей стали или алюминия. Просверлите отверстия. Вставьте заклепки. Достаточно хорошо работает для лодок и самолетов.
Для масштабных проектов может помочь пневматический пистолет или модель на батарейках.
Общая картина
Алюминий обладает уникальными качествами, которые делают его привлекательным материалом для проектов.