в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос – как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн.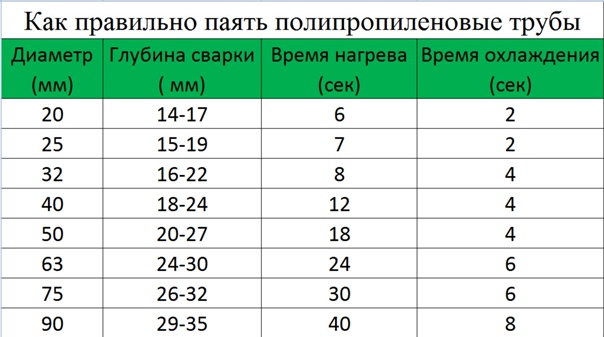 В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь.

- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.


Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Сварка полипропиленовых труб своими руками, комплект оборудования для начинающих
0
Опубликовано: 16.03.2017
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
Оглавление:
- На чем основан принцип монтажа полипропиленовых труб
- Разновидности аппаратов для монтажа полипропиленовых труб
- Температурный режим пайки
- Процесс соединение труб при помощи паяльника
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.
Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых трубАппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
 Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльникаТехнология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
 Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.

Сергей Одинцов
tweet
Как сваривать пластмассы. Руководство для начинающих
Сварка пластмасс — это сварка полуфабрикатов пластмасс. Это процесс соединения размягченных поверхностей материалов, как правило, при нагревании (кроме сварки растворителем). Для соединения пластмасс разработаны многочисленные методы сварки. В зависимости от механизма тепловыделения на границе сварки методы сварки можно разделить на методы внешнего и внутреннего нагрева. Хорошее качество сварного шва зависит от методов сварки и свариваемости основных материалов. В этой статье объясняется, как сваривать пластмассы, путем рассмотрения различных методов сварки и различных пластмасс, которые можно сваривать.
Изображение предоставлено Shutterstock. com/drasa
com/drasa
Различные методы сварки
Для сварки изделий из термопластов используется множество различных технологий.
Сварка горячим газом
Сварка горячим газом также известна как сварка горячим воздухом. Это метод сварки пластика с использованием тепла. Тепловая пушка специальной конструкции направляет горячий воздух для смягчения обеих соединяемых деталей вместе с пластиковым наполнителем, все из которых должны быть из одного или очень похожего пластика. Сварка горячим газом является распространенным методом изготовления небольших химических, водяных, теплообменников и водопроводной арматуры.
Сварочная проволока
Пластмассовый сварочный стержень, также называемый термопластичным сварочным стержнем, имеет круглое или треугольное поперечное сечение, которое используется для соединения двух кусков пластика. Стержни доступны в разных цветах, чтобы соответствовать цвету основного пластика. Намотанный на катушку пластиковый сварочный стержень известен как «сплайн».
Термосварка
При термосварке используются тепло и давление. В методе термосваривания с прямым контактом используется постоянно нагретая матрица или запаивающий стержень для подачи тепла на определенную контактную область или путь для сварки термопластов вместе. Он используется для многих применений, таких как соединители с термосваркой, термически активируемые клеи и запечатывание пленкой или фольгой.
Сварочный наконечник Speed Tip
При скоростной сварке сварочный аппарат для пластмасс, похожий на паяльник, имеет подающую трубку для пластикового сварочного стержня. Пластмассовый сварочный аппарат нагревает стержень и подложку, одновременно прижимая расплавленный сварочный стержень к нужному месту. В стык помещается валик из размягченного пластика, и детали и сварочный стержень сплавляются. Метод быстрой сварки наконечником является гораздо более быстрой техникой сварки и может использоваться в крутых углах с практикой. Вариант «пистолета» со скоростным наконечником представляет собой паяльник с широким плоским наконечником, который может расплавить сварной шов и присадочный материал для создания соединения.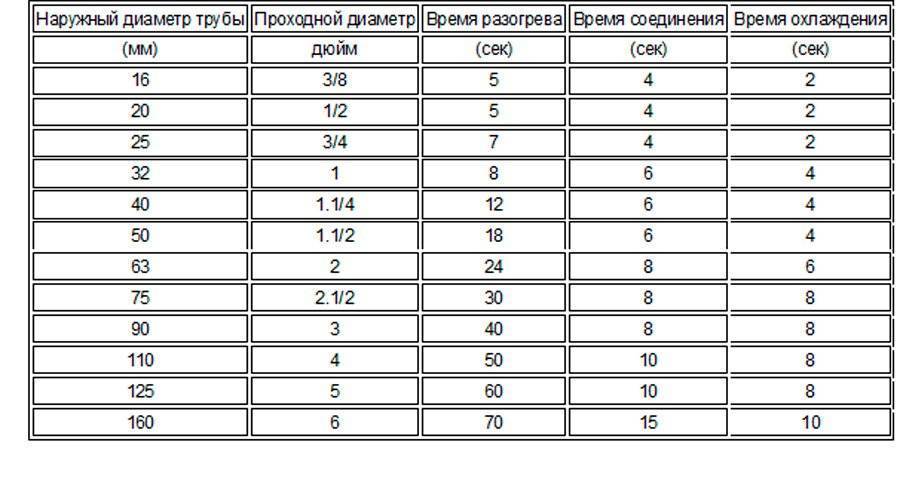
Ручная сварка
При ручной сварке струя горячего воздуха от сварочного аппарата направляется одновременно на область сварки и на кончик сварочного стержня. Когда пластиковый стержень размягчается, он вдавливается в сустав и сплавляется. Этот процесс медленнее, чем некоторые другие, описанные здесь, но его можно использовать практически в любой ситуации.
Экструзионная сварка
Экструзионная сварка позволяет выполнять больше сварных швов за один проход. Это идеальный метод для соединения материалов толщиной более шести мм. Сварочный стержень втягивается в крошечный ручной пластиковый экструдер, пластифицируется и выталкивается из экструдера к соединенным частям, которые размягчаются струей горячего воздуха для обеспечения соединения.
Контактная сварка
В этом методе используется тепло, поступающее за счет теплопроводности наконечников зажимов, вместо электропроводности, используемой при точечной сварке. Две части скрепляются нагретыми наконечниками, которые плавятся и соединяются.
Сварка горячей пластиной
Этот метод аналогичен контактной сварке и используется для сварки крупных деталей или деталей со сложной геометрией сварного шва. Две свариваемые детали помещаются в оснастку, прикрепленную к двум противоположным плитам пресса. Затем горячая пластина, форма которой соответствует геометрии сварного шва свариваемых деталей, перемещается в положение между двумя деталями. Две противоположные пластины перемещают детали в контакте с горячей пластиной до тех пор, пока тепло не размягчит поверхности до точки плавления пластика. Когда это условие достигнуто, горячая пластина удаляется, а детали прижимаются друг к другу и удерживаются до тех пор, пока сварной шов не остынет и не затвердеет, чтобы создать прочную связь.
Сварочное оборудование с горячей пластиной обычно управляется пневматически, гидравлически или электрически с помощью серводвигателей.
Высокочастотная сварка
Высокочастотная сварка также известна как диэлектрическая герметизация или радиочастотная сварка (РЧ). Высокочастотные электромагнитные волны в диапазоне радиочастот могут нагревать полимеры, чтобы смягчить пластмассы для соединения. Быстрая переориентация некоторых химических диполей полимера приводит к выделению тепла, что означает локализацию тепла, и процесс может быть непрерывным.
Высокочастотные электромагнитные волны в диапазоне радиочастот могут нагревать полимеры, чтобы смягчить пластмассы для соединения. Быстрая переориентация некоторых химических диполей полимера приводит к выделению тепла, что означает локализацию тепла, и процесс может быть непрерывным.
Настольный пресс оказывает давление на поверхности двух кусков материала. Плашки руководят процессом сварки. Когда пресс смыкается, высокочастотные волны проходят через небольшой участок между матрицей и столом, где происходит сварка. Эта высокая частота нагревает пластик, который сваривается под давлением и принимает форму штампа.
Ультразвуковая сварка
При ультразвуковой сварке высокочастотная вибрация с низкой амплитудой создает тепло за счет трения. Граница двух частей специально разработана для концентрации энергии для максимальной прочности сварного шва. Ультразвуковая сварка может использоваться практически для всех пластиков. Это самая быстрая технология сварки пластмасс.
Лазерная сварка
Для этого метода требуется, чтобы одна часть пропускала лазерный луч. Другая часть должна быть абсорбирующей или иметь абсорбирующее покрытие на границе раздела. Давление прикладывается к двум частям, в то время как лазерный луч перемещается вдоль линии соединения. Луч проходит через первую пластиковую часть и поглощается другой, чтобы произвести достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
Применение лазерной сварки включает в себя запайку пакетов для катетеров, медицинских контейнеров, автомобильных ключей дистанционного управления, соединений с защитой от вскрытия шприцев, корпусов кардиостимуляторов, узлов фар или задних фонарей, корпусов насосов и деталей сотовых телефонов.
Сварка растворителем
При сварке растворителем растворитель применяется для временного растворения полимера при комнатной температуре. Когда это происходит, полимерные цепи могут свободно перемещаться в жидкости и смешиваться с другими столь же растворенными цепями в другом компоненте.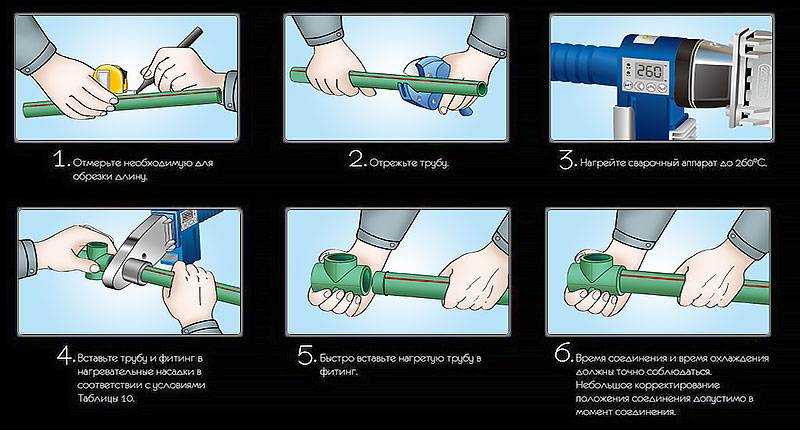 Со временем растворитель проникает в полимер так, что цепи теряют свою подвижность. Остается твердая масса перепутанных полимерных цепей, которая создает сварной шов. Этот метод часто используется для соединения труб из ПВХ и АБС, используемых в бытовой сантехнике.
Со временем растворитель проникает в полимер так, что цепи теряют свою подвижность. Остается твердая масса перепутанных полимерных цепей, которая создает сварной шов. Этот метод часто используется для соединения труб из ПВХ и АБС, используемых в бытовой сантехнике.
Типы сварки пластмасс
Пластмассы можно разделить на два типа: термореактивные и термопластичные. Термореактивные материалы можно формовать только один раз. После первого плавления они затвердевают навсегда. Термопластик можно плавить много раз, и форма пластика может меняться. Сваривать можно только термопласты.
Разница между двумя типами пластика заключается в том, как макромолекулы связываются друг с другом на атомном уровне. Молекулы термореактивных материалов запускаются под действием тепла, чтобы вступить в химическую реакцию и соединиться. Молекулы термопластов химически не связаны.
Наиболее распространенными термопластическими материалами, пригодными для сварки, являются HPDE (полиэтилен высокой плотности), PP (полипропилен), CPVC (хлорированный поливинилхлорид), PVC (поливинилхлорид), PVDF (поливинилфторид) и ABS (акрилонитрилбутадиен-стирол).
Выводы
Выше мы объяснили, как работает сварка пластика, а также различные методы и используемые пластики. Мы надеемся, что эта информация была вам полезна. Чтобы узнать больше о других промышленных процессах, найти поставщиков или составить собственный список поставщиков, посетите сайт Thomas Supplier Discovery, где есть информация о других аналогичных продуктах.
Источники
- https://waterwelders.com/how-to-weld-plastics/
- https://accendoreliability.com/heat-welding-plastics/
- https://thermoweld.co.za/welding-joining/
Связанные статьи
- Сварка трением с перемешиванием: параметры сварки
- Процесс экструзии пластмасс
- Стандартные пластиковые профили
- Термическая сварка с перемешиванием
- Сварка против пайки
- Типы пластиковых шнеков для экструзии
- Сравнение термореактивных и термопластичных материалов
- ПЭТ-пластик: экономия денег и энергии благодаря вторичному пластику
- Коэкструзия пластика
- Машина для экструзии пластмасс – процесс и методы
- Стать сварщиком – руководство
- Ведущие компании по литью под давлением в США
- Производство пластиковых преформ
- Технологии и методы изготовления пластмасс
- Основы сварки трением с перемешиванием
- Как металлизировать пластик
- О сварочных услугах
- Об услугах по электронно-лучевой (ЭЛ) сварке
- О лазерной сварке
- О пластиковых вставках
Больше из Изготовление и изготовление на заказ
Факты и разработки по сварке пластмасс (Чтение за 2 минуты)
Когда вы думаете о сварке, пластик, вероятно, не первый материал, который приходит на ум. Хотя сварка обычно ассоциируется с металлом, при наличии правильных инструментов сварка пластика стала обычным делом от крупных производителей до владельцев малого бизнеса и соседей, возящих в гараже. Легко думать о пластиковых изделиях как о чем-то, что вы используете один раз, а затем перерабатываете, когда они ломаются. Но с помощью сварки пластика утилизация этих пластиков не только возможна, но и может сделать ваши пластиковые изделия еще более долговечными.
Хотя сварка обычно ассоциируется с металлом, при наличии правильных инструментов сварка пластика стала обычным делом от крупных производителей до владельцев малого бизнеса и соседей, возящих в гараже. Легко думать о пластиковых изделиях как о чем-то, что вы используете один раз, а затем перерабатываете, когда они ломаются. Но с помощью сварки пластика утилизация этих пластиков не только возможна, но и может сделать ваши пластиковые изделия еще более долговечными.
Пластик — важный материал. Он чрезвычайно прочен, обладает хорошей коррозионной стойкостью и обеспечивает идеальную отделку, а сварка пластика усиливает эти преимущества.
Итак, каковы некоторые факты и разработки в области сварки пластмасс?
Существует два типа пластмасс – термореактивные и термопласты.
- Термореактивные материалы — это тип пластика, который нельзя сваривать, поскольку его нельзя повторно формовать или нагревать после первоначального формирования пластика. Другими словами, после того, как они сформированы, даже если они снова подвергаются воздействию тепла, они больше не подвергаются воздействию тепла.
- Термопласты, , с другой стороны, подвергаются воздействию тепла независимо от того, сколько раз они нагреваются, и их можно расплавить, изменить форму и реконструировать благодаря сварке пластика. К термопластам относятся широко используемые материалы, такие как полипропилен (ПП), полиэтилен (ПЭ), поливинилхлорид (ПВХ), нейлон и акрил. Поскольку эти пластмассы можно сваривать, их легко включать в широкий спектр продуктов во многих отраслях промышленности, которые выигрывают от долговечности, универсальности, доступности и высококачественной отделки, которую предлагают пластмассы.
 Другими словами, после того, как они сформированы, даже если они снова подвергаются воздействию тепла, они больше не подвергаются воздействию тепла.
Другими словами, после того, как они сформированы, даже если они снова подвергаются воздействию тепла, они больше не подвергаются воздействию тепла.- Типы сварки пластика Пластик играет значительную роль в современном обществе, и по мере того, как наша способность его ремонтировать становится лучше, мы можем воздерживаться от выбрасывания сломанных предметов и переходить к их ремонту экономически эффективным способом, лучшее. Существует ряд различных методов сварки пластика, и продолжают развиваться многочисленные разработки. Три наиболее распространенных типа сварки пластмасс — это сварка горячим инструментом, сварка горячим газом и сварка горячей пластиной.
- Сварка горячим инструментом Во время сварки горячим инструментом два пластика соединяются горячим инструментом, который проходит по поверхности. Это полезно для сложных соединений, где требуется инструмент особой формы, например, для многих сварных швов в автомобильной промышленности.
- Сварка горячим газом Сварка горячим газом (также известная как сварка горячим воздухом) одновременно нагревает обе поверхности с помощью струи горячего воздуха. Когда кусочки нагреваются, они становятся мягкими, что позволяет им сплавляться друг с другом. Затем в стык вставляется наполнительный стержень того же состава, что и пластмасса, чтобы заполнить зазор. В зависимости от того, какой пластик сваривается, температура газа будет варьироваться от 400°F до 111°F.
- Сварка горячей пластиной Простой и надежный способ сварки пластмасс, сварка горячей пластиной является распространенным процессом в различных отраслях промышленности. Во время этого процесса две пластмассовые детали прижимаются к нагретой пластине. Затем пластина снимается, и пластиковые детали сплавляются, прижимаясь друг к другу.
- Последние разработки: дополнительные факты о сварке пластмасс Существуют и другие методы сварки пластмасс, которые также использовались в течение многих лет. Однако с развитием технологий два конкретных типа — ультразвуковой и фрикционный — используются все чаще.
- Ультразвуковая сварка Ультразвуковая сварка — полезный метод сплавления термопластов и термопластичных композитов. Используя высокочастотную механическую вибрацию вместе с приложенной силой, создается тепло трения, тем самым нагревая пластиковые поверхности, позволяя им склеиваться и сплавляться. Ультразвуковая сварка популярна, поскольку она позволяет использовать множество различных типов соединений, что дает больший контроль над конструкцией.
 Существует ряд различных методов сварки пластика, и продолжают развиваться многочисленные разработки. Три наиболее распространенных типа сварки пластмасс — это сварка горячим инструментом, сварка горячим газом и сварка горячей пластиной.
Существует ряд различных методов сварки пластика, и продолжают развиваться многочисленные разработки. Три наиболее распространенных типа сварки пластмасс — это сварка горячим инструментом, сварка горячим газом и сварка горячей пластиной.
