Сварка алюминия полуавтоматом – как правильно варить?
0
Опубликовано: 25.04.2017
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.
Оглавление:
- Каким аппаратом лучше пользоваться?
- Особенности проведения работ
- Сварка алюминия полуавтоматом: положительные моменты
- Основы техники безопасности
Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.
Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
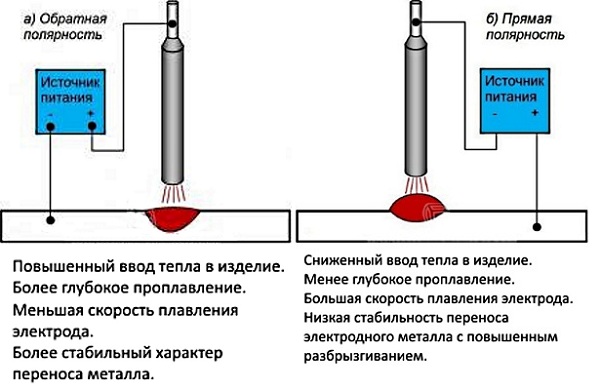
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сваривания толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
 youtube.com/embed/TlFlVegc40U?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/TlFlVegc40U?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Это станет причиной снижения прочности шва.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.

Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Сергей Одинцов
tweet
можно ли обычным? – Определенных металлов на Svarka.guru
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Содержание
- 1 Особенности работы
- 2 Что нужно знать, чтобы сделать качественный шов?
- 3 Можно ли инвертором?
- 4 Специфика
- 5 Каким должен быть аппарат?
- 6 Электроды
- 7 Техника сварки покрытыми
- 8 Правила подготовки и проведение
Особенности работы
Температура плавления металла 660оС.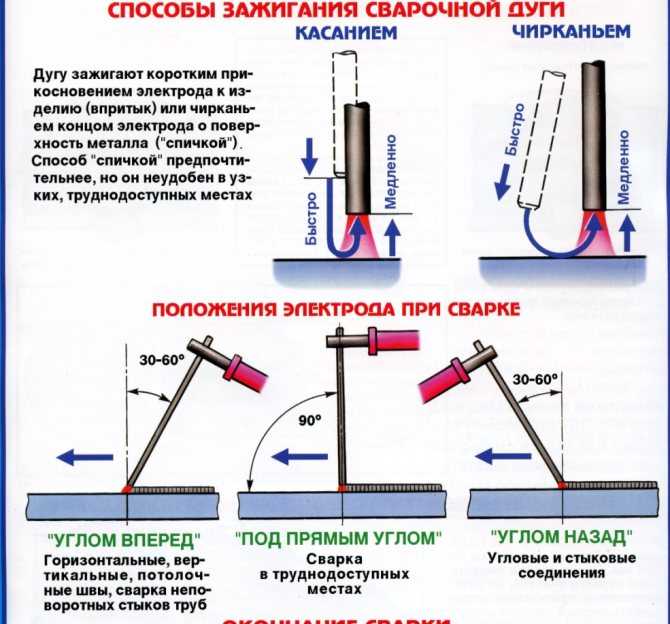 При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
 Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.[stextbox id=’alert’]Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
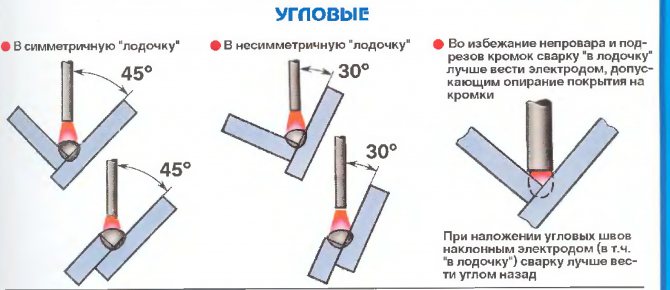
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования.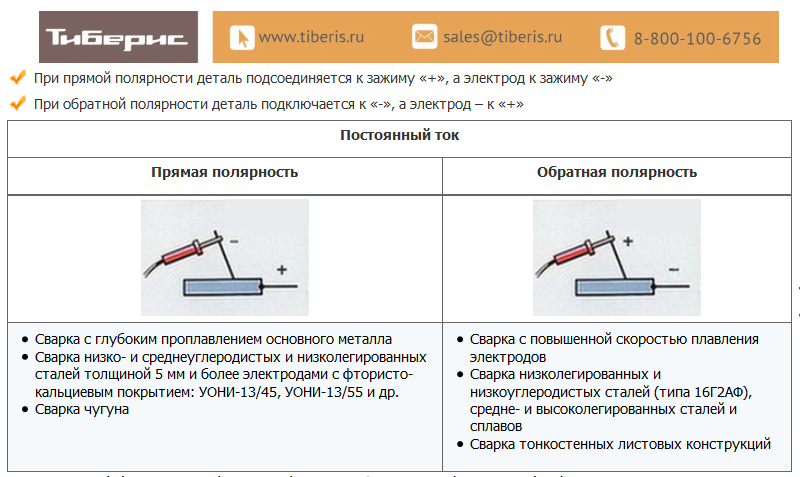 Как сварить заготовки из алюминия в домашних условиях инвертором?
Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
[stextbox id=’info’]Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Как сваривать алюминий методом TIG
Добавление большего количества присадочного металла — это один из приемов, который можно использовать для достижения эффекта стопки десяти центов при сварке алюминия методом GTAW.
Изготовление изделий из алюминия может помочь продлить срок службы деталей, уменьшить вес и обеспечить большую целостность при низких температурах, что делает этот материал подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, начиная с регулирования подводимого тепла и заканчивая окисным слоем.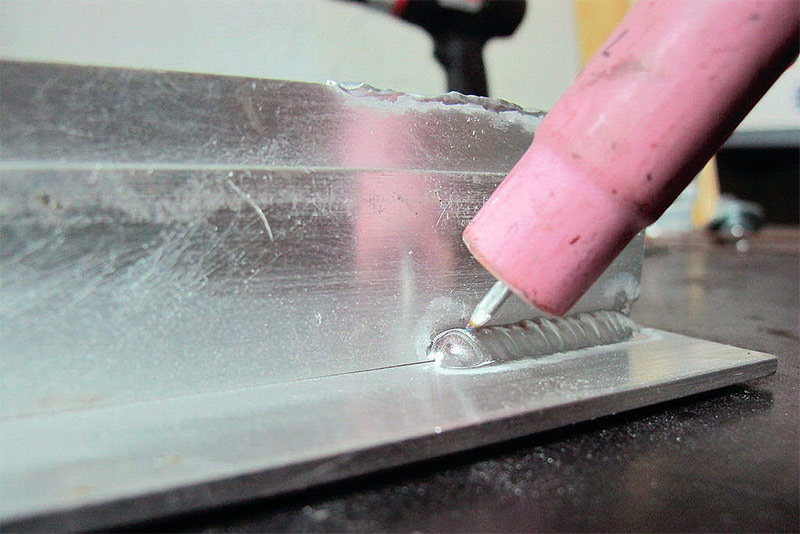 Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) традиционно считается методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида, который обеспечивает этот процесс.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) традиционно считается методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида, который обеспечивает этот процесс.
Достижение высокого качества сварных швов и желаемого внешнего вида при сварке алюминия методом GTAW требует практики и навыков. Также полезно следовать некоторым ключевым рекомендациям.
Преодоление проблем с алюминием с помощью GTAW
Несмотря на то, что GTAW является медленным процессом и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки металлическим электродом (GMAW) присадочный металл подается в сварочную ванну, как только сварщик нажимает на спусковой крючок горелки. Эти «холодные пуски» могут привести к непровару и недостаточному проплавлению.
С помощью GTAW вы контролируете время добавления присадочного металла и можете установить ванну и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является решающим фактором для успешной сварки алюминия методом GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить неуправляемую лужу или прожог.
Нагрев при сварке зависит от силы тока и напряжения, а это означает, что чем выше напряжение дуги, тем больше энергии поступает в деталь. Хотя сварка с использованием более длинной дуги увеличивает напряжение дуги, что, в свою очередь, приводит к большему выделению тепла, она также нагревает гораздо большую площадь материала. Это может привести к образованию лужи, которая быстро растет. Чтобы предотвратить это, используйте более короткую длину дуги, чтобы локализовать тепло на небольшой площади.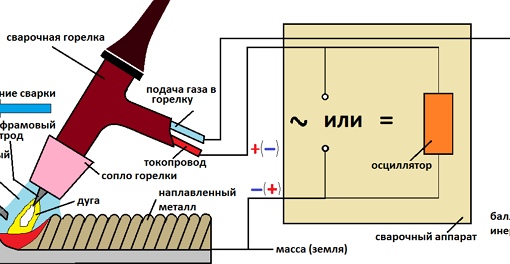
В дополнение к правильному регулированию температуры, примите во внимание эти советы, чтобы оптимизировать результаты при сварке алюминия методом GTAW.
Используйте правильную полярность
Многие операторы, особенно новички в сварке алюминия, могут не осознавать, что материал образует оксидный слой. Окисление алюминия имеет тенденцию быть тускло-серебристым, и его труднее увидеть, чем красное окисление или ржавчину на стали. Кроме того, температура плавления оксида алюминия примерно в три раза превышает температуру плавления основного материала.
Алюминийобладает электропроводностью, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для создания сварочной ванны, но контроль этого тепла является ключом к предотвращению неконтролируемого образования ванны или прожога.
Перед сваркой важно очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или твердосплавного резака. Однако даже при надлежащей очистке оксидный слой немедленно начинает формироваться заново, что может затруднить обзор сварочной ванны.
Однако даже при надлежащей очистке оксидный слой немедленно начинает формироваться заново, что может затруднить обзор сварочной ванны.
Это делает критическим использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя увидеть расплавленную сварочную ванну.
Регулировка баланса
Другим шагом, который способствует получению хорошего сварного шва алюминия, является настройка правильного баланса. Когда вы выполняете сварку с полярностью переменного тока, сварка имеет отрицательный электрод (EN) и часть положительного электрода (EP). EN часто считают стороной сварки формы волны переменного тока, в то время как EP – это место, где происходит очистка или удаление оксидов. В современном сварочном оборудовании функция управления балансом позволяет регулировать соотношение между ними в зависимости от того, что вы видите в сварочной ванне.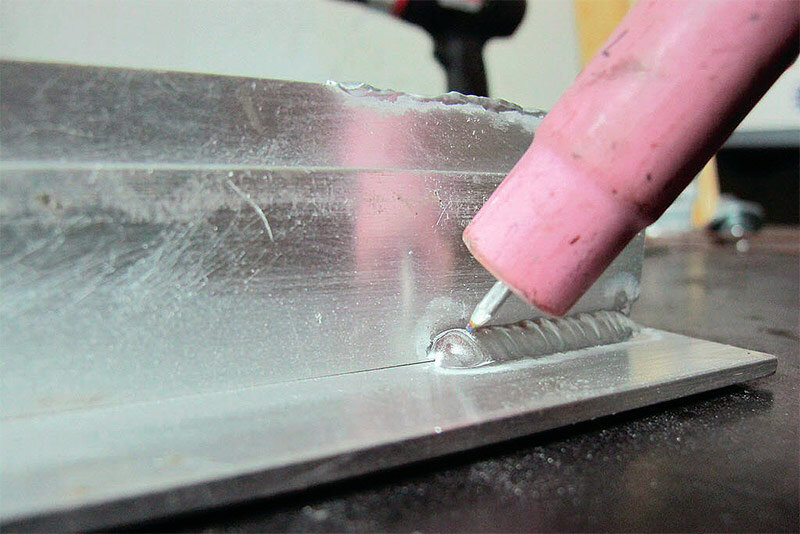
В то время как старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку баланса 75% EN и 25% EP. Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Уменьшение значения EN для обеспечения большего очищающего действия может быть необходимо, когда вы свариваете материал, который был в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала. Но имейте в виду, что использование более низкой настройки баланса (больше EP) отдает большую часть тепла на вольфрам и может привести к тому, что вольфрамовый наконечник отклонится назад, что повлияет на вашу способность контролировать направление дуги и размещение сварного шва.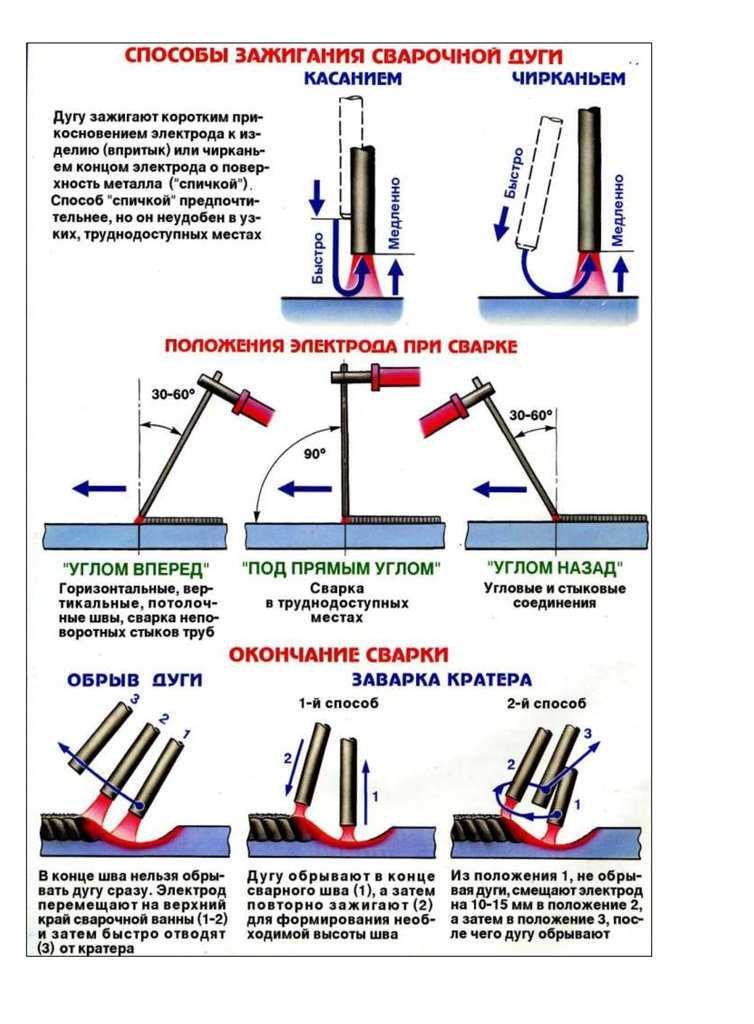
Регулировка баланса не устраняет необходимость надлежащей подготовки и очистки материала при сварке алюминия.
Установка выходной частоты переменного тока
Другим фактором, облегчающим размещение сварных швов, является выходная частота переменного тока. Это также можно установить и отрегулировать на современных источниках сварочного тока. Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое используется только для зажигания дуги.
Выходная частота показывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. В результате получается более плотный и узкий столб дуги, который обеспечивает более точное управление направлением, что позволяет легче выполнять сварку в ограниченном пространстве и точно выполнять сварку без блуждания дуги.
Уменьшение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке наружного углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного размещения сварного шва, чтобы предотвратить нагрев большой площади или прожог. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц обычно хорошо подходит для материалов толщиной 3/8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является решающим фактором в успешной сварке алюминия методом GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или сенсорным управлением, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Эмпирическое правило для алюминиевой GTAW заключается в том, чтобы использовать 1 ампер на каждую тысячную (0,001) толщины материала.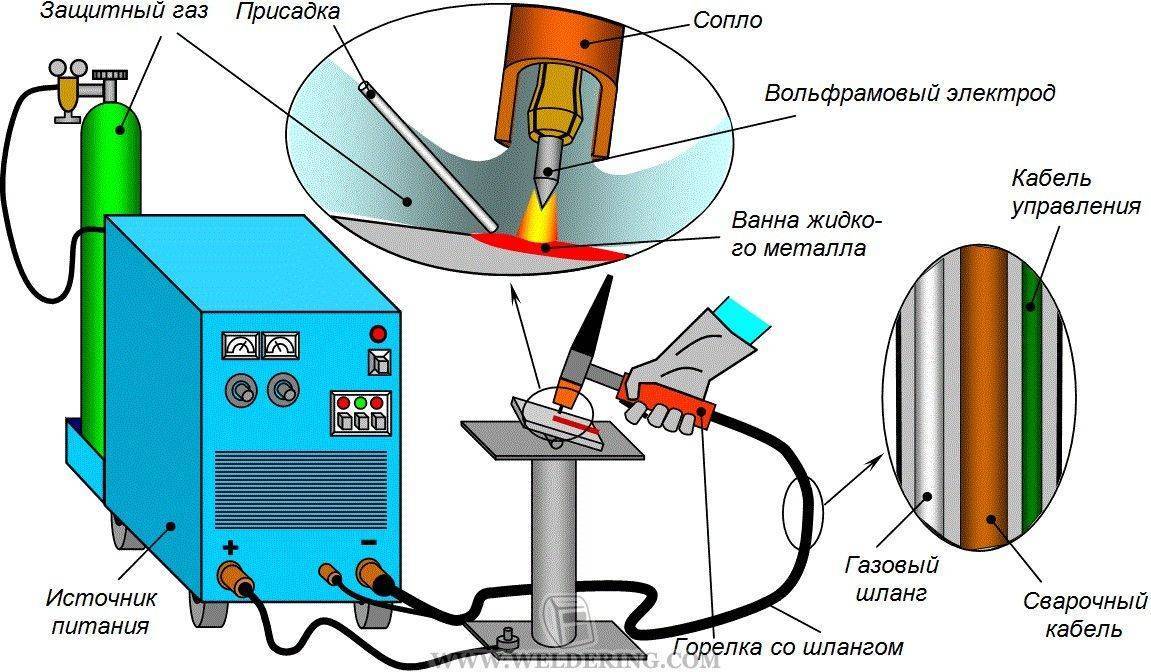 Другими словами, для сварки основного материала толщиной 1/8 дюйма (0,125 дюйма) потребуется около 125 ампер.
Другими словами, для сварки основного материала толщиной 1/8 дюйма (0,125 дюйма) потребуется около 125 ампер.
Когда толщина материала основания превышает ¼ дюйма, эмпирическое правило начинает отклоняться, и требуется не такая большая сила тока. Например, вы можете сварить 3⁄8 дюйма. материала с источником питания на 280 ампер.
Геометрия соединения также может влиять на необходимую силу тока. При сварке Т-образного соединения тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что Т-образное соединение требует большего подвода тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют вам независимо настраивать силу переменного тока, что помогает добиться большего провара и производительности.
С помощью этой функции можно увеличить силу тока во время фазы EN цикла, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проплавлением.
Эта функция обычно используется в приложениях с более высокой силой тока, которым может потребоваться только 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN для достижения большего проникновения. Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Регулятор баланса и независимая сила тока переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка баланса влияет на уровень очистки от оксида, а регулировка силы переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавление присадочного металла для эффекта стопки десятицентовиков
Добавление дополнительного присадочного металла — это один из приемов, который можно использовать для получения эффекта стопки десятицентовиков при сварке алюминия методом GTAW.
Поскольку присадочный металл представляет собой твердое вещество, превращающееся в расплавленную жидкость, для изменения материального состояния требуется энергия — это похоже на то, как положить кубики льда в стакан с горячей водой. Кубики льда тают, но охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны, что помогает придать законченному сварному шву вид десятицентовика. Добавление большего количества присадочного металла с каждым мазком дает более выраженный внешний вид, в то время как добавление меньшего количества присадочного металла с каждым мазком дает сварной шов с довольно гладким внешним видом.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта стопки десятицентовиков. Разные сварщики используют разные методы, но могут достигать одинаковых результатов.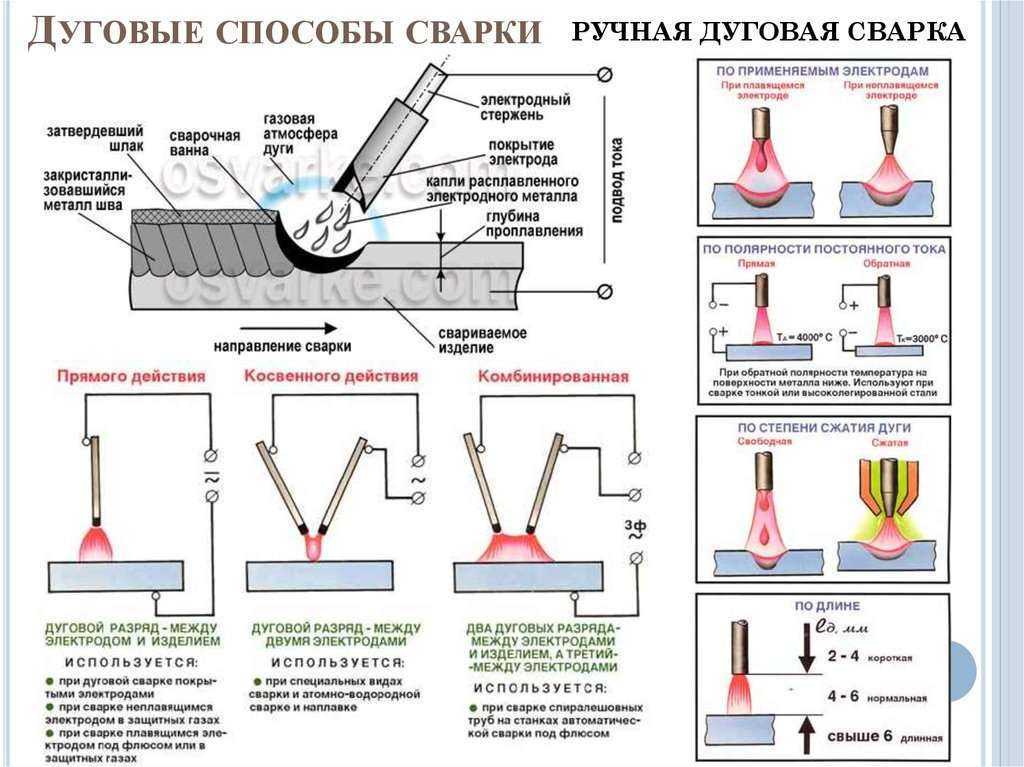
Сделайте безопасность приоритетом
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно носить надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку при сварке алюминия очень важно четко видеть дугу, рассмотрите возможность использования новой технологии шлема, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больше контраста между объектами в зоне обзора. Это может помочь вам достичь лучших результатов при одновременном снижении напряжения и усталости глаз.
Инструкция по эксплуатации инверторной микроволновой печи Panasonic | Главная Руководства
Автор: Ванесса Сальвия Обновлено 20 января 2021 г.
Инверторная микроволновая печь Panasonic — это долгожданное дополнение к вашей линейке кухонных приборов, но иногда вам может потребоваться обратиться к руководству по инверторной микроволновой печи Panasonic, чтобы понять все ее функции. Инверторная технология Panasonic обеспечивает постоянную низкую, среднюю или высокую мощность, что не похоже на метод остановки и запуска обычной микроволновой печи для размораживания и приготовления пищи. Это преимущество, так как помогает создать равномерную тепловую мощность, поэтому размораживание и повторный нагрев выполняются быстрее и выполняются более равномерно. Это позволяет размораживать продукты, просто вводя вес продукта.
Что такое инверторная микроволновая печь?
Микроволновые печи могут изготавливаться с инвертором и без него. Если в микроволновой печи нет инвертора, она использует катушки или трансформаторы для производства тепла. Сирс объясняет, что мощность этих неинверторных конвекционных микроволн непостоянна. Одним из преимуществ приготовления пищи в микроволновой печи является возможность быстро и легко устанавливать уровень мощности и время для разных видов приготовления.
Одним из преимуществ приготовления пищи в микроволновой печи является возможность быстро и легко устанавливать уровень мощности и время для разных видов приготовления.
В обычной микроволновой печи, даже если вы установите уровень мощности на 50 процентов, микроволновая печь по-прежнему будет работать на 100-процентной мощности, но на самом деле будет быстро включаться и выключаться, так что общая выходная мощность составляет всего 50 процентов. С другой стороны, инверторная технология работает с постоянной мощностью 50 % в течение всего времени приготовления. Это означает, что инверторная микроволновая печь равномерно распределяет тепло и, таким образом, готовит пищу более равномерно. Равномерное распределение тепла также позволяет размораживать продукты без приготовления снаружи. Эта функция доступна только для некоторых брендов, таких как Panasonic и GE.
Использование функции «Турбо-разморозка»
Компания Panasonic усовершенствовала функцию автоматической разморозки в микроволновой печи с помощью инверторной «турбо-разморозки», которая позволяет размораживать продукты еще быстрее. Технология инверторной турборазморозки Panasonic — это усовершенствованная технология, в которой для равномерной разморозки используется непрерывная инверторная система подачи тепла. Инверторная микроволновка Panasonic имеет кнопку Inverter Turbo Defrost. Чтобы приготовить что-то на P6 за полторы минуты, следуйте этим инструкциям.
Технология инверторной турборазморозки Panasonic — это усовершенствованная технология, в которой для равномерной разморозки используется непрерывная инверторная система подачи тепла. Инверторная микроволновка Panasonic имеет кнопку Inverter Turbo Defrost. Чтобы приготовить что-то на P6 за полторы минуты, следуйте этим инструкциям.
Поместите мясо или другие мелкие продукты в блюдо подходящего размера и поставьте его на подставку для микроволновой печи. Удалите мясной фарш из лотка и разломайте его на мелкие кусочки. Нажмите кнопку инверторной турборазморозки. Если вам известен вес продукта, который вы пытаетесь разморозить, введите его с помощью цифровых клавиш в фунтах и десятых долях фунта. Если вы не уверены в весе продукта, введите максимальное предположение.
Как только вы нажмете кнопку «Старт», микроволновая печь начнет работать, и таймер начнет обратный отсчет. Если вы услышите два звуковых сигнала на полпути, это означает, что блюдо нужно перевернуть, перевернуть или накрыть небольшими полосками фольги, чтобы оно не пережарилось.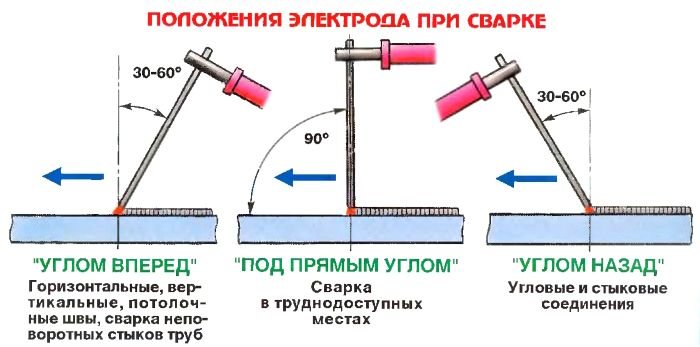 Sub-Zero, Wolf and Cove говорит, что можно осторожно помещать небольшое количество алюминиевой фольги в микроволновую печь. Если из куска мяса или другого предмета, который вы размораживаете, выделяется жидкость, удалите ее. В процессе разморозки жидкость будет нагреваться, и если продукты останутся в горячей жидкости, она может начать их готовить.
Sub-Zero, Wolf and Cove говорит, что можно осторожно помещать небольшое количество алюминиевой фольги в микроволновую печь. Если из куска мяса или другого предмета, который вы размораживаете, выделяется жидкость, удалите ее. В процессе разморозки жидкость будет нагреваться, и если продукты останутся в горячей жидкости, она может начать их готовить.
Настройка уровня мощности и времени приготовления
Инверторная микроволновая печь Panasonic позволяет вам выбирать мощность и время приготовления. Есть 10 уровней мощности на выбор. Инверторная микроволновая печь Panasonic поддерживает до трех стадий приготовления. Во время работы между каждым этапом приготовления будут звучать два звуковых сигнала, а в конце всей последовательности раздастся пять звуковых сигналов. При выборе уровня мощности P10 максимальное программируемое время составляет 30 минут. Для других уровней мощности микроволновая печь позволяет выбрать максимальное время 99 минут 99 секунд.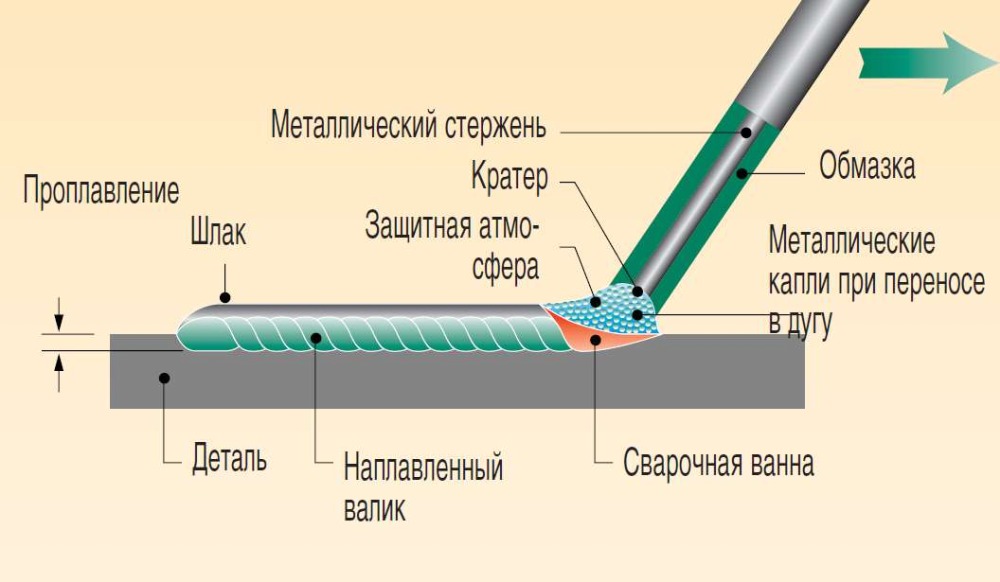
Нажимайте кнопку Уровень мощности до тех пор, пока в окне не появится нужный номер уровня мощности. Установите время приготовления с помощью цифровой клавиатуры. Например, введите 1, 3 и 0 для 1 минуты и 30 секунд. Если вам нужно приготовить пищу поэтапно, повторите эти шаги для каждого этапа приготовления, прежде чем нажимать кнопку «Старт». Когда вы нажмете кнопку «Старт», начнется приготовление, и время на дисплее начнет обратный отсчет.
Инструкция по разогреву инверторной микроволновой печи Panasonic
Для повторного нагрева вы, вероятно, будете использовать самый высокий уровень мощности, P10, для жидкостей. Уровень мощности P7 считается средне-высоким и подходит для большинства продуктов питания. Уровень мощности P6 считается средним и рекомендуется для плотной пищи, а уровень мощности 3 считается средне-низким. Имейте в виду, когда вы разогреваете, готовите или размораживаете, особенно если вы использовали более старую модель, новая инверторная микроволновая печь Panasonic требует меньше времени для приготовления, чем старые модели. Если пища полностью высохнет, она может загореться внутри микроволновой печи.
Если пища полностью высохнет, она может загореться внутри микроволновой печи.
Если вам нужно добавить минуту к времени приготовления, используйте функцию быстрой минуты Panasonic. Эта функция позволяет добавить одну минуту времени приготовления до 10 минут. Нажимайте кнопку Quick Min, пока не будет достигнуто желаемое время приготовления. Уровень мощности предварительно установлен на P10, но его можно изменить. Перед установкой времени приготовления выберите желаемый уровень мощности.
Нажмите кнопку Пуск. Начнется приготовление, и время будет отсчитываться. По окончании приготовления прозвучит пять звуковых сигналов. Нажмите кнопку Quick Min несколько раз во время ручного приготовления, чтобы тщательно приготовить пищу.
Инструкции для других микроволновых инверторов Panasonic
Функция поддержания тепла поддерживает температуру пищи до 30 минут после приготовления. Настройку поддержания тепла можно запрограммировать как заключительную стадию после того, как время (время) приготовления было введено вручную. Нажмите кнопку «Подогрев» и с помощью цифровой клавиатуры установите время, в течение которого вы хотите, чтобы ваша еда оставалась теплой (до 30 минут). Нажмите кнопку Пуск. Время в окне дисплея будет отсчитываться.
Нажмите кнопку «Подогрев» и с помощью цифровой клавиатуры установите время, в течение которого вы хотите, чтобы ваша еда оставалась теплой (до 30 минут). Нажмите кнопку Пуск. Время в окне дисплея будет отсчитываться.
Кнопку для попкорна можно использовать для приготовления пакетов с попкорном. Лопайте только один пакет попкорна за раз. Следуйте инструкциям производителя по размещению пакета в микроволновой печи. Нажимайте кнопку «Попкорн», пока в окне дисплея не появится пакет с попкорном нужного размера, а затем нажмите кнопку «Старт». Через несколько секунд на дисплее появится время приготовления и начнется обратный отсчет.
В руководстве пользователя Panasonic на Manualsbrain.com показано, что с помощью кнопки «Больше/Меньше» программы можно настроить для приготовления попкорна в течение более длительного или более короткого времени, если это необходимо. При нажатии кнопки «Ещё 1» время приготовления увеличивается примерно на 10 секунд. Нажатие More 2 добавляет примерно 20 секунд.