тесты, викторины и видео для самых любопытных
ТЕСТ: Новогодний
ТЕСТ: Угадайте, кто оставил след на снегу
ТЕСТ: Угадайте художника по зимнему пейзажу
ТЕСТ: Угадайте, какое блюдо прячется за старинным названием
ТЕСТ: Откуда родом алкогольный напиток
ТЕСТ: Угадайте, какое из растений ядовитое
ТЕСТ: Угадайте, какое из растений капризное
ТЕСТ: Откуда родом это молочное блюдо?
Фото: Фото: Stanislav Samoylik / Shutterstock
ТЕСТ: Как хорошо вы знаете города России?
ТЕСТ: Угадайте блюдо из яблок по рецепту
ТЕСТ: Что вы знаете о тыкве?
ТЕСТ: Как выглядят деревья осенью?
Стильный комод на фигурных ножках
Бальзамин: как правильно ухаживать и пересадить
Как покрасить бумажные трубочки
Арт-объект из глобусов
Как приварить трубы перпендикулярно друг другу
Как удобно хранить шпильки и заколки
Шкаф для книг из фанеры
Обжигаем изделия из глины в печи
Как соединить заготовки методом шип-паз
Как декорировать старый шкаф
Как сделать цветы из бумажного шпагата
Особенности полуавтоматической сварки
Как правильно подобрать ток для сварки металла разной толщины?
содержание видео
Рейтинг: 4. 0; Голоса: 1Как правильно подобрать ток для сварки металла разной толщины?
Видео канала: Сварщик в городе – Категория: Своими Руками
0; Голоса: 1Как правильно подобрать ток для сварки металла разной толщины?
Видео канала: Сварщик в городе – Категория: Своими РукамиДата: 2023-05-11
← Как научиться варить потолок электродами УОНИ 4 мм.
Похожие видео
Забыла что такое ХИЛАЯ РАССАДА и ПЛОХОЙ УРОЖАЙ огурцов! Делюсь опытом!
• Татьяна огородница
Морковь такая гладкая, ровная, сочная и вкусная – не надо и конфет! Хитрый посев без прореживания!
• Иван Русских
Как прошли ПРАЗДНИКИ: новые мосты, шпалеры, прополки и чай. РАБОЧИЙ ВЛОГ.
• Супер – Отпуск на Даче
Как я содержу в чистоте цветники без мульчи? И почему я отказалась от мульчирования?
• Супер – Отпуск на Даче
Срочно обработайте сад! Груше грозит опасность. Ржавчина! Видео с браком.
• Иван Русских
Сила одуванчика! Как лучше потреблять одуванчик для здоровья и кому его нельзя (много.
• Иван Русских
Комментарии и отзывы: 15
Александр
Привет Рома! раньше когда мне было примерно лет 20 я хотел учиться на сварщика но не смог пройти мед комиссию у меня с детства тугоухость (плохо слышу) очень расстройлся, после того когда женился стали жить в своём доме, приходилось кого нибудь просить что то заварить, в 41год решил приобрести сварочный аппарат для себя ( что бы никого не просить) и вот уже пол года как сам уже занимаюсь сваркой, вот смотрю ваши видео уроки и мне это очень помогает к чему то научиться, спасибо вам!
Вадим
Благодарю тебя Роман, ОЧЕНЬ АКТУАЛЬНО для меня твоё видео, так как собираюсь начать делать – варить ДОЛГОЖДАННЫЙ забор.
Alex
Роман спасибо Вам за ваши видео! Большая просьба, в одном из следующих видео расскажите пожалуйста как правильно сваривать проволоку в сетку электродами? Например в 3мм к 3мм или 4мм к 4мм или комбинации 3 к 5 и тд. Понимаю что прихватками, но как держать электрод, как обеспечить провар и др нюансы. Ни где не могу найти. А у вас почти в каждом видео на заднем фоне сетка из 4-5мм думаю многим тоже будет интересно. Пожалуйста!
Dimitry
Хотелось бы узнать как монетизировать свой труд, сколько зарабатывает сварщик? Какие халтуры подворачиваются? В интернете куча видосов от разных специалистов, от электриков до гипсокортонщиков которые рассказывают о своей работе, ее подводных камнях, маржинальности и так далее. Ваше мнение очень важно ибо вы эталонный представитель своего ремесла на отечественном ютубе.
Ваше мнение очень важно ибо вы эталонный представитель своего ремесла на отечественном ютубе.
Denis
Здравствуйте! Уважаемый Роман! Я ни разу не сварной. По Вашим видео учусь! Не совсем понял – будьте добры, поясните пожалуйста, почему метод ведения электрода с рутиловым покрытием изначально Вы выбрали с отрывом? И чем в принципе отличается при прочих равных метод/способ ведения 2 типов электродов?
Valdemarhen
А вот такой вопрос от неспециалиста как разумнее и надёжнее строго под 90 градусов согнуть ленту толщиной 5 мм? Пропилить наполовину, снять фаски, загнуть в сторону пропила и заварить или пропилить наполовину, загнуть в сторону целой плоскости, а со стороны пропила наварить металл?
Mr
Ништяк! Я правда умею уже, но когда учился, не мог найти путных сварщиков. Приходилось на заводе спрашивать как что делать, а потом в гараже пробывать. Жаль раньше тебя не нашел. Ну а вообще перешел на полуавтом, теперь вообще лафа, он сам варит, только горелку держи!
aleksei
покажи лучше как ты варишь через зеркало и как делать операционный шов! будет интересно посмотреть на это
P. S. не тренеруясь) а то вы любите выпускать такие ролики ) с начало по тренеруются, посмотрят хорошо ли вышло сварить и потом только выкладывают.
S. не тренеруясь) а то вы любите выпускать такие ролики ) с начало по тренеруются, посмотрят хорошо ли вышло сварить и потом только выкладывают.
Dmltriy
Вот это утро доброе, я понимаю. Теперь день задался. Роман Иванович, всё как всегда, с чувством, с толком, с расстановкой и утреннее чаепитие с пользой прошло. Роман Иванович прочитайте личку в ВК и по возможности маякните интересна Вам задачка или нет.
Биржан
Даа швы ровные, красивые, навыки по сварке у вас Роман отличные, опыт не пропьёшь, мне до такого шва ещё далеко, иногда получается на толстом металле, практики маловато, будем учиться дальше, спасибо за уроки, здоровья и удачи Вам, вы хороший учитель.
Владимир
Все хорошо и красиво, смотрю и что то анализирую, так сам сварщик, стаж более 30 лет, один вопрос, какой хороший, но бюджетный выбрать полуавтомат, с газом и без газа и если можно с тиг сваркой, аргоном и холодной сваркой, что посоветуешь?
Живу
Привет, Роман! Спасибо за видео, познавательно! Я вижу у Вас сварочные DECAPOWER. Меня она заинтересовала, а в и-нете информация разная и противоположная. Хотелось бы узнать, стоит ли её брать по надёжности. Как варит я уже увидел. Спасибо
Меня она заинтересовала, а в и-нете информация разная и противоположная. Хотелось бы узнать, стоит ли её брать по надёжности. Как варит я уже увидел. Спасибо
Максим
Сергей, здравствуйте. Какими электродами посоветуете начинать работать новичку? Какие бренды/марки в настоящее время могут похвастаться качеством? С последнего вашего обзора этой темы прошло уже много времени: ) Спасибо!
Альберт
Юморист блин! Чем больше я буду прожигать, тем больше я буду материться в попытках заварить этот прожиг! Но согласен, это тоже опыт чтоб впредь хотя бы меньше прожигать и более качественно варить.
Artur
Напишите пожалуйста фирму и модель маски хамелеон. Выбор большой и косячных много. Ресанту взял, там по диоганали только затемнение, погуглил а там в отзывах у многих так. Хочу нормальную маску купить
Неразрушающий контроль сварных швов
Азбука неразрушающего контроля сварных швов
Перепечатано с любезного разрешения журнала Welding Journal
Понимание преимуществ и недостатков каждой формы неразрушающего контроля может помочь вам выбрать наилучший метод для вашего применения.
Философия, которой часто руководствуются при изготовлении сварных узлов и конструкций, заключается в «обеспечении качества сварки». Однако понятие «качество сварки» относительно. Приложение определяет, что хорошо, а что плохо. Как правило, любой сварной шов имеет хорошее качество, если он соответствует требованиям к внешнему виду и будет продолжать выполнять работу, для которой он предназначен, в течение неопределенного времени. Первым шагом в обеспечении качества сварки является определение степени, требуемой приложением. Стандарт должен быть установлен на основе требований к обслуживанию.
Стандарты, разработанные для обеспечения качества сварки, могут различаться в зависимости от задания, но использование соответствующих методов сварки может гарантировать соблюдение применимых стандартов. Каким бы ни был стандарт качества, все сварные швы должны быть проверены, даже если проверка включает в себя не что иное, как контроль сварщиком своей работы после каждого прохода сварки.
Методы неразрушающего контроля (NDE) позволяют постоянно проверять соответствие стандартам путем исследования поверхности и внутренней поверхности сварного шва и окружающего основного материала. Для контроля готовых сварных швов обычно используются пять основных методов: визуальный, проникающая жидкость, магнитопорошковый, ультразвуковой и радиографический (рентгеновский). Растущее использование компьютеризации с некоторыми методами обеспечивает дополнительное улучшение изображения и позволяет просматривать в реальном времени или почти в реальном времени, проводить сравнительные проверки и архивировать возможности. Обзор каждого метода поможет решить, какой процесс или комбинацию процессов использовать для конкретной работы и наиболее эффективно провести обследование.
Визуальный контроль (VT)
Визуальный контроль часто является наиболее экономичным методом, но он должен проводиться до, во время и после сварки. Многие стандарты требуют его использования перед другими методами, потому что нет смысла подвергать явно плохой сварной шов сложным методам контроля. В стандарте ANSI/AWS D1.1 «Сварка конструкций — сталь» говорится: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Визуальный осмотр требует небольшого оборудования. Помимо хорошего зрения и достаточного освещения, все, что потребуется, — это карманная линейка, измеритель размера сварного шва, увеличительное стекло и, возможно, поверочная линейка и угольник для проверки прямолинейности, выравнивания и перпендикулярности.
Многие стандарты требуют его использования перед другими методами, потому что нет смысла подвергать явно плохой сварной шов сложным методам контроля. В стандарте ANSI/AWS D1.1 «Сварка конструкций — сталь» говорится: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Визуальный осмотр требует небольшого оборудования. Помимо хорошего зрения и достаточного освещения, все, что потребуется, — это карманная линейка, измеритель размера сварного шва, увеличительное стекло и, возможно, поверочная линейка и угольник для проверки прямолинейности, выравнивания и перпендикулярности.
Перед зажиганием первой сварочной дуги материалы должны быть проверены на соответствие требованиям по качеству, типу, размеру, чистоте и отсутствию дефектов. Жир, краска, масло, оксидная пленка или тяжелая окалина должны быть удалены. Соединяемые детали должны быть проверены на плоскостность, прямолинейность и точность размеров. Точно так же следует проверить выравнивание, подгонку и подготовку соединения. Наконец, следует проверить переменные процесса и процедуры, включая размер и тип электрода, настройки оборудования и условия для предварительного или последующего нагрева. Все эти меры предосторожности применяются независимо от используемого метода проверки.
Наконец, следует проверить переменные процесса и процедуры, включая размер и тип электрода, настройки оборудования и условия для предварительного или последующего нагрева. Все эти меры предосторожности применяются независимо от используемого метода проверки.
Во время изготовления визуальный осмотр сварного шва и концевой лунки может выявить такие проблемы, как трещины, недостаточное проплавление и включения газа или шлака. Среди дефектов сварки, которые можно распознать визуально, можно выделить трещины, поверхностные шлаковые включения, поверхностную пористость и подрезы.
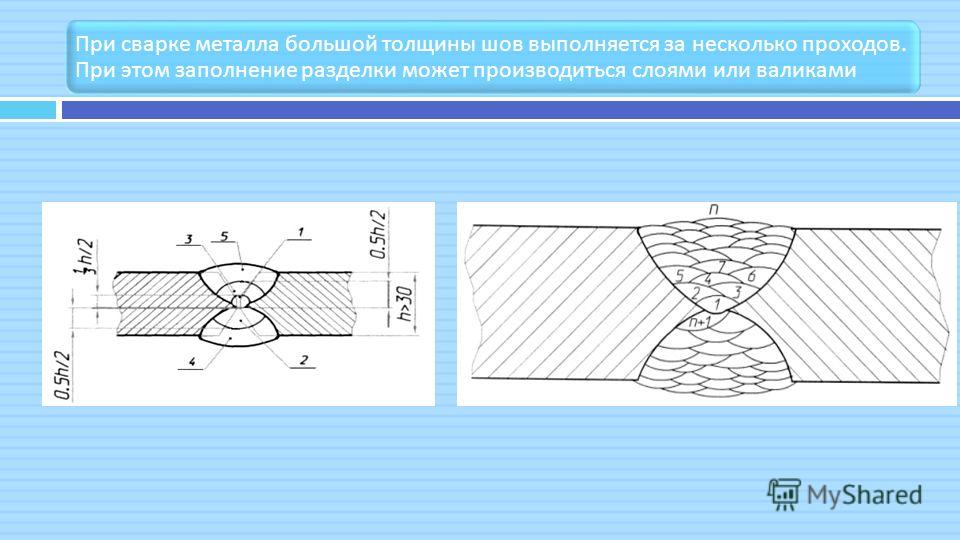
Для простых сварных швов может быть достаточно проверки в начале каждой операции и периодически по ходу работы. Однако при нанесении более чем одного слоя металлического наполнителя может быть желательным проверять каждый слой перед нанесением следующего. Корневой проход многопроходной сварки наиболее важен для надежности сварного шва. Он особенно подвержен растрескиванию, а поскольку он быстро затвердевает, он может задерживать газ и шлак. При последующих проходах условия, вызванные формой наплавленного валика или изменением конфигурации шва, могут вызвать дальнейшее растрескивание, а также подрезы и захваты шлака. Затраты на ремонт могут быть сведены к минимуму, если визуальный осмотр обнаружит эти дефекты до начала сварки.
При последующих проходах условия, вызванные формой наплавленного валика или изменением конфигурации шва, могут вызвать дальнейшее растрескивание, а также подрезы и захваты шлака. Затраты на ремонт могут быть сведены к минимуму, если визуальный осмотр обнаружит эти дефекты до начала сварки.
Визуальный осмотр на ранней стадии производства также может предотвратить недоварку и переварку. Сварные швы меньшего размера, чем указано в спецификациях, не допускаются. Слишком большие валики излишне увеличивают затраты и могут вызвать деформацию из-за дополнительной усадочной нагрузки.
После сварки визуальный осмотр позволяет выявить различные дефекты поверхности, включая трещины, пористость и незаполненные кратеры, независимо от последующих процедур контроля. Могут быть оценены отклонения в размерах, коробление и дефекты внешнего вида, а также характеристики размера сварного шва.
Перед проверкой поверхностных дефектов сварные швы должны быть очищены от шлака. Дробеструйную очистку не следует проводить перед осмотром, потому что наклеп может запечатать мелкие трещины и сделать их невидимыми. Например, Кодекс структурной сварки AWS D1.1 не разрешает упрочнение «корня или поверхностного слоя сварного шва или основного металла по краям сварного шва».
Например, Кодекс структурной сварки AWS D1.1 не разрешает упрочнение «корня или поверхностного слоя сварного шва или основного металла по краям сварного шва».
Визуальный осмотр позволяет обнаружить только дефекты на поверхности сварного шва. Спецификации или применимые нормы могут требовать, чтобы внутренняя часть сварного шва и прилегающие металлические зоны также были исследованы. Неразрушающий контроль может быть использован для определения наличия дефекта, но он не может измерить его влияние на пригодность изделия к эксплуатации, если только он не основан на корреляции между дефектом и какой-либо характеристикой, влияющей на срок службы. В противном случае разрушающие испытания являются единственным надежным способом определения работоспособности сварного шва.
Радиографический контроль
Рентгенография (рентгенография) является одним из наиболее важных, универсальных и широко распространенных методов неразрушающего контроля – рис. 1. Рентген используется для определения внутренней прочности сварных швов. Термин «рентгеновское качество», широко используемый для обозначения высокого качества сварных швов, происходит от этого метода контроля.
Термин «рентгеновское качество», широко используемый для обозначения высокого качества сварных швов, происходит от этого метода контроля.
Рентгенография основана на способности рентгеновских и гамма-лучей проходить через металл и другие материалы, непрозрачные для обычного света, и производить фотографические записи переданной лучистой энергии. Все материалы будут поглощать известное количество этой лучистой энергии, поэтому рентгеновские и гамма-лучи можно использовать для выявления разрывов и включений в непрозрачном материале. Постоянная видеозапись внутренних условий покажет основную информацию, по которой определяется надежность сварного шва.
Рентгеновские лучи производятся генераторами высокого напряжения. По мере увеличения высокого напряжения, подаваемого на рентгеновскую трубку, длина волны испускаемого рентгеновского излучения становится короче, что обеспечивает большую проникающую способность. Гамма-лучи образуются при распаде атомов радиоизотопов. Радиоактивными изотопами, наиболее широко используемыми в промышленной радиографии, являются кобальт 60 и иридий 192. Гамма-лучи, испускаемые этими изотопами, похожи на рентгеновские лучи, за исключением того, что их длины волн обычно короче. Это позволяет им проникать на большую глубину, чем рентгеновские лучи той же мощности, однако время воздействия значительно больше из-за большей интенсивности.
Радиоактивными изотопами, наиболее широко используемыми в промышленной радиографии, являются кобальт 60 и иридий 192. Гамма-лучи, испускаемые этими изотопами, похожи на рентгеновские лучи, за исключением того, что их длины волн обычно короче. Это позволяет им проникать на большую глубину, чем рентгеновские лучи той же мощности, однако время воздействия значительно больше из-за большей интенсивности.
Когда рентгеновские или гамма-лучи направляются на участок сварного шва, не все лучи проходят через металл. Различные материалы, в зависимости от их плотности, толщины и атомного номера, будут поглощать лучистую энергию с различной длиной волны.
Степень, в которой различные материалы поглощают эти лучи, определяет интенсивность лучей, проникающих через материал. Когда записываются вариации этих лучей, становится доступным средство заглянуть внутрь материала. Изображение на проявленной фотосенсибилизированной пленке известно как рентгенограмма. Более толстые участки образца или материала с более высокой плотностью (включения вольфрама) будут поглощать больше излучения, а соответствующие им участки на рентгенограмме будут светлее – рис. 2.
2.
В магазине или в полевых условиях надежность и интерпретационная ценность рентгенографических изображений зависят от их резкости и контрастности. Способность наблюдателя обнаружить дефект зависит от резкости его изображения и контраста с фоном. Чтобы убедиться, что рентгенографическое облучение дает приемлемые результаты, на деталь помещается датчик, известный как индикатор качества изображения (IQI), так что его изображение будет воспроизведено на рентгенограмме.
IQI, используемые для определения качества рентгенографии, также называются пенетраметрами. Стандартный пенетраметр с отверстиями представляет собой прямоугольный кусок металла с тремя просверленными отверстиями заданного диаметра. Толщина куска металла выражается в процентах от толщины рентгенографируемого образца. Диаметр каждого отверстия различен и кратен толщине пенетраметра. Пенетраметры проводного типа также широко используются, особенно за пределами США. Они состоят из нескольких отрезков проволоки разного диаметра. Чувствительность определяется наименьшим диаметром проволоки, который хорошо виден на рентгенограмме.
Чувствительность определяется наименьшим диаметром проволоки, который хорошо виден на рентгенограмме.
Пенетраметр не является индикатором или прибором для измерения размера несплошности или минимального обнаруживаемого размера дефекта. Это показатель качества рентгенографической техники.
Рентгенографические изображения не всегда легко интерпретировать. Следы от обработки пленки и полосы, туман и пятна, вызванные ошибками проявления, могут затруднить выявление дефектов. Такие артефакты пленки могут маскировать несплошности сварного шва.
Поверхностные дефекты будут видны на пленке и должны быть обнаружены. Поскольку угол экспонирования также влияет на рентгенограмму, анализ угловых швов с помощью этого метода затруднен или невозможен. Поскольку рентгенограмма сжимает все дефекты, возникающие по всей толщине сварного шва, в одну плоскость, она имеет тенденцию создавать преувеличенное впечатление дефектов рассеянного типа, таких как пористость или включения.
Рентгеновское изображение внутренней части сварного шва можно просматривать на флуоресцентном экране, а также на проявленной пленке. Это позволяет проверять детали быстрее и с меньшими затратами, но разрешение изображения хуже. Компьютеризация позволила преодолеть многие недостатки рентгенографического изображения, связав флуоресцентный экран с видеокамерой. Вместо того, чтобы ждать проявления пленки, изображения можно просматривать в режиме реального времени. Это может повысить качество и снизить затраты на производственные операции, такие как сварка труб, где проблема может быть быстро выявлена и устранена.
Это позволяет проверять детали быстрее и с меньшими затратами, но разрешение изображения хуже. Компьютеризация позволила преодолеть многие недостатки рентгенографического изображения, связав флуоресцентный экран с видеокамерой. Вместо того, чтобы ждать проявления пленки, изображения можно просматривать в режиме реального времени. Это может повысить качество и снизить затраты на производственные операции, такие как сварка труб, где проблема может быть быстро выявлена и устранена.
Оцифровав изображение и загрузив его в компьютер, изображение можно улучшить и проанализировать до невиданной ранее степени. Можно накладывать несколько изображений. Значения пикселей можно регулировать для изменения оттенка и контраста, выявляя небольшие дефекты и неоднородности, которые не будут видны на пленке. Разным оттенкам серого можно назначить цвета, чтобы еще больше улучшить изображение и лучше выделить недостатки. Процесс оцифровки изображения, снятого с флуоресцентного экрана, после обработки этого изображения компьютером и передачи его на монитор для просмотра занимает всего несколько секунд. Однако из-за временной задержки мы больше не можем считать это «реальным временем». Это называется «радиоскопические изображения».
Однако из-за временной задержки мы больше не можем считать это «реальным временем». Это называется «радиоскопические изображения».
Существующие пленки можно оцифровать для достижения тех же результатов и улучшения процесса анализа. Еще одним преимуществом является возможность архивирования изображений на лазерных оптических дисках, которые занимают гораздо меньше места, чем хранилища старых фильмов, и их гораздо легче вызвать при необходимости.
Промышленная радиография, таким образом, представляет собой метод контроля, использующий рентгеновские и гамма-лучи в качестве проникающей среды и уплотненную пленку в качестве носителя записи для получения фотографической записи внутреннего качества. Как правило, дефекты сварных швов состоят либо из пустот в самом металле шва, либо из включений, плотность которых отличается от плотности окружающего металла шва.
Радиографическое оборудование производит излучение, которое в чрезмерных количествах может нанести вред тканям тела, поэтому необходимо тщательно соблюдать все меры предосторожности. Все инструкции должны быть тщательно соблюдены для достижения удовлетворительных результатов. Только персонал, прошедший обучение по радиационной безопасности и имеющий квалификацию промышленного рентгенолога, должен иметь право проводить рентгенографические испытания.
Все инструкции должны быть тщательно соблюдены для достижения удовлетворительных результатов. Только персонал, прошедший обучение по радиационной безопасности и имеющий квалификацию промышленного рентгенолога, должен иметь право проводить рентгенографические испытания.
Магнитопорошковая дефектоскопия (МТ)
Магнитопорошковая дефектоскопия – это метод обнаружения и определения неоднородностей в магнитных материалах. Он отлично подходит для обнаружения поверхностных дефектов сварных швов, в том числе несплошностей, которые слишком малы, чтобы их можно было увидеть невооруженным глазом, а также дефектов, расположенных чуть глубже поверхности.
Этот метод может быть использован для проверки кромок листов перед сваркой, в процессе контроля каждого прохода или слоя сварки, оценки после сварки и для проверки
ремонтов – рис. 3.
Это хороший метод для обнаружения поверхностных трещин всех размеры как в сварном шве, так и в прилегающем основном металле, подповерхностные трещины, непровары, подрезы и непровары в сварном шве, а также дефекты на ремонтируемых кромках основного металла. Хотя магнитопорошковая дефектоскопия не должна заменять радиографию или ультразвук для подповерхностных оценок, она может иметь преимущество перед их методами при обнаружении плотных трещин и дефектов поверхности.
Хотя магнитопорошковая дефектоскопия не должна заменять радиографию или ультразвук для подповерхностных оценок, она может иметь преимущество перед их методами при обнаружении плотных трещин и дефектов поверхности.
При этом методе щупы обычно размещают с каждой стороны обследуемой зоны, а через рабочее место между ними пропускают большую силу тока. Магнитный поток создается под прямым углом к потоку тока — рис. 3. Когда эти силовые линии сталкиваются с неоднородностью, такой как продольная трещина, они отклоняются и просачиваются через поверхность, создавая магнитные полюса или точки притяжения. Магнитный порошок, напыленный на поверхность, будет цепляться за место утечки более прочно, чем где-либо еще, формируя указание на несплошность.
Для проявления этого признака разрыв должен быть расположен под углом к магнитным силовым линиям. Таким образом, когда ток проходит через заготовку в продольном направлении, будут видны только продольные дефекты. Помещение заготовки внутрь катушки соленоида создаст продольные силовые линии (рис. 3), из-за которых при нанесении магнитного порошка становятся видны поперечные и угловые трещины.
3), из-за которых при нанесении магнитного порошка становятся видны поперечные и угловые трещины.
Несмотря на то, что магнитопорошковый метод намного проще в использовании, чем радиографический, он ограничен использованием ферромагнитных материалов и не может использоваться для аустенитных сталей. Соединение между основным металлом и сварным швом с различными магнитными характеристиками создаст магнитные неоднородности, которые могут быть ложно интерпретированы как ненадежные. С другой стороны, истинный дефект может быть скрыт порошком, налипшим на безвредный магнитный разрыв. Чувствительность уменьшается с размером дефекта, а также с круглыми трещинами, такими как газовые карманы. Это лучше всего подходит для удлиненных форм, таких как трещины, и ограничено поверхностными дефектами и некоторыми подповерхностными дефектами, в основном на более тонких материалах.
Поскольку поле должно быть искажено в достаточной степени, чтобы создать внешнюю утечку, необходимую для выявления дефектов, мелкие удлиненные неоднородности, такие как микротрещины, швы или включения, параллельные магнитному полю, не будут видны. Их можно развивать, изменяя направление поля, причем поле желательно накладывать с двух направлений, желательно под прямым углом друг к другу.
Их можно развивать, изменяя направление поля, причем поле желательно накладывать с двух направлений, желательно под прямым углом друг к другу.
Магнитные порошки можно наносить сухим или влажным способом. Метод сухого порошка популярен для проверки тяжелых сварных конструкций, а мокрый метод часто используется для проверки компонентов самолетов. Сухой порошок равномерно напыляют на работу с помощью пульверизатора, мешка для пыли или распылителя. Мелкодисперсные магнитные частицы имеют покрытие для повышения их подвижности и доступны в сером, черном и красном цветах для улучшения видимости. При мокром методе очень мелкие красные или черные частицы суспендируют в воде или легком нефтяном дистилляте. Это можно облить или распылить, или деталь можно окунуть в жидкость. Влажный метод более чувствителен, чем сухой, потому что он позволяет использовать более мелкие частицы, которые могут обнаруживать чрезвычайно мелкие дефекты. Флуоресцентные порошки могут быть использованы для повышения чувствительности и особенно полезны для обнаружения несплошностей в углах, шпоночных канавках, шлицах и глубоких отверстиях.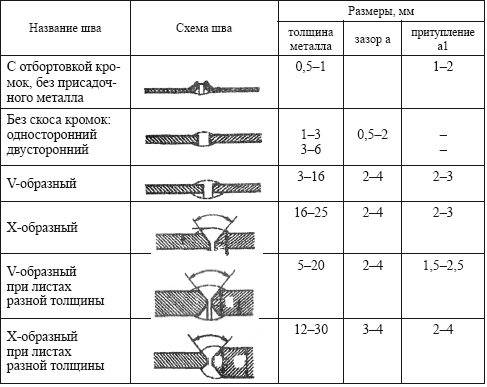
Капиллярная дефектоскопия (PT)
Поверхностные трещины и точечные отверстия, невидимые невооруженным глазом, могут быть обнаружены при помощи капиллярной дефектоскопии. Он широко используется для обнаружения утечек в сварных швах и может применяться к аустенитным сталям и цветным материалам, где магнитопорошковая дефектоскопия бесполезна.
Капиллярный контроль часто называют расширением метода визуального контроля. Многие стандарты, такие как AWS D.1. Кодекса говорится, что «сварные швы, подлежащие капиллярной дефектоскопии, должны оцениваться на основании требований к визуальному контролю».
Используются два типа проникающих жидкостей – флуоресцентный и видимый краситель. При флуоресцентном пенетрантном контроле на поверхность исследуемой детали наносится сильно флуоресцентная жидкость с хорошими проникающими свойствами. Капиллярный эффект втягивает жидкость в поверхностные отверстия, а излишки затем удаляются. «Проявитель» используется для нанесения пенетранта на поверхность, и полученный результат просматривается в ультрафиолетовом (черном) свете. Высокий контраст между флуоресцентным материалом и объектом позволяет обнаруживать мельчайшие следы пенетранта, указывающие на дефекты поверхности.
Высокий контраст между флуоресцентным материалом и объектом позволяет обнаруживать мельчайшие следы пенетранта, указывающие на дефекты поверхности.
Контроль с помощью проникающих красителей аналогичен, за исключением того, что используются ярко окрашенные красители, видимые при обычном освещении – рис. 4. Обычно с пенетрантами используется белый проявитель, который создает резко контрастирующий фон с ярким цветом красителя. Это обеспечивает большую мобильность за счет устранения необходимости в ультрафиолетовом свете.
Деталь, подлежащая осмотру, должна быть чистой и сухой, поскольку любое постороннее вещество может закрыть трещины или проколы и исключить пенетрант. Пенетранты можно наносить погружением, распылением или кистью, но должно пройти достаточно времени, чтобы жидкость полностью впиталась в несплошности. Это может занять час или больше при очень требовательной работе.
Капиллярная дефектоскопия широко используется для обнаружения утечек. Обычная процедура заключается в нанесении флуоресцентного материала на одну сторону сустава, ожидании достаточного времени для проявления капиллярного действия, а затем осмотре другой стороны в ультрафиолетовом свете. В тонкостенных сосудах этот метод выявит течи, которые обычно невозможно обнаружить при обычном испытании воздухом при давлении 5–20 фунтов/дюйм2. Однако, когда толщина стенки превышает 10 дюйма, чувствительность испытания на герметичность снижается.
В тонкостенных сосудах этот метод выявит течи, которые обычно невозможно обнаружить при обычном испытании воздухом при давлении 5–20 фунтов/дюйм2. Однако, когда толщина стенки превышает 10 дюйма, чувствительность испытания на герметичность снижается.
Ультразвуковой контроль (UT)
Ультразвуковой контроль — это метод обнаружения несплошностей путем направления высокочастотного звукового луча через опорную плиту и сварной шов по предсказуемой траектории. Когда траектория пластины звукового луча нарушает непрерывность материала, часть звука отражается обратно. Звук улавливается прибором, усиливается и отображается в виде вертикального транса на видеоэкране — рис. 5.
С помощью ультразвукового контроля можно обнаруживать, локализовать и измерять как поверхностные, так и подповерхностные дефекты в металлах, включая слишком маленькие дефекты. выявить другими методами.
Ультразвуковой блок содержит кристалл кварца или другого пьезоэлектрического материала, заключенный в преобразователь или зонд. При подаче напряжения кристалл быстро вибрирует. Когда ультразвуковой преобразователь прикладывается к проверяемому металлу, он передает механические колебания той же частоты, что и кристалл, через соединительный материал в основной металл и сварной шов. Эти колебательные волны распространяются по материалу до тех пор, пока не достигнут разрыва или изменения плотности. В этих точках часть колебательной энергии отражается обратно. Поскольку ток, вызывающий вибрацию, отключается и включается с частотой 60-1000 раз в секунду, кристалл кварца периодически действует как приемник, улавливающий отраженные вибрации. Они вызывают давление на кристалл и генерируют электрический ток. Поступая на видеоэкран, этот ток вызывает вертикальные отклонения горизонтальной базовой линии. Результирующий рисунок на поверхности трубки представляет собой отраженный сигнал и разрыв. Компактное портативное ультразвуковое оборудование доступно для осмотра в полевых условиях и обычно используется при проведении мостовых и строительных работ.
При подаче напряжения кристалл быстро вибрирует. Когда ультразвуковой преобразователь прикладывается к проверяемому металлу, он передает механические колебания той же частоты, что и кристалл, через соединительный материал в основной металл и сварной шов. Эти колебательные волны распространяются по материалу до тех пор, пока не достигнут разрыва или изменения плотности. В этих точках часть колебательной энергии отражается обратно. Поскольку ток, вызывающий вибрацию, отключается и включается с частотой 60-1000 раз в секунду, кристалл кварца периодически действует как приемник, улавливающий отраженные вибрации. Они вызывают давление на кристалл и генерируют электрический ток. Поступая на видеоэкран, этот ток вызывает вертикальные отклонения горизонтальной базовой линии. Результирующий рисунок на поверхности трубки представляет собой отраженный сигнал и разрыв. Компактное портативное ультразвуковое оборудование доступно для осмотра в полевых условиях и обычно используется при проведении мостовых и строительных работ.
Ультразвуковой контроль менее подходит, чем другие методы неразрушающего контроля для определения пористости в сварных швах, потому что круглые газовые поры реагируют на ультразвуковые испытания как ряд точечных отражателей. Это приводит к низкоамплитудным откликам, которые легко спутать с «базовым шумом», присущим параметрам тестирования. Тем не менее, это предпочтительный метод испытаний для обнаружения несплошностей более гладкого типа и расслоения.
Портативное ультразвуковое оборудование доступно с цифровым управлением и микропроцессорным управлением. Эти приборы могут иметь встроенную память и обеспечивать распечатку или видеонаблюдение и запись. Они могут быть подключены к компьютерам, что позволяет проводить дальнейший анализ, документирование и архивирование, как и в случае рентгенографических данных. Ультразвуковое исследование требует экспертной интерпретации со стороны высококвалифицированного и хорошо обученного персонала.
Выбор Контроль качества
Хорошая программа неразрушающего контроля должна учитывать присущие каждому процессу ограничения. Например, как рентгенография, так и ультразвук имеют различные ориентировочные факторы, которые могут определять выбор того, какой процесс использовать для конкретной работы. Их сильные и слабые стороны, как правило, дополняют друг друга. В то время как рентгенография не может надежно обнаружить дефекты, подобные расслоению, ультразвук делает это намного лучше. С другой стороны, ультразвук плохо подходит для обнаружения рассеянной пористости, тогда как рентгенография очень хороша.
Например, как рентгенография, так и ультразвук имеют различные ориентировочные факторы, которые могут определять выбор того, какой процесс использовать для конкретной работы. Их сильные и слабые стороны, как правило, дополняют друг друга. В то время как рентгенография не может надежно обнаружить дефекты, подобные расслоению, ультразвук делает это намного лучше. С другой стороны, ультразвук плохо подходит для обнаружения рассеянной пористости, тогда как рентгенография очень хороша.
Какие бы методы контроля ни использовались, внимание к «пяти P» качества сварки поможет сократить последующий контроль до рутинной проверки. Затем правильное использование методов неразрушающего контроля послужит проверкой для поддержания переменных в соответствии и качества сварки в соответствии со стандартами.
Пять П:
1. Выбор процесса – t Процесс должен соответствовать заданию.
2. Подготовка – t Конфигурация соединения должна быть правильной и совместимой с процессом сварки.
3. Процедуры – t Процедуры должны быть подробно изложены и неукоснительно соблюдаться во время сварки.
4. Предварительные испытания – f Макеты в натуральную величину или смоделированные образцы должны использоваться для доказательства того, что процесс и процедуры обеспечивают желаемый стандарт качества.
5. Персонал – q квалифицированных специалистов должны быть назначены на работу.
Безопасная сварка оцинкованной стали
| Толщина стенки трубы (дюймы) | Минимальный размер углового сварного шва | Толщина стенки трубы (дюймы) | Минимальный размер скругления |
|---|---|---|---|
| 0,035 | 0,063 (1/16″) | 0,113 | 0,160 (3/16″) |
| 0,049 | 0,069 (3/32″) | 0,133 | 0,186 (3/16″) |
| 0,065 | 0,092 (3/32″) | 0,14 | 0,198 (7/32″) |
| 0,072 | 0,102 (1/8 дюйма) | 0,145 | 0,205 (7/32 дюйма) |
| 0,083 | 0,117 (1/8″) | 0,154 | 0,217 (7/32″) |
| 0,095 | 0,134 (5/32″) | 0,18 | 0,250 (1/4″) |
| 0,109 | 0,134 (5/32 дюйма) | любая толщина (т) | 1,414 x (т) |
Эти размеры углового сварного шва подходят для тавровых и угловых соединений, где конец трубы имеет наплавку, чтобы соответствовать внешнему диаметру сопрягаемой трубы, или где конец трубы уплощен так, что контурирование не требуется. Цифры в скобках представляют собой ближайшую большую часть требуемого размера сварного шва и соответствуют стандартным размерам углового калибра.
Цифры в скобках представляют собой ближайшую большую часть требуемого размера сварного шва и соответствуют стандартным размерам углового калибра.
Хотя максимального размера галтели не существует, но сварные швы большего размера не улучшают качество сварки. Точно так же требуется больше времени для выполнения сварных швов большего размера, а это стоит денег.
Завершенные сварные швы должны быть проверены визуально и не должны иметь зазоров, пустот, трещин, подрезов, пористости или ударов дуги; они должны быть достаточно гладкими и однородными. Сварочные брызги должны быть удалены, особенно если свариваемая поверхность будет восстановлена путем покраски или покрытия.
Размеры угловых сварных швов следует проверять с помощью калибра для угловых сварных швов. Это простые проходные калибры, которые можно приобрести у местного поставщика сварочных материалов, или они могут быть изготовлены из толстого листового металла для определенных размеров. Если на чертеже указана сварка по всему стыку, размер сварного шва должен соответствовать минимальным требованиям чертежа по всему стыку.
Безопасный процесс и процедуры сварки
ДУГОВАЯ СВАРКА ГАЗОВЫМ МЕТАЛЛОМ («MIG»)
Этот процесс на сегодняшний день является наиболее широко используемым сварочным процессом при сварке труб Allied, поскольку он обеспечивает быстрое получение высококачественных сварных швов.
Первый вариант — использовать режим переноса распылением. Используйте проволоку ER70S-2 или ER70S-3 диаметром 0,035 дюйма, защитный газ 92 % аргона/8 % CO2, сварочный пистолет на 400 ампер или более и источник питания на 400 ампер, рабочий цикл 100 %. Следуйте таблице ниже. Скорость перемещения будет высокой, а скорость осаждения (т.е. производительность) будет высокой.
При сварке оцинкованной стали калибра 16 и более тонкой может потребоваться использование режима переноса с коротким замыканием. Источник питания должен быть рассчитан на 200 ампер или более при 100% рабочем цикле и должен иметь контроль «индуктивности». Используйте проволоку ER70S-2 или ER70S-3 диаметром 0,035 дюйма, защитный газ 92 % аргона/8 % CO2, сварочный пистолет на 300 ампер. Установите индуктивность на максимум и регулятор наклона (если есть) между средним и максимальным наклоном. Следуйте настройкам в таблице ниже. Если сварщику трудно удерживать постоянный вылет, переключитесь на проволоку диаметром 0,030 дюйма и отрегулируйте скорость подачи проволоки, чтобы использовать примерно указанную выше силу тока.
Установите индуктивность на максимум и регулятор наклона (если есть) между средним и максимальным наклоном. Следуйте настройкам в таблице ниже. Если сварщику трудно удерживать постоянный вылет, переключитесь на проволоку диаметром 0,030 дюйма и отрегулируйте скорость подачи проволоки, чтобы использовать примерно указанную выше силу тока.
| Распылительный перенос | Короткое замыкание | |
|---|---|---|
| Вольт: | от 27 до 30 | от 17 до 20 |
| Ампер: | от 250 до 380 | от 100 до 190 |
| Скорость подачи проволоки (дюйм/мин): | от 280 до 450 | от 100 до 210 |
| Расположение циферблата (часы): | от 1 до 3 | от 9 до 11 |
| Положение наконечника: | Утопленный 1/4″ | Удлиненный 1/4″ |
| Вылет проволоки: | 3/4 дюйма | 3/8 дюйма |
| Расход газа: | от 25 до 30 кубических футов в час | от 25 до 30 кубических футов в час |
| Брызги указывают на то, что: | Слишком низкое напряжение дуги | Слишком высокое напряжение дуги |
Вылет проволоки во время сварки должен оставаться постоянным. Если сварщик отводит горелку от заготовки, вылет увеличивается, а напряжение дуги увеличивается, вызывая разбрызгивание, если сварщик использует передачу с коротким замыканием. Если сварщик приближает горелку к заготовке, вылет становится короче, что снижает напряжение на дуге и увеличивает разбрызгивание, если сварщик использует струйный перенос. Сварщики должны понимать, как к этим фактам; то есть сварщик должен правильно настроить напряжение (т. е. установить его на минимальное разбрызгивание), а затем знать, что увеличение или уменьшение вылета влияет на напряжение на дуге и количество образующихся брызг. Один из лучших ресурсов для обучения использованию GMAW можно найти на Weld Reality.
Если сварщик отводит горелку от заготовки, вылет увеличивается, а напряжение дуги увеличивается, вызывая разбрызгивание, если сварщик использует передачу с коротким замыканием. Если сварщик приближает горелку к заготовке, вылет становится короче, что снижает напряжение на дуге и увеличивает разбрызгивание, если сварщик использует струйный перенос. Сварщики должны понимать, как к этим фактам; то есть сварщик должен правильно настроить напряжение (т. е. установить его на минимальное разбрызгивание), а затем знать, что увеличение или уменьшение вылета влияет на напряжение на дуге и количество образующихся брызг. Один из лучших ресурсов для обучения использованию GMAW можно найти на Weld Reality.
Некоторые производители добились успеха при сварке оцинкованных труб с использованием проволоки с металлическим сердечником E70C-6, такой как Hobart’s Galvacor; приведенные выше параметры являются хорошей отправной точкой для металлопорошковой проволоки. Другие обнаружили, что самозащитная порошковая проволока, соответствующая стандарту E71T-14, например Innershield NR-152 от Lincoln и CoreShield 10 от ESAB, хорошо подходят для некоторых работ, поскольку защитный газ не требуется. При работе с порошковой проволокой соблюдайте рекомендуемые производителем электрода настройки.
При работе с порошковой проволокой соблюдайте рекомендуемые производителем электрода настройки.
Защитный газ
Вышеизложенное рекомендует начинать с защитного газа 92 % аргона/8 % CO2. При сварке труб толщиной на 12 калибров или толстых деталей содержание CO2 может быть увеличено до 18 %. Это увеличивает энергию дуги, обеспечивая проникновение в более толстую сталь. И наоборот, если вы свариваете калибр 18 или тоньше, содержание CO2 может быть снижено до 2%. Если прогорание является проблемой, переключитесь на газовую смесь 98% аргона/2% кислорода и уменьшите напряжение на 2–3 вольта. Использование смесей аргона и кислорода не рекомендуется для труб толщиной более 1/8 дюйма.
Газ, выделяющий заметно меньше паров цинка при сварке оцинкованных труб, — это Helistar GV компании Praxair; однако, поскольку это смесь гелия/аргона/CO2, она дороже, чем защитный газ на основе аргона.
ДУГОВАЯ СВАРКА В ЭКРАНИРОВАННОМ МЕТАЛЛЕ («РУЧНАЯ»)
Из-за низкой производительности этот процесс следует использовать там, где нельзя использовать GMAW, например, на открытом воздухе, где ветер делает использование процесса в среде защитного газа нецелесообразным. Оцинкованная стальная труба Allied может быть сварена с использованием электрода E6013 диаметром 3/32 дюйма с постоянным током и положительным электродом (обратная полярность) или переменным током с параметрами, рекомендованными производителем электрода. При сварке трубы с более толстыми материалами следует использовать E6010, чтобы обеспечить проникновение в более толстый материал.
Оцинкованная стальная труба Allied может быть сварена с использованием электрода E6013 диаметром 3/32 дюйма с постоянным током и положительным электродом (обратная полярность) или переменным током с параметрами, рекомендованными производителем электрода. При сварке трубы с более толстыми материалами следует использовать E6010, чтобы обеспечить проникновение в более толстый материал.
ГАЗОВАЯ ДУГОВАЯ СВАРКА (TIG, HeliArc)
Этот процесс также имеет низкую производительность, но позволяет получить очень прочные сварные швы между оцинкованными деталями. Сварка более тонкой оцинкованной стали может выполняться постоянным током, отрицательным электродом (прямая полярность), вольфрамовым электродом EWTh-2 диаметром 1/16″, заточенным карандашом, с плоским концом 1/32″, присадочным металлом ER70S-2 или ER70S-3. , защитный газ аргон и следующие параметры:
| Калибр | Толщина (дюймы) | Ампер для канавок | Ампер для галтелей | Диаметр наполнителя |
|---|---|---|---|---|
| от 18 до 22 | от 0,028 до 0,047 | от 35 до 65 | от 40 до 60 | 1/16″ или 3/ 32 дюйма |
| 14 и 16 | 0,059; 0,079 | от 45 до 75 | от 65 до 90 | 3/32″ |
| 12 | 0,105 | от 65 до 90 | от 95 до 105 | 3/32″ |
| 10+ | 0,135 | от 70 до 100 | от 110 до 130 | 3/32″ |
GTAW является самым медленным и дорогостоящим из процессов сварки, и его следует использовать только там, где внешний вид имеет решающее значение, а механическая обработка поверхности для улучшения внешнего вида нецелесообразна.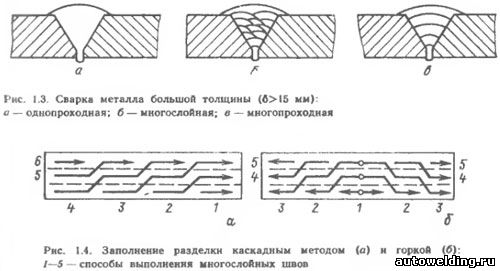
Правильная техника безопасности
Когда производитель использует сварку, он должен знать об опасностях, связанных со сваркой. К ним относятся сварочный дым и дым, поражение электрическим током, электромагнитное излучение.
Сварка и дымовые газы
При сварке образуются дым и дым, которые выходят из зоны сварки в виде шлейфа. Очевидно, что дым и испарения, возникающие в результате сварки, не особенно вредны для дыхания!
Самая рентабельная вещь для компании, имеющей дело со сварочным дымом и дымом, — это научить своих сварщиков держать голову подальше от шлейфа дыма. Руководящий персонал должен быть проинструктирован следить за сварщиками, головы которых находятся в шлейфе, и рекомендовать им сменить положение. Сварщики должны организовать свою работу так, чтобы воздух шел с одной стороны на другую, а не к сварщику или сзади него. Это предотвратит попадание шлейфа (и его содержимого) в зону дыхания сварщика. При высоте потолка 16 футов и более и площади 10 000 кубических футов на одного сварщика, а также при отсутствии замкнутых пространств естественная вентиляция считается адекватной. Если эти критерии не выполняются, необходимо обеспечить принудительную вентиляцию в соответствии со стандартом Z49 Американского национального института стандартов (ANSI)..1*. Это можно сделать с помощью мобильного колпака или вытяжного шланга, которые можно разместить вблизи места сварки, или с помощью стационарного кожуха, обеспечивающего скорость воздушного потока 100 футов в минуту (от 1 до 2 миль в час) вблизи места сварки. сварка. Вентиляция также может быть в виде рабочих столов с открытой решеткой с равномерной нисходящей вентиляцией, обеспечивающей не менее 150 кубических футов воздуха в минуту на квадратный фут поверхности стола. Наконец, к сварочному пистолету можно присоединить малообъемный высокоскоростной распылитель дыма, чтобы обеспечить локальное удаление дыма.
Если эти критерии не выполняются, необходимо обеспечить принудительную вентиляцию в соответствии со стандартом Z49 Американского национального института стандартов (ANSI)..1*. Это можно сделать с помощью мобильного колпака или вытяжного шланга, которые можно разместить вблизи места сварки, или с помощью стационарного кожуха, обеспечивающего скорость воздушного потока 100 футов в минуту (от 1 до 2 миль в час) вблизи места сварки. сварка. Вентиляция также может быть в виде рабочих столов с открытой решеткой с равномерной нисходящей вентиляцией, обеспечивающей не менее 150 кубических футов воздуха в минуту на квадратный фут поверхности стола. Наконец, к сварочному пистолету можно присоединить малообъемный высокоскоростной распылитель дыма, чтобы обеспечить локальное удаление дыма.
USFDA признает, что не менее 15 мг цинка в день необходимы для хорошего здоровья человека. Цинк также является необходимым микроэлементом для растений и животных. Однако слишком много цинка может вызвать временное заболевание, известное как «лихорадка металлического дыма». Вдыхание белого оксида цинка, образующегося при сварке цинка, может вызвать временные симптомы гриппа, включая лихорадку и озноб. Известно, что никаких постоянных или долгосрочных эффектов не происходит. Важно, чтобы сварочный шлейф, содержащий оксид цинка, отводился от сварочного аппарата. АНСИ Z49.1* требует, чтобы удаление паров цинка осуществлялось местной вытяжной вентиляцией при сварке цинка в помещении. Сварщиков также следует научить не стоять и не работать с подветренной стороны от другого сварщика, выполняющего сварку оцинкованных материалов. В дополнение к местной или общей вентиляции рекомендуются индивидуальные дыхательные фильтры. Легкие одноразовые фильтры, закрывающие половину лица, такие как респиратор от сварочного дыма 3M™ или фильтр от пыли/дыма/тумана (#9920), удобны для сварщика и не требуют обслуживания. Картриджные фильтры для полумаски с фильтрующими элементами, предназначенными для удаления паров металлов, также приемлемы и доступны в компании 3M. 3M также предлагает механические системы очистки воздуха и системы подачи воздуха, такие как респиратор 3M™ Adflo™ Powered Air Purifying Respiratory (PAPR).
Вдыхание белого оксида цинка, образующегося при сварке цинка, может вызвать временные симптомы гриппа, включая лихорадку и озноб. Известно, что никаких постоянных или долгосрочных эффектов не происходит. Важно, чтобы сварочный шлейф, содержащий оксид цинка, отводился от сварочного аппарата. АНСИ Z49.1* требует, чтобы удаление паров цинка осуществлялось местной вытяжной вентиляцией при сварке цинка в помещении. Сварщиков также следует научить не стоять и не работать с подветренной стороны от другого сварщика, выполняющего сварку оцинкованных материалов. В дополнение к местной или общей вентиляции рекомендуются индивидуальные дыхательные фильтры. Легкие одноразовые фильтры, закрывающие половину лица, такие как респиратор от сварочного дыма 3M™ или фильтр от пыли/дыма/тумана (#9920), удобны для сварщика и не требуют обслуживания. Картриджные фильтры для полумаски с фильтрующими элементами, предназначенными для удаления паров металлов, также приемлемы и доступны в компании 3M. 3M также предлагает механические системы очистки воздуха и системы подачи воздуха, такие как респиратор 3M™ Adflo™ Powered Air Purifying Respiratory (PAPR). Эти системы обеспечивают комбинированную защиту органов дыхания, головы, глаз и лица в ситуациях, когда невозможно избежать воздействия дыма.
Эти системы обеспечивают комбинированную защиту органов дыхания, головы, глаз и лица в ситуациях, когда невозможно избежать воздействия дыма.
Поражение электрическим током
Сварщики и те, кто работает со сваркой, должны знать, что в сварочной цепи имеется достаточное напряжение, чтобы вызвать серьезную травму. При использовании стандартного аппарата для дуговой сварки разница между сварочным электродом и окружающей заготовкой и зданием составляет 80 вольт; при использовании процесса с непрерывной проволокой, такого как MIG или Flux core, эта разница составляет около 40 вольт. Сварщики обычно знают о потенциальной опасности, но другие, кто занимается сваркой, часто не знают об этой опасности. Эта ситуация должна регулярно рассматриваться во время совещаний по безопасности.
Электромагнитное излучение
При использовании любого процесса дуговой сварки генерируется электрическая дуга, которая испускает различные формы энергии электромагнитного излучения, включая свет. Наиболее вредным из этого излучения является ультрафиолетовый свет, который может вызвать слепоту при чрезмерном воздействии. Сварщики знают, что во время сварки необходимо надевать адекватную защиту от радиации. Однако те, кто работает со сваркой, также должны защищать себя. Обычно это делается путем размещения либо непрозрачных, либо полупрозрачных, но поглощающих ультрафиолетовое излучение барьеров вокруг зоны, где выполняется сварка. Это излучение также может обжечь кожу, поэтому сварщик и все, кто работает со сваркой, должны носить защитную одежду, чтобы избежать опасности. Защита глаз должна состоять из защитных очков из поликарбоната с боковыми щитками. Поликарбонат поглощает самое вредное ультрафиолетовое излучение, предотвращая повреждение глаз. Кроме того, эта практика предотвратит «сварочный ожог» (солнечный ожог белка глазного яблока), который обычно вызывается отражением дуги от окружающих предметов, включая стены.
Наиболее вредным из этого излучения является ультрафиолетовый свет, который может вызвать слепоту при чрезмерном воздействии. Сварщики знают, что во время сварки необходимо надевать адекватную защиту от радиации. Однако те, кто работает со сваркой, также должны защищать себя. Обычно это делается путем размещения либо непрозрачных, либо полупрозрачных, но поглощающих ультрафиолетовое излучение барьеров вокруг зоны, где выполняется сварка. Это излучение также может обжечь кожу, поэтому сварщик и все, кто работает со сваркой, должны носить защитную одежду, чтобы избежать опасности. Защита глаз должна состоять из защитных очков из поликарбоната с боковыми щитками. Поликарбонат поглощает самое вредное ультрафиолетовое излучение, предотвращая повреждение глаз. Кроме того, эта практика предотвратит «сварочный ожог» (солнечный ожог белка глазного яблока), который обычно вызывается отражением дуги от окружающих предметов, включая стены.
Восстановление защиты от коррозии
Тепло от сварки испаряет защитное цинковое покрытие вблизи сварного шва.