Cварка алюминия угольным неплавящимся электродом
Соединение данного вида метала часто ассоциируется с рядом проблем, которые очень сложно преодолеть, даже имея большой опыт, так как необходим еще набор особых технических средств. Сварка алюминия электродом является одной из самых простых процедур в данной сфере, но она не гарантирует результат высокого качества. Также, как и сварка нержавейки, соединение алюминия выходит за рамки стандартного понятия о свариваемости металла, так как его поведение в расплавленном состоянии заметно отличается от тех же сталей. Здесь нужен особый подход в управлении сварочной ванной и расчете используемого материала.
Сварка алюминия обычным электродом
Несмотря на все сложности соединения, этот металл активно используется в промышленности, так как обладает относительно низким весом и при этом достаточно хорошей прочностью, в особенности это касается его сплавов. Мастерам приходится часто встречаться с его свариванием, причем в различных вариантах, так как из алюминия делаются провода, корпуса, детали, на которые возлагается механическая нагрузка и прочие вещи. Хоть электродами и нельзя достичь того же качества, которое дает сварка алюминия аргоном, но есть способы, которые помогут улучшить результаты соединения.
Хоть электродами и нельзя достичь того же качества, которое дает сварка алюминия аргоном, но есть способы, которые помогут улучшить результаты соединения.
Свойства и свариваемость алюминия
В первую очередь следует разобраться со свойствами металла. Когда идет сварка алюминия электродом, то любой мастер сможет заметить, что поведение сварочной ванны заметно отличается от стальных изделий. Это обусловлено высокой жидкотекучестью материала. В расплавленном состоянии алюминий не вязкий, а больше напоминает воду, так что формирование шва в данном случае становится физически сложным процессом. По этой же причине практически невозможно провести нормально потолочную и вертикальную сварку. Даже в горизонтальном положении приходится использовать пониженный ток.
Также стоит отметить главного врага нормальной свариваемости – оксидную пленку. Она постоянно образуется на алюминии, а также скорость ее образования является достаточно высокой. Она вредна тем, что имеет температуру плавления выше, чем у алюминия практически в три раза. Если ее не убрать, то капли расплавленного металла будут обволакиваться ею и не смогут нормально соединиться и шов получается неровный, расплывчатый и не выполняет свою функцию должным образом.
Если ее не убрать, то капли расплавленного металла будут обволакиваться ею и не смогут нормально соединиться и шов получается неровный, расплывчатый и не выполняет свою функцию должным образом.
Оксидная пленка при сварки алюминия электродом
К одному из свойств металла можно отнести высокий коэффициент расширения, который обеспечивает усадку, отличающуюся от сталей. Если неправильно действовать, то деталь может получиться деформированной, когда начнет остывать. Для этого следует сделать грамотный расчет расходного материала, чтобы он в должной мере заполнил место соединения. Не стоит забывать и о температурных деформациях, которые нередко встречаются при работе с тонкими листами. Сварка алюминия в домашних условиях должна проводиться с учетом высокой электропроводности и теплопроводности материала.
Оксидная пленка при сварки алюминия электродом
Проблемы возникают в основном в швах уже после того как завершена сварка. Часто приходится иметь дело с трещинами и порами. Металл подвержен образованию напряжений, которые могут получиться из-за имеющегося в сварочной ванне водорода. Он попадает в металл, а затем пытается выбраться наружу, из-за чего через некоторое время в целом шве могут появиться трещины. Если не обеспечить достаточную защиту от кислорода из атмосферы, могут появиться поры на поверхности соединения, так что обмазка электрода перед употреблением должна быть просушена и тщательно подобрана, соответственно особенностям данного процесса. Сварка алюминия обычным электродом, а также его сплавов этого металла, проводится согласно ГОСТ 14806-80.
Металл подвержен образованию напряжений, которые могут получиться из-за имеющегося в сварочной ванне водорода. Он попадает в металл, а затем пытается выбраться наружу, из-за чего через некоторое время в целом шве могут появиться трещины. Если не обеспечить достаточную защиту от кислорода из атмосферы, могут появиться поры на поверхности соединения, так что обмазка электрода перед употреблением должна быть просушена и тщательно подобрана, соответственно особенностям данного процесса. Сварка алюминия обычным электродом, а также его сплавов этого металла, проводится согласно ГОСТ 14806-80.
Преимущества
- Сварка алюминия плавящимся электродом является самым простым и доступным вариантом, который может использовать практически любой сварщик, так как для него требуется минимальный комплект оборудования;
- Подготовительные процедуры проходят достаточно быстро, а также после работы не требуется много времени, чтобы вернуть все в первоначальный вид;
- Расходные материалы, которыми здесь выступают электроды, очень доступны, распространены и имеют относительно невысокую стоимость;
- Себестоимость сварки намного ниже, чем при использовании других методов;
- От мастера не требуется большой опыт владения другим оборудованием, так как все происходит по самой стандартной схеме.


Недостатки
- Качество соединения сильно страдает из-за недостаточной защиты сварочной ванны, которую обеспечивает покрытие электрода;
- Подбор электродов может стать серьезной проблемой, если неизвестно, с каким именно сплавом металла ведется работа;
- Требуется использовать флюс в качестве дополнительного расходного материала;
- Высокая скорость электросварки затрудняет нормальное формирование шва.
Способы сварки электродом
Технология сварки алюминия электродами предполагает использование нескольких различных методов, которые чаще всего встречаются в частной и промышленной сфере.
Сварка обыкновенными плавящимися электродами с покрытием. Здесь используется стандартный сварочный трансформатор, который применяется и для сварки других металлов. В таком случае, технология сваривания ни чем не отличается от стальных швов, но результат может оказаться не высшего качества, так как из-за плохой сварки алюминия возникает ряд проблем.
Сварка алюминия неплавящимся электродом. Здесь уже отпадает проблема с подбором присадочного материала, так как ванна формируется из металла самой заготовки, но для этого сами детали должны иметь толщину, как минимум, 3 мм и вариться встык. Здесь уже имеются свои нюансы проведения работы, так как нужно обеспечивать защиту сварочной ванны.
Сварка алюминия угольным электродом с применением газа. В данном случае, в дополнение к неплавкому электроду используют защитный газ, который подается из специальной горелки. Это может быть сварка алюминия без аргона, к примеру, с ацетиленом или пропаном и прочими газами, так как все зависит от их наличия у мастера.
Выбор электрода и марки электродов сварки алюминия
ОЗАНА-1 – используется при сваривании деталей и конструкций из технического алюминия в чистом виде. Работа ведется с такими марками как А0, А1, А2, А3.
Электрод ОЗАНА-1
ОЗАНА-2 – применяется для заварки литейного брака и наплавочных работ на деталях, которые сделаны из кремниевых сплавов алюминия. Работа ведется с такими марками как АЛ4, АЛ9 и АЛ11.
Электрод ОЗАНА-2
ОК 96.10 – данный тип относится к щелочно-солевому покрытию, которое хорошо подходит для сварки технического алюминия. При выборе режима сварки для них следует понижать напряжение, так как скорость плавления этих изделий, примерно, в три раза выше, чем у стальных.
Электрод ОК96.10
ОК 96.20 – здесь используется щелочно-солевое покрытие, которое хорошо подходит для сварки металлопроката из различных сплавов металла, вы частности, алюминия с марганцем или с магнием. В самом электроде используется стержень из алюминиево-марганцевого сплава. Перед использованием электроды нужно подогреть до 150-300 градусов Цельсия, что выходит из-за высокой гигроскопичности покрытия.
Электрод ОК96.20
«Важно!
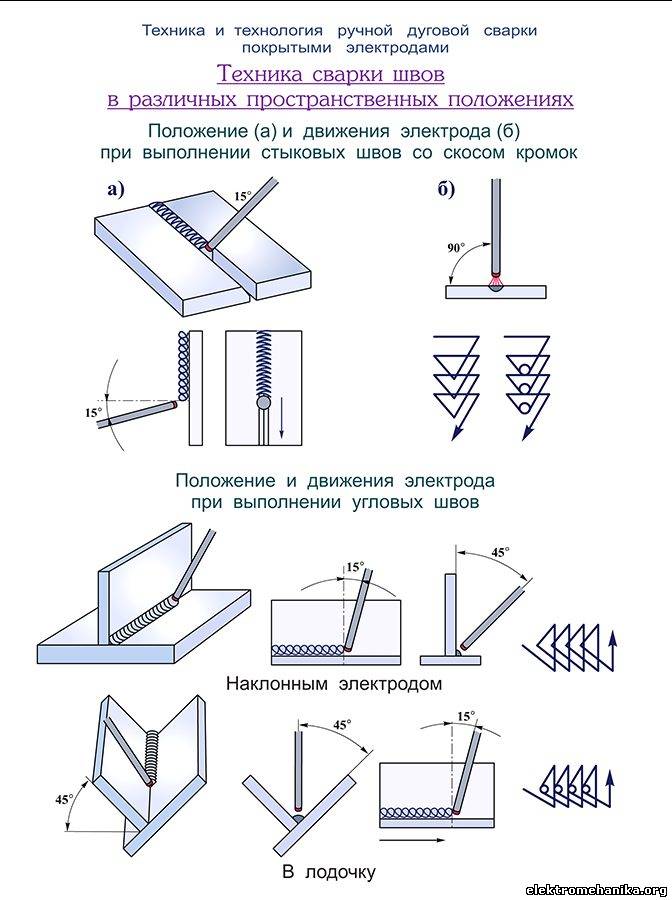
Практически во всех случаях сварка проводится в нижних положениях, лишь за некоторыми исключениями, когда это возможно в вертикальном с ограничениями.
 »
»Подготовка металла к сварке
Перед самим свариванием следует провести подготовительную процедуру, которая поможет улучшить качество соединения. Начинается она с зачистки поверхности металла механическим способом. Металлической щеткой или наждачной бумагой следует снять слой загрязнения, масла и других налетов, В том числе и окислительной пленки, которые будут мешать сварке. После этого можно обработать края деталей растворителем, таким как ацетон, который поможет убрать оставшиеся вещи после механической очистки. Если деталь оказывается слишком толстой, то для нее может потребоваться разделка кромок. Она необходима при толщине о 4 мм и выше.
Инструкция
- Проводится предварительная обработка деталей, как это описано выше;
- После этого на поверхность свариваемых заготовок наносится флюс в местах сварки;
- Подогреваются электроды;
- Металл также иногда нужно подогреть, особенно при большой толщине, чтобы расплавить флюс и испарить влагу;
- Можно приступать к сварке;
- Дать остыть, постепенно подогревая шов пламенем горелки;
- Проверить качество соединения.

«Важно!
Не стоит забывать, что из-за большой скорость плавления электрода скорость сварки алюминия возрастает.»
Чтобы все прошло более точно, следует посмотреть сварка алюминия электродом видео.
Техника безопасности
Требуется использование индивидуальных средств защиты, таких как спецодежда и сварочная маска. Также нужно соблюдать правила элементарной электробезопасности. Не проводить работы, когда процесс идет на открытой местности во время осадков, не использовать неисправное оборудование и следить за надежностью контакта сварочных проводов.
Электроды для сварки алюминия своими руками
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств. Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
Как сварить алюминий с помощью сварочного аппарата: настройки и методы
Сварка алюминия электродом (SMAW) — не самый простой и не лучший способ для этого металла. Тем не менее, бывают случаи, когда полезно выполнять ремонт или техническое обслуживание алюминия с помощью сварочного аппарата. Во-первых, давайте посмотрим обзор:
Вы можете сварить алюминий, узнав о трудностях этого металла и алюминиевых сварочных стержнях. Тогда вам нужно правильное оборудование, подготовка суставов, настройки и методы. Ключевыми особенностями являются очистка и предварительный нагрев соединения, узкая дуга и высокая скорость перемещения .
Тогда вам нужно правильное оборудование, подготовка суставов, настройки и методы. Ключевыми особенностями являются очистка и предварительный нагрев соединения, узкая дуга и высокая скорость перемещения .
Сварка алюминия с помощью сварочного аппарата удобна в полевых условиях, поскольку он может выполнять сварку в ветреную погоду и достаточно портативен. Прочитав эту статью, вы узнаете больше о трудностях и пошаговом руководстве с настройками и советами для успешной сварки.
Содержание
- Почему сварка алюминия электродом затруднена?
- Почему трудно использовать алюминиевые стержни?
- 1. Соберите основное сварочное оборудование
- 2. Выберите правильный алюминиевый стержень
- 3. Удалите грязь и оксид алюминия
- 4. Подготовьте соединение алюминия
- 5. Установите правильную полярность
- 6. Установите правильную силу тока для алюминиевого стержня
- 7. Настройки инверторных аппаратов для сварки алюминия
- 8. Всегда рекомендуется предварительно нагревать алюминий
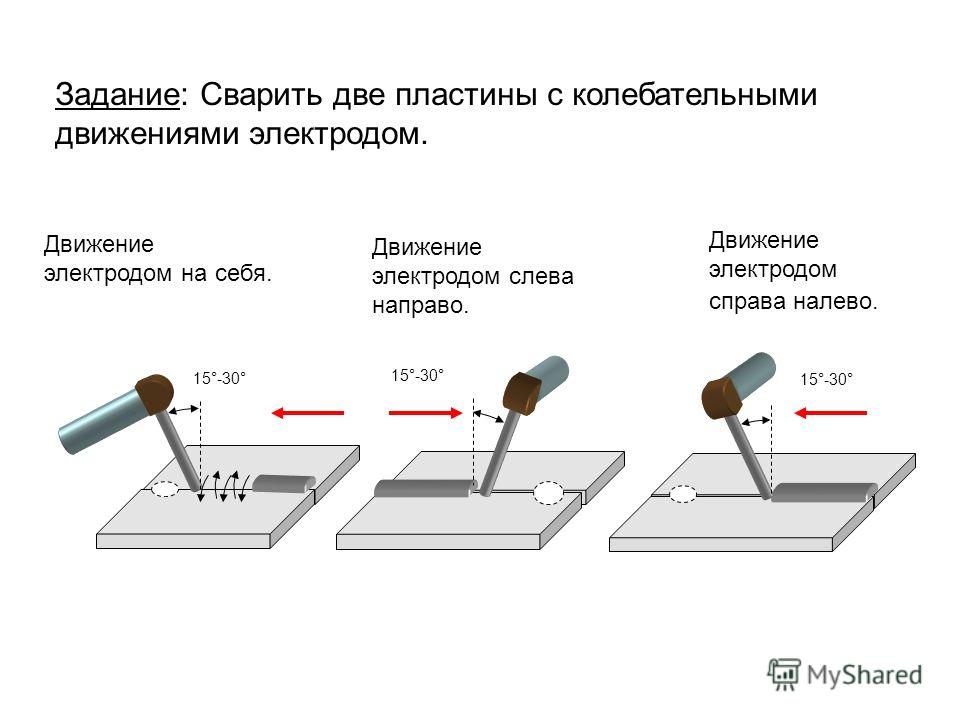
- 9. Правильно манипулировать стержнем
- 10. Дать заготовке медленно остыть и очистить от шлака
- Заключение
- Можно ли сваривать алюминий с помощью сварочного аппарата переменного тока?
- Является ли сварка алюминия прочной?
- Можно ли приваривать тонкий алюминий?
 Всегда рекомендуется предварительно нагревать алюминий
Всегда рекомендуется предварительно нагревать алюминийПочему трудно сваривать алюминий электродом?
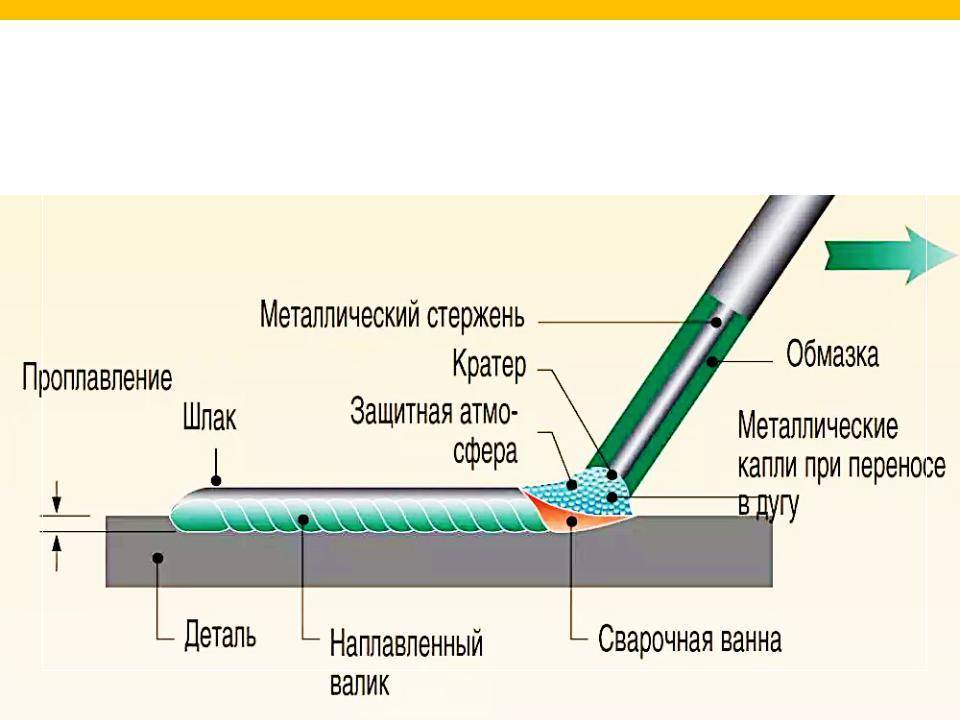
Сварка алюминия электродами затруднена, поскольку этот металл имеет свойства, затрудняющие сварку. Кроме того, требуемые стержни являются одними из самых сложных в использовании. Эти стержни прилипают к заготовке, а их флюсовое покрытие создает жидкий шлак, покрывающий ванну.
Рассмотрим подробнее, почему алюминий плохо поддается сварке не только SMAW, но и всеми дуговыми процессами.
1. Алюминий обладает высокой теплопроводностью, что означает, что он быстро поглощает тепло сварки.
При начале сварки заготовка холодная. Это затрудняет удар по дуге, и первая часть бусины венчается без глубокого проникновения.
Это затрудняет удар по дуге, и первая часть бусины венчается без глубокого проникновения.
Однако при сварке заготовка насыщается теплом. Через некоторое время это будет похоже на сварку с более высокой силой тока. Валик будет плоским, а заготовка может полностью расплавиться на чистовой кромке.
2. Еще одной особенностью алюминия является окисленный слой на поверхности. Когда алюминий контактирует с кислородом, он образует исключительно прочный оксид с высокой температурой плавления 3762 °F (2072 °C). Большинство алюминиевых сплавов плавятся при температуре около 1220 ° F (660 ° C).
- Часто оксид вызывает непровар. Это когда участки на стыке не плавятся и не смешиваются с металлом шва. Это создает слабое соединение, которое может сломаться.
- В тяжелых случаях нижний металл плавится во время сварки, но оксид удерживает его на месте. Когда в какой-то момент оксидный слой рвется, и расплавленный металл создает кашу на стыке.
Окисленный слой создает дополнительные проблемы, которые объясняются далее в статье. Единственный способ предотвратить эти проблемы — удалить окисление перед сваркой.
Единственный способ предотвратить эти проблемы — удалить окисление перед сваркой.
3. Худшим дефектом при сварке алюминия при сварке является горячее растрескивание. Мы называем это горячим, потому что это происходит, когда металл сварного шва начинает затвердевать. Основные причины:
- Природа термообработанных алюминиевых сплавов, таких как 6061. 6061 в расплавленном состоянии образует различные соединения, имеющие разные температуры плавления. В последнюю очередь они затвердевают по средней линии борта и трескаются.
- Горячее растрескивание также происходит из-за того, что алюминий является мягким металлом с низкой прочностью на растяжение (сопротивление растягивающему усилию). Когда он затвердевает, сильные усадочные силы растрескивают его.
4. Еще одна серьезная проблема заключается в том, что после сварки все алюминиевые сплавы становятся менее прочными в районе соединения.
Это неизбежно и более серьезно для термообработанных сплавов. Сварка стержнем создает агрессивную дугу, которая усугубляет проблему. Предварительный нагрев и высокая скорость движения решают эту проблему.
Сварка стержнем создает агрессивную дугу, которая усугубляет проблему. Предварительный нагрев и высокая скорость движения решают эту проблему.
5. Тонкий алюминий легко продуть . Это происходит потому, что тонкие металлы быстро насыщаются теплом и в сочетании с низкой температурой плавления агрессивная дуга легко их плавит.
6. Наиболее распространенным дефектом алюминия является пористость. Пористость – это многочисленные пустоты в шарике, образованные в основном водородом. Поскольку алюминий затвердевает быстро, водород, попавший в металл сварного шва, не может выйти достаточно быстро и образует эти пустоты.
Часто внутри валика скрыта пористость, что делает соединение более слабым. Источниками водорода являются плохая газозащита, жир или масло на заготовке и стержне, влага в оксидированном слое.
7. Поскольку алюминий быстро расширяется при высоких температурах, легко деформировать из-за разницы давлений между более горячими и более холодными частями.
Почему трудно использовать алюминиевые стержни?
Теперь давайте посмотрим, почему алюминиевые стержни делают сварку намного сложнее, чем сталь.
Алюминиевые стержни сложны в использовании, потому что они требуют точных манипуляций, чтобы предотвратить прилипание к основному металлу и поддерживать горящую дугу. Кроме того, их шлак скрывает дугу, а кроме всего прочего, они требуют строгой защиты от влаги.
Когда вы запускаете дугу, стержень холодный и имеет тенденцию прилипать к заготовке как сумасшедший, намного легче, чем стержни из 7018 или нержавеющей стали.
Это происходит потому, что алюминий быстро замерзает. Если заготовка горячая из-за предварительного нагрева или предыдущей сварки, легче зажечь дугу.
Эти стержни создают дугу, которую очень легко погасить, если слегка опустить или потянуть стержень во время сварки.
Большинство проблем с запуском и залипанием дуги решаются путем установки высокой силы тока и предварительного нагрева.
Флюсовое покрытие полезно, поскольку оно создает необходимые защитные газы. Он также образует защитный шлаковый материал, который растворяет оксидный слой, улавливает примеси и очищает металл сварного шва.
Однако флюс создает много проблем, потому что:
- Газы делают дугу нестабильной и легко гасимой.
- Нестабильная дуга также создает сильное разбрызгивание.
- Когда дуга гаснет, флюс расплавляется на металлическом наконечнике, образуя покрытие. Это покрытие действует как электрический изолятор и предотвращает повторное зажигание дуги. Удары стержня о соединение могут разрушить большую часть хрупкого флюса. Оголенный провод прилипает к металлу еще легче. Вместо этого вы можете поцарапать кончик чистой наждачной бумагой.
- Шлаковый материал очень жидкий и легко затвердевает в металле сварного шва, образуя шлаковые включения. Включения делают шарик слабее и уродливее.
- Флюс пористый и быстро поглощает влагу из воздуха. Высокие температуры дуги разрушают воду, высвобождая водород и кислород в металле сварного шва. Водород вызывает серьезные проблемы с пористостью. Кислород быстро образует пресловутый оксид алюминия, делающий шарик хрупким и чувствительным к растрескиванию.
- Шлаковый материал покрывает лужу, и вы его не видите. Это уникальная сложность по сравнению с другими удочками, не позволяющая вам контролировать лужу.
 Водород вызывает серьезные проблемы с пористостью. Кислород быстро образует пресловутый оксид алюминия, делающий шарик хрупким и чувствительным к растрескиванию.
Водород вызывает серьезные проблемы с пористостью. Кислород быстро образует пресловутый оксид алюминия, делающий шарик хрупким и чувствительным к растрескиванию.Как уже упоминалось, флюсовое покрытие имеет проблемы с влажностью. В зависимости от влажности воздуха у вас есть всего несколько часов, чтобы использовать удилища.
Один из способов решить эту проблему — купить только те стержни, которые вам нужны, и открыть упаковку непосредственно перед сваркой. Однофунтовые упаковки содержат шестнадцать стержней 1/8 дюйма (3,2 мм) или двадцать шесть стержней 3/32 дюйма (2,4 мм). Остальные стержни можно хранить в пластиковых вакуумных пакетах.
Другой способ – использовать печи для хранения стержней, пока вы их не используете. В этих печах можно запекать открытые стержни, чтобы удалить впитавшуюся влагу. Тем не менее, значения температуры и времени являются строгими, иначе флюс испортится из-за перегрева.
Тем не менее, значения температуры и времени являются строгими, иначе флюс испортится из-за перегрева.
Для алюминиевых стержней требуется источник питания с высоким напряжением холостого хода (OCV) для облегчения зажигания дуги и обслуживания. OCV — это напряжение между электродом и заготовкой перед запуском дуги.
Если ваш сварочный аппарат может сжигать 7018-е, он будет жечь и алюминиевые стержни. Если OCV слишком низкое, например, ниже 60-65В, то дуга будет неустойчивой или вообще не загорится.
Если вы хорошо работаете со стержнями 7018, делаете стыки без пористости и держите узкую дугу, не залипая стержня от начала до конца, при некоторой практике вы сможете сваривать алюминиевыми стержнями.
Теперь давайте пошагово рассмотрим оборудование, настройки и методы, которые вам нужны.
1. Соберите основное сварочное оборудование
Первым делом необходимо собрать все необходимые средства индивидуальной защиты (СИЗ):
- Защитные очки защитят глаза от летящих предметов и шлакового материала при очистке борта. Они также защищают ваши глаза от ультрафиолетовых лучей, если вы случайно зажжете дугу до того, как наденете шлем.
- Сварочная маска защитит ваши глаза и лицо от излучения дуги, брызг и летящих предметов. Алюминий имеет тенденцию создавать более яркую дугу и более сильные ультрафиолетовые (УФ) лучи.
- Беруши или наушники , если вы будете использовать электроинструменты.
- Толстые сварочные перчатки защищают руки от ультрафиолетового излучения, искр, брызг и горячего металла. Алюминий сильно нагревается на большем расстоянии и дольше, чем сталь. Легко получить сильные ожоги.
- Огнеупорная одежда , закрывающая все тело. Никогда не носите синтетическую одежду, потому что она легко расплавится или загорится.
- Кожаные сапоги со стальными накладками на носки незаменимы при ремонтных работах.
- Сварочный респиратор с фильтрами P100. Алюминий и флюс на стержне выделяют пары, которые быстро раздражают дыхательную систему.
 Они также защищают ваши глаза от ультрафиолетовых лучей, если вы случайно зажжете дугу до того, как наденете шлем.
Они также защищают ваши глаза от ультрафиолетовых лучей, если вы случайно зажжете дугу до того, как наденете шлем.
После СИЗ рассмотрим основное оборудование для работы:
- Сварочный аппарат постоянного тока с напряжением холостого хода (OCV) 65 В или выше. И достаточно силы тока для размера стержня, который вы хотите использовать.
- Ацетон, спирт или подходящий щелочной продукт (мыло) для удаления жира или масла вокруг соединения.
- Щетка из нержавеющей стали для удаления продуктов окисления и окончательного шлакового материала.
- Чистый напильник для удаления сильного окисления, при необходимости сглаживания краев соединения и очистки покрытого наконечника от использованных стержней.
- Отбойный молоток для удаления шлака.
- Вам также может понадобиться газовая горелка либо на пропане для небольших заготовок, либо на кислородном топливе для больших заготовок для предварительного нагрева заготовки.
2.
 Выберите правильный алюминиевый стержень
Выберите правильный алюминиевый стерженьДля алюминия не нужен специальный сварочный аппарат, но нужны специальные сварочные прутки.
Наиболее распространенным электродом для сварки алюминия является E4043. Этот стержень имеет сердечник из алюминиевой проволоки и специальное флюсовое покрытие.
С его помощью можно сваривать электроды почти всех распространенных алюминиевых сплавов, таких как 6061, 5052 и 3003. А также алюминиевые отливки, такие как 355 и 356. содержит 5% кремния. Кремний легко плавится, предотвращает горячее растрескивание и подходит для применения при высоких температурах.
Однако он имеет низкую прочность и не подходит для агрессивных сред. Также не подходит для сварки разных сплавов, например, 6061 на 5052.
Для сварки электродом у вас не так много вариантов стержня. После легкодоступного 4043 вы можете найти стержни 1100 для сварки сплавов 1100, используемых для приложений с высокой коррозионной стойкостью. Этот стержень намного слабее, но более пластичен, чем 4043.
Этот стержень намного слабее, но более пластичен, чем 4043.
Используйте максимально толстый стержень для толщины металла и типа соединения. Толстые стержни используют более высокую силу тока, чтобы расплавить соединение и сохранить жидкость в луже. С толстым стержнем вы также избегаете многопроходных сварных швов, что выгодно для алюминия.
Стержни 1/8″ подходят для заготовок толщиной от 3/32″ до 3/8″ (9,5 мм), но в идеале от 1/8″ до 1/4″ (6,4 мм). Этот размер найти проще всего.
Удилища 3/32″ несколько сложнее в использовании, потому что их кончик сильнее вибрирует.
5/32″ (4 мм) стержни отлично подходят для толстых заготовок, потому что вы можете использовать гораздо большую силу тока и быстрее заполнить шов.
Содержите стержень в чистоте и не прикасайтесь к нему грязными руками или в перчатках, чтобы избежать пористости.
3. Удалите грязь и оксид алюминия
Сварка стержнем может использоваться для сварки грязных металлов, но для алюминия целесообразно очистить заготовку.
- Сначала очистите заготовку от масла, смазки, смазочно-охлаждающих жидкостей и т. д. с помощью тряпки и соответствующих растворителей, таких как ацетилен или мыло. Ацетилен очень легко воспламеняется, храните тряпку в закрытом контейнере во избежание возгорания от искр и брызг.
- Самый простой способ удалить оксид – использовать чистую щетку из нержавеющей стали. Трите только в одном направлении, чтобы не испачкать поверхность.
- Также подходит твердосплавный бор, поскольку он удаляет оксид, не оставляя пятен на поверхности.
- Угловая шлифовальная машина оставляет после себя оксидные остатки. Для быстрой работы можно использовать проволочные колеса из нержавеющей стали. Вы также можете использовать диски, предназначенные для работы с алюминием, которые могут быстро удалить стойкие загрязнения или покрытия и т. д., если вы имеете дело со старым литьем. При неправильном обращении УШМ может снять полезный металл, ослабив соединение.
- При удалении оксида лучше всего повторить шаг 1, чтобы удалить остатки оксида.
Вы также можете использовать химикаты, предназначенные для удаления оксидов алюминия. С химическими веществами вы избежите царапин на поверхности или удаления металла. Но они неприятны и имеют свои проблемы с безопасностью.
Очистка очень важна для стыковых соединений с открытым корнем, чтобы добиться наилучшего проникновения и избежать несплавления.
4. Подготовьте алюминиевый шов
Если вы свариваете стыковое соединение, лучше всего срезать фаску на заготовках, чтобы получился V-образный шов.
Скос соединения более важен, чтобы избежать проблемы горячего растрескивания, а не более глубокого проникновения. Более высокая часть основного металла плавится и разбавляется присадочным металлом, чтобы предотвратить растрескивание.
Снятие фаски необходимо при толщине 3/16″ (4,8 мм) и выше. Если вы свариваете 6061, лучше всего делать фаску с 1/8″ (3,2 мм). Для алюминия скосите каждую сторону не менее чем на 35–45°.
Алюминиевые открытые корни легко продуть. Для предотвращения этого и в зависимости от толщины заготовки установите:
Для предотвращения этого и в зависимости от толщины заготовки установите:
- Плотный корневой зазор от 1/32″ (0,8 мм) до 1/16″ (1,6 мм).
- Более толстая поверхность основания от 1/16″ (1,6 мм) до 1/4″ (6,4 мм).
Угловые сварные швы по своей природе больше разбавляют металл сварного шва и редко имеют фаску. Но если у вас толстый алюминий, например, 3/8″ (90,5 мм) было бы полезно скосить его.
Имейте в виду, что после резки или снятия фаски с металлов их необходимо очищать, особенно если вы:
- Используете горячие методы, например, плазменную резку, т.к. образуется новый оксидный слой. Этот слой толстый, используйте напильник или электроинструмент для более быстрой работы.
- Используйте метод резки, при котором остаются смазочно-охлаждающие жидкости, размазанная пыль и т. д.
Симметричная установка обязательна. Неправильные стыки будут продуваться в более широких или более тонких частях.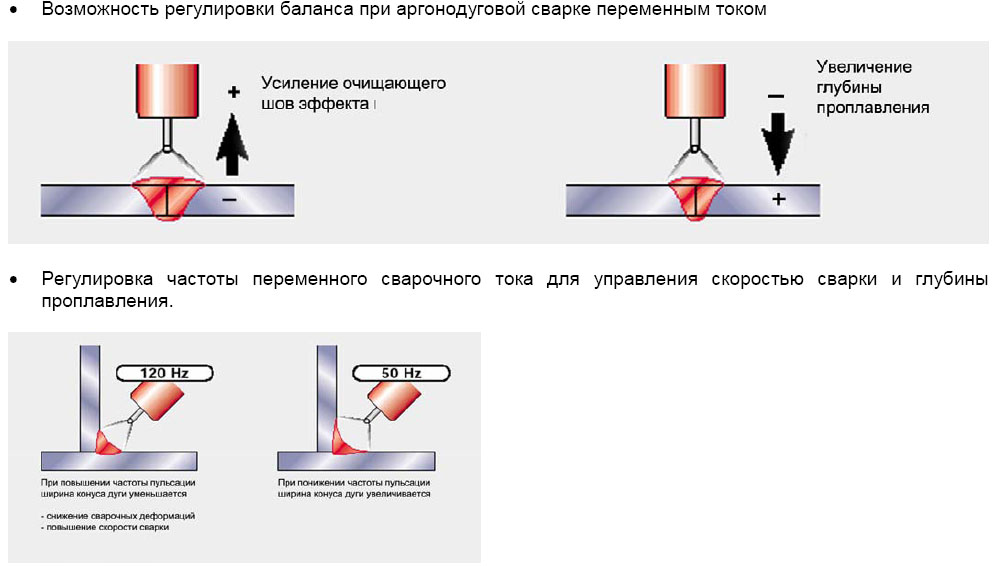 Алюминий создает сильные силы усадки. Избегайте стесненных соединений, чтобы предотвратить растрескивание.
Алюминий создает сильные силы усадки. Избегайте стесненных соединений, чтобы предотвратить растрескивание.
Наконец, прихватите детали, чтобы они оставались на месте.
Исключительно сложно сваривать алюминий в нерабочем положении, потому что сварочная ванна и шлак слишком жидкие. Если возможно, постарайтесь расположить стык в горизонтальном положении, даже угловые швы, чтобы облегчить сварку.
Объявления5. Установите правильную полярность
Вы всегда используете полярность DC+ для приклеивания сварного шва алюминия. Причина в том, что сварочные электроды рассчитаны только на эту полярность.
DC- создаст нестабильную шумную дугу, брызги и непостоянный выпуклый валик. AC не будет держать горящую дугу и создаст беспорядок на стыке.
6. Установите правильную силу тока для алюминиевого стержня.
Алюминий имеет низкую температуру плавления, но высокая теплопроводность требует высокой силы тока. Высокая сила тока легче запускает дугу, предотвращает залипание стержня и поддерживает расплав расплавленной ванны.
Правильная сила тока для сварки алюминиевых стержней зависит прежде всего от толщины стержня. После этого толщина и температура заготовки, конструкция стыка и положение сварки.
Если заготовка имеет комнатную температуру, установите силу тока близко к верхнему пределу стержня. При предварительном подогреве требуемая сила тока ниже.
В следующей таблице показаны типичные диапазоны силы тока стержня 4043 в горизонтальном положении.
| Сварочный стержень E4043 | Диапазон силы тока |
|---|---|
| 3/32″ (2,4 мм) | 50-80 9032 9 |
| 1/8″ (3,2 мм) | 70-120 |
| 5/32″ (4 мм) | 100-160 |
| 3/16″ (4,8 мм) | 130-200 |
 Закрытые стыковые и нахлестные соединения используют одинаковую силу тока. Стыковые соединения с открытым корнем и наружные угловые соединения требуют меньшей (10-20%) силы тока.
Закрытые стыковые и нахлестные соединения используют одинаковую силу тока. Стыковые соединения с открытым корнем и наружные угловые соединения требуют меньшей (10-20%) силы тока.Как уже упоминалось, старайтесь избегать сварки алюминия в нерабочем положении. Однако назову основные правила для вертикальной позиции:
- Для положения на подъеме требуется более тонкий стержень, меньшая сила тока и меньшая скорость движения. Это самое сложное положение для сварки.
- Для спуска по склону требуется более высокая сила тока и еще более высокая скорость движения.
Рассмотрим несколько типичных примеров для плоского положения:
- Для углового шва 1/8″ с стержнем 1/8″ используйте 100-110A. Если вы предварительно нагреваете, используйте 75А.
- Для углового сварного шва 3/16″ с стержнем 1/8″ используйте 120A. Рекомендуется предварительно прогреть и использовать 100А.
- Для углового сварного шва 1/4″ с стержнем 1/8″ вы всегда предварительно нагреваете и используете 110-120А.

Если вы заметите, что проволока плавится перед флюсом, что приводит к увеличению длины дуги внутри флюсового покрытия, это указывает на чрезмерную силу тока.
7. Настройки аппаратов для сварки стержнем инвертора для алюминия
Часто аппараты для сварки стержнем инвертора оснащены функциями горячего пуска и форсажа дуги для облегчения сварки.
Горячий старт увеличивает силу тока при поджигании дуги. Это очень полезно при сварке алюминия, чтобы избежать холодного пуска, особенно если вы не нагреваете металл предварительно. Обычно достаточно значения 35-40%.
Сила дуги (или копание) увеличивает силу тока, если вы уменьшаете длину дуги. Предотвращает гашение дуги и залипание стержня. Установите значение около 20-25%.
Если вы не выполняете предварительный нагрев, вы должны увеличить предыдущие значения. У Weldpundit есть подробная статья о горячем старте, форсировании дуги и антипригарном покрытии.
Если вы используете аппарат TIG для дуговой сварки, он может обеспечить импульсный ток . Некоторые специализированные сварочные аппараты также предлагают эту функцию. Импульсный ток может уменьшить трудности и существенно улучшить ваши результаты.
Импульсный ток имеет два значения силы тока. Первый – это сила тока, которую вы устанавливаете для проникновения в соединение. Вторую силу тока уменьшают, чаще всего на 50%, чтобы уменьшить тепловложение, но сохранить жидкость в луже. Для алюминия используйте частоту пульсации 2 Гц.
Основным преимуществом предварительного нагрева является уменьшение быстрого рассеивания тепла для поддержания ванны, снижение потери прочности и снижение риска растрескивания. Но также:
- Уменьшает требуемую силу тока.
- Удаляет влагу с поверхности.
- Легче зажигает дугу и поддерживает ее горение.
- Увеличивает проникновение.
- Уменьшает отсутствие слияния.
- Выравнивает бортик.
- Предотвращает коробление тонких металлов.
- Предотвращает остаточное напряжение.

Предварительный нагрев обязателен, если толщина 1/4″ или больше. Но и при работе при температуре ниже комнатной, даже для тонких металлов.
Для металлов тоньше 1/4″ предварительный нагрев не обязателен, но улучшает результаты и облегчает сварку.
Существует верхний предел температуры. Более высокий предварительный нагрев усугубляет падение прочности и, среди прочих проблем, делает ванну слишком жидкой.
Для обычных алюминиевых сплавов достаточно предварительного нагрева до 200 °F (94 °C). Если заготовка толстая, предварительно нагрейте до той же температуры, но убедитесь, что вся заготовка предварительно прогрета.
Вы можете использовать палочки температуры сварки 200 °F, чтобы знать, когда остановиться. Инфракрасные цифровые термометры не так надежны, потому что алюминий отражает лучи.
При многопроходной сварке температура между проходами не должна превышать 250 °F (120 °C), чтобы соединение оставалось максимально прочным.
Один из практических способов узнать, что у вас правильная температура предварительного нагрева, это когда влага на металле испаряется (212 °F).
9. Используйте надлежащие манипуляции со стержнем
При сварке алюминия вам необходимо аккуратно манипулировать стержнем, чтобы получить приемлемые валики. Вам нужен правильный угол и направление движения, длина дуги и скорость движения.
Для алюминиевых стержней требуется малый угол хода 5-10° от вертикали, для хорошего покрытия защитным газом и короткой длины дуги.
Всегда тяните за стержень , чтобы протолкнуть шлаковый материал обратно, предотвращая шлаковые включения.
При запуске дуги необходимо сохранить очень короткую длину дуги, не более диаметра стержня . Вы почти касаетесь металла флюсовым покрытием. Вы должны сохранять эту длину дуги постоянной, пока не закончите бусину.
Если ваш стержень прилипает к металлу, вы не должны увеличивать длину дуги, вместо этого увеличьте силу тока.
Когда вы свариваете алюминий, вам следует избегать плетения валиков, потому что они медленные. Вместо этого сваривайте прямые валики (стрингеры) с минимальным перемещением из стороны в сторону, чтобы избежать высокого тепловложения.
Поскольку вы не можете четко видеть лужу, вы не можете контролировать скорость движения, удерживая дугу в передней 1/3 лужи, как вы это делаете с другими удилищами.
Скорость перемещения алюминиевых стержней легко в два раза выше по сравнению со стальными стержнями. Вы должны полагаться на свой опыт, чтобы направлять удочку и передавать бусину. С практикой вы найдете правильную скорость.
Скорость движения меньше, если вы свариваете холодный алюминий, но намного быстрее, если вы его предварительно нагреваете.
Если вы используете импульсный ток, скорость будет меньше, но тепла будет достаточно, чтобы получить прочный и легко свариваемый валик.
Скорость движения не постоянна во время сварки:
- Когда вы начинаете, на первом дюйме или около того, вы не сварите так быстро, потому что заготовка холодная. Это предотвращает несплавление и выпуклый валик в начальной точке.
- По мере продвижения вам следует немного увеличить скорость, потому что заготовка становится все горячее. Это предотвращает перегрев заготовки.
 Это предотвращает несплавление и выпуклый валик в начальной точке.
Это предотвращает несплавление и выпуклый валик в начальной точке.Высокая скорость важна, но если у вас получится вогнутый валик, значит, присадочный металл не успел заполнить шов. Вогнутые алюминиевые шарики очень слабы и чувствительны к растрескиванию.
Правильная скорость движения имеет решающее значение для минимизации потери прочности соединения, растрескивания, продувки и коробления.
Наконец, крайний кратер также не должен быть вогнутым. Попробуйте заполнить кратер достаточным количеством сварного шва, прежде чем тянуть стержень.
10. Дайте заготовке медленно остыть и очистите от шлака
Когда закончите, дайте заготовке остыть самостоятельно. Это защищает соединение от дальнейших металлургических изменений, а также облегчает удаление шлака. Шлаковый материал содержит элементы, которые разъедают алюминий, если его не удалить.
Часто белый и странно выглядящий шлак является вязким и требует усилий для его удаления. Чем горячее заготовка из-за чрезмерного предварительного нагрева или низкой скорости перемещения, тем хуже она становится.
Чрезмерное усилие отбойным молотком или электроинструментом оставляет следы и глубокие царапины на металле.
Более простой способ – размягчить шлак горячей водой и удалить его щеткой с термостойкой синтетической щетиной.
Наконец, промойте соединение горячей водой, чтобы удалить остатки флюса.
Сварка алюминиевыми стержнями.Заключение
Сварка алюминиевой дугой сложна, но удобна для быстрого ремонта или в ветреную погоду.
Используя правильное оборудование, следуя надлежащей процедуре и достаточно тренируясь, чтобы привыкнуть к высокой скорости движения, вы сможете удовлетворительно проходить алюминиевые борта.
Самое главное помнить:
- Удалите оксидированный слой.
- Предварительно нагрейте алюминий толщиной 1/4″ или больше.
- Используйте сухие незагрязненные стержни.
- Используйте достаточную силу тока.
- Держите тугую дугу.
- Двигайтесь быстро без остановок.

Если вы хотите часто сваривать алюминий, лучше всего переключиться на:
- Простая в использовании сварка MIG для заготовок толщиной 1/8″ или больше.
- Сварка ВИГ, если вы хотите получить наилучшие результаты для тонкого алюминия, но этому сложно научиться.
Часто задаваемые вопросы
Можно ли сваривать алюминий с помощью сварочного аппарата переменного тока?
Сварочный аппарат переменного тока не позволяет сваривать алюминий, поскольку алюминиевые стержни правильно горят при полярности постоянного тока +. AC не будет держать горящую дугу и создаст беспорядок на стыке. Вам понадобится машина постоянного тока и установите держатель электрода на полярность постоянного тока +.
Например, вы не можете сваривать алюминий с помощью Lincoln 225 AC, но вы можете использовать Lincoln 225 AC/DC после выбора полярности DC+. Однако эта машина выдает только 125 А постоянного тока. Это ограничивает вас алюминиевыми стержнями 3/32″ и 1/8″.
Однако эта машина выдает только 125 А постоянного тока. Это ограничивает вас алюминиевыми стержнями 3/32″ и 1/8″.
Является ли сварка алюминия прочной?
В то время как сварка электродом создает прочные соединения для большинства металлов, она не создает прочных соединений для алюминия. Алюминий — это металл, который становится слабее от тепла сварки, и этот процесс создает агрессивную дугу, которая вводит слишком много тепла в соединение.
Например, популярный алюминиевый сплав 6061-T6 имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, но после сварки только 25 000 фунтов на квадратный дюйм. Кроме того, обычный стержень E4043 имеет низкую прочность на разрыв в лучшем случае 30 000 фунтов на квадратный дюйм.
Сварка электродами также склонна к пористости, что делает валик менее плотным. В этом процессе оксид алюминия легко загрязняет металл сварного шва. Это делает последний шарик хрупким и чувствительным к растрескиванию.
Можно ли сваривать тонкий алюминий?
Сварка стержнем тонкого алюминия исключительно трудна, потому что этот процесс создает сильную дугу, которая имеет тенденцию пробивать тонкие металлы.
Тонкий алюминий очень быстро насыщается теплом и с низкой температурой плавления легко плавится. При достаточной практике вы можете сваривать детали толщиной 1/8″, 3/32″ или чуть меньше.
Кроме того, алюминиевые стержни, которые трудно перезапустить, и жидкий шлак не позволяют применять такие методы, как многократные прихваточные швы внахлест.
Лучшим вариантом для тонкого алюминия является сварка MIG, а еще лучше сварка TIG. Газокислородная сварка подходит для тонкого алюминия, но требует большого мастерства.
Другие статьи Weldpundit
Как лучше всего сваривать алюминий?
Какой самый простой способ сварки алюминия?
Краткая история сварки алюминия
В: Какова история сварки алюминия? Является ли Heliarc заварка все еще жизнеспособным вариантом для сварки алюминия? Почему мы не видим много Газовая сварка или сварка штучным электродом алюминия в промышленности?
A: Пытаясь ответить на эти вопросы, я также попытаюсь прояснить некоторые используемые термины и определения.
- Гелиаруговая сварка — это старое традиционное название, иногда используемое и сегодня, для Процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) . Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG).
Процесс GTAW довольно часто является подходящим вариантом для сварки алюминия. Он был разработан в 1944 году (см. рис. 1) и до сих пор широко используется для успешной сварки алюминиевых сплавов. Некоторые из сварных швов самого высокого качества, используемых в критических областях, таких как сварные швы труб с полным проплавлением на криогенных сосудах под давлением, почти всегда выполняются с помощью этого процесса сварки. Переменный ток (AC) используется для большинства приложений, но постоянный ток (DC) используется для некоторых специализированных приложений. Процесс GTAW был разработан раньше, чем процесс дуговой сварки металлическим газом (GMAW), и какое-то время использовался для сварки алюминия любой толщины и типа соединения.
 Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде. Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW – положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.
Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде. Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW – положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.- Газовая сварка — это нестандартный термин для процесса кислородно-газовой сварки (OFW) . Это был один из первых способов сварки алюминия. На рис. 2 показана фляга армии США. Сваренная по технологии OFW и датированная 1918 годом, эта фляга, вероятно, использовалась во время «Великой войны» (1 st Мировая война) и была сварена примерно за 25 лет до разработки процессов сварки в среде инертного газа (GTAW и GMAW).
 Это был один из первых способов сварки алюминия. На рис. 2 показана фляга армии США. Сваренная по технологии OFW и датированная 1918 годом, эта фляга, вероятно, использовалась во время «Великой войны» (1 st Мировая война) и была сварена примерно за 25 лет до разработки процессов сварки в среде инертного газа (GTAW и GMAW).
Это был один из первых способов сварки алюминия. На рис. 2 показана фляга армии США. Сваренная по технологии OFW и датированная 1918 годом, эта фляга, вероятно, использовалась во время «Великой войны» (1 st Мировая война) и была сварена примерно за 25 лет до разработки процессов сварки в среде инертного газа (GTAW и GMAW). Газокислородная сварка представляет собой процесс газовой сварки. Он достигает коалесценции за счет использования тепла пламени кислородно-топливного газа и, для алюминия, активного флюса для удаления оксида и защиты сварочной ванны. В прошлом с помощью этого процесса сваривались очень толстые соединения, но чаще всего он применялся для листового металла. Одна из проблем этого процесса сварки заключается в том, что флюс, используемый во время процесса, является гигроскопичным, что означает, что он поглощает влагу из окружающей атмосферы. Во влажном состоянии флюс вызывает коррозию алюминия. Поэтому после сварки флюс необходимо удалить, чтобы свести к минимуму вероятность коррозии.
- Сварка штучными электродами — это нестандартный термин для Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
До разработки процесса сварки в среде инертного газа (GTAW и GMAW) дуговая сварка алюминия в основном ограничивалась дуговым процессом с защитным металлом (SMAW), иногда называемым процессом ручной дуговой сварки металлическим электродом (MMA).
