Сварка тонкого металла инвертором
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Схема дуговой сварки тонкого металла.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Читайте также:
Как производится полуавтоматическая сварка.
В чем особенности сварки алюминия аргоном.
Об электрошлаковой сварке читайте здесь.

Сварка тонкого металла: каковы сложности работы
Схема непрерывистой роликовой сварки.
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Схема сварочного электрода.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
Устройство сварочного инвертора.
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл – далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая импульсная сварка. Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Вернуться к оглавлению
Сварка тонкого металла: практические советы профессионалов
Когда выполняются работы с применением инвертора, нужно помнить, что он работает на постоянном токе, который дает электрическую дугу.
Прибор может подавать два вида заряда:
- положительный;
- отрицательный.
Схема газовой сварки тонкого металла.
Данное свойство может помочь, когда необходимо сваривать тонкие детали. При установке положительного заряда на свариваемом металле можно добиться его сильного нагрева. В случае если подать на электроды положительный заряд, они будут испытывать основную нагрузку, начнут быстро нагреваться и сгорать.
Именно от подключения заряда очень многое зависит при выполнении работы. Мастера, имеющие большой опыт, рекомендуют плюс подавать на электрод. Тогда действие сварки будет меньше всего воздействовать на металл, однако при этом требуется правильная регулировка силы тока. При правильных действиях во время движения электрода будет получаться широкая полоса, возникновение сквозного прожига сведется к минимуму.
Для качественной и надежной сварки тонкого металла требуется постоянное наблюдение за электродом, нужно все время смотреть, какой получается шов.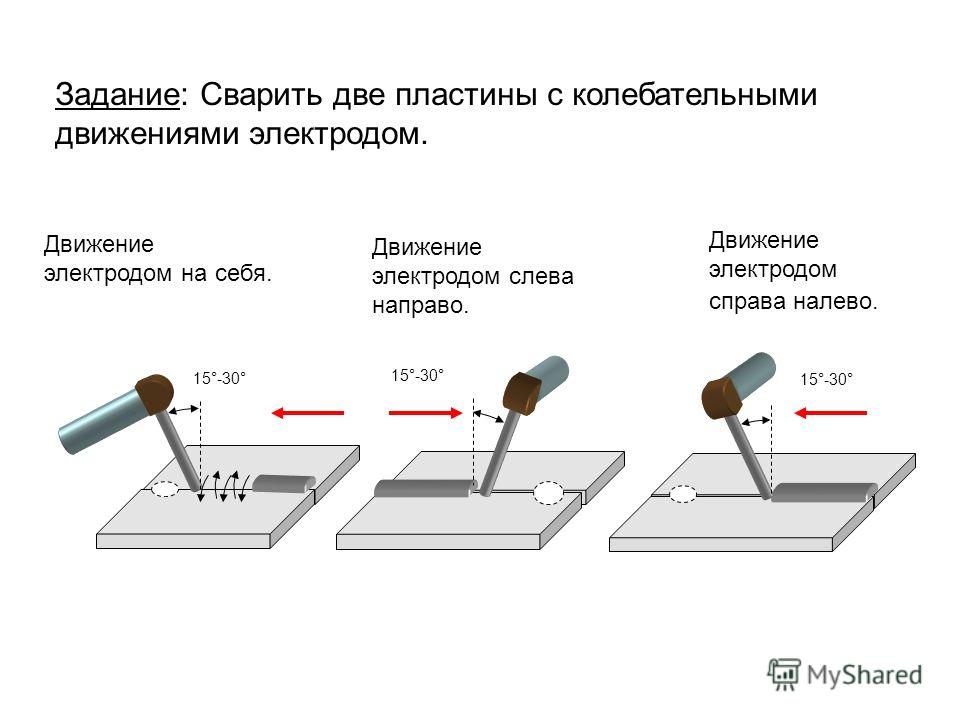 Только в таком случае удастся провести сварку в соответствии с требованиями технологии и получить на поверхности металла ровный, красивый шов.
Только в таком случае удастся провести сварку в соответствии с требованиями технологии и получить на поверхности металла ровный, красивый шов.
Чтобы получить хороший обзор, держать электроды нужно под углом приблизительно 30° к плоскости свариваемых деталей.
Сначала нужно электрод приставить к поверхности сварки на минимальное расстояние. Подождать пока не возникнет красная капля металла, она и будет соединять две детали.
Затем нужно плавно вести электрод со скоростью, при которой капля не будет изменять свой размер и оттенок и будет двигаться вслед за рукой. Иными словами, происходит скрепление шва очередью таких капель, которые в результате образуют непрерывающуюся ровную линию.
У новичка такое сразу не получится. Однако можно смело сказать, что после небольшой практики, это станет доступным. Шов будет ровным и красивым. Самое главное – терпение и желание добиться своего.
Как варить тонколистовой металл сварочным инвертором
✅ Дата публикации: 25. 11.2019 | 📒 Сварка | 🕵 Комментариев нет | 👁2 просмотров
11.2019 | 📒 Сварка | 🕵 Комментариев нет | 👁2 просмотров
Как варить тонколистовой металл инвертором
Содержание статьи:
- 1 Подготовка к сварке тонкого металла
- 2 Как варить тонколистовой металл инвертором
- 3 Процесс выполнения сварочных работ
Тонкий металл или как его ещё называют «тонколистовой», получил широчайшее применение не только в автомобилестроении, но и в быту. Поэтому очень часто приходится сталкиваться с тем, что необходимо сваривать заготовки из очень тонкого металла. О том, как варить тонколистовой металл и будет рассказано в этой статье строительного журнала samastroyka.ru.
Подготовка к сварке тонкого металла
Если вы начинающий сварщик и ещё не сталкивались со сваркой тонколистового металла, то вам обязательно нужно потренироваться на ненужных металлических заготовках, толщиной не более 2 мм. Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
В любом случае, подходить к выполнению сварочных работ, нужно тщательно подготовившись. Наличие кожаных термостойких перчаток на руках, маски сварщика и невоспламеняющейся одежды — обязательное условие техники безопасности при сварке.
Также не забывайте и о других мерах безопасности. Если сварочные работы осуществляются в закрытом помещении, то в нем должна быть достаточная вентиляция. Место сварки не должно быть загромождено легковоспламеняющимися предметами, а поблизости, обязательно должен находиться рабочий огнетушитель или ведро с водой.
Как варить тонколистовой металл инвертором
Для сварки тонкого металла в домашних условиях предпочтительно использовать инверторный сварочный аппарат. Возможность менять полярность на инверторе даёт неплохие результаты при сваривании тонкого металла. Плюс ко всему, сварочный шов полученный инвертором более ровный и аккуратный, чем при сварке на переменном токе.
Как бы там ни было, но перед тем, как начать работу, убедитесь в том, что для сварки тонколистового металла подобраны правильные электроды (диаметр), и выставлен соответствующий этому значения, сварочный ток на инверторе. Оптимальным значением сварочного тока для электродов диаметром 1,6-2 мм, будет значение в 30-40 А.
Так же, как было отмечено выше, меняя режим подключения инвертора можно добиться лучших результатов при сварке тонколистовых металлов. Рекомендуется для этого использовать обратную полярность при подключении инвертора (электрод подключается к «+», а масса к «-» сварочного инвертора).
Таким образом, можно исключить прожог тонкого металла при сварке и получить красивый и ровный сварочный шов.
Процесс выполнения сварочных работ
После подготовки можно приступать к сварке тонколистового металла инвертором:
- При сварке тонколистового металла необходимо выдерживать все время короткую сварочную дугу и достаточно высокую скорость сварки.
 Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.
Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге. - Каждый раз, нанося сварочный шов, необходимо использовать металлическую щётку, которая поможет избавиться от шлака и его следов на металле.
- Вначале рекомендуется точечно прихватить металл в местах его соединения. Таким образом, есть вероятность того, что тонкий металл не поведёт при наложении основного шва.
- Если необходимо варить очень тонкий металл (менее 2 мм), то делать это рекомендуется только точечными прихватками. Данный процесс продолжается до тех пор, пока прихватки не начнут перекрывать друг друга, и не образуют тем самым, сплошной сварочный шов. Только после этого можно наносить второй шов для герметичности, если она требуется.
- Рекомендуется осуществлять наложение сварочного шва при сварке тонкого металла — снизу вверх, а сам металл, для удобства выполнения работ, немного наклонить в сторону, относительно горизонтальной поверхности.
 Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.
Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.Сварка тонколистового металла, достаточно сложная работа, которая требует не только качественных расходных материалов, но и опыта. Только при наличии определённых знаний и набитой руки, получится качественно варить тонкий металл без прожога и свищей.
Только при наличии определённых знаний и набитой руки, получится качественно варить тонкий металл без прожога и свищей.
Можете ли вы использовать сварочный аппарат для кузовных работ?
Как сотрудник Amazon я зарабатываю на соответствующих покупках. Мы рекомендуем только продукты, которые мы тщательно исследовали и которые будут полезны нашим читателям.
Сварка листового металла требует использования проволоки или сварочного аппарата TIG. Это, пожалуй, самый эффективный способ сварки панелей кузова автомобиля.
Однако, если у вас нет проволоки, вы можете использовать сварочный аппарат TIG для кузовных работ.
Сварка стержнем требует, чтобы вы поместили стержень проволоки между двумя пластинами, кончик которых касается металла. Это немного сложно и требует небольшого навыка, но отлично подходит для большинства кузовных работ.
Он также может помочь с стыками или изгибами автомобилей, например, боковыми юбками вашего автомобиля, и рядом других распространенных кузовных работ. На самом деле, сварка стержнем является предпочтительным методом для многих сварщиков кузовов автомобилей!
На самом деле, сварка стержнем является предпочтительным методом для многих сварщиков кузовов автомобилей!
В этом разделе мы рассмотрим некоторые практические шаги, которые вы можете предпринять, чтобы сделать это безопасно, не подвергая свой автомобиль риску повреждения.
Бестселлер № 1 Сварочный аппарат ARCCAPTAIN Stick, [большой светодиодный дисплей] Сварочный аппарат ARC/Lift TIG 200 А с синергетическим управлением, инвертор IGBT Портативный сварочный аппарат MMA 110 В/220 В с горячим пуском, форсированием дуги и защитой от прилипания- 【ПРОСТОЙ В ИСПОЛЬЗОВАНИИ】Интеллектуальный светодиодный экран,…
- 【СИНЕРГЕТИЧЕСКОЕ УПРАВЛЕНИЕ】Этот сварочный аппарат может…
- 【ПОРТАТИВНЫЙ И ЛЕГКИЙ】Этот сварочный аппарат супер…
Последнее обновление на 08.07.2023 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Определение лучшего стержня
Для начала вам необходимо определить, какой тип стержня лучше всего подходит для ваших сварочных работ и каков идеальный размер стержня.
Для справки см. нашу таблицу силы тока электродов.
Когда дело доходит до удаления ржавчины, это может быть непросто, так как вы можете отшлифовать слишком много материала перед его очисткой. Для быстрого кузовного ремонта лучше всего просто сварить и не заморачиваться удалением ржавчины.
В большинстве случаев стержень 6011 работает лучше, чем стержень 7018, потому что позволяет двигаться намного быстрее.
В любом случае имейте в виду, что сварной шов будет прочнее остального материала, поэтому он, вероятно, будет хорошо держаться вместе без стачивания ржавчины перед сваркой.
Принятие необходимых мер предосторожности для предотвращения накопления тепла
Пожалуй, наиболее серьезной проблемой, с которой вы столкнетесь при использовании сварочного аппарата для кузовных работ, является накопление тепла. Слишком много тепла влияет на материал, поэтому вы хотите избежать этой проблемы, двигаясь быстрее.
Вы можете попробовать использовать движение хлыста. Двигаясь вперед и назад, следуя направлению сварки, вы снижаете риск ожога.
Двигаясь вперед и назад, следуя направлению сварки, вы снижаете риск ожога.
Это должно быть вашей главной заботой, независимо от направления сварки. На очень тонких листах хлесткое движение также работает вниз, поэтому не бойтесь использовать этот метод сварки.
Проверьте свои настройки, чтобы предотвратить повреждение
Поскольку поиск подходящей техники требует некоторой практики, вы можете взять кусок листового металла и проверить его, пока не получите правильный температурный режим.
Только когда вы уверены, что не прожжете материал, можно приклеивать сварные швы на панели кузова автомобиля.
По мнению некоторых профессиональных сварщиков, если вы используете сварочные прутки 6011 для тонколистового металла, вы обнаружите, что оптимальная температура нагрева составляет около 80-90 ампер. Кроме того, вы с большей вероятностью повредите панель. Кроме того, всегда убедитесь, что вы носите надлежащее защитное снаряжение и сварочный шлем.
Заключение
Как видите, сварка автомобильных кузовных деталей возможна, но требует большой осторожности и определенной практики. Как только вы поймете это, вы обязательно проделаете большую работу.
Как только вы поймете это, вы обязательно проделаете большую работу.
Amazon и логотип Amazon являются товарными знаками Amazon.com, Inc или ее дочерних компаний.
Похожие сообщения
TIG сварка нержавеющей стали? Инвестиции в три области могут помочь
Инвестиции в инверторные источники питания, импульсную технологию и даже в смеси аргон/водород в качестве защитного газа могут обеспечить сварщикам TIG и владельцам цехов, работающих с нержавеющей сталью, краткосрочные и долгосрочные преимущества. Getty Images
Сварка нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW), также известной как TIG, часто становится делом деликатным.
Вы не хотите слишком сильно нагревать нержавеющую сталь, которая обычно является более чувствительным материалом для работы. В связи с этим очень важны расчеты подводимой теплоты и отопления.
Здесь играет роль скорость перемещения сварного шва. Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Инвестиции в небольшие и портативные инверторные источники питания, пульсирующие и даже аргонно-водородные защитные газы могут помочь вам оптимизировать тепловложение, скорость перемещения и глубину провара, что принесет пользу как сварщикам TIG, так и владельцам цехов.
Инверторные источники питания и портативность
Для многих работа с нержавеющей сталью означает работу с трубами и трубопроводами на таких объектах, как птицеперерабатывающие заводы, водочные заводы, микропивоваренные заводы, фармацевтические предприятия и другие.
Большая часть работы теперь может выполняться на месте, часто с использованием более крупного сварочного оборудования. В конечном счете, однако, в большинстве приложений вам потребуется отправиться на место работы, где большие трансформаторные машины неудобны из-за требований к входной мощности и логистики мобильности.
«Во-первых, они очень тяжелые, — сказал Эндрю Пфаллер, руководитель сегмента Miller Electric. «Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
Портативные инверторные источники питания обычно весят менее 50 фунтов — значительно меньше, чем трансформаторная машина. — Размером с коробку для завтрака, — сказал Пфаллер. Большинство из них будут на 150, 160 или 200 ампер, потому что полевые работы обычно можно выполнять с 200 амперами или меньше.
«Как правило, вы можете самостоятельно переносить инверторную машину на рабочую площадку, не используя вилочный погрузчик и не прибегая к помощи кого-либо. Если вы сможете сделать это с одним человеком вместо двух, это значительно повлияет на вашу производительность и прибыль», — сказал он.
Импульсный режим обеспечивает контроль и уменьшает задержку дуги
Наряду с портативностью инверторная технология позволяет использовать импульсы на более высоких частотах. Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Наряду с портативностью инверторный источник питания позволяет пульсировать на более высоких частотах, что в конечном итоге может дать вам лучший контроль направления и уменьшить задержку дуги. Miller Electric
Пфаллер сказал, что все, что выше 100 импульсов в секунду, даст вам лучший контроль направления.
«Если вы пытаетесь выполнить угловой шов, внутренний угловой шов или соединение T-K-Y, например, в трубах, это позволяет вам направить дугу и сварить там, где вы хотите», — сказал он.
«В санитарно-технических трубопроводах, которые широко используются в пищевой промышленности и производстве напитков, а также в производстве молочных продуктов, все они изготовлены из тонкостенной нержавеющей стали с относительно низким током; у вас не так много силы в дуге от силы тока. Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Использование генератора импульсов помогает уменьшить «запаздывание дуги», когда сварочная дуга отстает в том месте, куда направлен электрод и где на самом деле образуется сварочная ванна.
«Возможно, это плохое описание, но это почти как опьянение. Ваш мозг думает об одном, но ваше тело отстает в своей реакции», — сказал Пфаллер. «Материал в этих никелевых сплавах ведет себя одинаково в том смысле, что он медленно реагирует на ваши входные данные.
«Использование генератора импульсов может привести к взбалтыванию лужи, что уменьшает задержку и задержку лужи. Итак, что это значит для кого-то? Это может означать лучшее качество сварки, потому что теперь сварка идет туда, куда они хотят. У них может быть более высокая скорость движения, потому что теперь они не ждут, пока эта лужа нагонит их».
Импульсный режим снижает тепловложение сварного шва, что может уменьшить степень деформации. По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
«Если у вас есть сварочный шов, и вы делаете сварочную ванну намного большего размера, чем необходимо, эта ванна сжимается, а когда она затвердевает, это вызывает чрезмерную деформацию», — сказал он. «Это искажение часто приводит к той или иной форме переделки или процесса выпрямления, которые не учитывались. Компании тратят много времени на исправление или выравнивание деталей после сварки и до того, как они смогут выполнять последующие операции».
Стоит ли попробовать смесь аргона и водорода?
Исторически сварщики TIG использовали аргон в качестве защитного газа при работе с нержавеющей сталью. Однако в некоторых случаях, таких как сварка тонкостенных труб, некоторые производители перешли на смесь водорода с низким процентным содержанием. В этом сценарии от 1% до 2% водорода смешивается с аргоном.
Пфаллер сказал, что он видел растущее использование смеси защитного газа аргон/водород.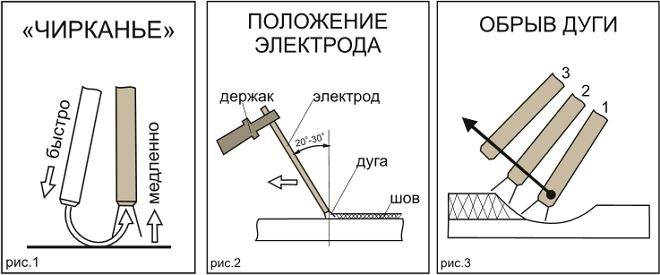 Эта смесь создает больше тепла для изменения профиля провара.
Эта смесь создает больше тепла для изменения профиля провара.
«Люди, занимающиеся изготовлением сантехнических труб или тонкостенных труб, будут использовать квадратное стыковое соединение, а не делать на трубе скос. Затем они используют защитный газ, смешанный с водородом, и получают дополнительное проникновение, чтобы практически исключить эту подготовку соединения», — сказал он.
Эта смесь должна использоваться только со сплавами из нержавеющей стали, добавил он.
В отличие от гелия, который в настоящее время сталкивается с нехваткой запасов, запасы водорода и аргона не вызывают беспокойства, учитывая их относительное изобилие в атмосфере.
Некоторые предприятия решили смешивать его самостоятельно, сказал Пфаллер. Он предупредил магазины, чтобы они тщательно обдумали это, учитывая воспламеняемость смеси при более высоких концентрациях.
«Те, кто исследует его смешивание, должны принять необходимые меры предосторожности, чтобы убедиться, что они поддерживают очень низкий процент в смеси защитного газа», — сказал он. «Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
«Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
Долгосрочная экономия на эксплуатации
В конечном счете, внесение изменений в эти области принесет больше финансовых выгод, чем стремление сэкономить на расходных материалах или замене чашек горелки TIG, сказал Пфаллер.
Многие люди, с которыми разговаривает Пфаллер, не вносят изменений, потому что на сварку приходится около 10% операций их мастерских. Если скорость сварки улучшится на 10 %, это составит примерно 1 % экономии в общем объеме операций.
Преимущества, возникающие при переходе на инверторные источники питания и импульсный режим, включают устранение операций, не добавляющих ценности, использование более агрессивного профиля соединения, устранение скосов на трубах и достижение полного проплавления квадратного стыкового соединения.