Как установить токарный станок на бетонный пол
Фундамент для токарного станка
Токарный станок – оборудование требовательное к установке на фундамент. Для безопасности его использования для рабочего и минимизации поломок самого оборудования, особое внимание необходимо уделить подготовке фундамента.
Необычность фундамента под токарное оборудование заключается в том, что при его проектировании необходимо учесть подвод сжатого и подводку электропитания. Обязательны в системе болты заземления. Кроме самого станка на эту бетонную площадку, в зависимости модели, могут быть установлены:
- транспортёр, отводящий стружку от рабочего места;
- гидростанция с жёлобом подачи и отведения воды;
- электрошкаф.
Фундамент должен отвечать требованиям к установке станка, обозначенным в паспорте изделия. Существует несколько различных токарных установок, для каждой из них проект заливки разрабатывается индивидуально.
Необходимость крепления оборудования
Одним из основополагающих факторов для производства фундамента под станок является его назначение. Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.
Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.
При условии, что оборудование мобильное и периодически перемещается, отдельный фундамент для него не требуется, для его установки необходим идеально ровный бетонный пол или подкладка из бетонной панели, толщиной около 15 см. Учитывая вес оборудования, вплоть до 30 тонн, о его устойчивости можно не беспокоиться.
Во избежание возникновения аварийных ситуаций в цеху, для токарного оборудования всё же необходим собственный фундамент с прокладкой трасс под коммуникационные составляющие, обеспечивающие его работоспособность. Металлические трубы под шланги для подачи воздуха, воды, и электричества с напряжением в 380 В, надёжно сохранят от деформации изолирующий слой и сами провода и шланги.
Высота площадки будет зависеть от диаметра труб и веса оборудования. Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Одним из требований к фундаменту для токарного станка или целого комплекса является выступ площадки из-под каждого узла со всех сторон одинаковой ширины.
Особенности заливки фундамента под токарный станок
На точность обработки на токарном станке оказывает вибрация. При малейшей погрешности в закладке фундамента токарного оборудования, вибрация рабочих частей может усиливаться, что приведёт к поломке сложного механизма.
Избежать подобного нежелательного эффекта поможет правильная проектирование и заливка фундамента. Начало работ должно начаться в конструкторском бюро, где будет составлен проект с указанием высоты, ширины, длины каждого элемента. Так же для большей прочности постамента необходимо равномерное распределение нагрузки, которое создаётся на 3 точки опор. Это отражается в проектно-строительной документации.
Это отражается в проектно-строительной документации.
Чертеж фундамента
За пределы общей площади фундамента выносятся заглубляемые столбы, имеющие квадратное сечение, длина их сторон 50 см. Такие отметки осей применяются для создания платформ объёмом в 150 кубометров и больше.
Учитывая то, что устанавливается станок в цеху, где грунтовые воды, резкие перепады температур и вода не будут взаимодействовать с его фундаментом, достаточно использовать для заливки последнего марки цемента 110 — 140. Наполнителями для бетонов являются гравий, щебень и песок в определённой для каждой марки цемента пропорции.
Установка бетонных полов – Бетонная сеть
В отличие от коврового покрытия, декоративный бетонный пол не может быть установлен всего за несколько часов или день. Но отдача стоит дополнительных затрат времени и усилий. Как только проект будет завершен, ваш бетонный пол будет прекрасно выглядеть десятилетиями без необходимости замены.
Сроки и шаги, необходимые для установки декоративного бетонного пола, могут сильно различаться от работы к работе. В небольших проектах, таких как цокольный этаж, сроки могут варьироваться от двух дней до пяти или шести дней.Более сложные проекты декоративного бетонного пола, включающие несколько цветов окраски или краски, наложение, декоративные пилы и нестандартную графику, будут выполняться намного дольше, чем простой проект, требующий только одного слоя окраски и герметика. Состояние существующего бетонного основания также оказывает большое влияние на время, необходимое для завершения проекта. Если у вас есть бетонная плита, которая полностью готова для окрашивания, полировки или нанесения декоративного покрытия или наложения, проект должен идти относительно быстро.Если пол нуждается в тщательной подготовке поверхности или ремонте, будьте готовы добавить хотя бы еще один или два дня в график. (См. Подготовка поверхности бетона.)
В небольших проектах, таких как цокольный этаж, сроки могут варьироваться от двух дней до пяти или шести дней.Более сложные проекты декоративного бетонного пола, включающие несколько цветов окраски или краски, наложение, декоративные пилы и нестандартную графику, будут выполняться намного дольше, чем простой проект, требующий только одного слоя окраски и герметика. Состояние существующего бетонного основания также оказывает большое влияние на время, необходимое для завершения проекта. Если у вас есть бетонная плита, которая полностью готова для окрашивания, полировки или нанесения декоративного покрытия или наложения, проект должен идти относительно быстро.Если пол нуждается в тщательной подготовке поверхности или ремонте, будьте готовы добавить хотя бы еще один или два дня в график. (См. Подготовка поверхности бетона.)
В новом доме или здании с недавно установленными бетонными полами бетон должен полностью отвердеть, прежде чем можно будет применять декоративную обработку (обычно через семь дней или дольше).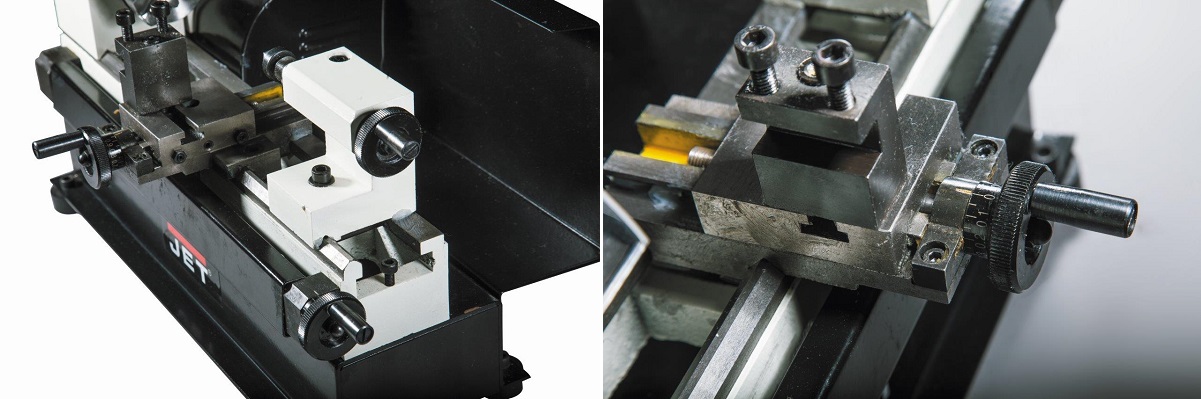 Также лучше подождать, пока все гипсокартонные покрытия будут установлены, проклеены и отшлифованы, прежде чем применять декоративную обработку, чтобы избежать потенциального повреждения.
Также лучше подождать, пока все гипсокартонные покрытия будут установлены, проклеены и отшлифованы, прежде чем применять декоративную обработку, чтобы избежать потенциального повреждения.
Вот основные факторы, влияющие на установку декоративного бетонного пола:
- Размер проекта.
- Уровень сложности.
- Удобство доступа.
- Состояние существующего этажа.
- Необходимость ремонта бетона или удаления существующего напольного покрытия.
- Необходимость защиты окружающих поверхностей, таких как стены и плинтусы.
- Продолжительность времени высыхания, необходимого между каждым этапом, например, после каждого окрашивания и нанесения герметика.
Смотреть видео по установке
Временная шкала для установки основного бетонного пола
Время: 03:02
Сроки нанесения базового декоративного бетонного пола могут сильно различаться от работы к работе. Харрис классифицирует базовое приложение как не слишком сложное, без опилок, трафаретов и всего лишь одного цвета, покрытого герметиком или воском. В небольших проектах, таких как цокольный этаж, сроки могут варьироваться от двух дней до пяти или шести дней.Соображения включают в себя:
В небольших проектах, таких как цокольный этаж, сроки могут варьироваться от двух дней до пяти или шести дней.Соображения включают в себя:
- Необходимость защиты окружающих поверхностей, таких как стены и плинтусы.
- Продолжительность сушки, необходимая между каждым этапом, например, после каждого окрашивания и нанесения герметика.
- Состояние существующего этажа. Пол в плохом состоянии может потребовать использования накладки, что продлит время монтажа.
Сроки строительства элитных бетонных полов
Время: 03:08
т
.Варианты и конструкции бетонных полов
Бетонные полы предлагают множество вариантов дизайна, цвета и фактуры. Нажмите на видео ниже, чтобы получить совет от Боба Харриса о стилях дизайна, доступных для бетонных полов, включая детали, какие стили наиболее благоприятны для различных сред.
Витражные бетонные полы-Идеи для бетонных пятен
Время: 01:54
Боб Харрис знакомит вас с множеством способов, которыми вы можете украсить свои бетонные полы химическими пятнами и красителями. Пятна и красители можно наносить на новый или старый, а также на обычный или цветной бетон как в жилых, так и в коммерческих условиях. Они популярны на кухнях, в семейных номерах, магазинах розничной торговли, ресторанах, спортивных стадионах и даже для гаражных и подвальных этажей. Как с пятнами, так и с красителями, цвет становится постоянной частью бетона и не стирается и не требует повторного нанесения.
Пятна и красители можно наносить на новый или старый, а также на обычный или цветной бетон как в жилых, так и в коммерческих условиях. Они популярны на кухнях, в семейных номерах, магазинах розничной торговли, ресторанах, спортивных стадионах и даже для гаражных и подвальных этажей. Как с пятнами, так и с красителями, цвет становится постоянной частью бетона и не стирается и не требует повторного нанесения.
Для получения дополнительной информации см .:
Окрашивающий бетон
Бетонные красители Расширяйте цветовую палитру бетонных пятен
Изображения, используемые в видео, предоставленные Colormaker Floors, Прогрессивными бетонными покрытиями, Декоративной и промышленной отделкой пола Kemiko и Bomanite.
Окрашивание бетона предлагает универсальность дизайна
Время: 02:29
Харрис объясняет свои инструменты и методы для достижения специальных эффектов с помощью пятен и красителей и различные способы, которыми вы можете персонализировать свой пол. Поскольку пятна подчеркивают природные свойства бетона, они создают органический вид с богатой патиной. Теплые, пестрые цветовые эффекты особенно хорошо сочетаются с декором в старом мире или в тосканском стиле.
Поскольку пятна подчеркивают природные свойства бетона, они создают органический вид с богатой патиной. Теплые, пестрые цветовые эффекты особенно хорошо сочетаются с декором в старом мире или в тосканском стиле.
Для получения дополнительной информации читайте, какие специальные эффекты возможны с бетонными пятнами?
Изображения в этом видео предоставлены Westcoat, Flying Turtle Cast бетона, Colormaker Floors, Kemikoating Surfaces и Modello Designs.
Ограничения конкретных кислотных пятен
Время: 02:58
Многим людям нравятся естественные цветовые вариации, вызванные химическими пятнами на кислотной основе, но у них есть некоторые ограничения, такие как ограниченная палитра оттенков земли и непредсказуемые цветовые эффекты. Харрис обсуждает, как преодолеть некоторые из этих
. Стоимость бетонных полов – цены на полированные и окрашенные Сколько стоят бетонные полы?
Время: 02:53
Видео о стоимости бетонных полов.
За бетонный пол с базовой отделкой вы можете заплатить от $ 2 до $ 12 за квадратный фут . Если у вас есть бетонная плита, которая готова к окрашиванию, полировке или нанесению декоративного покрытия или наложения, большинство декоративных бетонных полов может быть довольно рентабельным.
СКОЛЬКО СТОИТ БЕТОННЫЕ ПОЛЫ?
Вот базовые цены на популярные покрытия для бетонных полов:
Детали пола, такие как размер, цвета, отделка и индивидуальные настройки, могут сильно повлиять на итоговую прибыль. Кроме того, такие факторы, как дополнительная подготовка поверхности или обход препятствий, таких как шкафы, также могут влиять на цену.
Для получения наиболее точной цены, получите предложение от подрядчика по бетонному полу рядом с вами.
Бетонный пол цена колеблется
Стоимость бетонных полов колеблется между:
- от 2 до 6 долларов за квадратный фут для базового дизайна
- от 7 до 14 долларов за дизайн среднего класса
- – от 15 до 30 долларов за высококачественный индивидуальный пол
См. Таблицу ниже для описания основных, средних и высококачественных бетонных полов; какие элементы они могут включать; и как их цены сравниваются с альтернативными вариантами напольных покрытий.
Таблицу ниже для описания основных, средних и высококачественных бетонных полов; какие элементы они могут включать; и как их цены сравниваются с альтернативными вариантами напольных покрытий.
| ОСНОВНАЯ СТОИМОСТЬ $ 2 – 6 $ за квадратный фут Варианты дизайна включают в себя:
|
Монтаж токарного станка | Lathe.by
Подготовительные работы перед монтажом токарного станка
Токарный станок, как правило, поставляется в единой целостной упаковке или коробке. В зависимости от вида станка, его назначения, а, следовательно, веса и размера работы по монтажу также могут быть различными. После получения станка в производственный цех следует:
- произвести расчеты по величине и плотности опоры для станка;
- подготовить место для установки станка;
- правильно распаковать станок, используя чалки или другой гидравлический инструмент.


Основная задача токарного станка – это ровная, прочная устойчивая опора, необходимая для обработки металлов. Поэтому все работы по установке сводятся к обеспечению максимальной степени устойчивости, прочности и надежности. Очень важно погасить все возможные вибрационные эффекты, возможные в ходе выполнения работ.
Процедура правильной установки токарного станка
В зависимости от размера станка – небольшого, бытового, средней мощности или массивного промышленного, установку можно производить как на столе в первом случае, так и на заранее созданном бетонном фундаменте во втором случае. В каждом из вариантов главное вымерять уровнем все возможные отклонения от плоскости и максимально устранить их. При установке станка на пол, на бетонный фундамент, он крепится дополнительным слоем раствора в местах ножек и башмаков.
Кроме того, необходимо заранее побеспокоится о наличии специальных прорезиненных прокладок, дополнительно амортизирующих станок. Как правило, в большинстве комплектаций, они идут от производителя в упаковке, но по опыту отмечено, что наличие дополнительных никогда не помешает.
Финальные моменты монтажа токарного станка
После осуществления сборки станка (при необходимости) и установке станка на фундамент либо стол, затягивать анкерные болты. Важно также оценить паспортные характеристики, заданные на вырывание анкерных болтов из фундамента. Как правило, из этого значения нужно отбросить около 25% для максимально гарантированной прочности установки. Современные производители станков изготавливают крепежные болты из нержавеющих металлов, либо используя специальные оцинкованные покрытия. Не помешает также дополнительно обработать анкеры антикоррозийным материалом, особенно в местах возможного появления влаги.
После установки, последовательного затягивания анкеров следует ещё раз дополнительно вымерять все поверхности станка уровнем на момент отсутствия неровностей и перекосов. Если у Вас возникли вопросы по монтажу и требуются дополнительные пояснения на месте работ, то мы всегда рады предоставить услугу шефмонтажа. Наши специалисты выедут к Вам и дадут подробные консультации по вопросу правильной установки станка на каждом этапе работ.
MM610i Станок от MIRAGE MACHINES
Артикул : MM610i
Мин. диаметр точения : 50 мм
Макс. длина точения : 40 мм
Вес : 29 кг.
Легкая, высокоточная конструкция.
Непрерывная подача с возможностью обработки по стандарту ASME.
Независимо устанавливаемая база, увеличивающая производительность.
Гидравлический привод как дополнительная опция.
Закаленные направляющие для обеспечения стабильной точности обработки.
Таблица основных технических характеристик
| Минимальный диаметр обработки | 50 мм |
| Максимальный диаметр обработки | 610 мм |
| Диапазон установочных диаметров с помощью 3-х кулачковой базы | 50-122 мм |
| Диапазон установочных диаметров с помощью 4-х кулачковой базы |
120-560 мм |
| Минимальный габаритный диаметр, достаточный для работы станка | 530 мм |
| Ход резцедержателя | 40 мм |
| Максимальная частота вращения | 76 об/мин |
| Стандартный тип привода | воздушный |
| Опциональный тип привода | гидравлический |
| Количество настроек подачи | 2 |
| Мощность | 0,82 кВт |
| Потребление воздуха при давлении 6 атм | 1,42м3/мин |
| Вес (без базы) | 21 кг |
| Максимальный вес базы | 8 кг |
 youtube.com/embed/VC2A25k5x3M?list=PL0AcZuSb1zXezWhmpZW3YmI7GKus717Fl” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/VC2A25k5x3M?list=PL0AcZuSb1zXezWhmpZW3YmI7GKus717Fl” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Установка центров токарного станка – Энциклопедия по машиностроению XXL
I. УСТАНОВКА ЦЕНТРОВ ТОКАРНОГО СТАНКА [c.14]Нарезание зубьев колес 3—5 степени точности, а иногда и ответственных зубчатых передач 6—7 степени точности производится после посадки их на вал. В этом случае обрабатываются в размер отверстие и торцы ступицы, а остальные поверхности оставляются с припуском 2—3 мм на сторону. Обработку ведут с двух установок. После обработки шпоночного паза производится напрессовка заготовки зубчатого колеса на вал. Далее, в центрах токарного станка обрабатывают в размер с одной установки наружный диаметр и торцы обода и наносится круговая риска по номинальному диаметру.
[c.337]
Далее, в центрах токарного станка обрабатывают в размер с одной установки наружный диаметр и торцы обода и наносится круговая риска по номинальному диаметру.
[c.337]
По габаритным размерам приспособление рассчитано для установки на токарном станке, имеющем высоту центров 75 мм. Приспособление позволяет за одну установку подрезать оба торца штифта и снять фаски. Приспособление состоит из двух оправок оправки 1, которая устанавливается в передней бабке станка, и оправки 5, устанавливаемой в корпусе 6.
По габаритным размерам приспособление рассчитано для установки на токарном станке, имеющем высоту центров 160—180 м.м оно позволяет одновременно обкатывать партию штифтов в 12 шт. или меньше в зависимости от размера штифтов. [c.213]
Окончательная обработка наружной цилиндрической поверхности и обоих торцов производится на валу в центрах токарного станка за одну установку. Вал выверяется по посадочным шейкам на биение индикатором с точностью 0,03—0,05 мм. Устранение биения базовых шеек вала свыше допустимого производится соответствующим исправлением центровых отверстий. Максимальный диаметр зубчатого колеса, обрабатываемого таким образом, определяется размерами токарных станков. При наличии станка с высотой центров 1500 мм практически можно осуществить обработку
[c.369]
Вал выверяется по посадочным шейкам на биение индикатором с точностью 0,03—0,05 мм. Устранение биения базовых шеек вала свыше допустимого производится соответствующим исправлением центровых отверстий. Максимальный диаметр зубчатого колеса, обрабатываемого таким образом, определяется размерами токарных станков. При наличии станка с высотой центров 1500 мм практически можно осуществить обработку
[c.369]
На геометрию углов резца у и а также влияет установка резца в зависимости от положения вершины резца относительно оси вращения заготовки (или линии центров токарного станка). При отрезании, обработке конических и фасонных поверхностей, чистовом нарезании резьбы вершину резца следует устанавливать [c.13]
Кроме нормальных спиральных сверл, широко распространены так называемые центровочные сверла. Эти сверла применяют для сверления центровых углублений, необходимых при установке детали в центрах токарных станков. [c.196]
Схема установки для вибродуговой наплавки показана на рис.
Центра (рис. 50) предназначены для установки на токарных станках изделий, имеющих отверстия (тип I, рис. 51) и полых валов и труб (тип П, рис. 52). [c.77]
Полировку опорных шеек и кулачков производят при установке вала в центрах токарного станка шкуркой ЛСУ 600 X 50 мм 393 А (ГОСТ 13344—79 ). Шероховатость опорных поверхностей шеек и кулачков после полировки должна быть 0,50—0,40 мкм. [c.259]
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий.
 Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие.
[c.176]
Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие.
[c.176]Схема установки для вибродуговой наплавки показана на рис. 4.)7. Деталь 3, подлежащую наплавке, устанавливают в патроне или центрах токарного станка. На суппорте станка монтируют наплавочную головку, которая включает в себя механизм 5 подачи проволоки с кассетой 6, электромагнитный вибратор 7 с мундштуком 4. Вибратор колеблет конец электрода с частотой 504-100 Гц и обеспечивает замыкание и размыкание сварочной цепи. Питание установки осуществляется от источника тока напряжением 12—24 В. В сварочную цепь включен индуктивный резистор 9, который призван стабилизировать величину сварочного тока. Реостат 8 служит для регулирования силы тока в цепи В зону наплавки насосом 1 из емкости 2 подается охлаждающая жидкость.
Барабан устанавливается в центрах токарного станка или специальной установки, обеспечивающих вращение его с необходимым числом оборотов. [c.45]
При установке на токарном станке деталей типа кронштейнов за базу обычно принимают одну из обработанных сторон основания кронштейна. Угольник закрепляют на планшайбе таким образом, чтобы расстояние от его опорной поверхности до линии центров станка было равно расстоянию от центра обрабатываемого отверстия до базовой стороны основания. Имеющиеся обычно на [c.424]
Правка. При искривлении и других повреждениях ремонт начинают с правки. Прямолинейность вала (оси) проверяют индикатором при установке в центрах токарного станка или на призмах. При частоте враш,ения менее 500 об/мин допустим прогиб 0,15 мм на 1 м, но не более 0,3 мм на всю длину при п > 500 об/мин — О, I мм на 1. м, но не более 0,2 мм на всю длину. Прогиб валов и осей менее 0,5 мм устраняют шлифованием, а прогиб более 0,5 мм — правкой вхолодную (см. рис. 133, е). Применяют также правку нагревом со стороны выпуклости [1 ]. Вал выпрямляется под действием внутренних напряжений [1 ].
[c.323]
рис. 133, е). Применяют также правку нагревом со стороны выпуклости [1 ]. Вал выпрямляется под действием внутренних напряжений [1 ].
[c.323]
Следует при этом заметить, что в ряде случаев установка производится без выверки. В частности, при установке зацентрованной заготовки в центрах токарного станка выверка не производится, так как она не может изменить положения заготовки исключается выверка каждой заготовки по высоте при установке ее обработанной поверхностью на стол фрезерного станка. Выверка положения заготовки производится либо непосредственно по обрабатываемой поверхности, либо по разметочным рискам. [c.54]
В ряде случаев установка производится без выверки (установка зацентрованной заготовки в центрах токарного станка, установка заготовки обработанной поверхностью на стол фрезерного станка). Выверка положения заготовки производится либо непосредственно по обрабатываемой поверхности, либо по разметочным рискам с использованием рейсмаса или штангенрейсмаса. [c.51]
[c.51]
Установкой называется часть операции, выполняемая при одном закреплении обрабатываемой детали (или нескольких деталей). Например, обтачивание ступенчатого валика с правой и левой сторон в центрах токарного станка (за два закрепления) является [c.180]
Схема установки для вибродуговой наплавки показана на рис. 121. Деталь 3, подлежащая наплавке, устанавливается в патроне или в центрах токарного станка. На суппорте станка монтируется наплавочная головка, состоящая из механизма 5 подачи проволоки с кассетой 6, электромагнитного вибратора 7 с мундштуком 4. Вибратор создает колебания конца электрода с частотой переменного тока и обеспечивает размыкание и замыкание сварочной цепи. Электроснабжение установки осуществляется от источника тока напряжением 24 В. Последовательно с ним включен дроссель 9 низкой частоты, который стабилизирует силу сварочного тока. Реостат 8 служит для регулировки силы тока в цепи. В зону на-
[c. 178]
178]
Ось колесной пары представляет собой стальной стержень круглого сечения, имеющий разные диаметры по длине. На шейках оси монтируют буксы с подшипниками. Шейка переходит в предподступичную часть и далее в самый утолщенный элемент оси— подступичную часть, на которую напрессовывают колесо. В средней части ось испытывает меньшее напряжение, поэтому диаметр ее уменьшается к середине, что позволяет одновременно снизить массу. Чтобы уменьшить концентрацию напряжений в местах перехода от одного диаметра к другому, сделаны плавные галтели, а переход от подступичной части к средней выполнен конусным. Для установки оси или колесной пары в центрах токарных станков в середине торцов оси высверлены стандартные центровые отверстия. [c.261]
Технологическая модернизация. Это направление модернизации расширяет технологические возможности и специализирует оборудование. Нередко это направление связано с необходимостью обеспечить обработку крупных деталей, для которых существующее на предприятии оборудование имеет недостаточные габариты, или с другими потребностями производства.
 Задачи технологической модернизации очень разнообразны и определяются характером и уровнем технической культуры данного предприятия. Осуществление технологической модернизации позволяет решать новые задачи, поставленные перед предприятием, без приобретения оборудования новых технических характеристик или специального оборудования. Выполняя такую модернизацию, часто выключают или демонтируют отдельные узлы и механизмы, не нужные в данном конкретном случае, — упрощают агрегат. Одновременно в него встраивают дополнительные устройства, облегчающие выполнение определенной операции, в том числе устройства для крепления деталей и производства измерений в процессе обработки, устройства для упрощения и облегчения управления и др. Это направление модернизации позволяет в ряде случаев с успехом использовать устаревшее оборудование, эксплуатация которого по его прямому назначению уже неэффективна. Расширение технологических возможностей часто может быть достигнуто простыми средствами. Так, например, высота центров токарного станка может быть увеличена за счет установки подкладок под бабки с заменой резцедержателя продольно-строгальный станок может быть модернизирован путем наращивания верхней части стоек зубодолбежный станок — путем установки прокладки между узлом стола и станиной станка и т.
Задачи технологической модернизации очень разнообразны и определяются характером и уровнем технической культуры данного предприятия. Осуществление технологической модернизации позволяет решать новые задачи, поставленные перед предприятием, без приобретения оборудования новых технических характеристик или специального оборудования. Выполняя такую модернизацию, часто выключают или демонтируют отдельные узлы и механизмы, не нужные в данном конкретном случае, — упрощают агрегат. Одновременно в него встраивают дополнительные устройства, облегчающие выполнение определенной операции, в том числе устройства для крепления деталей и производства измерений в процессе обработки, устройства для упрощения и облегчения управления и др. Это направление модернизации позволяет в ряде случаев с успехом использовать устаревшее оборудование, эксплуатация которого по его прямому назначению уже неэффективна. Расширение технологических возможностей часто может быть достигнуто простыми средствами. Так, например, высота центров токарного станка может быть увеличена за счет установки подкладок под бабки с заменой резцедержателя продольно-строгальный станок может быть модернизирован путем наращивания верхней части стоек зубодолбежный станок — путем установки прокладки между узлом стола и станиной станка и т. д.
[c.324]
д.
[c.324]УСТАНОВКА ЗАГОТОВКИ В ЦЕНТРАХ ТОКАРНОГО СТАНКА [c.19]
Ее МОЖНО устанавливать под требуемым углом к линии центров токарного станка. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке /, сообщая одновременно поперечное смещение каретке суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки (см. табл. 5.2). [c.71]
Проверку всех деталей ротора насоса по индикатору удобно производить на токарном станке. Для насосов, имеющих горизонтальный разъем корпуса, эта проверка также может быть выполнена в собственных подшипниках. Если биение ротора превышает норму, то нужно снять с ротора детали и проверить в центрах токарного станка биение самого вала. При наличии искривления вала его следует заменить новым. Если же биение вала не превышает допустимых величин, то при сборке ротора обратить внимание на правильность обработки торцевых поверхностей распорных втулок и крепящих их гаек в отношении перпендикулярности их оси вала. Установка гаек и втулок с косыми торцевыми поверхностями приводит к изгибу вала. Равномерность торцевых зазоров между втулками и концевыми гайками проверяют щупом эти зазоры должны соответствовать чертежу. Неравномерный зазор необходимо выправить шабрением торцов гаек или втулок при разборке ротора насоса.
[c.146]
При наличии искривления вала его следует заменить новым. Если же биение вала не превышает допустимых величин, то при сборке ротора обратить внимание на правильность обработки торцевых поверхностей распорных втулок и крепящих их гаек в отношении перпендикулярности их оси вала. Установка гаек и втулок с косыми торцевыми поверхностями приводит к изгибу вала. Равномерность торцевых зазоров между втулками и концевыми гайками проверяют щупом эти зазоры должны соответствовать чертежу. Неравномерный зазор необходимо выправить шабрением торцов гаек или втулок при разборке ротора насоса.
[c.146]
В табл. 22 приведены основные размеры вращающихся станочных центров, предназначенных для установки на токарных станках деталей типа валов, имеющих центровые отверстия (тип I), и полых валов и труб (тип II). Эти центры изготовляются централизованно заводами станкоинструментальной промышленности. [c.136]
Детали, обрабатываемые на круглошлифовальных и токарных станках с установкой заготовки в центрах пли в патроне с поддержкой другого конца заготовки в пиноли, снабжают центровыми отверстиями. [c.148]
[c.148]
Наиболее целесообразна правка алмазных кругов на металлической связке методом шлифования. Правящий инструмент — абразивный круг имеет принудительный привод и устанавливается на специальном приспособлении. Правку методом шлифования можно проводить на заточных станках путем установки специального приспособления на универсальных шлифовальных станках путем закрепления алмазного круга на оправке, устанавливаемой в центрах на токарном станке с помощью специальной наладки (установка алмазного круга в центрах, правящего абразивного круга на суппорте в приспособлении). [c.654]
Применяемые на токарных станках центры показаны на фиг. 105. Вращающиеся центры применяются при скоростном резании нормальные вращающиеся центры типа Б позволяют устанавливать деталь весом до 5 т. Центры типа Б, встроенные в пиноль задней бабки, допускают установку деталей весом до 20 т. Для тяжелых деталей применяются цельные центры на цельных центрах обрабатывают также точные детали, так как вращающиеся центры допускают биение детали до 0,03 мм. [c.277]
[c.277]
В табл. 14 приведены нормали поводковых самозажимных патронов, внедрённых на Кировском заводе. Установка переходных планшайб даёт возможность применять эти патроны на центровых и многорезцовых токарных станках. Конструкция патрона позволяет использование плавающих (табл. 55) и неподвижных центров. [c.220]
Базой для закалочной установки может быть принят токарный станок с высотой центров 200 мм. [c.185]
Установка для виброгидравлической чеканки имеет насос-пульсатор и упрочняющие головки, которые навешиваются на шейки вала, установленного в центрах токарного станка (рис. 58), и опираются на станину станка. Каждая головка имеет корпус 1 с крышкой 2, запираемую фиксатором 3. Сегментом 4 крышка через игольчатые ролики опирается на шейку. Пульсирующее усилие от насоса передается через два плунжера 5 державке 6 с двумя самоустанавливающимися шариками 7. Шарики контактируют сразу с обеими галтелями шейки вала. Зона пластической деформации перекрывает галтель и выходит на щеку и шейку. Максимальное увеличение твердости при чеканке в средней части галтели составляет 217%, в крайних точках — 11— 12%. При диаметре шариков 11 мм и шаге чеканки 0,10—0,12 мм шероховатость поверхности улучшается на 2—3 класса и достигает
[c.119]
Зона пластической деформации перекрывает галтель и выходит на щеку и шейку. Максимальное увеличение твердости при чеканке в средней части галтели составляет 217%, в крайних точках — 11— 12%. При диаметре шариков 11 мм и шаге чеканки 0,10—0,12 мм шероховатость поверхности улучшается на 2—3 класса и достигает
[c.119]
В чертеже детали. При обработке валов производят их зацентровку с учетом величины смещения, предусмотренной чертежом изделия. В тех случаях, когда тела изделия не хватает, применяют центросместители (бугеля), которые имеют уже смещенные центры и крепятся за шейку вала. Точность установки на токарных станках приведена в схемах установки. [c.276]
Копировальное приспособление типа ГС-1 (фиг. 70, а) предназначено для установки на токарных станках 1А62, ДИП-20, ДИП-20М и на других токарных станках с такой же высотой центров. Приспособление устанавливается на месте верхнего поворотного суппорта. [c.647]
[c.647]
Для ремонтных предприятий исключительно важное значение имеет восстановление неподвижных посадок наружных колец подшипников качения в гнездах корпусных деталей. В настоящее время восстановление этих посадок производят путем уменьшения диаметра гнезда весьма трудоемки.ми операциями установки колец, а в ремонтных мастерских сельского хозяйства часто применяют лужение наружных колец подшипников. Такая операция, хотя и не отличается трудоемкостью, но и не обеспечивает необходимой прочности сопряжения. Достаточно прочное сопряжение можно получить путем электромеханической высадки наружной обоймы подшипника. В основном это выполняется примерно так же, как при восстановлении размеров шеек осей. Обработка производится в центрах токарного станка, где шариковый или роликовый подшипник зажимается в специальной оправке (рис. 136), оснащенной несколькими сменными втулками и боковыми кольцами в зависимости от номенклатуры восстанавливаемых подшипников. Режимы обработки выбирают применительно к восстановлению закаленных деталей. На рис. 137 показано влияние режимов ЭМО на величину высадки стали ШХ15. Увеличивать силу высадки свыше 800. .. 900 Н следует только при одновременном увеличении силы тока. При высадке и сглаживании подшипниковой стали рекомендуется в зону контакта инструмента и детали подавать машинное масло.
[c.176]
На рис. 137 показано влияние режимов ЭМО на величину высадки стали ШХ15. Увеличивать силу высадки свыше 800. .. 900 Н следует только при одновременном увеличении силы тока. При высадке и сглаживании подшипниковой стали рекомендуется в зону контакта инструмента и детали подавать машинное масло.
[c.176]
В практике машиностроения широко применяются детали с коническими поверхностями в виде наружных конусов или конических отверстий. Например, центры токарного станка имеют по два наружных конуса. Одна часть конуса с меньшей конусностью (отношение разности диаметров конуса к его длине) предназначена для установки и закрепления конуса в конических отверстиях переднего конца шпинделя и пиноли задней бабки, другая часть конуса с брльшей конусностью поддерживает детали в центрах. Наружный конус для установки и закрепления имеют также сверла, зенкеры и развертки. [c.353]
Центрование тяжелых валов, учитывая, что их установка на токарном станке потребует большой затраты времени и физических сил, часто производится на расточном или сверлильном станке или же электродрелью. В последнем случае сначала размечают центры и накернивают их.
[c.50]
В последнем случае сначала размечают центры и накернивают их.
[c.50]
Обработка производится при установке заготовки на центрах токарного станка 1К62. [c.82]
Установка состоит из массивной траверсы 1, устанавливаемой в центрах токарного станка, и поворотного узла 2, закрепленного на траверсе. Поворотный узел 2 может поворачиваться вокруг вертикальной оси на угол р. Верхняя часть поворотного угла, кроме того, может быть повернута еще и вокруг горизонтальной оси для установки угла а. Внутри скобы 3 поворотного узла установлен кольцевой динамолютр 4. Нагрузка создается нажимным винтом, 5 и через динамометр 4 и палец 6, проходящий внутри нижней части скобы передается на шаровой наконечник державки, укрепленной в резцедернсателе суппорта. [c.32]
А. Технологические приспособления. Правильный пресс с центрами для”, правки деталей, приспособление для круглого, торцового и внутреннего шлифования на токарном станке стационарная однокамерная моечная машина приспособление для шлифования направляющих токарных станков на месте установки станка для шлифования плоскостей на продольно-строгальном станке гидравлический домкрат, приспособление для вы-прессовки контрольных штифтов специальный съемник для демонтажа осей ходовых колес, для вьшрессовки клиновых шпонок шплинтовый выдергиватель, приспособление для демонтажа шпинделей и др. [c.184]
[c.184]
Токарная обработка предварительная, получистовая и чистовая производится при нескольких установках вала на станках с двумя независимыми су-портами. При первой установке один конец вала зажимают в четырёхкулачковом патроне, а другой поджимают задним центром (фиг. 14). [c.140]
Отделка шеек вала диаметром до 250 мм производится на круглошлифовальных станках тяжёлых моделей при установке вала на центры. Центровые гнёзда после токарной обработки должны быть проверены и исправлены. Для получения правильной формы шеек шпоночные гнёзда рекомендуется забивать планками из дерева твёрдой породы или из мягкого металла (свинец, медь). При значительных размерах вала отделку шеек производят абразивным полотном при помощи деревянных хомутов или жимков на токарных станках. В отдельных случаях отделка шеек достигается обкатыванием роликом, а также успешно применяется для этой цели суперфиниш (Ново-Краматорскийзавод им. Сталина).
[c. 141]
141]
Установка резца на токарном станке
Разберемся, зачем производить установку резца в соответствии с определенными правилами, а также рассмотрим эти правила и некоторые другие нюансы подробнее.
Вся работа на токарном оборудовании: сам процесс обработки заготовки и итоговый результат, напрямую зависят от правильности установки рабочей оснастки в держателе резца. Если резец зафиксирован неверно, то происходит быстрый износ его режущей кромки, возможны повреждения заготовки, а также возникновение нештатных ситуаций (вылет и срыв резца), которые могут навредить здоровью мастера. Кроме того может быть поврежден сам токарный станок, а его ремонт мало того стоит недешево, так еще и негативно отражается на производительности предприятия, где установлено оборудование.
До монтажа резца в держатель требуется тщательно очистить его опорные поверхности от пыли, стружки и других накопившихся загрязнений.
Основное правило расположения резца при работе на токарном станке: вершина оснастки обязана располагаться на одной линии с центральными осями зажимов токарного станка.
Если работать резцом, установленным ниже данной линии, то деталь будет выталкиваться из центров при набегании оснастки, в случае слишком высокого расположения резца он будет слишком интенсивно изнашиваться и нагреваться в процессе работы. Допустимы только небольшие отклонения от центральной линии, если этого требует конкретная операция обработки заготовки. Например, при предварительной обработке заготовки оснастку немного задирают (отклонение до 1,2 мм), а при чистовой обработке наоборот можно занижать резец на аналогичную величину.
После фиксации резца обоими болтами в держателе для регулировки по высоте необходимо подвести вплотную к центру задней или передней бабки, причем сама настройка производится при помощи подкладок, количество которых не должно превышать трех штук. Такая методика позволяет добиться максимальных показателей точности и жесткости установки резца относительно обрабатываемой детали.
Подкладки должны быть заранее заготовлены и разложены по размерам (их размер должен совпадать по сечению с площадью контакта держателя и резца), не рекомендуется в спешке применять вместо них куски различных материалов. Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
По глубине резец настраивается двумя способами:
- методика пробных стружек, в процессе которой оснастку приближают до касания к заготовке на включенном станке, а затем отводят до упора вправо и начинают работу, регулируя глубину на глаз;
- способ с лимбом поперечной подачи заключается в использовании встроенного средства измерения и его шкалы.
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ.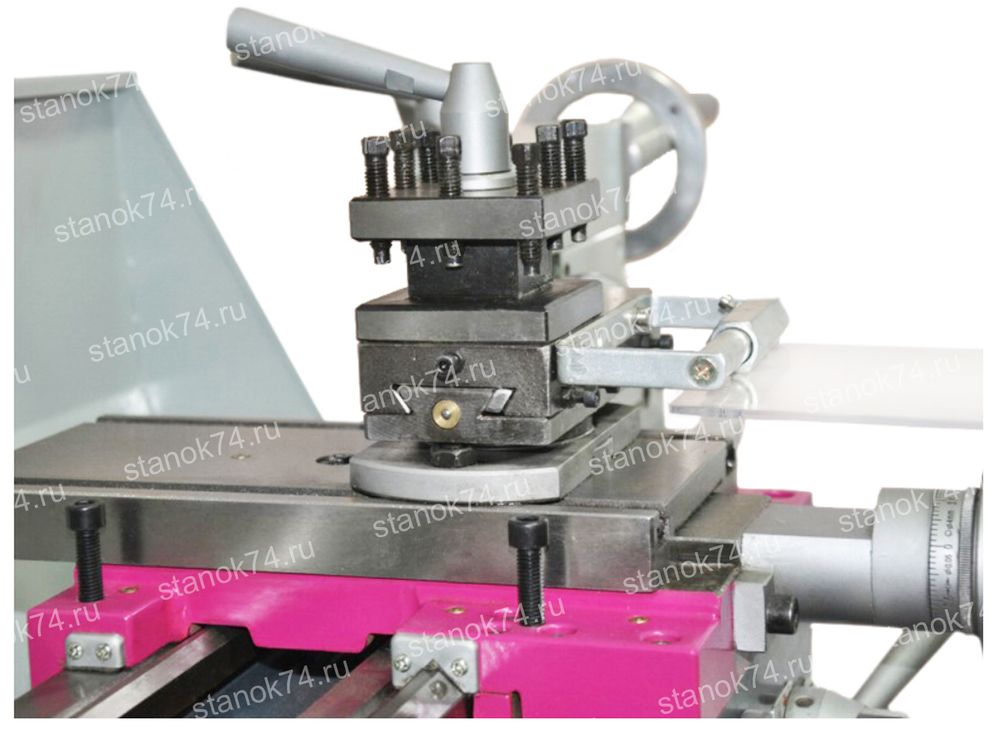 Если ваша цель узнать больше о токарном деле, следуйте руководству.
Если ваша цель узнать больше о токарном деле, следуйте руководству.
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.
- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.
- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).

Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.
Шаг 2. Управление шпинделем.
Управление шпинделем.Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.
Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.
Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.
Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).
Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.
В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.
При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станкаРучное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.
Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.
Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.
Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.
При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.
Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станкаФиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.
При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.
Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:
- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.
Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
|
Bosch Rexroth KEB Control Techniques Parker Частотные преобразователи Широкий спектр качественных частотных преобразователей, услуги по подбору и модернизации станков и механизмов. Осуществляем официальные поставки по наилучшим ценам. Официальная поддержка клиентов и официальная гарантия. |
Motovario Wittenstein Alpha KEB Apex Мотор редукторы и редукторы Осуществляем поставки редукторов и мотор-редукторов разных типов от ведущих производителей. Производим полный комплекс услуг по подбору редукторов, оказываем консультации для клиентов. |
||
|
Абсолютные энкодеры Инкрементальные энкодеры Магнитные линейки Энкодеры, счетчики импульсов, токосъемники, индикаторы и пр. Поставляем официально все типы высокоэффективных энкодеров и индикаторов всех типов. Осуществляем оперативный подбор энкодеров под задачи заказчика. |
СТМЛ-1, ШМ-2, СТМ-2 СТМТ-2, MP-25, MTP-1 Системы линейного перемещения и модули линейного перемещения Разрабатываем и производим широкий спектр модулей и систем линейного перемещения. Производим системы линейных перемещений по индивидуальным заказам. Оказываем полный комплекс услуг по разработке и производству. |
||
Техника линейных перемещенийРельсовые направляющие SBC Цилиндрические направляющие Миниатюрные направляющие MID ШВП Техника и механические компоненты для систем линейных перемещений Разрабатываем и поставляем комплектующие для систем линейного перемещения. Производим системы линейных перемещений по индивидуальным проектам. |
Винтовые домкраты ZIMM Компоненты привода и трансмиссии ZIMM Домкраты и подъемно-транспортные механизмы Осуществляем поставки промышленных домкратов для производственных нужд, прецизионные домкраты. Предлагаем компоненты приводов и трансмиссии. |
||
Системы управленияКонтроллеры Fatek ЧПУ Delta Tau ЧПУ «СервоКон 2000» Системы управления, панели операторов Цифровые системы управления, современные системы ЧПУ, HMI и пр. Оказываемо полный комплекс услуг для систем ЧПУ. Осуществляем разработки и модернизации собственной высокоэффективной системы ЧПУ “Сервокон”. |
Гибкие кабель-каналы CPS Гофрозащита CPS Flex Системы защиты кабелей, кабель-каналы Широкий спектр систем защиты кабелей, высоконадежные кабель-каналы для промышленного производства, гибкие кабель-каналы для жестких условий эксплуатации или специального назначения. |
НИОКР
Производим НИОКР, осуществляем услуги по разработке, проектированию, пуско-наладке широкого спектра механизмов, узлов, оборудования и станков. Осуществляем разработку, доработку, модернизацию и производство станков и механизмов, в том числе специального назначения (с уникальными характеристиками и/или функционалом) на базе собственного производства в России. Опыт работы более 15 лет.
НИОКР (что такое НИОКР?), определения, основные понятия, эффективность НИОКР.
НИОКР. Проекты НИОКР. Услуги НИОКР.
Заказать услуги НИОКР. Осуществление НИОКР.
НИОКР – Получить более подробную информацию о реализованных проектах.
Как установить режущий инструмент для токарного станка
Последнее обновление: 24 апреля 2021 г., Чарльз Уилсон
Если вас интересуют токарные мини-токарные станки по металлу, но вы мало знаете о режущих инструментах и их использовании, тогда этот кусок письмо для вас.
Читая эту статью, вы научитесь осваивать различные советы и приемы настройки материнской платы всех станков – токарно-режущего станка!
Это универсальный инструмент с точки зрения производительности.Следовательно, необходимо знать, как правильно с этим обращаться.
Эта штука используется для разнообразных операций, таких как токарная обработка, конусность, накатка, формовка, резка, торцевание, нарезание винтов, затупление, растачивание, прядение, шлифовка, полировка и т. Д.
Все это можно сделать с помощью простая замена режущего инструмента, который подается либо параллельно, либо под прямым углом к заготовке, при одновременном вращении шпинделя.
Пошаговый процесс настройки
Одним из важнейших факторов, которые следует учитывать при настройке станка, является точная регулировка высоты токарного инструмента относительно центральной линии токарного станка.Это, в свою очередь, зависит от:
1. Стойкость инструмента
2. Обработка поверхности
3. Эффективность резания
Ниже приведены наши 7 инструкций , которые помогут вам в настройке режущего инструмента токарного станка:
Шаг 1: Обеспечьте безопасность!
Поскольку это оборудование включает в себя множество операций по резке и шлифованию, в первую очередь следует принимать во внимание безопасность оператора, чтобы предотвратить любые травмы.
Чтобы снизить вероятность нежелательной аварии, все действия должны выполняться при выключенном токарном станке.
Да, это так просто! Вот замечательное руководство для начинающих для любителей токарных станков по металлу, в котором мы обсудили проблему безопасности более подробно, или вы можете проверить это общее руководство, чтобы узнать основы проблем с токарными станками и способы их решения.
Шаг 2. Подберите подходящий инструмент
Помимо различных режущих инструментов, вам также понадобится простая 6-дюймовая шкала. Стальная линейка должна быть примерно такой же длины, что и линейка выше и ниже средней линии.
Шаг 3: Установите заготовку в токарный станок
После того, как заготовка отрегулирована на патроне, как указано, переставьте шпиндель задней бабки так, чтобы он вытянулся примерно на 3 дюйма на дальней стороне задней бабки.
Ослабьте рычаг задней бабки. Поместите оконечный конец детали в патрон; скользите задней бабкой до тех пор, пока она не будет поддерживать другой конец заготовки. Теперь аккуратно закрепите зажим задней бабки.
После загрузки заготовки в токарный станок постепенно затягивайте патрон до точки, в которой он больше не двигается.Убедитесь, что линия идет правильно. В противном случае удалите центр, очистите поверхность и замените ее.
Вы также можете прочитать эту статью, где мы говорили о способах установки токарного патрона.
Шаг 4: Установите режущий инструмент
Держатели инструмента используются для крепления режущих инструментов токарного станка. Сначала очистите держатель, чтобы предотвратить неправильную настройку. Затем затяните болты. Важно позаботиться о том, чтобы кончик инструмента находился в непосредственной близости от держателя инструмента.
Это поможет уменьшить повреждение инструмента. В противном случае это может повлиять на весь процесс и испортить заготовку.
Шаг 5: Установите линейку в положение
Поместите линейку в середину ложи и инструмента.
Инструмент будет в центре, а линейка будет расположена вертикально. Точно так же инструмент будет подниматься выше, когда линейка наклоняется вперед, и опускаться, когда линейка наклоняется назад.
Чтобы зафиксировать высоту инструмента, отрегулируйте колесо высоты, чтобы вернуть его в желаемое положение.
Шаг 6: Сделайте пробный надрез
Сделайте легкий надрез. Точная и точная установка должна создать ровный разрез торца без каких-либо дефектов.
Шаг 7: Окончательная регулировка
Если вы собирались сделать только торцевую резку, значит, ваша работа была сделана на этом. Однако, если вы хотите сделать что-то еще, вам придется вынуть инструмент и снова настроить его.
В комплекте сохранятся все ранее сделанные настройки! Повторите тот же процесс для всех инструментов!
Для удобства рекомендуется получить набор нескольких держателей и просто опустить их на место.Это сэкономит вам много времени и избавит вас от утомительного процесса настройки снова и снова.
Заключение
Как видите, наладка токарного станка не является сложной задачей. Все, что вам нужно сделать, это правильно следовать инструкциям, и все будет в порядке.
Но если у вас остались вопросы, дайте нам знать в комментариях.
Как прикрепить дерево к токарному станку
Когда вы только начинаете, может быть немного сложно определить, как прикрепить дерево к токарному станку.Что делает один метод лучше другого? И что еще хуже, почему один человек поступает так, а другой – по-другому?
Я думаю, что, когда вы полностью разберетесь с этими тремя способами крепления дерева к токарному станку, вы лучше поймете, почему, как и когда использовать их в токарном станке.
Когда заготовка чаши готова для токарного станка, ее необходимо правильно прикрепить, чтобы начать вращение. Есть три простых, простых, безопасных и надежных способа прикрепления дерева к токарному станку, которые мы рассмотрим в этой статье.Каждый метод крепления дерева имеет свои сильные стороны и преимущества, а также некоторые недостатки.
Два раза для крепления дерева
Существует два основных периода присоединения, через которые проходит дежа во время производства. Во-первых, заготовка чаши должна быть прикреплена к токарному станку таким образом, чтобы обеспечить достаточный доступ к основанию, чтобы сформировать шип, а затем сформировать внешнюю часть чаши.
Во-вторых, необходимо перевернуть чашу после создания шипа и внешней формы. После изготовления шипа чашу вращают и прикрепляют к токарному станку с помощью четырехкулачкового патрона для непрерывного создания внутренней части чаши.
Шип – это цилиндрический выступ на дне чаши, служащий опорой для четырехкулачкового патрона. Если вы хотите узнать все о создании идеального шипа, прочтите эту статью.
Также можно создать паз. В этом примере я покажу шип. Прочтите эту статью о создании врезного соединения чаши. А если вы не уверены, использовать ли шип или паз, эта статья может помочь вам решить.
Размер имеет значение
Как вы помните в статье о изготовлении деревянной заготовки чаши, форма заготовки чаши может варьироваться от простого отрезанного сечения до большой сбалансированной и истинно цилиндрической заготовки из дерева.Форма и размер деревянной заготовки будут определяющими при первоначальном креплении заготовки чаши к токарному станку.
Все описанные здесь различные подходы будут использоваться для создания шипа или лапки, чтобы позже перевернуть заготовку дежи и прикрепить ее к четырехкулачковому патрону. Если вы хотите повернуть чашу без четырехкулачкового патрона, ознакомьтесь с этой статьей.
Цилиндрический патрон
Патрон с цилиндрической головкой – это недорогой и быстрый способ прикрепить дерево к токарному станку. Цилиндрический патрон – это «приводной центр», что означает, что он не вращается свободно на подшипниках.
Он приводится в движение передней бабкой и имеет прочный конический вал Морзе, который входит в полый центр шпинделя передней бабки.
Затем деревянную заготовку чаши центрируют между цилиндрическим патроном и «подвижным центром» с подшипниками, которые вращаются, прикрепленными к задней бабке.
Одним из значительных преимуществ использования цилиндрического патрона является то, что деревянную заготовку чаши можно легко ослабить и переставить как на передней, так и на задней бабках независимо друг от друга и в любой момент в процессе токарной обработки.
Возможность перенастройки полезна, особенно при точении черновой заготовки с неопределенной формой дна.
Часто при формировании изгиба дна чаши обнаруживается, что одна сторона требует гораздо большего поворота, чем противоположная.
Вместо того, чтобы вырезать заготовку чаши, удаляя лишний материал с одной стороны, чтобы он соответствовал другой светлой стороне, заготовку можно визуально отцентрировать на задней бабке.
Повторная регулировка чаши приводит к усреднению тяжелой стороны с легкой, оставляя больше материала для придания формы и создания окончательной формы дна чаши.
Прямая скорость
Еще одно преимущество цилиндрического патрона – скорость.
Когда вы прикрепляете деревянную заготовку чаши с помощью цилиндрического патрона, заготовку чаши можно быстро и эффективно заменить, просто ослабив заднюю бабку, удалив выточенную деревянную деталь и вставив новую заготовку чаши. Это отличный вариант, если важны скорость и производительность.
Скрытая шпора безопасности
Хотя он не предназначен для свободного вращения, как живой центр, цилиндрический патрон будет проскальзывать и вращаться, если при повороте возникает чрезмерное сопротивление.
Проскальзывание может быть как положительным, так и отрицательным признаком цилиндрического патрона. Если заготовка чаши проблематична и представляет собой защемление, то при использовании цилиндрического патрона эти защелки будут минимальными.
Вместо внезапного потенциально сильного захвата цилиндрический патрон просто начнет проскальзывать и уменьшит скорость привода токарного станка.
Токарная обработка древесины может полностью остановиться, даже если двигатель и шпиндель передней бабки все еще вращаются. Если проскальзывание цилиндрического патрона нежелательно, затяжка задней бабки снизит вероятность проскальзывания.
Имейте в виду, что соединение цилиндрического патрона в конусе Морзе является чистым трением, а не жестким быстрым механическим соединением, как в других методах, которые мы рассмотрим.
Патрон с цилиндрической головкой не обязательно может быть хорошим решением для крепления большой и тяжелой древесины к токарному станку. Из-за добавленного крутящего момента и импульса более крупных заготовок дежи более вероятно, что цилиндрический патрон вырвет волокна древесины в точке контакта, что снизит удерживающую способность патрона.
Кроме того, добавленная сила более крупных заготовок чаши облегчает отрыв заготовки от токарного станка во время токарной обработки.
Шпоночный патрон и шип
Поворачивать шип при использовании патрона с цилиндрической головкой может быть непросто, поскольку задняя бабка будет мешать.
После небольшой практики работа вокруг задней бабки не представляет труда, но требует немного больше времени, чем освобождение конца заготовки стакана от задней бабки.
Работа вокруг задней бабки также добавляет дополнительный шаг по удалению заглушки задней бабки перед тем, как повернутый шип можно будет повернуть и использовать для удержания заготовки стакана в четырехкулачковом патроне.
Винтовой патрон
Эффективный вариант для крепления дерева к токарному станку и быстрого и надежного поворота с открытой рабочей зоной без задней бабки – это патрон для шурупов.
Патрон винта, как следует из названия, представляет собой винт, который используется для прикрепления дерева к токарному станку в одной точке.
Сначала необходимо найти центр заготовки и просверлить отверстие для крепления винтового патрона.
Размер отверстия имеет значение. Слишком маленькое просверленное отверстие затруднит прикрепление и извлечение заготовки на токарный станок.
С другой стороны, слишком большой зазор позволит винтовому патрону соскользнуть и вырезать отверстие, заставляя заготовку чаши вращаться относительно передней бабки и не вращаться.
Некоторые производители могут рекомендовать размер отверстия для сверления.
Чтобы найти сверло подходящего размера, поместите сверло за патрон винта и посмотрите, нет ли выступающей резьбы. Размер сверла должен быть аналогичен валу винтового патрона без резьбы.
Я обнаружил, что даже при использовании сверла правильного размера сырое дерево будет сильно зажимать винтовой патрон, и его будет трудно удалить.
Обычно я снимаю винтовой патрон и помещаю его квадратную головку в тиски, чтобы усилить заготовку стакана до тех пор, пока она не ослабнет.
Аксессуар или специальный
Винтовые патроны бывают нескольких различных форм: фиксированные и вспомогательные.
Я использую дополнительный винтовой патрон, который идет в комплекте с моим четырехкулачковым патроном. Этот вспомогательный патрон для винта в основном выглядит как гигантский болт с резьбой по дереву.
В основании находится область с канавками, которая совпадает с внутренней частью четырехкулачкового патрона и принимает вставку винтового патрона, когда четырехкулачковый патрон затягивается вниз.
В этой конфигурации губки патрона с четырьмя кулачками являются внешним основанием, которое необходимо оттянуть вниз для заготовки чаши.
Важно не только затянуть заготовку стакана в винтовом патроне, но также убедиться, что окружающая область заготовки стакана надежно сидит поверх губок четырехкулачкового патрона.
Доступны специальные винтовые патроны, которые включают фиксированный винтовой патрон с окружающей опорной базой.
Так же, как и в случае с винтовым креплением четырехкулачкового патрона, чтобы прикрепить дерево к токарному станку с помощью специального винтового патрона, обязательно установите заготовку полностью до основания для надежного крепления.
В любой конфигурации, если бланк не входит в основание винтового патрона, он может раскачиваться или расшататься и потенциально полететь.
Летающая древесина – это не то, чего мы желаем при токарной обработке древесины.
Открытый
После надежного крепления винтовой патрон является отличным вариантом крепления для заготовок дежи.
Хотя по возможности следует использовать заднюю бабку, ее можно не устанавливать, если заготовка вращается без проблем.
Если задняя бабка убрана, формирование шипа чаши и придание формы внешней части чаши – это несложно.
Еще одно большое преимущество использования патрона для винта – отсутствие необходимости менять патрон на передней бабке.
Этот метод не работает для специального винтового патрона, так как он должен сниматься с передней бабки перед установкой на четырехкулачковый патрон.
Однако с дополнительным винтовым патроном необходимо просто открыть губки, чтобы освободить винт, и затем заготовку чаши с новым шипом можно перевернуть и поместить в четырехкулачковый патрон, готовый продолжить вращение внутренней части.
Одним из недостатков винтового патрона является то, что его нелегко повторно центрировать после того, как сделано первое отверстие.
Если требуется небольшая регулировка и необходимо просверлить новое отверстие рядом с первым отверстием, образовавшаяся полость может не поддерживать зажимной патрон.
В этом случае небольшие деревянные прокладки могут быть добавлены к отверстию увеличенного размера, чтобы попытаться создать подходящую область для захвата винтового патрона.
Кроме того, поскольку винтовой патрон вставлен в деревянную заготовку, он устанавливает ограниченную фиксированную ось, внутри которой заготовка должна вращаться.
Эта фиксированная насадка затрудняет перемещение конца задней бабки заготовки после начала процесса токарной обработки.
В связи с этим важно не торопиться и заранее определить центр заготовки чаши.
Space Out
Если глубина винтового патрона представляет проблему для маленькой или неглубокой чаши, используйте проставку.
В тонкой фанере можно просверлить небольшой квадрат или несколько квадратов и навинтить на него винт, образуя прокладку.Прокладки сокращают общую длину шнека, благодаря чему он меньше выступает в заготовке чаши.
Хорошее практическое правило для надежного резьбового захвата – семь ниток резьбы. Когда вы прикрепляете дерево к токарному станку, старайтесь, чтобы было видно как минимум семь нитей, чтобы они хорошо держались.
Винтовой патрон – отличное решение для производства и идеально подходит для заготовок дежи малых и средних размеров.
Большие заготовки стакана, такие как цилиндрический патрон, могут создать слишком большую силу для винтового патрона и могут вывести древесину из соединения винтового патрона.
Лицевая панель
Лицевая панель – это папа Mack daddy для крепления заготовок чаши к токарному станку.
Когда дело доходит до работы с большими или необычными деревянными заготовками чаши, лицевая панель – это путь для безопасного и надежного соединения.
Хотя лицевая панель отлично подходит для подключения, есть некоторые вещи, которые вы никогда не захотите делать с лицевой панелью.
Лицевые панели бывают разных размеров. Благодаря этому можно использовать лицевые панели большего размера для безопасного крепления больших заготовок.
Как правило, для прикрепления древесины к токарному станку требуются более крупные лицевые панели для больших и массивных деревянных заготовок чаш, особенно тяжелых влажных заготовок из сырого дерева.
Кроме того, заднюю бабку следует использовать, когда необходимо добавить дополнительную опору, но это не всегда необходимо.
Поскольку для крепления лицевой панели к заготовке чаши используется несколько винтов, существует небольшой риск отсоединения лицевой панели от деревянной заготовки.
Важно использовать шурупы для дерева или листового металла хорошего качества подходящего размера, а не шурупы для гипсокартона.
Шурупы для гипсокартона изготавливаются дешево и не рассчитаны на большой вес и могут сломаться под давлением. Лучше всего подойдут шурупы хорошего качества, желательно с квадратным хвостовиком.
Размер винтов для лицевой панели
Важно правильно подобрать размер винтов. Когда я начинал, мой наставник настаивал на том, чтобы винты были размером десять (# 10), что указывает на толщину вала винта.
Однако, когда я пошел вставлять эти винты в новую купленную мною лицевую панель, они не подходили к отверстиям для винтов.Вместо этого я использовал винты номер восемь (№8), и они отлично подошли.
Используйте винты максимально возможной ширины, чтобы соответствовать отверстиям для винтов на лицевой панели, не оставляя зазоров или люфтов при посадке.
Длина винтов тоже важна. Как долго они должны быть? Ну, достаточно долго, конечно. Если серьезно, то это необходимо будет определять по нескольким причинам.
Семь потоков
Толщина лицевой панели должна быть исключена из уравнения.Решающее значение имеет глубина шурупа в древесине.
Один из способов определить, достаточна ли длина винта, – это вставить его в одно из отверстий для винтов на лицевой панели и подсчитать нижнюю открытую резьбу.
Если можно насчитать семь нитей, они будут выступать в древесину; это считается идеальным. Если считается меньше резьбы, необходим более длинный винт.
Если подсчитать больше резьбы, винт может быть излишне слишком длинным и, возможно, существует риск того, что он заденет стенки окончательной чаши.
В отличие от ограниченных точечных соединений прямозубого патрона и винтового патрона, лицевая панель покрывает большую площадь поверхности заготовки, создавая устойчивое основание.
Достоинством этой превосходной безопасности является возможность регулировки после начала процесса токарной обработки.
Расположение лицевой панели со стороны передней бабки можно отрегулировать, открутив все винты и переставив лицевую панель. Это можно сделать, чтобы лучше отцентрировать чашу или изменить ее положение, чтобы получить немного лучший угол.
Плоское крепление
Еще один небольшой недостаток лицевой панели – необходимость ее прикрепления к ровной гладкой поверхности.
При повороте относительно грубой заготовки дежи необходимо сгладить ровную поверхность для размещения лицевой панели. Плоскую поверхность можно получить двумя способами.
Если требуется лицевая пластина меньшего размера, можно использовать сверло Форстнера, чтобы вырезать плоское круглое место для лицевой пластины.
Будьте осторожны при использовании бит Форстнера с небольшими деревянными заготовками чаши, так как бит может захватить заготовку и взять ее на вращение.В таких случаях хорошо подойдет большой деревянный зажим или тиски.
Для больших лицевых панелей и когда мне нужно очистить область коры от заготовки чаши с естественным краем, я использую угловую шлифовальную машину с круглым режущим лезвием, которым оказывается четырехдюймовый диск бензопилы.
Соблюдайте осторожность при очистке плоской области лицевой панели с помощью такого инструмента, потому что он может быстро зацепиться и вырваться из вашей руки. Я обнаружил, что лучше всего отгрызать материал медленно, вместо того, чтобы удалять большие куски за раз.
Критическое местоположение
В любом случае, когда создается плоская область, важно помнить, что лицевая панель определяет форму верхней и нижней части чаши.
Плоское дно деревянной заготовки чаши будет параллельно лицевой панели. Этот фактор необходимо учитывать при определении подготовленной площади, на которую будет установлена лицевая панель.
Обычно я устанавливаю лицевую панель на свой стол и периодически наклоняюсь, чтобы проверить расположение и угол наклона лицевой панели по отношению к плоскому дну, особенно при резке области угловой шлифовальной машины произвольной формы.
Хотя это кажется незначительной проблемой, важно убедиться, что лицевая панель с прикрепленной деревянной заглушкой чаши полностью сидит и надежно закреплена на стойке шпинделя передней бабки.
Если по какой-либо причине лицевая панель не устанавливается на шпиндель передней бабки, можно использовать небольшую пластиковую шайбу (и) в качестве прокладок для устранения любых зазоров и создания надежного соединения.
Любой зазор вызовет вибрацию и приведет в лучшем случае к менее плавному движению от передней бабки и к возможности вылета дерева в худшем случае.Опять же, все еще нежелательный атрибут.
Лицевая панель требует больше времени для подготовки и крепления, чем шпиндель или винтовой патрон, но заменой этого дополнительного времени является надежное соединение, которое будет удерживать большие заготовки чаши, при этом оставляя область задней бабки открытой для легкого создания шипа и формирование чаши.
Какой способ крепления деревянной заготовки чаши к токарному станку вы захотите изначально, зависит только от вас. Надеюсь, вам подойдут один или несколько методов, обсуждаемых здесь.
И я также надеюсь, что вы сможете увидеть все тонкости того, что делает каждый процесс правильным или, возможно, неправильным, в зависимости от конкретной чаши, которую вы решите создать.
Каким способом (-ами) вы обычно прикрепляете дерево к токарному станку? Оставьте мне комментарий ниже и дайте мне знать.
Подробнее об оборудовании, упомянутом в этой статье, см. В моем «Руководстве по рекомендуемому оборудованию».
Ознакомьтесь с этими дополнительными связанными сообщениями:
• ДЕРЕВЯННАЯ ЧАША НАИХ ДЕРЕВЯННОЙ ФОРМЫ 5 ТЕНОНОВ (НОГА, ВИНТ, КРЕПЛЕНИЕ)
• БЕЗОПАСНАЯ СКОРОСТЬ ТОКАРНОГО СТАНКА ПО ДЕРЕВУ (РАСЧЕТ, ОПРЕДЕЛЕНИЕ, НАСТРОЙКА ОБОРОТОВ В МИНУТУ)
• ДЕРЕВЯННАЯ ЛИЦЕВАЯ ПАНЕЛЬ – НИКОГДА НЕ СКОРОСТЬ 8 вещей
Happy Turning,
Кент
Молотки запрещены или необходимы Текст и фото Тома Хинца Если вы обрабатываете дерево, вы владеете или будете владеть патроном. Современные токарные патроны, такие как 4-кулачковый спиральный патрон Oneway Talon на прилагаемых фотографиях, хорошо изготовлены и просты в использовании.Однако есть одна проблема, с которой почти каждый рано или поздно сталкивается с патроном, независимо от марки – его снятие с токарного станка. Без молотков! Я слышал от слишком многих начинающих (и ветеранов) токарных станков, которые повредили свой патрон или токарный станок, выбив патрон молотком.Помимо повреждения или деформации патрона, удары молотка могут повредить или даже сломать подшипники, поддерживающие шпиндель. Приобретите ленточный ключ Для этой задачи есть готовый инструмент – ленточный ключ. Тяжелый резиновый ремень, армированный тканью, прикреплен к ручке с одного конца.Оставшаяся часть ремня оборачивается вокруг патрона перед тем, как снова ввинтить его в ручку. При приложении давления ремень фиксируется на месте, а длина ручки обеспечивает значительное усилие, увеличивающее прилагаемую силу. Схватить, потянуть и, возможно, ударитьЧтобы освободить застрявший патрон, заблокируйте шпиндель в соответствии с инструкциями производителя токарного станка.Оберните ленточный ключ вокруг корпуса патрона и плотно затяните ленту.
Помните, что ленточные ключи являются направленными, поэтому их нужно наматывать вокруг патрона в правильном направлении. Также полезно знать, что когда патрон вырывается, это происходит сразу. В зависимости от того, куда направлена рука, тянущая за ключ, вы можете нанести неприятный удар себе по носу, как это сделал зритель NewWoodworker.com, чуть не вырубив себя. Установите ленточный ключ так, чтобы при фиксации на ремне ручка находилась в положении «10 часов».Таким образом, давление будет направлено вниз, а не на ваше лицо. Установка патрона
Сначала тщательно очистите резьбу на шпинделе и внутри патрона. Мусор, застрявший в любом месте, может действовать как фиксирующий состав для резьбы и затруднять установку или удаление патрона позже. Наденьте патрон на шпиндель, стараясь не перекрещивать резьбу.Патрон должен легко навинчиваться на шпиндель без большого люфта или натяжения. Поверните патрон вручную, пока он не коснется заплечика на шпинделе (или не достигнет нижнего предела), а затем поверните его назад на ½ – оборота. Используя только вашу руку и щелчок запястья, поверните патрон по часовой стрелке и позвольте ему «удариться» о плечо. Это должно быть все, что нужно для фиксации патрона на шпинделе. Все, что вы делаете при использовании патрона, имеет тенденцию к более сильной затяжке. Токарные станки и патроны по дереву дороги, поэтому правильное обращение с ними стоит потраченного времени.Установка и снятие патрона токарного станка не должно быть неприятным или неприятным занятием. Не торопитесь, следуйте описанной здесь процедуре, и ваш патрон и вы останетесь неповрежденными. |
Как установить адаптер для токарного патрона
Патроны для токарных станков – это приспособления, которые удерживают вспомогательный инструмент на станке. Патроны устанавливаются на станки и могут удерживать другие предметы. Если ваш патрон не подходит к нужному вам приспособлению, то для завершения сборки потребуется переходник.При установке переходника для токарного патрона следует учитывать использование и предполагаемые проекты для токарного станка. Адаптер токарного патрона позволяет токарному станку расти, выступая в качестве соединителя между патроном и дополнительным аксессуаром. Адаптер патрона позволяет долоте прикрепляться к шпинделю дрели, задней бабке токарного станка с помощью адаптера или к фрезерному станку. Адаптеры действуют как интерфейс между станком и дополнительным инструментом и создают безграничную комбинацию для токарного станка, позволяя устанавливать дополнительные детали по мере необходимости.
Доступно несколько типов переходников для патронов. Адаптер патрона может быть даже самодельным и при этом работать так же, как приобретенный адаптер. Двумя наиболее популярными типами переходников являются переходники с резьбой и реверсивные переходники.
Резьбовые переходникиРезьбовые переходники легко доступны для покупки, но также возможно изготовление самодельных резьбовых переходников. Резьбовые переходники создают легко заменяемый переходник, который позволяет пользователю добавлять и снимать насадки взаимозаменяемо.Резьбовые переходники ввинчиваются в патрон и создают правильную деталь крепления для желаемого дополнительного продукта. Резьбовой переходник следует устанавливать путем навинчивания переходника на шпиндель токарного станка.
Реверсивный адаптерЕсли вы приобрели реверсивный адаптер, установка также довольно проста. Реверсивный адаптер имеет один конец, который входит в заднюю бабку, а другой конец с резьбой. Резьбовой конец позволяет легко ввинтить его в патрон.Чтобы установить реверсивный адаптер, сначала нужно открутить или снять патрон с токарного станка, не снимая чашу. Далее вам нужно будет установить реверсивный адаптер, ввинтив его в заднюю бабку патрона. Как только адаптер встанет на место, переместите заднюю бабку вверх и поверните, чтобы зафиксировать ее на месте.
Корректирующие крепежные болты для установки адаптераВозможно, вам придется переделать приобретенный адаптер в том случае, если болты адаптера не совпадают с болтами на патроне.Во-первых, вам нужно убедиться, что резьба на адаптере токарного патрона и шпинделе токарного станка чистая и гладкая. Не все приобретенные адаптеры будут поставляться с точными болтами, винтами или монтажными отверстиями, необходимыми для установки. В случае, если крепления не соответствуют тому, что у вас есть на патроне, вам нужно будет создать правильные крепления в адаптере и / или патроне. Чтобы создать правильные монтажные отверстия в адаптере, сначала следует покрыть заднюю часть адаптера макетной краской. Затем установите адаптер на шпиндель.Затем вы можете взять кусок проволоки или острый инструмент, чтобы наметить болты на задней части адаптера. Это создаст контур, который затем можно использовать, чтобы вырезать правильные монтажные отверстия в адаптере. После того, как у вас будет контур того, где должны быть крепежные болты на адаптере, снимите адаптер со шпинделя и используйте контур, чтобы просверлить отверстия в адаптере.
Настройте свой новый токарный станок с ЧПУ: шаг за шагом
Теперь у вас есть новый токарный станок.
Уже доставлено и уже в вашем магазине.Чем вы сейчас занимаетесь?
Моя подготовка к токарному станку началась еще до того, как я его получил. Я получил для него точные размеры и очистил все пространство, необходимое для того, чтобы он стал домом. Я также выполнил всю предварительную проводку. Все машины марки Automate требуют трехфазного питания, так что это означало, что я собирался получить вращающийся фазовый преобразователь. Компания Automate предлагает вам роторный преобразователь фазы от American Rotary по хорошей цене.
Я никогда раньше не использовал роторный преобразователь фазы, так что мне действительно не с чем сравнивать, чтобы основывать свое мнение на нем, но я могу сказать вам, что с этой компанией приятно иметь дело.Хотя они еще даже не были клиентом, они связали меня со своей службой технической поддержки, которая помогла мне разобраться в процессе подключения. Инструкции, которые они предоставляют, тоже очень приличные, но я просто «удостоверился», что все понял. Как только я получил посылку, подключить питание оказалось довольно просто.
Одна вещь, которую я заказал у них напрямую, – это трехфазный автоматический выключатель, который был разработан для установки прямо в блок управления Rotary. Это было около 100 долларов, но дополнительный уровень защиты того стоит.Это также приятно, потому что вы можете использовать этот прерыватель, чтобы отключить всю мощность токарного станка, если вам нужно работать внутри шкафа с электроникой.
По умолчанию 2 из 3 ветвей питания (2 линии, предоставляемые вашей электрической службой) подводятся непосредственно к машине, к которой он подключен, а роторный двигатель генерирует только 3-ю ветвь питания. Так что будьте осторожны, даже если у вас выключен ротор, у вас все еще есть 2 ноги питания, которые все еще находятся под напряжением, идущие в токарный станок.
Я также позаботился о том, чтобы у меня было оборудование, чтобы перемещать его, когда оно было в моем магазине.У меня был старый домкрат для поддонов, который был рассчитан на 5500 фунтов, поэтому я решил, что просто воспользуюсь им. В то время как мой старый домкрат для поддонов поднимал его и перемещал, это было непростой задачей, поскольку выяснилось, что пластиковое покрытие на колесах в значительной степени разрушилось под весом токарного станка (3800 фунтов) на нем.
Ага, как вы уже догадались, пришло время нового домкрата для поддонов. Northern Tools продает действительно хорошие по довольно низкой цене. На момент написания этой статьи он действительно в продаже.
Теперь приступаем к распаковке.Прежде всего, я нашел время, чтобы открыть все крышки, проверить всю проводку и различные соединения, чтобы убедиться, что во время транспортировки ничего не отсоединилось. Это также включало открытие шкафа с электроникой и проверку всего. Повсюду были разложены разные вещи, поэтому моей первоочередной задачей было распаковать все и посмотреть, с чем мне придется работать.
Они отправляют устройство с некоторыми фиксирующими скобами, закрепленными болтами, чтобы стол ZX не двигался во время транспортировки.Всего несколько болтов, и они были сняты.
Вид спереди токарного стола с желтыми фиксирующими скобами.
Одна вещь, которую я обнаружил при установке вращающегося фазового преобразователя, заключается в том, что если производители помещают слишком много информации в руководство в виде инструкций, это может фактически создать проблемы с ответственностью. Кажется, что баланс между
прекрасен.- предоставляет достаточно информации для тех, кто разбирается в этом, и
- дает пошаговые подробные инструкции, которые могут привести к тому, что тот, кто ДУМАЕТ, что знает, что делает, причинить себе вред.
Я упоминаю об этом, потому что это подводит меня к другому вопросу. Если вы в чем-то не уверены, неважно, что это такое, «Будьте терпеливы» и получите ответы, прежде чем продолжить. Или наймите кого-нибудь, кто знает, что они делают, чтобы он сделал это за вас. Нетерпение НЕ стоит твоей жизни или конечностей!
Я повторю еще раз: Если вы не уверены на 100% в том, что делать, не делайте этого, пока не будете уверены на 100%. Если есть какие-либо вопросы или опасения, обратитесь за помощью к сертифицированному установщику оборудования или электрику!
Следующее, что я сделал, это поставил машину на место.Было много медленных движений и незначительных корректировок положения. Новый домкрат для поддонов сделал это очень просто. Как только токарный станок был перемещен на место, я решил, что пора заняться его выравниванием. У меня нет такого необычного уровня, как у некоторых риггеров, но я обнаружил, что эта маленькая жемчужина – действительно хороший инструмент, и вывел меня на «уровень», с которым мне было комфортно. (Простите за каламбур)
Уровень соответствует 1/10 градуса. Я использовал домкрат для поддонов, чтобы поднять токарный станок, а затем подкладывал различные прокладки под ножки, пока не оказался на уровне X и Z.На самом деле я использовал некоторые металлические ленты в качестве прокладок вместе с более толстым прикладом, который у меня был. Может быть, это неправильно, но это работает, и через 4 месяца мой токарный станок все еще выровнен по обеим осям. Я знаю, что это регулируемые ножки, но мне просто не удалось заставить их регулировать столько, сколько нужно, или даже работать так, как задумано.
Было еще несколько вещей, которые нужно было сделать, например, установить поддон для охлаждающей жидкости, подключить к нему воздух (моя машина имеет пневматический зажим) и внести небольшие изменения в установку в корпусе шпинделя, который добавлял опору к рампе охлаждающей жидкости.
Приносим извинения за темноту фотографии, но вы довольно отчетливо видите ножку, которую я поставил на переднюю часть рампы.
Шаги после распаковки и выравнивания машины
На этом этапе я был готов подключить питание к машине. Получив инструкции от American Rotary и поговорив с ребятами из Automate, я просто подключил 4 провода к машине и включил ее.
У меня в основном трехступенчатый процесс включения:
- Включите поворотный преобразователь фазы и дайте ему набрать скорость (это всего несколько секунд).
- Нажмите выключатель питания на задней стороне токарного станка.
- Нажмите зеленую кнопку «Пуск» на самом элементе управления.
ПРИМЕЧАНИЕ. Мне пришлось поменять местами 2 из 3 фазных проводов, поскольку машина работала в обратном направлении. Об этом меня предупредил Automate и что делать, если это случилось.
При этом машина загрузилась, и следующие 30 минут я потратил на копание в руководстве, так как понятия не имел, что делать! Я позвонил в Automate, так как не смог найти в руководстве процедуру запуска.FL300-II оснащен системой управления Siemens 808d, которой я никогда раньше не пользовался. Как только я поговорил с техническим специалистом в Automate, процесс запуска элемента управления довольно прост:
- Нажать RESET
- Нажмите кнопку справки
- Нажмите кнопку Z +, которая ссылается на ось Z
- Нажмите кнопку X +, которая ссылается на ось X
- Пресс JOG
- Нажмите кнопку ToolChange, чтобы проиндексировать револьверную головку
Просто, если вы это знаете, но неприятно, когда вы впервые включаете машину и не можете найти способ запуска.
В целом, это довольно безболезненный процесс. Я не торопился на каждом этапе, и люди проверяли мою работу с проводкой. Я лучше немного подожду, наберусь терпения и сделаю все правильно, чем поспешу и испорчу новую машину.
Спасибо за чтение. Следите за моей следующей статьей, в которой я расскажу об оснащении вашей машины с ограниченным бюджетом!
Уэйд Вендорф
Mandala Rose Works, LLC
Посмотреть больше видео можно здесь.
Уэйд Вендорф управляет и владеет компанией Mandala Rose Works, LLC, которая в течение последних 8 лет спроектировала, изготовила и произвела уникальный станок под названием Rose Engine Lathe, предназначенный для домашних плотников и любителей.Помимо создания и продажи своих двигателей Rose Engines, он также занимается созданием прототипов и небольшими партиями деталей для различных клиентов.
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы дадим вам доступ к некоторым отличным справочным материалам ЧПУ, включая:
Основы настройки токарного станка с ЧПУ, объясненные программистом ЧПУ VT
Я буду обсуждать как программист ЧПУ VT важные основные этапы настройки работы на наклонном станке с ЧПУ токарно-револьверный станок со станиной для операции зажима с механически обработанными мягкими губками.Эти основные шаги позволяют иметь высокую степень уверенности в том, что настраиваемое задание будет работать без проблем и согласованно после завершения настройки. В центре внимания этого примера будет настройка инструмента и крепления для станка, а не программа или различные методы обучения геометрии инструмента. Предполагается, что в этом примере у оператора будет простой список стандартных инструментов для наружного диаметра, инструментов для внутреннего диаметра и сверла для установки на станке
e.Обязанности оператора при выполнении настройки: установка оснастки, державок, обработка заготовки и обработка 1-й детали перед передачей работы оператору, который будет управлять производством.Начало работы
Первым шагом является просмотр таблицы инструментов и сбор указанного инструмента, мягких губок и заготовки для обработки. Собирая материалы для настройки работы, визуально осмотрите инструменты, которые вы собираетесь использовать.При проверке державок для токарных инструментов с внешним диаметром (OD) и внутренним диаметром (ID) проверьте наличие вмятин или вмятин на хвостовике держателя инструмента, которые создали деформацию или выступающие поверхности от вмятины на держателе инструмента. Небольшие зазубрины и деформации могут вызвать проблемы с обработкой заготовки, поскольку деформация может привести к смещению инструмента по оси шпинделя во время установки на станке. Смещение инструмента от центра может привести к преждевременному износу инструмента, плохой отделке и трудностям при постоянном соблюдении жестких допусков.Если у вашего инструмента есть небольшие вмятины на хвостовике, возьмите небольшой камень или плоский напильник и проведите им по области с втулкой, пока он не будет на одном уровне с существующей поверхностью на хвостовике инструмента. При выборе держателей инструмента, таких как цанги и втулки, для инструмента ID, проверьте наличие сколов и вмятин на цанге или втулке или на них. Убедитесь, что они чистые и не имеют повреждений. Если цанги или втулки имеют стружку или зазубрины, они могут привести к смещению инструмента по центру и / или не параллельно центральной линии шпинделя после установки в станок и во время обработки.Это может вызвать примерно те же проблемы, что и выше, однако это также может вызвать проблемы во время сверления, развертывания или нарезания резьбы, например, отверстия с раструбом или большие отверстия. Потратьте несколько секунд на визуальный осмотр инструмента перед сборкой и установкой его на станок, чтобы уменьшить количество переменных, вызванных проблемами с заготовкой во время обработки, таких как короткий срок службы инструмента или плохая отделка.
Что дальше
После сбора и проверки инструмента, в том числе инструмента для расточных губок, начинайте работу над частью удержания заготовки в процессе обработки.Удержание работы на токарном станке является очень важным элементом процесса для надежной и повторяемой обработки. Если вы программист с ЧПУ VT, то неправильная фиксация заготовки может вызвать проблемы с геометрией заготовки, такие как трехлопастные, биение и конусность; это также может вызвать проблемы с безопасностью, например, ослабление заготовки в станке.
При подготовке мягких губок для захвата заготовки вам не нужна программа для обработки губок, однако наличие программы облегчает эту задачу.Мы сосредоточимся на основах конфигурации кулачков, а не на фактическом методе обработки кулачков. При запуске процесса удержания заготовки сначала визуально осмотрите заготовку, которую необходимо обработать. Убедитесь, что на диаметре нет заусенцев, которые будут захватываться губками. Затем визуально осмотрите мягкие губки, которые вы собираетесь использовать, на наличие заусенцев и / или деформаций. Если челюсти в хорошем состоянии, проверьте номера на челюстях, например 1, 2 или 3. Если на челюстях нет номеров, используйте набор пронумерованных металлических штампов и проштампуйте челюсти, последовательно пронумеровав каждую челюсть номером. челюстей, которые вы будете устанавливать на патрон токарного станка.Установите кулачки на патрон, используя номера на кулачках, соответствующие номерам на главных кулачках патрона. Причина для нумерации кулачков и их установки на соответствующие главные кулачки – для будущего использования после того, как кулачки будут обработаны и сняты для следующей настройки. Пронумерованные губки и установка их в одинаковые положения путем сопоставления номеров, нанесенных на губках, и номеров на основных губках уменьшит объем работы по подготовке губок в будущих установках.Убедитесь, что вы соблюдаете правила техники безопасности производителя патрона при установке кулачков на станок. Требования безопасности будут зависеть от типа патрона, установленного на вашем станке. У вас может быть пневматический патрон, гидравлический патрон или спиральный патрон. Типы мастер-губок бывают разных конфигураций от гребня и паза до зубцов; каждый патрон в сборе может отличаться. Убедитесь, что вы соблюдаете процедуры безопасности производителя патрона для вашего патрона.
Далее, установка
Установите губки на станок, убедившись, что они находятся на одинаковом расстоянии от патрона по отношению к центральной линии шпинделя.Вы можете проверить это визуально с помощью шкалы, штангенциркуля или, взяв пулю и повернув патрон на низких оборотах. Если вы поворачиваете патрон на медленных оборотах, вы визуально увидите, выступает ли одна из губок дальше, чем другие. Во время обработки губок мы хотим убедиться, что обрабатываем заготовку правильной конфигурации. Челюсти должны иметь углубление на пересечении диаметра захвата и дна или заплечика губок. Поднутрение будет гарантировать, что деталь правильно удерживается на диаметре захвата и прилегает к боковой поверхности губок при зажатии.Если у вас нет подреза в губках, заготовка может быть вытолкнута за пределы боковой поверхности губок или взведена в губках из-за радиуса токарного инструмента, используемого для обработки губок. Радиус от токарного инструмента, оставленный в углу губок, будет препятствовать правильному зажиму патрона на обрабатываемой детали. Если заготовка должна захватываться за внешний диаметр, мы хотим сделать отверстие губок немного меньше диаметра заготовки. Если губки будут захватывать внутренний диаметр заготовки, мы хотим, чтобы губки были немного больше, чем внутренний диаметр, за который мы будем держаться.Причина изготовления губок таким образом заключается в увеличении площади поверхности захвата обрабатываемой детали. Например, если мы используем 3-х кулачковый патрон для захвата внешнего диаметра детали, мы хотим создать 6-ти точечный зажимной зажим, обрабатывая челюсти немного меньшего диаметра, чем диаметр, который будет захвачен челюстями. Если челюсти обрабатываются с превышением размера даже небольшого размера, будут потеряны 6 точек соприкосновения, а захват кулачков будет осуществляться только в трех точках соприкосновения. Чем больше у нас поверхности для захвата заготовки, тем лучше будет установка для удержания заготовки.При правильной обработке кулачков деталь будет удерживаться с большей жесткостью, а обработанные детали будут более однородными и стабильным по качеству при обработке нескольких деталей. По возможности используйте набор тримикрометров для проверки размера губок по мере их обработки или используйте саму заготовку в качестве функционального датчика при проверке размера губок. После того, как губки были обработаны до нужной конфигурации, убедитесь, что вы удалили небольшие заусенцы, образовавшиеся при обработке губок. Удаление этих мелких заусенцев выполняется не только из соображений безопасности, но и для того, чтобы не допустить появления мелких заусенцев при зажиме заготовки.Небольшой свисающий заусенец может случайно зажать между обрабатываемой деталью и губками, оставив следы на обрабатываемой детали и проблемы с допусками при ее обработке. Если вы потратите время на правильную настройку ваших челюстей, это удалит еще один набор переменных, которые могут привести к плохому выполнению задания и, возможно, создать брак или переделать.
После всего этого, теперь
После завершения процесса удержания заготовки установите инструмент в станок. Как и во всех других процессах, сначала визуально осмотрите сопрягаемые поверхности инструментальных станций и блоков держателя инструмента.Проверьте сопрягаемые поверхности на наличие подобных проблем, таких как заусенцы от стружки и дефекты поверхностей. Мы хотим проверить наличие этих проблем, потому что даже небольшие дефекты в нашей настройке снизят целостность нашей среды обработки и снизят успешность настройки или производственного процесса. При установке вашего инструмента на машину вы можете проверить пару пунктов с помощью индикатора, чтобы убедиться, что инструмент будет правильно установлен в машине. Если вы используете дрель, развертку или метчик, используйте индикатор и измерительный штифт для проверки соосности и параллельности, установив индикатор на патрон и переместив станцию инструмента на осевую линию шпинделя.Используйте измерительный штифт вместо развертки, сверла или метчика. Когда инструментальная станция будет перемещена в нужное положение, возьмите индикатор и поместите его на измерительный штифт, поверните шпиндель вручную с прикрепленным индикатором и проверьте концентричность относительно центральной линии шпинделя после проверки на концентричность. Проверьте параллельность, переместив каретку, чтобы провести индикатор вдоль измерительного штифта, поверните индикатор на 90 градусов и повторите проверку на параллельность относительно центральной линии. Эти проверки занимают пару минут, однако пара минут здесь может сэкономить много минут на устранение неполадок, когда элемент отверстия не обрабатывается в соответствии со спецификацией или срок службы инструмента ниже оптимального.
Установка инструментов
После того, как инструменты установлены, установлены смещения, геометрия инструмента и рабочие смены, пора делать стружку. Включите функцию одиночного блока в системе управления станком, одновременно управляя машиной с ручными коррекциями, и выполните единичную блокировку первого инструмента в программе к точке подхода инструмента. Используйте страницу положения, чтобы убедиться, что инструмент приближается правильно и расстояние правильное. После того, как инструмент правильно завершил движение подвода, включите дополнительную функцию остановки управления станком.После того, как каждый инструмент проработает свой цикл, программа остановится на дополнительной остановке в программе с включенной дополнительной функцией останова и запрограммированными дополнительными кодами останова. После остановки станка на необязательной остановке важно визуально осмотреть деталь, прежде чем переходить к следующему инструменту. Следует произвести визуальный осмотр заготовки. Посмотрите на поверхность на предмет каких-либо следов выбоин или других визуальных индикаторов, которые вы можете использовать в качестве основы для оценки производительности инструмента. Также проверьте размер обработанных элементов, чтобы увидеть, соответствуют ли они спецификации или остался ли материал для других процессов обработки инструмента в программе для чистовой обработки траекторий инструмента.Выполнение этих проверок даст вам представление о том, что делает каждый инструмент на протяжении всего процесса. Это поможет понять причину и следствие оставшихся траекторий инструмента. Когда эти мелкие части процесса упускаются из виду во время настройки, это похоже на выполнение задания вслепую, потому что инструменты для чистовой обработки будут скрывать проблемы, удаляя характеристики обработки предыдущего инструмента. Если каждый шаг процесса проверяется в конце каждого инструмента и перед тем, как переходить к следующему инструменту, у вас будет базовый уровень для измерения и сравнения будущей производительности этого инструмента.
После завершения процесса обработки проверьте заготовку визуально и с помощью метрологического оборудования в станке, прежде чем вынимать ее из кулачков. Проверяя деталь на станке перед ее снятием, вы можете выявить проблемы с допусками или визуальные характеристики, которые можно повторно обработать, сохранив деталь, а не списывая ее или переделывая ее позже. Затем, если деталь хороша визуально и геометрически, снимите ее с машины и проведите осмотр вне станка.Сравните результаты осмотра в машине с результатами осмотра вне машины. Если размеры или геометрия заготовки отличаются от тех, которые вы проверили на станке, у вас может возникнуть проблема с удержанием заготовки. Если процедура удержания заготовки была выполнена правильно, это может быть проблема с давлением в зажимном патроне, требующая небольшой регулировки. Если деталь проходит проверку и программа, смещения правильные и предыдущие основные задачи настройки были выполнены, задание, скорее всего, будет хорошо выполняемым и беспроблемным заданием для производственного цикла.
Установкастанка – важные соображения при настройке станка
Выбрав модель токарного станка, подходящую для ваших нужд, люди часто забывают, что планирование установки не менее важно для эффективной работы оборудования. Целесообразно тщательно изучить все детали места установки до фактического дня поставки и настройки машины. По возможности рекомендуется получить двухмерный чертеж оборудования до прибытия для лучшего планирования места и расположения.Здесь проиллюстрированы некоторые очень важные идеи при настройке вашего нового токарного станка.
Подтвердите электрические требования
Разумно четко указать электрические требования, необходимые для вашего токарного станка с ЧПУ, номинальную мощность, текущие требования, чтобы определить систему переключения контактов для использования и даже правильную разводку кабелей для этого типа нагрузки.
Рекомендуется проверить размещение источника электричества и убедиться, что он доступен рядом с новой станцией.Квалифицированный электрик, который следит за соблюдением требований к подключению и интеграции, должен выполнить все электрические соединения.
Планирование масел и смазок
Всегда выбирайте конкретный тип смазочной, гидравлической и охлаждающей жидкости, который будет использовать ваше оборудование. Их необходимо приобрести перед запуском машины, чтобы обеспечить возможность работы и тестирования оборудования в день установки. Производители рекомендуют определять конкретную марку охлаждающей жидкости самостоятельно, чтобы обеспечить эффективную работу и долгий срок службы оборудования.
Предварительная планировка помещений
Здесь вам понадобится чертеж станка, чтобы определить его размещение. Соблюдение инструкций по установке от производителя помогает избежать серьезных проблем с работой в будущем. Хорошим примером для рассмотрения является зазор двери. Для оборудования разного размера требуются разные зазоры. Предварительное планирование этих зазоров перед установкой предотвратит кошмары, возникающие при работе и обслуживании машины.
Источник воздуха
Для хорошей работы и долговечности токарного станка источник воздуха должен быть максимально свободным от влажности. Это предотвращает появление ржавчины на внутренних частях машины, которые никогда не сушатся и не чистятся. Это условие наблюдается в компрессорных системах без осушителей воздуха. Необходимо управлять влажностью, так как ржавчина может быстро разрушить исправный станок.
Характеристики этажа
Станки и особенно токарный станок – это тяжелые предметы.Оборудование необходимо удерживать на прочной твердой плите, которая не трескается или не сгибается из-за вибрации. Неровная поверхность также приведет к плохой или неправильной работе машины. Вы также можете получить помощь от производителя в выборе лучшего фундамента для машины.
Входной канал и ориентация машины
Всегда хорошо избегать сюрпризов, например, когда оборудование не может пройти через вход в мастерскую, где часть стены должна быть повреждена, а затем снова отремонтирована.
После точного выполнения всех этих шагов процесс установки проходит гладко и успешно.