руководство для начинающих и профессионалов
Из этого материала вы узнаете:
- Сложности сварки тонкого металла
- Преимущества и недостатки сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Настройка оборудования перед сваркой металла
- Руководство для начинающих по сварке тонкого металла инвертором
- Техника сварки тонкого металла
- Правильная сварка тонкого металла: практические советы
- Сварка тонкого металла полуавтоматом
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры.
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
VT-metall предлагает услуги:
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1,6–2 | 2 | 2–2,5 | 3 | |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
- постоянным;
- переменным.


При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы.Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления. Для электродов размером 1,5 мм требуется ток 30–45 ампер, для 2 мм этот показатель устанавливается на уровне 40–60 ампер.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
- Как варить инверторной сваркой: инструкция для новичков и не только
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам.
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.

3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 660 Опубликовано Обновлено
Содержание
- 1 Преимущества сварки полуавтомата
- 2 Выполнение работы своими руками
- 3 Виды сварных швов
- 4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
- Преимущества сварки полуавтомата
- Выполнение работы своими руками
- Виды сварных швов
- Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
Как сварить листовой металл – TIG / MIG /
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Как сварить листовой металл? Это вопрос, который волнует многих начинающих сварщиков, когда они начинают иметь дело с материалами разной толщины.
Листовой металл намного тоньше других материалов, которые необходимо сваривать, поэтому требуется совершенно другой подход.
Начинающие сварщики должны понимать, что каждый материал требует особого подхода. Иногда даже у профессиональных сварщиков могут возникнуть проблемы со сваркой тонких материалов. Это связано со многими факторами, которые вступили в игру.
В этой статье я собираюсь объяснить основные способы сварки листового металла, которым могут следовать даже профессионалы.
Я также составил список лучших сварочных аппаратов для сварки листового металла , так что если вы хотите прочитать его, заходите сюда.
Быстрая навигация
- Советы сварки листового металла
- MIG сварки для листового металла
- Сварка TIG для листового металла
- Странные сварщики и листовой металл
- Техники сварки из листового металла
- . Уверяющие сварные сварки. Металл во время сварки
- .
- Часто задаваемые вопросы [FAQ]
- Какой толщины можно выполнять точечную сварку?
- Какой самый тонкий листовой металл можно сваривать?
- Как остановить деформацию сварного шва?
- В заключение
- Ресурсы:
 Уверяющие сварные сварки. Металл во время сварки
Уверяющие сварные сварки. Металл во время сваркиСоветы по сварке листового металла
Однозначного ответа на вопрос о том, как следует подходить к сварке листового металла, не существует. Но есть несколько способов, которыми можно это сделать. В этом случае большую роль играет опыт, но вам также необходимо знать основы этого типа сварки.
А именно, тепло является самым важным фактором при сварке более тонкого материала. Правильная регулировка обеспечит идеальный сварной шов. Слишком много будет только заставлять вас прожигать материал. Но более толстый материал, такой как балки, потребует от вас включения питания в зависимости от панели, которую вы свариваете.
Различные типы материалов также подвержены деформации.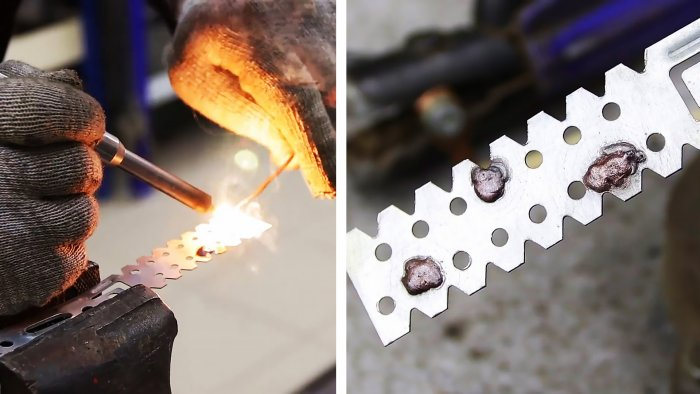 Это касается более тонких. Деформация также может произойти, если нагрев слишком сильный, поэтому сварщику необходимо правильно отрегулировать сварку, чтобы сварной шов имел достаточную механическую прочность для применения.
Это касается более тонких. Деформация также может произойти, если нагрев слишком сильный, поэтому сварщику необходимо правильно отрегулировать сварку, чтобы сварной шов имел достаточную механическую прочность для применения.
Некоторые важные моменты, которые следует учитывать:
Выбор процесса: Чтобы избежать обычных проблем, возникающих при сварке тонкого металла, вам следует тщательно обдумать используемый вами процесс.
Предпочтительны прецизионные методы сварки, такие как импульсная газовая дуговая сварка металлическим электродом (GMAW-P), дуговая сварка металлическим электродом с переносом короткого замыкания (GMAW), импульсная GTAW и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
- Проволока меньшего диаметра: Рассмотрите возможность подачи проволоки меньшего диаметра. Чем меньше проволока, тем меньше тепла потребуется для ее плавления, что, следовательно, снижает тепловыделение на общей поверхности. Провод меньшего размера также обеспечивает лучший контроль и больше шансов исправить ошибки.
- Полярность электрода : Сварка сплошной проволокой требует использования электродов положительной полярности. Электроды с положительной полярностью выделяют больше тепла, чем электроды с отрицательной полярностью, но положительный электрод обеспечивает лучшие результаты.
- Держите вещи в чистоте : Вы должны очистить область сварки или коммутационную панель, которую вы используете, особенно когда речь идет об алюминии. При контакте с воздухом на алюминии образуется оксидный слой. Для плавления созданного оксидного слоя требуется не менее 2000 ° F , что больше, чем необходимо для плавления алюминия. Проволочная щетка из нержавеющей стали или шлифовальная машина помогут удалить окисленный слой.
- Источники питания GMAW : Всегда выбирайте сварочный аппарат с хорошим контролем напряжения. Это обеспечивает хорошее начало дуги и стабильность.
 Чем меньше проволока, тем меньше тепла потребуется для ее плавления, что, следовательно, снижает тепловыделение на общей поверхности. Провод меньшего размера также обеспечивает лучший контроль и больше шансов исправить ошибки.
Чем меньше проволока, тем меньше тепла потребуется для ее плавления, что, следовательно, снижает тепловыделение на общей поверхности. Провод меньшего размера также обеспечивает лучший контроль и больше шансов исправить ошибки. Это обеспечивает хорошее начало дуги и стабильность.
Это обеспечивает хорошее начало дуги и стабильность.Помимо тепла, необходимо также учитывать оборудование, которое они используют, а также выбрать правильный метод для этого. Двумя наиболее часто используемыми методами сварки листового металла являются методы MIG и TIG. Однако в некоторых случаях применяют точечные сварочные аппараты и точечную сварку.
Получите скидку 10% с купоном: «10% WELDPROS»Сварка листового металла МИГ
Сварка МИГ является одним из наиболее подходящих методов, используемых для листового металла. Этот метод удобен тем, что дает новичкам возможность практиковаться и совершенствоваться. А именно, он оставляет вам место для ошибок, которые можно исправить с опытом или с помощью некоторых советов и приемов. Самая большая ошибка, которую может совершить сварщик, — это проделать дыру в панели. Это может произойти из-за неопытности или слишком сильного нагрева.
В любом случае, есть определенные моменты, о которых должен знать сварщик при сварке листового металла MIG.
Самый очевидный совет сварщикам MIG — использовать проволоку наименьшего возможного диаметра. Меньший огонь требует меньше тепла для плавления и в то же время не нагревает металл так сильно, как более толстая проволока. Кроме того, использование проволоки меньшего размера позволит лучше контролировать сварной шов, а также позволит вам легче устранять ошибки из-за скорости наплавки.
Как правило, при сварке листового металла MIG никогда не используйте присадочный металл толще основного металла. Сварщику рекомендуется использовать проволоку диаметром 0,023 или 0,024 дюйма для тонколистового металла. Однако, если вы имеете дело с материалами толщиной 18 и более, можно использовать сварочную проволоку диаметром 0,030 дюйма. Что касается низкоуглеродистой стали, то рекомендуется использовать такие проволоки, как ER70S-6, так как они имеют хорошо смачиваемый сварочный пучок.
В качестве защитного газа рекомендуется использовать газ с более высоким содержанием аргона.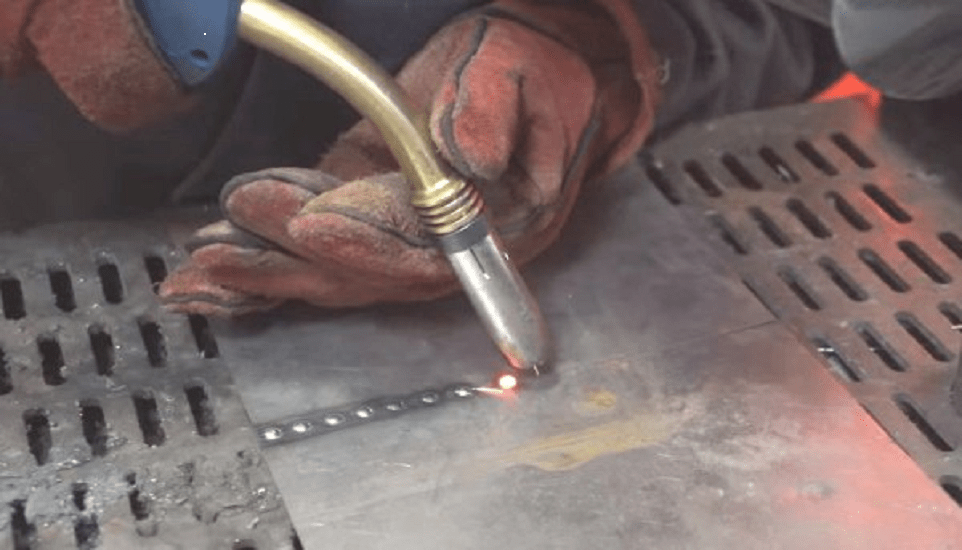 Лучше всего использовать смесь 75% аргона/25% углекислого газа. Лучшее в аргоне то, что он выделяет меньше тепла, чем CO2, что также приводит к меньшему разбрызгиванию.
Лучше всего использовать смесь 75% аргона/25% углекислого газа. Лучшее в аргоне то, что он выделяет меньше тепла, чем CO2, что также приводит к меньшему разбрызгиванию.
Кроме того, если вы планируете сваривать нержавеющую сталь, лучше всего использовать сварочную проволоку ER308, ER308L и ER308LSI. Но в случае с нержавеющей сталью 316L вам потребуется использовать проволоку из стали 316L. Для этих типов материалов рекомендуется трехгазовая смесь, состоящая из 90 % гелия, 8 % аргона и 2 % CO2.
Наконец, если вы свариваете листовой металл сплошной проволокой, рекомендуется электрод с положительным электродом или с обратной полярностью. Но имейте в виду, что более тонкий материал, такой как листовой металл, нельзя сваривать порошковой проволокой. Эти типы проводов нагревают основной металл больше, что может привести к искажению и нежелательным ошибкам.
Насадки для сварки MIG для листового металла
- Бесступенчатая регулировка : Если по какой-либо причине вы не можете использовать сварочный аппарат MIG, важно приобрести аппарат с неограниченной регулировкой. Это означает, что вы можете регулировать скорость подачи проволоки или напряжение практически в любой конфигурации. Таким образом, вы можете легко приспособиться к толщине металла, с которым работаете.
- Быстрая и короткая сварка : Никогда не пытайтесь сделать один длинный валик, как это можно сделать из более тяжелых материалов. Таким образом, сварщик MIG должен делать короткие и быстрые сварные швы при работе с более тонкими материалами. Для длинных бусин требуется больше тепла, поэтому есть большая вероятность прожечь материал или деформировать его.
- Практика: Практика ведет к совершенству, а в случае более тонких материалов так и должно быть. Попробуйте использовать кусок металлолома той же толщины, что и тот, который вы собираетесь сваривать. Правильная настройка сварочного аппарата MIG является ключевым моментом, и вы избежите прожигания отверстий.
- Используйте более тонкую проволоку: начинающие сварщики должны понимать, что при сварке листового металла MIG необходимо использовать более тонкую проволоку. Более толстая сварочная проволока также приводит к большему нагреву, что может привести к повреждению свариваемой панели.
- Держите вылет коротким: вылет проволоки MIG важен для сварки любого типа материала, но особенно важен для более тонких материалов. Удерживая наконечник слишком далеко от поверхности, проволока будет слишком сильно выступать, чтобы касаться металла. Дополнительный провод приведет к падению напряжения до того, как он попадет на поверхность. Это также приведет к падению тепла сварочной дуги.
- Сварка встык вместо сварки внахлест : Сварка внахлест хороша только тогда, когда вам нужно что-то сделать быстро. Но в долгосрочной перспективе они восприимчивы к влаге с тыльной стороны. Вот почему сварка встык является гораздо лучшим вариантом. специально для сварки MIG. Их самым большим преимуществом является то, что они выдерживают нагрузки намного лучше, чем любые другие сварные соединения. Убедитесь, что патч-панель идеально подходит и оставьте зазор 1/32″ между панелью корпуса и патчем.
- Прихватка ; Тонкую металлическую панель гораздо сложнее установить. Таким образом, прихваточные швы — хороший способ скрепить панель во время процесса сварки. Прихваточного шва с интервалом в один дюйм более чем достаточно, а прихваточный шов может быть более чем полезен при сварке MIG.
- Оставьте зазор : При сварке MIG накладной панели на панелях кузова автомобиля следует подумать о том, чтобы оставить небольшие зазоры между накладной панелью и исходным металлом. В процессе сварки металл нагревается, и зазор, оставляемый сварщиком, компенсирует возникающее расширение. Вы можете сначала протестировать панель с ровным зазором 1/16″ вокруг патча. Сварочная ванна заполнит оставшийся зазор.
 Это означает, что вы можете регулировать скорость подачи проволоки или напряжение практически в любой конфигурации. Таким образом, вы можете легко приспособиться к толщине металла, с которым работаете.
Это означает, что вы можете регулировать скорость подачи проволоки или напряжение практически в любой конфигурации. Таким образом, вы можете легко приспособиться к толщине металла, с которым работаете. Более толстая сварочная проволока также приводит к большему нагреву, что может привести к повреждению свариваемой панели.
Более толстая сварочная проволока также приводит к большему нагреву, что может привести к повреждению свариваемой панели.
Сварка TIG для листового металла
Использование сварочного аппарата TIG для 2 материалов означает, что он может работать с 6-ю калибрами. Использование этого процесса позволяет более чем эффективно работать с тонкими материалами, поскольку обеспечивает высокую точность и качество работы. Но использование этого метода также требует некоторой практики и практических советов, чтобы понять его.
Использование этого процесса позволяет более чем эффективно работать с тонкими материалами, поскольку обеспечивает высокую точность и качество работы. Но использование этого метода также требует некоторой практики и практических советов, чтобы понять его.
Например, использование электродов меньшего размера, которые легче запускаются, на самом деле работает намного лучше при более низких уровнях нагрева. Это предотвратит прожигание материала, а также позволит вам больше сосредоточиться на меньшей площади дуги.
Что касается присадочного металла, то наиболее часто используемым типом стали является ER70S-2. Но если вы не можете приобрести эту кремниевую бронзу, это отличный вторичный выбор. Он намного мягче и при правильном применении снизит температуру до необходимого уровня для этого типа сварки.
Правило, которому мы должны следовать, заключается в использовании присадочного металла, который тоньше основного металла. Или, по крайней мере, соблюдайте толщину как можно ближе. Это важно, так как это предотвратит перегрев основного металла, прежде чем вы сможете соединить его с присадочным металлом.
Это важно, так как это предотвратит перегрев основного металла, прежде чем вы сможете соединить его с присадочным металлом.
Насадки для сварки TIG листового металла
- Правило «1 к 1» : Наилучшим способом оценки тепловложения, необходимого для сварки, является применение правила «1 к 1». Это означает, что на 1 тысячную (0,001) дюйма толщины следует использовать 1 ампер. Это особенно полезно для углеродистой стали. Но когда речь идет о нержавеющей стали или других металлах на основе никеля, требуется меньше тепла. На самом деле, вы должны использовать 2/3 ампера на тысячную, так как никель не так сильно проводит тепло. А вот для алюминия и магния нужно немного увеличить температуру.
- Защитите заднюю сторону : При сварке листового металла вы всегда должны закрывать заднюю сторону сварного шва. Таким образом, вы предотвратите окисление и одновременно уменьшите тепловложение. Но он имеет двоякое применение, так как улучшает качество процесса сварки. Устранение возможных дефектов поверхности.
- Сохраняйте прохладу : Если вы используете аргоновые порты, то вместе с защитным газом следует добавить медные охлаждающие стержни. Но будьте осторожны, чтобы не допустить контакта углерода с кобальтовым сплавом, потому что цинк в меди может создать проблемы. Таким образом, лучше использовать никелированный кокиль в сочетании с кобальтовым сплавом.
- Шаг назад : При сварке TIG сварщики обычно толкают сварочную ванну в непрерывном направлении. Но когда дело доходит до блестящих материалов, сварщику необходимо сделать шаг назад и разбить сварной шов на участки, а не использовать один длинный. таким образом вы рассеяли тепло. Длина каждого шага будет зависеть от длины сустава.
- Размер насадки имеет значение : В большинстве случаев при сварке TIG требуется использовать насадку №7. Однако, если вы хотите получить высококачественный сварной шов на листовом металле, лучше иметь чашку № 15 или даже больше. Чашки большего размера обеспечивают лучшее покрытие защитным газом сварочной ванны, а также зоны, на которую воздействует тепло.
- Помните о правиле зазора : Работа с листовым металлом приведет к усадке кератиновых деталей. Поэтому, если вам нужно создать что-то в соответствии с конкретными размерами, вы должны планировать заранее. Прежде чем приступить к работе, следует определить необходимый предварительный зазор. Не режьте листовой металл по размеру, а вместо этого делайте детали большего размера, чем требуется.
- Используйте стеклянную линзу : Если вы используете сварку TIG, вам также следует подумать об использовании стеклянной линзы. Линзу можно просто вставить внутрь чашки. Это сгладит поток газа и предотвратит турбулентность, сильно влияющую на качество сварного шва.
- Ближе к делу : Работа с электричеством также означает, что в какой-то момент оно может отключиться. Поэтому лучше всего использовать острый вольфрам, который делает процесс сварки контролируемым. Кроме того, это поможет сварщикам правильно отводить тепло от деталей, которые не так сильно в нем нуждаются.
- Инвестируйте в свое оборудование : Обычный сварочный аппарат TIG не может работать со скоростью более 10 импульсов в секунду (PPS). Этого недостаточно, чтобы контролировать сварочную ванну до края. В этом случае мастерство играет важную роль. Но если вы инвестируете в сварочный аппарат TIG со скоростью не менее 100 PPS, вам не придется беспокоиться о плавлении края панели, с которой вы работаете. Но всегда проверяйте характеристики вашего оборудования.
 Устранение возможных дефектов поверхности.
Устранение возможных дефектов поверхности. Чашки большего размера обеспечивают лучшее покрытие защитным газом сварочной ванны, а также зоны, на которую воздействует тепло.
Чашки большего размера обеспечивают лучшее покрытие защитным газом сварочной ванны, а также зоны, на которую воздействует тепло. Кроме того, это поможет сварщикам правильно отводить тепло от деталей, которые не так сильно в нем нуждаются.
Кроме того, это поможет сварщикам правильно отводить тепло от деталей, которые не так сильно в нем нуждаются.Аппараты для точечной сварки и листового металла
Точечная сварка уже давно используется для листового металла. В частности, он стал опорой в автомобильной промышленности, где он использовался с 1930-х годов.
Не требует ни флюса, ни наполнителя, так как вам нужно только применить концентрированное короткое замыкание и физическое давление к месту толщиной в три толщины мальчика, чтобы соединить его.
Этот метод характеризуется сочетанием интенсивного нагрева с короткими замыканиями большой силы тока.
Вы должны делать это в точке сварки через короткие промежутки времени, когда вы оказываете сжимающее давление на внешние поверхности зоны сварки и сварочные электроды и плавите точечные сварные швы в сварной шов.
Однако некоторые сварщики не сжимают зону сварки между двумя электродами. Они просто приложили бы силу и тепло к одному куску металла, который заземлен через другой кусок, который необходимо соединить.
Этот метод действительно полезен, когда до сварного шва трудно или почти невозможно добраться.
Однако у точечной сварки есть и обратная сторона. При соединении панелей кузова они будут подвержены коррозии, так как притягивают влагу между соединяемыми частями. Проблема усугубляется тем фактом, что испарители для точечной сварки нейтрализуют почти все процессы, используемые для обработки, такие как, например, цинкование. Проблема может быть решена путем использования грунтовок, содержащих высокую концентрацию цинка. Это сделает их более благоприятными и позволит им лучше проводить сварочный ток. Он также защищает готовые сварные швы ионами от частиц цинка, обнаруженных в покрытии после выполнения сварного шва.
Это сделает их более благоприятными и позволит им лучше проводить сварочный ток. Он также защищает готовые сварные швы ионами от частиц цинка, обнаруженных в покрытии после выполнения сварного шва.
Методы сварки листового металла
Для сварки листового металла или патч-панелей необходимо следовать определенным правилам и использовать определенные методы. Правильная техника придет с практикой и опытом.
Кроме того, это гарантирует, что обрабатываемые материалы не деформируются, а также не прогорают.
Один из способов сделать это — всегда использовать максимально возможную скорость перемещения и всегда выполнять сварку по прямой линии. Это обеспечит сохранение хорошего профиля сварного шва.
Чтобы предотвратить прожоги, можно использовать технику толчка из горелки МИГ. Это означает направление проволоки к более холодной кромке основного металла и сварочной ванны. При вытягивании горелки проволока перемещается к более горячей части сварочной ванны, что, следовательно, увеличивает вероятность прожога.
Но вот еще несколько полезных методов, которые люди могут использовать при сварке листового металла:
- Пропускная сварка : Если вы совершите ошибку, распределяя тепло неравномерно, это приведет к деформации или деформации панели. Это только вызовет дополнительные проблемы для панелей, которые должны плотно прилегать друг к другу. Поэтому, чтобы этого не произошло, тепло должно распределяться как можно меньше. Техника скип-свадьба в этом случае идеальна, так как позволяет сделать серию отдельных швов. Таким образом, в одном месте не концентрируется чрезмерное количество тепла.
- Опорные стержни : Хороший способ рассеивать тепло быстрее, чем просто атмосферное охлаждение. Сварщик может использовать опорные или охлаждающие стержни, помещая их в контакт с зоной термического влияния. Это можно сделать легко, так как вам нужно только положить простой металлический стержень и закрепить его на сварном шве. Предпочтительно использовать медные или алюминиевые стержни, так как они обладают способностью быстрее рассеивать тепло. Иногда использование подкладочного стержня указывается на сварочных чертежах дополнительным символом сварки подкладного стержня.
- Сборка и проектирование соединений : Сварка листового металла требует очень плотной подгонки. В ситуации, когда сварщику нужно сделать стыковой шов на панели 20-го калибра, а детали не могут соприкасаться друг с другом даже на 1/16 дюйма, вы создадите зазор, который не способен поглотить жара. Так что, если вы не хотите делать это снова, вам лучше использовать старый трюк: один раз отрезать и дважды отмерить. Но вы также можете изменить дизайн панели, используя соединения, способные поглощать более высокие уровни тепла. Существует также возможность использования электрозаклепочного шва в местах, где на самом деле не требуется сплошной сварной шов.
 Иногда использование подкладочного стержня указывается на сварочных чертежах дополнительным символом сварки подкладного стержня.
Иногда использование подкладочного стержня указывается на сварочных чертежах дополнительным символом сварки подкладного стержня.Предотвращение деформации сварного шва на тонколистовом металле во время сварки
Все сварщики в тот или иной момент сталкивались с проблемой деформации сварного шва. Детали начинаются прямыми и квадратными, а после сварки готовая деталь деформируется. Более тонкий материал более восприимчив, так как имеет меньшую жесткость. Кроме того, нержавеющие стали более восприимчивы, так как имеют большее тепловое расширение и более низкую теплопроводность, чем углеродистая сталь.
Детали начинаются прямыми и квадратными, а после сварки готовая деталь деформируется. Более тонкий материал более восприимчив, так как имеет меньшую жесткость. Кроме того, нержавеющие стали более восприимчивы, так как имеют большее тепловое расширение и более низкую теплопроводность, чем углеродистая сталь.
Наплавленный металл наносится при высокой температуре, выше точки плавления материала. Для стали это около 2500°F (1370°C). Когда сварной шов остывает до комнатной температуры, он дает усадку, но этому препятствует соседний холодный основной металл, что приводит к высокому остаточному растягивающему напряжению. Сварной шов теперь похож на натянутую резиновую ленту, концы которой удерживаются заготовкой. Это является причиной того, что основной металл смещается или отскакивает назад, когда зажимы, удерживающие заготовку, снимаются, деформируя деталь.
Когда сварной шов сжимается по ширине, швы с разделкой кромок становятся «крылышками вверх», а угловые швы смыкаются. Когда сварной шов сжимается по всей длине, основной металл скручивается вокруг сварного шва.
Когда сварной шов сжимается по всей длине, основной металл скручивается вокруг сварного шва.
Чтобы свести к минимуму деформацию сварного шва, следует обратить внимание на конструкцию и сварку. Усадку сварного шва нельзя предотвратить, но ее можно контролировать. Ниже приведены рекомендуемые шаги для сведения к минимуму деформации сварного шва:
- Избегайте перегрузки — Чем больше размер сварного шва, тем больше усадка. Правильный размер сварного шва не только сводит к минимуму искажения, но и экономит сварочный металл и время.
- Прерывистая сварка — чтобы свести к минимуму количество металла сварного шва, по возможности используйте прерывистую сварку вместо непрерывной.
- Меньше проходов сварки — меньшее количество больших проходов приводит к меньшему искажению, чем большее количество маленьких проходов с маленькими электродами. Усадка накапливается с каждым проходом сварки.
- Разместите сварные швы рядом с нейтральной осью или центром детали — искажение уменьшается за счет меньшего воздействия усадочных сил, вытягивающих пластины из выравнивания.
- Уравновешивание сварных швов вокруг нейтральной оси — сварка с обеих сторон пластины компенсирует одну силу усадки другой, чтобы свести к минимуму деформацию.
- Используйте технику сварки с обратным шагом — в технике с обратной пошаговой сваркой общий процесс сварки может выполняться слева направо, но каждый сегмент валика наплавляется справа налево. По мере размещения каждого сегмента шарика нагретые края расширяются, что временно разделяет пластины в точке B. По мере того, как тепло перемещается через пластину к C, расширение вдоль внешних краев CD снова сближает пластины. Это разделение наиболее выражено в первой бусине. С последовательными валиками пластины расширяются все меньше и меньше из-за ограничений предыдущих сварных швов.
- Предварительная настройка деталей. Предварительная настройка деталей перед сваркой может помочь вам усадкой. Требуемый размер предустановки можно определить по нескольким пробным сварным швам.
- Чередование последовательности сварки. Хорошо спланированная последовательность сварки включает в себя размещение металла сварного шва в разных точках сборки таким образом, чтобы при усадке конструкции в одном месте он противодействовал силам усадки уже выполненных сварных швов. Примером этого является сварка попеременно с обеих сторон от нейтральной оси при выполнении сварного шва с разделкой кромок с полным проплавлением в стыковом соединении.
- Зажим — зажимы, приспособления и приспособления, которые фиксируют детали в нужном положении и удерживают их до завершения сварки, вероятно, являются наиболее широко используемыми средствами для контроля деформации в небольших сборках или компонентах. Несмотря на то, что после снятия свариваемой детали с приспособления или зажимов происходит некоторое смещение или деформация, оно будет меньше по сравнению с величиной смещения, которая могла бы произойти, если бы во время сварки не использовалось ограничение.
- Проклевка — Проклевка сварного шва растягивает его и снимает остаточные напряжения. Тем не менее, наклейку следует использовать с осторожностью. Например, корневой валик никогда не следует зачищать из-за повышенного риска сокрытия или образования трещины. Кроме того, на последнем проходе не допускается упрочнение, так как оно может закрыть трещину и помешать визуальному осмотру. Прежде чем приступить к работе, необходимо получить техническое разрешение.
- Снятие термических напряжений — Другим методом снятия усадочных сил является снятие термических напряжений, т. е. контролируемый нагрев сварного соединения до повышенной температуры с последующим контролируемым охлаждением.

 Хорошо спланированная последовательность сварки включает в себя размещение металла сварного шва в разных точках сборки таким образом, чтобы при усадке конструкции в одном месте он противодействовал силам усадки уже выполненных сварных швов. Примером этого является сварка попеременно с обеих сторон от нейтральной оси при выполнении сварного шва с разделкой кромок с полным проплавлением в стыковом соединении.
Хорошо спланированная последовательность сварки включает в себя размещение металла сварного шва в разных точках сборки таким образом, чтобы при усадке конструкции в одном месте он противодействовал силам усадки уже выполненных сварных швов. Примером этого является сварка попеременно с обеих сторон от нейтральной оси при выполнении сварного шва с разделкой кромок с полным проплавлением в стыковом соединении. Тем не менее, наклейку следует использовать с осторожностью. Например, корневой валик никогда не следует зачищать из-за повышенного риска сокрытия или образования трещины. Кроме того, на последнем проходе не допускается упрочнение, так как оно может закрыть трещину и помешать визуальному осмотру. Прежде чем приступить к работе, необходимо получить техническое разрешение.
Тем не менее, наклейку следует использовать с осторожностью. Например, корневой валик никогда не следует зачищать из-за повышенного риска сокрытия или образования трещины. Кроме того, на последнем проходе не допускается упрочнение, так как оно может закрыть трещину и помешать визуальному осмотру. Прежде чем приступить к работе, необходимо получить техническое разрешение.Часто задаваемые вопросы [FAQ]
Какой толщины можно выполнять точечную сварку?
Процесс точечной сварки является одним из старейших методов сварки. Его основное применение – сварка кузова автомобиля и листового металла. Точечная сварка обычно используется для соединения панелей из листового металла внахлест, которые обычно имеют толщину 3 мм. Отношение толщины не должно превышать 3,1 мм. Это связано с тем, что прочность соединений зависит от количества и размера сварного шва. Таким образом, диаметры точечной сварки варьируются от 3 мм до 12,5 мм.
Отношение толщины не должно превышать 3,1 мм. Это связано с тем, что прочность соединений зависит от количества и размера сварного шва. Таким образом, диаметры точечной сварки варьируются от 3 мм до 12,5 мм.
Какой самый тонкий листовой металл можно сваривать?
Сварщик должен с осторожностью подходить к сварке тонких материалов. Вы также должны учитывать тип материала и процесс сварки, который вы планируете реализовать. Дуговая сварка металлическим газом (GMAW) является очень эффективным методом соединения тонких материалов. Так, например, вы можете работать на 18-ga. до 0,1875 дюйма. нержавеющая сталь или 24-ga. до 0,1875 дюйма. углеродистая сталь.
Может применяться для мелких деталей, автомобилей, систем отопления, вентиляции и кондиционирования воздуха, ограждений мобильных машин и кабин, сантехнических применений и коррозионно-активных сред.
Как остановить деформацию сварного шва?
Иногда при сварке листового металла может возникнуть деформация из-за толщины материала. Даже что-то минимальное, вроде исправления панели, может привести к разрушительным последствиям. Лучший способ предотвратить это — максимально избегать создания искажений.
Даже что-то минимальное, вроде исправления панели, может привести к разрушительным последствиям. Лучший способ предотвратить это — максимально избегать создания искажений.
Некоторые методы включают:
- Размер сварного шва : Избегайте перегрузки при выполнении сварного шва.
- Прерывистая сварка : Попробуйте делать разрывы вместо одного длинного шва.
- Меньше проходов сварки : Чем больше проходов сварщик делает, тем выше вероятность усадки материалов. Попробуйте сделать меньше.
- Место сварки: Сварку следует проводить вблизи нейтральной оси, центра или детали.
- Сварка с выносом : Сварщик должен выполнять сварку слева направо, располагая каждый сварной шов слева направо, а не наоборот.
- Предварительно установленные детали: Выполните пробные сварные швы перед началом процесса, установив детали вместе.
- Используйте зажимы : Зажимы являются хорошим способом использования вместо прихватки. Вы просто зажимаете детали и устанавливаете их нужным образом перед началом сварки.
- Снятие термического напряжения : Процесс включает контролируемый нагрев сварного соединения с последующей управляемой обжимкой.
- Минимизация времени сварки: Чем больше времени вы тратите на сварку панели, тем выше вероятность деформации. Просто попробуйте сократить время сварки.
 Вы просто зажимаете детали и устанавливаете их нужным образом перед началом сварки.
Вы просто зажимаете детали и устанавливаете их нужным образом перед началом сварки.В заключение
Какой метод сварки листового металла вы используете? если вы правильно использовали упомянутые выше, значит, вы готовы к работе. Но если вы заметили какие-то серьезные ошибки, вы должны начать думать об изменении своего образа жизни.
Сварка листового металла может быть легкой, если вы применяете необходимую технику. У сварщика не должно возникнуть проблем с регулировкой сварочного аппарата, если он применит необходимые методы. Адаптируйте свою сварку, и со временем и опытом результаты значительно улучшатся.
. .edu.
 0001 Лучшие сварочные аппараты для тонких металлов – продажа | Сварщик питания
0001 Лучшие сварочные аппараты для тонких металлов – продажа | Сварщик питанияВсе категории/ Магазин по использованию/ Дуговые сварщики/ Сварщики по металлу/ Для тонкого металла
5 штук найдено
Б/у Miller Dynasty 210 DX и комплект педали управления
Сварочный аппарат Millermatic 211 с автоматической установкой MIG
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Сварочный аппарат Millermatic 212 Auto-Set 220 В СНЯТ С ПРОИЗВОДСТВА
Hobart EZ-TIG 165i
Во многих областях сварки требуется сварка металла почти толщиной с бумагу. Такие вещи, как высокопроизводительные велосипеды, мотоциклы, автомобили и самолеты, а также многие виды произведений искусства, связаны с работой с тонкими металлами. Правильный сварочный аппарат, а также правильные методы сварки необходимы для обеспечения того, чтобы металл не прогорел (или полностью не прогорел) при сварке.