Возможна ли сварка алюминия в домашних условиях инвертором?
Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
Содержание
Сложности при сварке изделий из алюминия
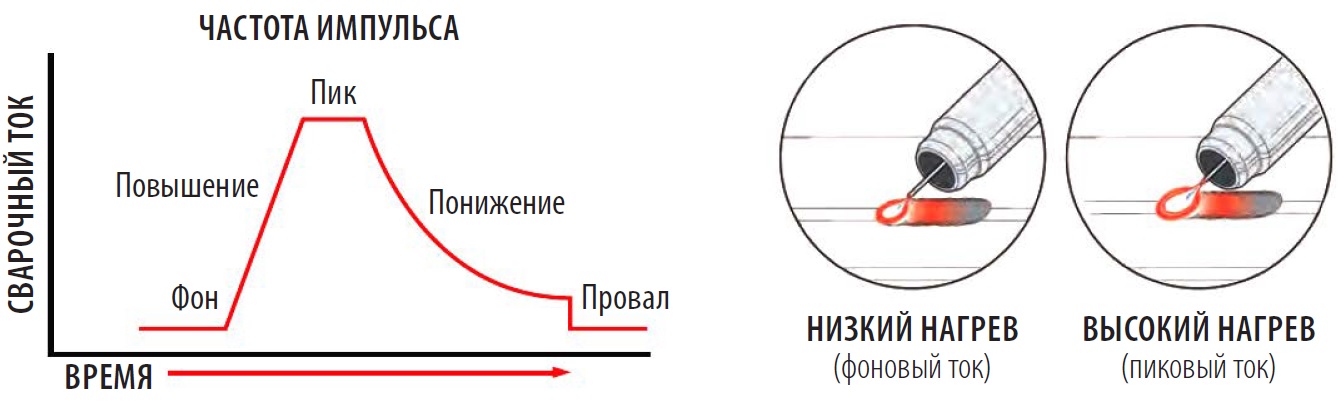
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.

- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Инструкция выполнения работы
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
С процессом сварки алюминия можно ознакомиться на видео:
https://youtu.be/pszo4Kstlww
Как вам статья?
Сварка алюминия инвертором в домашних условиях электродом
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.
Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.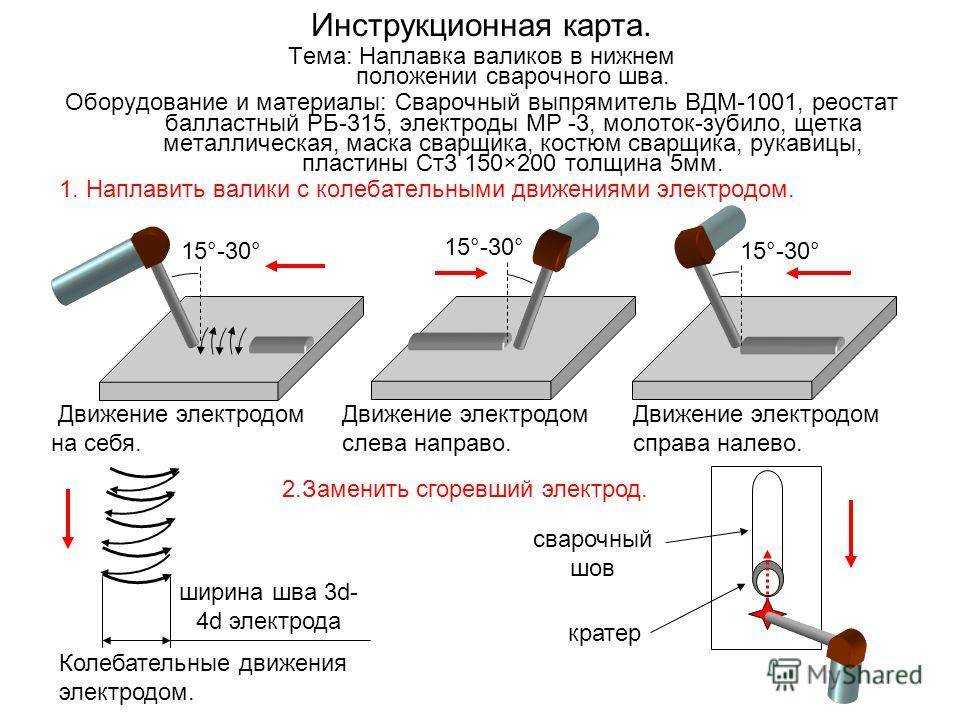
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
Обработка алюминия инвертором — специфика работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного воздействия, сварку алюминия инвертором иногда называют газовой.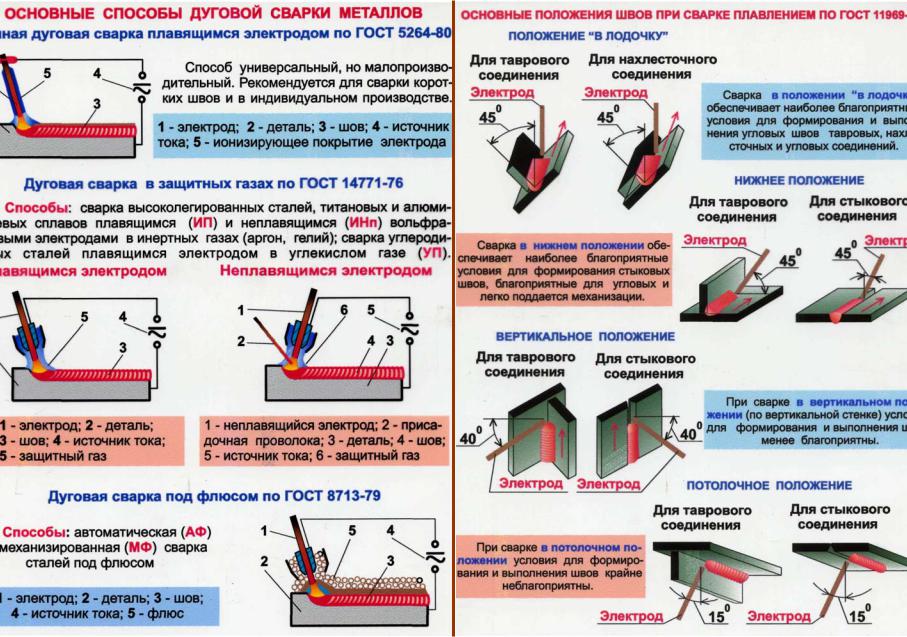
Инертные газы препятствуют появлению оксидной пленки, поэтому для газовой защиты применяют аргон или смесь аргона с гелием.
Использование такой смеси актуально для газовой защиты толстых слоев металла.
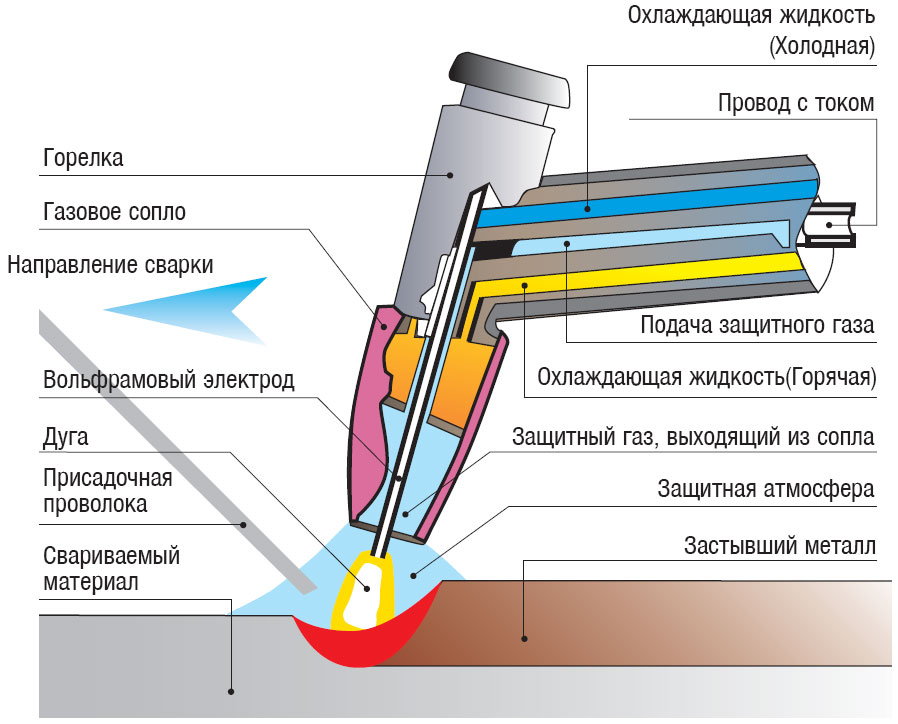
Аргонодуговая сварка возможна только при переменном токе и происходит так: электрическая дуга разжигается между неплавящимся электродом, расположенным в горелке и свариваемой поверхностью.
При этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как основной расходный материал — присадочная проволока.
ВАЖНО ЗНАТЬ: Все об аттестации сварщиков по системе НАКС
Видео:
За поджиг дуги отвечает осциллятор, так как свойства инертного газа препятствуют подключению дуги касанием.
После того как газ вышел из сопла и окружил электрод, происходит расплавление металла и образуется сварочная ванна с жидким алюминием.
Затем, в сварочную ванну попадает присадочная проволока. Важно, чтобы этот элемент сварки был такой же марки, как и основная свариваемая деталь.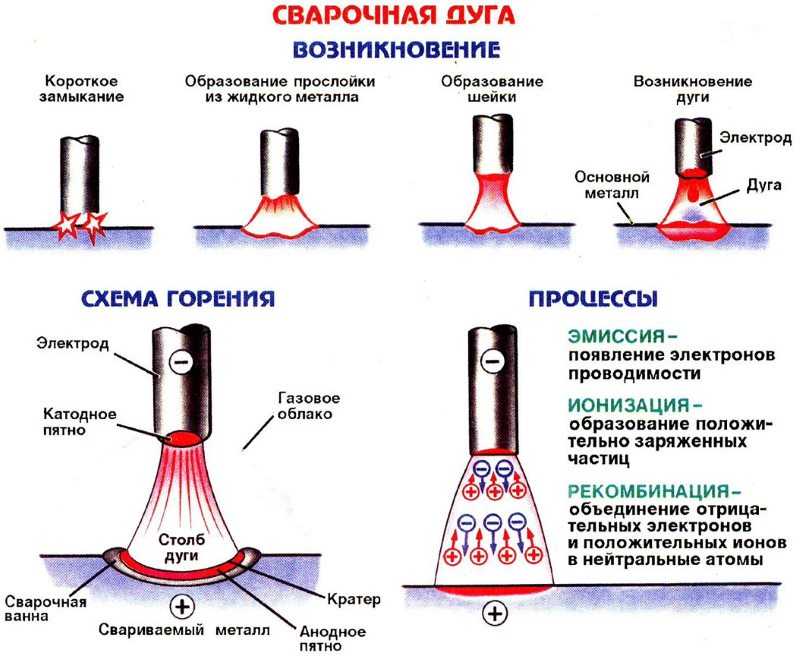
Поэтому, прежде чем приступить к аргоновой варке, нужно определить необходимую марку присадочной проволоки.
Этот параметр зависит от того, какой химический состав имеет свариваемый металл.
Например, если диаметр алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК или АО.
Накладку шва следует производить медленно и постепенно, глубоко проваривая деталь.
Недопустимо прекращение газовой подачи сразу после завершения шва — лучше задержать процесс на несколько секунд, чтобы предотвратить возможное растрескивание шва или его деформацию.
Для лучшей защиты шва горелку передвигают после присадочного прутка. Нельзя, чтобы электрод и пруток двигались поперек.
Видео:
Опытные сварщики рекомендуют прогрев свариваемой детали не только до, но и после обработки сваркой, после чего необходимо обеспечить термические и механические вспомогательные меры.
При тщательном регулировании рабочего процесса горелки и соблюдении указанной последовательности, результаты сварки покажут прочное соединение и аккуратный качественный шов.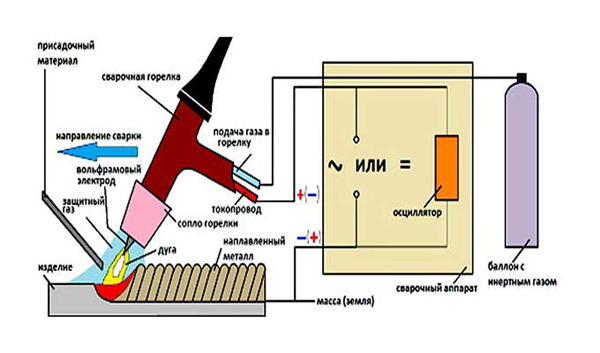
Чтобы понять тонкости рабочего процесса, предлагаем посмотреть видео о сварочных работах с алюминием в нашей статье.
Технология сварки алюминия инвертором
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие. Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.

- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Что касается алюминиевых деталей, то перед свариванием торцы тщательно обрабатываются для удаления защитной пленки. Это обеспечит качественное схватывание с поверхностью жидкого металла.
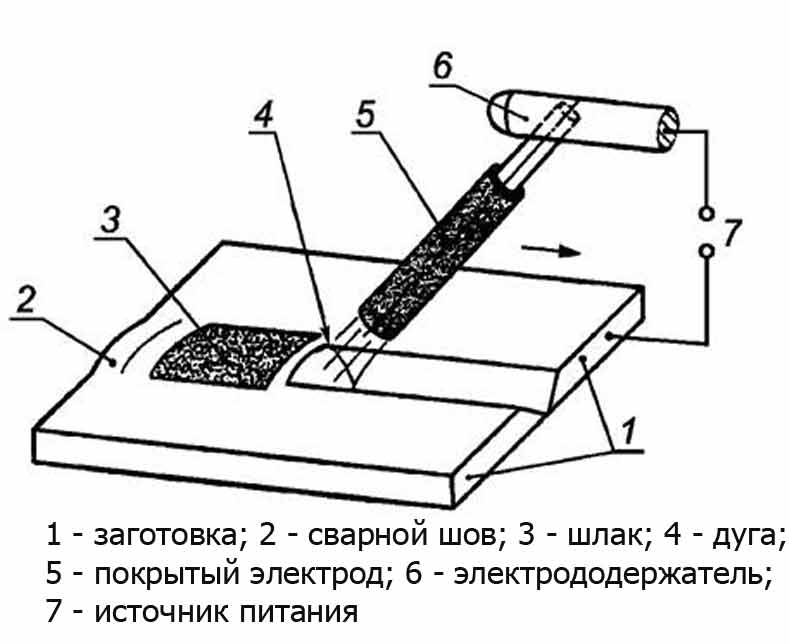
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги.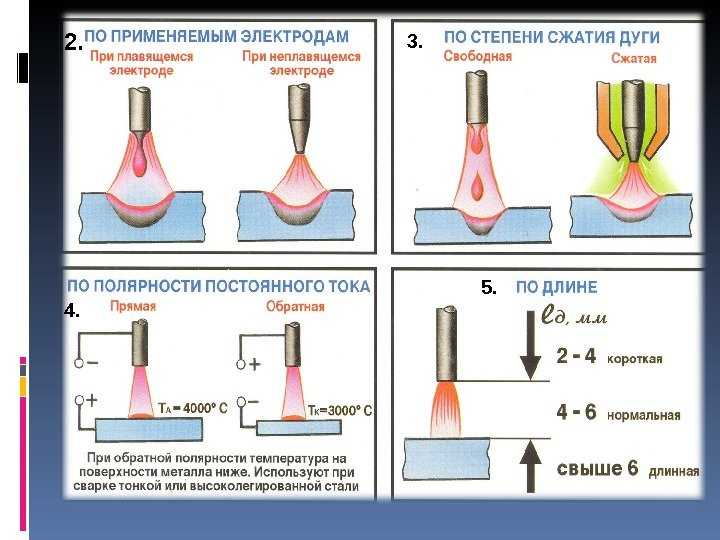 Швы стараются делать не длинными.
Швы стараются делать не длинными.
Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Режимы сварки алюминиевыми электродами
Оборудование для сварки алюминия инвертором
Для выполнения качественной сварки алюминия в домашних условиях потребуется следующее оборудование:
- Инверторный аппарат для дуговой сварки, подойдет любой мощности, потому что алюминий легкоплавкий металл.
- Печь для прогревания электродов или обычная буржуйка, куда они будут заблаговременно уложены.
- Газовая горелка для подогрева свариваемых мест деталей.
- Ручной фрезер для снятия фаски под углом 45 градусов, если толщина листа составляет 5 мм.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.

Только при соблюдении всех этапов можно поучить действительно качественный шов.
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу. Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
 Удаление оксидной пленки, защита от ее повторного образования;
Удаление оксидной пленки, защита от ее повторного образования;Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Рекомендуем! Как обозначается сварка на чертежах
насадок для сварки алюминия методом TIG на постоянном токе — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Каждый сварщик знает, что вы получите гораздо более чистый сварной шов, который с большей вероятностью пройдет проверку, если вы будете использовать переменный ток при сварке алюминия методом TIG. Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Во многих случаях AC отлично справится с задачей, зачем рисковать другим методом? Однако существуют особые ситуации, когда сварщик может захотеть поэкспериментировать со сваркой ВИГ на постоянном токе.
Выберите правильное приложение для сварки TIG на постоянном токе
Наиболее распространенной причиной использования постоянного тока на алюминии является ситуация, когда металл имеет большую толщину, обычно толще ½ дюйма в большинстве случаев. Алюминий может деформироваться, если вы выполняете сварку с питанием от сети переменного тока и вам необходимо обеспечить достаточное проплавление для прочного сварного шва.
Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть вероятность, что вы можете деформировать, деформировать или прожечь металл. Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Выберите правильный защитный газ
Сварщики TIG обычно используют в качестве защитного газа чистый аргон, особенно для металлов толщиной ½ дюйма или менее. Однако, когда вы работаете с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь попробовать сварку TIG на постоянном токе, вам нужно добавить в смесь правильный газ, а гелий-аргон — хорошее место для начала. Некоторые сварщики предлагают использовать 100% гелиевый защитный газ для сварки TIG более толстых металлов.
Вопросы, которые следует учитывать при сварке алюминия методом TIG на постоянном токе
При работе от источника постоянного тока в сварной шов будет направляться много тепла. Это здорово, если вам нужно много проникновения, но все может очень быстро выйти из-под контроля. Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварочные аппараты и расходные материалы для сварки TIG также дадут разные результаты. Новые машины и инверторы могут давать другие результаты, чем старые машины. Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе, используя более толстые, намного более толстые электроды для своих сварных швов.
Стоит ли вам попробовать сварку алюминия методом TIG на постоянном токе
Единственная точка зрения, которую вы найдете в Интернете, заключается в том, что сварщики, которые лучше всего подходят для сварки алюминия методом TIG на постоянном токе, имеют большой опыт. В этот процесс не стоит погружаться, если вы только начинаете осваивать сварку TIG. Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Две ситуации, которые наиболее подходят для этого типа сварки, — это толстый кусок алюминия, который вы не хотите деформировать, и аварийная ситуация, когда вам нужна быстрая сварка, и единственным выходом является питание от постоянного тока. Имейте в виду, что некоторые сварщики могут создать чистый шов, но есть большая вероятность, что ваши первые проходы этим методом не пройдут проверку!
Если вам нужна машина TIG, ознакомьтесь со всеми предложениями компании Bakers. Если вы ищете аксессуары и расходные материалы для TIG, ознакомьтесь с ними здесь.
Поданный в: алюминий с питанием постоянного тока, заварка дк тиг, алюминий заварки дк тиг, как сварить, заварка тиг дк инвертора, Учиться, защитный газ для сварки TIG постоянным током, сварка TIG с питанием постоянного тока, TIG-сварка
Как сваривать алюминий методом TIG — шаг за шагом (сила тока, напряжение, газ и т.
 д.)
д.)Алюминий — это уникальный металл, обладающий многими преимуществами. Эти преимущества делают его отличным выбором для многих проектов. Поэтому нередки случаи, когда сварка TIG выполняется на алюминии.
В этой статье вы найдете информацию о каждом аспекте сварки TIG на алюминии. Это руководство содержит чрезвычайно ценная информация для всех, кто начинает сварку такого рода на алюминий впервые, от текущих настроек до свариваемости с другими материалы. Давайте начнем.
Содержание
- 1 Основы сварки ВИГ
- 2 Какие параметры важны при сварке ВИГ?
- 3 Области применения сварки ВИГ с алюминием
- 4 Выбор электрода и присадочного металла для сварки ВИГ алюминия
- 5 Какую полярность следует использовать
- 5.1 Переменный или постоянный ток на алюминии
- 5.2 DCEN и DCEP Рекомендации по частоте
- 5304 AC
- 5.4 Высокие и низкие частоты при сварке TIG алюминия
- 6 Какой ток следует использовать для сварки TIG алюминия
- 7 Рекомендуемое напряжение
- 8 Какой газ следует использовать
- 8. 1 Является ли аргон хорошим вариантом
- 8.2 Подходит ли гелий Смеси аргона и гелия
- 8.1 Any Good
- 8.4 Является ли двуокисью углерода на алюминии Any Good
- 8.
- 9 Сварка алюминия методом TIG – шаг за шагом
- 9.1 Этапы сварки алюминия методом TIG
- 9.1.1 Очистка поверхности от загрязнений и масел
- 9.1.2 Подготовка машины
- 9.1.3 Процесс
- 9.1.4 СИЗ или средства индивидуальной защиты
- 9.1 Этапы сварки алюминия методом TIG
- на алюминии?
- 12 Аппараты для сварки ВИГ алюминия
- 13 Сварка ВИГ между алюминием и бронзовым сплавом
- 14 Возможность сварки ВИГ между алюминием и сталью
- 15 Возможность сварки ВИГ между алюминием и титаном
- 16 Заключение
 1 Является ли аргон хорошим вариантом
1 Является ли аргон хорошим вариантом Перед изучением этого процесса на
алюминиевых сварных швов, я напишу небольшое введение в основы сварки TIG. Если вы уже
знакомы с этим методом, вы можете прокрутить вниз до фактических методов и
рекомендации , которые я предоставляю. Если нет, то это
хорошая идея прочитать несколько строк, потому что они помогут вам понять все, что я
собираюсь упомянуть.
Если нет, то это
хорошая идея прочитать несколько строк, потому что они помогут вам понять все, что я
собираюсь упомянуть.
Этот метод также известен как вольфрамовая дуговая газовая сварка и представляет собой производственный процесс. Это когда два куска металла сливаются в одно целое. Основные детали, которые вам понадобятся, — это нерасходуемые вольфрамовые электроды, защита от инертного газа, наполнитель и машина, которая подает требуемый ток.
TIG — отличный метод для соединение различных металлических материалов. Помимо стали, TIG широко используется для сварка цветных металлов, таких как медь, магний, алюминий.
Кроме сварщика техника, на процесс влияет множество факторов. Некоторые из них связаны с вашим оборудование, в то время как некоторые из них связаны с материалами, участвующими в сварка. В любом случае, когда дело доходит до основ, вы должны знать следующее.
- Защитный газ : Сварщики во всем мире выполняют 90% операций с помощью чистого
Аргон.
- Свойства электрод : Применение Требования влияют на размер электрода. В зависимости от силы тока и Толщина металла, электроды определенных размеров работают лучше, чем другие. Также в некоторых проектах лучше использовать электроды, содержащие другие материалы. кроме вольфрама.
- Расход газа: Достаточный расход газа для большинства операций сварки TIG составляет от 20 до 30 кубов в час. Если вы выберете большой размер чашки, то это может требуют большего потока.
- Текущие настройки : Текущие настройки являются неотъемлемой частью любого сварного шва. Есть тонны
машины, доступные в Интернете, которые предлагают расширенные настройки, идеально подходящие для тех, кто
хочет быстро учиться или часто выполнять сварку. Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.
- Дополнительный параметры : Давайте рассмотрим некоторые другие факторы. это могло сыграть роль. Другими жизненно важными факторами являются тип соединения, толщина материала, положение сварки и основной материал.

 Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.
Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.Вам может быть интересно, где сварщики TIG сварка алюминия. Ну, это широко распространенный метод, и вы найти множество применений в промышленности. Распространенным является сварка тонкостенных труб. или трубы небольшого диаметра. Таким образом, метод получил широкое распространение в велосипедная промышленность.
Многие сварщики используют его по телефону:
- велосипедные рамы
- головки цилиндров
- Блоки двигателя
- Банги.
с применением дуговой или точечной сварки. Лазерная сварка также является хорошим вариантом; они
может регулировать мощность для тонкой алюминиевой фольги, а также для микрообработки.
Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода диаметром 1/16″ на вашей машине Dynasty 200. В качестве наполнителя вы можете использовать проволоку MIG, а затем начать с 20 ампер. Хитрость, чтобы не проделать дыру в банке, заключается в том, чтобы начать дугу на присадочной проволоке. Когда у вас образовалась лужа, увеличьте силу тока до 25 и начните наматывать валики, переключая банку между сварными швами.
Как вы, наверное, знаете, в TIG при сварке в качестве электрода используется стержень из вольфрама. Вольфрам имеет высокая температура плавления, и он не становится жидким в процессе. Однако не все электроды сделаны из чистого вольфрама, потому что в некоторых случаях вам нужны особые условия внутри сварочной ванны. Помните, что немногие молекулы вольфрама попадают внутрь сварочной ванны из-за электромагнитных явлений (не плавится). Итак, в уникальных процессах, таких как сварка алюминия, все имеет значение.
Правильный выбор электрода которые могут быть использованы для правильного типа материала и толщины, могут быть трудными.
Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.Типы вольфрамовых электродов являются следующие.
- Торированный
- Цирконированный
- Чистый вольфрам
- Серийный
Давайте посмотрим, как эти электроды помогают в создании идеальных сварка на алюминии. Я рассмотрю их один за другим.
Чистый вольфрам: этот тип электрода идеален для работы с переменным током, но не идеален для постоянного тока. Он на 99,5% состоит из вольфрама и дает им возможность легко скруглять или шарить. Это идеально подходит для низких и средних токов с алюминиевыми и магниевыми сплавами. Таким образом, чистый вольфрам является идеальным электродом для опытных сварщиков, когда речь идет о сварке алюминия.
Редкоземельный металл: это новейший тип вольфрама, который содержит различные добавки, такие как гибридные комбинации оксидов. Это используется для постоянного тока и не идеально подходит для переменного тока. Тем не менее, эти электроды являются хорошей рекомендацией для любителей сварки алюминия методом TIG.
Цирконированный, белый: состоит из 99,1% чистого вольфрама и 0,15-0,4% циркония в форме оксидов. Этот вид электродов используется вместо чистого вольфрама, поскольку они способны сохранять скругленные кончики и противостоять загрязнению. Я настоятельно рекомендую эти электроды любителям сварки алюминия методом TIG.
Торированный: этот тип вольфрама имеет чистоту 97,3%. вольфрама и 2-процентного оксида тория, обладающего низкой радиоактивностью. Это используется для сварки постоянным током сталей, а также других материалов. это ужасно выбор для алюминия.
Ceriated: лучше всего использовать в приложениях переменного или постоянного тока с использованием источников постоянного тока на основе инвертора. Скорость эрозии низкая, и они идеально подходят для низкого диапазона силы тока. Это еще один хороший вариант для сварки алюминия методом TIG.
Полярность при сварке TIG проста как концепция, но определение правильных настроек может быть сложным. Это потому что дуга совершенно разная при разных настройках полярности.
Как и при любой другой дуговой сварке тип, электрический ток создает дугу. Вид тока значительно влияет на процедуру. Двумя основными типами тока являются постоянный и переменный. Каждый тип лучше в различных проектах сварки.
Если вам интересно, что разница между переменным и постоянным током, вот краткое объяснение. В округе Колумбия электроны движутся непрерывно в определенном направлении и в то же время в электрическая дуга, положительно заряженные частицы движутся в противоположном направлении. В зависимости от направления, в котором движутся электроны, постоянный ток может быть помещен в одна из двух подкатегорий, называемых DCEN и DCEP. В DCEN отрицательный полюс электрод, в то время как в DCEP отрицательный полюс является основным металлом.
Теперь в AC поток электроны меняют направление с определенной частотой. Очевидно, положительно заряженные частицы движутся в направлении, противоположном движению электронов.
Следовательно, одновременно происходят два противоположных колебания — полярность в каждом
круг меняется от отрицательного постоянного тока до положительного постоянного тока.Переменный или постоянный ток на алюминии
Перейдем к самой важной части выяснить, какой тип тока лучше для сварки TIG алюминия. Магний и алюминий — два наиболее распространенных металла, которые сварщики используют в качестве источника переменного тока. Он отличается от нержавеющей стали и стали в целом тем, что выход постоянного тока обычно это лучший выбор. Так, для большинства алюминиевых сплавов и положений сварки переменный ток является текущий тип, который я предлагаю.
DCEN и DCEP
DCEP или обратная полярность — стандартная полярность для Stick сварка и сварка МИГ. В MIG, если он использует газ, без металлического сердечника или флюса, нужен положительный электрод. Металкор и двойной щит могут различаться. DCEP обеспечивает более стабильную дугу в целом при сварке электродом.
С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.Частота предложений для AC
Как я упоминал ранее, в В большинстве проектов TIG с алюминием переменный ток предлагает больше преимуществ, чем постоянный ток. Первичный характеристикой переменного тока является то, что он колеблется между DCEN и DCEP. Полярность меняется много раз каждую секунду.
Так как это периодический явление, число, которое описывает, сколько из этих полных циклов происходит в каждая секунда называется частотой. Частота считается в герцах, т. обратная секунда. Хватит заниматься математикой. Посмотрим, к кому это относится сварка.
В некоторых аппаратах TIG пользователь может определить частоту этого тока. В настоящее время вам не нужно иметь дорогую машину с расширенными настройками. Например, при частоте 50 Гц каждую секунду совершается 50 полных оборотов. В каждом периоде полярность меняется дважды.
Следовательно, при такой частоте полярность меняется 100 раз в секунду.Высокие и низкие частоты при сварке TIG алюминия
Как вы уже догадались, частота влияет на свойства сварочной ванны. В большинстве аппаратов TIG можно использовать ток частотой от 20 до 250 Гц. Кроме того, дуга зажигается при использовании настроек высокой частоты и высокого напряжения. Во многих сварочных аппаратах есть кнопка для включения этой функции
Высокая частота сварки обеспечивает более сфокусированный конус дуги с улучшенный контроль направления, а также более узкий сварной шов и очистка области. Высокая частота очень помогает при сварке углов, угловых швов, корневых швов. проходит, внахлест даже Т-образные соединения. С другой стороны, низкая частота создает более широкое конус дуги, который расширяет профиль сварного шва и лучше удаляет загрязнения с поверхности металла. Кроме того, он передает максимальное количество энергии заготовка, которая ускоряет приложения, необходимые для расширенного осаждения металла.
Один из наиболее важных аспектов дуговой сварки, как правило, это количество тока, который вы используете. Ты вероятно, слышали об этой метрике как о силе тока. Сила тока описывает количество тока, проходящего через проволоку и дугу. Это число имеет большое значение когда вы свариваете алюминий TIG. Количество электрического тока можно пересчитать в амперах.
Вам может быть интересно, как сила тока влияет на сварку TIG на алюминии. Как и в большинстве сварочных процессов, сила тока в основном влияет на проникновение. Когда дело доходит до проникновения, TIG является отличный метод, потому что сварщик может создать дугу со стабильным количеством текущий.
В алюминиевом сплаве TIG сила тока регулируется ножной педалью или управление кончиками пальцев. Тем не менее, лучше всего установить правильную максимальную силу тока на получить наилучшие результаты. Для 1/1 канала дюйма алюминия, требуемая сила тока составляет от 60 до 90 ампер. Если вы 1/8 дюймовый алюминий, вам нужно от 125 до 160 ампер.
С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.Эмпирическое правило для сварки алюминия TIG заключается в использовании 1 Ампера для каждую тысячную толщины материала. Это означает, что сварка основного материала, толщиной 12,5 мм или 1/8 потребуется 125 ампер. Когда материал имеет толщину более ¼ дюйма, эмпирическое правило начинает отклоняться, и не так много усилителя нужный.
Величина напряжения сильно коррелирует с количеством тепло, которое производит дуга. Это означает, что при высоком напряжении дуги больше в части. Если бы вы хотели спросить, какое напряжение подходит для TIG, сварка алюминия, ответ в том, что это зависит.
Обычно для зажигания дуги требуется чуть больше 60 Вольт. и высокая частота. Если вы используете большой ток, вы не можете также использовать высокий Напряжение. В зависимости от величины тока, который вы используете, существует максимальное количество напряжения.
Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно. Неотъемлемая часть сварки TIG является защитным газом. Без защитного газа сварочная ванна будет загрязнена окружающим воздухом. Я видел людей, использующих все виды газов и смеси при сварке TIG. Выбор этих газов чаще, чем вы думаю, не является оптимальным или даже совершенно неправильным.
Правильно подобранный газ может вам помочь несколькими способами. Это может либо облегчить вашу жизнь, помогая вам контролировать дуги или добавить полезные свойства к самой сварочной ванне.
Газы, которые в основном используются в Для сварки TIG используются аргон, гелий и углекислый газ. Я не предлагаю все выше. Кроме того, вы можете столкнуться со смесями. Посмотрим, какой из этих газов подходят для алюминия.
Является ли аргон хорошим вариантом
Когда дело доходит до сварки алюминия методом TIG, аргон, вероятно, является лучшим выбором.
Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.Итак, я советую вам использовать эти баллоны с чистым аргоном на случай, если вы будете сваривать алюминий методом TIG. Вы сэкономите много времени, используя этот газ.
Подходит ли гелий
Да. Гелий является одним из лучший выбор для сварки TIG на алюминии. Просто потому, что это обеспечит хорошая стабильность дуги, а также улучшенное очищающее действие. Если бы мне пришлось использовать между 100% гелий и 100% аргон, тогда я бы выбрал аргон. Однако гелий дешевле в Соединенных Штатах, и многие сварщики любят его использовать.
Смеси аргона и гелия Все хорошо
Такие смеси обеспечивают лучшие характеристики зажигания дуги при сварке алюминия GTAW. Иногда используются газовые смеси, обычно 75 процентов аргона и 25 процентов гелия, которые могут увеличить скорость перемещения при дуговой сварке вольфрамовым электродом.
Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.Углекислый газ на алюминии. Все хорошо
Углекислый газ, как и кислород, вступает в реакцию с алюминием, образуя оксиды. Таким образом, использование любого из этих газов создаст более слабые сварные швы в алюминии. Поэтому я бы не рекомендовал использовать CO2 для алюминиевых сварных швов.
Неотъемлемая часть любой сварки процедура. подготовка. Если вы планируете сварку TIG, то вам необходимо
- Подушечки для рук
- Проволочные щетки
- Травильная паста
Люди проявляют интерес к с помощью подушечек для рук, но это определенно не самый быстрый метод. Другой метод для более проблематичных загрязнений используются проволочные щетки.
Оба эти метода
будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.Этапы сварки TIG алюминия
Подготовка материалов перед сваркой очень важно сделать правильно. Есть причины, по которым вам нужно очистить необработанный алюминиевый материал.
Натуральные алюминиевые материалы образовывать оксидный слой на его внешней поверхности, пока он остывает на заводской
Очистка загрязнений и масел на поверхности
Очистка алюминиевой поверхности Перед началом сварки TIG можно выполнить два важных этапа, таких как:
1: Устранение загрязнений и масла с алюминиевой поверхности. Важно сделать этот шаг до чистка. Чистка щеткой может привести к попаданию загрязняющих веществ в алюминий.
2: почистить поверхность материала для устранения оксидов алюминия. Обычно этот оксидный слой нетрудно удалить. с поверхности алюминия с помощью кисти. Обязательно используйте щетка из нержавеющей стали.
Совет: пометьте разные кисти с алюминием, нержавеющей сталью и сталью, поэтому вы не будете смешивать разные кисти вверх.
Конечно, вы не хотите случайно использовать кисть, которую вы всегда
использовать на углеродистой стали на алюминиевом материале.Подготовка аппарата
Убедитесь, что сварочный аппарат настроен к нужным настройкам. Как я уже говорил, переменный ток лучший вариант для алюминиевых сварных швов. Предположим, вы один из тех сварщиков, которые как с помощью педали; вы можете настроить свою машину на больший ток, чем вам нужно иметь. Таким образом, регулируя усилители с помощью педали, вы можете использовать ровно столько же, текущий, как вы хотите в любое время. Вот машина с ножной педалью.
Электрод TIG должен быть чистым вольфрам из-за лучшей чистоты и долговечности. Электрод не должен быть заточены до заостренной точки, так как грубый обменный ток может вызвать отламывание кончика электрода и попадание в сварной шов. Защитный газ должен быть чистым аргоном для обеспечения максимальной чистоты сварного шва, а также производительности. сварка алюминия.
Процесс
Обязательно подготовьте контрольный список.
Сюда должны входить следующие элементы:- Убедитесь, что вокруг заготовки нет ничего, что может загореться
- Установите силу тока
- Убедитесь, что ток установлен на переменный ток или переменный ток.
- Проверьте машину на наличие нужного количества охлаждающей жидкости.
- Затяните соединение на шланге и кабеле горелки ВИГ
- Проверьте электрод, чтобы убедиться, что он находится в надлежащем состоянии и имеет правильный уровень выступания.
- Откройте вентиль баллона с защитным газом.
- Установите регулятор защитного газа на нужный расход
- Включите и отрегулируйте маску сварщика с автоматическим затемнением
- Наденьте средства индивидуальной защиты
- Сварите, не допуская контакта электрода с основным металлом или сварочной ванной.
Важно Совет: Поскольку нужно хранить много экземпляров Перед началом сварки может быть полезно составить список на бумаги, а затем прикрепите ее к верхней части сварочного аппарата, чтобы вы могли сослаться это без усилий.
СИЗ или средства индивидуальной защиты
Убедитесь, что ваши СИЗ находятся в место и работает нормально. Поскольку безопасность очень важна в полевых условиях, всегда перед началом сварки убедитесь, что средства индивидуальной защиты работают. СИЗ необходимы для TIG сварка включает:
- Безопасные очки
- Защита слуха
- Стальные ботинки
- Автоматическое затемнение сварки
- Leathers и Flame Start Stare
- Сварка
- . сварка,
для сварки алюминия TIG вы можете сосредоточиться в первую очередь на следующих элементах:
- Защитные очки
- Автоматические затемняющая сварочная маска
- Сварка перчатки.
Алюминиевая труба Сварка TIG типична для ряда отраслей, в которых наблюдается значительный рост рабочих мест. Это требует техники и правильное исполнение. Вот советы о том, как сваривать алюминиевые трубы TIG.
При сварке вокруг алюминиевой трубы для корня пройти, могут быть случаи, когда он может пройти чашку.
Это требует
твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную
стабильность. Это также обеспечивает чистый и равномерный сварной шов.Движения вперед и назад эффективны, когда вы хождение чашкой с электродом для корневого прохода по алюминиевой трубе даст более глубокое проникновение в металл. Поступательное движение будет способствовать присадочный металл проникает глубже в сварной шов. Обратное движение, с другой рука, будет предлагать дополнительный нагрев, чтобы помочь привыкнуть. очень горячий, не бойтесь нагревать сварочный аппарат до такой степени, чтобы сломать края заготовки, чтобы получить прочный сплав с алюминием.
Слишком холодная работа приведет к слабому сварному шву, поэтому вам нужно научиться сваривать с большим количеством тепла, не повреждая материалы.
Если вы уже работаете на горячем ампере для рута проход, используйте те же настройки для горячего прохода. Не проворачивайте его слишком сильно, иначе вы будет иметь беспорядок на ваших руках.
Если вы добавите дополнительные проходы вдоль алюминиевой трубы, вы может сплести сварные швы, как и любой другой сварной шов. Вы можете использовать ряд курсив или тип дуги из стороны в сторону.
Сварка ВИГ выполняется на алюминиевых пластинах, которые обычно в качестве материала компонента в конструкционных целях, таких как химическая и криогенная промышленность перерабатывающие отрасли. Образование пористости и затвердевание растрескивание – это известные дефекты при сварке TIG-сплавом, который очень реагирует на погонную энергию сварки. Поступление тепла отклонилось от от 0,89 кДж/мм до 5 кДж/мм при объединении сварочной горелки скорость перемещения, а также сварочный ток. Обычно достаточно 1-1,2 кДж/мм тепловложения.
Сварщики TIG работают при сильном нагреве и нуждаются в защите, но чувствительность к прикосновениям имеет решающее значение. Поэтому нужна изрядная ловкость. Силового нагрева можно избежать с помощью пальцев TIG, а также хорошей пары перчаток.
Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.Одним из лучших вариантов для сварки алюминия является сварочный аппарат TIG. который работает от сети переменного тока, и вы получите многие из самых отличных цен. лучшие сварочные аппараты для сварки TIG алюминия должны обеспечивать чистый пуск, ровную дугу, т.к. а также удобные настройки и относительно более важные функции. Вот краткий обзор лучших аппаратов для сварки алюминия TIG, доступных на рынке рынок сегодня:
- Lotos TIG/Stick Welder: Этот сварочный аппарат предлагает функции, необходимые для большинства видов сварки TIG или дуговой сварки, а также для бесконтактного возбуждения дуги TIG. Он обеспечивает стабильный запуск дуги, а также более высокую надежность по сравнению с обычными ВЧ-пускателями дуги. Это легко установить и повысить производительность. Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
- Forney Easy TIG Welder: Идеально подходит для домашнего использования. Это одна из самых надежных машин за свою цену.
- Lincoln 210: Этот универсальный сварочный аппарат идеален для преподавателей, мелких подрядчиков и преподавателей, которым нравится выполнять сварку MIG. Он поставляется с цифровыми элементами управления, а также цветным дисплеем для быстрой и легкой работы.
- Miller Multimatic 215: Это удобный и универсальный аппарат для сварки MIG, TIG и электродуговой сварки, который помогает приобрести навыки. Он поставляется с цветным экраном с автоматической настройкой элиты. Это ваш универсальный сварочный аппарат, который подключается к входной мощности от 120 до 240 В и может сваривать низкоуглеродистую сталь толщиной до 3/8.
Алюминий и его сплавы известны своей хорошей коррозионной стойкостью, малым весом и свариваемостью.
Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов.Высокая теплопроводность алюминия и быстрое затвердевание сварочной ванны делают его сплавы особенно склонными к дефектам профиля. Чтобы избежать риска подреза, несоответствия и недостаточного провара или сплавления, обязательно используйте правильную технику и параметры для сварки.
Одним из полезных приемов является размещение металлического переда. Имейте в виду, что стержень из алюминиевой бронзы обеспечивает подходящую износостойкую поверхность после нанесения на чугун, сталь, медь и другие металлы.
Алюминий и его сплавы легче стали, с плотностью примерно 2,70 г/см3 вместо диапазон от 7,75 до 8,05 г/см 3 для сталей. Таким образом, имеется в виду, что сравнимый объем стали примерно в три раза тяжелее алюминия.
В то время как алюминий может быть легко присоединен к другим металлам с помощью механического крепления или клеевого соединения, необходимы специальные методы, если он должен быть приварен дуговой сваркой к другим типам металлов, таким как сталь.
Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.Идея использования биметаллических соединений состоит в том, чтобы вставить металл между алюминием и сталью, который перекрывает зазор между этими двумя металлами. Таким образом, сварной шов будет разделен на два разных. Первый находится между алюминием и переходным металлом. Второй находится между переходным металлом и сталью. Кроме того, вы можете покрыть стальную деталь серебряным или алюминиевым припоем и сварить ее дуговой сваркой с алюминием. Ни один из описанных методов не является идеальным, и требуются более сложные методы, такие как сварка взрывом.

 Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.
Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.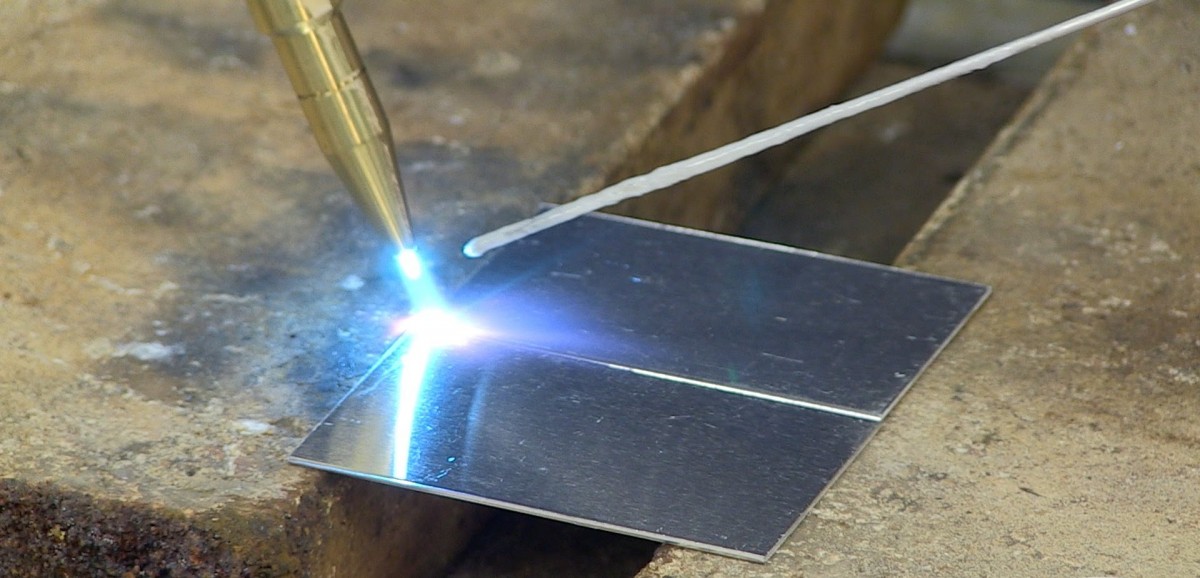
 Следовательно, одновременно происходят два противоположных колебания — полярность в каждом
круг меняется от отрицательного постоянного тока до положительного постоянного тока.
Следовательно, одновременно происходят два противоположных колебания — полярность в каждом
круг меняется от отрицательного постоянного тока до положительного постоянного тока. С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности. Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Следовательно, при такой частоте полярность меняется 100 раз в секунду.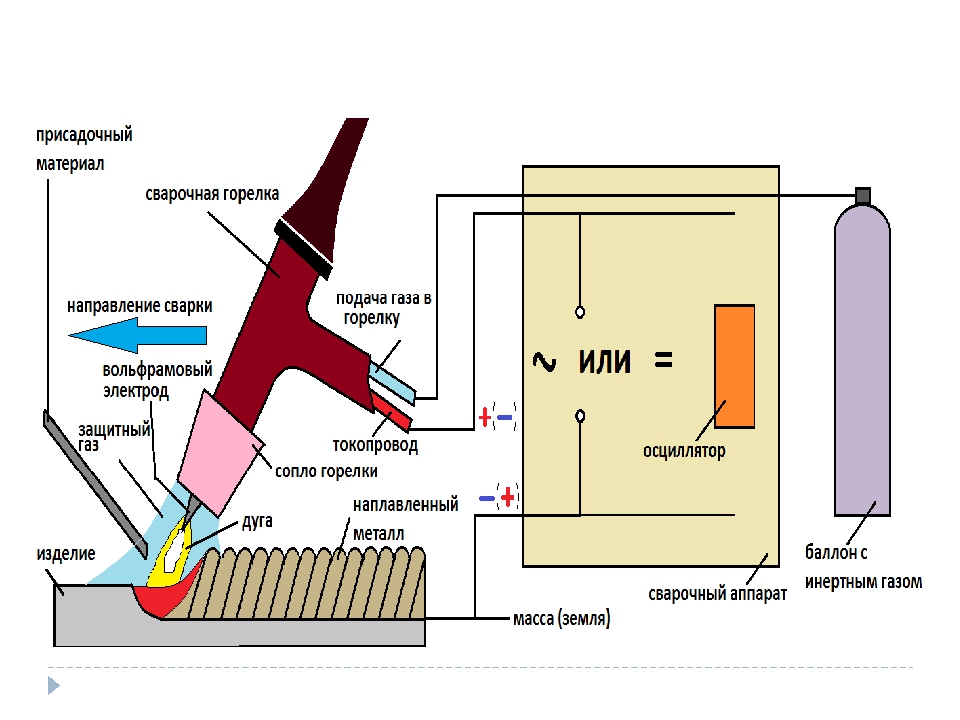
 С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма. Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.  Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.
Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет. Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.
Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.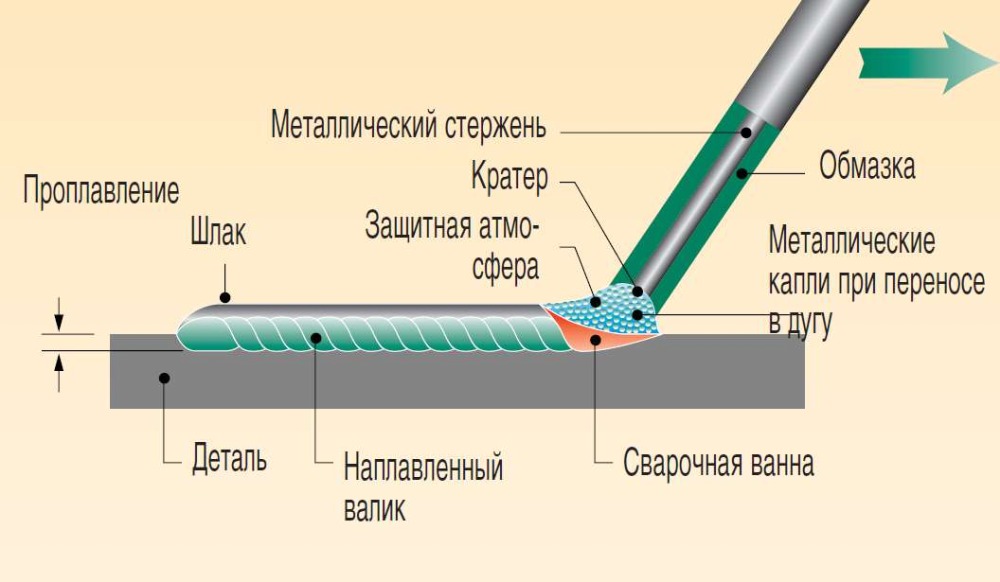 Оба эти метода
будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.
Оба эти метода
будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой. Конечно, вы не хотите случайно использовать кисть, которую вы всегда
использовать на углеродистой стали на алюминиевом материале.
Конечно, вы не хотите случайно использовать кисть, которую вы всегда
использовать на углеродистой стали на алюминиевом материале.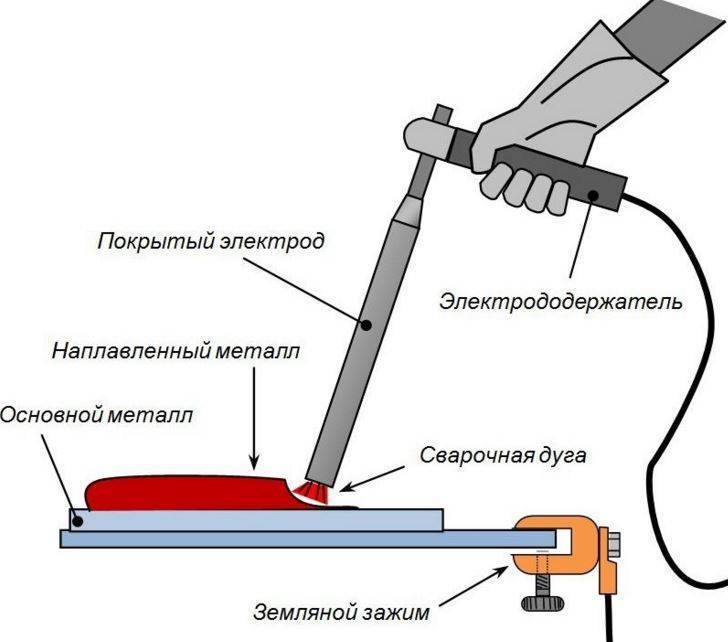 Сюда должны входить следующие элементы:
Сюда должны входить следующие элементы: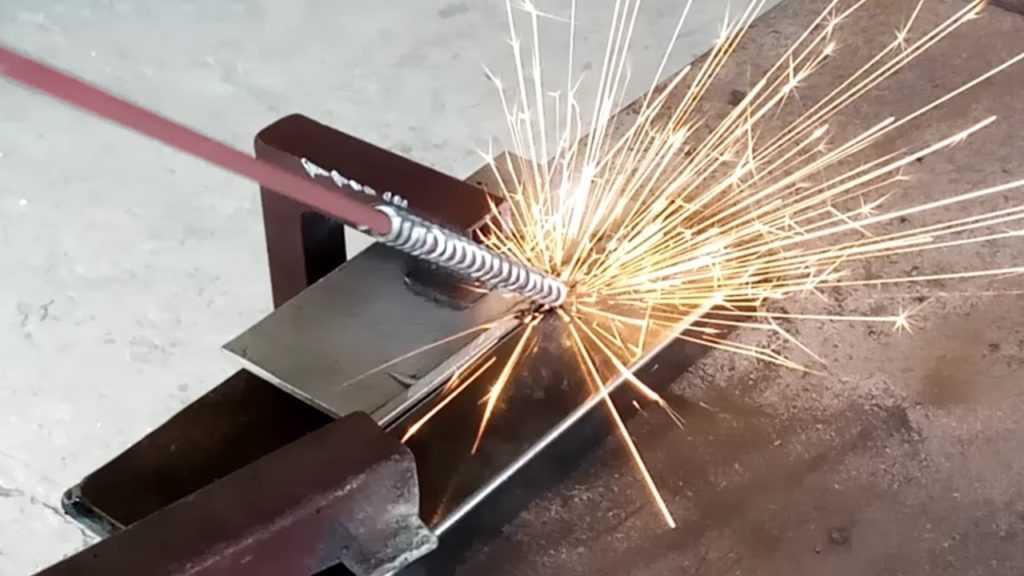
 Это требует
твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную
стабильность. Это также обеспечивает чистый и равномерный сварной шов.
Это требует
твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную
стабильность. Это также обеспечивает чистый и равномерный сварной шов.
 Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.
Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.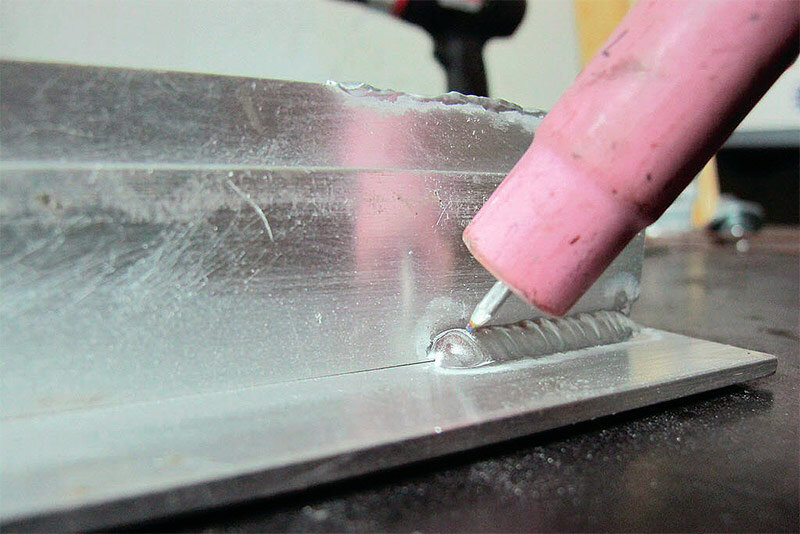 Это идеальное решение для ненадежного или грязного питания.
Это идеальное решение для ненадежного или грязного питания.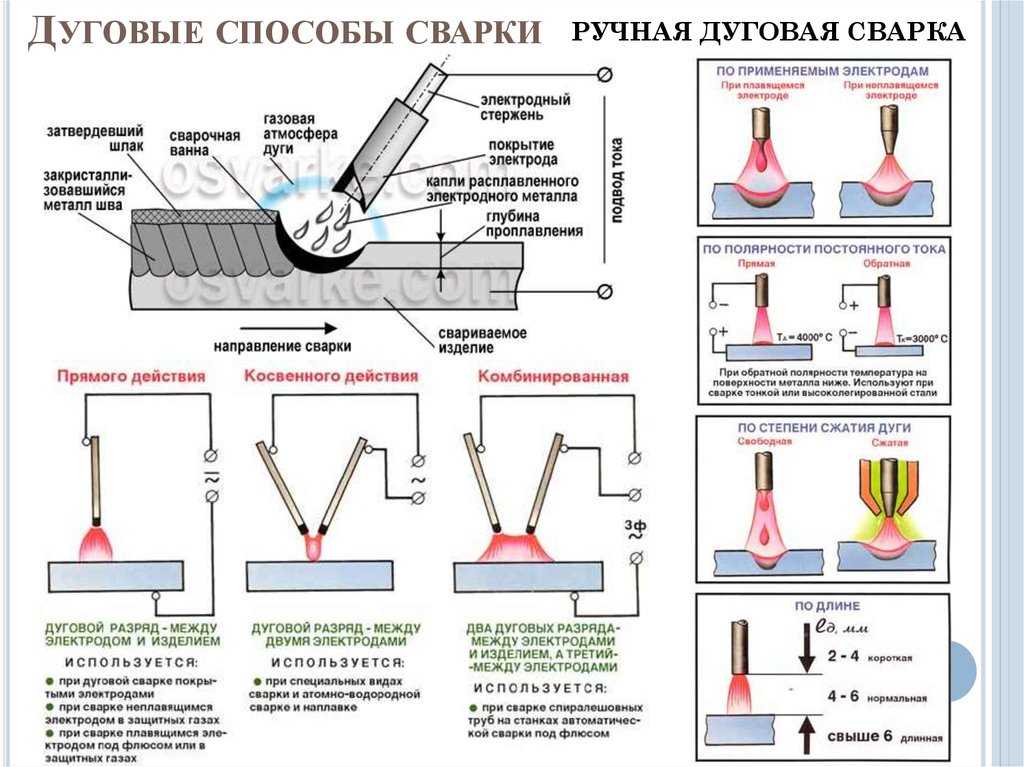 Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов.
Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов. Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.
Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.