Микрометр и резьбомеры – Работа по чертежу и технологической карте с точностью обработки до 0,1 мм – Комплексные работы
Основные части микрометра
Микрометр с точностью измерений до 0,01 мм часто используют токари при изготовлении цилиндрических и конических деталей.
Пользуются микрометром так: измеряемую деталь или заготовку помещают между торцом микрометрического винта и пяткой. При вращении барабана от себя микрометричный винт приближается к заготовке. Вращают барабан при помощи трещотки, звук которой предупреждает о плотном зажатии измеряемой заготовки между пяткой и торцом микрометрического винта.
После этого микрометрический винт закрепляют стопором и держат микрометр перед глазами так, как показано на рисунке ниже, и читают результаты измерения.
| Чтение показаний по микрометру |
Стебель со шкалой имеет деления и числа 0; 5; 10; 15; 20; 25. Таким микрометром можно измерить деталь величиной до 25 мм. На шкале барабана нанесено 50 делений. При повороте барабана на одно деление винт микрометра перемещается на 0,01 мм.
Таким микрометром можно измерить деталь величиной до 25 мм. На шкале барабана нанесено 50 делений. При повороте барабана на одно деление винт микрометра перемещается на 0,01 мм.
На рисунке ниже показано нулевое положение, когда пятка скобы и торец микрометрического винта плотно сошлись, а на шкале нулевое деление совпало с нулевым делением нониуса.
Нулевое показание микрометра
На рисунке ниже видно, что расстояние между пяткой скобы и торцом микрометрического винта равно 17,85 мм, так как на шкале целых миллиметров показано 17 и деление 0,5 мм, а по нониусу сотые доли миллиметра с числом 35 совпали со шкалой стебля, поэтому отсчет показывает 17,85 мм.
Отсчет по нониусу микрометра (17,85 мм)
На рисунке ниже показания составляют: 0,24 мм; 8,27 мм; 33,68 мм.
Чтение показаний
При измерении закрепленной заготовки в патроне токарного станка микрометр располагают так, чтобы скоба была обращена к себе и ее поддерживала снизу левая рука.
Приемы измерения детали микрометром
а — закрепленной в патроне токарного станка;
б — удерживаемой в руках;
в — установленной на призме.
Микрометры — инструменты повышенной точности, дорогостоящие. К ним надо относиться бережно и пользоваться ими умело. Запрещается измерять заготовку, закрепленную в патроне, во время работы станка. Хранить микрометр нужно в футляре. После окончания работы его протирают, смазывают специальным маслом, ослабляют стопор.
Резьбомерами — резьбовыми шаблонами определяют профиль и шаг резьбы. Диаметры резьбы измеряют штангенциркулем. Резьбомер — это набор пластин, на каждой из которых указана величина шага.
Резьбомер
На рисунке ниже показаны приемы измерения шага резьбы.
Приемы измерения шага резьбы резьбомером
а — болта; б — гайки.
Приемы измерения штангенциркулем наружной резьбы болта и гайки показаны на рисунке ниже.
Приемы измерения диаметра наружной резьбы штангенциркулем
а — болта; б — гайки.
Вопросы
- Назовите основные части микрометра.
- Как устроена шкала микрометра?
- Пользуясь рисунком расскажите о приемах измерения деталей?
Смотрите рисунок — Приемы измерения детали микрометром
- Как надо держать микрометр при чтении показаний?
- Для чего служит трещотка микрометра?
- Как хранят микрометр?
- Что измеряют резьбомерами?
- Что за числа (0,5; 0,6; 0,7; 0,8; 1,0; 1,25) проставлены на пластинах резьбомера?
- Каким инструментом можно измерить диаметр резьбы?
- Расскажите о порядке измерения диаметра наружной резьбы штангенциркулем.


Смотрите рисунок — Приемы измерения диаметра наружной резьбы штангенциркулем
Упражнения
- Выполните схематические рисунки шкал микрометра с отсчетами: 17,25 мм; 9,64 мм; 5,05 мм.
Смотрите рисунок — Чтение показаний
- Прочитайте надпись (маркировку) на микрометрах, имеющихся в учебной мастерской. Что означает маркировка 0,01 мм; 0 — 25 мм.
- Измерьте микрометром диаметры сверл, метчиков.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Конспект на тему: Микрометрические инструменты
Конспект на тему: Микрометрические инструменты
Микрометрические инструменты (теоретический материал)
Микрометрическими инструментами называют средства для измерения наружных и внутренних линейных размеров.
К ним относятся: микрометры, микронутромеры, микроглубиномеры.
Микрометрические инструменты
позволяют производить измерения с погрешностью до 0,01 мм. Принципиальное устройство всех указанных микрометрических инструментов основано на использовании одинакового измерительного механизма — микрометрического винта.
Принципиальное устройство всех указанных микрометрических инструментов основано на использовании одинакового измерительного механизма — микрометрического винта.
Микрометр
Микрометр (рисунок 1) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 6 шпиндель удаляется или приближается к пятке.
Рисунок 1 — Микрометры
Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 7 с трещоткой. Вращая головку 7, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) 4 полученное раскрытие микрометра и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Микрометрические головки обычно имеют две шкалы (рисунок 2): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель).
Рисунок 2 — Барабан микрометра
Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
На рисунке 1(б) справа показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07 = 16,07 мм. Следует помнить, что микрометр — точный инструмент, требующий бережного отношения; поэтому, когда шпиндель слегка коснулся поверхности измеряемой детали, не следует больше вращать барабан, а для дальнейшего перемещения шпинделя вращать головку 7 (рис. 84), пока не последует звук трещотки.
На рисунке 2 показано несколько измерений микрометром.
Рисунок 2 – Примеры отсчета по микрометру
Для удобства и ускорения отсчета показаний выпускаются микрометры с цифровой индикацией (рис. 4, в).
4, в).
Диапазоны измерений микрометров 0 … 25 мм (рис. 2.4, а) 25 … 50 мм. (рис. 2.4, в), … , 500 … 600 мм.
Микрометрические нутромеры
Нутромеры (штихмасы) служат для точных измерений внутренних размеров деталей. Существуют нутромеры постоянные и раздвижные.
Рисунок 3 – Нутромер
Постоянный, или жесткий
, нутромер (рисунок 3) представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. Чтобы исключить влияние тепла руки, держащей нутромер, на его фактический размер, нутромер снабжают державкой (рукояткой).
Для измерения внутренних размеров с точностью до 0,01 мм применяются микрометрические нутромеры. Устройство их сходно с устройством микрометра для наружных измерений.
Головка микрометрического нутромера (рисунок 4) состоит из гильзы 3 и барабана 4, соединенного с микрометрическим винтом; шаг винта 0,5 мм, ход 13 мм. В гильзе помещается стопор 2 и пятка/с измерительной поверхностью. Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра.
Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра.
Рисунок 4 – Микрометрический нутромер
Пределы измерений головки микрометрического нутромера — от 50 до 63 мм. Для измерения больших диаметров (до 1500 мм) на головку навинчивают удлинители 5.
Микрометрический глубиномер
Микрометрический глубиномер (рисунок 5) предназначен для точного измерения глубины паза или уступа. Он состоит из траверсы 7, имеющей измерительную плоскость и жестко скрепленной со стеблем 2, в котором перпендикулярно измерительной плоскости траверсы движется микрометрический винт с измерительным стерженьком 6, барабана 5, трещотки 4 и стопора 5.
При измерении приходится прижимать к детали траверсу, так как вес инструмента меньше измерительного усилия.
Измерение и отсчет производятся так же, как и по микрометру.
Рисунок 5 — Микрометрический глубиномер
Микрометр.
 Виды и назначение.
Виды и назначение.Микрометр — это средство измерения предназначенное для измерения деталей различных форм и размеров с точностью 0,01 мм (в основном). Есть конечно и более точные приборы но в основном в производстве используют именно с такой ценой деления.
Вообще первые упоминания измерительных приборов типа микрометра (с применением винтовой пары было известно еще в 16 веке. А уже в 1848 году Жану-Луису Пальмеру (кстати кто он такой я так и не нашел если кто знает пишите в комментариях) удалось запатентовать прибор который назывался — винтовой штангенциркуль с круговым нониусом.
А уже в 1867 году два инженера из Америки, а именно Джозеф Браун и Луснан Шарпе наладили серийное производство измерительного инструмента под названием микрометр.
Виды микрометров их назначение и различие по видам конструкции.
В данном разделе мы рассмотрим какие есть основные два вида микрометров. Конечно мы не сможем осветить все существующие разновидности так как их большое множество, но в производстве применяют именно такие. Они удобные и практичные и позволяют измерять все размеры быстро и просто
Они удобные и практичные и позволяют измерять все размеры быстро и просто
Руководство по микрометрам для начинающих. Начало работы
Большинство микрометров имеют точность +/- 0,0001″, обычно называемую десятой долей дюйма при механической обработке.
Стандартные метрические версии имеют размеры +/- 0,001 мм или +/- 0,002 мм.
Их можно найти с большей или меньшей точностью, но то, что обычно видно.
Когда использовать микрометр
Тремя наиболее распространенными прецизионными измерительными приборами, используемыми любителями или мастерскими, являются штангенциркули, микрометры и циферблатные индикаторы.
Штангенциркули имеют наименьшую точность из трех и самый большой диапазон измерения.
Цифровой штангенциркуль MitutoyoИндикатор часового типа имеет наибольшую точность и наименьший диапазон измерения.
Микрометры находятся посередине как по точности, так и по диапазону измерений.
Несмотря на то, что микрометры все еще очень точны, одним из недостатков микрометра является то, что они обычно поставляются с диапазоном измерения 1 дюйм (3-4 дюйма, 4-5 дюймов и т. д.).
Из-за этого они часто продаются наборами для охвата большего диапазона измерений.
Набор микрометров 0-6″ покроет потребности большинства приложений, в то время как набор микрометров 0-12″ больше, чем нужно большинству людей, особенно любителям. Наборы 0-3″ также распространены.
Наборы 0-3″ также распространены.
Детали микрометра
Как пользоваться микрометром
Перед использованием микрометра убедитесь, что измерительный инструмент и измеряемая поверхность свободны от грязи, мусора, стружки и т. д.
Все должно быть чистый.
Наперсток микрометра должен вращаться свободно. Никаких зависаний и тому подобного.
Откройте наперсток, чтобы поместить измеряемую деталь между пяткой и шпинделем.
Вращайте наперсток, пока он не закроется на детали.
Вы не пытаетесь зажать деталь.
При вращении наперстка прилагайте осторожное, постоянное усилие. Использование храповика на микрометре может облегчить эту задачу. Попробуйте вращать наперсток, пока не услышите три щелчка храповика.
Это поможет вам получить воспроизводимые измерения. Вы хотите быть последовательными в своих измерениях, чтобы знать, что ваши показания хороши.
Вот почему так важно проводить многократные измерения.
Если возможно, измерьте деталь несколько раз, чтобы убедиться, что ваши показания точны.
Здесь может помочь небольшая практика на дешевой мерной колодке. Измерьте один и тот же мерный блок несколько раз, и ваши измерения станут более воспроизводимыми. Вы также увидите, как легко изменить свое чтение.
Когда шпиндель сомкнется на измеряемой детали, может оказаться полезным слегка покачать микрометр, чтобы установить микрометр на детали.
Будьте осторожны: этот метод не подходит для поверхностей, которые можно легко поцарапать или повредить.
После того, как вы закрыли деталь в микрометре, пришло время снять показания измерения.
Как считывать показания микрометра
Самый распространенный вид микрометров измеряет до одной десятитысячной дюйма (0,0001″).
Измерения проводятся путем определения того, где линии на микрометре совпадают.
Вам нужно будет снять 4 показания и сложить их вместе, чтобы получить результат.
Это показания 0,1000″, 0,0250″, 0,0010″ и 0,0001″.
Машинисты называют их стотысячными, 25-тысячными, 1-тысячными и, наконец, десятыми долями.
Начнем.
Вдоль гильзы микрометра будут деления, похожие на линейку. Градуировки на каждом четвертом интервале чаще всего нумеруются 0, 1, 2 и так далее.
Эти числа представляют собой 0,100″ или стотысячные доли дюйма.
Какие бы стотысячные чтения вы ни прошли, это ваше чтение. На рисунке выше стотысячное чтение будет 3, что равно 0,3000″.
После того, как вы измерили стотысячное значение, вам нужно будет измерить 25-тысячное число.
Каждая метка вдоль гильзы 0,025″ или 25 тысячных.
Далее идет чтение с наперстка. Это показание 0,0010″ или одна тысячная часть дюйма.
На рисунке выше две линии показаны после трех, поэтому значение градуировки 0,0250″ будет равно 0,0500″.
В конце мы собираемся сложить все наши индивидуальные измерения для нашего окончательного чтения.
Отметьте показание 0,0010″ на наперстке и, наконец, снимите показания десятых долей со шпинделя.
Здесь у нас 15 тысячных.
Таким образом, наше измерение на данный момент составляет 0,300″ + 0,0500″ + 0,015″ = 0,3650″.
Последнее показание, которое нужно снять, это десятое по счету. Если бы линии совпали на отметке 6 десятых, то у нас было бы показание 0,0006″, которое нам нужно добавить к нашим предыдущим показаниям.
0,3650″ + 0,0006″ = 0,3656″ или триста шестьдесят пять тысячных дюйма и шесть десятых.
Часто задаваемые вопросы о микрометрах
Какие микрометры доступны?
Доступно множество различных типов микрометров.
Часто в определенных отраслях используются микрометры специального типа, такие как автомобильные микрометры из нашего списка наиболее распространенных микрометров ниже:
- Наружные микрометры – измеряют различные длины, ширины, толщины и диаметры
- Внутренние микрометры – измеряют диаметры отверстий , ширина паза
- Микрометр глубины – измеряет глубину отверстий, расположение ступенек
- Микрометр резьбы – измеряет различные характеристики резьбы
- Микрометр коленчатого вала – специальный диапазон измерения для измерения коленчатых валов
- Микрометр дискового тормоза – измеряет толщину тормозных дисков
- Микрометр лезвия – измеряет пазы , шпоночные пазы и канавки
Являются ли более дешевые микрометры такими же хорошими, как и дорогие?
Более дешевые микрометры других производителей за последний год стали намного лучше, но они еще не догнали лучших производителей.
Старретт и Митутойо по-прежнему лидируют в плане качества и точности.
Вы всегда можете поискать использованные варианты на Craigslist или на торговой площадке Facebook, чтобы сэкономить.
Что делает микрометр хорошим?
Хорошему микрометру нужны две вещи: точность и аккуратность.
С большинством микрометров можно выполнить некоторые корректировки для учета небольших погрешностей в точности, но ничего нельзя сделать, чтобы исправить неточный инструмент.
Качественные микрометры будут вращаться плавно, без сопротивления. Это явный признак хорошего инструмента. Если ваш микрометр когда-либо чувствует, что он трется внутри, мы рекомендуем разобрать микрометр и очистить его в соответствии с инструкциями производителя, чтобы устранить любые возможные загрязнения, которые могут вызывать проблему
.Как отрегулировать микрометр
Если ваш микрометр нуждается в регулировке, большинство микрометров можно отрегулировать с помощью ключа, входящего в комплект поставки, для вращения втулки микрометра.
Если у вас больше нет гаечного или гаечного ключа для регулировки, гаечные ключи на замену можно приобрести у большинства производителей или на Amazon.
Как часто следует калибровать мой микрометр?
Частота калибровки микрометра зависит от нескольких факторов, например от того, что вы им измеряете, как часто вы его используете и в какой среде он находится.
Ознакомьтесь с нашим руководством по Калибровка микрометра, чтобы лучше понять, как, где, когда и зачем калибровать ваши микрофоны.
Связанные статьи
Руководство для начинающих по микрометрическим трещоткам [Советы и рекомендации по использованию]
Щелкни, щелкни, щелкни.
Это звук хорошего измерения?
Если вы будете следовать нашему руководству по использованию микрометрической трещотки, то, возможно.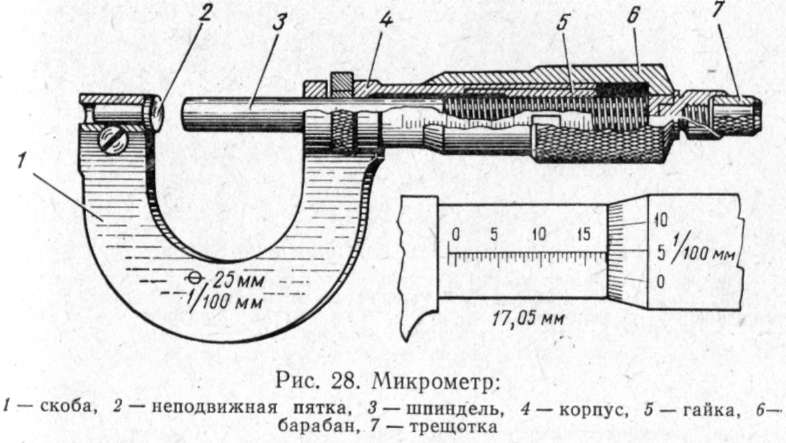 Нельзя сказать, что мы не пробовали.
Нельзя сказать, что мы не пробовали.
Некоторые из этих советов могут вас удивить. В конце концов, все мелкие детали, собранные вместе, позволяют получить хорошие показания микрометра.
Ознакомьтесь с ними, но помните, что никакое количество чтения не сравнится с качественной практикой с микрофоном.
Содержание
Для чего используется трещотка на микрометре?
Храповые фиксаторы на микрометре используются для постоянства измерений. Храповой механизм позволяет пользователю микрометра прикладывать постоянное усилие к инструменту, что приводит к более стабильным измерениям.
Микрометры позволяют проводить измерения с большой точностью, чаще всего до 0,0001 дюйма или 0,002 мм. Это примерно в 30 раз меньше человеческого волоса.
Храповой механизм микрометра ограничивает силу, которую можно приложить к инструменту.
Представьте себе, что вы выполняете измерение микрометром, осторожно закрывая инструмент на измеряемой детали. Сделав это, вы получите показание измерения 0,5000”.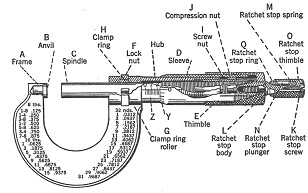
Теперь этой же деталью крутите наперсток изо всех сил. Теперь микрометр показывает 0,4995”. Обратите внимание, как избыточная сила заставила ваше чтение измениться.
Быстрое закрытие микрометра может иметь тот же эффект (слишком большое усилие), и в этой ситуации также поможет храповой механизм.
Храповые механизмы особенно полезны для тех, кто не привык работать с микрометром. Самое главное, что нужно помнить, это то, что они не идеальны, и есть много старых микрометров с храповиками, которые не работают должным образом.
Выполните несколько измерений и проверьте свой инструмент на соответствие известному стандарту, например калибровочному блоку, чтобы получить наилучшие шансы на точное измерение.
Повысит ли точность измерений использование храпового упора на микрометре?
Это сложно.
Нет, использование стопора с храповым механизмом не означает, что ваши показания будут более точными. Однако они могут облегчить получение точных измерений.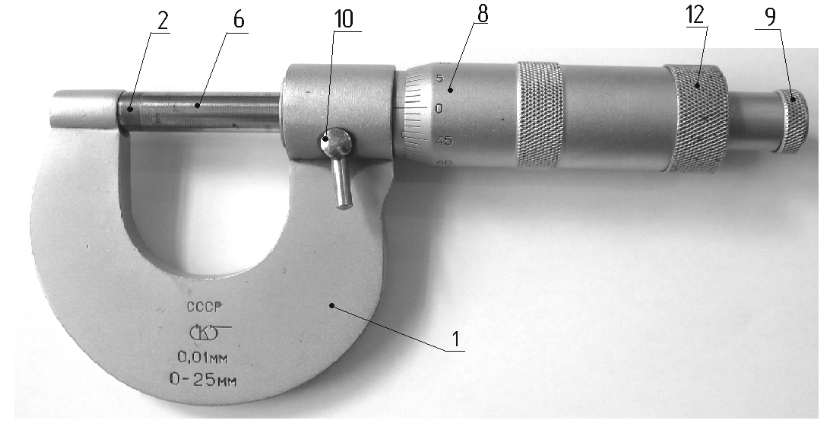
Если вы новичок в работе с микрометрами, мы рекомендуем использовать храповой механизм. Но не думайте, что это исключает вас из уравнения. Вы должны по-прежнему делать все возможное, чтобы быть последовательными в своих измерениях.
Это означает использование довольно мягкого и, прежде всего, постоянного усилия при использовании микрометров. Вращайте его так быстро, как хотите (в разумных пределах), пока не коснетесь измеряемой детали. Повышение точности ваших измерений происходит в последние несколько тысячных долей дюйма.
Считайте щелчки
Чтобы повысить последовательность, используйте одинаковое количество щелчков храповика при измерении. Мы рекомендуем начать с трех кликов.
С храповым механизмом или нет, обязательно сделайте несколько измерений, чтобы улучшить свои навыки использования микрометра. На самом деле, при достаточной практике многие люди предпочитают использовать свой микрометр без храповика, полагаясь вместо этого на свое «ощущение или прикосновение» к микрометру.
Тем не менее, это не начальный уровень, потребуется некоторое время и практика, чтобы развить прикосновение, и даже после того, как вы хорошо освоите свой инструмент, вам все равно придется выполнять несколько измерений.
Достаточно пылинки или пуха или небольшого поворота микрометра, чтобы получить результат, отличающийся на несколько тысяч. Несколько тысячных часто могут быть разницей между идеальными деталями и браком.
Храповые упоры против фрикционных наперстков
Храповой упор Фрикционный наперсток Храповой механизм— не единственный тип механизма, который используется в микрометрах для повышения точности. Существует не только несколько типов храповиков с разным усилием, но и другие варианты от разных производителей, например, фрикционные наперстки.
При использовании фрикционного наперстка после приложения определенной силы наперсток начинает свободно вращаться. Нет щелчка, щелчка, щелчка.
Фрикционные втулки по-прежнему подвержены тем же проблемам, что и храповые упоры. Они по-прежнему требуют, чтобы вы соответствовали величине прилагаемой силы, и рекомендуется проводить несколько измерений.
Они по-прежнему требуют, чтобы вы соответствовали величине прилагаемой силы, и рекомендуется проводить несколько измерений.
Фрикционные наперстки, такие как храповики, уменьшают влияние пользователя микрометра на измерения, но не устраняют его.
Советы по получению наиболее точных измерений с помощью микрометров
Целью использования микрометра всегда является получение максимально точных показаний. Чтобы сделать это, следуйте приведенным ниже советам и старайтесь каждый раз правильно измерять деньги.
Поддерживайте чистоту
Ваш микрометр, ваша деталь, ваше рабочее место. Просто держите все в чистоте.
Грязь, пыль, ворсинки и масло — враги точности. По возможности очищайте все салфетками с низким содержанием ворса. Быстрый визуальный осмотр может помочь вам определить, свободны ли ваш инструмент и деталь от загрязнений.
Проверяйте свой микрометр
Регулярно проверяйте свой микрометр с мерами По возможности проверяйте свой инструмент с размером, максимально близким к измеряемому размеру, который вы проверяете. Если вы собираетесь измерять толщину 0,510 дюйма, возьмите калиброванную мерную линейку 0,500 дюйма и быстро проверьте ее. Это обеспечит некоторую уверенность в том, что ваш инструмент работает правильно.
Если вы собираетесь измерять толщину 0,510 дюйма, возьмите калиброванную мерную линейку 0,500 дюйма и быстро проверьте ее. Это обеспечит некоторую уверенность в том, что ваш инструмент работает правильно.
Я всегда говорю, что никогда не знаешь, что случилось с твоим микрометром, пока ты не смотрел. Не думайте, что ваши дети или коллега не столкнут его на бетонный пол, бросят на него беглый взгляд, поставят обратно на рабочий стол, а затем уйдут, ничего не сказав.
Правильные измерения находятся под прямым углом
Вы должны измерять свои детали нормально или под углом 90 градусов к измеряемой поверхности. Это означает, что если вы попытаетесь снять показания, а ваш микрофон косит, вы получите плохое измерение.
При измерении под углом, отличным от 90 градусов, вы будете измерять гипотенузу треугольника, что приведет к большему, чем фактическое измерение.
Этого можно в значительной степени избежать, если во время измерения слегка покачивать микрометр. Немного потренировавшись, вы почувствуете, как инструмент и деталь прилегают, и поймете, что вы не получаете кривых измерений.
Немного потренировавшись, вы почувствуете, как инструмент и деталь прилегают, и поймете, что вы не получаете кривых измерений.
Будьте последовательны
Я уже говорил об этом немного ранее, но это настолько важно, что я хочу коснуться этого снова.
Когда дело доходит до измерений, важна постоянство. Практика, практика, практика, и вы разовьете эту последовательность. Часть из них — просто мышечная память, поэтому возьмите известный эталон, такой как измерительный блок или эталоны, которые поставляются с вашими микрофонами, чтобы попрактиковаться. Измерение их снова и снова позволит вам развить ту постоянную форму и силу, которые дадут вам максимально точные показания.
Проведите несколько измерений
Даже самые лучшие инспекторы механического цеха могут однажды получить плохие показания. Допуски слишком жесткие, а предел погрешности слишком мал.
Хороший инспектор может получить один плохой результат, но можете поспорить, что он не получит три подряд.