тесты, викторины и видео для самых любопытных
ТЕСТ: Новогодний
ТЕСТ: Угадайте, кто оставил след на снегу
ТЕСТ: Угадайте художника по зимнему пейзажу
ТЕСТ: Угадайте, какое блюдо прячется за старинным названием
ТЕСТ: Откуда родом алкогольный напиток
ТЕСТ: Угадайте, какое из растений ядовитое
ТЕСТ: Угадайте, какое из растений капризное
ТЕСТ: Откуда родом это молочное блюдо?
Фото: Фото: Stanislav Samoylik / Shutterstock
ТЕСТ: Как хорошо вы знаете города России?
ТЕСТ: Угадайте блюдо из яблок по рецепту
ТЕСТ: Что вы знаете о тыкве?
ТЕСТ: Как выглядят деревья осенью?
Настольный подсвечник-венок из еловых шишек
Новогодний букет из мандаринов и шишек
Как сделать снегиря из овечьей шерсти
Лайфхаки: готовимся к Новому году вместе с детьми
Новогодние игрушки из эпоксидной смолы
Подсвечники из стеклянных бутылок
Декоративный венок из спилов
Новогодние кисти в шубках
Как сделать игрушечного кролика в технике грунтованный текстиль
Лайфхаки новогодние: безопасность домашних животных
Новогоднее панно в технике макраме
Вешаем и ремонтируем гирлянду
LightWELD 1500 – Первая компактная лазерная ручная сварка
Light
WELD быстрее и проще, чем традиционная сварка MIG и TIGОпытные пользователи MIG и TIG легко оценят преимущества более гибкой и производительной сварочной системы LightWELD:
- до 4-х раз быстрее, чем TIG,
- проще в обучении и эксплуатации,
- высококачественная сварка толстых, тонких и отражающих металлов без коробления, деформации, подрезов и прожогов
- сварка разнородных металлических деталей разной толщины,
- существенно меньшее тепловложение и минимальная зона термического влияния,
- минимальная последующая обработка деталей, шлифовка или полировка.


Загрузить описание
Приглашаем принять участие в вебинаре
В ПРОГРАММЕ:
- вводная информация о корпорации
- презентация системы ручной лазерной сварки: сравнение с MIG и TIG сваркой, технологические преимущества, примеры применений, основные характеристики
- ознакомительное видео с элементами управления системы, подключением, первым запуском и примером сварочных соединений
- обсуждение и ответы на вопросы
ЗАЯВКИ НА УЧАСТИЕ ОТПРАВЛЯЙТЕ НА ПОЧТУ:
Email: [email protected]
Недостатки применения сварки
MIGДля сварки металлов больших толщин с глубоким проплавлением по технологии MIG необходимо выполнять разделку кромок, предварительно зачищать поверхность и использовать присадочную проволоку. Углы перемещения для удобной работы ограничены, а сварка в вертикальном положении чрезвычайно сложна.
Недостатки применения сварки
TIGСварка TIG может создавать избыточное тепло, которое деформирует тонкие материалы, хуже выглядит визуально, затруднена при сварке меди. Сварка металлов разной толщины имеет ограничения.
Преимущества Light
WELD в сравнении с TIG/MIGLightWELD обеспечивает значительно более скоростную сварку, легка в обучении и эксплуатации, обеспечивает более качественные (без короблений, деформаций, подрезов, прожогов) и стабильные результаты в широком диапазоне материалов и толщин.
Light
| Традиционные технологии сварки | Технология LightWELD | |
Скорость | Средняя | До 4-х раз быстрее, чем TIG |
| Качество | Зависит от опыта сварщика | Стабильные высококачественные результаты |
| Освоение | В несколько этапов | Стабильно высокие результаты |
| Гибкость в выборе материала | Ограниченная, требует переналадки | Широкий диапазон материалов без переналадки |
| Коробление и деформации | Высокие значения | Незначительные |
| Зона термического влияния | Большая | Малая |
| Сварка с осцилляцией (колебанием) луча | Недоступна | Доступна – расширение шва до 5 мм |
“
За весь свой 40 летний опыт работы сварщиком я никогда не видел решения, которое бы позволяло новичкам получать сварные швы, как у опытных профессионалов!”Light
WELD – Встроенные параметры и сохраненные режимы обеспечивают оптимизацию сварки- Простой выбор режима для повторяющихся сварных швов
- Операторам требуется меньше времени для обучения, что снижает трудозатраты при сохранении качества сварки
- В каждом режиме можно задать параметры качения луча для получения широких швов и для деталей с плохой подгонкой
- Опытные пользователи сохраняют программы для разных материалов и могут мгновенно переключаться между режимами
- Сохраненные режимы могут быть использованы менее опытными операторами, что позволяет сохранить высокое качество, повысить производительность, снизить брак
Light
WELD – это уникальный лазерный источник и система управления, соединенные в едином компактном блоке- Регулируемая мощность лазера до 1500 Вт
- Предустановленные и пользовательские режимы оптимизируют сварку материалов с разной толщиной, доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
- Управление частотой и амплитудой колебания луча расширяет возможности и позволяет улучшить внешний вид швов
- На задней панели располагаются интуитивно понятные разъёмы для подключения электропитания, технологического газа и управления внешним оборудованием
- Уникальное воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении
Light
WELD Свариваемые материалыНерж. | до 4 мм | до10 мм |
Оцинкованная сталь | до 4 мм | до 10 мм |
Низкоуглерод.стали | до 4 мм | до 10 мм |
Алюминиевые сплавы | до 4 мм | до 10 мм |
Медь | до 1 мм | до 2 мм |
 стали
сталиС помощью LightWELD возможна сварка толстых, тонких, разнородных ,высокоотражающих металлов без использования присадочной проволоки, что трудно или невозможно осуществить традиционными методами сварки. Также возможна сварка металлов с различной электропроводностью.
Light
WELD это максимальные сварочные возможности при минимальном браке- Сварка металлов, которые трудно или невозможно сварить с помощью TIG
- Медь и металлы с высокой/низкой электропроводностью
- Листы разных толщин, тонкие листы
- Разные типы сварных соединений с минимальным использованием присадочной проволоки или без неё
- Получение эстетичных швов с высокой прочностью
- Значительное снижение постобработки, что приводит к снижению трудозатрат
- Не требуется зачистка швов
| Наименование/описание | Розничная цена* |
| Система ручной лазерной сварки LightWELD 1500, кабель 5 м | от 2 300 000,00 р. вкл. НДС вкл. НДС |
* обращаем Ваше внимание на то, что данный интернет сайт, а также вся информация о товарах и ценах, предоставленных на нём, носит исключительный характер и ни при каких условиях не является офертой, определяемой положением Статьи 437 Гражданского кодекса Российской Федерации
Light
WELD – Автоматизация и программирование процесса- Предустановленные режимы сварки для получения высококачественных и стабильных сварных швов
- Начинающие сварщики проходят обучение и переходят к работе за считанные часы, что снижает производственные затраты и затраты на обучение
- Интуитивно понятный выбор до 50 сохраненных режимов и сохранение новых, заданных пользователем параметров процесса
- Индивидуальные параметры мощности лазера, амплитуды и частоты колебания луча сохраняются в пользовательских настройках
- Простой механизм выбора режима позволяет осуществить переход между комбинациями материалов
- Используя сохраненные режимы, начинающие сварщики получают результаты как у опытных операторов
Light
WELD – это волоконный лазер мощностью 1500 Вт- Лазерный источник от IPG – мирового лидера в сфере волоконных лазеров – не требует технического обслуживания и гарантирует максимальную надежность в промышленных условиях
- Непревзойденная стабильность лазера гарантирует постоянную мощность во всем выходном диапазоне от 150 до 1500 Вт
- Доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
Компактный ручной сварочный пистолет
Эргономичный, легкий и уже зарекомендовавший себя, как самый удобный и простой в использовании лазерный сварочный пистолет со встроенной функцией колебания луча (Wobble).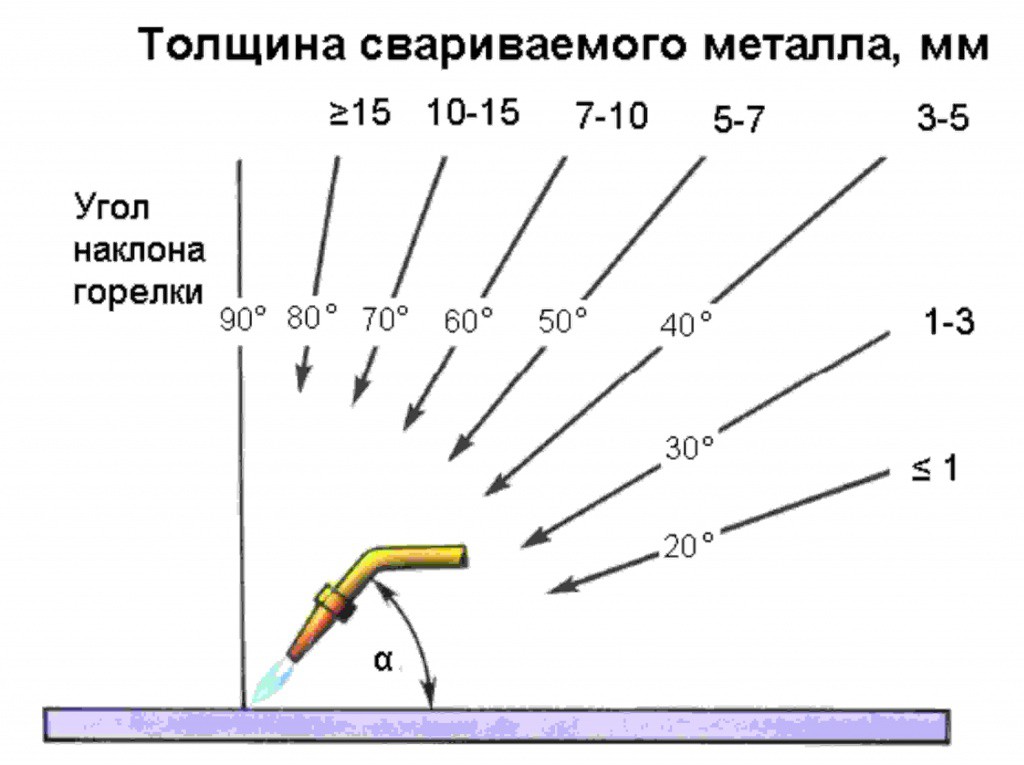
- 2-ступенчатое включение и датчик контроля соприкосновения со свариваемой деталью
- Включенный в комплектацию системы выбор наконечников для оптимальной сварки различных типов соединений
- Соединительный кабель длиной 5 м объединяет в себе оптоволоконный кабель доставки лазерного излучения, гибкую трубку подачи газа, электрический кабель (опционально длина 10 м)
- Совместим со всеми ведущими системами подачи проволоки
Встроенная система колебания луча (
Wobble ) для повышения эффективностиПростое управление возможностью увеличения ширины сварного шва до 5 мм и выбора частоты качания (осцилляции) выходного луча
Улучшает внешний вид швов и делает возможным сварку деталей с плохой подгонкой кромок
Параметры колебания луча предустановлены или могут быть сохранены оператором, с возможностью быстрого вызова
Сварка с присадочной проволокой (опция)
- Сварка с использованием присадочной проволоки позволяет сваривать детали с плохой подгонкой (плохая сборка, большой зазор и т. п.)
- Используется для сварки низкоуглеродистых сталей, нержавеющей стали, алюминия, цветных металлов и сплавов
- Диапазон изменения скорости подачи проволоки 40 – 600 см/мин
- Совместим с присадочной проволокой диаметром – 0.8, 1.0, 1.2 и 1.6 мм
 п.)
п.)
“
Скорость сварки и разнообразие свариваемых материалов просто невероятны“ПЕРВАЯ, компактная лазерная сварочная система
- Наиболее компактная и легкая лазерная сварочная система из всех доступных
- Возможно размещение на сварочной тележке для повышения мобильности
- Прочный стальной корпус обеспечивает долговечность эксплуатации и безопасность при транспортировке
- Встроенное автоматическое воздушное охлаждение
- Интегрированная система подачи сварочного газа
Сварка, дружелюбная к окружающей среде
- Низкое потребление электроэнергии
- Низкий акустический шум
- Малое количество дыма
Простой запуск и эксплуатация
- 220 В, 20 А, однофазное питание
- Компактный мобильный базовый блок: размеры (ДхШхВ) 641×316 x 534 мм, вес 53 кг
- Расходные электроды не требуются
- Возможность интеграции механизма подачи проволоки
Функции безопасности Light
WELDLightWELD это лазерная система класса IV, и для безопасной эксплуатации оборудования требуются стандартные меры предосторожности. Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Тип лазера | Непрерывный иттербиевый волоконный лазер с длиной волны 1070 нм:
|
Соединительный кабель | Соединительный кабель от базового блока к сварочному пистолету включает:
|
Охлаждение | Воздушное Водяное охлаждение не требуется |
Сварочный пистолет | Функция качания луча Фокусное расстояние коллимирующей линзы 40 мм Фокусное расстояние фокусирующей линзы 120 мм Размер пятна 150 мкм. Датчики безопасности Индикатор включения лазера Сменные сопла для плоских, внутренних и внешних угловых сварных швов |
Амплитуда качания луча | Регулировка до 5 мм |
Технологический газ | Могут использоваться: аргон, азот, аргон + смеси СО2 Давление ~ 620 kPa (90 psi) |
Органы управления на передней панели | Поворотные ручки управления, цифровой дисплей для индикации.
|
Подключение к компьютеру через Ethernet разъём | Позволяет управлять системой через веб-страницу. Доступно:
|
Безопасность | Лазерное Устройство Класса IV. Система безопасности включает:
|
Условия окружающей среды | Диапазон хранения от -20 до +60 ° C, рабочий диапазон от 10 до 50 ° C |
Толщины металла при односторонней сварке | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм, медь до 1 мм |
Требования к электрической сети | 220 В, 50/60 Гц, ток менее 20 А |
Габариты базового блока (ШхГхВ) | 316 x 641 x 534 мм |
Вес базового блока | 53 кг |

 Покупатель несет ответственность за соблюдение мер безопасности.
Покупатель несет ответственность за соблюдение мер безопасности.LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается – все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывное излучение – лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
- Импульсный режим – лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
- Режим прихваточных швов – для создания одинаковых прихваточных швов.
- Режим Stich – используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности – короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы и купить LightWELD ?
Вы можете позвонить по телефону +7 495 968 9932 , или отправить сообщение на адрес lightweld. [email protected] и обсудить все вопросы по LightWELD.
[email protected] и обсудить все вопросы по LightWELD.
Диапазон толщины для квалификации сварщика и квалификации процедуры (ASME Раздел IX) – сварка и неразрушающий контроль
19 комментариев / Диапазон толщины для квалификации сварщика и квалификации процедуры (ASME, раздел IX), квалификация сварщика / По Сандип Ананд
Диапазон толщины для квалификации рабочих характеристик (аттестационное испытание сварщика):
Раздел IX ASME BPVC содержит рекомендации по диапазону толщины, до которого сварщик может сваривать. Это можно найти в Таблице QW 452.1(b) ASME BPVC Раздел IX. Упрощенная версия этой таблицы приведена ниже;
В соответствии с этой таблицей можно выделить три важных момента:
- Максимальная толщина, которую может сварить сварщик, составляет 2T, где T — толщина металла сварного шва, наплавленного этим сварщиком на испытательный образец.
- Нет критериев минимальной толщины
- Если сварщик наплавляет металл толщиной 13 мм или более (минимум в три слоя), то он/она имеет право на неограниченную толщину , но максимальная толщина, которую сварщик может сварить, не должна превышать указанную в WPS-диапазон.

Диапазон наружных диаметров труб (сварка разделкой кромок), для которых сварщик может выполнять сварку, также указан в ASME BPVC Раздел IX. Таблица, к которой мы должны обратиться для этого, называется QW 452.3. Упрощенная версия этой таблицы приведена ниже;
Из приведенной выше таблицы мы можем сделать вывод, что;
- Если внешний диаметр испытательного образца меньше 25 мм (или 1 дюйм), то минимальный внешний диаметр, для которого сварщик получает квалификацию, равен диаметру испытательного образца, а максимальный внешний диаметр, который он может сварить, составляет Неограниченный.
- Для наружного диаметра от 25 мм (или 1 дюйм) до 73 мм (или 2-7/8 дюйма), минимальный наружный диаметр, для которого сварщик получает квалификацию, составляет 25 мм (или 1 дюйм), а максимальный наружный диаметр можно сварить неограниченный.
- Если наружный диаметр контрольного образца превышает 73 мм (или 2-7/8 дюйма), то минимальный наружный диаметр, по которому квалифицируется сварщик, составляет 73 мм (или 2-7/8 дюйма), а максимальный наружный диаметр диаметр, который он может сварить, не ограничен.
- Из этой таблицы видно один очень важный момент: ASME BPVC не устанавливает никаких ограничений на максимальный наружный диаметр, существует только ограничение на минимальный наружный диаметр трубы, которую может сваривать сварщик.

Чтобы квалифицировать предлагаемую спецификацию процедуры сварки (PWPS), нам необходимо провести квалификацию процедуры, которая включает следующие этапы;
- Подготовка контрольного купона
- приварка испытательного образца и
- отправка в лабораторию для разрушающего испытания
Во время сварки тестового образца все данные в режиме реального времени записываются, и после получения удовлетворительного отчета о лабораторных испытаниях спецификация процедуры сварки (WPS) получает квалификацию. Это также называется квалификацией процедуры, и все данные о сварке в режиме реального времени вместе с отчетом о лабораторных испытаниях известны как запись квалификации процедуры (PQR).
Теперь у нас также есть предел толщины для квалификации процедуры. Это означает, что конкретная спецификация процедуры сварки (WPS) аттестуется для определенного диапазона толщин, и если нам придется сваривать за пределами этого диапазона толщин, нам потребуется новая аттестация WPS и процедуры.
Диапазон толщины, для которого аттестуется Спецификация процедуры сварки (WPS), указан в ASME BPVC, раздел IX, таблица QW 451.1. Упрощенная версия этой таблицы приведена ниже;
Из приведенной выше таблицы можно легко определить диапазон толщины, для которого может быть квалифицирована процедура сварки, или инженер-сварщик может подготовить спецификацию процедуры сварки (WPS) соответственно.
Следует отметить один важный момент: для аттестации рабочих характеристик (аттестации сварщика) рассматривается толщина наплавленного металла сварного шва, а в случае аттестации процедуры рассматривается толщина испытательного образца.
Читайте также: Как написать спецификацию процедуры сварки (WPS)
Читайте также: P-номер, F-номер и A-номер в сварке
Читайте также: Дефекты сварки
Читайте также: Символы сварки
Примечание. Цель этой статьи — предоставить читателям основную информацию, условия и положения (подробно). Пожалуйста, обратитесь к разделу IX ASME.
Цель этой статьи — предоставить читателям основную информацию, условия и положения (подробно). Пожалуйста, обратитесь к разделу IX ASME.
Как сварить тонкий металл с толстым металлом
Не каждый сварочный проект будет идеальным даже металлические размеры. Иногда вам может понадобиться сварить более тонкие куски металла, чтобы толстые элементы, такие как боковые элементы основного каркаса (например, лестничные перила).
Проблема в том, что вам нужно достаточно тепла, чтобы расплавить более толстый кусок, но не так много тепла, что вы прожигаете прямо насквозь тонкий кусок.
К счастью, сварка металлов разного размера друг с другом не так сложно, как кажется, если вы используете правильную технику.
Настройка Up the Machine
Правильные настройки — первый шаг к сварке металлы разного размера вместе. Для начала вам нужно настроить свою машину на рекомендуемые настройки для более толстого куска.
Например, если вы приваривали электрод толщиной 3 мм к листу толщиной 8 мм. пластины, вы бы установили свою машину на 110А. 110 ампер это нижняя граница диапазона
который мы рекомендуем для углового сварного шва на листе толщиной 8 мм.
пластины, вы бы установили свою машину на 110А. 110 ампер это нижняя граница диапазона
который мы рекомендуем для углового сварного шва на листе толщиной 8 мм.
Вы также можете выбрать более тонкий присадочный металл, чем нормально пользуюсь. Придерживаясь нашего примера сварки палочкой, вам понадобится стержень 2,6 мм. вместо обычных 3,2 мм, которые используются на 8 мм. Таким образом, у вас меньше металл плавится, и он будет плавиться быстрее на более низком диапазоне усилителя.
Итак, если все настроено на более толстую металлическую деталь, как вы избегаете прожигания более тонкой части? Вот где твоя техника входит.
Сварка металла
Независимо от того, прихватываете ли вы стык или прокладываете весь шов, вы обычно фокусируете свою дугу на корне стыка. Таким образом, обе стороны получают одинаковое количество тепла и плавятся равномерно.
Однако, когда вы работаете с металлом разного размера, вам нужно отрегулировать дугу так, чтобы она фокусировалась на более толстом металле.
Охлаждение сварного шва
Если вы обнаружите, что сварной шов становится слишком горячим, и вы беспокоитесь о тонком куске, двигайтесь быстрее. Чем дальше в сварной шов вы получить, тем больше тепла поглотят ваши основные металлы, поэтому, если вы MIG или палочная сварка, ускорьте движение горелки.
Если вы используете сварку TIG, вы можете ускорить сварку или можно добавить еще наполнителя. Наполнительный стержень охладителя поможет снизить уровень нагрева в суставе. Вы можете добавлять больше металла с каждым мазком или чаще, чтобы добиться этого.
Длина вашей дуги влияет на количество выделяемого тепла. также перенесено. Чем длиннее дуга, тем больше вольт и, следовательно, горячее оно. Вот почему поддержание узкой дуги (в идеале 3 мм) — лучший способ чтобы сдержать жару. Это не относится к сварке MIG, так как напряжение фиксируется любыми настройками, которые вы выберете.
Радиаторы
Если вы боитесь прожечь более тонкий металл,
другое, что вы можете сделать, это добавить радиатор. Алюминий и медь наиболее
обычные металлы, используемые для радиаторов, потому что они имеют большую теплопроводность.
Они помогают отводить тепло от сварного шва, сохраняя фактическое соединение более холодным.
Алюминий и медь наиболее
обычные металлы, используемые для радиаторов, потому что они имеют большую теплопроводность.
Они помогают отводить тепло от сварного шва, сохраняя фактическое соединение более холодным.
Плюс, потому что они из металла, отличного от твоего. сварки, они не прилипают и легко снимаются. (Не используйте алюминиевый опорная пластина на алюминиевом сварном шве. Вам понадобится медь.)
Случайное прожигание
Если вы случайно прожгли дыру в металле, не волноваться. Заполнить его можно несколькими способами, в зависимости от типа сварка.
MIG Если вы используете сварку MIG, вам потребуется приостановить сварку и
скорректируйте свои настройки. Изменение их, чтобы они работали немного холоднее, позволит
Вы должны заполнить отверстие серией быстрых точечных сварных швов. Зап, зап, зап, пока
дырки больше нет, и тогда можно продолжать сварку. было бы хорошо
Идея оставить ваши настройки более прохладными, чтобы избежать дополнительных дыр в вашем
более тонкий металл.
При сварке палкой вам также потребуется приостановить сварку. Прежде чем затыкать отверстие, убедитесь, что вокруг него удален шлак. Вы не хотите уловить любое из флюсового покрытия при заполнении зазора. Как и в случае с МИГом, это рекомендуется немного снизить настройки перед перезапуском, чтобы не та же проблема.
TIGЗаполнение сквозных отверстий при сварке TIG немного Полегче. Если вы видите отверстие в сварном шве, это не обязательно должны остановиться. Вместо этого вы можете быстро добавить в сварной шов дополнительный присадочный металл. pool, чтобы закрыть его, затем продолжите как обычно.
Быстрый совет: «добавление дополнительного наполнителя» означает, а не небольшое даб, хочется засунуть приличное количество удилища в лужу. Там потребности чтобы было достаточно металла, чтобы заполнить образовавшуюся дыру.
В противном случае вы также можете приостановить сварку TIG и заново отрегулировать
настройки.