Сварка алюминия и стали при производстве металлических шкафов в Екатеринбурге| Уральский завод листовых конструкций
- Главная
- Информация
- Статьи
Необходимость сварить детали из алюминия и стали может возникать при производстве металлических шкафов и других подобных изделий. Эти металлы имеют совершенно разные физико-химические свойства, поэтому могут возникнуть определенные сложности, негативно влияющие на качество шва. К основным причинам этого относятся: большая разница между температурами плавления, возникновение окисленных включений в самом сварной шве из-за тугоплавящейся оксидной пленки, большие термические напряжения, возникающие из-за разной теплоемкости этих металлов, а также хрупкость интерметаллического соединения, формирующегося при непосредственном приваривании стали к алюминию.
Какие виды сварки подходят?
При сваривании алюминия и стали можно использовать такие виды сварки:
Чаще всего используется в Екатеринбурге аргоновая сварка с неплавящимся вольфрамовым электродом. Перед самим процессом сварки следует произвести разделку кромок под углом 70°. Затем необходимо зачистить свариваемые детали при помощи наждачного круга, пескоструйной очистки или специальной металлической щетки. После этого заготовки из алюминия и стали тщательно обезжириваются и промываются, затем протравливаются серной кислотой, снова промываются и просушиваются.
Обязательным этапом подготовки к аргоновой сварке в Екатеринбурге является нанесение на кромки стальной заготовки при помощи горячего погружения кромки стальной детали в расплав алюминия с выдержкой и медленным охлаждением или гальванического метода покрытия стали цинком, цинком и медью или другими совместимыми металлами. Это делается для того, чтобы изолировать сталь от алюминия получить при сварке деталей из таких разных металлов шов хорошего качества.
Если у вас нет возможности покрыть сталь другим металлом, то для сваривания алюминия со сталью можно использовать биметаллические вставки, которые делают из этих же металлов, соединяя их при помощи холодной ковки или других методов. В этом случае алюминиевая кромка легко приваривается к алюминиевому краю вставки, а стальная – к стальной.
Технология аргонодуговой сварки стали и алюминия
В случае проведения аргоновой сварки в Екатеринбурге при производстве металлических шкафов на заказ или другой необходимости надежно соединить детали из стали и алюминия зажигание сварочной дуги рекомендуется производить на расстоянии 1-2 мм над кромкой. После появления первого валика нужно сделать небольшой перерыв и повторно зажечь дугу на алюминиевом валике. При сварке деталей встык дугу нужно вести по кромке детали из алюминия, а присадку – по кромке детали из стали. За счет этого жидкий алюминий будет наплывать на поверхность стали, что поспособствует формированию прочного шва.
При сваривании алюминия и стали также важна скорость проведения процесса, что оказывает большое влияние на стабильность шва. Поэтому сначала скорость сварки должна быть 7-10 м/ч, а потом уже 12-15 м/ч.
Сварка алюминия и стали – трудоемкий процесс, который широко используется в авиационной промышленности, радиоэлектронике, при создании бытовой техники. При проведении соответствующей подготовки и соблюдении изложенной выше технологии сварки этих металлов можно получить прочный шов. Цена аргонодуговой сварки металлов – одна из самых доступных, поэтому в быту нередко прибегают именно к этому методу.Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Поделиться ссылкой:Вернуться к списку
Как наварить на дюраль Д16?
planetaSchelezjaka
Строить самолеты? Да,как.
 ..
..
- #1
Здравствуйте!
Есть кто на форуме, кто реально! наваривал на Д16?
Про “не сваривается” знаю. Интересует реальный опыт наварки (не силовой, а чисто для декоративных целей – залить ненужный паз), без подогрева (если возможно).
Jbiplane
Стремлюсь к совершенству
- #2
Дык запаяйте. Многие фирмы делают прутки с заранее заложенным флюсом. От суперовых немецких до декоративных китайских https://ru.aliexpress.com/item/3281…&terminal_id=f3f4bac26ce64409af1da5d20f185fd7planetaSchelezjaka сказал(а):
наварки
Нажмите, чтобы раскрыть.
..
 ..
..
vert
Я строю вертолеты!
- #3
Мне варили на заводе аргоном не силовую конструкцию из трубы из Д16Т. Сварочник – обычный с осциллятором, для сварки алюминиевых сплавов типа АМц, АМг.planetaSchelezjaka сказал(а):
кто реально! наваривал на Д16?
Нажмите, чтобы раскрыть…

Присадку использовали из Д16М – полоски из листа нарезали.
Держит небольшие нагрузки нормально, пока не треснуло.
Вот фото сварки трубы диаметром 30х1 Д16Т
99_031.jpg
13,3 КБ Просмотры: 466
Pisman
Постепенно твердеющий тряпколетчик
- #4
Наваривается на д16 вообще без малейших проблем. Шов получается хрупкий- но ложится как обычно
planetaSchelezjaka
Строить самолеты? Да,как.
 ..
..
- #5
Спасибо!
Шов не силовой, только для “красоты”. Пайка не подходит – видно будет и нагрев.
GALKA
“ОТ ВИНТО-ОВ!”
- #6
Даже силовые швы на топливных баках заклеивали стеклотканью на эпоксидной смоле. Предварительно зашкурив, обезжирив. Потом пошкурить. Ну и покрасить, раз декоративно.
Предварительно зашкурив, обезжирив. Потом пошкурить. Ну и покрасить, раз декоративно.
georgy31
Я люблю строить самолеты!
- #7
Д16А отлично варится. Хрупкости нет ни малейшей. Если с буквой Т, то отпустить, заварить и снова закалить, но прочность будет конечно поменьше, особенно через какое то время.
brfly
Я люблю строить самолеты!
- #8
Димет – оборудование для холодного напьіления металлов
KMV
Я люблю строить самолеты!
- #9
+7 (915) 403-11-девять девять Евгений
Знает про сварку цветных металлов почти все. В Тулузе на авиавтобусном заводе по сварке «инструкторит»
В Тулузе на авиавтобусном заводе по сварке «инструкторит»
Инженер-109
Я люблю восстанавливать самолеты!
- #10
Д-16А? Это что-то новое… Д-16Т? Ну так при сварке автоматически все “отпустится”. В МАИ в 1980-х нас учили, что Д-16 не предназначен для сваривания – и мне кажется это так и есть. Шов наложить можно – но трещит при малейших нагрузках. Хорошо варятся АМг, АМц и куча других, но не Д16
samodelkin_33rus
Я люблю этот Форум!
- #11
Варю обычным тигом как и алюминий , варится нормально , проволока присадочная из чистого алюминия в прутках без кремния .
georgy31
Я люблю строить самолеты!
- #12
Тут ключевое слово “учили”. А практика мало имеет общего с теорией. Варится Д 16 не хуже остальных сплавов. Есть некоторые нюансы, которые надо соблюдать и всё будет хорошо. А сплав Д 16А, это как Т, только не закалённый. Где то заводской лист у меня валяется с такой маркировкой.arg сказал(а):
В МАИ в 1980-х нас учили, что Д-16 не предназначен для сваривания – и мне кажется это так и есть.
Нажмите, чтобы раскрыть…
soldier
Старейший участник
- #13
Точнее-трещит уже во время сварки.Во всех справочниках написано:свариваемость Д-16-плохая.И этим все сказано.arg сказал(а):
В МАИ в 1980-х нас учили, что Д-16 не предназначен для сваривания – и мне кажется это так и есть.
Нажмите, чтобы раскрыть…
 Шов наложить можно – но трещит при малейших нагрузках.
Шов наложить можно – но трещит при малейших нагрузках.
georgy31
Я люблю строить самолеты!
- #14
Видать мы про разные дюрали говорим. Лет 30 варил, и ни разу треска не слышал. А если она и разрушалась впоследствии, то далеко не сразу, и в основном при использовании в сырых местах.rubber17 сказал(а):
Точнее-трещит уже во время сварки.
Нажмите, чтобы раскрыть…

Юрий Ер
Грамотный, не есть, умный.
- #15
Варится хорошо но тут же трещит. Я однажды варил бак нужна была накладка я вырезал из листового металла и замучился варить варю заливаю течёт. И на глаз трещин не видно. Потом понял попал дюраль. Вырезал заплатку полностью и наложил АМг всё как бабушка от шептала. Заварил с первого захода.rubber17 сказал(а):
:свариваемость Д-16-плохая.И этим все сказано.
Нажмите, чтобы раскрыть…
ucs
Я люблю этот Форум!
- #16
Мой опыт такой:
д16т к д16т приварить можно, но после остывани
я шва и совсем легкой ударной нагрузко – трещины.
д16т к Амг гораздо лучше, трещин нет, но я и не нагружал
TheRaven
Учите матчасть !
- #17
Юрий Александрович, сразу видно – человек из Ижевска! У вас даже бабушки – от шептала, а девушки, вероятно – от разобщителяvuazen сказал(а):
бабушка от шептала
Нажмите, чтобы раскрыть…
Pisman
Постепенно твердеющий тряпколетчик
- #18
Мы варили уголки д16 на плиту амг.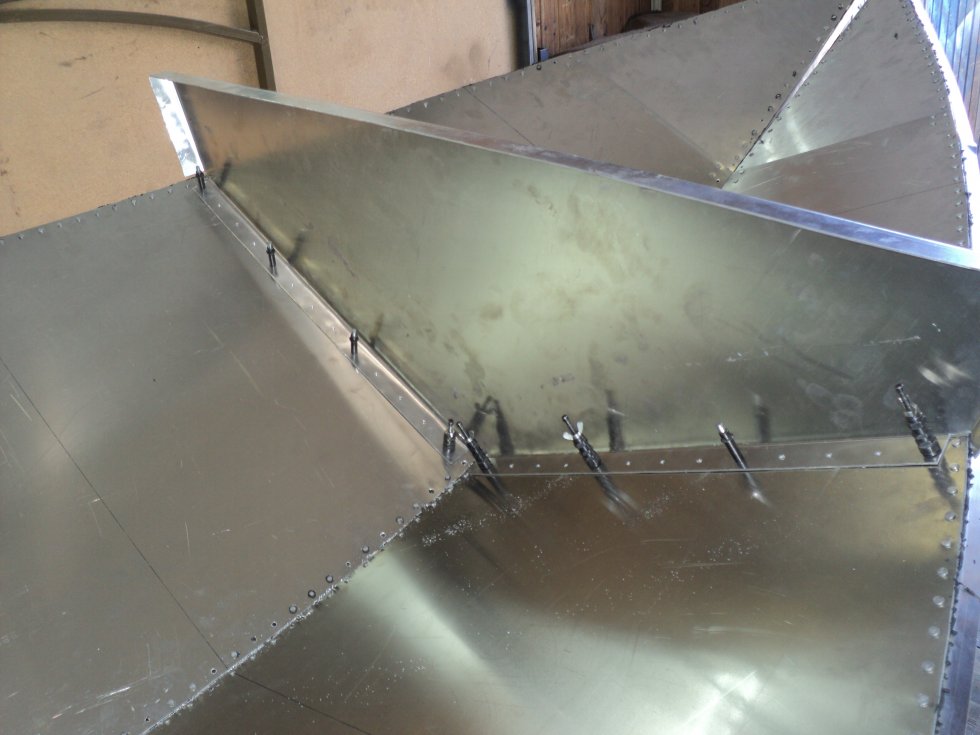 При ударе деталь “отклеивается”. Уголок слегка поставленный по кромке а весь шов остается на амг. Спаслись тем что сделали большие отверстия с фаской на всю толщину которую полностью заставляли. Норм.
При ударе деталь “отклеивается”. Уголок слегка поставленный по кромке а весь шов остается на амг. Спаслись тем что сделали большие отверстия с фаской на всю толщину которую полностью заставляли. Норм.
А сварка трубчатых моторам кончилась плохо. В нагруженных местах швы трескались по краю наплава и дальше трещина охотно шла по стенке трубы…
Dim64
Я люблю Saratov
- #19
Постеснялся сразу спросить – что является главной продукцией означенного завода ? Самолеты или пыровозы ?Там же в Тулузе много разных фабрик.KMV сказал(а):
…В Тулузе на авиавтобусном заводе …
Нажмите, чтобы раскрыть…
 . но про такой не слыхали мы тут …И Гугл-переводчик завис на нервной почве (((
. но про такой не слыхали мы тут …И Гугл-переводчик завис на нервной почве (((Коллега Письман , выражайте мысли прозрачней плз :
Заставляли ЧЕГО ???с фаской на всю толщину которую полностью заставляли.
Нажмите, чтобы раскрыть…
Принуждали так сказать – по-полной ? В два смычка што ле ?
В три ???)))
Или заставили Ффсе мебелью , диванами там и стульями мастера Гамбса.. Ну , то есть все дыры заставляли стульями и пальмами ..
Инженер-109
Я люблю восстанавливать самолеты!
- #20
обычная опечатка же – “заполняли”, ну или “заплавляли”
Исследование сварочной деформации толстолистового дюралюминиевого сплава в режиме A-TIG
Главная Advanced Materials Research Advanced Materials Research Vols. 753-755 Исследование сварочной деформации толстолистового металла…
753-755 Исследование сварочной деформации толстолистового металла…
Предварительный просмотр статьи
Резюме:
Использование A-TIG для сварки толстолистового дюралюминиевого сплава и рациональная разработка сварочного процесса для сварки стыковых пластин с Y-образным пазом из дюралюминиевого сплава. С помощью повторных измерений точки получить поперечную и вертикальную сварочную деформацию при различном токе A-TIG после сварки. В данной работе проанализировано влияние различных токов на сварочную деформацию и особенности сварочной деформации A-TIG. Результат показал, что поперечная деформация была однородной по направлению шва, но не была равномерной по вертикальному направлению шва. Поперечная деформация была больше, чем ближе к сварному шву. Вертикальная деформация среднего положения шва была меньше, чем часть зажигания и гашения дуги. Результат также показал, что деформация увеличивалась по мере увеличения тока.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотрРекомендации
[1]
Э. Цикала, Г. Даффет и Х. Анджеевски: представлено в Журнал материаловедения и инженерии (2005 г.).
Цикала, Г. Даффет и Х. Анджеевски: представлено в Журнал материаловедения и инженерии (2005 г.).
Академия Google
[2] А.Ф. Норман, В. Дражнер и П.Б. Prangnell: представлено в Journal of Materials Science and Engineering (1999).
Академия Google
[3] Т. Сентил Кумар, В. Баласубраманян и М.Ю. Санавулла: представлено в Журнал материалов и дизайна (2007 г.).
Академия Google
[4]
Лукас В. и Хоус Д.С.: представлено в Journal of Welding and Metal Fabrication (1996).
и Хоус Д.С.: представлено в Journal of Welding and Metal Fabrication (1996).
Академия Google
Цитируется
Sifalumin No 15 4043A Алюминиевые стержни – 2,4 мм x 2,5 кг
RO152425-3008
26,62 фунтов стерлингов без НДС 31,94 фунтов стерлингов 9004 8 с НДС
Модель продукта: RO152425-3008
Доступность: В наличии
Sifalumin No 15 4043A Алюминиевые стержни – 2,4 мм x 2,5 кг количество
- Можно использовать TIG или кислородно-ацетиленовую сварку.
- Убедитесь, что поверхность основного металла очищена и обезжирена перед сваркой.
- Если готовое изделие должно быть анодировано, используйте 1050A или 5356.
- Может потребоваться предварительный нагрев до 120oC.
- SIFALUMIN № 15 представляет собой алюминиевый сплав с 5% кремния.
- Подходит для сварки дюралюминия, литых и деформируемых сплавов 6063(Н9), 6061(х30) и 6082(х40).
- Типичные механические свойства: предел прочности при растяжении 120 Н/мм².
- Типичный состав металла шва: Si 5%, Al Bal, температура плавления 635°C.
- Сварной шов обесцвечивается при анодировании.
- Между проходами рекомендуется проволочная щетка.

- Спецификация
- Доставка
- Отзывы (0)
- Контакты
Описание
Sifalumin No 15 4043A Алюминиевый стержень s – 2,4 мм x 2,5 кг
- EN ISO 18273
- BS: 2901S
- Al 4043A (AlSi5)
- 4043A (NG21)
Алюминиевый сплав с 5% кремния, обеспечивающий отличные характеристики текучести и проникновения. Подходит для сварки дюралюминиевых литых (LM25) и деформируемых сплавов 6063 (H9), 6061 (h30) и 6082 (h40). Сварной шов обесцвечивается при анодировании.
Подходит для сварки дюралюминиевых литых (LM25) и деформируемых сплавов 6063 (H9), 6061 (h30) и 6082 (h40). Сварной шов обесцвечивается при анодировании.
Можно использовать TIG или Oxy Acetylene. При использовании Oxy Acetylene используйте флюс для пайки и сварки алюминия Sif № 36.
МЕСТА ДЛЯ СВАРКИ
- Перед сваркой убедитесь, что поверхность основного металла очищена и полностью обезжирена.
- Очистите соединения щеткой из нержавеющей стали.
ТИПОВОЙ СОСТАВ МЕТАЛЛА НАВАРНОГО ШВА
- Si: 5 %
- Al: Bal
- Температура плавления: 635°C
ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
- Предельная прочность на растяжение 120 Н/мм²
9005 5 СВАРИВАЕМЫЙ МАТЕРИАЛ
- Подходит для сварки дюралюминия, литых и деформируемых сплавов 6063(Н9), 6061(х30) и 6082(х40), а также другие 4 серии алюминия.
- Полученный сварной шов обесцвечивается при анодировании [Если готовое изделие должно быть анодировано, используйте 1050A или 5356].
