Как варить алюминий инверторной электросваркой
Собираясь производить сваривание алюминия, большинство людей думает, что для работы с алюминием в его сплавами необходимо иметь специальный сварочный аппарат и специализированные электроды. Также абсолютное большинство начинающих сварщиков считают, что для сваривания алюминия необходимо иметь огромный опыт работы сварщиком. Такие люди не берут в расчет то, что можно производить успешное сваривание алюминия, имея дома инвертор и сварочные электроды.
Для работы с алюминием потребуется не использовать определенных навыков или приспособлений. Для начала Вам следует подобрать подходящие сварочные электроды для той толщины металла, который Вы собираетесь сваривать. Идеально для сварки алюминия подходят электроды ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР и ОЗР-2. При правильном подборе сварочных электродов, Вы сделаете уже большой вклад в будущее сваривание.
Успешно производить сваривание возможно при правильном подборе сварочного тока, который изменяется в зависимости от толщины металла и диаметра электрода. Узнать подходящий сварочный ток Вы можете на упаковке электродов, где размещена специальная таблица.
После подбора всех необходимых параметров для сваривания, необходимо прокалить сварочные электроды перед началом работы. Для проведения таких работ необходимо использовать специальную печь для прокалки электродов. Даная печь для прокалки широко применяется не только для сваривания алюминия, потому как прокаливать требуется разные виды электродов и некоторые детали перед свариванием.
Стоит отметить, что для сваривания алюминия подойдет практически любой инвертор, потому как главными требованиями к работе являются правильный подбор электродов, сварочного тока и желание самого сварщика. Имя начальные навыки сваривания, Вы можете с успехом работать над ремонтом и сваркой деталей из алюминия и его сплавов.
В работе со свариванием специальными электродами для сварки алюминия нет разительных отличий от проведения сварочных работ над черным металлом. По этой причине можете не переживать по поводу того, что у Вас нет опыта сваривания алюминия, но есть опыт работы со сталью или ее сплавами. При сварке алюминия требуется внимательность и аккуратность, потому как он не настолько тугоплавок, как сталь, чугун или вольфрам.
Осторожно и внимательно работая над сваркой алюминия, Вы можете сваривать детали прочными и долговечными сварочными швами. Помимо внимательности во время проведения сварочного процесса, требуется качественное сварочное оборудование, которое лучше всего покупать у заводов-изготовителей, потому как покупая прямо с завода, Вы сэкономите деньги, время, силы и Ваше приобретение будет служить Вам долго в отличие от товаров, которые предлагают торговцы или подельщики.
Сварка алюминия инвертором в домашних условиях
Главная » Технологии
Технологии
Автор Сварщик На чтение 4 мин Просмотров 203 Опубликовано
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.
Содержание
- Можно ли варить алюминий инвертором
- Какой инвертор подойдет для сварки алюминия
- Выбор расходных материалов для сварки
- Технология сварки алюминия инвертором
Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.

- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.

Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным.
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
2 | 50 — 60 | 2,5 |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 | 4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
 youtube.com/embed/h9Kfk2xUnB0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””>
youtube.com/embed/h9Kfk2xUnB0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””> Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Сварка алюминия инверторными источниками питания
Постоянный ток мощность сварки с использованием трансформатор. В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
Инверторы были введены в сварочные источники питания сначала для выработки постоянного тока (DC), а затем для выработки переменного тока. В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный высоковольтный высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 кГц, он намного более эффективен, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Инверторные источники питания также очень тонко «измельчают» поступающий переменный ток, что приводит к стабильному постоянному току без типичных пульсаций с частотой 60 Гц и стабильной сварочной дуге.
Переменный ток
В течение многих лет инверторные блоки питания могли питать только постоянный ток. Инверторов, выдающих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривается методом GTA с использованием переменного тока. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания пригодными для сварки алюминия методом GTAW. Поскольку напряжение дуги никогда не проходит через нуль, дуга переменного тока становится более стабильной. Большинству источников питания GTAW на инверторной основе не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут передаваться на любой частоте, вплоть до удвоенной частоты инвертора (40 кГц), можно изменять частоту сварочного тока переменного тока. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление сварного шва происходит в отрицательной электродной части цикла переменного тока. Во время электродно-положительной части цикла проплавление шва уменьшается, и больше тепла передается вольфрамовому электроду, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают методом GTA с использованием постоянного тока, алюминий обычно сваривают с использованием переменного тока.
Сварка с инверторами
Ранние источники питания GTAW давали простой синусоидальный выходной сигнал переменного тока с равным количеством положительного электрода и отрицательного электрода. Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при положительном электроде всего на 15 процентов. Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или цирконированного вольфрама с тупым концом обычно рекомендуются для сварки переменным током с обычными источниками питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и лучшей сварки с использованием заостренных вольфрамовых электродов с 2-процентным содержанием тория. Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церием или лантана.
Как сварить алюминий методом TIG: шаг за шагом (сила тока, напряжение, газ и т. д.)
Алюминий — это уникальный металл, обладающий многими преимуществами.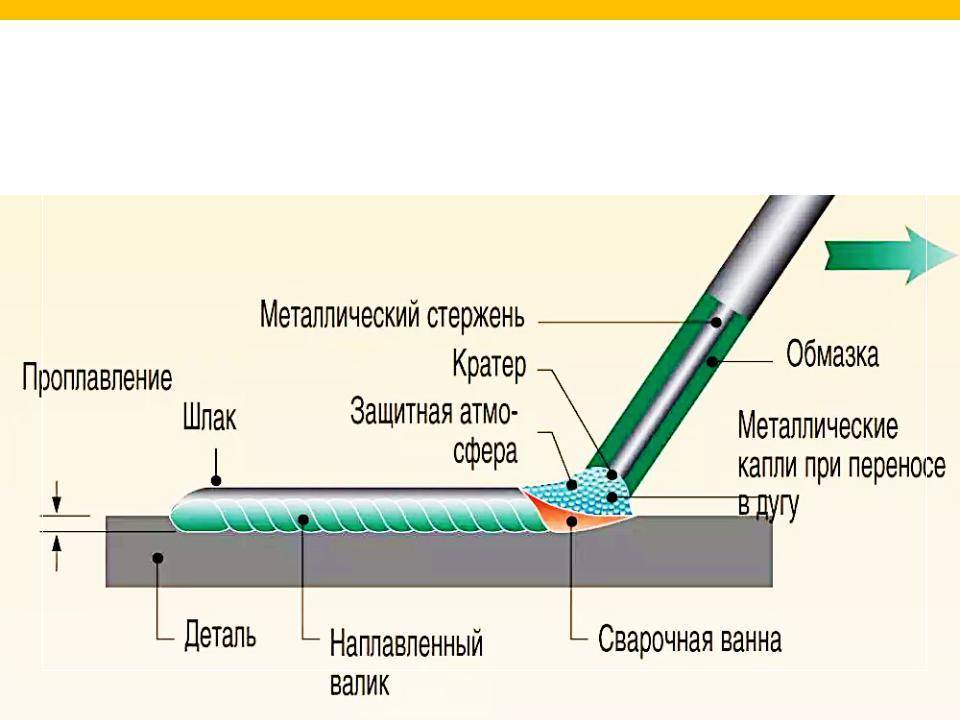
В этой статье вы найдете информацию о каждом аспекте сварки TIG на алюминии. Это руководство содержит чрезвычайно ценная информация для всех, кто начинает сварку такого рода на алюминий впервые, от текущих настроек до свариваемости с другими материалы. Давайте начнем.
Содержание
- 1 Основы сварки ВИГ
- 2 Какие параметры важны при сварке ВИГ?
- 3 Применение сварки ВИГ с алюминием
- 4 Выбор электрода и присадочного металла для сварки ВИГ алюминия
- 5 Какую полярность следует использовать
- 5.1 Переменный или постоянный ток для алюминия
- 5.2 DCEN и DCEP
- 5.3 Рекомендации по частоте для AC
- 5.4 Высокие и низкие частоты при сварке TIG алюминия
- 6 Какой ток следует использовать для сварки TIG алюминия
- 7 Рекомендуемое напряжение
- 8 Какой газ следует использовать
- 8. 1 Является ли аргон хорошим вариантом
- 8.2 Является ли гелий хорошим вариантом 900 50 8.3 Смеси аргона и гелия Любой хороший
- 8.
- 8.4 – это углекислый газ на алюминии.0051
- 9.1.2 Подготовка аппарата
- 9.1.3 Процесс
- 9.1.4 СИЗ или средства индивидуальной защиты
 1 Является ли аргон хорошим вариантом
1 Является ли аргон хорошим вариантом Перед изучением этого процесса на
алюминиевых сварных швов, я напишу небольшое введение в основы сварки TIG. 
Этот метод также известен как вольфрамовая дуговая газовая сварка и представляет собой производственный процесс. Это когда два куска металла сливаются в одно целое. Основные детали, которые вам понадобятся, — это нерасходуемые вольфрамовые электроды, защита от инертного газа, наполнитель и машина, которая подает требуемый ток.
TIG — отличный метод для соединение различных металлических материалов. Помимо стали, TIG широко используется для сварка цветных металлов, таких как медь, магний, алюминий.
Кроме сварщика техника, на процесс влияет множество факторов. Некоторые из них связаны с вашим оборудование, в то время как некоторые из них связаны с материалами, участвующими в сварка. В любом случае, когда дело доходит до основ, вы должны знать следующее.
- Защитный газ : Сварщики во всем мире выполняют 90% операций с помощью чистого
Аргон. Нержавеющая сталь, алюминий и углеродистая сталь легко свариваются с
этот вид газа. Кроме того, вы, возможно, слышали о газовых смесях, используемых в сварке TIG.
сварка. Смеси гелия и аргона создают более горячую дугу.
- Свойства электрод : Применение Требования влияют на размер электрода. В зависимости от силы тока и Толщина металла, электроды определенных размеров работают лучше, чем другие. Также в некоторых проектах лучше использовать электроды, содержащие другие материалы. кроме вольфрама.
- Расход газа: Достаточный расход газа для большинства операций сварки TIG составляет от 20 до 30 кубов в час. Если вы выберете большой размер чашки, то это может требуют большего потока.
- Текущие настройки : Текущие настройки являются неотъемлемой частью любого сварного шва. Есть тонны
машины, доступные в Интернете, которые предлагают расширенные настройки, идеально подходящие для тех, кто
хочет быстро учиться или часто выполнять сварку. Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.
- Дополнительный параметры : Давайте рассмотрим некоторые другие факторы. это могло сыграть роль. Другими жизненно важными факторами являются тип соединения, толщина материала, положение сварки и основной материал.
 Кроме того, вы, возможно, слышали о газовых смесях, используемых в сварке TIG.
сварка. Смеси гелия и аргона создают более горячую дугу.
Кроме того, вы, возможно, слышали о газовых смесях, используемых в сварке TIG.
сварка. Смеси гелия и аргона создают более горячую дугу. я говорю
про силу тока и полярность. Эти двое – ваша главная забота.
я говорю
про силу тока и полярность. Эти двое – ваша главная забота.Вам может быть интересно, где сварщики TIG сварка алюминия. Ну, это широко распространенный метод, и вы найти множество применений в промышленности. Распространенным является сварка тонкостенных труб. или трубы небольшого диаметра. Таким образом, метод получил широкое распространение в велосипедная промышленность.
Многие сварщики используют его для:
- велосипедных рам
- головок цилиндров
- блоков цилиндров
- пробок форсунок
- дисков
- радиатора
- Впускные коллекторы
Можно приваривать алюминиевую фольгу
с применением дуговой или точечной сварки. Лазерная сварка также является хорошим вариантом; они
может регулировать мощность для тонкой алюминиевой фольги, а также для микрообработки.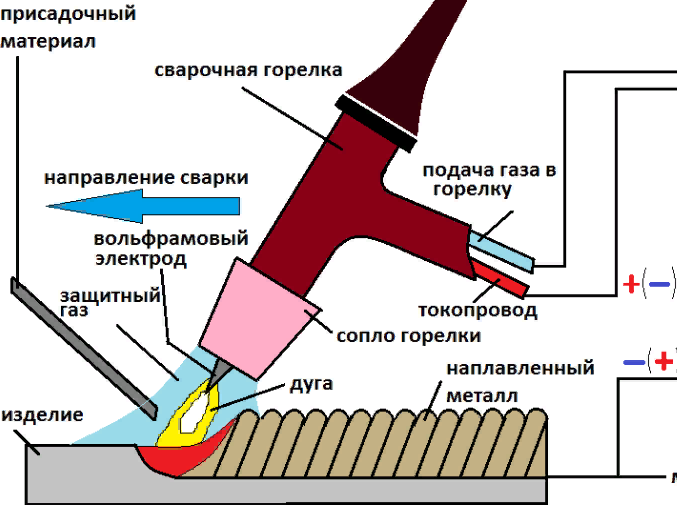
Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода 1/16″ на вашей dynasty 200. В качестве наполнителя можно использовать проволоку MIG, а затем начать сварку при 20 ампер. Хитрость, чтобы не проделать дыру в банке, заключается в том, чтобы начать дугу на присадочной проволоке. Когда у вас образовалась лужа, увеличьте силу тока до 25 и начните наматывать валики, переключая банку между сварными швами.
Как вы, наверное, знаете, в TIG при сварке в качестве электрода используется стержень из вольфрама. Вольфрам имеет высокая температура плавления, и он не становится жидким в процессе. Однако не все электроды сделаны из чистого вольфрама, потому что в некоторых случаях вам нужны особые условия внутри сварочной ванны. Помните, что немногие молекулы вольфрама попадают внутрь сварочной ванны из-за электромагнитных явлений (не плавится). Итак, в уникальных процессах, таких как сварка алюминия, все имеет значение.
Правильный выбор электрода
которые могут быть использованы для правильного типа материала и толщины, могут быть трудными. Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.
Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.
Типы вольфрамовых электродов являются следующие.
- Торированный
- Цирконированный
- Чистый вольфрам
- Серийный
Давайте посмотрим, как эти электроды помогают в создании идеальных сварка на алюминии. Я рассмотрю их один за другим.
Чистый вольфрам: этот тип электрода идеален для работы с переменным током, но не идеален для постоянного тока. Он на 99,5% состоит из вольфрама и дает им возможность легко скруглять или шарить. Это идеально подходит для низких и средних токов с алюминиевыми и магниевыми сплавами. Таким образом, чистый вольфрам является идеальным электродом для опытных сварщиков, когда речь идет о сварке алюминия.
Редкоземельный металл: это новейший тип вольфрама, в который входят различные добавки, такие как гибридные комбинации оксидов. Это используется для постоянного тока и не идеально подходит для переменного тока. Тем не менее, эти электроды являются хорошей рекомендацией для любителей сварки алюминия методом TIG.
Цирконированный, белый: состоит из 99,1% чистого вольфрама и 0,15-0,4% циркония в форме оксидов. Этот вид электродов используется вместо чистого вольфрама, поскольку они способны сохранять скругленные кончики и противостоять загрязнению. Я настоятельно рекомендую эти электроды любителям сварки алюминия методом TIG.
Торированный: Этот тип вольфрама имеет чистоту 97,3%. вольфрама и 2-процентного оксида тория, обладающего низкой радиоактивностью. Это используется для сварки постоянным током сталей, а также других материалов. это ужасно выбор для алюминия.
Ceriated: лучше всего использовать в приложениях переменного или постоянного тока с использованием источников постоянного тока на основе инвертора. Скорость эрозии низкая, и они идеально подходят для низкого диапазона силы тока. Это еще один хороший вариант для сварки алюминия методом TIG.
Полярность при сварке TIG проста
как концепция, но определение правильных настроек может быть сложным. Это потому что
дуга совершенно разная при разных настройках полярности. Учитывая
что условия сварки критичны для алюминия, можно легко понять
что оптимальные настройки могут сделать вашу жизнь намного проще.
Учитывая
что условия сварки критичны для алюминия, можно легко понять
что оптимальные настройки могут сделать вашу жизнь намного проще.
Как и при любой другой дуговой сварке тип, электрический ток создает дугу. Вид тока значительно влияет на процедуру. Двумя основными типами тока являются постоянный и переменный. Каждый тип лучше в различных проектах сварки.
Если вам интересно, что разница между переменным и постоянным током, вот краткое объяснение. В округе Колумбия электроны движутся непрерывно в определенном направлении и в то же время в электрическая дуга, положительно заряженные частицы движутся в противоположном направлении. В зависимости от направления, в котором движутся электроны, постоянный ток может быть помещен в одна из двух подкатегорий, называемых DCEN и DCEP. В DCEN отрицательный полюс электрод, в то время как в DCEP отрицательный полюс является основным металлом.
Теперь в AC поток
электроны меняют направление с определенной частотой. Очевидно,
положительно заряженные частицы движутся в направлении, противоположном движению электронов. Следовательно, одновременно происходят два противоположных колебания — полярность в каждом
круг меняется от отрицательного постоянного тока до положительного постоянного тока.
Следовательно, одновременно происходят два противоположных колебания — полярность в каждом
круг меняется от отрицательного постоянного тока до положительного постоянного тока.
Переменный или постоянный ток на алюминии
Перейдем к самой важной части выяснить, какой тип тока лучше для сварки TIG алюминия. Магний и алюминий — два наиболее распространенных металла, которые сварщики используют в качестве источника переменного тока. Он отличается от нержавеющей стали и стали в целом тем, что выход постоянного тока обычно это лучший выбор. Так, для большинства алюминиевых сплавов и положений сварки переменный ток является текущий тип, который я предлагаю.
DCEN и DCEP
DCEP или обратная полярность — стандартная полярность для Stick
сварка и сварка МИГ. В MIG, если он использует газ, без металлического сердечника или флюса,
нужен положительный электрод. Металкор и двойной щит могут различаться. DCEP
обеспечивает более стабильную дугу в целом при сварке электродом. С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
Частота предложений для переменного тока
Как я упоминал ранее, в В большинстве проектов TIG с алюминием переменный ток предлагает больше преимуществ, чем постоянный ток. Первичный характеристикой переменного тока является то, что он колеблется между DCEN и DCEP. Полярность меняется много раз каждую секунду.
Так как это периодический явление, число, которое описывает, сколько из этих полных циклов происходит в каждая секунда называется частотой. Частота считается в герцах, т. обратная секунда. Хватит заниматься математикой. Посмотрим, к кому это относится сварка.
В некоторых аппаратах TIG пользователь может определить частоту этого тока. В настоящее время вам не нужно иметь дорогую машину с расширенными настройками. Например, при частоте 50 Гц каждую секунду совершается 50 полных оборотов. В каждом периоде полярность меняется дважды. Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Высокие и низкие частоты при сварке TIG алюминия
Как вы уже догадались, частота влияет на свойства сварочной ванны. В большинстве аппаратов TIG можно использовать ток частотой от 20 до 250 Гц. Кроме того, дуга зажигается при использовании настроек высокой частоты и высокого напряжения. Во многих сварочных аппаратах есть кнопка для включения этой функции
Высокая частота сварки обеспечивает более сфокусированный конус дуги с
улучшенный контроль направления, а также более узкий сварной шов и очистка
области. Высокая частота очень помогает при сварке углов, угловых швов, корневых швов.
проходит, внахлест даже Т-образные соединения. С другой стороны, низкая частота создает более широкое
конус дуги, который расширяет профиль сварного шва и лучше удаляет загрязнения
с поверхности металла. Кроме того, он передает максимальное количество энергии
заготовка, которая ускоряет приложения, необходимые для расширенного осаждения металла.
Один из наиболее важных аспектов дуговой сварки, как правило, это количество тока, который вы используете. Ты вероятно, слышали об этой метрике как о силе тока. Сила тока описывает количество тока, проходящего через проволоку и дугу. Это число имеет большое значение когда вы свариваете алюминий TIG. Количество электрического тока можно пересчитать в амперах.
Вам может быть интересно, как сила тока влияет на сварку TIG на алюминии. Как и в большинстве сварочных процессов, сила тока в основном влияет на проникновение. Когда дело доходит до проникновения, TIG является отличный метод, потому что сварщик может создать дугу со стабильным количеством текущий.
В алюминиевом сплаве TIG сила тока регулируется ножной педалью или
управление кончиками пальцев. Тем не менее, лучше всего установить правильную максимальную силу тока на
получить наилучшие результаты. Для 1/1 канала
дюйма алюминия, требуемая сила тока составляет от 60 до 90 ампер. Если вы 1/8
дюймовый алюминий, вам нужно от 125 до 160 ампер. С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
Эмпирическое правило для сварки алюминия TIG заключается в использовании 1 Ампера для каждую тысячную толщины материала. Это означает, что сварка основного материала, который толщиной 12,5 мм или 1/8 потребуется 125 ампер. Когда материал имеет толщину более ¼ дюйма, эмпирическое правило начинает отклоняться, и не так много усилителя нужный.
Величина напряжения сильно коррелирует с количеством тепло, которое производит дуга. Это означает, что при высоком напряжении дуги больше в части. Если бы вы хотели спросить, какое напряжение подходит для TIG, сварка алюминия, ответ в том, что это зависит.
Обычно для зажигания дуги требуется чуть больше 60 Вольт.
и высокая частота. Если вы используете большой ток, вы не можете также использовать высокий
Напряжение. В зависимости от величины тока, который вы используете, существует максимальное
количество напряжения. Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
Неотъемлемая часть сварки TIG является защитным газом. Без защитного газа сварочная ванна будет загрязнена окружающим воздухом. Я видел людей, использующих все виды газов и смеси при сварке TIG. Выбор этих газов чаще, чем вы думаю, не является оптимальным или даже совершенно неправильным.
Правильный бензин может вам помочь несколькими способами. Это может либо облегчить вашу жизнь, помогая вам контролировать дуги или добавить полезные свойства к самой сварочной ванне.
Газы, которые в основном используются в Для сварки TIG используются аргон, гелий и углекислый газ. Я не предлагаю все выше. Кроме того, вы можете столкнуться со смесями. Посмотрим, какой из этих газов подходят для алюминия.
Является ли аргон хорошим вариантом
Когда дело доходит до сварки алюминия методом TIG, аргон, вероятно, является лучшим выбором. Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.
Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.
Итак, я советую вам использовать эти баллоны с чистым аргоном на случай, если вы будете сваривать алюминий методом TIG. Вы сэкономите много времени, используя этот газ.
Подходит ли гелий
Да. Гелий является одним из лучший выбор для сварки TIG на алюминии. Просто потому, что это обеспечит хорошая стабильность дуги, а также улучшенное очищающее действие. Если бы мне пришлось использовать между 100% гелий и 100% аргон, тогда я бы выбрал аргон. Однако гелий дешевле в Соединенных Штатах, и многие сварщики любят его использовать.
Смеси аргона и гелия Все хорошо
Такие смеси обеспечивают лучшие характеристики зажигания дуги при сварке алюминия GTAW. Иногда используются газовые смеси, обычно 75 процентов аргона и 25 процентов гелия, которые могут увеличить скорость перемещения при дуговой сварке вольфрамовым электродом. Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.
Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.
Углекислый газ на алюминии Все хорошо
Углекислый газ, как и кислород, вступает в реакцию с алюминием, образуя оксиды. Таким образом, использование любого из этих газов создаст более слабые сварные швы в алюминии. Поэтому я бы не рекомендовал использовать CO2 для алюминиевых сварных швов.
Неотъемлемая часть любой сварки процедура. подготовка. Если вы планируете сварку TIG, то вам необходимо
- Подушечки для рук
- Проволочные щетки
- Травильная паста
Люди проявляют интерес к
с помощью подушечек для рук, но это определенно не самый быстрый метод. Другой метод
для более проблематичных загрязнений используются проволочные щетки. Оба эти метода
будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.
Оба эти метода
будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.
Этапы сварки TIG алюминия
Подготовка материалов перед сваркой очень важно сделать правильно. Есть причины, по которым вам нужно очистить необработанный алюминиевый материал.
Натуральный алюминий образовывать оксидный слой на его внешней поверхности, пока он остывает на заводской
Очистка загрязнений и масел на поверхности
Очистка алюминиевой поверхности Перед началом сварки TIG можно выполнить два важных шага, таких как:
1: Удалите загрязнения и масла с алюминиевой поверхности. Важно сделать этот шаг до чистка. Чистка щеткой может привести к попаданию загрязняющих веществ в алюминий.
2: почистить поверхность материала для устранения оксидов алюминия. Обычно этот оксидный слой нетрудно удалить. с поверхности алюминия с помощью кисти. Обязательно используйте щетка из нержавеющей стали.
Совет: пометьте разные кисти
с алюминием, нержавеющей сталью и сталью, поэтому вы не будете смешивать разные кисти
вверх. Конечно, вы не хотите случайно использовать кисть, которую вы всегда
использовать на углеродистой стали на алюминиевом материале.
Конечно, вы не хотите случайно использовать кисть, которую вы всегда
использовать на углеродистой стали на алюминиевом материале.
Подготовка аппарата
Убедитесь, что сварочный аппарат настроен к нужным настройкам. Как я уже говорил, переменный ток лучший вариант для алюминиевых сварных швов. Предположим, вы один из тех сварщиков, которые как с помощью педали; вы можете настроить свою машину на больший ток, чем вам нужно иметь. Таким образом, регулируя усилители с помощью педали, вы можете использовать ровно столько же, текущий, как вы хотите в любое время. Вот машина с ножной педалью.
Электрод TIG должен быть чистым вольфрам из-за лучшей чистоты и долговечности. Электрод не должен быть заточены до заостренной точки, так как грубый обменный ток может вызвать отламывание кончика электрода и попадание в сварной шов. Защитный газ должен быть чистым аргоном для обеспечения максимальной чистоты сварного шва, а также производительности. сварка алюминия.
Процесс
Обязательно подготовьте контрольный список. Сюда должны входить следующие элементы:
Сюда должны входить следующие элементы:
- Убедитесь, что вокруг заготовки нет ничего, что может загореться
- Установите силу тока
- Убедитесь, что ток установлен на переменный ток или переменный ток.
- Проверьте машину на наличие необходимого количества охлаждающей жидкости.
- Затяните соединение на шланге и кабеле горелки TIG
- Проверьте электрод, чтобы убедиться, что он находится в надлежащем состоянии и имеет правильный уровень выступания.
- Откройте вентиль баллона с защитным газом.
- Установите регулятор защитного газа на нужный расход
- Включите и отрегулируйте маску сварщика с автоматическим затемнением
- Носить средства индивидуальной защиты
- Сваривать, не позволяя электроду касаться основного металла или сварочной ванны.
Важно
Совет: Поскольку нужно хранить много экземпляров
Перед началом сварки может быть полезно составить список на
бумаги, а затем прикрепите ее к верхней части сварочного аппарата, чтобы вы могли сослаться
это без усилий.
СИЗ или средства индивидуальной защиты
Убедитесь, что ваши СИЗ находятся в место и работает нормально. Поскольку безопасность очень важна в полевых условиях, всегда перед началом сварки убедитесь, что средства индивидуальной защиты работают. СИЗ необходимы для TIG сварка включает:
- Защитные очки
- Средства защиты органов слуха
- Ботинки со стальным носком
- Автоматическая затемняющая сварочная маска
- Кожа и огнестойкий плащ
- Сварочные перчатки
- Огнестойкие головной убор муравья
Даже если все вышеперечисленное необходимо использовать во время сварка, для сварки алюминия TIG вы можете сосредоточиться в первую очередь на следующих элементах:
- Защитные очки
- Автоматические затемняющая сварочная маска
- Сварка перчатки.
Алюминиевая труба Сварка TIG типична для
отраслей, в которых наблюдается значительный рост рабочих мест. Это требует техники и
правильное исполнение. Вот советы о том, как сваривать алюминиевые трубы TIG.
Вот советы о том, как сваривать алюминиевые трубы TIG.
При сварке вокруг алюминиевой трубы для корня пройти, могут быть случаи, когда он может пройти чашку. Это требует твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную стабильность. Это также обеспечивает чистый и равномерный сварной шов.
Движения вперед и назад эффективны, когда вы хождение чашкой с электродом для корневого прохода по алюминиевой трубе даст более глубокое проникновение в металл. Поступательное движение будет способствовать присадочный металл проникает глубже в сварной шов. Обратное движение, с другой
В то время как вы можете деформировать металл после запуска сварочного аппарата TIG. очень горячий, не бойтесь нагревать сварочный аппарат до такой степени, чтобы сломать края заготовки, чтобы получить прочный сплав с алюминием.
Слишком холодная работа приведет к слабому сварному шву, поэтому вам необходимо
научиться сваривать с большим количеством тепла, не повреждая материалы.
Если вы уже работаете на горячем ампере для рута проход, используйте те же настройки для горячего прохода. Не проворачивайте его слишком сильно, иначе вы будет иметь беспорядок на ваших руках.
Если вы добавите дополнительные проходы вдоль алюминиевой трубы, вы может сплести сварные швы, как и любой другой сварной шов. Вы можете использовать ряд курсив или тип дуги из стороны в сторону.
Сварка ВИГ выполняется на алюминиевых пластинах, которые обычно в качестве материала компонента в конструкционных целях, таких как химическая и криогенная промышленность перерабатывающие отрасли. Образование пористости и затвердевание растрескивание – это известные дефекты при сварке TIG-сплавом, который очень реагирует на погонную энергию сварки. Поступление тепла отклонилось от от 0,89 кДж/мм до 5 кДж/мм при объединении сварочной горелки скорость перемещения, а также сварочный ток. Обычно достаточно 1-1,2 кДж/мм тепловложения.
Сварщики TIG работают при сильном нагреве и нуждаются в защите, но чувствительность к прикосновению имеет решающее значение. Поэтому нужна изрядная ловкость. Силового нагрева можно избежать с помощью пальцев TIG, а также хорошей пары перчаток. Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.
Поэтому нужна изрядная ловкость. Силового нагрева можно избежать с помощью пальцев TIG, а также хорошей пары перчаток. Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.
Одним из лучших вариантов для сварки алюминия является сварочный аппарат TIG. который работает от сети переменного тока, и вы получите многие из самых отличных цен. лучшие сварочные аппараты для сварки TIG алюминия должны обеспечивать чистый пуск, ровную дугу, т.к. а также удобные настройки и относительно более важные функции. Вот краткий обзор лучших аппаратов для сварки алюминия TIG, доступных на рынке рынок сегодня:
- Lotos TIG/Stick Welder: Этот сварочный аппарат предлагает функции, необходимые для большинства видов сварки TIG или дуговой сварки, а также для бесконтактного возбуждения дуги TIG. Он обеспечивает стабильный запуск дуги, а также более высокую надежность по сравнению с обычными ВЧ-пускателями дуги. Это легко установить и повысить производительность. Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
- Forney Easy TIG Welder: Идеально подходит для домашнего использования. Это одна из самых надежных машин за свою цену.
- Lincoln 210: Этот универсальный сварочный аппарат идеально подходит для преподавателей, мелких подрядчиков и преподавателей, которым нравится выполнять сварку MIG. Он поставляется с цифровыми элементами управления, а также цветным дисплеем для быстрой и легкой работы.
- Miller Multimatic 215: Это удобный и универсальный аппарат для сварки MIG, TIG и электродуговой сварки, который помогает приобрести навыки. Он поставляется с цветным экраном с автоматической настройкой элиты. Это ваш универсальный сварочный аппарат, который подключается к входной мощности от 120 до 240 В и может сваривать низкоуглеродистую сталь толщиной до 3/8.
 Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
Алюминий и его сплавы известны своей хорошей коррозионной стойкостью, малым весом и свариваемостью. Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов.
Высокая теплопроводность алюминия и быстрое затвердевание сварочной ванны делают его сплавы особенно склонными к дефектам профиля. Чтобы избежать риска подреза, несоответствия и недостаточного провара или сплавления, обязательно используйте правильную технику и параметры для сварки.
Одним из полезных способов является размещение металлического переда. Имейте в виду, что стержень из алюминиевой бронзы обеспечивает подходящую износостойкую поверхность после нанесения на чугун, сталь, медь и другие металлы.
Алюминий и его сплавы
легче стали, с плотностью примерно 2,70 г/см3 вместо
диапазон от 7,75 до 8,05 г/см 3 для сталей. Таким образом, имеется в виду, что
сравнимый объем стали примерно в три раза тяжелее алюминия.
Таким образом, имеется в виду, что
сравнимый объем стали примерно в три раза тяжелее алюминия.
В то время как алюминий можно легко прикрепить к другим металлам с помощью механического крепления или клеевого соединения, необходимы специальные методы, если он должен быть приварен дуговой сваркой к другим типам металлов, таким как сталь. Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.
Идея использования биметаллических соединений заключается в том, чтобы вставить металл между алюминием и сталью, который перекрывает зазор между этими двумя металлами. Таким образом, сварной шов будет разделен на два разных.