Как сварить полипропиленовые трубы: схема и полезные советы
Полипропиленовые трубы и фитингиПластиковые трубы в системе отопления стали использоваться сразу, как только они появились на рынке. О преимуществах данного вида изделий говорить много не нужно, поскольку сама жизнь сделала их наиболее популярными и лучшими на сегодня. Нас же будет интересовать один вопрос, который волнует многих потребителей — как правильно сварить полипропиленовые трубы, чтобы они прослужили долго. Ведь именно этот вид труб сегодня делает возможным их монтаж своими руками без потери качества работ.
Но не все так просто, как может показаться на первый взгляд. Поэтому будем разбираться в этом вопросе досконально.
Сварка полипропиленовых труб
Начнем с того, что для соединения полипропиленовых труб вам обязательно понадобятся пластиковые фитинги. Без них данный процесс не провести. Это переходные элементы в виде угольников, тройников или муфт.
Самое важное для новичков — понять, что сами трубы нагреваются снаружи, а фитинги только изнутри.
Некоторые задают вопрос — можно ли спаять две трубы без фитинга? В принципе, стык в стык запаять трубы можно, и такая технология существует. Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
Этапы сварки
В первую очередь разогревается сварочный аппарат. Но перед этим на него надевается специальная насадка, которая представляет собой нагревательную пару в виде муфты и дорна. В зависимости от того, какого диаметра трубы, надевается и соответствующая насадка. Опытные мастера аппарат прочно закрепляют на станине, чтобы он не двигался, потому что при сварке на него будут действовать определенные механические нагрузки.
Затем сварочный аппарат включается в розетку напряжением 220 вольт, а тумблером устанавливается необходимая для сварки температура. Обычно это 260С.
Каких важных критериев правильной сварки вы должны придерживаться?
- Точно выдерживать время нагрева материала. Чуть меньше или чуть больше, и за качество можно уже не отвечать.
- Соблюдение температурного режима.
Кстати, специальная насадка для сварочного аппарата — это прибор, одна сторона которого нагревает внутренний диаметр трубы, а вторая внешний. Для пайки двух труб без использования фитингов вам понадобится соответствующая насадка. Это для информации.
Теперь, когда сварочный аппарат готов, можно переходить к процессу сварки. Для этого одновременно нужно на дорны насадки надеть с одной стороны конец трубы, а с другой фитинг. Запомните, что это делается одновременно. Вставлять в насадку два предмета надо с небольшим усилием и давить до тех пор, пока они оба не упрутся в ограничительную планку с каждой из своих сторон. Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Внимание! Нельзя стыковать трубу и фитинг между собой, прокручивая их друг относительно друга. Нужно просто один вставить в другой, доведя соединение по длине до конца. Именно это дает гарантию, что стык будет стопроцентно герметичным.
Некоторые особенности
Этапы варки трубЕсли проводятся ремонтные работы в системе отопления, где смонтированы полипропиленовые трубы, то велика вероятность, что на стыке труб может оказаться вода. Варить такой стык нельзя, потому что вода под действием высоких температур превращается в пар. А он обязательно в теле стыка образует воздушные поры, которые снижают качество и герметичность соединения.
Опытные мастера, чтобы избавиться от влажности внутри трубы, используют обычный хлебный мякиш. Они из него делают пробку, которая поглощает воду. Как только отопительная система начнет работать, мякиш попросту растворится в теплоносителе.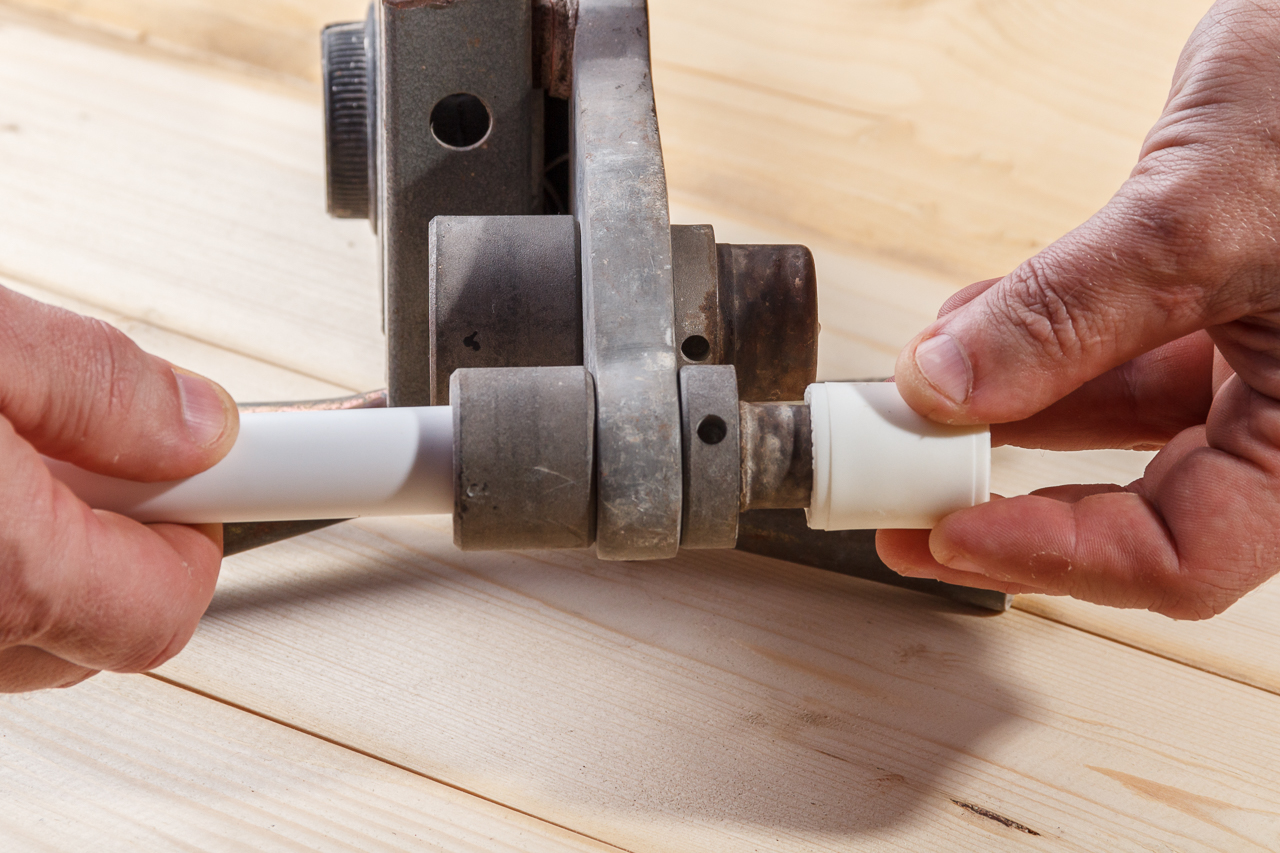 Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Теперь несколько слов о времени для сварки. Период, который выделяется на нагрев трубы и фитинга зависит от толщины изделий и их диаметра. Понятно, что на толстые трубы времени уйдет больше, чем на тонкие. Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
И еще один момент. При нагреве полипропиленовых труб происходит их линейное расширение. Обычно один стык удлиняется на 5 миллиметров, и это необходимо учитывать при проведении монтажного процесса. Есть в линейке пластиковых изделий полипропиленовые трубы с металлическим армирующим слоем. Так вот они не имеют линейного расширения, поэтому среди производителей и специалистов носят название стабильных.
Полезные советы
Монтаж ПЕ труб- Монтаж полипропиленового трубопровода обычно проводится участками и зависит от конфигурации проводки отопительной системы.
 Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м. - Оптимальный вариант — насаживать полипропиленовые трубы на специальные пластиковые хомуты. Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
- Рекомендуем перед началом сваривания трубной системы, если вы в этом деле новичок, немного потренироваться. Для этого купите несколько лишних фитингов, отрежьте от трубы несколько кусков и попробуйте их сварить. Обязательно тщательно подготовьтесь. Приобретите все необходимые элементы в большем количестве, чем требуется.
- Точно по схеме разрежьте полипропиленовые трубы и разложите их по требуемому порядку. Концы труб и фитингов очистите от грязи и пыли. Если обнаружили масляные пятна или включения, обязательно обезжирьте их, используя любой растворитель. Если вы будете сваривать пластиковые трубы с металлическим армированием, то верхний полипропиленовый слой и металлический на концах труб надо обязательно снять.
- Ни в коем случае не пытайтесь остудить стык какими-нибудь быстрыми способами — холодным воздухом или водой. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
- И последнее — это соосность. Старайтесь сварить трубы так, чтобы они представляли собой прямолинейный отрезок. Нарушение данного показателя может привести к образованию складок, трещин и других дефектов, снижающих качество проведенной работы.
 Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
Заключение по теме
Как видите, ничего сложного нет. Но обязательно прислушайтесь к тем советам, которые прозвучали в статье. Сварочный стык — это не резьбовое соединение, которое можно легко разобрать и переделать. Если уж что-то пошло не так, то это потребует дополнительных расходов — и временных, и трудовых, и денежных. Так что не стоит торопиться, сваривая полипропиленовые трубы не спеша.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.

Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.

Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: “Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов”.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.

Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
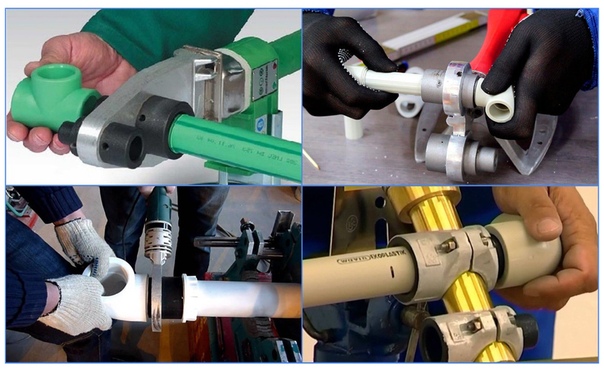
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе..jpg)
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: “Какие пропиленовые трубы используют для отопления и водоснабжения”.
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: “Правила и технология сварки полипропиленовых труб – важные особенности”). .

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.
 Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.
Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах “ИНСТАЛ”. Разделы / Учебные материалы |


 При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту.
При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов.
В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Время, за которое это произойдет, также зависит от диаметра.
Время, за которое это произойдет, также зависит от диаметра.
Как сварить пластиковые (полипропиленовые) трубы поэтапно
Полипропиленовые трубы используют в водоснабжении, в оросительных и дренажных системах, отоплении жилищ. Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
Полипропиленовые трубы обладают неоспоримыми достоинствами. А именно:
А именно:
- соединяясь при помощи сварки, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб в процессе эксплуатации не изменяется;
- изделия обладают высокой устойчивостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем для других пластиковых изделий.
Недостатки полипропиленовых труб связаны в основном с неправильным подбором деталей и некачественным выполнением монтажа.
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
[include title=”РСЯ – в записи”]
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH – вентиляция, холодное водоснабжение.
- PPB – системы холодного водоснабжения, отопление.
- PPR– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Для сварки необходимы следующие инструменты:
- рулетка;
- маркер;
- ножницы или роликовый труборез для нарезания труб необходимой длины;
- зачистка для армированных труб;
- сварочный аппарат с насадками различного диаметра.
Так выглядит аппарат для сварки полипропиленовых труб
Как подготовить трубы ↑
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Все свариваемые детали должны быть чистыми. Даже крупица песка, попавшая в шов, может быть причиной порыва трубопровода в дальнейшем.
Подготовка сварочного аппарата ↑
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
[include title=”РСЯ – в записи”]
Во время процесса сварки необходимо проводить контроль температуры нагрева аппарата.
Из чего состоит процесс сварки? ↑
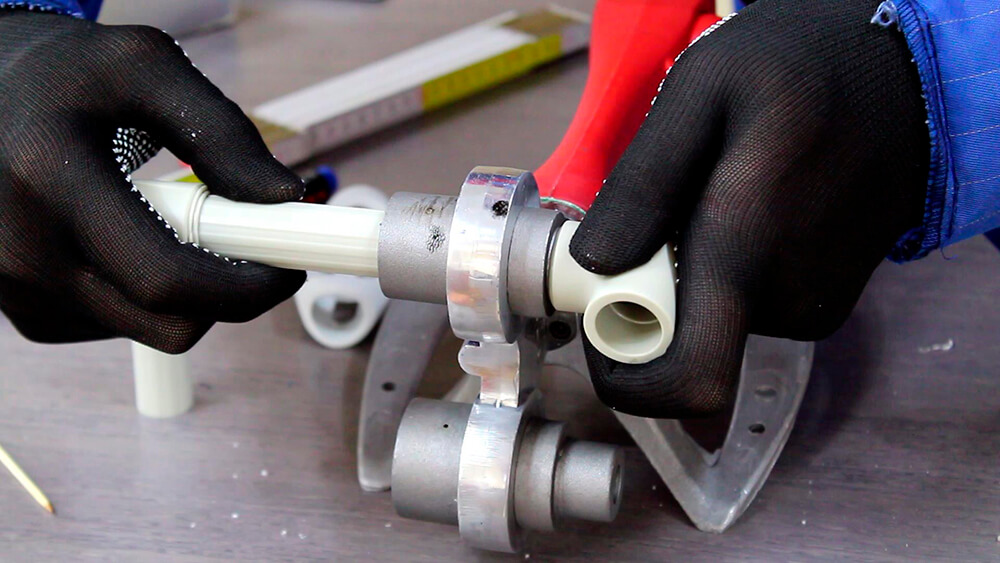
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
На готовом соединении деталей не должно быть «наплывов» внутри трубы. Они снижают пропускную способность трубопровода.
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления.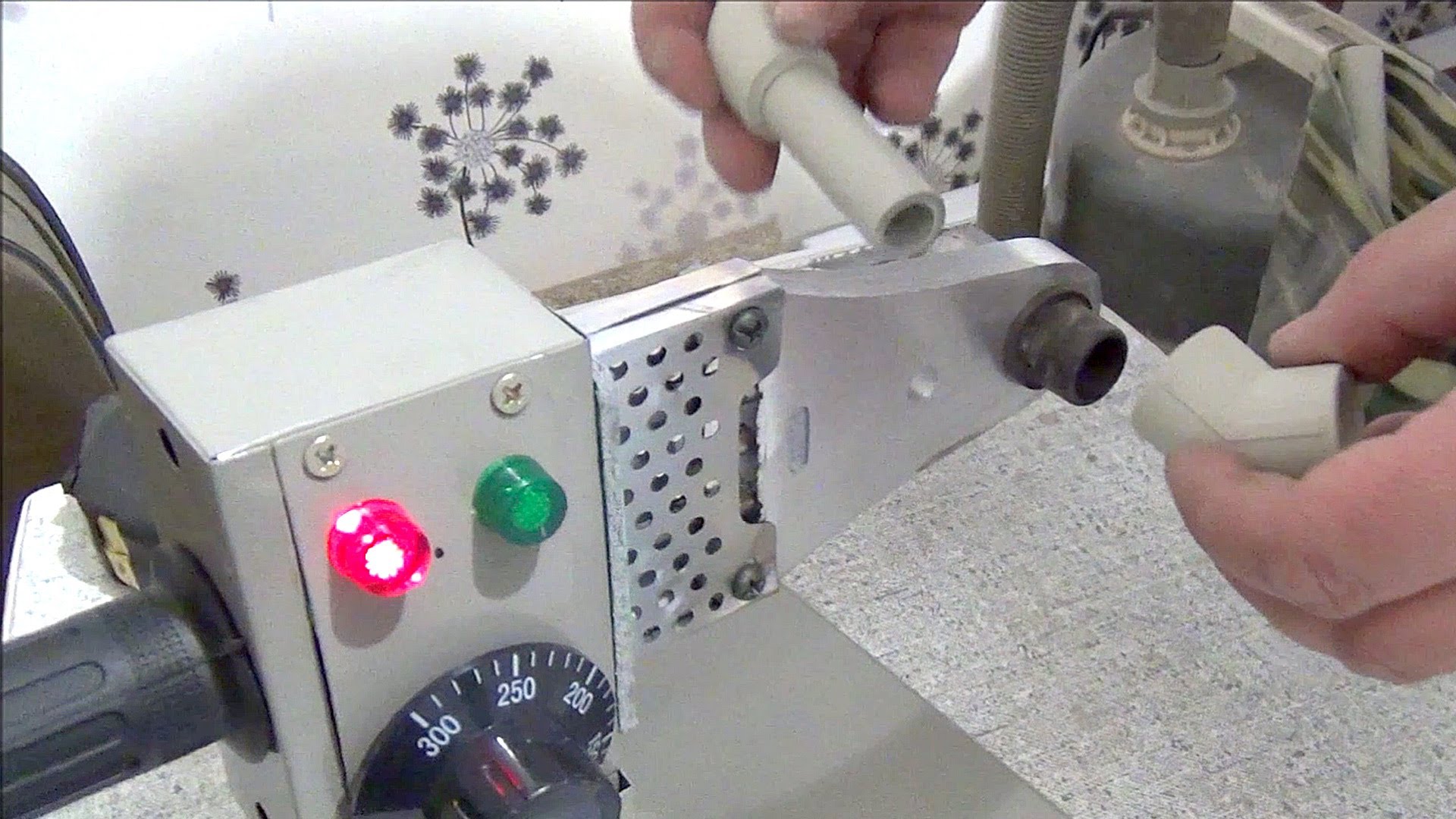 Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
 youtube.com/embed/DLF4kRIOPJ8″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/DLF4kRIOPJ8″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
-
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
-
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.

В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Технология сварки полипропиленовых труб для пожарного водопровода.
Монтаж систем пожаротушения
1. Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
2. Поместить полипропиленовую трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
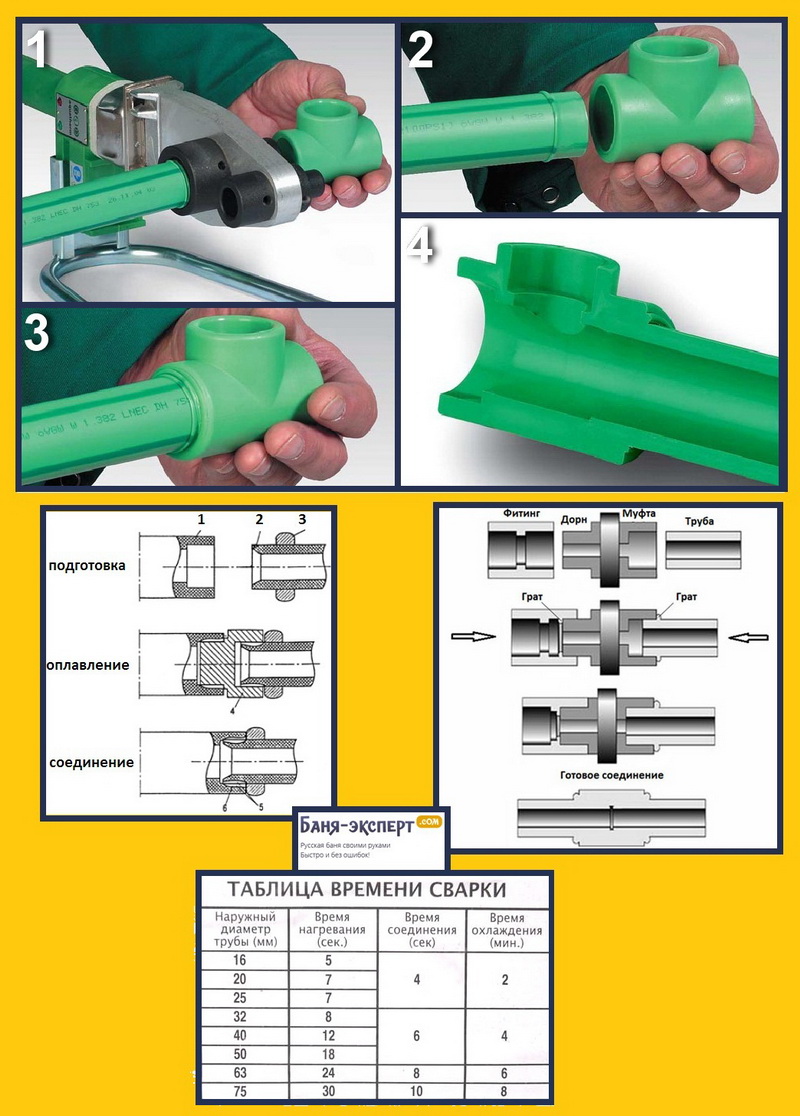
Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260 °C:
| Наружный диаметр трубы (мм) | Время нагрева (с) | Время сварки (с) | Время охлаждения (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 18 | 5 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 6 | 7 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 9 |
3. По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
Полипропиленовые трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и в избежание осевых поворотов.
Время сварки начинается в момент соединения полипропиленовой трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть.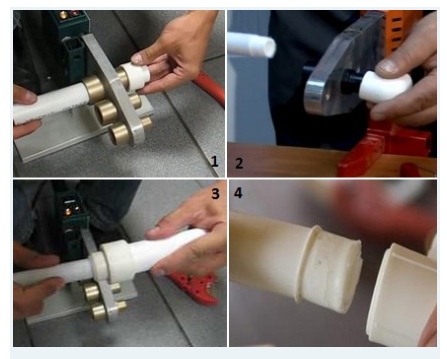 На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.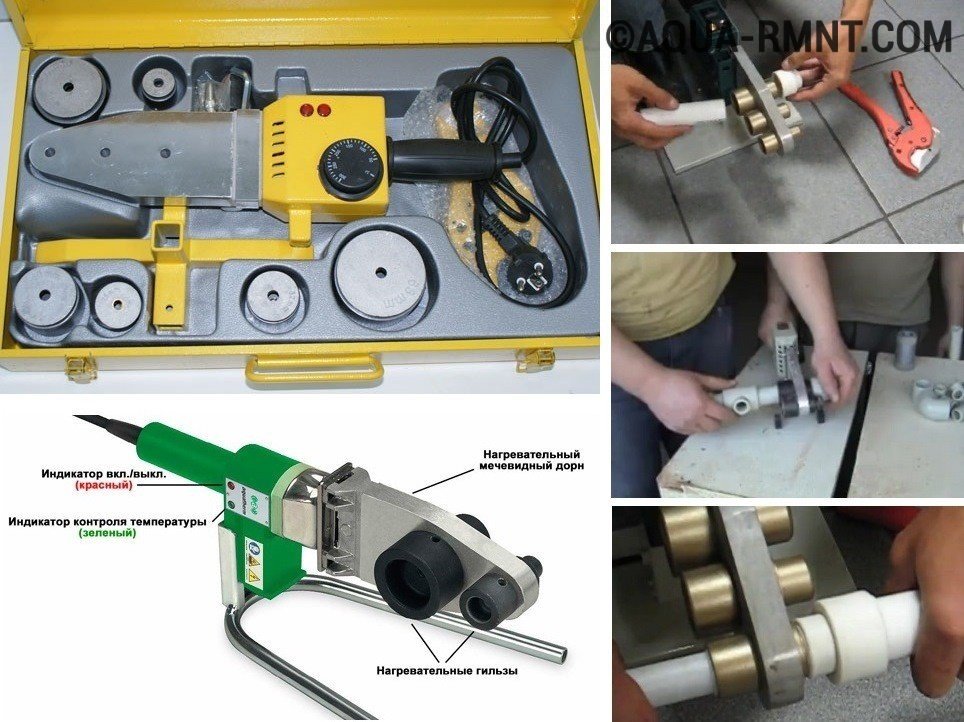
Читайте также 🛠🏠
Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, который является упругим, стабильным и обладает способностью выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид – прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.

Что лучше всего связывает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика. Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы. Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит долговечность сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений.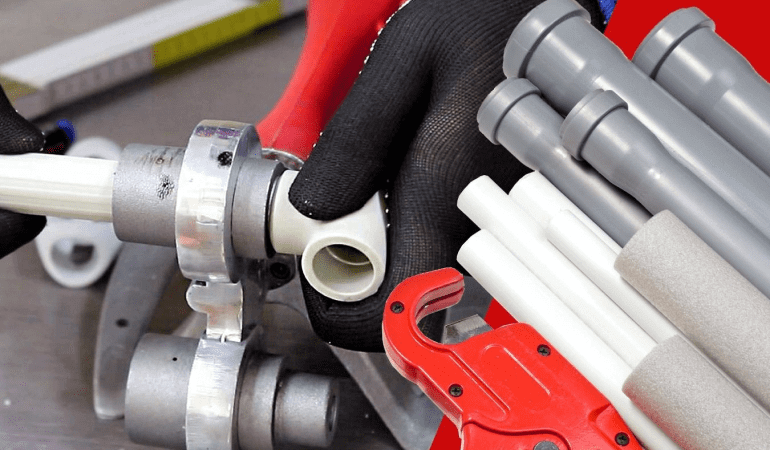 Например, вы можете использовать сварные швы в медицине для транспортировки газов и химикатов через малогабаритные жизненно важные компоненты.
Например, вы можете использовать сварные швы в медицине для транспортировки газов и химикатов через малогабаритные жизненно важные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов. Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно сплавить вместе, если два куска пластика сделаны из одного материала.Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Использование паяльника для сваривания двух пластиков не рекомендуется, так как образовавшаяся связь будет слабой и не пригодна для транспортировки большинства жидкостей, газов или других химикатов. Вы не получите прочного соединения с помощью паяльника, поэтому мы не рекомендуем это делать.
Десятилетия опыта в сварке пластмасс
Если вам нужен опыт в производстве пластмасс, это одна из наших специализаций уже более 30 лет. Наша команда экспертов прошла перекрестный тренинг по сварке пластмасс и металлов, что означает, что мы предложим квалифицированное руководство по вашему следующему проекту.
Наша команда экспертов прошла перекрестный тренинг по сварке пластмасс и металлов, что означает, что мы предложим квалифицированное руководство по вашему следующему проекту.
Сварка пластмасс – палочка, литье под давлением, экструзия, плавление, вращение, ультразвуковая
Шесть основных методов сварки пластмасс, которые распространены в сегодняшней производственной среде, – это сварка палкой, литьевая сварка, экструзионная сварка, сварка плавлением, спиновая сварка и ультразвуковая сварка. Сварка. У каждого из этих методов есть своя рыночная ниша, основанная на особенностях каждого типа сварки.
Сварка палкой сегодня очень распространена в магазинах, и для ее сварки требуется только ручной аппарат для сварки горячим воздухом и сварочный стержень или стержень из того же материала. По мере того, как горячий воздух нагревает поверхность двух соединяемых частей, оператор позволяет нагреть конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень вдоль шва и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку. Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
вниз в горячий шов, чтобы завершить сварку. Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
и сварка экструзией очень похожи в том, что они предварительно нагревают сварочный стержень или пластиковые гранулы, а затем проталкивают расплавленный пластик в шов или вдоль него для создания соединения. Эти методы обычно используются для материалов большего размера и толщины, где требуется большая прочность сварного шва, таких как глубокие резервуары, водные и химические лотки, а также футеровки кузовов коммерческих грузовиков. Эти сварные швы не так красивы, как сварные швы, но очень прочные.
Сварка плавлением – это метод соединения, при котором края обеих соединяемых деталей одновременно нагреваются с помощью термоэлемента с тефлоновым покрытием.Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут. Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.
Процесс центробежной сварки включает создание тепла от трения в шве двух частей, которые должны быть соединены, буквально вращая одну или обе части, когда они соприкасаются. Когда части станут мягкими, их прижимают друг к другу, пока они не остынут для прочного соединения.Спиновая сварка обычно используется для небольших деталей, отлитых под давлением. В то время как простая ручная дрель может использоваться для изготовления центробежных сварных швов для любителей или прототипов, обычно создается специальный инструмент, позволяющий центробежному сварочному аппарату захватывать две части и прикладывать необходимое количество силы в тот момент, когда пластик становится горячим и достаточно мягкий, чтобы склеить.
Последний упомянутый метод сварки пластмасс – ультразвуковая сварка. Ультразвуковая сварка использует высокочастотные звуковые волны для вибрации двух частей, пока они не соединятся.Шов обычно производится за одну-пять секунд. Благодаря быстрому циклу сварки Sonic Welding может быть достаточно эффективным и экономичным для производства в больших количествах. Ультразвуковые сварочные аппараты дороги, и обычно для каждой отдельной детали требуется специальный рог, поэтому, если не будет большого количества одинаковых деталей, это может быть дорого. Ультразвуковые сварные швы могут быть почти невидимыми на одних деталях или очень заметными на других, например, при сварке типичного U.S. Почтовая служба пластиковая почтовая корзина.
Ультразвуковые сварочные аппараты дороги, и обычно для каждой отдельной детали требуется специальный рог, поэтому, если не будет большого количества одинаковых деталей, это может быть дорого. Ультразвуковые сварные швы могут быть почти невидимыми на одних деталях или очень заметными на других, например, при сварке типичного U.S. Почтовая служба пластиковая почтовая корзина.
Pipe Fusion – ПНД, PP-R Poly Piping Fusion
Обладая более чем 40-летним опытом сварки полиэтиленовых труб, компания Ferguson является лидером в области комплексных решений для сварки труб из полиэтилена высокой плотности и полипропилена. Наши высококвалифицированные сотрудники готовы помочь вам завершить ваши проекты безопасно и эффективно: от услуг по сварке на месте до систем сборных труб по индивидуальному заказу. Откройте для себя наше полное предложение услуг по сварке труб и узнайте, какую выгоду вы получите, сотрудничая с нами в своем следующем проекте с HDPE.
Сварка труб на стройплощадке
В некоторых местах наша собственная команда опытных технических специалистов может выполнить сварку труб для вас на
ваша рабочая площадка. Вы можете расслабиться, зная, что наши полевые техники имеют самые современные навыки обучения сварке.
на трубе HDPE и PP-R. Ссылки и квалификация могут быть предоставлены по запросу. Мы также предлагаем регистрацию данных для
все сварные швы для подтверждения качества сварки. Наши технические специалисты предоставляют ряд услуг по сварке, в том числе:
Вы можете расслабиться, зная, что наши полевые техники имеют самые современные навыки обучения сварке.
на трубе HDPE и PP-R. Ссылки и квалификация могут быть предоставлены по запросу. Мы также предлагаем регистрацию данных для
все сварные швы для подтверждения качества сварки. Наши технические специалисты предоставляют ряд услуг по сварке, в том числе:
- Стыковая сварка
- Экструзионная сварка
- Socket fusion
- Двойная оболочка
- Соединение боковых стенок
- Электросварка
- Aquatherm слияние
Обучение сварке труб
Ваша бригада может получить квалификацию для сварки труб прямо на работе с помощью экспертов Фергюсона.Наши сертифицированные на заводе инструкторы предлагают обучение на местах и образовательные программы, посвященные трубам из полиэтилена высокой плотности и полипропилена. слияние. Мы будем держать ваших сотрудников в курсе последних процедур присоединения к Fusion. С обучением сварке труб
из Фергюсона, вы можете быть уверены, что ваша команда будет обладать знаниями для безопасного выполнения проектов по сварке труб и
надежно.
С обучением сварке труб
из Фергюсона, вы можете быть уверены, что ваша команда будет обладать знаниями для безопасного выполнения проектов по сварке труб и
надежно.Подключиться с Фергюсоном, чтобы узнать больше об обучении сварке труб.
Производство труб
Наша стратегически расположенная сеть производственных предприятий предлагает высококачественные полиэтиленовые трубы по индивидуальному заказу. системы.Для труб PP-R до 24 дюймов и труб HDPE до 65 дюймов мы можем спроектировать и сплавлять трубопроводную систему на основе ваши требуемые спецификации. Наши объекты сертифицированы ISO, а наши квалифицированные специалисты обучены новейшим технологиям. методы сварки труб. Все наши трубные изделия проходят тщательные испытания QA / QC, поэтому вы можете быть уверены, что Готовая трубопроводная система, которую мы доставляем, будет на 100% герметичной и построена в соответствии с вашими требованиями. Мы также можем предоставить CAD поддержка чертежей по запросу
Машина для стыковой сварки ПНД с ручным управлением для труб и фитингов из полиэтилена, ПП (63-160 мм, ручная двойная труба с четырьмя кольцами) –
- Убедитесь, что это подходит
введя номер вашей модели.
- ★ Аппарат для стыковой сварки ПЭВП с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- ★ Высококачественный дизайн и конструкция обеспечивают отличную сварочную машину как на рабочем месте, так и на заводе.
- ★ Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.
- ★ Материалы можно сваривать PE PP PB PVDF HDPE PVC
- ★ Адрес доставки и логистика распределения: Компания GDAE10 имеет склады в Калифорнии и Нью-Джерси в США, и мы отправляем ее перевозчиками FED и UPS.Срок доставки 3-5 дней. У нас есть профессиональная команда по обслуживанию клиентов, которая ответит вам в течение 24 часов. Если у вас есть какие-либо вопросы, свяжитесь с нами. Вы заслуживаете лучшего послепродажного обслуживания.

обучение.
 gov.au – CPCPCM3022A – Сварка полиэтиленовых и полипропиленовых труб методом плавления
gov.au – CPCPCM3022A – Сварка полиэтиленовых и полипропиленовых труб методом плавленияCPCPCM3022A – Сварка полиэтиленовых и полипропиленовых труб методом плавления (Версия 1)
Сводка
Рекомендация по использованию:
Заменено
Релизов:
| 1 1 (этот выпуск) | 07 февраля 2013 г. |
Учебные пакеты, которые включают этот модуль
Квалификации, которые включают этот модуль
Классификации
История классификации
| Модуль / подразделение ASCED Область компетенции Идентификатор образования | 030711 | Емкости и сварка | 07 августа 2013 г. | |
 Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
CPCPCM2043A | Выполнять требования WHS |
Информация о навыках трудоустройства
Этот блок содержит навыки трудоустройства.
Элементы и критерии эффективности Предварительное содержание
Элементы описывают существенные результаты единицы компетенции. | Критерии эффективности описывают характеристики, необходимые для демонстрации достижения элемента. Если используется жирный курсив, дополнительная информация подробно описывается в разделе требуемых навыков и знаний и в заявлении о диапазоне. |
 Оценка эффективности должна соответствовать руководству по доказательствам.
Оценка эффективности должна соответствовать руководству по доказательствам.Элементы и критерии эффективности
1 | Готовимся к работе. | 1,1 | Планы и спецификации получены от начальника должности и требования к должности. |
1,2 | Охрана труда и техника безопасности (WHS) и экологические требования , связанные со сваркой плавлением полимерных труб, соблюдаются на протяжении всей работы. | ||
1,3 | Требования к обеспечению качества определены и соблюдаются в соответствии с требованиями рабочего места. | ||
1,4 | Задачи планируются и устанавливаются по очереди совместно с другими лицами, вовлеченными в работу или затронутыми ею. | ||
1,5 | Материалы, параметры и методы сварки указываются по мере необходимости. | ||
1,6 | Инструменты, оборудование и материалы для сварки плавлением одобренных полимерных труб, включая средства индивидуальной защиты (СИЗ), выбраны и проверены на исправность. | ||
1,7 | Рабочая зона подготовлена для обеспечения эффективной сварки плавлением одобренных полимерных труб. | ||
1,8 | Принципы и концепции устойчивого развития соблюдаются при подготовке и проведении рабочего процесса. |


2 | Определите требования к сварке. | 2,1 | Требования к сварке определяются на основе планов и спецификаций или предоставленной информации. |
2.2 | Сварочное оборудование собирается и проверяется на правильность работы в соответствии с инструкциями производителя. |
3 | Трубы для сварки и опрессовки. | 3,1 | Швы подготавливаются с использованием инструментов и методов в соответствии со стандартами и спецификациями производителя. |
3,2 | Испытательные сварные швы выполняются и проверяются в соответствии с рабочими требованиями. | ||
3,3 | Сварка плавлением выполняется в соответствии со стандартами, планами, рабочими требованиями и техническими условиями производителя. | ||
3,4 | Сварные швы плавлением проходят визуальный контроль на соответствие стандартам и спецификациям производителя. | ||
3,5 | Трубные соединения испытываются под давлением и проверяются в соответствии со стандартами и рабочими спецификациями. | ||
3,6 | Детали испытаний и отслеживаемые результаты проверяются на точность и документируются в соответствии с требованиями регулирующего органа, а также планами и спецификациями. |


4 | Очистить. | 4,1 | Рабочая зона очищается, а материалы утилизируются, повторно используются или перерабатываются в соответствии с законодательством, нормативными актами, кодексами практики и должностными инструкциями. |
4,2 | Инструменты и оборудование чистятся, проверяются, обслуживаются и хранятся в соответствии с рекомендациями производителей и рабочими процедурами. | ||
4,3 | Информация доступна и документация оформлена в соответствии с требованиями рабочего места. |
Требуемые навыки и знания
В этом разделе описаны навыки и знания, необходимые для этого модуля. |
Требуемые навыки |
|
Требуемые знания |
|
Доказательства
Справочник фактических данных содержит советы по оценке, и его необходимо читать вместе с критериями эффективности, необходимыми навыками и знаниями, указанием диапазона и Руководством по оценке для пакета учебных материалов. | |
Обзор оценки | Эта единица компетенции может быть оценена на рабочем месте или при тщательном моделировании рабочей среды при условии, что смоделированные или основанные на проекте методы оценки полностью воспроизводят условия, материалы, действия, обязанности и процедуры рабочего места сантехники и обслуживания. |
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом подразделении | Лицо, демонстрирующее компетентность в этой области, должно быть в состоянии предоставить доказательства:
|
Контекст и конкретные ресурсы для оценки | Эта компетенция должна оцениваться с использованием стандартных и разрешенных методов работы, требований безопасности и экологических ограничений. Оценка основных базовых знаний обычно проводится вне офиса. Оценкадолжна соответствовать требованиям соответствующих регулирующих органов или австралийских стандартов. Ресурсы для оценки включают:
При необходимости в процессы оценки должны быть внесены разумные поправки для людей с ограниченными возможностями. Это может включать доступ к модифицированному оборудованию и другим физическим ресурсам, а также предоставление соответствующей поддержки при оценке. |
Метод оценки | Методы оценки должны:
Валидность и достаточность доказательств требует, чтобы:
Процессы и методы оценки должны, насколько это практически возможно, принимать во внимание язык, грамотность и навыки счета кандидата в зависимости от оцениваемой компетенции. Дополнительное свидетельство компетентности может быть получено из соответствующей подтвержденной документации от третьих сторон, таких как существующие руководители, руководители групп или специализированный обучающий персонал. |




Заявление о диапазоне
Заявление о диапазоне относится к единице компетенции в целом.Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. Текст, выделенный жирным курсивом, если он используется в критериях эффективности, подробно описан ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности объекта, местной промышленности и регионального контекста). | |
Здоровье и безопасность на работе должно соответствовать законодательству и постановлениям Содружества, штата и территории и может включать: |
|
Экологические требования крышка: |
|
Требования по обеспечению качества могут включать: |
|
Инструменты и оборудование могут включать: |
|
Материалы могут включать: |
|
Принципы и концепции устойчивого развития : |
|
Требования к сварке могут включать: |
|
Информация может включать: |
|




Сектор (ы)
Функциональная зона | |
Единичный сектор | Сантехника и услуги |
Раздел настраиваемого содержимого
Не применимо.
Машина– WIDOS
Вы ищете мобильный аппарат для стыковой сварки нагревательных элементов для использования на стройплощадке и в траншее для полиэтиленовых и полипропиленовых труб и фасонных частей от OD 1600 до OD 2500? Тогда мобильная версия WIDOS 25000 – это то, что вам нужно.
Мобильная версия WIDOS 25000 разработана для стыковой сварки нагревательных элементов полиэтиленовых и полипропиленовых труб и фитингов. Машина оснащена двойным зажимным устройством, имеет 2 очень прочных круглых направляющих и 2 легко разбираемых и, следовательно, очень удобных в обслуживании гидроцилиндров. 2 соединительных шланга надежно закреплены на машине.
2 соединительных шланга надежно закреплены на машине.
Мобильная версия WIDOS 25000 – это машина для стыковой сварки полиэтиленовых и полипропиленовых труб и фасонных частей от OD 1600 до OD 2500, которая может использоваться гибко.Машина имеет 8 колес для легкого изменения положения, 4 колеса управляемые. Он оснащен двойным зажимным устройством, которое опирается на 2 вала. Гидравлический блок для перемещения зажимного устройства и точного регулирования давления сварки имеет регулирующий клапан для сброса давления сварки, резервное давление и 2 быстродействующие муфты для подключения зажимного устройства. Труборез прикреплен к базовой раме и поворачивается гидравлически. 2 гидроцилиндра используются для ввода и вывода труборез и нагревательного элемента и 1 гидроцилиндр для позиционирования.Органы управления гидравликой установлены на передней стороне машины. Насос и топливный бак интегрированы в раму основания машины. Нагревательный элемент с антипригарным покрытием имеет контрольную лампу для контроля сети и интервалов, а также электронный контроль и мониторинг температуры в соответствии с DVS 2208. Верхние части индивидуально поворачиваются с помощью гидравлики.
Верхние части индивидуально поворачиваются с помощью гидравлики.
King Plastic Corporation СОВЕТЫ ПО СВАРКЕ ТЕРМОПЛАСТИК
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения с помощью тепла.При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов – вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный и однородный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги по обеспечению надлежащего сварного шва.
Сварочный полипропилен Полипропилен (ПП) – один из самых простых в сварке термопластов, который используется во многих различных областях. ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена – это оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена – это оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сваривания полипропилена сварочный аппарат должен быть настроен на температуру около 572 ° F / 300 ° C; Определение вашей температуры будет зависеть от того, какой сварочный аппарат вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 Вт на 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварочный полиэтилен Другой довольно простой в сварке термопласт – полиэтилен (PE).Полиэтилен имеет ударопрочность, исключительную стойкость к истиранию, высокую прочность на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена – это контейнеры и вкладыши, резервуары, лабораторные емкости, разделочные доски и направляющие.
Проверенные области применения полиэтилена – это контейнеры и вкладыши, резервуары, лабораторные емкости, разделочные доски и направляющие.
Самое важное правило при сварке полиэтилена состоит в том, что вы можете сваривать низкое давление с высоким, но не высокое с низким. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста.Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4–5-1 / 2, а реостат – на 5. Как и PP, HDPE сваривается при 572 °. F / 300 ° C.
Советы по правильной сварке Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основу и сварочный стержень. При использовании автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме от подложки, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза.Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Сильно и последовательно надавите на наконечник наконечника. Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень прилипнет к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва.Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом их глянцевую поверхность можно вернуть, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что следует соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
Заключение Принимая во внимание приведенные выше советы, сварка термопластов может быть довольно простым процессом.Несколько часов практики сварки дадут возможность «почувствовать» правильное равномерное давление на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру.