Как нельзя варить тонкий металл, толщина которого менее 1 мм
Содержание:
Как нельзя варить тонкий металл, толщина которого менее 1 ммВарить жестянку приходится не только в автомастерских, но и в домашних условиях, так сказать на коленке. И если для сварки толстых заготовок можно использовать всё те же электроды три миллиметра, то вот со сваркой жестянки такой фокус не прокатит.
Кроме того, варить тонкий металл нужно на токе обратной полярности. В таком случае получится снизить градус и не прожечь жестянку. Как нельзя варить тонкий металл? Что нужно учитывать при его сварке? Читайте в этой статье.
Начнём, пожалуй, с электродов. Лучше не использовать завалявшиеся в гараже электроды 3 мм. Для сварки тонкого металла идеальным диаметром электродов будет 1,6-2 мм. Кроме того, не все электроды подходят для того, чтобы использовать их на обратной полярности.
Хорошими в данном случае являются синие электроды МР-3С, которые универсальные. То есть, варить ими можно как на постоянке, так и на переменке. Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
При сварке тонкого металла нельзя торопиться
Сваривая металл тоньше 1 мм нельзя торопиться, но и задерживать долго электрод над поверхностью металла, также нельзя. В противном случае вы рискуете прожечь свариваемую заготовку и получить так называемые прожоги.
Поэтому вести электрод во время сварки тонкого металла нужно достаточно резво, не задерживая подолгу его на одном месте. То есть, то правило, которое действует при сварке толстых металлов, здесь, увы, не работает. Поэтому необходимо уменьшить время прогрева металла, чтобы не прожечь тонкостенную заготовку.
Никаких длинных швов
Еще одной распространенной проблемой при сварке тонкого металла является его деформация. От сильного нагрева металл ведёт. В результате серьёзно портится внешний вид свариваемой заготовки.
Чтобы этого не допустить, нельзя варить жестянку сплошным швом, без остановок. Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.
Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.
Также, чтобы не допустить деформации металла при сварке нельзя варить без остановок. Проварив немного нужно дать шву остыть, чтобы заготовку не повело в сторону. Если следовать этим советом, то никогда проблем со сваркой тонких металлов не возникнет.
Каким током варить тонкий металл
Многие задаются вопросом о том, каким же именно током варить тонкий металл, толщина которого не превышает и одного миллиметра. В данном случае ток для сварки должен быть не более 30-45 Ампер. В противном случае можно получить прожоги.
А вообще сварочный ток зависит от разных показателей, в том числе и от напряжения в электросети. Поэтому нужно руководствоваться простым правилом — на 1 мм электрода нужно 30 Ампер тока.
Ну и, конечно же, уже в процессе сварки необходимо будет регулировать более точно значения сварочного тока в зависимости от сложившихся обстоятельств.
Page not found – VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini “Самурай”
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P “Самурай”
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) – V
- Ролик 30х22х10 (1,0-1,2) – V
- Ролик 35х25х8 (0,8-1,0) – V
- Ролик 35х25х8 (1,0-1,2) – V
- Ролик 30х10х10 (0,6-0,8) – SSVA
- Ролик 30х10х10 (0,8-1,0) – SSVA
- Ролик 30х10х10 (1,0-1,2) – SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Сварка тонкого металла:
Сварка тонкого металла является сложной задачей даже для некоторых опытных сварщиков. Начинающим сварщикам обычно приходится нелегко. Правила здесь совсем не такие, как при сварке толстых изделий: много особенностей и сложностей, что усложняет подбор режимов и электродов. Легче это сделать сварочными полуавтоматами, но в быту они встречаются довольно редко, гораздо чаще встречаются инверторы. Здесь речь пойдет о сварке тонкого металла инвертором.
Начинающим сварщикам обычно приходится нелегко. Правила здесь совсем не такие, как при сварке толстых изделий: много особенностей и сложностей, что усложняет подбор режимов и электродов. Легче это сделать сварочными полуавтоматами, но в быту они встречаются довольно редко, гораздо чаще встречаются инверторы. Здесь речь пойдет о сварке тонкого металла инвертором.
И первая трудность при сварке металла небольшой толщины в том, что его нельзя сильно нагревать: он выгорает, образуются дырки. Поэтому они работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь вообще не идет. Тонкий листовой металл сваривают пропусканием электрода в одном направлении – вдоль шва без каких-либо отклонений.
При сварке тонких металлов листы перегреваются и гнутся
Вторая сложность заключается в том, что нужно работать на малых токах, а это приводит к тому, что дугу приходится делать короткой. При небольшом отрыве он просто гаснет. Также могут быть проблемы с зажиганием дуги, поэтому используйте аппараты с хорошей ВАХ (напряжение холостого хода выше 70 В) и плавной регулировкой сварочного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве меняется геометрия тонких листов: они гнутся волнами. Избавиться от этого недостатка очень сложно. Единственный вариант — стараться не перегревать и не отводить тепло (о способе с теплоотводящими прокладками читайте ниже).
При стыковой сварке тонких листов металла их кромки тщательно обрабатывают и зачищают. Наличие грязи и ржавчины сделает сварку еще более проблематичной. Поэтому тщательно все выровняйте и зачистите. Располагают листы очень близко друг к другу – без зазора. Детали закрепляют струбцинами, зажимами и другими приспособлениями. Затем детали приметываются через каждые 7-10 см короткими швами – закрепками. Они предотвращают перемещение деталей и с меньшей вероятностью изгибаются.
Если хорошо зачистить края, получится хороший шов.
Как варить тонкий металл инвертором
Сварочные аппараты постоянного тока хороши тем, что мы можем сваривать с обратной полярностью. Для этого подсоедините кабель с электрододержателем к «+», а «-» зацепите за деталь.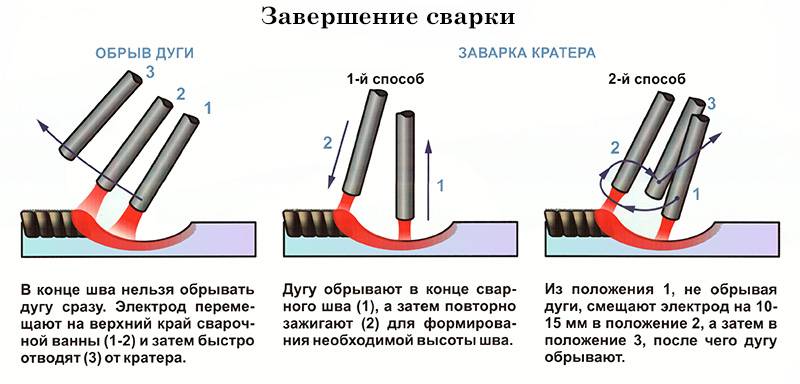 При таком соединении электрод нагревается сильнее, а металл прогревается минимально.
При таком соединении электрод нагревается сильнее, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте здесь.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. В этом случае нужно выбирать с высоким коэффициентом плавления: тогда даже при малых токах шов будет качественным. Ток установлен небольшой. Для электродов 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. На самом деле иногда ставят ниже: важно, чтобы можно было работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм 900 28 |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 9004 3 3 мм|
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали располагают в вертикальном или хотя бы наклонном направлении. Затем варят сверху вниз, перемещая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона – это угол вперед, при этом его величина составляет 30-40°. Так нагрев металла будет минимальным, а это одна из важнейших задач при сварке тонких металлов.
Затем варят сверху вниз, перемещая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона – это угол вперед, при этом его величина составляет 30-40°. Так нагрев металла будет минимальным, а это одна из важнейших задач при сварке тонких металлов.
Положения сварочных электродов и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: покупайте качественные импортные электроды для таких работ. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте здесь.
Техника и способы сварки тонких металлических листов
Иногда тонкие листы необходимо сваривать под углом. В этом случае удобнее использовать метод отбортовки: края листа загибают под необходимым углом, скрепляют короткими поперечными швами через каждые 5-10 см. После этого их сваривают так, как было сказано выше: сплошным швом сверху вниз.
Не всегда удается избежать прожога при сварке без отрыва. Затем можно попытаться на несколько мгновений прервать дугу, а затем снова опустить электрод на то же место и продвинуть его еще на несколько миллиметров. Итак, тянем и возвращаем дугу, и готовим. При таком способе получается, что металл успевает остыть во время отрыва дуги. На видео вы увидите, как меняется цвет места сварки после удаления электрода. Главное, не давать металлу сильно остыть.
Затем можно попытаться на несколько мгновений прервать дугу, а затем снова опустить электрод на то же место и продвинуть его еще на несколько миллиметров. Итак, тянем и возвращаем дугу, и готовим. При таком способе получается, что металл успевает остыть во время отрыва дуги. На видео вы увидите, как меняется цвет места сварки после удаления электрода. Главное, не давать металлу сильно остыть.
О выборе электродов для сварки инверторным аппаратом читайте здесь.
Если при сварке тонкого металла сплошной шов не требуется, применяют точечную сварку. При этом малогабаритном способе сварки прихватки располагаются на небольшом расстоянии одна от другой. Этот метод называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще сварка тонкого железа встык затруднена. Внахлест проще: детали не так сильно перегреваются и меньше шансов, что все «поведет».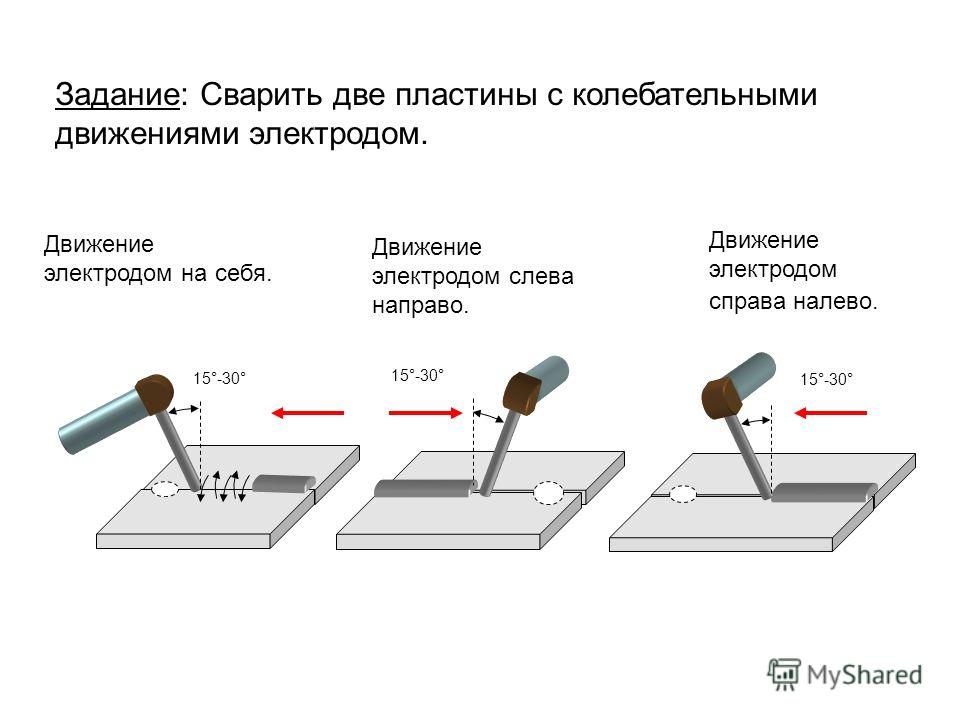
О типах сварных швов и соединений читайте здесь.
При электросварке тонкого металла встык между листами можно прокладывать тонкую проволоку диаметром 2,5-3,5 мм (на поврежденных электродах можно взбить покрытие и использовать их). Его располагают так, чтобы с лицевой стороны он был вровень с металлической поверхностью, а с тыльной выступал почти на половину диаметра. При сварке дуга ведется по этой проволоке. Он принимает на себя основную тепловую нагрузку, а свариваемые металлические листы нагреваются периферийными токами. При этом не перегреваются, не коробятся, шов ровный, без следов перегрева. После снятия провода трудно увидеть следы того, что он присутствовал.
Так выглядит шов при сварке тонкого металла встык с уложенной снизу теплопроводной проволокой
Другой способ – подложить под стык медные пластины. Медь имеет очень высокую теплопроводность – в 7-8 раз выше, чем у стали. Помещенный под место сварки, он отводит значительную часть тепла, предотвращая перегрев металла. Этот метод сварки тонких металлов называется «термоотводом».
Этот метод сварки тонких металлов называется «термоотводом».
Как сварить металлическую беседку читайте здесь. Возможно, вам будет интересно прочитать, как сделать мангал из газового баллона или металла? Вещь нужная и подходящая для освоения сварки.
Оцинкованная сварка
Оцинкованная сталь – такой же тонкий лист, только покрытый слоем цинка. Если вам нужно его сварить, вам придется полностью удалить это покрытие на кромках для сварки, чтобы очистить сталь. Есть несколько способов. Первый – удалить механическим способом: абразивным кругом на шлифовальной машине или болгарке, наждачной бумагой и металлической щеткой. Есть еще способ – выжечь сваркой. При этом электрод дважды проходит по шву. При этом цинк испаряется (испаряется при 900°С), а его пары очень ядовиты. Так что эту работу можно проводить либо на улице, либо при наличии на рабочем месте вытяжки. После каждого прохода нужно сбивать флюс.
Оцинкованные лучше сваривать на открытом воздухе: испарения цинка очень вредны
После полного удаления цинка начинается собственно сварка.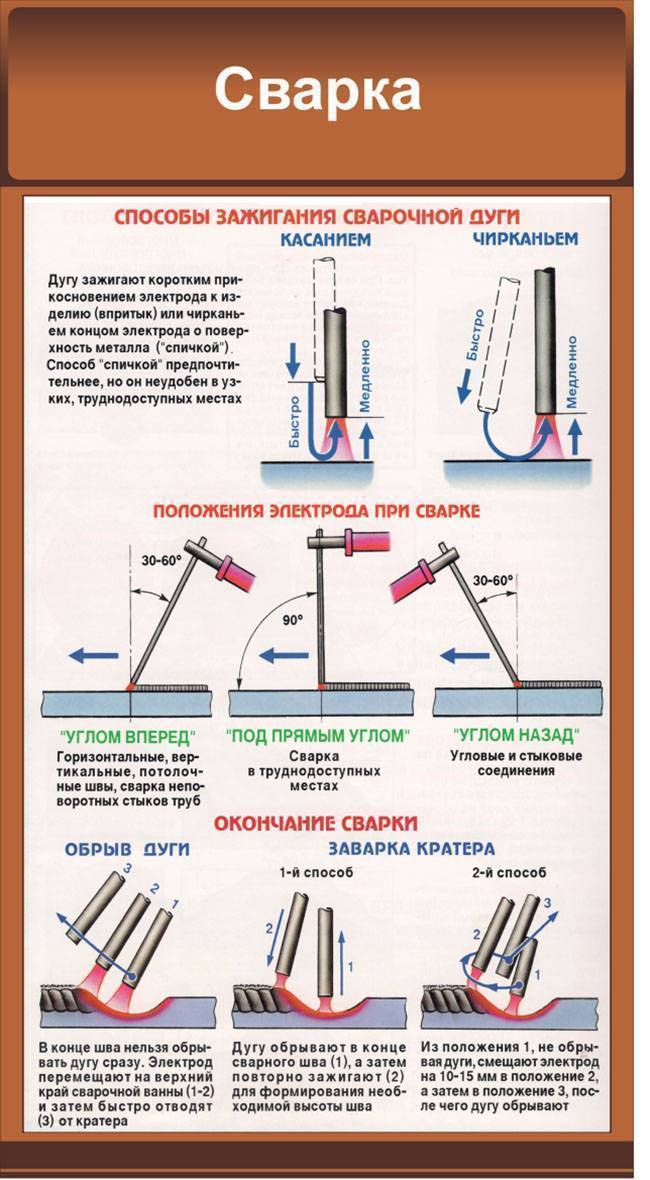 При сварке оцинкованных труб потребуется два прохода разными электродами для получения хорошего шва. Первый шов сваривают электродами с рутиловым покрытием, например, МП-3, АНО-4, ОЗС-4. При этом колебания имеют очень малую амплитуду. Сделайте верхний шов шире. Он примерно равен трем диаметрам электрода. Здесь важно не торопиться и хорошо прокипятить. Этот проход используют электроды с основным покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
При сварке оцинкованных труб потребуется два прохода разными электродами для получения хорошего шва. Первый шов сваривают электродами с рутиловым покрытием, например, МП-3, АНО-4, ОЗС-4. При этом колебания имеют очень малую амплитуду. Сделайте верхний шов шире. Он примерно равен трем диаметрам электрода. Здесь важно не торопиться и хорошо прокипятить. Этот проход используют электроды с основным покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте здесь.
Машина GTAW с двойным инвертором переменного/постоянного тока для сварки тонких и толстых листов
Очищающее действие, характеристики глубокого проникновения подходят для сварки алюминия
- Автор: Amanda Carlson
- 0124 Артикул
- Дуговая сварка
- Присоединиться к обсуждению
Несмотря на то, что технология двойного инвертора существовала в лабораториях и на специализированных машинах, она не появлялась на рынке коммерческих сварочных аппаратов до 2000 года. Аппараты этого типа оказались очень функциональными, но требовали существенного обучения из-за широкого диапазона регулировок формы волны и контролирует.
Аппараты этого типа оказались очень функциональными, но требовали существенного обучения из-за широкого диапазона регулировок формы волны и контролирует.
Двойной инвертор, как следует из названия, представляет собой два инвертора, соединенных последовательно друг с другом. Первичный инвертор работает для уточнения входной мощности, выпрямляя входной переменный ток в постоянный, а затем «пресекая» постоянный ток обратно в переменный, существенно увеличивая его частоту. Это подается на вторичный инвертор, который устанавливает форму выходного сварочного сигнала, выпрямляя высокочастотный переменный ток в постоянный, а затем прерывая постоянный ток обратно на переменный при формировании формы волны (см. 9).0142 Рисунок 1 ).
OTC DAIHEN, Типп-Сити, Огайо, добавила WB-A350P, аппарат для дуговой сварки вольфрамовым электродом в среде переменного/постоянного тока (GTAW), к своей серии сварочных источников питания WELBEE. Его архитектура с двумя инверторами позволяет использовать эксклюзивный процесс GTAW компании: AC+DC Hybrid.
Что такое гибридная сварка переменным и постоянным током?
Сварочный процесс AC+DC Hybrid, режим, подходящий для сварки алюминия, сочетает очищающее действие сварки с положительным электродом (EP) с глубоким проплавлением и фокусировкой сварки с отрицательным электродом (EN), при этом сохраняется форма сварного шва. вольфрамовый электрод (см. Рисунок 2 ).
Почему важно очищающее действие? Оксид алюминия (Al 2 O 3 ) естественным образом образуется на поверхности алюминия и обладает некоторыми свойствами, которые препятствуют процессу сварки. Во-первых, Al 2 O 3 является электрическим изолятором, что делает его очень устойчивым к проводимости электрического тока, используемого при дуговой сварке. Во-вторых, он имеет температуру плавления 3762 градуса по Фаренгейту, что затрудняет его удаление, когда алюминий под ним плавится при температуре 1221 градус по Фаренгейту.0003
Гибридный сигнал AC+DC подходит для этого покрытия Al 2 O 3 .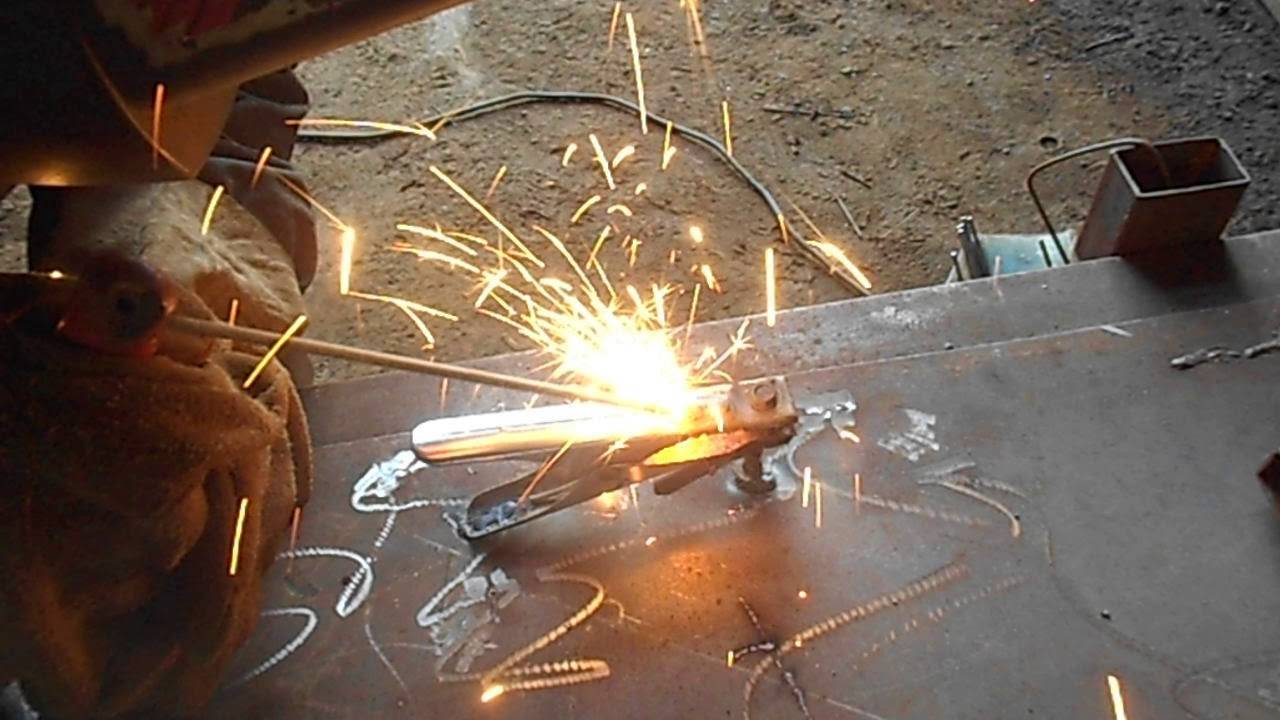 Часть переменного тока его формы волны чередуется с EP, создавая желаемое очищающее действие. Этот эффект «отбойного молотка» разрушает этот оксидный слой. Нежелательный побочный эффект EP-тока заключается в том, что он ухудшает форму вольфрама, закругляя наконечник, если его не остановить. Чтобы противодействовать этому, форма сигнала разбалансирует время, проведенное в EP, с большим временем, проведенным в EN, уменьшая износ вольфрамового электрода и сохраняя его форму (см. 9).0142 Рисунок 3 ).
Часть переменного тока его формы волны чередуется с EP, создавая желаемое очищающее действие. Этот эффект «отбойного молотка» разрушает этот оксидный слой. Нежелательный побочный эффект EP-тока заключается в том, что он ухудшает форму вольфрама, закругляя наконечник, если его не остановить. Чтобы противодействовать этому, форма сигнала разбалансирует время, проведенное в EP, с большим временем, проведенным в EN, уменьшая износ вольфрамового электрода и сохраняя его форму (см. 9).0142 Рисунок 3 ).
В части сигнала постоянного тока используется EN для глубокого проникновения сфокусированного тока в основной металл. С пониженным нагревом вольфрама можно использовать электроды меньшего диаметра с более острыми концами, поддерживая сварку с меньшим током без «пляски» нестабильной дуги.
В целом, форма и острота кончика электрода сохраняются без образования шариков на кончике. В сочетании с проплавлением сварного шва, фокусировкой дуги и стабильностью дуги этот режим может использоваться в сложных алюминиевых сварках GTAW, таких как тонкостенные аэрокосмические сосуды высокого давления.
Эта технология двойного инвертора поддерживает три типа сигналов AC GTAW, которые можно комбинировать с гибридным процессом AC+DC для большего контроля над этой расширенной функцией.
1. Стандартная прямоугольная волна имеет равные и сбалансированные периоды EN и EP тока. Подходит для широкого спектра применений, от толстых пластин до тонких листов, это наиболее универсальная форма волны переменного тока.
2. Жесткая прямоугольная волна имеет периоды EN-тока, которые больше и более несбалансированы, чем EP-тока. Концентрированная дуга делает эту форму волны переменного тока эффективной для тонколистовых угловых сварных швов, а побочным продуктом высокого коэффициента EN является меньший расход электрода, что приводит к более экономичной работе.
Рисунок 1
Двойной инвертор, как следует из названия,
два инвертора, соединенные последовательно друг с другом.
3. Мягкая синусоида имеет равные и сбалансированные периоды EN и EP тока. Пониженный уровень шума этого сигнала переменного тока делает его фаворитом среди пользователей массового производства. Его более широкая дуга наиболее эффективна для стыковых сварных швов тонких листов.
Стабильность дуги. Это еще один побочный продукт архитектуры с двумя инверторами. Машины GTAW с одним инвертором быстро теряют стабильность дуги при увеличении смещения EN и/или повышении частоты. Машина с двойным инвертором WB-A350P реагирует на дуговую ситуацию каждые 20 нс и способна поддерживать стабильность дуги в течение 90-процентное смещение EN до пиковой частоты 500 Гц, от 5 ампер выходного сигнала до пикового значения 350 ампер.
Готов к автоматизации. Аппарат поддерживает интерфейсы полевых шин (Ethernet/IP и PROFIBUS) для перехода от ручной сварки к полуавтоматизированным и полностью автоматизированным приложениям. Это включает в себя поддержку сварки в режиме GTAW, а также приложений с подачей проволоки, в том числе тех, в которых подача проволоки синхронизирована с выходным сварочным импульсом.