Сварка алюминия – руководство за 20 минут
Что вы узнаете:
Сварка алюминия, алюминий и его сплавы
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния. Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.
Сварка алюминия — полное руководство. Как мне сварить алюминий?
Поскольку чистый алюминий является относительно мягким, добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Система нумерации алюминия
Первая цифра серии указывает на основной легирующий элемент, добавляемый в алюминиевый сплав, и используется для описания серии, то есть серии 1000 или серии 5000 и т. д.
Вторая цифра представляет модификацию конкретного сплава в серии; т.е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.
Однако есть исключение из этой системы нумерации, которая касается алюминия серии 1000; последние две цифры показывают минимальный процент алюминия выше 99%. Например, 1050 означает минимальное содержание алюминия 99,50%.
Алюминиевые сплавы также будут включать обозначение допуска, они определяют дополнительные этапы обработки (если они реализованы).
Обозначения и допуски приведены в таблице 2. В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
| Серия | легирующий элемент | Прочность на растяжение (МПа) * 1 | Термообработанные | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70 — 185 | нет | Коррозионная стойкость, трубопровод, электропроводность |
| 2 ххх | медь | 185 — 430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 ххх | марганца | 110 — 280 | нет | Кастрюли и сковородки, теплообменники, коррозионная стойкость |
| 4 ххх | кремний | 170 — 380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | магниевый | 125 — 350 | нет | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125 — 400 | ✔ | Экструзии, декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220 — 750 | ✔ | Универсальная, аэрокосмическая, броневая плита, спортивное спортивное снаряжение |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение характера | Смысл |
| F | Как изготовлено — применяется к продуктам процесса формования, в которых не применяется особый контроль над условиями термического или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для получения условий с самой низкой прочностью для улучшения пластичности |
| H | Штамм закаленный — применяется к продуктам, которые укрепляются за счет холодной обработки. Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ |
| W | Термообработка раствора — нестабильный характер, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки раствора |
| T | Термическая обработка — для получения стабильных температур, отличных от F, O или H. Применяется к продукту, который был подвергнут термообработке, иногда с дополнительным деформационным упрочнением для получения стабильного отпуска. Одна или несколько цифр всегда следуют за буквой «Т» |
| Обозначение Н * 2 | Значение |
| h2x | Напряжение закаленное |
| h3x | Напряжение закаленное и частично отожженное |
| h4x | Штамм закаленный и стабилизированный |
| h5x | Штамм закаленный и лакированный или окрашенный |
* 2 Вторая цифра «х» указывает на степень деформационного упрочнения: х2 — четверть жесткой, х4 — полутвердой, х6 — три четверти твердой, х8 — полная жесткая, х9 — сверхтвердая
| Обозначение Т * 3 | Значение |
|---|---|
| T1 | Естественно состарился после охлаждения от процесса формирования при повышенной температуре |
| T2 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался естественному старению |
| T3 | Раствор подвергается термообработке, холодной обработке и естественному старению |
| T4 | Раствор подвергается термообработке и естественному старению |
| T5 | Искусственно состаренный после охлаждения в процессе формирования при повышенной температуре |
| T6 | Раствор термообработан и искусственно состарен |
| T7 | Раствор термообработан и стабилизирован (отработанный) |
| T8 | Раствор подвергается термообработке, холодной обработке и искусственному старению |
| T9 | Раствор термообработанный, искусственно состаренный и обработанный холодным способом |
| T10 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался искусственному старению |
* 3 Дополнительные цифры могут быть добавлены к обозначению «Tx» и обозначают снятие напряжения. TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Сложно ли сваривать алюминий?
Алюминиевые сплавы создают множество трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательному искажению деталей из-за того, что требуется больший подвод тепла.
 Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE - Растворимость водорода. Водород очень хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки. Как только расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° С), чем исходный алюминиевый сплав (660 ° С). При сварке это может привести к тому, что оксидный слой будет включен в область сварного шва, что может привести к отсутствию дефектов плавления и снижению прочности сварного шва. Следовательно, заготовки должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксида.
 Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GEКак можно сварить алюминий?
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
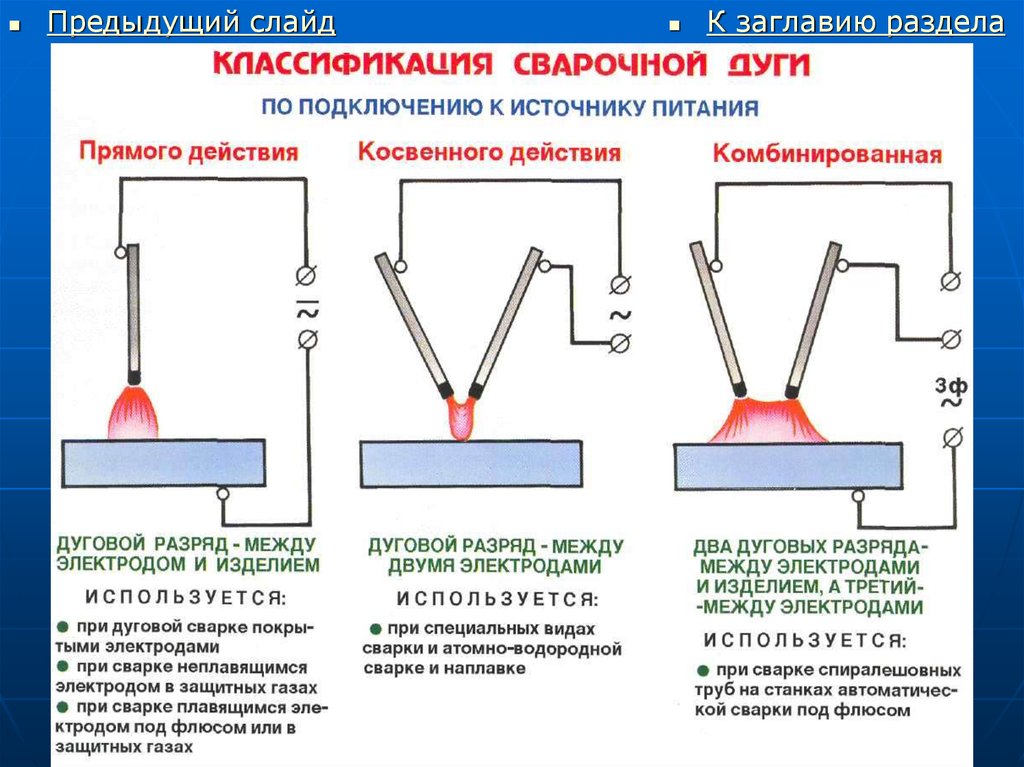
Дуговая сварка алюминия
Дуговая сварка обычно используется для соединения алюминиевых сплавов.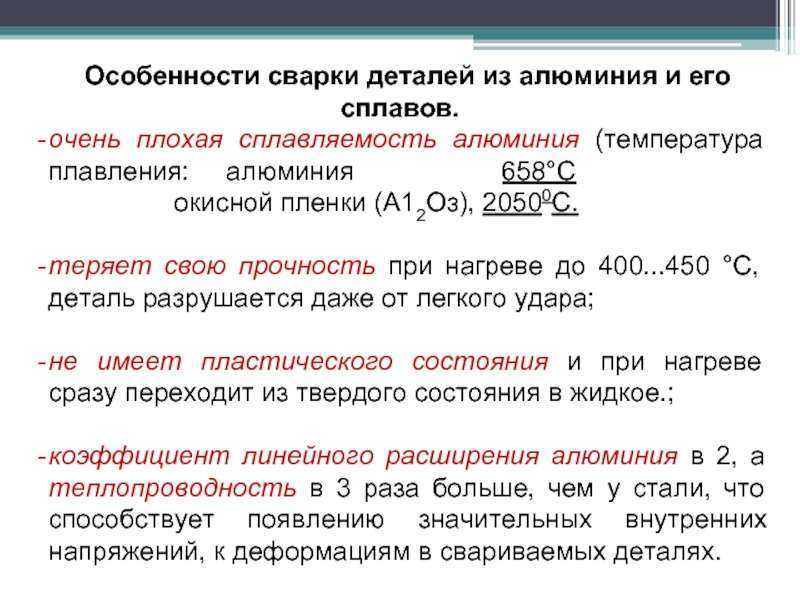 Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
- Можете ли вы сварить алюминий с помощью MIG? Сварка может быть успешно использована для соединения алюминиевых сплавов. Процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество требуемого тепла меньше по сравнению с более толстыми пластинами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / стержень должна быть по составу максимально схожей со свариваемыми деталями.
- Можете ли вы сварить алюминий с TIG? Сварка может также использоваться для соединения алюминиевых сплавов. Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
 Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.Лазерная сварка алюминия
Как и другие процессы сварки, в том числе дуговой сварки, лазерные лучи могут быть использованы для сварки многих серий алюминиевых сплавов. Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими процессами сварки из-за высокой плотности мощности на поверхности материала. Лазерная сварка в замочной скважине позволяет получать сварные швы с высоким соотношением сторон (узкая ширина сварного шва: большая глубина сварного шва), что приводит к узким зонам термического влияния Лазерная сварка может использоваться с чувствительными к растрескиванию материалами, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные пучки также лучше при изготовлении сварных швов в очень толстых сечениях алюминия. В отличие от других процессов сварки , электронно-лучевая сварка происходит в вакууме, что означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный стержень), тщательно выбранные параметры сварки и конструкция соединения необходимы для минимизации риска образования горячих трещин в алюминиевых сплавах при использовании процессов сварки плавлением, таких как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением алюминия
Сварка трением — это процесс соединения в твердом состоянии (т.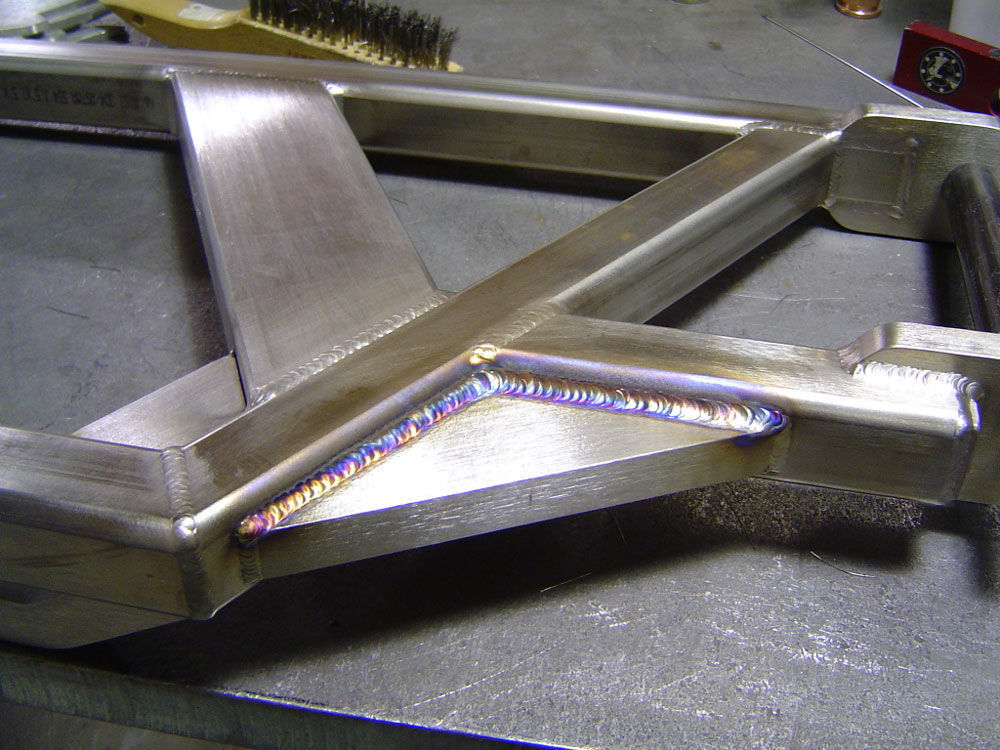 е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
- Сварка трением с перемешиванием, была разработан в TWI Ltd в 1991 году. Она работает с использованием нерасходуемого инструмента, который вращается и погружается в интерфейс двух заготовок. Затем инструмент проходит через поверхность раздела, и тепло от трения вызывает нагрев и размягчение материала. Вращающийся инструмент затем механически смешивает размягченный материал для получения сварного шва. Процесс обычно используется для соединения алюминиевого листа / материала плиты
- Заправка фрикционной мешалкой точечной сварки, является развитием процесса сварке трением и используется в качестве метода точечной сварки для замены заклепок в алюминиевом листовом металле.
- Линейная сварка трением, работает путем колебания одной заготовки относительно другой, находясь под большим сжимающим усилием. Трение между колеблющимися поверхностями производит тепло, в результате чего материал поверхности раздела пластифицируется. Затем пластифицированный материал вытесняется с поверхности раздела, в результате чего заготовки укорачиваются (выгорают) в направлении силы сжатия. Во время выгорания интерфейсные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются во вспышку. После удаления загрязнений происходит чистый контакт металла с металлом, что приводит к сварке. Процесс используется для соединения сыпучих алюминиевых компонентов для получения почти чистых форм
- Роторная сварка трением, аналогичен линейной сварке трением за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний

Какой метод лучше всего использовать для сварки алюминия?
Лучший метод для сварки алюминия и его сплавов зависит от области применения соединения.
 Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:
Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:- Стоимость (сварочное оборудование, расходные материалы, утилизация отходов, расходы оператора и т. д.)
- Желаемая производительность сварки
- Геометрические ограничения
- Наличие поставщика
- стабильность
- Допуск искажения
- Скорость производства
Сварка алюминия. Советы и рекомендации
Немногим более чем за 100 лет алюминий из редчайшего и дорогого материала превратился в необходимую составляющую нашей жизни. Области его применения все более расширяются, соответственно растут промышленные объемы потребления этого металла.
Именно механические и антикоррозийные свойства, малый удельный вес алюминия является определяющими фактороми, который позволяет создавать легкие и в то же время прочные конструкции.
Способы сваркиДля сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG(AC)-сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным.
Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным.
Прежде, чем впервые приступить к работе с алюминием, сварщик должен ознакомиться особенности материала и технологией его сварки.
Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/смK). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали.
Из-за высокой теплопроводности выполнять высокопроизводительную сварку весьма затруднительно по причине недостаточной глубины проплавления. Кристаллизация сварочной ванны происходить очень быстро и, поэтому возможно неполное газовыделение, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE.
Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE.
В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной, который ускорит нагрев свариваемых деталей.
Материалы и сварочная проволокаСпектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха.
Кромки и околошовная зона свариваемых деталей должны быть тщательно очищено от загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3).
Защитные газы для сваркиАлюминий и алюминиевые сплавы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке металлических листов большой толщины. Применение смеси защитных газов способствует более полному газовыделению и потенциальному отсутсвию пор.
Специальные рекомендации по MIG-сваркеСварочные аппаратыСтандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя синергетические импульсно-дуговые аппараты, которые снабжены специальной программой для сварки алюминия. В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300 A.
В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300 A.
Синергетические импульсно-дуговые сварочные аппараты располагают готовыми программами для выполнения сварки различных материалов. Эти программы имеют оптимальную настройку для различных сплавов. Ручной переключатель на панели управления дает возможность выбрать любую программу. С помощью кнопочного управления на регуляторе энергии нужно выбрать только силу тока. Настройка всех остальных параметров производится микропроцессором автоматически.
Подача проволокиАлюминиевая проволока значительно пластичнее стальной. В связи с этим рекомендуется четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Для сварочной горелки в применяется тефлоновая направляющая для уменьшения трения проволоки. Общая длина горелки не должна превышать 3 м, а рукав во время сварки должен оставаться по возможности прямым. При использовании проволоки диаметром
0,8 мм рекомендуется применение Push-Pull-горелки. В этой горелке встроен миниатюрный механизм подачи проволоки, что позволяет увеличить длину горелки до 10 м.
При сварке горелка располагается под углом 10–20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10–15 мм. При большем расстоянии необходимо значительно увеличивать подачу защитного газа.
Расход защитного газаРекомендуется следующий расход:
- Диаметр проволоки 1,0 мм — 12–14 л/мин
- Диаметр проволоки 1,2 мм — 14–16 л/мин
- Диаметр проволоки 1,6 мм — 18–22 л/мин
Для установки необходимого расхода газа рекомендуется использовать ротаметры.
В современных импульсно-дуговых сварочных аппаратах реализованы функциональные режимы сварки, в частности 4-тактный, который позволяет настроить отдельно сварочные параметры на каждом этапе выполнения сварного шва. В первом такте в начальной стадии выполнения сварки активируется более высокий сварочный ток, который ускоряет прогрев свариваемых деталей. При этом можно избежать сварочных дефектов в начальной стадии процесса сварки.
Окончание процесса сварки также чревато образованием дефектов. Кроме образования незаваренного кратера, также возможно образование горячих трещин в результате усадки расплавленного металла сварочной ванны при охлаждении. Реализация функции понижения тока в третьем такте можно полностью избежать появления вышеуказанных дефектов.
Интерпульс-методОдним из специфических методов импульсно-дуговой сварки является интерпульс-метод, который имеет преимущества перед другими методами при сварке алюминия. В этом случае на основной пульсирующий ток, добавляется второй программируемый импульс тока. Внешний вид сварного шва выглядит так же, как и при TIG-сварке.
В этом случае на основной пульсирующий ток, добавляется второй программируемый импульс тока. Внешний вид сварного шва выглядит так же, как и при TIG-сварке.
Преимуществами интерпульс-метода являются:
- внешний вид и качество шва как при MIG-сварке;
- уменьшение нагрева шва;
- уменьшение термических деформаций свариваемого изделия.
Для сварки алюминия TIG-аппаратами производится переключение на переменный ток (AC). Имеется большой выбор сварочных аппаратов от 170 A до 600 A
Положение горелки при TIG-сваркеГорелка располагается по направлению сварки под углом 15–40° к вертикали. Присадочный материал вводится в сварочную ванну под углом 10–30° по отношению к поверхности заготовке.
Количество защитного газаКоличество защитного газа составляет примерно 5–12 л/мин в зависимости от диаметра керамической форсунки TIG-горелки. После окончания сварки газ необходима продувка защитным газом для защиты сварного шва и охлаждения неплавящегося электрода.
После окончания сварки газ необходима продувка защитным газом для защиты сварного шва и охлаждения неплавящегося электрода.
Доктор-инженер Ульрих Пранк MERKLE Schweissanlagen-Technik GmbH
Как сварить алюминий? Полное руководство для начинающих
Сварка алюминия может вызвать некоторые трудности как у новичков, так и у специалистов по сварке. Сварка алюминия требует различных методологий и подходов, чем другие процессы сварки металлов, и понимание этих различий имеет решающее значение для производства высококачественных сварных швов и работы над рядом проектов обработки с ЧПУ.
Но не стоит беспокоиться; хорошая новость заключается в том, что вы можете развить необходимые навыки и опыт на практике, работая над проектами. Вот подробное руководство для начинающих, чтобы начать сварку алюминия.
Содержание
Какой метод сварки лучше всего подходит для алюминия? В случае с алюминием методы сварки стержнем не годятся, так как они создают много шлака и брызг, которые трудоемки для очистки. Вот почему вам следует предпочесть дуговую сварку вольфрамовым электродом, также известную как сварка вольфрамовым электродом в среде инертного газа или сварка TIG, при которой для защиты сварного шва используется газ, а не флюс. Это один из наиболее широко используемых методов сварки алюминия.
Вот почему вам следует предпочесть дуговую сварку вольфрамовым электродом, также известную как сварка вольфрамовым электродом в среде инертного газа или сварка TIG, при которой для защиты сварного шва используется газ, а не флюс. Это один из наиболее широко используемых методов сварки алюминия.
Сварка ВИГ включает использование установки постоянного переменного тока (AC) и 100-процентного аргона в качестве защитного газа. Поскольку в процессе не требуется механическая подача проволоки, вы уменьшите количество проблем с подачей материала.
Вместо этого присадочный материал подается сварщиком в ванну. Поскольку переменный ток удаляет окисленное покрытие с алюминия во время сварки, этот метод также является чрезвычайно чистым. Кроме того, он защищает алюминий от загрязнения на протяжении всей процедуры.
5 советов для начинающих по эффективной сварке алюминия методом сварки TIG 1. Сосредоточьтесь на положении руки ваша рука обращена вниз. Вы можете удерживать сварной шов устойчивым, опираясь рукой о столешницу или верстак, улучшая его внешний вид и отделку. Избегайте чрезмерного наклона резака, потому что это приведет к непостоянному, большому бассейну, которым будет трудно управлять.
Вы можете удерживать сварной шов устойчивым, опираясь рукой о столешницу или верстак, улучшая его внешний вид и отделку. Избегайте чрезмерного наклона резака, потому что это приведет к непостоянному, большому бассейну, которым будет трудно управлять.
Кроме того, в некоторых местах металл мог перегреться. Вместо этого держите его практически прямо, с небольшим наклоном назад, чтобы вы могли видеть, куда вы направляетесь.
Еще одна вещь, о которой следует помнить во время сварки TIG, — держать руки отдельно. Они будут работать независимо при использовании метода сварки TIG. Присадочный стержень должен подаваться одной рукой, а другая должна быть свободна для беспрепятственного перемещения сварочного аппарата.
2. Соблюдайте постоянное расстояние Практикуйтесь в поддержании постоянного расстояния между заготовкой и вольфрамом для получения высококачественной сварки. Металл перегреется и потускнеет, если вы подойдете к нему слишком близко, что поставит под угрозу сварку. Это важное соображение для любого метода сварки, но чрезвычайно важное при работе с алюминием.
Это важное соображение для любого метода сварки, но чрезвычайно важное при работе с алюминием.
Всегда помните, что расстояние между заготовкой и сварочным аппаратом может варьироваться в зависимости от проекта.
Кроме того, любой разрыв дуги должен быть предотвращен любой ценой. Это происходит, когда вы находитесь слишком далеко от заготовки, из-за чего электрическая дуга выходит из строя и становится очевидной и интенсивной, что приводит к перегреву заготовки.
3. Учитывайте температурные характеристикиСвариваемая алюминиевая деталь может быть тоньше, чем обычная сталь или другие металлы. Алюминий обладает высокой теплопроводностью.
Следовательно, вы рискуете получить непреднамеренные ожоги из-за способности металла удерживать тепло. Вы можете предотвратить это, подождав, пока ваш сварной шов остынет, прежде чем переключаться на какой-либо из них, или, если необходимо, осознавать, насколько он горячий.
Кроме того, ваша заготовка может быть повреждена из-за тепла, выделяемого сварочным аппаратом при прохождении его энергии через алюминиевые листы. Таким образом, вы должны делать периодические паузы, чтобы предотвратить эту ситуацию, чтобы вы не перезаряжали частицы вокруг сварного шва постоянно.
Таким образом, вы должны делать периодические паузы, чтобы предотвратить эту ситуацию, чтобы вы не перезаряжали частицы вокруг сварного шва постоянно.
При сварке ВИГ алюминий расплавляется быстрее, чем другие металлы, благодаря высокой электропроводности алюминия. Сварочное оборудование имеет функцию контроля тока, которая регулирует количество электричества, которое инструмент посылает в металл.
Они невероятно удобны для сварки TIG, особенно алюминия, поскольку позволяют контролировать подачу питания, чтобы свариваемый материал не перегревался.
Вы должны быть более осторожны при использовании сварочного аппарата TIG без контроля тока. По мере того, как вы приближаетесь к сварному шву, ток становится сильнее, но по мере того, как вы отступаете, он также может увеличиться и начать разрывать вашу постоянную дугу.
5. Очистите заготовку перед сваркой Очистка заготовки уменьшит количество загрязняющих веществ, попадающих в сварной шов. Следовательно, обеспечение чистоты металлической заготовки перед сваркой имеет решающее значение, поскольку от этого зависит качество сварки. В противном случае ваш сварной шов будет содержать фрагменты многих сплавов, каждый из которых имеет разные требования к температуре. Это ослабит сварной шов и оставит пятна, следы и обесцвеченные пятна.
Следовательно, обеспечение чистоты металлической заготовки перед сваркой имеет решающее значение, поскольку от этого зависит качество сварки. В противном случае ваш сварной шов будет содержать фрагменты многих сплавов, каждый из которых имеет разные требования к температуре. Это ослабит сварной шов и оставит пятна, следы и обесцвеченные пятна.
Алюминий реагирует на сварку иначе, чем стандартные металлические компоненты. Таким образом, лучший совет для новичков — не лезть в процесс с заранее определенными предположениями.
Идеальный подход к сварке алюминия — это терпеливая сварка, надевание подходящего защитного снаряжения, предназначенного для данного оборудования, и как можно больше практики, и вы получите лучший в своем классе продукт, готовый к дальнейшей обработке.
Заинтересованы в запуске проекта по производству алюминия? Свяжитесь с нами сегодня и поговорите с одним из наших опытных инженеров по продажам.
Об авторе:
Винсент Хуа
Винсент Хуа является менеджером по маркетингу в TSINFA. Он увлечен тем, что помогает людям понять высокотехнологичные и сложные производственные процессы. Помимо написания и обмена своими идеями, Винсент очень заинтересован в технологических инновациях, которые помогают создавать высокоточные и стабильные станки с ЧПУ.
Он увлечен тем, что помогает людям понять высокотехнологичные и сложные производственные процессы. Помимо написания и обмена своими идеями, Винсент очень заинтересован в технологических инновациях, которые помогают создавать высокоточные и стабильные станки с ЧПУ.
Изображение предоставлено 1
Изображение предоставлено 2
Изображение предоставлено 3
Как сваривать алюминий: методики и советы
Последнее обновление
Алюминий — относительно мягкий металл в чистом виде с хорошим соотношением прочности и веса. Этот металл повсеместно применяется в машиностроении из-за его многочисленных преимуществ, таких как проводимость и коррозионная стойкость. Однако для повышения прочности требуется добавление сплавов.
Даже самые опытные сварщики не могут соединить металлические детали путем их плавления. Но для сварки легких металлов, таких как алюминий, требуются другие процессы и методы, чем для сварки стали. Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Хотя сварка алюминия может быть сложной задачей, доступ к нужной информации и регулярная практика могут помочь развить и отточить ваши навыки сварки алюминия. Читайте дальше, чтобы узнать советы и рекомендации по различным методам сварки алюминия.
Что делает сварку алюминия сложной задачей?
Алюминий является распространенным металлом в производстве из-за его более высокой коррозионной стойкости, отличной электропроводности, легкости и эстетики. Он используется для различных видов сварочных работ. К сожалению, те же свойства, которые делают его подходящим металлом для сварки, также усложняют обращение с ним.
Возможно, основная проблема заключается в том, что он сделан из мягкого материала, который обладает высокой чувствительностью и изолирован прочным оксидным слоем. В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
Эти примеси могут значительно снизить его пластичность, прочность и образование окисления на сварном шве. Следовательно, это усложняет многопроходную сварку и искажает внешний вид сварного шва.
Кроме того, алюминий и его сплавы имеют высокое сродство к кислороду. В чистом виде алюминий плавится при 650 градусах Цельсия, а окисленный слой плавится при 2037 градусах Цельсия. Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Другая проблема связана с низкой температурой плавления и высокой теплопроводностью металла. Эти качества, как правило, сужают диапазон обрабатываемости по сравнению с другими металлами. Это может легко привести к прожогу. Кроме того, качества затрудняют указание качества и прогресса сварки, что затрудняет работу.
Изображение предоставлено: aydngvn, Shutterstock
Как можно сваривать алюминий?
При сварке алюминия все зависит от выбора правильного метода сварки.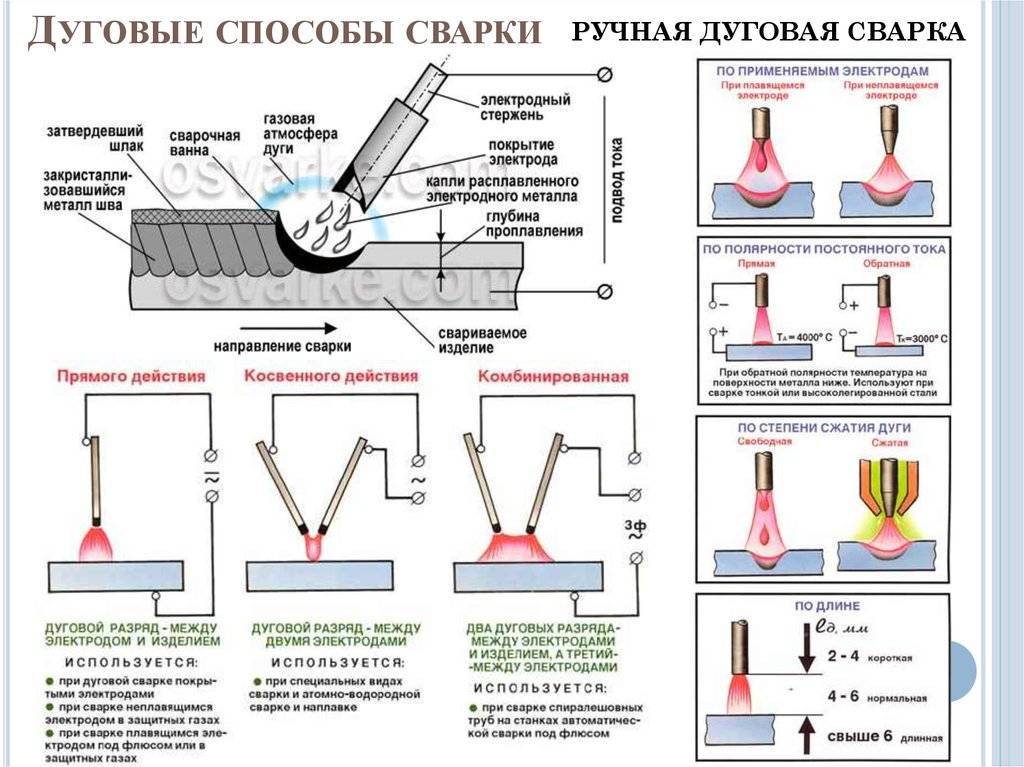 Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
1. Сварка алюминия методом ВИГ
Посмотреть этот пост в Instagram
Пост, опубликованный Crawley College Welding (@crawleycollegewelding)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это один из самых популярных сварочных процессов, часто используемый профессиональными сварщиками в автомобильной промышленности и энтузиастами автогонок. Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Особенно подходит для более тонких алюминиевых листов, поскольку обеспечивает чистый сварной шов. Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Кроме того, для сварки TIG не требуется механическая подача проволоки, что потенциально может привести к проблемам с подачей. Вместо этого он направляет присадочный материал в сварочную ванну.
Еще одной причиной популярности сварки TIG при сварке алюминия является тот факт, что она предотвращает загрязнение очень чувствительного алюминия на протяжении всего процесса.
Факторы, которые следует учитывать при сварке алюминия методом TIG
- Защитный газ : Сначала необходимо подготовить все оборудование, необходимое для сварочного проекта. Газ аргон лучше всего подходит для защиты, поскольку он может стабилизировать дугу, обеспечивая плавление с лучшей геометрией сварного шва. Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
- Электрод : Для сварки TIG также потребуется вольфрамовый электрод. Вы можете использовать любой вид вольфрамового электрода. В зависимости от вашего бюджета вы можете выбрать более дешевый электрод из чистого вольфрама или более дорогой вольфрамовый электрод с торием.
- Мощность переменного тока : После выбора электрода вам необходимо приобрести сварочный аппарат TIG, желательно способный производить переменный ток высокой частоты (AC). Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
- Присадочные материалы : Вы можете использовать или не использовать присадочные металлы, в зависимости от конструкции соединения и толщины основного металла.
- Очистка : Собрав необходимые инструменты и принадлежности, подготовьте основной металл, удалив окисленный слой с помощью проволочной щетки или шлифовки. Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
- Настройки настроек: Наконец, вы можете отрегулировать настройки вашего сварочного аппарата TIG, такие как расход газа и сила тока. Это зависит от ваших предпочтений и условий сварки. Имейте в виду, что алюминий горит сильнее, чем сталь. Таким образом, вам, возможно, придется использовать настройку низкой силы тока.

 Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.Кроме того, модифицируйте электрод, чтобы он имел конец со сферическим наконечником. Это расширит дугу, обеспечив распределение тепла по поверхности основного металла.
После настройки сварочного аппарата TIG можно приступать к сварке. Начните медленно, не касаясь присадочного металла, пока электрод не создаст сварочную ванну. Продолжайте сварку, время от времени останавливаясь через каждые 10–15 сантиметров, чтобы основной металл остыл. Это предотвращает проблемы прогорания.
Насадки для сварки TIG
- В то время как любой вид вольфрама может работать, лучшим вариантом для алюминия является чистый вольфрамовый электрод.
- Подготовьте алюминий к сварке, очистив его от окисленного слоя и подогрев.
- Если вы используете аргон в качестве экрана, убедитесь, что горелка не получает его слишком много, потому что он создает дуги неправильной формы.
- Используйте радиатор для предотвращения деформации.
- Всегда очищайте присадочный электрод от загрязнений. Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.

2. Сварка алюминия MIG
Посмотреть этот пост в Instagram
Пост, которым поделился @mig_mistress91
Также известный как дуговая сварка металлическим газом (GMAW), это еще один распространенный метод дуговой сварки, используемый для сварки алюминия. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Однако в нем используется механическая система подачи проволоки, в которой для обеспечения подачи проволоки используется либо двухтактный пистолет, либо шпульный пистолет.
Факторы, которые необходимо учитывать при сварке алюминия методом MIG
- Толщина материала
- Защитный газ : Как и для сварки TIG, для сварки MIG также требуется защитный газ. Поскольку алюминий является цветным металлом, 100% аргон является идеальным защитным газом при сварке MIG. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
- Очистка : Прежде чем приступить к процессу сварки, необходимо тщательно очистить алюминий, удалив с поверхности любой мусор, в том числе грязь и смазочные материалы. Приступайте к удалению окислителя только после обезжиривания. Вы можете использовать либо ручную проволочную щетку, либо чашечную проволочную щетку, при условии, что это щетки из нержавеющей стали. Если вы выберете силовую проволочную щетку, уменьшите давление и скорость вращения, чтобы уменьшить смазывание поверхности. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.

- Используемый процесс: Наилучший процесс для использования при сварке MIG алюминия – это струйный перенос. Он заключается в переносе капель расплавленного металла с электрода в сварочную ванну. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
 Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.- Пистолет и подача проволоки : Перед сваркой алюминия методом MIG необходимо выбрать требуемую горелку и систему подачи проволоки. Обычно для подачи алюминиевой проволоки при сварке MIG используется шпульный пистолет или двухтактная система. Пистолет для катушки помогает исключить вероятность гнездования птиц, потому что он подает только несколько дюймов. С другой стороны, в двухтактной системе используется двигатель пистолета, который протягивает проволоку через направляющий канал, а двигатель механизма подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.
- Присадочный материал : Определите базовый алюминиевый сплав и условия, которым, вероятно, будет подвергаться конечный продукт. ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
 ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.Насадки для сварки алюминия методом MIG
- Всегда соблюдайте надлежащее расстояние между насадкой и изделием. Если возможно, рассмотрите возможность углубления контактного наконечника примерно на 1/8 дюйма внутрь сопла.
- При сварке алюминия методом MIG сварочная ванна и отражатель сильно нагреваются. Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
- Большие плетеные бусины не годятся для алюминия. Если вам требуются более крупные угловые сварные швы, используйте многопроходные прямые валики. Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
- При сварке MIG алюминия необходимо увеличить скорость перемещения горелки, так как основной материал нагревается во время сварки.

Альтернативные методы сварки алюминия
TIG и MIG могут быть распространенными методами сварки алюминия; однако существуют и другие типы сварочных процессов, которые могут работать с этим металлом, как показано ниже.
Лазерная сварка
Подобно другим процессам сплавления металлов, лазерные лучи могут плавить различные алюминиевые сплавы. Лазерный луч является одним из самых быстрых процессов сварки из-за высокой плотности мощности на поверхности материалов. Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Лазерная сварка обеспечивает быстрое и чистое сварное соединение и идеально подходит для металлов, склонных к растрескиванию, таких как алюминий. Защитные газы, необходимые для этого процесса, зависят от марки соединяемого алюминия.
Электронно-лучевая сварка
Этот процесс также подходит для получения быстрых и чистых сварных швов даже в очень толстых алюминиевых профилях. В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
Тем не менее, вы должны быть осторожны при выборе наполнителя, параметров сварки и конструкции соединения, чтобы свести к минимуму риск растрескивания чувствительных материалов, таких как алюминий.
Сварка трением
Это процесс плавления металлов, происходящий в твердом состоянии. Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Кроме того, процесс не требует защитного газа, поскольку материалы плавятся в твердом состоянии. Сварка трением обеспечивает превосходные механические характеристики по сравнению с другими методами сварки плавлением.
Заключение
Алюминий имеет множество применений в технике благодаря своей проводимости и коррозионной стойкости. Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Сварка MIG и TIG — самые популярные методы сварки алюминия. Они могут производить чистые и точные сварные швы. Однако существуют и другие альтернативные процессы, такие как лазерный луч, электронно-лучевая сварка и процессы сварки трением.
При работе с TIG ключевой задачей является очистка поверхности, поскольку она определяет качество производимого сварного шва. Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Имейте в виду, что некоторые из этих методов сварки сильно нагреваются, поэтому при сварке алюминия важно надевать защитное снаряжение.