Как это работает. Сварочный инвертор
Наверняка многие помнят с детства завораживающий эффект от работы сварщика, на которую ни в коем случае нельзя смотреть. Сегодня соединение металлических деталей методом электрической сварки используется повсеместно, даже под водой и в космосе. Одним из самых популярных аппаратов для сварки с применением электрической дуги является сварочный инвертор.
Инверторные источники сварочного тока и другое оборудование для сварки под маркой «Форсаж» более 20 лет разрабатывает и серийно производит Государственный Рязанский приборный завод (ГРПЗ, входит в «Концерн Радиоэлектронные технологии» Госкорпорации Ростех).
О том, как с помощью электричества соединять металлы и как устроен сварочный инвертор, – в нашем материале.
Полезная и вредная электрическая дуга
В наше время существует большое количество способов и технологий сварки металлов, самым доступным из которых является дуговая сварка.
Интересно, что одним из первооткрывателей электрической дуги был русский ученый Василий Петров, обнаруживший и описавший это явление еще в 1802 году. Для возникновения электрической дуги нужен источник электричества и два электрода – проводника тока, между которыми при увеличении напряжения проходит электрический пробой и возникает дуговой разряд, замыкающий электрическую цепь. Электрическая дуга применяется не только для сварки: на ее основе создавались первые источники электрического света, с ее помощью режут металл и выплавляют сталь.
Явление электрической дуги может быть незапланированным и поэтому вредным на производстве. Но дуга может навредить даже тогда, когда по идее должна приносить только пользу.
Электрическая дуга вырабатывает очень большое тепло − до 7000 °С. По мере роста температуры при сварке возникает сильное свечение, в том числе в невидимом глазу ультрафиолетовом диапазоне. УФ-лучи, попадая в глаза, могут вызвать ожог, который, в свою очередь, приводит к болезненным явлениям, светобоязни и даже катаракте. Причем вредное воздействие зависит не столько от длительности, сколько от интенсивности свечения сварки и близости наблюдателя к ней. Именно поэтому родители совершенно оправданно запрещают детям смотреть на сварку, а все сварщики пользуются специальными очками.
Устройство и работа сварочного аппарата
Если коротко, то инверторный сварочный аппарат – это преобразователь постоянного тока в переменный. Сетевой переменный ток напряжением 220 вольт преобразуется в постоянный, затем подается на выпрямитель, чтобы снова получить переменный ток, но с очень высокой частотой.
После этого полученный электрический ток высокой частоты, с увеличенной силой и низким напряжением, снова преобразуется в постоянный, с помощью которого и осуществляется сварка.
Расплавление металла при сварке возможно благодаря высокой температуре электрической дуги. Дуга создается между сварочным электродом и свариваемым металлом. Для этого к ним подсоединяют противоположные полюса. Если электрод подключен к «минусу», а деталь к «плюсу», такое соединение называют прямым, а если наоборот, то обратным. Оба варианта могут применяться при сварке металлов с различной толщиной.
Сварочный электрод состоит из металлического сердечника и обмазки, которая оберегает область сварки от воздействия кислорода. При контакте сердечника электрода и металла возникает электрическая дуга и начинает гореть обмазка, которая частично превращается в газы, окружающие зону сварки и защищающие от кислорода. Расплавившаяся часть обмазки покрывает металл защитным слоем, который, застывая, превращается в шлак.
Расплавившаяся часть обмазки покрывает металл защитным слоем, который, застывая, превращается в шлак.
Как выбрать сварочный инвертор
На российском рынке представлено множество вариаций сварочных инверторов. Применение инверторной технологии позволяет создавать компактные сварочные аппараты, которые легко транспортировать и удобно использовать. Например, инвертор «ФОРСАЖ-161», выпускаемый Государственным Рязанским приборным заводом (ГРПЗ), весит всего 4,3 кг, что дает возможность переносить его на плечевом ремне и даже производить сварку в таком положении.
Ручная дуговая сварка подходит для соединения различных металлов разной толщины. Применение такой сварки наиболее оправданно там, где нет необходимости делать швы большой длины. Это идеальный вариант для работ дома, на даче или сварки в небольшой мастерской. Впрочем, в линейке аппаратов ГРПЗ есть и профессиональные модели. Например, сварочный аппарат «ФОРСАЖ-200» сочетает в себе мобильность (масса 5,9 кг) с высокой производительностью и стабильным сварочным соединением.
Для работ, близких к промышленным масштабам, требуется оборудование с улучшенными параметрами и более широким набором возможностей. Рязанское предприятие Ростеха производит инвертор «ФОРСАЖ-315М», который адаптирован для применения в нефтегазовой отрасли, в строительно-монтажных организациях и на судостроительных предприятиях. Кроме электродуговой сварки, аппарат можно использовать и для аргонодуговой сварки, которая позволяет делать более прочные соединения. Эта модель уже прошла проверку в жестких условиях на нефтегазовых объектах и включена в реестр сварочного оборудования ПАО «Газпром».
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
- 1 Чем сварочный инвертор лучше трансформатора
- 1.
 1 Как работает инверторный сварочный аппарат: блок-схема
1 Как работает инверторный сварочный аппарат: блок-схема - 1.2 Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
- 1.
- 2 Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
- 2.1 Первичный выпрямитель и конденсаторный фильтр
- 2.2 Инвертор
- 2.3 Выпрямление и стабилизация
- 3 На что обратить внимание при выборе сварочного инвертора
- 3.1 Ремонт и сервис
 1 Как работает инверторный сварочный аппарат: блок-схема
1 Как работает инверторный сварочный аппарат: блок-схемаЧем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три.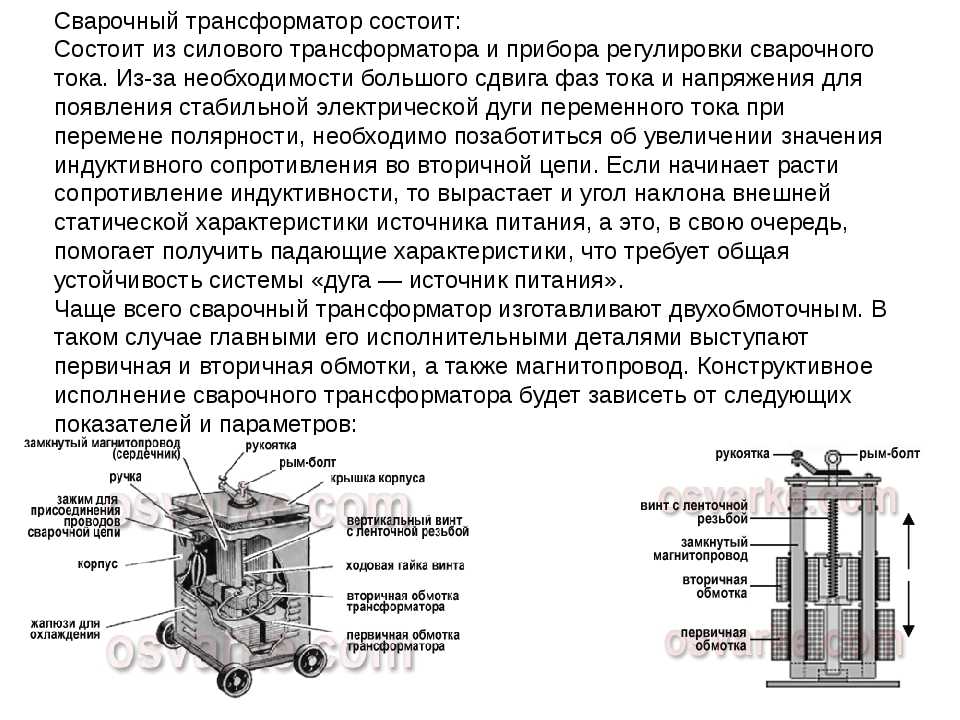 Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Как работает сварочный аппарат?
Электросварочный аппарат в полной мере использует высокотемпературную дугу, возникающую при мгновенном коротком замыкании положительного и отрицательного полюсов, чтобы расплавить припой на сварочном стержне и свариваемом материале, так что контактирующие объекты объединяются. Электросварочные аппараты обычно делятся на два типа в зависимости от типа выходной мощности: один на переменный ток, а другой на постоянный. Сварочный аппарат использует принцип индуктивности. Индуктивность будет производить огромные изменения напряжения при включении и выключении.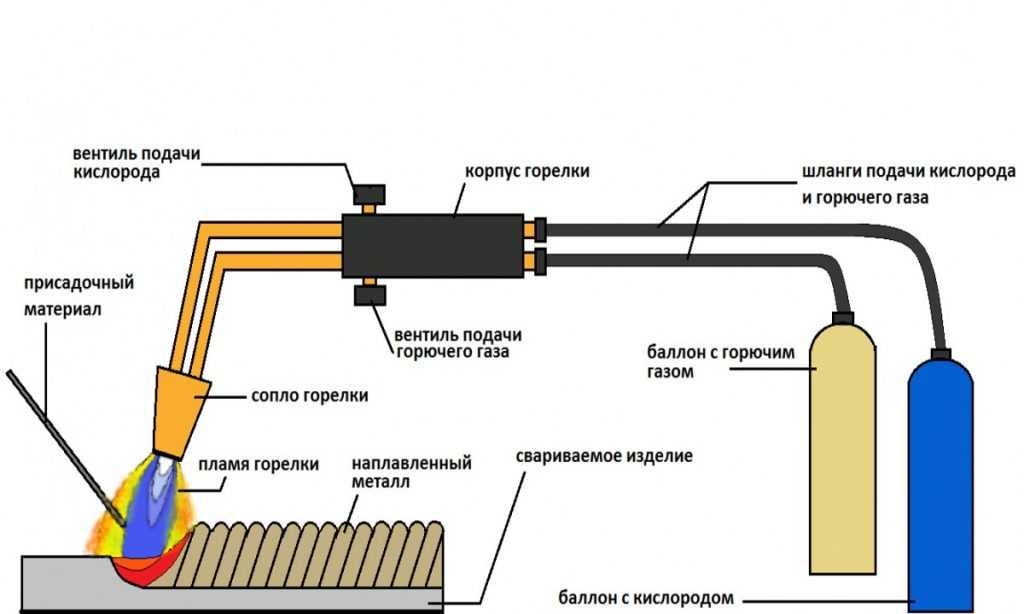 Сварочный аппарат в полной мере использует дугу высокого давления, генерируемую при мгновенном коротком замыкании положительного и отрицательного полюсов, чтобы расплавить припой на сварочном стержне и свариваемом материале, чтобы реализовать интеграцию атомов.
Сварочный аппарат в полной мере использует дугу высокого давления, генерируемую при мгновенном коротком замыкании положительного и отрицательного полюсов, чтобы расплавить припой на сварочном стержне и свариваемом материале, чтобы реализовать интеграцию атомов.
Принцип работы
Сварочный аппарат представляет собой специальный трансформатор. Отличие его от трансформатора напряжения в том, что при подключении трансформатора к нагрузке падение напряжения мало, а при подключении сварочного аппарата к нагрузке падение напряжения велико. В основном это достигается регулировкой индуктивности магнитного потока и последовательной индуктивности. Хотя цепь замкнута, именно благодаря этому ток везде одинаков во всей замкнутой цепи. Однако сопротивление везде разное, особенно сопротивление при незакрепленном контакте самое большое, которое в физике называется контактным сопротивлением. Согласно закону теплового действия электрического тока (также называемому законом Джоуля) можно знать, что если электрический ток равен, часть с большим сопротивлением будет выделять больше тепла..jpg) Если контактное сопротивление контакта электрода и соединяемого металлического тела будет наибольшим при электросварке, то и электрическое тепло, выделяющееся в этой части, естественно, будет наибольшим. Сварочный стержень представляет собой сплав с более низкой температурой плавления, который, естественно, легко плавится. Сердечник электрода из расплавленного сплава присоединяется к свариваемому объекту, и после охлаждения объект сварки склеивается вместе. В это время из-за чрезвычайно малого мгновенного зазора при поднятии электрода напряжение между электродом и свариваемым изделием выше (60-70 В), а предварительный нагрев облегчает испускание электронов концом электрода и свариваемой частью, воздух в зазоре проникает для проведения электричества, и в то же время генерируется ослепительная искра. Это явление дугового разряда. Температура дугового разряда может достигать более 2000К, поэтому сварочный стержень и свариваемое изделие расплавляются, таким образом осуществляется сварка. После начала дугового разряда напряжение на конце электрода и свариваемом объекте (называемое напряжением дуги) снижается примерно на 30 В.
Если контактное сопротивление контакта электрода и соединяемого металлического тела будет наибольшим при электросварке, то и электрическое тепло, выделяющееся в этой части, естественно, будет наибольшим. Сварочный стержень представляет собой сплав с более низкой температурой плавления, который, естественно, легко плавится. Сердечник электрода из расплавленного сплава присоединяется к свариваемому объекту, и после охлаждения объект сварки склеивается вместе. В это время из-за чрезвычайно малого мгновенного зазора при поднятии электрода напряжение между электродом и свариваемым изделием выше (60-70 В), а предварительный нагрев облегчает испускание электронов концом электрода и свариваемой частью, воздух в зазоре проникает для проведения электричества, и в то же время генерируется ослепительная искра. Это явление дугового разряда. Температура дугового разряда может достигать более 2000К, поэтому сварочный стержень и свариваемое изделие расплавляются, таким образом осуществляется сварка. После начала дугового разряда напряжение на конце электрода и свариваемом объекте (называемое напряжением дуги) снижается примерно на 30 В. Нагрузка, образованная дугой, является резистивной нагрузкой.
Нагрузка, образованная дугой, является резистивной нагрузкой.
Следует отметить, что покрытие на внешнем слое сварочного электрода играет очень важную роль. Сварочный пруток, используемый при ручной дуговой сварке, состоит из двух частей: покрытия и сердечника. При сварке в качестве электрода сварочный стержень играет роль проводника тока и зажигания дуги, так что между сварочным стержнем и основным металлом образуется непрерывная и стабильная дуга для обеспечения необходимого тепла для сварки плавлением. С другой стороны, сварочный пруток добавляется в сварной шов в качестве присадочного металла, становясь, таким образом, основным компонентом металла сварного шва. Следовательно, состав сварочного прутка и качество сварочного прутка будут напрямую влиять на химический состав, механические свойства и физические свойства металла шва. Кроме того, сварочная проволока оказывает большое влияние на стабильность процесса сварки, качество внешнего вида сварного шва и производительность сварки.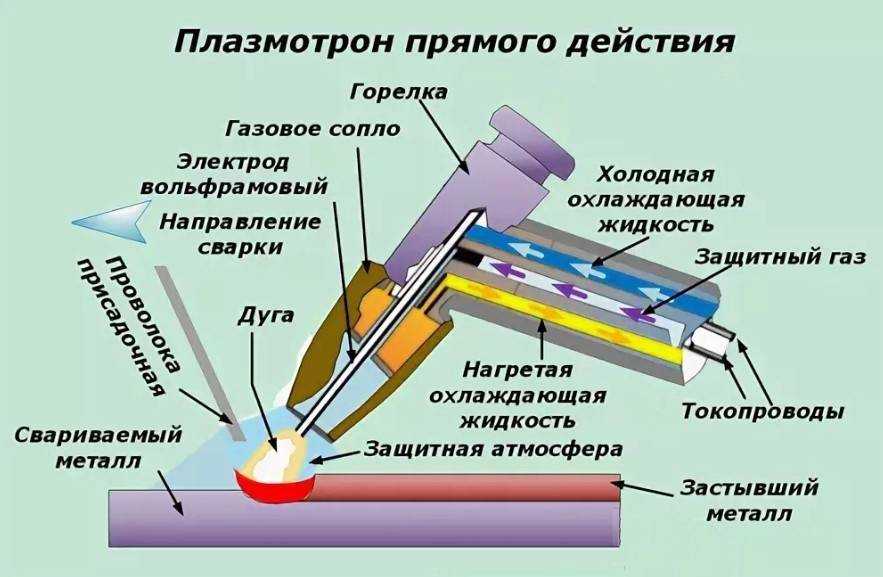
Сварочный сердечник относится к металлическому сердечнику сварочного стержня. Для обеспечения качества сварного шва существуют строгие нормы содержания в сварочном стержне различных металлических элементов, особенно вредных примесей, таких как сера и фосфор. Качество основного металла должно быть лучше, чем основного металла.
Полированный стержневой электрод без покрытия нельзя использовать для дуговой сварки, так как в этом случае стабильность дуги очень плохая, разбрызгивание большое, сварной шов плохо сформирован. После длительной практики постепенно было обнаружено, что некоторые минеральные материалы (например, покрытие электрода) могут быть нанесены на внешнюю сторону сварочного стержня, что значительно улучшает характеристики сварочного электрода.
Важность технического обслуживания сварочного аппарата
Соблюдение надлежащих и тщательных процедур технического обслуживания позволяет сварочному аппарату работать безопасно и надежно в течение длительного времени. Неправильное, неполное или полностью пренебрежительное техническое обслуживание может привести не только к отказу оборудования, но и к серьезным опасностям, включая серьезные травмы или даже смерть. При некоторой предусмотрительности и базовом планировании техническое обслуживание сварочного аппарата становится чрезвычайно простым.
Неправильное, неполное или полностью пренебрежительное техническое обслуживание может привести не только к отказу оборудования, но и к серьезным опасностям, включая серьезные травмы или даже смерть. При некоторой предусмотрительности и базовом планировании техническое обслуживание сварочного аппарата становится чрезвычайно простым.
Электрические системы
Электричество играет важную роль в сварке, поскольку оно является основным источником энергии для большинства сварочных процессов, за исключением кислородно-ацетиленовой газовой сварки. Опасности электричества огромны, а последствия несчастных случаев, вызванных проблемами с электричеством, включают изнурительные травмы или смерть. Эти риски требуют регулярной проверки всех электрических компонентов вашего сварочного аппарата. Сюда входят следующие рутинные действия:
- Отключите все силовые агрегаты и продуйте или пропылесосьте внутреннюю часть машины не реже одного раза в шесть месяцев.
- Проверяйте и очищайте (проволочной щеткой) механизм подачи проволоки и приводные ролики (заменяя при необходимости) не реже одного раза в три-четыре месяца. Кроме того, осмотрите и очистите (или замените при необходимости) впускную и выпускную направляющие.
- Пригласите техника для обслуживания сварочной горелки и направляющей в сборе не реже одного раза в год.
- Не реже одного раза в месяц проверяйте все электрические кабели на наличие признаков износа, включая трещины и разрывы, немедленно заменяя все кабели с чрезмерно изношенной или поврежденной изоляцией.
- Ежемесячно проверяйте электрооборудование безопасности, чтобы убедиться в правильности работы прерывателей цепи и блокировок.

Обслуживание баллонов с защитным газом
Всегда храните баллоны с защитным газом в прохладном и сухом месте. Также следите за тем, чтобы они находились в вертикальном положении. Осматривайте и проверяйте регуляторы и клапаны не реже одного раза в шесть месяцев, чтобы убедиться в отсутствии утечек или повреждений, которые вызывают неправильные показания давления.
Шланги необходимо свернуть для хранения. Это предотвратит повреждение от длительных перегибов, которые возникают, когда шланги неправильно хранятся или на них наступают, когда они оставлены на земле. Потрескавшиеся или поврежденные шланги требуют немедленной замены.
График планового технического обслуживания
Ниже приведены графики планового технического обслуживания по часам:
8-часовое техническое обслуживание
- Немедленно вытрите пролитое масло и топливо
- Проверьте уровни жидкостей (масла и топлива)
- Сервис воздушный фильтр
Техническое обслуживание через 50 часов
- Обслуживание элемента воздушного фильтра
- Очистка и затяжка приварных клемм
Техническое обслуживание через 100 часов
- Чанг. Масло
- Изменить масляный фильтр
- Изменение и затяните соединения аккумулятора
- Очистить систему охлаждения
200 часов. Проверка зазора клапана
Проверка зазора клапана
Техническое обслуживание через 250 часов
- Проверка и очистка искрогасителя
Техническое обслуживание через 500 часов
- Обмотайте лентой или замените потрескавшиеся кабели
- Очистите/установите форсунки
1000 Hours Maintenance
Продуйте или пропылесосьте внутреннюю часть оборудования. Обязательно делайте это ежемесячно во время тяжелых работ.
Составление графика регулярного технического обслуживания сварочного аппарата и соблюдение его правил позволит вам не только гарантировать, что ваше оборудование будет работать тогда, когда оно вам больше всего нужно, и прослужит долгие годы, но и будет работать с максимальной производительностью, гарантируя вашу безопасность. Не стесняйтесь обращаться к нам здесь, в Brazos Industries, по ссылке ниже для получения дополнительной информации!
Новое сообщение > < Предыдущее сообщение
Как заточить сверла, чтобы защитить ваши инвестиции в высококачественные электроинструменты
16 июля 2017 г.
Многие не знают, что сверла требуют регулярной заточки, чтобы обеспечить их наилучшую службу. Подобно ножам и топорам, тупое сверло требует гораздо большего усилия для выполнения той же работы. Вместо того, чтобы утомлять пользователя, тупое сверло неизбежно изнашивает вашу дрель. Регулярная точечная заточка сверл с помощью напильника — лучший способ защитить ваши инвестиции в высококачественные электроинструменты. Brazos Industries знает о важности правильной заточки сверл, и мы хотели бы поделиться с вами тем, как заточить сверла, чтобы защитить ваши инвестиции.
Важность защитных очков при сварке
04 июня 2017 г.
Повреждения глаз составляют четверть всех травм при сварке. Согласно исследованию Исследовательского института безопасности Liberty Mutual Research Institute for Safety, это делает их наиболее распространенной травмой сварщиков. Наиболее подвержены риску травм глаз, связанных со сваркой, работники отраслей, производящих промышленное и коммерческое оборудование, компьютерное оборудование и готовые металлические изделия. Поэтому мы обсудим важность защитных очков для сварки.
Поэтому мы обсудим важность защитных очков для сварки.
Использование воздушно-дуговой строжки
Автор: localedge • 09 Apr, 2017
Строжка воздушной дугой — это процесс удаления металла с использованием тепла, выделяемого угольной дугой. В этом процессе используется угольно-графитовый электрод, сжатый воздух и стандартный источник питания. Сильная горячая дуга, возникающая между электродом и металлической заготовкой, выжигает и плавит заготовку. Сжатый воздух также сдувает расплавленный металл. Этот процесс является общим для резки нержавеющей стали, углеродистой стали и сплавов меди, латуни, алюминия и магния.
Использование правильного шлифовального круга для сварочных работ
Автор: localedge • 05.03.2017
Хороший сварной шов начинается с хорошей подготовки, а хорошая подготовка под сварку начинается с чистого реза. Однако резка — это искусство, требующее навыков и знаний о том, как выбрать и использовать лучший шлифовальный круг для работы. Тип шлифовального круга для конкретного применения во многом зависит от того, какой материал вы режете. Мы обсудим использование правильного шлифовального круга для сварочных работ.
Тип шлифовального круга для конкретного применения во многом зависит от того, какой материал вы режете. Мы обсудим использование правильного шлифовального круга для сварочных работ.
Правильная регулировка пламени для газокислородной резки
05 февраля 2017 г.
Вы можете оснастить газокислородные горелки режущей головкой и использовать их для резки одного цельного куска металла на две или более частей. Зажечь, отрегулировать и выключить кислородно-ацетиленовую горелку легко, особенно при соблюдении надлежащих процедур. Мы обсудим правильную регулировку пламени для газокислородной резки.
Правильный выбор шлифовального станка для работы
15 янв. 2017 г.
Базовым элементом любого набора инструментов сварщика является приличная угловая шлифовальная машина. Мало инструментов более универсальных, чем шлифовальная машина. Однако не все измельчители одинаковы. Поэтому попытка выбрать правильный может быть затруднена. Мы обсудим несколько советов по выбору правильного размера шлифовальной машины для работы.