Как сварить алюминий в домашних условиях | В домашних условиях
» В домашних условиях
Как сварить алюминий в домашних условиях
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.
Что нужно знать новичку?
Сваривание алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.
Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.
Помимо флюсов, в процессе сварки дома необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия. который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы несколько слов уделить этим прутам.
Во-первых. существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых. такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.
Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов.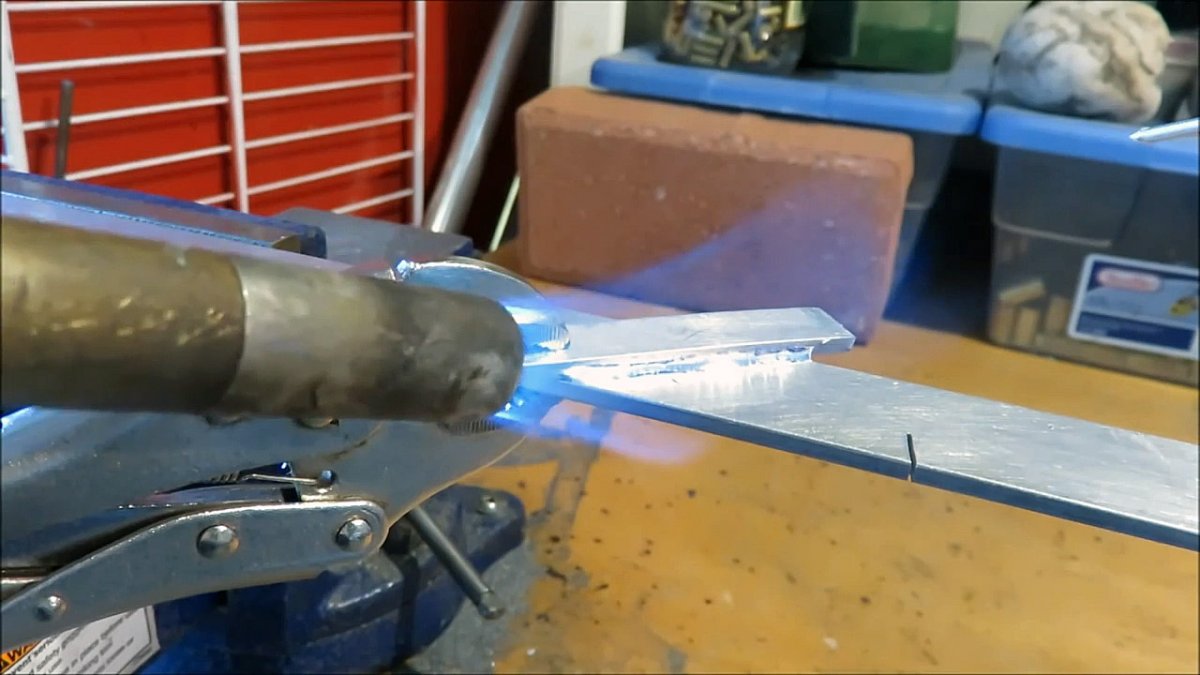 При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.
При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.
Видео руководство по газовой сварке алюминия
Электрическая сварка
Такая сварка алюминия в домашних условиях потребует от вас недюжих умений и мастерства. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает метал до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой
Электрическая сварка зачастую с металлом, толщина которого не превышает четыре миллиметра. Кроме того, он имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.


Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С. а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
Как делается сварка алюминия в домашних условиях?
Сварка алюминия в домашних условиях осуществляется двумя методами. Они отличаются между собой процессом работы и необходимыми приспособлениями. Однако если вы не обладаете профессиональными навыками, не рекомендуется заниматься сваркой самостоятельно. Подобная деятельность требует не только определенных знаний в этой сфере, но и точного соблюдения инструкции. Помимо прочего, не стоит недооценивать всю сложность работы, так как потребуется приложить немало усилий, чтобы не ошибиться.
Сварку алюминия следует производить только при наличии определенных знаний и навыков, а в противном случае лучше обратиться к специалисту.
Сварка алюминия своими руками проходит при некоторых условиях, соблюдение которых необходимо. К примеру, проволока для присадки и специальный электрод должны находиться при сварке под углом в 90°. Правильная подача присадки заключается в коротких движениях возвратно-поступательного характера. Затем помните, что нужно соблюдать одну взятую длину дуги. Как правило, она составляет от 1,5 до 2,5 мм. При этом электрод должен быть на вылете от наконечника используемой горелки на расстоянии от 1 до 1,5 мм. Процесс сварки производится строго справа налево.
Затем помните, что нужно соблюдать одну взятую длину дуги. Как правило, она составляет от 1,5 до 2,5 мм. При этом электрод должен быть на вылете от наконечника используемой горелки на расстоянии от 1 до 1,5 мм. Процесс сварки производится строго справа налево.
Основные правила сварки
Техника безопасности при сварочных работах.
Процесс сварки алюминия в домашних условиях производится в соответствии с правилами безопасности. Таким образом, перед началом работы вам следует ознакомиться с техникой безопасности, которую вы должны соблюдать до конца сварочного процесса. Первым делом вам необходимо изолировать все соединительные провода, чтобы избежать непредвиденных ситуаций. Далее, вам нужно приобрести перчатки для безопасности #8211 они уберегут вас от случайных ожогов. Чтобы не бояться воздействия тока, наденьте резиновые сапоги #8211 они защитят от любых неблагоприятных внешних факторов, лицо также стоит обезопасить #8211 обязательно используйте специальную маску при сварочных работах. Таким образом, искры и угольки, которые могут нанести вред вашему здоровью, не попадут на лицо.
Таким образом, искры и угольки, которые могут нанести вред вашему здоровью, не попадут на лицо.
Помните, что в помещении, где вы работаете, не должно быть предметов, которые могут воспламеняться. Если у вас в рабочей комнате деревянные полы, то специалисты советуют накрыть их листами железа. Так, вы предотвратите огнеопасность и, следовательно, сократите риск возникновения разного рода проблем при сварке. Не забудьте поставить ведро воды или приобрести огнетушитель, чтобы обезопасить себя дополнительно. Поскольку сварка алюминия способствует образованию соединений газов, наносящих вред здоровью, вам следует своевременно проветривать помещение, так как газы выделяют токсины, которые проникают в легкие.
Нюансы сварки алюминия
Температура плавления алюминия.
Алюминий обладает уникальными свойствами, которые проявляются при его плавлении. Во-первых, этот металл плавится при достаточно низкой температуре, во-вторых, является теплопроводным (теплопроводность алюминия в расплавленном состоянии в 3 раза выше, чем у стали). Это третий в мире по распространенности элемент, который нашел применение почти в каждой сфере производства. Главная проблема его сварки дома #8211 повышенная окисляемость. То есть на поверхности сплава образуется тонкая пленка, которая расплавляется только при температуре 2050°С (это на 2000°С выше, чем температура кипения данного металла). Так как алюминий имеет нейтральные химические свойства, он не поддается воздействию никаких флюсующих материалов. Он отличается прочностью, поэтому при возникновении окиси на поверхности сплава создаст определенные трудности.
Это третий в мире по распространенности элемент, который нашел применение почти в каждой сфере производства. Главная проблема его сварки дома #8211 повышенная окисляемость. То есть на поверхности сплава образуется тонкая пленка, которая расплавляется только при температуре 2050°С (это на 2000°С выше, чем температура кипения данного металла). Так как алюминий имеет нейтральные химические свойства, он не поддается воздействию никаких флюсующих материалов. Он отличается прочностью, поэтому при возникновении окиси на поверхности сплава создаст определенные трудности.
Самостоятельно вы можете сварить алюминий. расплавив его при помощи газовой горелки или дуги. Перед началом работы вам необходимо тщательно очистить кромки металла. Могут быть использованы 2 типа средств: механические и химические. К первому типу относятся шабровка, металлические щетки и пескоструйный аппарат, ко второму #8211 промывка кромок каустической содой или бензином. Если вы собрались воспользоваться содой, то обязательно потом промойте металл проточной водой.
При сварке алюминия используется специальный флюс.
Таким образом, вы избежите появления коррозии. Сварка алюминия своими руками предполагает наличие специальных флюсов, предназначенных только для работ с определенным металлом (в данном случае с Al). Они могут растворить окись даже при самой низкой температуре. Считается, что растворители на основе щелочного металла лития являются самыми эффективными, по сравнению с другими растворами. Таким образом, хороший алюминиевый растворитель содержит хлористый или фтористый литий. Такой флюс для сварки пригодится, поэтому непременно приобретите его.
Особую роль играет присадочный материал. Он пригодится для усадки, чтобы металл затвердел и образовал плотные швы. Поверхность при этом станет гладкой. Чтобы правильно выбрать горелку, посоветуйтесь со специалистом. Как правило, для сварки алюминия размер горелки должен быть на 1 показатель ниже, чем для сварки низкоуглеродистой стали одинаковой толщины.
Способы сварки алюминия
Специалисты рекомендуют использовать в домашних условиях аргонно-дуговую сварку. При этом не имеет значения, какого характера будут вольфрамовые электроды (плавящиеся или неплавящиеся). Чем удобен данный метод сварки? Он абсолютно не требует наличия флюсов, что дает значительное техническое преимущество. Можете сваривать алюминий даже металлическим электродом #8211 результат будут положительный. Что касается автоматической сварки аргонно-дуговым способом, то здесь необходимы флюсы специального состава. Обратите внимание на их изготовление #8211 они должны быть химически чистыми.
При этом не имеет значения, какого характера будут вольфрамовые электроды (плавящиеся или неплавящиеся). Чем удобен данный метод сварки? Он абсолютно не требует наличия флюсов, что дает значительное техническое преимущество. Можете сваривать алюминий даже металлическим электродом #8211 результат будут положительный. Что касается автоматической сварки аргонно-дуговым способом, то здесь необходимы флюсы специального состава. Обратите внимание на их изготовление #8211 они должны быть химически чистыми.
Схема технологии точечной сварки алюминия.
Еще одним действенным методом сварки данного металла в домашних условиях является точечный способ. Однако существенным недостатком такой сварочной работы является высокая теплопроводность алюминия. Другим минусом считается быстрое плавление химического элемента. Точечная сварка требует высокой скорости, чтобы электрод смог перемещаться на одном уровне с основным металлом.
Третий способ #8211 контактная сварка алюминия. Данный метод предусматривает использование электроприводных машин #8211 металл непрерывно расплавляется под их воздействием.
Однако применение не всех способов принесет хороший результат. Помните, что сварка двумя последними способами в домашних условиях весьма затруднительна по техническим причинам. Исключите также вариант с холодной сваркой.
Источники: http://boldproject.ru/view_lesson.php?id=81, http://3g-svarka.ru/elektrodyi-alyuminiya-svoimi-rukami.php, http://moyasvarka.ru/process/svarka-alyuminiya-v-domashnix-usloviyax.html
Комментариев пока нет!
Сварка алюминия аргоном полуавтоматом: технология, видео
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей.
 Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.Что необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Источник: zavarimne.ru
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминия
Разнообразие применения аргонной сварки
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Преимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
Преимущества:
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.

Недостатки:
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркой
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже.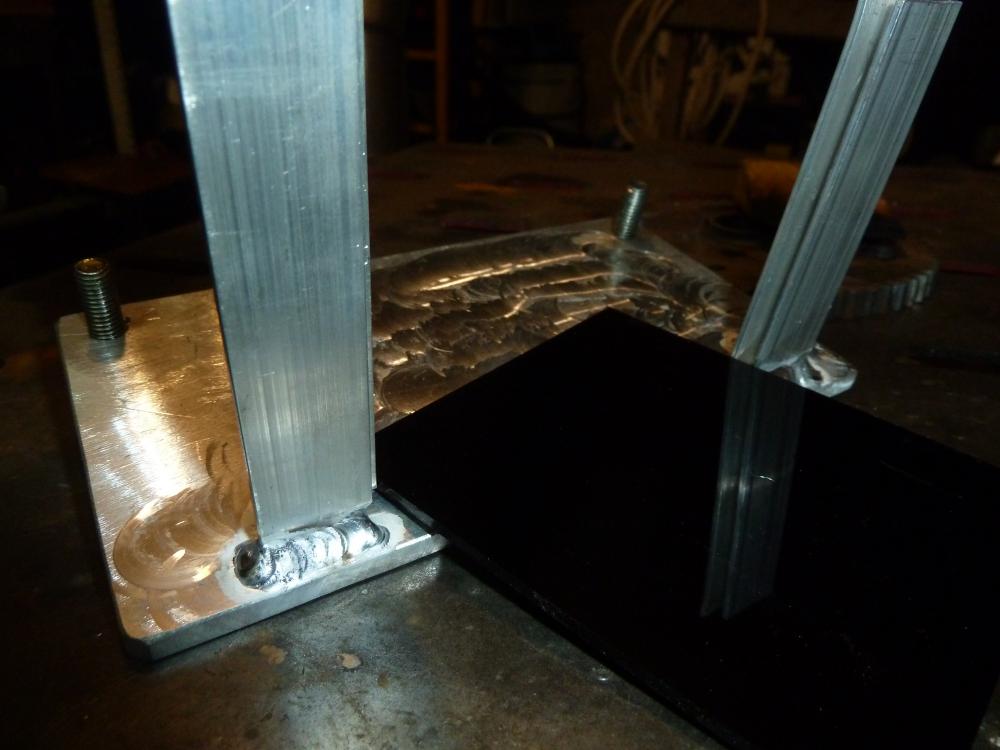 При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
ВАЖНО ЗНАТЬ: Технология газовой сварки металлов и труб
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
В чем заключается трудность процедуры?
Судя по многочисленным отзывам, во время сварки дюралюминия не исключены осложнения. Причиной тому — технические характеристики сплава, в составе которого имеется алюминий (93,5%), марганец (0,5%), магний (1,5%) и медь (4,5%). Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии.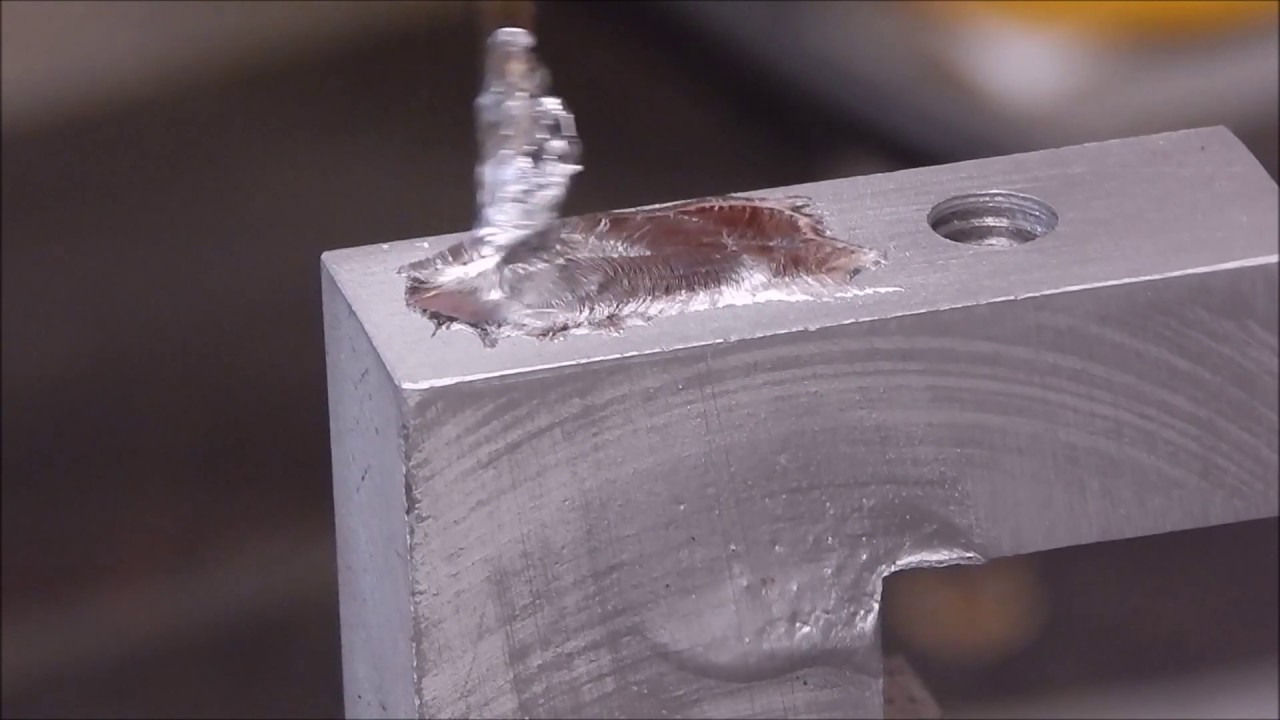 Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва — при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
При необходимости качественных швов лучше обратиться к специалистам.
С чего начать?
Начинают сварочные работы с подготовки заготовок. С металлической поверхности тщательно счищают различные загрязнения и обезжиривают. Работать можно наждачной бумагой различной зернистости или металлической щеткой. Жиры эффективно устраняются посредством ацетона или растворителя. После зачистки и обезжиривания следует заняться кромками, на месте которых в дальнейшем будет располагаться шов. Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Второй шаг
На данном этапе наносят флюс. Важно, чтобы он участок сваривания покрывал равномерно. Чтобы предотвратить деформирование металла, его вначале подвергают медленному и постепенному подогреву. В конце процедуры подогревают сам шов. Соединение, которое у вас образуется, будет покрыто шлаком. Его нужно аккуратно сбить. Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
О достоинствах
Несмотря на то что технология сварочных работ довольно сложная, если вы все сделаете правильно, то в итоге получите ровный и качественный шов. Преимущество данного сплава в том, что при довольно небольшой массе он может выдержать большую нагрузку. Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 1100С — один час и два часа при температуре 3000С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.
- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Подобрано для вас:Топ-10 маринадов для курицы – Еда – Домашний
6 блюд из одной курицы
Суп, бутерброды, рулетики, фрикадельки, запеченная курица – и все это из одной-единственной тушки. Не верите? Тогда приглашаем вас на урок кулинарной экономии!
Читать далее
Лично мы уже давно отказались от тяжелого мяса, пользу которого никто не доказал, так что едим исключительно птицу. Она не откладывается на талии, это легкоусвояемый белок и бесценные полиненасыщенные жирные кислоты, огромное количество витаминов и минералов, которые делают нас стройнее, здоровее и моложе.Как замариновать курицу: 6 правил
-
Чтобы курица всегда получалась нежной и сочной, выбирайте только охлажденный продукт, но не замороженный.
-
Для маринования птицы используйте исключительно стеклянную или эмалированную посуду, о вреде алюминия и пластика знают все.
-
Чем дольше курица находится в маринаде, тем нежнее она становится.
-
Маринады, в состав которых входит соевый соус, следует солить с осторожностью.
-
Солите птицу в конце приготовления либо непосредственно перед употреблением, чтобы соль не вытянула всю влагу и не сделала курицу жесткой и сухой.
-
Чтобы диетическое мясо всегда получалось сочным, укладывайте шампуры как можно ближе друг к другу, готовьте шашлык над горячими углями и следите, чтобы не было огня!
Блюда из курицы: готовьте по рецептам от шефа – смотрите видеорецепт!
Медово-горчичный маринад
Фото: thinkstockphotos.com Сочная запеченная курица с красивой корочкой как в рекламе – действительно реально! Это самый лучший способ запекания птицы. Мед в сочетании с французской горчицей придает легкую пикантную сладость, а смесь зелени, чеснока и лимона – потрясающий аромат. Готовьте сразу две, а лучше – три порции. Медовая курица не задерживается на столе никогда!
А на дачу возьмите супербюджетные крылышки и обязательно приготовьте их на мангале.
РЕЦЕПТ МЕДОВО-ГОРЧИЧНОГО МАРИНАДА
Что нужно:
150 г жидкого меда
100 г французской зерновой горчицы
1 лимон
2 ст. ложки растительного масла
5–7 зубчиков чеснока
1 пучок укропа
1 пучок петрушки
соль – по вкусу
Как приготовить медово-горчичный маринад:
1. Ножом для чистки овощей снять цедру с лимона и нарезать ее тонкими полосками. Выдавить сок лимона и смешать его с горчицей, медом, растительным маслом, мелко нарубленным чесноком, зеленью и цедрой. Тщательно перемешать.
2. Замариновать курицу на 3–6 часов.
3. Готовую птицу нужно выпекать вместе с лимонными корочками, входящими в состав.
4. Во время приготовления периодически смазывайте курицу остатками маринада, посолите птицу в самом конце.
Йогуртовый маринад
Фото: thinkstockphotos.com Самый легкий маринад для любителей всего сверхдиетического. Только натуральные продукты и никакого майонеза!
РЕЦЕПТ ЙОГУРТОВОГО МАРИНАДА
Что нужно:
1 ст. натурального йогурта (можно заменить кефиром или даже ряженкой)
1 ст. ложка лимонного сока
1 ч. ложка карри
1 ч. ложка куркумы
1 ч. ложка кардамона
соль – по вкусу
Как приготовить пряный йогуртовый маринад:
1. Смешать все ингредиенты в однородную массу и замариновать птицу. Выдерживать курицу в йогуртовом маринаде рекомендуется всю ночь. Солите курицу в конце приготовления или непосредственно перед подачей.
Апельсиновый маринад
Фото: cooking.nytimes.com Рецепт этого маринада отлично подходит как для приготовления курицы в духовке, так и на углях. Приятная легкая острота самым гармоничным образом сочетается с апельсиновыми нотками и пряностью карри. Румяная, золотистая, роскошная курица!
РЕЦЕПТ АПЕЛЬСИНОВОГО МАРИНАДА
Что нужно:
100 г меда
3 апельсина
2 ст. ложки растительного масла
2 ч. ложки карри
красный молотый перец – по вкусу
соль – по вкусу
Как приготовить апельсиновый маринад:
1. Из двух апельсинов выжать сок, третий нарезать тонкими кружочками.
2. Ножки, бедра, крылышки или грудку (а можно и все сразу) полить апельсиновым соком и оставить на 15–20 минут.
3. Соединить мед, масло, карри, перец. Перемешать в однородную массу.
4. Замариновать курицу на 2–4 часа.
5. Готовую птицу уложить в форму, сверху выложить кружочки апельсина, еще раз смазать маринадом и запекать до готовности. Посолить непосредственно перед употреблением.
Огненный маринад
Фото: thinkstockphotos.com Жгучая курица для любителей острых ощущений. Приготовленная в этом маринаде птица идеально сочетается с салатом из свежих овощей и томатным соком. Лучше всего подходит для приготовления на шампурах, в домашней коптильне или на гриле.
РЕЦЕПТ ОГНЕННОГО МАРИНАДА
Что нужно:
150 мл соевого соуса
1 пучок зеленого лука
2 ч. ложка красного молотого перца
1 головка чеснока
5–7 см корня имбиря
Как приготовить огненный маринад:
1. Зеленый лук мелко порубить.
2. Чеснок и имбирь натереть на мелкой терке.
3. Соединить соевый соус, зеленый лук, красный перец, чеснок и имбирь.
4. Перемешать все ингредиенты.
5. Замариновать курицу и плотно утрамбовать в кастрюле.
6. Оставить в холодильнике на ночь. Посолить по необходимости в самом конце приготовления.
Маринад-глазурь
Фото: thinkstockphotos.com Шик и блеск! Причем блеск – в прямом смысле этого слова! Божественная глазированная курица станет самым роскошным блюдом на вашем столе. Маринад особенно хорошо подходит для запекания куриных голеней и крылышек, впрочем, целая курица тоже сразит всех наповал.
РЕЦЕПТ МАРИНАДА-ГЛАЗУРИ
Что нужно:
150 мл соевого соуса
80 г меда
5–7 см корня имбиря
3 зубчика чеснока
1 ст. ложка прованских трав
1 щепотка перца
соль – по вкусу
Как приготовить маринад-глазурь:
1. Имбирь натереть на мелкой терке.
2. Соединить мед, соевый соус, чеснок, имбирь и специи.
3. Перемешать все ингредиенты в однородную массу.
4. На минимальном огне довести до кипения и прокипятить 4–5 минут, остудить.
5. Подготовленную курицу выложить в форму для запекания, обильно смазать полученной глазурью, накрыть фольгой.
6. Поставить в разогретую до 180ºС духовку, запекать 15 минут и снова смазать соусом.
7. Продолжать смазывать курицу каждые 5–7 минут, запекая до готовности. Посолить в конце приготовления.
Сметанный маринад
Фото: natalielissy.ru Если запеченная курица получается волокнистой и безвкусной, попробуйте сметанный маринад. Мясо птицы получается невероятным: нежное и тающее во рту с едва уловимыми нотками имбиря и легким привкусом горчицы. Особенно хорошо использовать этот маринад для запекания филе куриной грудки.
РЕЦЕПТ СМЕТАННОГО МАРИНАДА
Что нужно:
5 ст. ложек нежирной сметаны
З ст. ложки соевого соуса
1 ст. ложка русской горчицы
1 ст. ложка сухих прованских трав
2 ч. ложка молотого имбиря
соль – по вкусу
Как приготовить сметанный маринад:
1. Соединить все ингредиенты и взбить вилкой в однородную массу. Фото: natalielissy.ru
2. Вымыть и обсушить курицу. Фото: natalielissy.ru
3. Замариновать курицу минимум на 2 часа. Фото: natalielissy.ru
4. Выложить кусочки в форму и запекать в разогретой до 180ºС духовке до готовности. Фото: natalielissy.ru
5. Во время приготовления периодически смазывать остатками маринада.
6. За 10 минут до окончания приготовления посолить по необходимости и выложить на каждый кусок курицы по тонкой пластинке любого твердого сыра. Фото: natalielissy.ru Запечь до корочки.
Лимонный маринад
Фото: thinkstockphotos.com Секрет этого изумительного цитрусового маринада заключается в добавлении трав и специй, которые придают птице насыщенный интенсивный аромат. Только сочная курица и ничего лишнего! Маринад идеален для запекания куриного мяса в рукаве или на гриле.
РЕЦЕПТ ЛИМОННОГО МАРИНАДА
Что нужно:
2 лимона
5–7 зубчиков чеснока
1 ст. ложка душистого перца горошком
3 ст. ложки растительного масла
1 ч. ложка шафрана
1 небольшой пучок розмарина (можно заменить сухим)
соль – по вкусу
Как приготовить лимонный маринад:
1. Чеснок очистить и раздавить ножом.
2. Лимон нарезать крупными кубиками. Веточки розмарина порвать руками.
3. Соединить лимоны и розмарин. Хорошо размять ингредиенты руками.
4. Добавить чеснок, масло, перец и шафран, тщательно перемешать.
5. Мариновать курицу от 5 до 12 часов. Солить в самом конце приготовления.
Томатный маринад
Фото: thinkstockphotos.com Сочетание пряных трав с чесноком и паприкой создает чудный маринад для приготовления нежнейшей курицы в собственном соку. Густая ароматная подлива и мягкое куриное мясо подходит к любому гарниру – от простой гречневой каши до модной пасты.
РЕЦЕПТ ТОМАТНОГО МАРИНАДА
Что нужно:
1 ст. густого томатного сока
2 ст. ложки растительного масла
1 ст. ложка молотой паприки
5 зубчиков чеснока
1 пучок базилика
1 пучок мяты
соль – по вкусу
Как приготовить томатный маринад:
1. Чеснок, мяту и базилик очень мелко порубить. Соединить с томатным соком и растительным маслом. Тщательно перемешать.
2. Замариновать курицу на 2–4 часа.
4. Готовую птицу выложить в раскаленную сковороду, через 2–3 минуты убавить огонь до минимума и тушить под крышкой в собственном соку до готовности. Во время приготовления можно добавить при необходимости совсем немного воды, посолить в самом конце.
5. При подаче по желанию посыпать рубленой мятой.
Маринад на квасе
Фото: thinkstockphotos.com Простой и надежный, домашний и такой понятный маринад на квасе придаст вашей курице приятный аромат ржаного хлеба. И не забудьте много свежей зелени и домашних овощей!
РЕЦЕПТ МАРИНАДА НА КВАСЕ
Что нужно:
400 мл хлебного кваса (в идеале – сделанного дома)
2 ст. ложки русской горчицы
1 ст. ложка меда
5–7 зубчиков чеснока
1 пучок любой зелени
1 щепотка перца
соль – по вкусу
Как приготовить маринад на квасе:
1. Чеснок измельчить, зелень мелко порубить.
2. Соединить квас с горчицей, медом, чесноком, зеленью и перцем.
3. Замариновать птицу на 2–4 часа, но лучше на ночь.
4. Запекать курицу на решетке или в духовке до золотистой корочки. Солить за несколько минут до готовности либо перед подачей.
Винный маринад
Фото: thinkstockphotos.com Мягкая текстура и выраженный вкус куриного мяса: маринад на красном вине для настоящих гурманов! Красное или белое, сухое или сладкое – смело пробуйте новые сочетания. Маринад идеален для приготовления куриного шашлыка.
РЕЦЕПТ ВИННОГО МАРИНАДА
Что нужно:
300 мл десертного красного вина
100 г чернослива без косточек
1 луковица
1 ч. ложка гвоздики
соль, перец – по вкусу
Как приготовить винный маринад:
1. Чернослив и лук нарезать кольцами.
2. Соединить вино, лук, чернослив и перец, перемешать.
3. Замариновать птицу, выдержав ее минимум 3 часа в холодильнике.
4. В процессе маринования периодически перемешивать. Солить в конце приготовления или непосредственно перед подачей.
Сварка алюминия со сталью
Надежный способ сваривание железа и алюминия через биметалл.
- Биметалл-это композиционный материал состоящий из нескольких слоев разнородных металлов.
Способы его изготовления путем одновременного проката через валы. Происходит диффузия молекул между слоями. Алюминирование горячим непрерывны и прерывным методом. Погружают в флюс металл, дают просохнуть, обрабатывают реакционным газом. Поверхность металла становится чистой и слегка пористой. После погружения в горячую ванну алюминиевого расплава держат до полного прогрева элемента и удерживаю некоторое время. Алюминий проникает в пористую поверхность. После элемент изымают и часть расплавленного металла закупоривается в поверхности образуется прочное соединения. Электролитический способ самый затратный и энергоемкий.
На примере рассмотрим как сварить алюминий со сталью. Возьмем брусок алюминиевый, биметалл состоящий из слоев алюминия и нужной нам стали, саму сталь. Перед сваркой поверхности обработать и обезжирить.
- Привариваем сперва алюминий к алюминиевой подложки биметалла. При этом не перегреваем. А желательно лучше сваривать хорошим полуавтоматом сваркой MIG. Проволока тоже алюминиевая. Здесь и скорость большая и можно регулировать глубину проваривания. Затем даем остыть.
- После стальную часть пластины привариваем к самой стали. Уже проволокой для стали. Алюминий играет очень важную роль по отводу тепла. Если допустить перегревания метало особенно алюминий, то произойдет экзотермическая реакция со сталью. Образуется на границе сплавления очень хрупкое соединения FeAl3 и ему подобных.
На фотографии выглядит примерно так.
В разнородных сварках металла часто используют буферный металл или биметалл.
Бытует мнение что многим удавалась сварка алюминия со сталью. Весь процесс тщательно скрывают и показывают конечный результат.Одни действительно тестируют ломают и показывают что такое соединение не надежно. Другие показывают что возможно и даже шлифуют разрезают, но при этом не ломают. Результат один и тот же сварка не надежна. Соединение хрупкое на излом. Что можно сделать в домашних условиях. Это обработать раствором сталь для образования пор. Нанести флюс и дать высохнуть. Расплавить алюминий чистый А0. Довести до температуры свыше точки кипения примерно 750 Цельсия. Когда погружаете сталь Флюс вступает в реакцию с оксидной пленкой алюминия и растворяет ее на поверхности освобождает тем самым доступ к открытым порам стали. Как и описывал выше происходит алюминизация поверхности. Желательно использовать тонкую сталь. Процесс будет протекать быстрее. Дальше проводим сварку алюминия со сталью. Две обработанные поверхности алюминия и нашего куска стали соединяем и варим TIG сваркой. Пруток тоже используем чистый алюминий. Свариваем по краю со стороны алюминиевой заготовки. Она заберет большую часть тепла.
На видео хорошо видно стальную заготовку.Кончик которой алюминизирован. В этом случае происходит проваривания алюминия с алюминиевым слоем на стали.
А что такое сварка каждый сварщик знает. Неразделимое соединение выполненное путем свариванием металла. А однородное оно или нет умалчивается.
А вот как соединить сталь с алюминием тут уже множество вариантов.Несколько из методов описывал на верху. Методом пайки осуществляют такие соединения с применением припоев. Клепочным способом. Самый бюджетный и простой на мой взгляд но не везде применимый. В судостроении там свою технологию не раскрывают по сварке алюминия и стали. А так в основном применяют тугоплавкие припои на основе серебра, с применением различных флюсов.
Сам заинтересован в методе сварки алюминия со сталью. Все об этом говорят изображают, показывают, снимают видео. А задокументировать и доказать о надежности такой сварки пока еще не осилили.
Как MIG сваривать алюминий, советы домашнего сварщика для успеха
Можно ли сваривать алюминий с помощью сварочного аппарата MIG?
Да, и сварка алюминия с помощью сварочного аппарата MIG вполне подойдет домашнему сварщику-хобби.
Если вы хорошо разбираетесь в металле, немного попрактикуетесь, хороший сварщик и пистолет для катушки должны хорошо видеть вас на пути к красивым сварным швам.
Вот мои советы по сварке алюминия методом MIG для успешной сварки алюминия методом MIG для домашнего сварщика.
Перво-наперво важно понять, с чем именно вы имеете дело.
Основные сведения об алюминии перед сваркой MIG
Когда вы свариваете алюминий в домашних условиях, важно знать, чем сварка алюминия отличается от сварки низкоуглеродистой стали.
Алюминий сильно отличается от стали. Это относительно более мягкий металл, чувствительный к нагреванию.
Алюминий втягивает любое тепло, которое к нему приложено, к металлу и имеет сравнительно низкую температуру плавления.Алюминий имеет свойство плавиться, когда этого меньше всего ожидаешь.
Прежде чем вы это узнаете, у вас есть пузырьки алюминия, выпадающие из нижней части сварного шва. Это называется прожиганием. (Сварной шов становится гладким, и появляются дыры).
Пример хорошей сварки алюминияТеперь вы можете понять, почему я предлагаю при сварке алюминия методом MIG делать это с помощью пистолета.
Перед сваркой MIG знайте, что существуют разные типы алюминия
Алюминий, который есть у вас дома и в промышленности, в сочетании с другими металлами образует сплав.Эти сплавы улучшают способность к литью и прочность алюминия, поскольку чистый металл был бы слишком мягким для использования.
Типы алюминиевых сплавов, которые можно встретить в доме:
- 4000 серия Алюминий с добавлением кремния
- серия 5000 имеет добавленный магний
- серия 6000 имеет кремний, а также магний.
Как выполнить сварку алюминиевых наконечников методом MIG
Алюминий ничем не отличается от сварки любого другого металла тем, что лучше всего знать основной металл / сплав, который вы планируете сваривать, и подбирать подходящий алюминиевый присадочный металл (сварочная проволока).
Будь то серии 4000, 5000 или 6000.
Используйте алюминиевую проволоку, совместимую с основным сплавом, так как тогда ваша присадочная проволока будет иметь температуру плавления, аналогичную температуре плавления вашего сварочного проекта. Существует два распространенных типа алюминиевой проволоки для сварочных аппаратов MIG.
4043 содержит кремний, и его следует согласовывать с алюминием серий 4000 и 6000. Известная как проволока общего назначения, она дает сварной шов, менее подверженный растрескиванию. Проволока оставляет блестящую яркую поверхность.
5356 содержит магний.Это более прочная проволока, и считается, что с ней труднее сваривать. Этот провод сочетается с алюминиевым сплавом серии 5000 и особенно подходит для морских условий, поскольку он более устойчив к воздействию соленой воды.
Если вы также ищете алюминиевую сварочную проволоку, стоит взглянуть на мой документ здесь, на сайте.
Как выбрать сварочный аппарат MIG для сварки алюминия MIG
Когда ты домашний сварщик-хобби.
Для качественной сварки необходимо подходящее оборудование.Вам нужно будет иметь или купить себе сварочный аппарат MIG для алюминия.
Сварщик алюминия MIG-сварщик – это прежде всего сварщик, который может использовать защитный газ.
Разумеется, сварщику для домашнего хобби необходимо будет использовать имеющуюся у вас дома электрическую мощность в 120 вольт, или, если вы можете подключить подходящую розетку, работать от сети 220 вольт.
Безусловно, вам будет легче с более мощным сварочным аппаратом MIG, работающим от 220 вольт.
Сделайте свою жизнь проще, выбрав сварочный аппарат с катушкодержателем.
Значит, вы знаете, что производитель разработал и построил машину с учетом этих возможностей. Пистолет для катушки означает, что вы подаете алюминиевую проволоку на короткое расстояние от 6 до 8 дюймов от катушки, а не на расстоянии 8-10 футов от шланга сварочного аппарата MIG.
Катушка для сварки алюминияСварочный аппарат MIG на 115 или 120 вольт будет использовать максимальное выходное напряжение для сварки алюминия, что означает, что у вас будет гораздо более короткий рабочий цикл на этой мощности (это означает более короткое время сварки, прежде чем вы рискуете перегреть сварщика).
Сварочный аппарат MIG данного размера предназначен только для легких случайных сварных швов алюминия.
Как сварить алюминий методом MIG без газа?
Вы обнаружите, что умеете сваривать алюминий сварочным аппаратом только с флюсовым сердечником. Есть документ, в котором объясняется, почему нет алюминиевой проволоки с флюсовым сердечником, если вы захотите взглянуть.
При сварке алюминия методом MIG: выберите свой контактный наконечник
Алюминий при нагревании расширяется.
Нормальный контакт вполне может заклинить алюминиевый провод.И получится птичье гнездо из проволоки.
Я настоятельно рекомендую вам выбрать контактные наконечники, в которых указано, что они подходят для алюминия.
Они либо расширяются при нагревании для размещения алюминиевой проволоки, либо имеют отверстия, которые всего лишь на оттенок больше, чтобы соответствовать горячей алюминиевой проволоке, но не настолько широки, что теряют электрическую проводимость.
Что вы слышали о переносе распылением?
Сварщик MIG правильно сваривает алюминий, струя переносит проволоку в сварной шов.
Это означает, что мельчайшие частицы алюминиевой сварочной проволоки разбрызгиваются в сварочную ванну.
Сварщик MIG для алюминия сделает это автоматически, когда;
- напряжение увеличивается,
- используется алюминиевая проволока и
- газообразный аргон (или смесь аргона и гелия) в качестве защитного газа.
Распыление означает, что кончик проволоки никогда не попадает в сварочную ванну.
Важно понимать это, поскольку это отличается от сварки низкоуглеродистой стали, и для того, чтобы этот процесс произошел, вам необходимо сохранить правильное расстояние (примерно 1/8 дюйма) от сварочной ванны.
А как насчет импульсного распылителя?
Я упоминаю об этом здесь, поскольку вы, возможно, слышали об этом как об альтернативе сварочному аппарату MIG. Импульсная сварка распылением изменяет напряжение, чтобы дуга не становилась слишком горячей или слишком холодной, как при точечной сварке.
Аппарат, который делает это, довольно дорогостоящий для сварщика-любителя, но если ваша работа связана с сваркой алюминия, то этот тип сварщика для вас.
Это также аппарат для сварки швов вне положения.
Аппарат для импульсной сварки распылением используется для сварки тонкого алюминия толщиной 18 или менее.
Так же, как сварка TIG используется для тонкого алюминия.
Сварочный аппарат MIG производит слишком много постоянного тепла для сварки алюминия более тонкой толщины.
Какой защитный газ вы используете для сварки алюминия?
Вам понадобится баллон или баллон защитного газа. Если вы занимаетесь сваркой только изредка, попробуйте достать небольшой резервуар.
Типичный газ, который вам понадобится для сварки алюминия, – это 100% аргон.
Если вы обычно свариваете низкоуглеродистую сталь методом MIG с использованием газа C25, не беспокойтесь, вы можете использовать тот же газовый шланг и регулятор, предназначенные для газа аргона.
Сваривая более толстые куски алюминия от 1/4 дюйма до 1/2 дюйма, вы можете найти смесь аргона и гелия лучше для более глубокого проплавления.
Обычно используется от 25% до 75% гелия, но проверьте данные сварочной проволоки, которую вы планируете использовать, и то, какую смесь рекомендует производитель для данной толщины проволоки и алюминиевого сплава.
Расход 100% аргона составляет от 20 до 30 кубических футов в час.
Обратите внимание, что вам может потребоваться более высокая температура, если вы обнаружите, что на сварном шве образуется много отложений сажи или место, в котором вы проводите сварку, влияет на газовое покрытие сварного шва.
Пример грязного алюминияСоветы по сварке алюминия методом MIG: насколько важна подготовка металла?
Очистите алюминиевый корпус перед тем, как начать.
Это действительно необходимо. Алюминий склонен к окислению на своей поверхности, и это окисление является загрязняющим фактором при сварке MIG.
Очистите растворителем, чтобы избавиться от масел. Ацетон является предпочтительным средством для удаления масла с алюминия, поскольку он не оставляет следов.
Используйте проволочную щетку в одном направлении вперед и назад, а не кругами, пока не снимете блеск с алюминия.
Проволочную щетку следует использовать только для алюминия.
Перейдите к моему посту о проволочных щетках для алюминия, чтобы узнать, почему и как их использовать, а также о некоторых из них, которые я считаю лучшими.
В противном случае этот мягкий металл собирал бы мельчайшие частички загрязнения с предмета, на котором вы ранее использовали кисть.
Если вы используете электрическую щетку, сохраняйте низкую скорость, учитывая мягкий металл, и используйте новую подушечку.
Откидной диск и шлифовальная машина также могут использоваться для очистки вашего алюминиевого металла. Ищите лепестковые диски, предназначенные для сварки алюминия.
Даже при использовании чистого алюминия на сварном шве и вокруг него образуется сажа. Если вы заметили избыток сажи, значит, вы недостаточно хорошо очистили металл.
Алюминиевый наконечник для сварки MIG: как установить полярность?
Для сварки алюминия необходим DCEP (положительный электрод постоянного тока).Это означает, что ваш пистолет MIG (катушечный пистолет) подключен к положительной клемме. Проверьте свой сварочный аппарат MIG и убедитесь, что вы используете правильную полярность.
Поиск настроек для сварки алюминия на MIG
Сначала вам следует ознакомиться с руководством к сварочному аппарату MIG или, если оно есть, с таблицей настроек на самом сварочном аппарате MIG.
Если ни один из этих вариантов вам недоступен или вам просто нужен другой вариант, для начала вы можете использовать онлайн-калькулятор сварки.
УMiller Welds есть хороший.
Чтобы использовать вас
- Введите материал, который вы свариваете: Алюминий
- Затем укажите толщину материала: 1/8
И он сообщит вам свои рекомендации
- Проволока 0,035 предлагается с подачей проволоки от 350 до 440 дюймов в минуту.
- Необходимо использовать газообразный аргон.
- Сварочный аппарат должен установить 21–22 вольт.
- Диапазон силы тока от 110 до 130 ампер
Это не идеально, и вам, вероятно, придется приспособиться к вашим конкретным обстоятельствам, хотя это дает вам хорошую отправную точку.
Как выполнить сварку алюминия методом MIG, советы для сварщика-хобби
Перед тем, как начать сварку с помощью катушечного пистолета
Регулировка натяжения алюминиевой проволоки в пистолете для катушки не должна быть настолько слабой, чтобы можно было образовать скопление проволоки, и не настолько сильной, чтобы не пережимать алюминиевую проволоку.
Приводной ролик встроен в пистолет для катушки и имеет U-образные канавки для подачи мягкого алюминия.
Алюминиевый провод и приводной роликПосле того, как вы прикрепили катушечный пистолет к сварочному аппарату, обычно есть переключатель, который вы нажимаете на сварочном аппарате, чтобы сообщить сварщику, что вы используете катушечный пистолет, и оттуда подается проволока.
Ваш аргонный газ поступает через шланг катушечного пистолета к катушечному пистолету, поэтому убедитесь, что соединения правильно расположены внутри вашей машины, чтобы вы получали хорошую подачу газа.
Сварка в горизонтальном положении ровно или немного под уклоном.
Вертикальная и потолочная сварка алюминия – сложная задача, мягко говоря, для новичка и требует больших навыков.
Непосредственно перед сваркой
При сварке алюминия от 3/8 до 1 дюйма вам понадобится более длинный вылет, чтобы обеспечить работу механизма распыления, необходимого для сварки алюминия.
Вылет сварочной проволокиДержите под рукой пачку контактных наконечников, так как даже если при сварке алюминия все идет гладко, контактный наконечник можно сжечь.
Установите скорость подачи проволоки: для алюминия требуется высокая температура / ток и высокая скорость подачи проволоки от 300 до 450 дюймов в минуту.
Установите газ: от 20 до 30 кубических футов в час.
Как сваривать алюминий с помощью сварочного аппарата MIG?
- Держите наконечник пистолета для катушки под углом от 10 до 15 градусов по вертикали.
- Используйте метод проталкивания при сварке алюминия с помощью сварочного аппарата MIG. Это означает, что вы держите кончик катушки пистолета, сопло и проволоку направленными внутрь и перемещаете в направлении сварки. Это обеспечивает максимальное покрытие сварочной ванны защитным газом.
- Делаем наоборот: метод сопротивления приводит к пористости алюминиевого сплава, поскольку газ аргон не может в достаточной степени покрыть сварной шов.
- Алюминий отражает тепло от сварочной ванны, и работа с наконечником присадочной проволоки слишком близко к основному металлу вызовет проблемы с подачей из-за ожога проволоки на контактном наконечнике.Сохраняйте расстояние 1/8 дюйма от детали вашего проекта.
- Обычный треск, который вы слышите при сварке низкоуглеродистой стали, не должен быть слышен при сварке алюминия. Если вы слышите чрезмерное потрескивание, вероятно, настройка подачи проволоки установлена слишком высоко или слишком низко, или вы выполняете сварку близко к основному металлу, а перенос распыла не происходит.
- Когда вы начнете сваривать непрогретый алюминий, вы почувствуете, что нагрев слишком низкий, но по мере продвижения вы будете думать, что все в порядке, поскольку алюминий не светится, как сталь, когда он нагревается.
- Сварочная лужа немного похожа на расплавленную оловянную фольгу, но на самом деле она становится все горячее и горячее, пока вы внезапно не прогорели.
Алюминиевые насадки для сварки MIG, чтобы предотвратить это;
- Вы начинаете медленнее, когда деталь остыла, и двигаетесь быстрее, когда основной металл нагревается.
- Хотя, честно говоря, по сравнению со сваркой низкоуглеродистой стали, при сварке алюминия будет казаться, что вы проноситесь сквозь нее некомфортно быстро. Вы должны двигаться примерно в два раза быстрее, чем при сварке низкоуглеродистой стали, чтобы предотвратить прожог.
- Что бы вы ни делали, не переплетайте слишком много из стороны в сторону, так как это может привести к перегреву металла. Круги должны быть маленькими и плотными, размером примерно десять центов, чтобы они немного перекрывали друг друга при продвижении вперед.
Ваша цель, чтобы ваши сварные швы выглядели так
Алюминиевый шов с сажейПроблема прожога заключается в том, что некоторые люди используют серию точечных прихваток, так что перегрев основного металла не является большой проблемой.
И вам, возможно, придется на сварочном аппарате с недостаточной мощностью, где вам может быть доступен только короткий рабочий цикл.
Видео на YouTube Как MIG сваривать алюминий
Я нашел это видео особенно полезным. Он проведет вас через процедуру вместе с некоторыми советами и советами по сварке алюминия MIG. Да, он основан на сварочном аппарате Eastwood MIG, но принципы применимы к любому сварочному аппарату MIG для алюминия, который использует катушечный пистолет.
Как сварка алюминия – указатели и устранение неисправностей с помощью Eastwood
Видео предоставлено: Eastwood Company
Есть еще одно видео на YouTube, которое стоит посмотреть.Видео собрано Weld.com – преподаватели колледжа Коули, их видео о сварке MIG с помощью пистолета Spool просто великолепно. У меня есть ссылка в моей статье «Лучшая проволока для сварки алюминия методом MIG», в статье «Что, почему и когда» вы можете посмотреть там.
Советы по сварке алюминия MIG: после сварочного прохода
Обрезайте конец проволоки после каждой сварки. Алюминиевая проволока образует шарик на конце проволоки. Этот шар на конце вызовет проблемы, когда вы снова начнете сварку.Подайте проволоку до нужной длины вылета, и все готово к сварке.
После сварки
Удалите излишки сажи и брызги щеткой. По мере практики у вас должен получиться такой сварной шов.
Алюминиевый сварной шов, обработанный щеткойMIG сваривает толстый алюминий с маломощным сварочным аппаратом
Вот несколько советов, которые могут помочь вам, когда вы свариваете MIG толстый алюминий, а ваш сварщик не совсем готов.
Предварительно нагрейте изделие.
Предположим, мы говорим об алюминии от 1/4 до половины дюйма.
Перед сваркой предварительно нагрейте основной металл ручной горелкой.
Особенно, если вы используете проволоку небольшого диаметра (потому что это все, что у вас есть), на более толстом алюминии,
с использованием сварщика, у которого недостаточно мощности для работы.
Возьмите себя в руки и используйте датчик температуры, чтобы убедиться, что вы не превышаете 230 градусов по Фаренгейту.
– вы хотите предварительно нагреть, а не расплавить изделие.
Предварительный нагрев также полезен, если вы привариваете MIG толстый алюминий к более тонкому куску алюминия.
Преимущества и недостатки сварки алюминия методом MIG
Преимущества
- Может производить сварные швы хорошего качества, потратив время и навыки на подготовку, правильную настройку и оборудование.
- Может сваривать алюминий от 14 до 1/4 дюйма в зависимости от возможностей вашего сварщика и подготовки.
- Нет необходимости покупать сварочный аппарат TIG, изучать эти навыки и иметь соответствующие расходы или платить опытному сварщику TIG, чтобы сварить немного алюминия для ты.
Недостатки
- Требуется практика для правильной настройки сварочного аппарата MIG для хорошей сварки.
- Если у вас есть только домашний сварочный аппарат на 115 В или 140 В, то вы сможете сваривать только алюминий толщиной до 1/8 дюйма без сварочного аппарата на 220 В. С помощью сварочного аппарата на 220 вольт вы можете поднять до 3/8 дюйма.
- Алюминий толщиной 1/4 дюйма необходимо предварительно нагреть перед сваркой.
- Особенно со слабым сварщиком.
- Сварка тоньше 18 калибра Алюминий требует специальной установки.
- Любое другое положение, кроме плоского или пологого горизонтального спуска, исключено.Сварка алюминия над головой требует специальных навыков.
Алюминий для сварки MIG без катушки
Некоторые заявляют об успешной сварке алюминия без катушки …
И вы можете попробовать, купив себе самый короткий кабель к пистолету MIG, который вы только сможете найти. Это сокращает длину, которую должен пройти алюминиевый провод,
.Установка приводных роликов U-образной формы, чтобы не деформировать алюминиевую проволоку при ее подаче.
Поиграйте с приводным роликом и натяжением.
Но,
Вы можете проделать все это и вообще не добиться успеха, если птица не загнёт проволоку в гнездо.
Птичье гнездо из проволокиАлюминиевая проволока не такая прочная, как низкоуглеродистая сталь, и имеет свойство гнуться, скручиваться и наматываться на себя при малейшей провокации.
И когда это происходит, плохая подача проволоки означает, что вы пробили несколько контактных наконечников, если не хуже.
И вам придется потратить время и деньги, никуда не спеша. Потому что выполнение всего вышеперечисленного не обходится без затрат.
Поверь мне
Если у вас есть несколько проектов для сварки, готовность немного попрактиковаться и ограниченный бюджет, который можно потратить, то добавление катушки к вашему сварщику вполне может быть рентабельным по сравнению с риском поломки вашего сварщика или оплатой кому-то, чтобы сварить ваш сварщик TIG. проекты для вас.
Последние слова
Вооружившись советами, изложенными в статье «Как сваривать алюминий методом MIG, советы домашнего сварщика для достижения успеха», хороший сварщик и немного попрактиковались бы на пути к созданию хороших и прочных сварных швов, когда вы свариваете алюминий в домашних условиях.
Статьи по теме
Как долго прослужит резервуар с аргоном объемом 20 кубических футов? [Узнать]
Другие интернет-ресурсы
Алюминий: руководство по сварке алюминия GMAW
| Сварка кислородно-ацетиленовой горелкой подробно рассматривается, начиная с безопасности баллона, настроек давления регулятора, и регулировка резака для материала различной толщины от 0,040 дюйма до 0,063 дюйма. Типы флюсов и их применение затем обсуждаются методы закрепления, а также контроль деформации и трещин.Горизонтали («в исходном положении»), а также в вертикальном («в исходном» положении) методы сварки. Особое внимание дается для правильных очков, очистки флюса, полировки и подпиливания. EAA и Skinned Knuckles Magazine получили рейтинг 4 звезды на самолет. ПРИМЕЧАНИЕ. Профессиональные сварщики с 30-летним опытом позвонили нам, чтобы сообщить, насколько ценна эта лента. (Съемка двумя камерами, снято через специальный объектив.) – Скоро будет больше фотографий – – Скоро в продаже – “Кент, работа над этим видео на высшем уровне.Четкая, лаконичная и хорошо продемонстрированная техника. Как только здесь станет выше нуля, пойду в мастерскую и попробую. Спасибо »Фред «Я просмотрел несколько видеороликов, когда учился сварке алюминия кислородной сваркой, и это было самым полезным, без труда. Отличная демонстрация техники и, что, возможно, более важно, исправления ошибок. Видео через объектив TM2000 было действительно четким . Теперь, где я оставил этот флюс … » TM Technologies гордится тем, что мы предлагаем лучшие на рынке продукты для металлообработки.Стремясь продолжить эту традицию, мы постоянно улучшаем нашу продукцию и нашу продуктовую линейку. Если у вас есть какие-либо комментарии или предложения по этому поводу или по любому из наших продуктов, мы хотим услышать от вас.
|
Сварка алюминия Tig – с использованием весов переменного тока
Нажмите здесь, чтобы подписаться на мое видео недели !
Баланс переменного тока – это функция многих аппаратов для сварки TIG на переменном / постоянном токе, которая позволяет пользователю настраивать дугу для различных приложений.
Баланс переменного тока для сварки алюминия фактически регулирует процентное соотношение отрицательного и положительного тока в пределах переменного тока.
Больше негатива дает большее проплавление и позволяет сваривать алюминий коническим электродом.
больше положительного дает больше очищающего действия, но также нагревает и забивает кончик электрода.
Miller, Lincoln и несколько других производителей отображают баланс переменного тока в виде числа, указывающего процент отрицательного значения.
, например, отображение 70 будет означать 70% отрицательного электрода….или 70% каждого цикла переменного тока находится на отрицательной стороне.
, но другие производители отображают процент положительных значений…
Третьи, такие как новый дисплей Everlast 210ext, баланс переменного тока выражается в процентах по обе стороны от баланса 50/50, где значение -30 означает 30% + 50%. Таким образом, значение -30 эквивалентно 80% на Miller или Lincoln. . Странно, да?
Очень жаль, что нет международного стандарта. Но это свободный рынок.
Со временем производитель разработает простой и интуитивно понятный способ отображения и настройки баланса переменного тока.
до тех пор важно понимать баланс переменного тока.
Поймите это… .Если вы работаете с новым инвертором TIG, который имеет функцию баланса переменного тока для сварки алюминия, электрод будет нагреваться, и острие заколачивается, когда вы добавляете больше положительного электрода.
Вот как вы можете определить способ, которым изготовитель сконструировал машину… .Поэтому, если ваш электрод скручивается, попробуйте установить баланс переменного тока в другом направлении, пока не получите чистую лужу без чрезмерного комкования электрода.
(Как всегда, посетите наш дочерний сайт WeldingTipsAndTricks.com.)
Нажмите здесь, чтобы подписаться на мое видео недели !
Как сваривать алюминий | Сварка чугуна
Если вы только начинаете, первый вопрос, который вы зададите себе: что мне нужно, чтобы начать сварку? Несмотря на то, что существует ряд ресурсов, включая книги по сварке, в большинстве из них не рассказывается о правильных инструментах, необходимых для этой задачи.
Многие могли бы заставить вас поверить, что вам нужен сварочный аппарат, если вы хотите научиться сваривать. Но сюрприз. На самом деле вы этого не делаете. Вопреки распространенному мнению, все, что вам нужно для начала сварки, – это источник тепла, такой как пропан, бутан, карта, кислородно-ацетиленовая горелка. Любой из них вместе с нашей высокопрочной пайкой – все, что вам нужно для этой задачи.
Итак, хорошая новость в том, что вам не нужно часами изучать сварку MIG и TIG. Благодаря нашим припоям второго поколения HTS-2000 и HTS-528 промышленного класса , а также гибкости газовой сварки, вы можете научиться сваривать практически мгновенно.
Да, вы правильно прочитали. Прежде чем вы это узнаете, вы будете сваривать заклепки, автомобильные цистерны, двигатели, грузовики, тракторы, самолеты, мотоциклы, лодки, колеса, навесы, водостоки, стремянки, алюминиевые кронштейны и автомобили. И все это благодаря источнику тепла, нашему ассортименту высокотехнологичных продуктов для пайки и желанию учиться.
Именно поэтому профессиональные ремонтники, владельцы ремонтных мастерских и сварщики повсюду перешли на нашу сварочную систему. Поэтому, если вы новичок в сварке, не начинайте работу на другой сварочной платформе только для того, чтобы позже перейти на нашу систему.Сделайте правильный старт с нашей передовой линейкой продуктов для пайки.
Для начала, если вы просто хотите склеить два куска металла без трещин, трещин и увяданий, мы рекомендуем пруток для припоя HTS-2000 для алюминия. У него более высокий предел прочности на разрыв и относительное удлинение, чем у любого другого продукта, доступного на рынке. Более того, вам не понадобятся никакие другие специальные инструменты или щетки, так как ремонт оказывается более жестким, чем основной металл. Пруток для пайки даже прорезает такие загрязнения, как коррозия, антифриз и масло.
Для чугуна лучше всего подходит пруток для припоя HTS-528. При этом плавление основного металла не потребуется, поскольку флюс встроен в наш стержень. Эта модель стержня также лучше всего подходит для применений, требующих высоких температур до 1400 градусов, таких как устранение трещин в блоках или выпускном коллекторе из чугуна.
Нужна дополнительная информация о сварке? Посмотрите наше видео и узнайте о разнообразных применениях нашей высокопрочной латунной продукции.
Сварка алюминия для начинающих | Изучите советы и методы, необходимые для обучения сварке алюминия
Возможно, вы знакомы с отличным внешним видом сварного шва алюминия.Квалифицированные сварщики во всем мире используют Сварка алюминия для автомобильной, аэрокосмической и строительной отраслей имеет большой эффект. Ты можешь иметь слышал, что научиться сваривать алюминий может оказаться сложной задачей, если вы начнете заниматься этим вслепую. Но что делать вам нужно сварить алюминий? Следует ли использовать одного сварщика вместо другого? Что входит в весь алюминий сварочный процесс? В этой статье мы в Weldpro хотели бы представить наконечники для сварки алюминия, методы и основные требования к оборудованию, необходимые для получения высококачественного алюминиевого шва с использованием GTAW (газовая дуговая сварка вольфрамом) или процесс TIG (вольфрам в инертном газе).Обучение сварке основного материала из алюминия может поначалу будет сложной задачей – многие аспекты сварки алюминия могут сбивать с толку новичка. Мы надеемся, что это руководство по сварке для начинающих поможет вам преодолеть некоторые из этих запутанных вопросов и обеспокоенность.
Обучение сварке алюминия: переменный ток и постоянный ток
Использование правильной установки для сварки алюминия имеет решающее значение. Для получения надлежащего сварного шва на алюминии необходимо: иметь сварочный аппарат TIG с переменным током, например Weldpro TIG 200.AC относится к так называемому «чередующемуся ток », который прямо противоположен постоянному или постоянному току. Оборудование для сварки алюминия с переменным током предпочтительнее постоянного тока, потому что переменный ток имеет положительный полупериод, который может обеспечить очистку действие, в то время как отрицательный полупериод обеспечивает проникновение. При обучении сварке алюминия сварщики TIG на переменном токе возможность очистки и проплавления – лучший способ гарантировать великолепные сварные швы.
Главное преимущество сварки алюминия на переменном токе
При обучении сварке алюминия очень важно знать, что для алюминия требуются сравнительно более высокие температуры для получения качественного шва.Взглянув на сварку TIG для начинающих, вы обнаружите, что эти машины чаще используются в процессе сварки алюминия из-за их простоты по сравнению с MIG сварщики. Поскольку сварка переменным током – лучший источник питания для сварщиков TIG, большинство алюминиевых изделий изготовлены с использованием сварки на переменном токе.
АКобеспечивает контроль баланса в оборудовании для сварки алюминия TIG
До 1970-х годов отрицательный и положительный полупериод переменного тока представлял собой простой подход 50/50.В современном сварочном оборудовании для алюминия теперь используется так называемое регулирование баланса для более рационального подхода. для создания идеальной дуги для всех приложений. Как начинающий сварщик TIG, работающий с алюминием, работающий на переменном токе Машины с контролем баланса необходимы для облегчения работы и получения лучших результатов.
При использовании переменного тока колебания между положительным и отрицательным полюсами происходят очень быстро. Срок «Переменный ток» относится к этому изменению направления потока электронов, чего не бывает с постоянным током.В качестве Как уже упоминалось, при использовании оборудования для сварки алюминия переменным током необходимо контролировать баланс между полярности. Работа горелки TIG на полном балансе DCEP (положительный электрод постоянного тока) приведет к разрушению вольфрамовый электрод и, возможно, горелку. DCEP сильно нагревает горелку и вольфрам, в то время как Ток DCEN (отрицательный электрод постоянного тока) передает тепло в заготовку.
По этой причине нам нужно иметь возможность сбалансировать полярность со стороны DCEN.Обычно это в среднем около 70%. Однако есть исключения из этого – например, наличие окисленной или грязной основы. материал. Если вы работаете с этим типом материала, важно иметь возможность настраивать баланс больше в сторону DCEP, что позволяет очищать заготовку. Weldpro TIG 200 имеет встроенный регулятор баланса, который работает без проблем, что упрощает сварку TIG для начинающих. управлять.Контроль баланса можно регулировать от 30% до 70%, в зависимости от потребностей очистки.
Четыре основных метода и советы по сварке алюминия
Научиться сваривать алюминий – это сложный навык, требующий определенных знаний, прежде чем вы возьметесь за это задание. Хранить эти методы сварки алюминия, которые помогут вам сосредоточиться на навыках, которые вам нужно освоить, чтобы получить работу сделано правильно.
1. Подготовьте свой алюминий
Алюминий естественным образом образует слой оксида на внешней поверхности, когда охлаждается на заводе.Также, чистящие масла и загрязнения могут остаться на внешней стороне при обращении с алюминием. Алюминий процесс сварки всегда начинается с очистки его поверхности еще до того, как вы даже начнете думать о включении Ваш сварщик TIG. Работа на чистой рабочей поверхности создает заметную разницу в качестве вашей сварка. Во-первых, лучше всего использовать ацетон, чтобы очистить поверхность и убедиться, что на ней нет масел и любых других веществ. другие загрязнения.Чтобы удалить оксидный слой, воспользуйтесь щеткой из нержавеющей стали. Это не это сложно сделать, но если вы не используете ацетон, вы можете глубже проникнуть в материал и повлиять на качество вашего сварного шва.
В советах по сварке TIG для начинающих всегда говорится о необходимости предварительного нагрева алюминия перед началом работы. По сути, этот этап процесса сварки алюминия значительно упростит работу. Запуск паяльная лампа над алюминием перед запуском сведет к минимуму количество искажений, которые вы часто наблюдаете, когда тепло сварочной горелки создает на материале локальную горячую точку.
2. Узнайте, как настроить сварочный аппарат TIG для алюминия
Мы уже обсуждали важность работы с переменным током, а не с постоянным током, но научиться сваривать алюминий. означает понимание того, какой электрод следует использовать на сварочном аппарате TIG. Ваш TIG-электрод всегда должен быть чистым вольфрамом, который обеспечивает лучшую долговечность и чистоту, чем электроды других типов. Ваш электрод также не следует заострять до острия, потому что грубый переменный ток может вызвать его поломку в ваш сварной шов.Обычная техника сварки алюминия, используемая мастерами, заключается в использовании чистого аргона в качестве вашего защитный газ. Это обеспечивает оптимальную чистоту и производительность сварного шва при работе с алюминием.
3. Научитесь работать быстро
Особенно сложным шагом в сварке для начинающих является скорость. Это особенно важно для обучения сварке алюминия, так как существует реальная опасность перегрева вашего материала, если вы останавливаетесь, а не двигаетесь дальше.
4. Работа с радиатором
При обучении сварке алюминия лучше всего использовать латунный или медный радиатор. Поскольку алюминий исключительно хорошо передает тепло, прикрепив изделие к радиатору, можно отвести тепло от сварного шва и позволит вам быть медленнее и точнее. Если сварной шов станет достаточно горячим, чтобы начать плавление, весь проект может начать сжиматься и деформироваться.Радиатор – одно из лучших приспособлений для сварки алюминия. используйте как новичок, когда вы все еще пытаетесь работать над своей скоростью.
Алюминиевые сварочные ванны для начинающих сварщиков TIG
Начинающие сварщики TIG, работающие с алюминием, заметят, что сварочная ванна материала может выглядеть очень отличается от низкоуглеродистой стали. Сварочная ванна оранжевого цвета и заметна на низкоуглеродистой стали. Однако на Из алюминия сварочная ванна больше похожа на небольшую влажную отражающую лужу.
Понимание того, как должна выглядеть эта лужа, – один из основных принципов сварки для начинающих. знать. Это может помочь вам избежать перегрева заготовки при попытке получить сварочную ванну, которая просто не будет. Очень важно контролировать силу тока при сварке алюминия. Вы можете выполнить это достигается за счет правильного использования ножной педали. Часто возникает необходимость постоянно увеличивать и уменьшать сила тока при сварке алюминия для получения симметричной сварочной ванны.
По этой причине у вас должен быть сварщик TIG с качественной ножной педалью. Педаль в комплекте с Пакет Weldpro TIG 200 – еще одна причина, по которой его можно считать одним из лучших сварочных аппаратов для алюминий. Он сделан очень прочным, состоит из высококачественной стали и электрических компонентов. Он также исключительно хорошо реагирует на небольшие изменения и удобен в использовании в течение длительного времени.
Shop Weldpro признано лучшим сварочным оборудованием для алюминия
Мы в Weldpro надеемся, что эта информация помогла выделить некоторые важные методы сварки алюминия. и требования, которые помогут вам получить высококачественный сварной шов.Будь то сварка для начинающих или экспертов, мы стремимся помочь вам сэкономить время и деньги, а не искать дорогостоящие оборудование, которое не работает. При поиске лучшего сварочного аппарата для алюминия обратите внимание на Weldpro. Если у вас есть какие-либо вопросы о наших продуктах, свяжитесь с нами. Наша команда экспертов всегда рядом и готовы предоставить вам всю необходимую информацию, чтобы сделать вашу сварку максимально качественной.
КУПИТЬ СЕЙЧАССтатьи по теме: Сварка TIG для начинающих
Защитный газ и загрязнение сварочной ванныЭкранирование сварочной ванны – это, безусловно, широкая тема, и пока мы никоим образом не пытаемся охватить все аспекты защитного и защитного газа в этой статье, мы хотели бы поговорить о некоторых основных принципах защиты сварочной ванны, защитном газе и о том, как может произойти загрязнение.
Вольфрам Выбор для сварки TIGПри первом изучении искусства GTAW одна из самых важных вещей сварщик может понять свойства вольфрама, который он использует, и сделать выбор исходя из потребности. Многие люди ошеломлены или сбиты с толку из-за различных типы вольфрама в наличии.Надеюсь, я смогу пролить свет на различные варианты, их функции и мой личный опыт, чтобы помочь вам.
Сварочный ток – (AC) против (DC)Если вы собирались купить сварочного аппарата, возможно, вы видели что большинство сварщиков умеют (постоянный ток).Некоторые из них поддерживают переменный / постоянный ток. Что означают эти термины и почему важно обращать на них внимание при покупке сварочного аппарата?
8 советов по сварке алюминия для начинающих
Сварка алюминия – сложный навык, и чем больше вы знаете, прежде чем приступить к задаче, тем лучше вы будете в ней справляться. Этот удобный набор советов по сварке алюминия будет особенно полезен для всех новичков и посвящен навыкам, на приобретение которых могут потребоваться месяцы только на практике.
Нагрейте алюминий
Попробуйте запустить паяльную лампу по алюминию, прежде чем начинать сварку. Это минимизирует искажения, которые вы часто обнаруживаете, когда нагрев сварочной горелки вызывает локальную горячую точку на алюминии.
Сварка алюминия будет завершена быстрее и точнее, если сначала удалить оксидный слой с алюминия. Сделайте это проволочной щеткой из нержавеющей стали и очистите края алюминия напильником.
Электрод
Возможно, на вольфрамовом наконечнике сварочного пистолета есть загрязнения.В таком случае нужно немедленно прекратить работу. Это может происходить довольно регулярно, и всякий раз, когда это происходит, вам необходимо решить проблему, прежде чем продолжить.
Скорость
Сварку алюминия нужно выполнять быстро. Как только вы начнете, вы должны продолжать работу, иначе существует реальная опасность прожечь алюминий из-за его перегрева. Сварочная горелка должна продолжать двигаться вдоль сварного шва, и эта практика сильно отличается от сварки стали.
Точность
При сварке алюминия нужно быть особенно точным.Вы всегда должны стараться плотно соединить детали друг с другом перед началом сварки, чтобы убедиться, что они точно установлены и должным образом очищены. С алюминием невозможно заполнить промежутки между поверхностями так же, как вы можете манипулировать сталью.
TIG по сравнению с MIG
Сварщики согласны с тем, что сварочные аппараты TIG являются лучшим оборудованием для сварки алюминия. Они относительно просты в использовании и быстро справляются со своей задачей. Однако высокие цены на сварщиков TIG означают, что они находятся вне финансового диапазона большинства домашних сварщиков.Вот почему большинство людей используют сварочные аппараты MIG. Они более доступны по цене, но, к сожалению, их намного сложнее использовать. Если возможно, используйте для своей работы сварочный аппарат TIG. Наем можно рассмотреть, если он в конечном итоге окажется рентабельным.
Инертный газ
Для сварочного пистолета требуется инертный газ для сварки алюминия. В идеале вы должны использовать чистый аргон, но, в зависимости от имеющегося у вас оборудования, вы также можете использовать смесь аргона и гелия.
Трос
Пружинный натяжитель троса необходимо затянуть, чтобы катушка с тросом не распускалась, а первые 3 дюйма троса должны быть очень прямыми.Это предотвращает повреждение гильзы при прохождении проволоки в сварочной горелке.
Попробуйте снять наконечник сварочного пистолета перед тем, как пропустить проволоку, но никогда не пытайтесь это сделать, когда наконечник горячий. Иногда проволока может застрять в сварочном пистолете. Если это произойдет, попробуйте натянуть его обратно на катушку, затем немного поработайте пистолетом, пытаясь протолкнуть проволоку обратно.
Радиатор
Используйте латунный радиатор для сварки алюминия. Зажмите его за свариваемым алюминием.Он отводит тепло от сварного шва и позволяет работать медленнее и точнее. В конечном итоге это приведет к более аккуратному сварному шву.
Как сваривать алюминий дома как профессионал с помощью простых вещей
Хотите сваривать алюминий? Но многим непонятно, как сварить алюминий в домашних условиях. Итак, приступим к нам.
Сварка – это очень просто, если знать все тактики. Но есть множество материалов, с которыми вам придется иметь дело, пока вы занимаетесь сваркой.Каждый металл, от стали до углерода, используется при сварке. А алюминий – это то, что очень часто сваривают для многих домашних мастеров, а также для работы в мастерских.
Сварка любых материалов без соответствующих указаний может представлять опасность. Вам потребуется правильное руководство и весь перечень оборудования для сварки.
Сегодня мы расскажем вам о сварке алюминия и о том, как сделать это безопасно.
Как сваривать алюминий? – Пошаговое руководствоАлюминий чувствителен и мягок при сварке по сравнению со сталью или нержавеющей сталью.Он может легко сгореть или выйти из строя из-за более высокого уровня проводимости. Поскольку он имеет более низкую температуру плавления, сварщик должен знать, когда проталкивать сварочные сплавы.
Какой сварочный аппарат использовать для сварки алюминия:Сваривать алюминий можно с помощью любого сварочного механизма. От MIG до горелки вы можете выполнять сварку алюминиевых деталей.
Прежде чем приступить к работе, вы должны выбрать правильный процесс сварки при обращении с алюминием.В противном случае вы получите неисправную или сломанную алюминиевую деталь.
Расскажите о видах сварки, которые можно применять для алюминиевых материалов.
1. MIG:
MIG – один из самых перспективных способов сварки алюминия. Если ваш алюминий имеет более тонкий калибр, вы можете легко наслаждаться сваркой алюминия с помощью MIG. Если у вас в руках одна из лучших сварочных аппаратов MIG серии , то больше ничего не нужно, кроме некоторых базовых навыков.
MIG может обеспечить необходимое количество тепла для алюминия и очень плавно прорезать его. Сварщики, которые хотят использовать защитный газ, должны работать со 100% аргоном, чтобы получить наилучший результат.
Вам даже понадобится сварочная проволока или пруток, в том числе сплав. Вы должны знать, что без идеального сплава сварка алюминия довольно сложна.
2. TIG:
Сварка TIG (вольфрамовым инертным газом) – еще один процесс, который можно попробовать при сварке алюминия.Но большинство сварщиков любят сваривать алюминий методом MIG. Они считают MIG более надежным по сравнению с TIG.
Хотя вы можете сварку алюминия методом TIG, мы тоже хотели бы обсудить это. TIG может создать точную температуру для сварки алюминия. Но жара продолжается дольше. Между тем, для алюминиевых листов чрезмерное нагревание неприменимо. Это может вызвать жгучую катастрофу. Итак, вы должны знать, как контролировать ток в сварочном аппарате TIG. Если что-то случится вне вашего контроля, вы успешно получите опыт сварки при отказе.
Сварку TIG можно применять как для тонких, так и для толстых листов. Но TIG может работать и без присадочного стержня. Итак, вам просто нужно плотно удерживать сплав в середине алюминиевых листов.
Определить, что лучше из MIG и TIG, не так просто. Но вы легко можете принять правильное решение, какой из них может быть вашим компаньоном, из сравнения.
Защитный газ:
Аргон используется в качестве защитного газа при сварке TIG и MIG.В зависимости от различных сварочных работ углекислый газ смешивают с аргоном (CO2) и гелием для решения соответствующих задач.
Электрод:
Оба используют электроды разного типа. Электрод, изготовленный из MIG, прикреплен к деталям, но TIG не потребляет электрод.
универсальность:
MIG просто универсален для сварки обычных сталей и цветных металлов. Но TIG – это сложные сварочные аппараты с множеством настроек, которые позволяют сваривать сталь, нержавеющую сталь, медь, алюминий и любые металлы, которые встречаются в вашей сварочной профессии.
Итак, мы видим, что оба этих сварщика великолепны по своим характеристикам. MIG прост в использовании, но TIG немного сложен с настройками функциональных настроек. Однако мы собираемся обсудить с вами, как выполнять сварку алюминия методом MIG и TIG.
Что вам нужно сделать: 1. Начните с очистки:Загрязненная алюминиевая деталь не может быть идеально сварена. Перед тем как приступить к сварке, вам просто нужно убедиться, что деталь хорошо очищена и протерта.Вы даже можете использовать щетку из нержавеющей проволоки для очистки алюминия.
2. Используйте защитное оборудование:Это не только важно, но и необходимо для использования предохранительного оборудования при сварке.
- Надо начинать с головы. Вам следует надеть шлем. Лучше всего, если на вас будет шлем с автоматическим затемнением . К сожалению, если у вас нет шлема, вы можете хотя бы надеть очки. Это защитит ваши глаза. Любые сварочные работы опасны при выполнении без защиты глаз.
- Надевайте фартук, не изготовленный из пластика или эластичного материала. Лучше надеть кожаную куртку. Какую бы одежду вы ни носили, она должна быть подходящей, но не такой тесной.
- Убедитесь, что шуба не из случайных джинсов. Некоторые случайные джинсы легко воспламеняют искру. Джинсовая ткань может стать отличным выбором на время сварки.
- Никогда не приступайте к сварке без сапог. Сапоги очень важны для безопасности ваших ног. Убедитесь, что ботинки сделаны из кожи.
Если у вас есть сварочный аппарат MIG, вы можете сваривать только алюминий толщиной более 14 мм. Если размер алюминиевых деталей меньше 14, для сварки требуется TIG. Таким образом, вы всегда должны проверять толщину алюминиевых деталей перед началом работы.
4. Подберите подходящий защитный газ:Защитный газ очень важен для сварочных работ. Поскольку алюминий – это цветной металл. Таким образом, для сварки алюминия методом MIG требуется 100% аргон.А сварка алюминия TIG может работать только со смешанной комбинацией диоксида углерода и аргона.
3. Выберите присадочный металл:Выбор подходящего наполнителя для ваших приложений – очень важный фактор. Правильный наполнитель может создать нужное количество сплавов, благодаря которым ваши детали будут идеально соединены.
4. Пистолеты для катушек и подача проволоки:Невозможно выполнить сварку алюминия методом MIG без правильной горелки для катушки и опций подачи проволоки.Оба они очень важны. Пистолет для катушки подает алюминиевую проволоку. Таким образом, алюминиевая проволока получает питание, которое может полностью регулировать алюминиевые детали.
Итак, выберите подходящие пистолеты для катушек, чтобы уменьшить вероятность гнездования птиц. Идеальная алюминиевая сварочная проволока – это ER 4043 и ER 5356. Кроме того, вы можете получить такую, которая подходит для ваших сварочных задач.
Как выполнить сварку алюминия методом MIG профессионально?Теперь мы собираемся обсудить сварку алюминия методом MIG с помощью катушки.Хотя сварка как-то зависит от навыков и опыта. Тем не менее, мы можем сваривать, следуя правильным шагам.
- Алюминий очень чувствительный и мягкий. Таким образом, становится очень трудно сваривать алюминий, проталкивая сплавы с помощью пистолетов. В этом случае пистолеты для катушек более надежны и могут легко изготавливать лучшие сплавы, позволяющие проволоке проникать на очень короткое расстояние.
- Как известно, в качестве защитного газа для Metal Inert Gas используется аргон. Он создает надежный защитный экран для пользователей.Теперь вы можете подключить пистолет для катушки к плюсу сварочного аппарата.
- Этот шаг очень важен. Вам нужно будет пропустить алюминиевую проволоку через пистолет для катушки. Теперь снимите с пистолета наконечник и крышку канистры.
- Обрежьте 8 дюймов провода и соедините провод с пистолетом. Теперь вставьте катушку в канистру. Убедитесь, что вы закрываете канистру и закрываете ее. Поэтому не забудьте закрыть рычаг натяжения, который находится рядом с пистолетом для катушки.
- Теперь прикрепите пистолет с контактным наконечником.Затем установите в него сопло, и пистолет готов к сварке.
- Убедитесь, что провод не слишком ослаблен. Таким образом, скорость будет неконтролируемой. Итак, вы можете увеличить натяжение, чтобы проволока выходила плавно.
- Теперь вы готовы к сварке. Мы надеемся, что вы уже удалили все оксиды с алюминиевой детали перед сваркой.
- Вы должны держать угол от 10 до 15 градусов. Так сварка будет гладкой и красивой на вид.
И самое главное – соблюдать достаточное расстояние между соплом и основным металлом.В противном случае может произойти поджог.
Как сделать профессиональную сварку алюминия TIG?Сварка TIG очень проста при работе с алюминиевыми материалами. Теперь мы расскажем вам пошаговое руководство по сварке алюминия с использованием TIG.
- Прежде всего, вам понадобится аппарат для верхней сварки TIG , который имеет доступную регулировку настроек для работы с алюминием. Вы можете сделать это из алюминия, используя как переменный, так и постоянный ток.
- Для сварки на переменном токе вольфрам должен иметь в верхней части шарик.Вы можете легко создать шар, прикрепив вольфрам к горелке.
- Теперь включите режим постоянного тока в аппарате TIG. Теперь зажгите факел на пару секунд. В итоге появится раскаленный факел. Пока вы видите, что шар сформировался, вы готовы к сварке.
- Теперь вы можете включить режим переменного тока. И приступайте к сварке после очистки поверхности материалов чистящим маслом.
- Вы должны указать станок точно на основной металл. Значит, присадочный металл сработает в нужный момент.
- Резак следует держать под углом 15 градусов. Снимите горелку, когда увидите на ней плавящийся металл и лужу наполнителя.
- Через каждые несколько секунд добавляйте стержень присадочного металла в сварочную ванну. При этом нужно быть очень пунктуальным и внимательным.
- Добавьте немного наполнителя, чтобы алюминий не сломался. Теперь вы можете минимизировать текущий поток и сделать лужу твердой.
- Медленно, когда горелка выключена, вы заметите сплошной сварной шов.
Заключение:
Алюминий настолько популярен, что позволяет создавать множество проектов.