Сварка алюминия электродом в домашних условиях
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.


Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.
Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
 com/embed/4fiv7K7aU90?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
com/embed/4fiv7K7aU90?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок.
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
 Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг.
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.
Можно ли инвертором варить алюминий?
Собираясь варить алюминиевое изделие многие люди думают, что для сварки алюминия нужно иметь специальный сварочный аппарат и электроды. Также они могут думать, что помимо оборудования им еще нужен большой опыт работы сварщиком. Однако такие не совсем правы, ведь имея инвертор можно сваривать электроды без никаких проблем.
Также они могут думать, что помимо оборудования им еще нужен большой опыт работы сварщиком. Однако такие не совсем правы, ведь имея инвертор можно сваривать электроды без никаких проблем.
Для сваривания алюминиевых изделий инвертором не нужно иметь каких-то особенных навыков или приспособлений. Сначала Вам нужно подобрать подходящие электроды, которые будут прекрасно подходить для сваривания металла определенной толщины.
Также Вам необходимо подобрать подходящий сварочный ток, который предназначен для сваривания разной толщины алюминия. Сведения для правильного подбора электрического тока Вы можете найти на страницах нашего сайта или же на упаковке электродов.
Также помимо правильного подбора электрического тока Вам, скорее всего, понадобится прокалить или просто подогреть электроды в специальной печи. Для этого Вам нужно приобрести такую печь. На самом деле она очень востребованная не только при сварке алюминия, а также еще и при сварке других металлов или при использовании других видов электродов.
Для этого Вам нужно приобрести такую печь. На самом деле она очень востребованная не только при сварке алюминия, а также еще и при сварке других металлов или при использовании других видов электродов.
А теперь давайте переходить к инверторам. Сразу же хочется заметить, что для сварки алюминия подходит практически любой инвертор, ведь самое главное – это приобрести качественные и недорогие электроды и иметь хотя бы начальные навыки сваривания любыми электродами. При правильном подборе электродов и электрического тока, Вам нужно будет всего лишь уметь производить сваривание.
В сваривании специальными электродами для сварки алюминия нет больших отличий от электродов для сварки обычного черного металла, поэтому никаких особенных навыков Вам не понадобится. Единственное, что требуется в случае работы с алюминием, так это осторожность, ведь от не настолько тугоплавок как сталь или вольфрам.
Проявляя осторожность и внимательность Вы сможете производить сваривание алюминия и делать хорошие и долговечные изделия из алюминия. Также кроме внимательности в осторожности Вам нужно качественное сварочное оборудование, которое Вы можете купить не вставая со своего мягкого кресла прямо я завода-изготовителя. Для того, чтобы узнать ссылки на известные заводы, перейдите на специальную страницу нашего сайта “Контакты”. Перейдя на нее Вы сможете больше узнать о самых популярным заводах-изготовителях, посетить их сайты, а также совершить необходимые покупки.
Также кроме внимательности в осторожности Вам нужно качественное сварочное оборудование, которое Вы можете купить не вставая со своего мягкого кресла прямо я завода-изготовителя. Для того, чтобы узнать ссылки на известные заводы, перейдите на специальную страницу нашего сайта “Контакты”. Перейдя на нее Вы сможете больше узнать о самых популярным заводах-изготовителях, посетить их сайты, а также совершить необходимые покупки.
Какими электродами можно варить алюминий, дюралюминий и сплавы | Сварка и Пайка
Алюминий относится к тем металлам, при сварке которых возникают определённого рода трудности. На поверхности алюминия присутствует оксидная плёнка, для расплавления которой нужна очень высокая температура, более 2000 градусов.
Кроме того, алюминий сильно растекается, поэтому получить цельный сварочный шов проблематично. Поэтому для сварки алюминия не подходят обычные электроды. Промышленностью с этой целью выпускаются специальные электроды по алюминию, такие как ОЗАНА и ОЗА, УАНА и ESAB.
В данном обзоре сайта про сварку и пайку svarkapajka.ru мы расскажем, какими электродами варить алюминий.
Сложности при сварке алюминия
Оксидная плёнка — на поверхности алюминия присутствует оксидная плёнка, которая сильно затрудняет сваривание этого металла. Чтобы расплавить оксидную плёнку на поверхности алюминия требуется очень высокая температура, намного выше, чем температура плавления самого алюминия.
Сильная текучесть — алюминий обладает высокой текучестью. Поэтому при его сварке необходимо использовать подкладки из теплоотводящих материалов, например, из меди.
Высокое линейное расширение — вследствие воздействия больших температур, алюминий деформируется. По этой причине получить красивый сварочный шов достаточно трудно.
Кроме того, для сварки алюминия нужен гораздо больший ток, чем для других металлов. Применяются с этой целью и специализированные электроды по алюминию, о которых вы сможете узнать ниже.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.
В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.
В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.
ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.
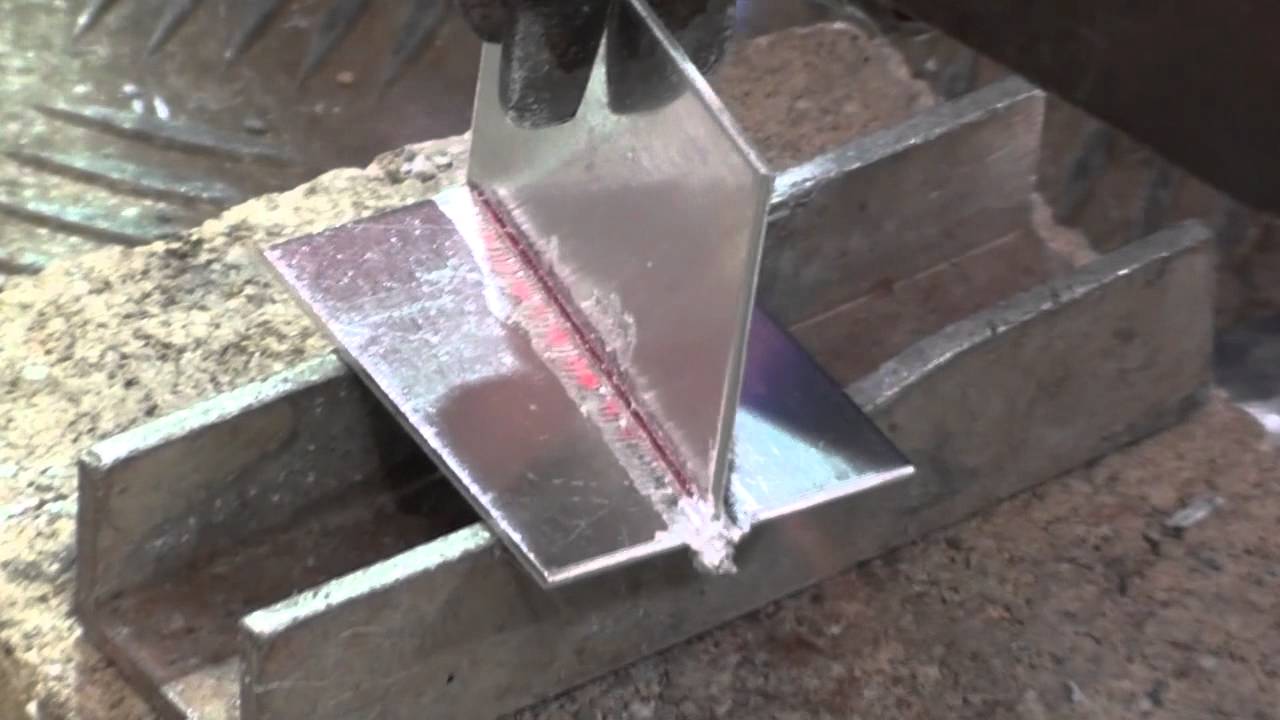
Сварка алюминия аппаратом MMA
Сварка алюминия аппаратом MMA.
Электрод: ESAB OK 96.40
Диаметр электрода: 3 мм.
Толщина алюминиевых пластин: 3 мм. и более.
Сварочный инвертор ручной дуговой сварки: Сварог ARC 205 J96.
Может ли сварочный инвертор ручной дуговой сварки сваривать алюминий?
- Да, может. Если выполнить ряд обязательных действий, перед тем как приступить к сварке. Для начала нужно прокалить электроды. Температуру и время прокалки можно прочитать на пачке электродов, обычно это 150 С и 4 часа.
- Изделие перед сваркой нужно хорошо зачистить корщеткой.
-
Чем толще изделие из алюминия, тем лучше проварится. Минимальная толщина – 3 мм. Безусловно, можно сваривать изделия и меньших толщин, но это уже сварка профессионалов. Чем толще изделие – тем проще и качественней получится шов.
- Почти все электроды по алюминию имеют обмазку из хлористого калия и хлористого натрия. Во время сварки вы почувствуете резкий и неприятный запах. Если вы планируете сваривать изделия долго – подумайте о вашем здоровье и используйте специальную маску с фильтром.
- Электроды очень не любят влагу. Они быстро ее впитывают из воздуха, так что хранить электроды нужно в сухом месте и чтобы испарить влагу – необходима прокалка электродов. Если электрод будет сырым – будет мало толку и много иск и дыма.
- Электрод очень быстро плавится (горит). По этому необходимо вести электрод очень быстро. Если вести медленно – скорей всего прогорит заготовка. Алюминий очень легкоплавкий металл и быстро нагревается.
-
Желательно зажечь электрод и израсходовать его полностью, проварив при этом как можно больше площадь свариваемых изделий. Если вы остановитесь, а потом продолжите – велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.
- Во время сварки алюминия нужно давить на электрод несколько сильней, чем при сварке стали. И главное помнить, что вести электрод нужно быстро, не задерживаясь долго на одном месте.
- В конце сварочного шва не отрывайте электрод от изделия, а вернитесь на 1-2 см назад. Иначе может образоваться негерметичный кратер.
- Шлак можно отбить молотком, а лучше смыть теплой водой, а затем хорошо пройтись по шву корщеткой. Если этого не сделать, то обмазка электрода из хлора и натрия при контакте с окружающей средой (воздух/вода) может выделять соли, которые пагубно повлияют на сварочный шов.


Несколько фотографий и пояснений.
Видео:
Как варить аргонодуговой сваркой? →← Советы по сварке алюминия полуавтоматомСварка алюминия инвертором в домашних условиях электродом
Довольно часто возникает необходимость произвести сварку алюминиевых деталей, но в наличии имеется только инверторный аппарат.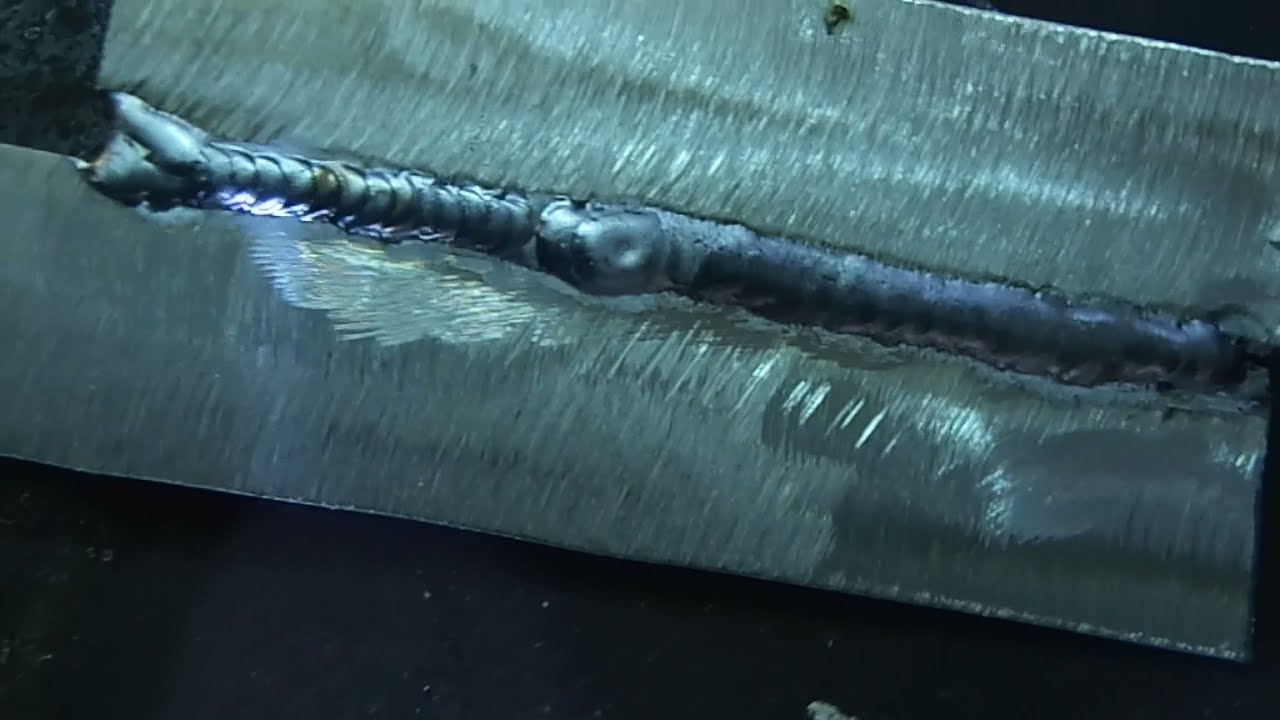 С его помощью в домашних условиях тоже можно произвести качественное соединение этого цветного металла. Особенность заключается не столько в процессе, сколько в том, какие электроды для этого применяются.
С его помощью в домашних условиях тоже можно произвести качественное соединение этого цветного металла. Особенность заключается не столько в процессе, сколько в том, какие электроды для этого применяются.
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.
Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.

Технология сварки алюминия инвертором
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие. Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
|---|---|---|
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Что касается алюминиевых деталей, то перед свариванием торцы тщательно обрабатываются для удаления защитной пленки.
 Это обеспечит качественное схватывание с поверхностью жидкого металла.
Это обеспечит качественное схватывание с поверхностью жидкого металла.Оборудование для сварки алюминия инвертором
Для выполнения качественной сварки алюминия в домашних условиях потребуется следующее оборудование:
- Инверторный аппарат для дуговой сварки, подойдет любой мощности, потому что алюминий легкоплавкий металл.
- Печь для прогревания электродов или обычная буржуйка, куда они будут заблаговременно уложены.
- Газовая горелка для подогрева свариваемых мест деталей.
- Ручной фрезер для снятия фаски под углом 45 градусов, если толщина листа составляет 5 мм.
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.
Только при соблюдении всех этапов можно поучить действительно качественный шов.
Как варить алюминиевыми электродами
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Электроды по алюминию, сварка алюминия электродом в домашних условиях
Довольно редко алюминий сваривается при помощи электродов. Это может быть либо на мелких производствах с незначительным бюджетом, либо в условиях на выезде. Проводить процесс при помощи электродов для сварки алюминия довольно сложно, т. к. материал плохо поддается обработке. Но даже в домашних условиях ремонт алюминиевых изделий можно провести свариванием, но при этом необходимо правильно подобрать электрод, который смог бы взаимодействовать с металлом.
Гораздо более эффективно можно провести ремонтные, соединительные работы при помощи аргоновой дуговой сварки. Такой метод очень эффективный, но слишком затратный, при этом аргон подается из баллонов, находящихся под давлением, имеющих достаточно серьезный вес и габариты, что не во всех случаях удобно, особенно в труднодоступных местах.
Особенности
Поэтому рассмотрим, каким образом происходит сварка алюминия электродом, и какие при этом есть особенности.
Провести ремонт изделия из данного материала не всем сварщикам под силу. Необходимо знать некоторые особенности:
- Для аккуратного и качественного шва необходимо правильно определить диаметр электрода и его состав.
- То место, которое будет свариваться, необходимо тщательно прогреть горелкой. При этом чем больше толщина изделия, тем лучше и дольше необходимо ее прогревать.
- После окончания работы деталь необходимо медленно остужать или шов может покрыться трещинами.
- Все работы необходимо проводить на открытом воздухе или внутри хорошо проветриваемых помещениях. При сваривании нержавеющих металлов происходит выделение летучих вредных для здоровья химических элементов.
- Обязательно соблюдать все правила техники безопасности. Защита от электрического тока, огнетушитель или емкость с водой обязательно должны присутствовать в пределах досягаемости.
Подготовительные работы для проведения сварки алюминия
Перед началом работ сварочными электродами необходимо подготовить деталь:
- Удалить все имеющиеся на поверхности загрязнения;
- Провести обезжиривание любым обезжиривающим раствором;
- Поместить деталь в разогретую до 60оС ванну со щелочным раствором, выдержать там не менее 5 мин. Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла.
- При помощи щетки с металлическими ворсинками удалить оксидную пленку, затем снова обезжирить.
- Перед началом работ электроды для проведения сварки алюминия необходимо просушить минимум 2 часа при температуре в 200оС.
После проведения работ необходимо очистить шов от образовавшегося шлака, обработать его горячей водой, зачистить при помощи металлической щетки.
Виды сварки алюминия
Существует несколько способов, как сварить алюминий, каждый из способов определяет тип электрода, который возможен для применения.
- Автоматическая дуговая сварка. Этот вид сварки может проводиться на деталях толщиной более 4 мм и соединяться в стык. Здесь в качестве электрода выступает алюминиевая проволока, а также используется слой флюса.
- Ручная дуговая сварка. Как правило, при ручной сварке используются инверторные аппараты. Ширина образца не превышает 5 мм, чаще всего используется для задела трещин и другого незначительного брака поверхности детали. Сварка алюминия в ручном режиме проводится угольными электродами или металлическими стержнями, имеющими специальное покрытие.
- Сваривание деталей алюминия в атмосфере инертных газов (аргон). Выполняется в ручном и автоматическом режимах. При этом используют вольфрамовые электроды для сварки алюминия. Именно вольфрам обладает способностью стабилизировать дугу электрического тока, благодаря этому шов получается качественный, привлекательный. Сваривать при помощи этого вида сварки можно небольшие, относительно тонкие детали.
- Плазменная сварка. Этот процесс проходит довольно быстро и качественно. Здесь, как и в предыдущем пункте используются вольфрамовые стержни и алюминиевая проволока. Причем стержни необходимы довольно тонкие – 0,8-1,5 мм.
Наиболее широко применяемые электроды для алюминия
Существует несколько марок электродов по алюминию, которые получили широкое применение.
- Стержни ОК. Электроды по алюминию данной марки обладают особенностью: у них высокая способность впитывать влагу из воздуха, поэтому хранить их нужно в сухих помещения, с наименьшим показателем влажности. С их помощью можно соединять детали из технического алюминия и его сплавов, особенно сплав алюминий-марганец-магний.
- Стержни ОЗАНА-1 и ОЗАНА-2. Их используют для сваривания алюминиевых деталей и его сплавов. При помощи электродов ОЗАНА можно проводить сварочные работы в разных пространственных положениях. Качественный шов и стабильность дуги гарантированы.
- Стержни ОЗА. Эти электроды изготовлены из алюминиевой проволоки. С их помощью можно соединять чистый металл алюминия и его сплавы.
- Стержни УАНА. Могут использоваться для сваривания литейного, дюралюминиевого сплава. Шов получается высокого качества.
- Стержни ЭВЧ. Электроды на основе вольфрама, применяются для проведения работ в защитной газовой атмосфере – в токе аргона или его смеси с гелием. Проведение сварочных работ довольно легкое, не требует высокой квалификации рабочего. Хорошо подходят для непрофессиональных сварщиков, но при этом шов получается качественный.
- Стержни можно изготовить самостоятельно и сэкономить немало средств. На алюминиевую проволоку наносится следующая смесь: растертый в порошок мел и силикатный клей. Покрыть проволоку данным раствором необходимо все хорошо просушить, после чего можно пользоваться самодельными электродами.
Итог
Сварка алюминия электродами применяется в домашних условиях, а также на производстве. Это трудоемкий, но довольно простой способ соединения или ремонта алюминиевых деталей, особенно зная все характеристики обрабатываемого металла.
How to Ball Tungsten for Aluminium Welding
Понимание сварки со всеми ее терминологиями и методами – тяжелая работа. Часто новички не могут понять, почему и как все делается. Одна из таких проблем – это шарик из вольфрама. Почему перед сваркой нужно шарить вольфрам? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах.Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод. Он использует тепло, выделяемое электрической дугой между вольфрамовым электродом и металлической заготовкой. Для зажигания дуги традиционно использовался заостренный вольфрамовый электрод, но теперь мы знаем, что баллонный вольфрам дает лучшие результаты. Прокатка вольфрама для сварки алюминия требует от сварщика выполнения ряда действий.Хотя шарик из вольфрама – не единственный метод, гарантирующий лучшие результаты сварки, он является одним из основных, наряду со сварочной техникой, защитной проволокой и инертным газом, используемым при сварке алюминия.
В чем заключаются уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий труднее, чем обычную сталь, и для этого требуются некоторые специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости этих двух материалов.
Теплопроводность
Алюминий намного лучше проводит тепло, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным для других применений, при сварке это огромное неудобство. Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры, чем для сварки стали.
Пористость
В жидкой форме алюминий поглощает водород.Но когда он начинает затвердевать, он не может удерживать водород в той же форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в сварных швах алюминия, происходит горячее растрескивание. Иногда смесь аргона и гелия в качестве защитного газа помогает снизить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, большей техники и большего контроля температуры.
Почему при сварке используется вольфрам?
Вольфрам – предпочтительный металл, который используется при сварке, потому что это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре 3422 ° C (6192 ° F). При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает во время процесса. Ожидается некоторая эрозия, которая называется «выгорание», но в целом вольфрам лучше других металлов, когда дело касается сварки алюминия.
Традиционно использовался только чистый вольфрам, но теперь существует множество сплавов вольфрама, одобренных Международной организацией по стандартизации и Американским обществом сварки, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое вольфрамовый шарик?
Вольфрамовые шарики просто делают заостренные края вольфрамовых электродов более мягкими и округлыми. При работе с электродами из чистого вольфрама считается необходимым наложение шариков.
Почему вольфрам заколочен?
Утверждается, что вольфрам со связками работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды.Когда для изготовления электродов использовался только чистый вольфрам, считалось, что для достижения оптимальной производительности необходимо скруглить электроды, но сегодня ответ меняется.
Поскольку на рынок выходит так много различных вольфрамовых сплавов, и все они одобрены Американским сварочным обществом, ответ на вопрос «Нужна ли шариковая вольфрамовая сварка для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам совсем не нужно их свертывать.Некоторые из распространенных одобренных сплавов включают:
Сертифицированный вольфрам
Оксид церия (или оксид церия) в качестве легирующего агента улучшает стабильность дуги и имеет дополнительное преимущество в том, что он не радиоактивен!
Вольфрам с лантаном
Сплав оксида лантана (или лантана) также улучшает стабильность дуги и характеристики, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или тория) дает отличные характеристики дуги и отлично подходит для общего использования.Хотя с ним лучше всего работать, он радиоактивен и может представлять больший риск для здоровья, чем любые другие.
Циркониевый вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или диоксид циркония), улучшают стабильность дуги, а также увеличивают срок службы электродов, поэтому вам не нужно постоянно менять электроды.
Каким образом вольфрам связывается при сварке алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скруглить вольфрам для сварки алюминия, вот что вам нужно сделать.Надевайте защитную одежду и приступайте к работе. Не зацикливайтесь на том, чтобы сделать идеальный мяч на кончике; просто убедитесь, что вольфрам имеет округлую форму.
- Заточите одну сторону электрода из чистого вольфрама до острого кончика с помощью настольного точильного станка.
- Отложите заточенный электрод на 10 минут, дайте ему остыть.
- Заострите другой край электрода до точки, точно такой же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть связано с токопроводящей рабочей поверхностью, а поверх нее должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от алюминиевого лома. Теперь запустим сварщика. Дайте сварочному аппарату поработать 2–3 минуты, пока на кончике электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.
- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.
Вот и все – полное пошаговое руководство по сварке алюминия шариками.Однако сварщики больше даже не рекомендуют чистый вольфрам, так что избавьте себя от проблем и выберите лучшую альтернативу, которая не потребует от вас в первую очередь шариков.
Связанные вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газообразный аргон и чистый газообразный гелий – два лучших варианта для использования во всех видах сварочных работ.
Опасно ли шариковое вольфрам?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном налипание вольфрамового электрода не более опасно, чем сама сварка.Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая может быть очень опасной при попадании внутрь.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно заостренный электрод использовался часто, но лучше скручивать вольфрам, чтобы повысить стабильность дуги и улучшить характеристики.
Какой сорт вольфрама следует использовать для сварки?
Вы можете выбрать из нескольких типов вольфрама:
- Редкоземельная смесь
- Торированный
- 2% лантанированные
- Сертифицировано
- 0.8% циркония
Подобные сообщения:
Выбор типа вольфрамового электрода, размера для алюминия TIG
Q: Я слышал разные мнения о том, какой размер и тип вольфрамового электрода мне следует использовать для газовой вольфрамовой дуговой сварки (GTAW) алюминия. Не могли бы вы прояснить мне эту тему?
A: Как вы знаете, мы используем отрицательный электрод постоянного тока (DCEN) или электрод прямой полярности для сварки сталей и нержавеющих сталей.Для этого типа сварки почти всегда рекомендуются электроды из 2-процентного торированного вольфрама, зашлифованные до конической формы. Чтобы сделать этот тип электрода, мы диспергируем мелкие частицы оксида тория или тория в вольфраме, так что они составляют 2 процента от объема электрода.
Тория используется по двум причинам. Во-первых, это делает вольфрамовый электрод более устойчивым к провисанию или деформации при высоких температурах, которых он достигает во время сварки. Во-вторых, это облегчает испускание электронов вольфрамовым электродом.Вместе это означает, что электрод из торированного вольфрама может пропускать больший ток, чем электрод из чистого вольфрама того же диаметра.
При сварке DCEN около 80 процентов энергии дуги уходит на работу, а вольфрамовый электрод должен рассеивать только около 20 процентов. Поскольку нам не нужно рассеивать много тепла, мы можем сваривать электродами относительно небольшого диаметра. Электрод диаметром 3/32 дюйма может выдерживать до 250 ампер. Это также означает, что мы можем заточить кончик электрода до острой конической точки, чтобы сконцентрировать дугу, и она не испортится быстро.
Алюминий бывает разным. Хотя можно сваривать алюминий, используя DCEN и защитный газ гелий, это сложнее и требует строгой предварительной очистки. Для алюминиевых сплавов чаще всего используют GTAW на переменном токе.
Когда мы используем переменный ток, отрицательная электродная (EN) часть волны переменного тока дает хорошее проникновение, которое нам нужно, в то время как положительная электродная (EP) часть волны переменного тока удаляет любые оставшиеся оксиды с поверхности алюминия, которые нам нужно.
Эта очистка облегчает получение хорошего сварного шва.Фактически, вы это видите. Если вы посмотрите на хороший GTAW, вы увидите яркую морозную полосу шириной от 1/16 до 1/8 дюйма прямо рядом с валиком сварного шва. Это область, где оксиды были удалены дугой переменного тока.
Ранние источники питания переменного тока GTAW использовали простой синусоидальный переменный ток с периодом 60 циклов, который давал равные количества EN и EP. Однако это не оптимально. В новых источниках питания используется прямоугольная волна переменного тока, что позволяет изменять баланс между EP и EN. Нам не нужно 50% EP для хорошей очистки, а EP нагревает вольфрамовый электрод больше.
Кроме того, мы хотим максимизировать количество EN, чтобы получить наибольшее проплавление шва. Обычные источники питания переменного тока GTAW обычно используют при 65% EN и 35% EP для достижения наилучших результатов.
Какое отношение все это имеет к вашему выбору?
Соединение между источниками питания, вольфрам
Вольфрамовый электрод при GTAW на переменном токе нагревается больше, чем при DCEN GTAW. Это означает две вещи. Во-первых, вам понадобится вольфрамовый электрод большего диаметра для переноса, например, 200 ампер переменного тока, чем для переноса 200 ампер постоянного тока (см. , рис. 1, ).
Во-вторых, если вы измельчите вольфрам до точки и используете его при сварке на переменном токе, наконечник быстро изнашивается. Традиционное решение этой проблемы – не шлифовать вольфрам острием. Большая часть GTAW на переменном токе выполняется с помощью электрода с тупым концом. Во время сварки этот наконечник быстро образует круглый шар.
Если у вас есть 2-процентный шарик торированного электрода, вы обнаружите, что по мере его поворота на поверхности появляются небольшие неровности. Затем дуга переходит от одной неровности к другой на острие и становится несколько нестабильной.По этой причине электроды с 2-процентным торированием обычно не рекомендуются для сварки на переменном токе.
Вместо этого используйте электроды из чистого вольфрама или циркония. Совсем недавно стали доступны электроды из редкоземельных металлов – церированные и лантановые. Эти электроды заменяют оксид церия или оксид лантана оксидом тория в вольфраме и могут хорошо работать как на постоянном, так и на переменном токе. У них есть дополнительное преимущество в том, что они не радиоактивны, но они дороже, чем другие типы электродов.
Рекомендации
Таким образом, следуйте этим трем рекомендациям:
- Используйте чистый вольфрам или циркониевый вольфрамовый электрод при сварке алюминия переменным током. Не используйте электрод из 2-процентного торированного вольфрама.
- Убедитесь, что вы используете вольфрамовый электрод достаточно большого диаметра, чтобы выдерживать сварочный ток, который вы планируете использовать. Помните, что для сварки на переменном токе требуются вольфрамовые электроды большего диаметра.
- Пусть вольфрам образует на конце круглый шар. Это произойдет естественным образом при сварке.
Все эти рекомендации действительны для традиционных источников питания GTAW. Однако в последние несколько лет большинство производителей представили источники питания GTAW на основе инверторной технологии, которая позволяет изменять частоту переменного тока в диапазоне примерно от 20 до 150 Гц. Это означает, что вольфрам уходит меньше тепла, чем при сварке с использованием обычных источников питания. Кроме того, эти источники питания могут производить приемлемые сварные швы на переменном токе, используя от 10 до 15 процентов обратной полярности.
В инверторных источниках питания вы можете использовать вольфрам меньшего диаметра и измельчить его до точки.Если у вас низкий сварочный ток, точка прослужит долго. Если сила тока выше, она быстрее ухудшится.
Итак, какой электрод использовать для сварки алюминия переменным током? Все сводится к вашему источнику питания. Если вы используете обычный источник питания, используйте чистый вольфрам или вольфрам с цирконием и дайте его концу сформировать шар. Если вы используете инверторную машину, используйте 2-процентный торированный вольфрам, заземленный до точки.
Лучший вольфрам для сварки алюминия TIG – Baker’s Gas & Welding Supplies, Inc.
Имея множество различных аппаратов для сварки TIG, некоторые из которых предлагают инверторную технологию, а все – разную мощность, может быть сложно определить лучший вольфрам для сварки алюминия методом TIG. Многие сварщики рассказывают истории о комковании 2% -ных торированных электродов и сварных швах из чистого вольфрама, оставляющих металлический беспорядок, который будет стачиваться до конца дня. Имея это в виду, какой вольфрамовый электрод является лучшим для сварки алюминия методом TIG?
Выбор вольфрама будет зависеть от нескольких факторов.Они включают в себя конкретную машину, толщину свариваемого металла и доступные настройки. Итак, вот несколько советов и общих правил, которые помогут вам начать. Имейте в виду, что некоторые из этих советов могут измениться в зависимости от вашей конкретной машины.
Информация о вольфраме для сварки алюминия TIGСледующие электроды можно использовать для сварки алюминия методом TIG, но есть несколько правил и предостережений, которые необходимо обсудить ниже:
- 2% сертифицированный (по переменному току)
- 2% лантана (переменного и постоянного тока)
- 1.5 лантанированных (переменного и постоянного тока)
- 2% торированный (только DC)
- Зеленый: чистый вольфрам (только DC)
Не используйте зеленый цвет на стороне переменного тока, так как чистый вольфрам будет комковаться, особенно если вы используете инвертор. У некоторых сварщиков есть особый любимый вид вольфрама. Они могут использовать торированный или чистый вольфрам. На самом деле каждый из перечисленных выше видов вольфрама может работать, если у вас есть правильные настройки и правильное применение.
При аргонодуговой сварке алюминия легко допустить ошибку, поэтому следует учитывать множество других факторов.Если вы впервые свариваете алюминий TIG на переменном токе, мы рекомендуем использовать 2% -ный сертификат 3/32. Два надежных варианта: Blue Demon или Weldcraft. Ceriated – самый популярный выбор из-за легкого зажигания дуги при низких значениях тока.
Размер электрода для сварки алюминия TIGОдна из самых распространенных ошибок сварщиков, работающих с алюминием, – это выбор слишком маленького электрода. Вам часто требуется использовать электрод 1/8 дюйма для сварки алюминия, чтобы получить достаточно тепла и создать стабильную дугу.Слишком маленький электрод приведет к неаккуратному сварному шву.
Если вы работаете на переменном токе с электродом из лантана, вы можете использовать электрод 3/16 дюйма или 3/32 дюйма. Таким образом, важно согласовать выбор и размер вашего электрода с настройками и проектом.
Для получения дополнительных советов подпишитесь на наш канал YouTube или свяжитесь с нами, и мы сможем порекомендовать.
Ознакомьтесь с нашей коллекцией Tungsten! Мы работаем с ведущими брендами и предлагаем варианты премиум-класса и экономичные варианты.
10 наиболее распространенных ошибок при сварке алюминия
10 наиболее распространенных ошибок, допускаемых при сварке алюминия TIG
Хотя некоторые могут подумать, что сварка TIG – это пустяк, для сварки алюминия требуется много внимания и опыта.Если у вас возникли проблемы с этим, вот 10 основных ошибок, допущенных при сварке алюминия методом TIG.
1 – Новички часто забывают использовать настройку высокой частоты и устанавливают ее на непрерывную. Это приводит к остановке машины при низкой силе тока, поскольку переменный ток теряет большую часть своих полупериодов при изменении протекания тока. Если ваша машина похожа на дизельный двигатель, вам необходимо отрегулировать эту настройку при сварке алюминия методом TIG.
2 – Другой распространенной ошибкой является неправильный размер электрода.Любители могут забыть, насколько нагревается электрод при 250 А на переменном токе, поэтому они идут дальше и используют тот же электрод на постоянном токе. Это, очевидно, приводит к неисправности и взрыву электрода! Не пытайтесь сваривать алюминиевые банки с помощью электрода 1/8 дюйма, потому что это тоже не сработает.
3 – Новички часто используют наполнитель неправильного размера. Поэтому они добавляют небольшой присадочный стержень, который в конечном итоге расплавляет его до того, как будет проведена настоящая сварка. И наоборот, большой наполнитель может блокировать защитный газ и отводить тепло из лужи.
4 – Еще одна ошибка сварки TIG, которую следует избегать, как чума, заключается в использовании щетки из углеродистой стали для очистки алюминия , а не проволочной щетки из нержавеющей стали. Это основная рекомендация, которую никогда не должен забывать сварщик.
5- Новые сварщики любят сваривать под большим углом наклона горелки. Это приводит к плавлению присадочного металла и превращению его в лужу. Поэтому избегайте резака под слишком большим углом любой ценой!
6 – Новички, ради Бога, пожалуйста, не используйте слишком длинную дугу при сварке алюминия.У вас есть правильное место, где дуга не слишком близка и не слишком далеко. Последнее, что вам нужно, это подготовить электроды, а не сваривать алюминий.
7 – Следуя цифре 6, вы также можете перегрузить горелку аргоном. Вас могут сбить с толку различные источники, предлагающие накачать газ в горелке, но если дуга издает слишком много шума до такой степени, что вы думаете, что ваши барабанные перепонки лопаются, это означает, что поток аргона слишком велик. Для сравнения, вам нужно всего около 13-15 кубических футов в час для тигровой чашки размером 7/16 дюйма.Больше не всегда значит лучше.
8 – Не следуйте всем инструкциям, которые вы видите, особенно когда речь идет о вылете электродов. Еще одна распространенная проблема – недостаточный вылет электрода. Вы увидите, что учебные пособия Хобарта рекомендуют электроды диаметром 1–1 1/2, чего недостаточно. Как можно быть уверенным в длине дуги, если кончик электрода не виден?
9 – Хотя это может показаться заманчивым, не используйте чистый вольфрам, потому что это неэффективно. Приобретите простой 2% лантановый электрод, если вам нужен универсальный электрод, который хорошо работает на переменном и постоянном токе.
10 – Не допускайте шариков в электроде. Просто убедитесь, что он круглый, но не должен быть слишком круглым. Большой шар на конце электрода снизит эффективность, а это последнее, что вам нужно.
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам – это основной металл, используемый при газовой дуговой сварке (GTAW) или TIG-электродах. Это нужно выбирать с осторожностью. Вольфрам твердый, обладает высокой термостойкостью и имеет самую высокую температуру плавления – 3410 ° C.Вольфрамовые электроды доступны в различных размерах и длинах. Они могут состоять из чистого вольфрама или комбинации вольфрама с другими редкоземельными элементами и оксидами. При выборе правильного вольфрамового электрода необходимо учитывать ряд факторов. Они зависят от типа и толщины используемого основного материала, а также от того, используется ли переменный или постоянный ток.
Некоторые из разновидностей вольфрама и его комбинаций, которые можно использовать:
Чистый вольфрам (цветовой код – зеленый) – Это дешевле, чем легированные разновидности и имеет 99.50% вольфрама и широко используется. Когда он нагревается, образуется чистый комковатый наконечник. Это обеспечивает хорошую стабильность дуги для алюминия и магния с переменным током. Его нельзя использовать для сварки постоянным током.
2% торированный (цветовой код – красный) – Прост в использовании и долговечен. Это обычно используется. Использование тория увеличивает качество электронной эмиссии. Используется для сварки на переменном токе. Он отлично подходит для отрицательных электродов постоянного тока (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане.Он имеет меньшее загрязнение сварных швов Его заостренная кромка хороша для обработки тонкой стали. Поскольку он имеет низкий уровень радиоактивности, необходимо правильно соблюдать предупреждения и инструкции производителя, а также паспорт безопасности материала (MSDS).
2% Ceriated (цветовой код – оранжевый) – Лучше всего подходит для сварки постоянным током. Его можно использовать в процессах переменного или постоянного тока. Он используется в орбитальных мелодиях, производстве труб, обработке тонкого листового металла, а также небольших и деликатных работах. Его можно использовать для сварки углеродистой, нержавеющей стали, никелевых сплавов и титана.Остроконечный церированный вольфрам очень хорошо запускается и имеет большую пропускную способность по току, чем чистый вольфрам того же диаметра. Не содержит радиоактивных материалов.
1,5% лантанат – (цветовой код – золотой) – Лучше всего подходит для отрицательных электродов переменного и постоянного тока с заостренным концом или может быть сбалансирован для использования с источником питания синусоидальной волны переменного тока. Заостренный наконечник подходит для сварки стали и нержавеющей стали.
Цирконий (цветовой код – коричневый) – Подходит для сварки на переменном токе, так как обладает высокой устойчивостью к загрязнениям и может удерживать скрученный наконечник.Его пропускная способность по току равна или больше, чем у торированного вольфрама. При любых обстоятельствах рекомендуется для сварки постоянным током.
Rare Earth (цветовой код – серый) – Используются неуказанные добавки оксидов или гибридов редкоземельных элементов, и производители должны указывать каждую добавку и ее процентное содержание на упаковке.
Для приготовления вольфрама необходимо подготовить наконечник. Наконечник может быть скругленным, заостренным или усеченным.
Если вы подаете переменный ток, рекомендованный для данного диаметра электрода, на его конце образуется шарик.Это используется в процессах переменного тока в сварочных аппаратах синусоидальной и стандартной прямоугольной волны TIG. Для заостренного или усеченного наконечника следует использовать специально разработанный шлифовальный круг из боразона или алмаза. Следует соблюдать предупреждения производителя. Чтобы следы шлифования проходили по всей длине электрода, шлифование должно выполняться прямо, а не под углом 90 градусов. Он используется в чистых вольфрамовых, церированных, лантанатных и торированных наконечниках. Его следует использовать для инверторных сварочных процессов на переменном и постоянном токе.При использовании более тонких материалов конус следует отшлифовать по вольфраму на расстоянии не более 2,5 диаметра электрода. Это помогает в формировании сфокусированной дуги и предотвращает деформацию алюминия. Когда необходимо использовать более высокий ток, нужен усеченный наконечник. Это может быть сделано сначала шлифованием до тонкого конуса, а затем шлифованием плоской площадки 0,10–0,30 дюйма на конце вольфрама. Это предотвратит образование шариков.
Главное, что следует учитывать при выборе и изготовлении вольфрамовых электродов, – это знать, используется ли постоянный или переменный ток, тип свариваемого материала и подходящий для него тип вольфрама.
Применение торированных вольфрамовых электродов
Введение
Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются по размеру после спекания.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube . Сварочные электродыTIG обычно содержат небольшие количества других оксидов металлов, которые могут иметь следующие преимущества: –
- облегчить зажигание дуги
- увеличить стабильность дуги
- улучшить токовую нагрузку стержня.
- снижает риск загрязнения сварных швов
- увеличить срок службы электрода
В основном используются оксиды циркония, тория, лантана, иттрия или церия.Добавки обычно составляют порядка 1% -4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слабо радиоактивен с длительным периодом полураспада и испускает в основном альфа (α) частицы, но иногда испускается некоторое количество бета (β) и гамма (γ) излучения.Альфа-частицы не могут проникнуть через кожу или даже бумагу. Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где действуют как канцероген.
Оксид тория, таким образом, является радиоактивным материалом с низким уровнем активности, который может вызывать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании. Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень небольшую часть максимально допустимой дозы облучения, и делается вывод о том, что внешняя радиационная опасность, вероятно, будет незначительной.
При образовании дуги выброса радиоактивного материала практически не происходит. Однако для достижения максимальной стабильности дуги кончик электрода перед использованием шлифуется до конической формы. Эта форма сохраняется во время использования за счет регулярной переточки. В процессе измельчения частицы вольфрама могут образовываться с торием на поверхности. Именно эти частицы пыли создают основную опасность, так как их можно вдыхать, а торий может выделять альфа-частицы с поверхности.
При рассмотрении измерений отбора проб воздуха, проведенных во время измельчения, был сделан вывод, что во время измельчения концентрации в воздухе могут приближаться или даже превышать концентрации, при которых необходимо рассмотреть возможность обозначения данной зоны в качестве контролируемой зоны, как это определено Правилами об ионизирующем излучении 1999 года.
Однако риск рака у сварщиков TIG из-за воздействия тория очень низок, поскольку время воздействия на людей неизменно невелико. По оценкам Датского института сварки, из 1200 сварщиков TIG, работающих полный рабочий день, заболеваемость раком составляет 0–3 балла в течение тридцатилетнего срока службы. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал поэтапно отказаться от торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
Безопасные условия труда
Хранилище
Рекомендуется хранить торированные электроды в стальных ящиках, четко обозначенных радиационным трилистником.Хранение в закрытых ящиках не представляет серьезной опасности при обращении и хранении.
Сварщики могут безопасно обращаться с небольшими количествами (запасом на 1 день) электродов без каких-либо специальных мер предосторожности.
Подготовка / шлифование
Измельчение представляет наибольшую опасность, поскольку площадь воздействия на поверхность вольфрама / тория значительно увеличивается, и в атмосферу выбрасываются мелкие частицы потенциально радиоактивной пыли.
Рекомендуется использовать специальный точильный камень с местным отсосом пыли и носить простую фильтрующую маску, если количество используемых электродов не очень мало (менее 20 в год).Если шлифовальный круг не оборудован защитным экраном, следует надевать защитные очки. Вытяжка воздуха из точильного камня должна быть организована таким образом, чтобы частицы помещались в прочный одноразовый мешок.
Необходимо использовать безопасный метод сбора и обращения с пылью из устройства для сбора пыли, чтобы свести к минимуму выброс в атмосферу (например, ее можно поместить в запечатанный бумажный / пластиковый пакет).
Область вокруг шлифовальных кругов следует ежедневно очищать пылесосом от частиц пыли.Если высокоэффективный пылесос недоступен, тогда материал следует увлажнить, чтобы минимизировать количество пыли.
Рабочих следует поощрять мыть руки перед использованием туалета и перед перерывами в работе, и по этой причине помещения для мытья рук должны располагаться близко к рабочим местам.
Сварка
Некоторое испарение вольфрама действительно происходит во время сварки, но это очень небольшое количество, и соответствующий уровень радиоактивности чрезвычайно низок.Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовке торированных вольфрамовых электродов, использование средств защиты для рта, носа и глаз во время сварки еще больше снизит риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя все они незначительно радиоактивны, риск даже ниже, чем с торием, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей заключается в том, что церированный или лантановый вольфрам являются приемлемой альтернативой торированному вольфраму, особенно при постоянном токе, в то время как циркониевый вольфрам предпочтителен для сварки на переменном токе.Существуют очень незначительные различия в напряжениях дуги, необходимых для равных токов между различными альтернативами. Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Официальные инструкции
Комиссия VIII Международного института сварки, здоровья и безопасности заявляет, что нет никаких особых опасностей при хранении, обращении или сварке, но на точильном камне следует использовать оборудование для удаления пыли, а во время шлифования оператор должен носить средства защиты органов дыхания.Это отражено в Руководстве по охране здоровья и безопасности HS (6) 53 «Выбор, использование и техническое обслуживание средств защиты органов дыхания».
В Великобритании использование торированных вольфрамовых электродов регулируется Правилами об ионизирующем излучении 1999 года. Воздействие должно быть минимальным, насколько это практически осуществимо, и рекомендации в предыдущих разделах предназначены для этого.
Требуются местные правила и надлежащий надзор. Работодатель должен назначить инспектора по радиационной защите (RPS), который должен отвечать за
.- Осуществление и мониторинг всех процедур по охране здоровья и безопасности при хранении, измельчении, использовании и утилизации торированных вольфрамовых электродов и всех побочных продуктов.
- Ведение учета количества торированного вольфрама на складе и количества электродов, выданных каждому сварщику.
- Инструктаж сварщиков по правильному использованию и шлифовке. Эти процедуры должны быть в форме письменных инструкций в дополнение к устным презентациям. Сварщики должны знать название РПС.
- Контроль для проверки того, что сварщики правильно выполняют процедуры шлифования, и что система пылеудаления работает эффективно.
Рекомендуемая литература
- Правила по ионизирующим излучениям, 1999 г. L121 Утвержденные Свод правил и руководящих указаний.
- Положения 2002 года о контроле за веществами, опасными для здоровья (COSHH) – Утвержденный Кодекс практики и руководящих указаний L5.
- HSE Guidance note HS (G) 53 Респираторное защитное снаряжение на работе.
- Информационный документ HSE: Хранение и использование торированного вольфрама 564/6.
- «Дуговая сварка за работой», проспект Ассоциации производителей сварочной техники №236
- BS EN ISO 6848: 2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды.
- BS EN 1011-4: Сварка – Рекомендации по сварке металлических материалов. Часть 4: Дуговая сварка алюминия и алюминиевых сплавов.
- Спецификация ANSI / AWS A5.12 / AS.12M 98 (R2007) для электродов из вольфрама и вольфрамовых сплавов для дуговой сварки и резки
- IIS / IIW-VIII 1582-91 Расчетные дозы излучения тория и его дочерних элементов, содержащихся в торированных сварочных электродах
- IIS / IIW VIII 1702-93 Аспекты здоровья при использовании торированных вольфрамовых электродов.
- Гигиена труда Том. 1 № 1, 1994, «Риск рака и торированные сварочные электроды»
GTAW-сварка алюминия переменным током – высокая частота
GTAW-сварка алюминия переменным током – высокая частота
В процессе газовой вольфрамовой дуговой сварки (GTAW) используется тепло, генерируемое электрической дугой, поддерживаемой между заготовкой и неплавящимся неплавящимся неплавящимся электродом. . Дуга окружается потоком инертного газа. Качество сварки GTAW в первую очередь зависит от обрабатываемой детали, присадочной проволоки, качества электродов, типа источника питания и техники сварки.Ниже обсуждается несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
High Frequency – Высокочастотный режим инициирует и поддерживает дугу во время пересечения нуля синусоидальной волны переменного тока. На большинстве аппаратов GTAW существуют три положения: 1) Пуск – этот режим помогает зажигать дугу, не контактируя с электродом. Режим «Пуск» чаще всего используется при сварке на постоянном токе. 2) Непрерывный – это также помогает инициировать дугу и продолжается в течение всего процесса для поддержания дуги в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоидальной волны.Этот режим чаще всего используется при сварке на переменном токе. 3) Выкл. – высокочастотная система не задействуется во время какой-либо части процесса в этом режиме. Прежде чем возникнет дуга, должен произойти контакт между электродом и рабочей поверхностью. Практика «косого пуска» для зажигания дуги может вызвать загрязнение электрода в процессе GTAW. Режим «Выкл.» Часто используется для сварки штучной сваркой (SMAW), когда возникновение царапины вызывает дугу.
Использование симметричного волнового трансформатора – Обозначение сбалансированной волны или Balanced Wave Control указывает на то, что источник питания может изменять текущую синусоидальную волну в A.C. режим. Нормальная синусоида покажет равномерное разделение времени задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как в положительном, так и в отрицательном цикле. (Фигура 1).
Прямоугольная волна обозначает форму волны тока. Он проявляется в виде прямоугольной циклической волны, а не в виде стандартного гладкого цикла синусоидальной волны. Способность генерировать прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие.Поскольку проникновение происходит во время отрицательной стороны волнового цикла (отрицательный электрод – EN), а очистка происходит во время положительной стороны волнового цикла (положительный электрод – EP), изменение частей цикла повысит желаемые характеристики. Этот процесс выполняется с помощью SCR (выпрямителей с кремниевым управлением), которые действуют как управляющие вентили для тока EN или EP. Необходимо контролировать точное время, когда эти ворота открываются и закрываются. Это приводит к появлению четкой дуги при изменении полярности через нулевую часть цикла.
Углы горелки и размещение валика: Правильное обращение со сварочной горелкой очень важно для получения хорошего шва. (Рисунок №2) Для улучшения контроля держите резак как карандаш. При сварке в горизонтальном положении руку следует слегка положить на поверхность, чтобы рука могла равномерно перемещаться по стыку. Перемещение горелки только пальцами обычно приводит к неправильному углу наклона горелки и плохому сварному шву. Добавляя присадочную проволоку, проволоку следует зажать пальцами.Рука должна быть как можно ближе к дуге, чтобы провод устойчиво держался. Проволока должна двигаться вместе с движением резака. Добавляя проволоку, протяните проволоку большим пальцем через пальцы. Конец проволоки должен выступать на 6-8 дюймов от руки. Слишком большое удлинение присадочной проволоки приводит к шатанию на конце проволоки, что делает лужу неровной и позволяет присадочной проволоке загрязняться. Добавление проволоки в лужу требует устойчивости и концентрации, чтобы поместить нужное количество материала в нужное место и точно в нужное время.Углы горелки незначительно меняются в зависимости от положения сварного шва. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом давя в точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на 10-25 градусов от плоскости сварного шва.
Сварной наконечник (электрод): – Вольфрамовые электроды из чистого, циркониевого и серого сплава рекомендуются для использования при сварке на переменном токе. Торированные электроды обычно предназначены для сварки на постоянном токе таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высоким тепловложением.Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шара, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминия и магния на переменном токе. Они содержат минимум 99,5% вольфрама без намеренно добавленных легирующих элементов. Использование вольфрама высокой чистоты снижает токонесущую способность, хотя он сохраняет чистый, скругленный конец, что обеспечивает хорошую стабильность дуги.
Циркониевые вольфрамовые электроды обладают характеристиками стабильности дуги, аналогичными чистому вольфраму, за исключением более высокой пропускной способности торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств. Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Электроды из церинового вольфрама содержат 2% оксида церия (CeO2), который помогает уменьшить выгорание электродов.По своим характеристикам церированные электроды будут реагировать так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество вольфрамового «разбрызгивания». Эти характеристики позволяют этому электроду хорошо работать с алюминием в машинах с уравновешенными волнами (переменного тока) и со сталью в режиме постоянного тока.