Как варить проволокой без газа | ММА сварка для начинающих
Как варить полуавтоматом и проволокой без газаСварка полуавтоматом имеет ряд существенных преимуществ. Во-первых, она даёт возможность варить длинные швы, а во-вторых, обладает лучшим сварочным швом, чем сварка электродами. Также, полуавтоматом удобней всего варить тонкий металл, толщина которого менее двух 1,5 мм.
При всем этом, полуавтоматическая сварка имеет лишь один существенный недостаток, который заключается в необходимости использовать защитный газ. Для этого с небольшим по габаритам сварочным аппаратом нужно таскать объёмный газовый баллон, что в свою очередь, очень и очень неудобно.
Можно исключить из обихода защитный газ, и использовать одну лишь сварку для проволоки. Однако для этого подходит не обычная проволока в качестве присадочного материала, а порошковая. Про том, как варить проволокой без газа и что для этого потребуется, вы сможете узнать ниже, из этой публикации сайта mmasvarka.ru.
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.
В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.
В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.
По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.
Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
Особенности порошковой проволоки
Порошковая проволока имеет различные диаметры, самый маленький диаметр начинается от 0,8 мм. Самая толстая проволока для сварки полуавтоматом без газа, имеет диаметр 2,4 мм. В свою очередь, столь большой выбор диаметров, даёт широчайшие возможности сварки полуавтоматом: начиная от сварки тонких металлов, толщиной всего лишь в 1,2 мм, и заканчивая металлами, толщиной в один сантиметр.
Порошковой проволокой и полуавтоматом без газа, можно варить как углеродистую сталь, так и оцинкованное железо с нержавейкой. При этом наполнитель внутри проволоки может отличаться своим составом, и это очень важно учитывать при выборе порошковой проволоки для сварки.
Еще статьи про сварку:Как варить полуавтоматом без газа порошковой проволокой, видео
Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык – это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной – порошковой.
Особенности сварки без газа
Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Читайте также: Сварка полуавтоматом для начинающих
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов – громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т. д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки
На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Инвертор quattro elementi 185 и порошковая проволока
КвадроЭлементи
Доброе время суток. Недавно стал счастливым обладателем инвертора quattro elementi 185 для ручной дуговой сварки. Какое-то время понадобилось, чтобы научиться варить электродом с покрытием. Спустя время пришла в голову мысль: что если вместо электрода (штучного) использовать порошковую проволоку (плавящийся электрод), которую применяют для полуавтоматической сварки без газа. Дело все в том, что при сварке порошковой проволокой фактически отсутствует шлак, который, соответственно, не нужно зачищать. Кроме того, по моему разумению, упрощается сварка вертикального шва по направлению сверху-вниз, по причине, что шлак не затекает под сварочную ванну (так как его нет). Да, придется нарезать и подрихтовать проволоку, чтобы она была ровной. Но все-таки любопытно, может кто делал подобное?
Какое-то время понадобилось, чтобы научиться варить электродом с покрытием. Спустя время пришла в голову мысль: что если вместо электрода (штучного) использовать порошковую проволоку (плавящийся электрод), которую применяют для полуавтоматической сварки без газа. Дело все в том, что при сварке порошковой проволокой фактически отсутствует шлак, который, соответственно, не нужно зачищать. Кроме того, по моему разумению, упрощается сварка вертикального шва по направлению сверху-вниз, по причине, что шлак не затекает под сварочную ванну (так как его нет). Да, придется нарезать и подрихтовать проволоку, чтобы она была ровной. Но все-таки любопытно, может кто делал подобное?
Порошковая проволока
Для каждой работы предусмотрен свой инструмент. Мобильный телефон никогда не будет фотографировать так же качественно, как профессиональная камера, а велосипед, если к нему приделать мотор никогда не сравниться с мотоциклом. В вашем случае использовать проволоку для полуавтомата, это все-равно, что «научить» мотоцикл летать. Дело в том, что в полуавтоматической сварке напряжение подается на наконечник и вылет электрода 10-15 мм. Если установить флюсовую (около 30 мм) проволоку в электрододержатель и пробовать ей варить, она быстро разогреется и перегорит. Если более развернуто отвечать на этот вопрос, то следует сказать следующее: на самом деле, вся проволока, проходящая через рукав 3 … 4 м длиной от инвертора до электрододержателя находится по напряжением, так как ток попадет на нее посредством роликов механизма протяжки, но она все равно нагреется и перегорит из-за малого поперечного сечения недалеко от наконечника. Объясняется явление очень просто. Проволока перегорает от подведенного к ней тока, а не от напряжения в ней. А ток подается на участок «вылета проволоки». Проще будет объяснить на таком примере: у вас в доме несколько электрических розеток и в одну из них включена мощная нагрузка. Нагреваться будут только провода, идущие к ней, а остальные, идущие к другим розеткам, будут холодные, хотя они тоже находятся под напряжением.
Дело в том, что в полуавтоматической сварке напряжение подается на наконечник и вылет электрода 10-15 мм. Если установить флюсовую (около 30 мм) проволоку в электрододержатель и пробовать ей варить, она быстро разогреется и перегорит. Если более развернуто отвечать на этот вопрос, то следует сказать следующее: на самом деле, вся проволока, проходящая через рукав 3 … 4 м длиной от инвертора до электрододержателя находится по напряжением, так как ток попадет на нее посредством роликов механизма протяжки, но она все равно нагреется и перегорит из-за малого поперечного сечения недалеко от наконечника. Объясняется явление очень просто. Проволока перегорает от подведенного к ней тока, а не от напряжения в ней. А ток подается на участок «вылета проволоки». Проще будет объяснить на таком примере: у вас в доме несколько электрических розеток и в одну из них включена мощная нагрузка. Нагреваться будут только провода, идущие к ней, а остальные, идущие к другим розеткам, будут холодные, хотя они тоже находятся под напряжением.
P.S. Вертикальный шов сваривается снизу-вверх. Если варить сверху-вниз, металл из сварочной ванны попадает на холодный участок. Результат — отсутствие провара, пористость и раковины в шве.
Вертикальные швы варятся короткими стежками. Выполняете провар, когда замечаете начало образования выпуклости, делаете небольшой перерыв. Как только флюс начинает немного темнеть, сварка возобновляется. Если пропустили время, подождите пока флюс остынет, отбейте его и продолжайте нагрев там, где остановились.
Как варить тонкий металл полуавтоматом
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.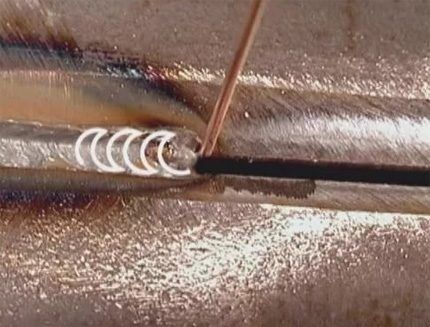
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра.
 Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным. - для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
 Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.

устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка.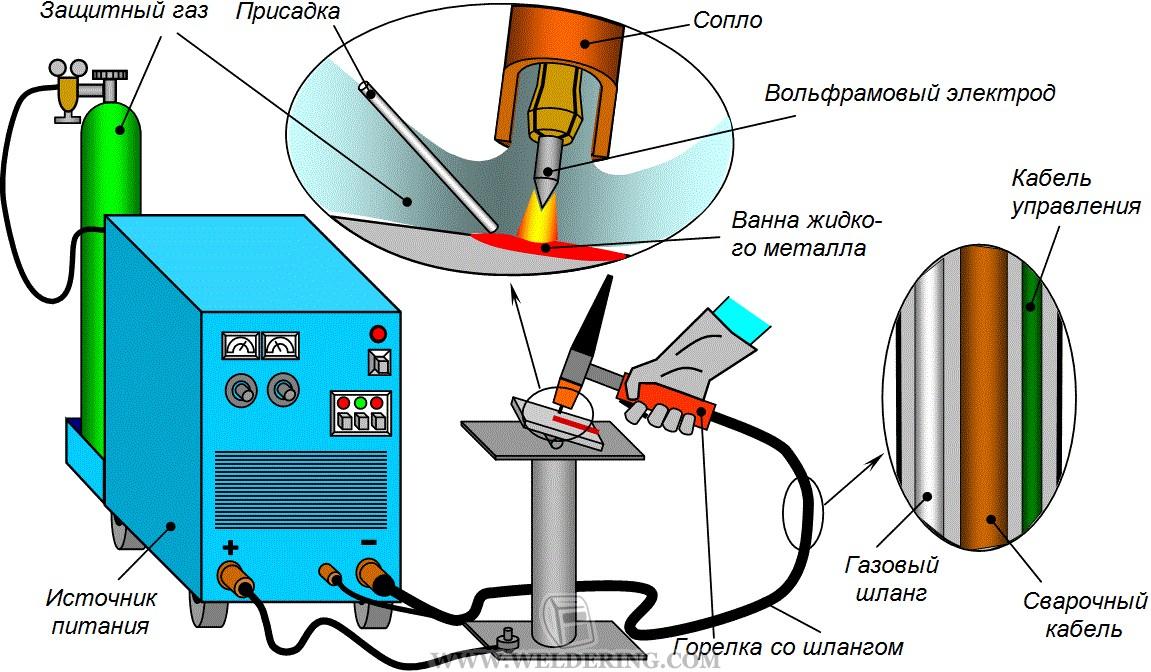 Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Осваиваем сварку металла автомобиля с помощью полуавтомата
Осваиваем сварку металла автомобиля с помощью полуавтомата
Как известно, полуавтомат позволяет сваривать как тонкий (0. 7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
— Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва.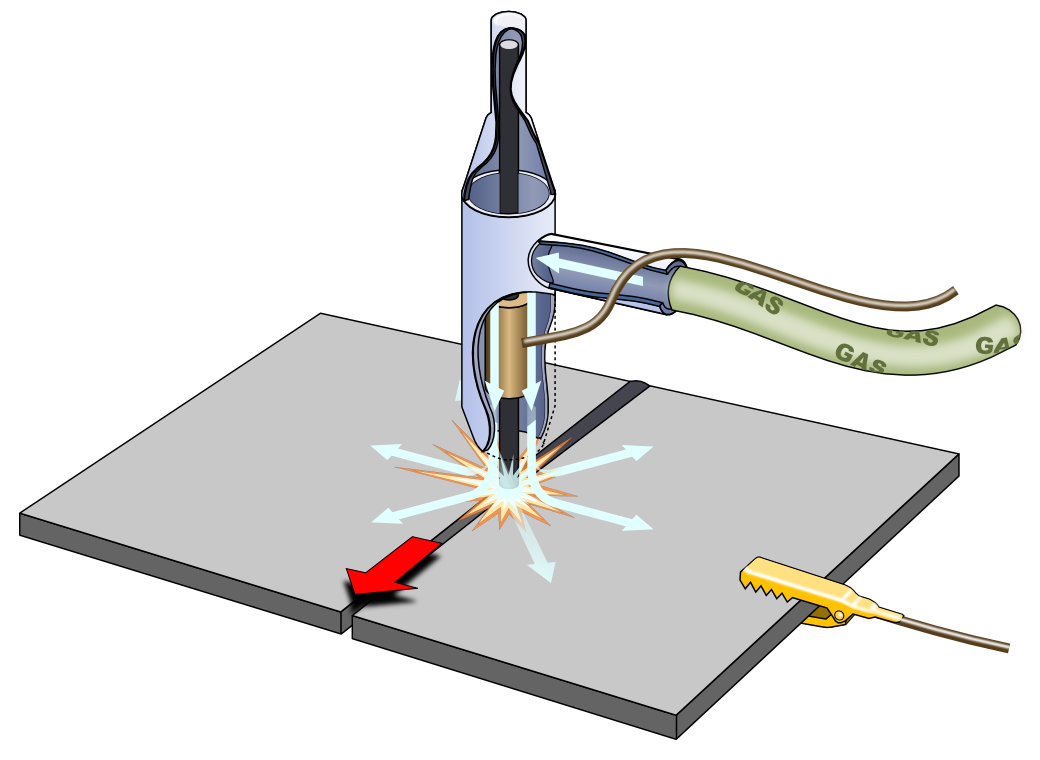 По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Проблемы, возможные при проведении сварочных работ
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
 Минус на проволоке, плюс на массе
Минус на проволоке, плюс на массеВыше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
 Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).

Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Сварка тонкого металла инвертором (полуавтоматом)
Сварка инвертором тонкого металла считается достаточно сложным процессом за счет того, что здесь намного больше вероятность прожечь заготовку, чем при работе с толстым металлом. По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
Сварка тонкого металла инвертором
Сварка тонкостенного металла грозит также появлением деформаций от сильного воздействия температуры. Когда в ванне расплавленный металл сильно превышает температуру окружающей его области, то деталь может выгибаться. Помимо этого, применяются другие виды и способы сварки металла, которые могут помочь нейтрализовать негативные эффекты. Тем не менее, здесь есть не только недостатки, но и преимущества.
Преимущества
- Процесс сваривания занимает относительно немного времени;
- Использование полуавтоматического инвертора заметно упрощает данный процесс;
- Не требуется длительная подготовка металла под сварку, так как для тонких листов не нужна обработка краев и прочие процедуры;
- Гибка и сверление отверстий здесь проводится намного проще;
- Процесс выходит более экономичным.

Недостатки
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.
Способы варки тонкого металла
Сварка инвертором тонкого металла проволокой применяется при использовании среды защитного газа. Зачастую им выступает аргон, но для того, чтобы удешевить обработку, применяют также и ацетилен.
Выбор газовой среды для сварки полуавтоматом
Проволока подбирается тонкая, чтобы могла быстрее расплавиться и не пропалить заготовку.
Выбор диаметра проволоки для сварки тонкого металла инвертором
Также может использоваться исключительно газовая сварка, которая для особо тонких листов оказывается наиболее предпочтительной, так как она постепенно повышает температуру и скорость сваривания при этом составляет, примерно, в три раза меньше, чем в ручной дуговой. Также используется обыкновенная электродуговая ручная . Она приводит к появлению большой вероятности деформации и трещин, если неправильно подобрать режим и инструменты, и при любом неверном движении можно сделать дыру вместо шва. Но это наиболее дешевый и простой способ соединения, тем более, что всегда можно подобрать тонкий электрод.
Выбор способа
Если исходить из экономических соображений, то сварка тонкого металла полуавтоматом лучше всего производится с помощью электродов с покрытием. Как правило, здесь используются электроды толщиной в 1 мм, материал которых совпадает с материалом заготовки, а также имеется соответствующая обмотка. Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Основные требования
В первую очередь, размер диаметра электрода или присадочной проволоки не должен превышать толщину листа, с которым производится сваривание. Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Основные и вспомогательные материалы
К основным материалам относятся присадочные металлы. Это может быть электрод или сварочная проволока. Желательно, чтобы их состав был максимально схожим с металлом заготовок. Для тонких листов нужно наличие покрытия или защитного газа, так как сварка тонкого металла полуавтоматом без газа является менее качественной.
В качестве дополнительных материалов выступают газ для защиты и подогрева, желательно брать один и тот же, и флюс для улучшения свариваемости. Использование данных материалов уже зависит от технологии, которую требует конкретный вид металла, вне зависимости от его толщины. Таким образом, они не всегда применяются и каждый раз могут быть различными. В особенности это касается флюса, который нужен преимущественно для сложно свариваемых и тугоплавких металлов.
Использование газа
Сварка металла толщиной 2 мм зачастую происходит при помощи использования газа. Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Выбор газовой смеси для сварки тонкого металла
Газ также может использоваться для подогрева шва после завершения работы, чтобы снять напряжения. Некоторые технологии требуют постепенного охлаждения, поэтому, подогрев с помощью газа может обеспечить лучшие для этого условия.
Выбор инструмента
Перед тем как сваркой варить тонкий металл, следует правильно подобрать инструменты. Диаметр проволоки и электродов не должен превышать толщину металла. Исключение составляют только тугоплавкие металлы, где этот показатель можно превысить на 0,5 мм. В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами. Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой.

Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.
Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа .
Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку.
 Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги. В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.
В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.
В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение.
 Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Кроме статьи “Сварка полуавтоматом без газа” смотрите также:
Как правильно варить полуавтоматом
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее – это отдельная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика.
Обзор технологии сварки
MIG/MAG – это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом, скорость подачи корректируется, в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Проволока подаётся автоматически, при этом, скорость подачи корректируется, в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако, сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:
Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок. Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.
Материал присадки должен быть максимально близким к составу свариваемых деталей.
Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома.
Здесь, необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также, для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности, алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого, при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе
Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.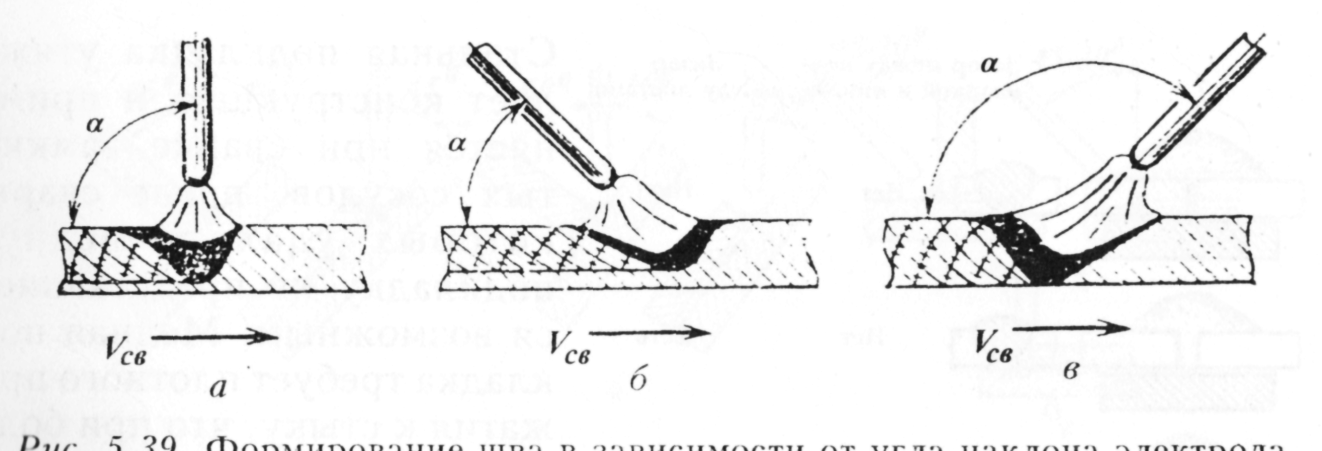
Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.
(Окончание следует)
Как подключить инвертор мощности
Преобразователь мощности – это просто электрическое устройство, которое преобразует постоянный ток или постоянный ток в переменный или переменный ток. Проще говоря, инвертор используется для обеспечения переменного тока (AC) от источников постоянного тока (например, батарей и т. Д.). Инвертор можно использовать для управления электронными устройствами, такими как кухонная техника, телевизоры, компьютеры, электроинструменты и т. Д. Проще говоря, инвертор подключается к батарее, а электрический прибор подключается к инвертору.
Шаг 1 – Начало работы
Например, допустим, мы хотим подключить 1000-ваттный инвертор. Планируйте использовать провод 2-го калибра длиной не более 5 футов. Также сделайте доступным вилку на 175 ампер. Также потребуется импедансный провод для подключения к батарее и сварочный кабель. Другие вещи, которые могут потребоваться, включают щипцы для обжима наконечников и термоусадочную трубку.
Планируйте использовать провод 2-го калибра длиной не более 5 футов. Также сделайте доступным вилку на 175 ампер. Также потребуется импедансный провод для подключения к батарее и сварочный кабель. Другие вещи, которые могут потребоваться, включают щипцы для обжима наконечников и термоусадочную трубку.
Шаг 2 – Начало резки
Вырежьте отверстие в резиновой планке рядом с радиатором и закрепите провод 1/0 через планку и решетку.В моторном отсеке протяните провод к аккумуляторной батарее. Угадайте, насколько удобно можно снять установку с кабеля. Проверьте глубину проушины и установите ее рядом с кабелем. Снимите изоляцию; закрепите провод и зажмите зажимом. Используйте два слоя термоусадочной трубки, чтобы изолировать наконечник. С помощью теплового пистолета усадите трубку и наденьте более короткий из двух частей на первую.
Шаг 3 – Установка
Чтобы установить провода, прикрутите вилку к бамперу автомобиля и проложите кабель для инвертора мощности.Подключите положительный и отрицательный разъемы должным образом (т. Е. Положительный к плюсу и отрицательный к минусу).
Е. Положительный к плюсу и отрицательный к минусу).
Шаг 4. Содержите контакты в чистоте
Необходимо содержать клеммы в чистоте, чтобы обеспечить надлежащее прохождение электрического тока. Убедитесь, что на всех соединительных проводах нет мусора. Если есть, используйте небольшую щетку или инструмент для зачистки проводов, чтобы удалить любые нежелательные остатки.
Шаг 5 – Конфигурация батарей
При последовательном подключении емкость не увеличивается из-за добавления дополнительных батарей.Добавление дополнительных батарей в параллельную проводку батарей увеличивает время работы устройства. Последовательно-параллельное подключение батарей увеличивает выходное напряжение (т. Е. Чем больше батарей, тем больше напряжение). Выбранная вами конфигурация батареи должна зависеть от требуемого эффекта или цели подключения силового инвертора.
Различные конфигурации проводки включают последовательную, параллельную и полупараллельную конфигурации батарей. При последовательном соединении батареи располагаются последовательно, причем положительный полюс одной батареи соединен с отрицательной клеммой другой.Батареи расположены параллельно отрицательной клемме одной батареи, подключенной к отрицательной клемме другой батареи. То же самое и со всеми положительными клеммами. Батареи расположены параллельно отрицательной клемме одной батареи, подключенной к отрицательной клемме другой батареи. Последовательно-параллельное подключение батареи представляет собой комбинацию последовательной и параллельной конфигураций.
При последовательном соединении батареи располагаются последовательно, причем положительный полюс одной батареи соединен с отрицательной клеммой другой.Батареи расположены параллельно отрицательной клемме одной батареи, подключенной к отрицательной клемме другой батареи. То же самое и со всеми положительными клеммами. Батареи расположены параллельно отрицательной клемме одной батареи, подключенной к отрицательной клемме другой батареи. Последовательно-параллельное подключение батареи представляет собой комбинацию последовательной и параллельной конфигураций.
Внешние соединения инвертора
На задней стороне инвертора есть три соединения.Первый – сетевой шнур переменного тока, который подключается к розетке на стене. Второй разъем имеет два разъема HT-2, которые предназначены для подключения батареи к инвертору. Красный разъем подключается к плюсовой клемме аккумуляторной батареи.
Четыре различных способа избавиться от электросети своими руками
Надеюсь, вы прочитали мой предыдущий пост « Как выбрать лучший инвертор для автофургона », что означает, что вы провели исследование, оценили свои требования к мощности и, наконец, пришли к решению.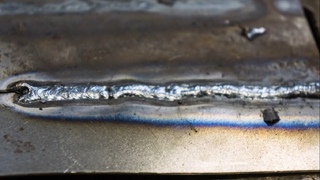
Вы заказали инвертор и сегодня он прибыл! Теперь вы готовы приступить к установке инвертора DoItYourselfRV.
Если вы выбрали небольшой инвертор (около 75 Вт), то его можно подключить к розетке прикуривателя.
Все, что больше, необходимо подключить напрямую к батареям.
Чтобы уменьшить потери напряжения, вам необходимо установить инвертор как можно ближе к батареям.
Руководство по инвертору, вероятно, предложит размер провода. Используйте рекомендованный размер или больше . Помните, что чем больше размер провода, тем меньше калибр.
Что бы вы ни делали, вы хотите максимально ограничить падение напряжения.
Вы должны сделать все возможное, чтобы потери не превышали 0,075 В. В таблице ниже показано падение напряжения на фут провода для инверторов различных размеров. Это важно учитывать при установке инвертора RV.Для инверторов других размеров падение будет пропорциональным.
Как долго в проводах может падать напряжение инвертора
В качестве примера, используя приведенную ниже таблицу, предположим, что вы будете устанавливать инвертор на 2000 Вт (прокрутите сверху вниз и найдите 2000 Вт).
Он будет подключен к батареям с помощью 5 футов кабеля # 4 AWG (прокрутите справа налево от нагрузки 2000 Вт, пока не найдете столбец 4).
Потеря напряжения составит 0,0420 x 5 (длина провода между батареей и инвертором RV) =.210 вольт.
Это означает, что если ваши батареи заряжены до 13 вольт, инвертор будет видеть только 12,79 вольт (13 вольт – ,210 потери). Может показаться, что это сработает, но результаты вам не понравятся.
Было бы гораздо лучше использовать кабель # 00 AWG, который будет иметь общие потери 0,066 В, что значительно ниже рекомендуемого порога потерь 0,075 В.
Лучший подход – просто использовать самый большой размер, который подходит для клемм инвертора.
Установка инвертора RV: потеря напряжения на фут провода
| Калибр провода (AWG) | # 0000 | # 000 | # 00 | # 0 | # 2 | # 4 | # 6 | # 8 |
|---|---|---|---|---|---|---|---|---|
| При нагрузке 100 Вт | 0,0004 | 0,0005 | 0,0007 | 0,0008 | 0,0013 | 0,0021 | 0,0033 | 0,0052 |
| Для нагрузки 500 Вт | 0.0021 | 0,0056 | 0,0033 | 0,0041 | 0,0065 | 0,011 | 0,0165 | 0,026 |
| Для нагрузки 1000 Вт | 0,0041 | 0,0051 | 0,0065 | 0,0081 | 0,013 | 0,021 | 0,033 | 0,052 |
| Для нагрузки 1500 Вт | 0,0062 | 0,0083 | 0,0098 | 0,0122 | 0. 0195 0195 | 0,0315 | 0,0495 | 0,078 |
| Для нагрузки 2000 Вт | 0,0082 | 0,0102 | 0,0132 | 0,0162 | 0,026 | 0,042 | 0,066 | 0,104 |
| для нагрузки 3000 Вт | 0,0123 | 0,0153 | 0,0195 | 0,0243 | 0,039 | 0,063 | 0,066 | 0,156 |
[asa] B000GASX9O [/ asa]
Если у вас возникли проблемы с поиском подходящего провода для установки инвертора RV, можно легко приобрести кабель автомобильного аккумулятора или соединительные кабели сечением 4, 6 и 8 AWG (американский калибр проводов).
Сварочный кабель бывает большего размера, но стоит дорого, так как во многих случаях вам придется покупать целую катушку. Если рядом с вами есть поставщик, посмотрите, будут ли они продавать короткие отрезки, которые вам нужны. Возможно, вам повезет в вашем местном сварочном цехе.
Электромонтаж инвертора
Сторона переменного тока (подключение инвертора к электрической системе жилого дома) установки инвертора жилого дома может быть более сложной. Но в любом случае вам нужно убедиться, что к выходу инвертора не подключено ни береговое питание, ни мощность генератора.
Есть несколько возможных способов подключения инвертора. Какой бы вариант вы ни выбрали, вы можете выполнить проводку с помощью стандартного неметаллического кабеля 14 AWG бытового типа.
Как бы вы это ни делали, вы абсолютно должны убедиться, что у вас не включен преобразователь, когда он включен. Проблема с одновременным включением обоих заключается в том, что вы снимаете ток из своих батарей с помощью инвертора, в то время как ток обратно в них подается с помощью преобразователя.
Поскольку ни инвертор, ни преобразователь не являются эффективными на 100%, каждое отключение тока по контуру приводит к потере энергии в виде тепла.Вы очень быстро разрядите батареи, пока инвертор не отключится из-за низкого напряжения. Это произойдет, даже если к инвертору не подключена нагрузка.
Это произойдет, даже если к инвертору не подключена нагрузка.
Метод установки инвертора RV 1.
Самым элегантным (и, конечно, самым дорогим) решением является подключение инвертора RV напрямую к распределительной коробке переменного тока RV через переключатель (имейте в виду, что тип используемого переключателя зависит от мощности RV. инвертор и если у вас есть генератор).Коммутатор автоматически выберет береговую мощность, если она доступна, и мощность инвертора, если она отсутствует. Если вы пойдете по этому пути, вам все равно придется избегать питания преобразователя от инвертора. Наиболее распространенный метод достижения этого – использование разделенной распределительной панели с преобразователем на той части панели, которая не подключена к инвертору. Если это кажется более сложной установкой инвертора RV, чем вы хотите попробовать, прочитайте, как использовать реле.
Метод установки инвертораRV 2.
С другой стороны, вы можете подключить удлинитель от инвертора к любому устройству, которое вы хотите запитать в данный момент. Моя первая инверторная установка работала именно так. Он выполняет свою работу, но мы очень скоро устали подключать и отключать различные устройства в расширение. Несмотря на простую установку инвертора на колесах, я постоянно спотыкался о шнур.
Моя первая инверторная установка работала именно так. Он выполняет свою работу, но мы очень скоро устали подключать и отключать различные устройства в расширение. Несмотря на простую установку инвертора на колесах, я постоянно спотыкался о шнур.
Метод установки инвертора RV 3.
Немного менее грубый – подключить к инвертору одну или несколько выделенных розеток.Вы можете установить новые розетки или отключить существующие розетки от распределительной коробки. Сложность выполнения этого типа установки будет зависеть от того, где расположены розетки и насколько сложно подвести к ним провод. Этот метод установки инвертора в жилом доме означает наличие некоторых розеток, которые не работают, когда вы находитесь на берегу, что может привести к некоторому разочарованию.
Метод установки инвертора RV 4.
Хорошим компромиссом является установка розетки на 30 ампер снаружи вашего дома на колесах, а затем подключение ее к выходу инвертора дома на колесах. Если вам требуется инверторное питание, вы просто отсоединяете RV от берегового питания и подключаете его к новой розетке на 30 А. С одной модификацией, так устроен мой нынешний дом на колесах.
Если вам требуется инверторное питание, вы просто отсоединяете RV от берегового питания и подключаете его к новой розетке на 30 А. С одной модификацией, так устроен мой нынешний дом на колесах.
Вы помните, что преобразователь и инвертор никогда не должны быть одновременно включены? Без проблем. Я просто перевернул выключатель преобразователя перед включением преобразователя. То есть до тех пор, пока я не забыл его перевернуть и лег спать. Я торопливо встал, когда у меня загудел сигнал о низком заряде батареи на датчике дыма.
Реальность такова, что это должно было быть доказательством идиота. Решение состоит в том, чтобы получить реле (переключатель с электрическим управлением) с катушкой 120 В переменного тока и нормально замкнутыми (н.з.) контактами, которые рассчитаны как минимум на 10 А постоянного тока. На рисунке ниже показано, как его подключить. Подключите катушку реле к выходу инвертора. Затем отсоедините линию горячего питания от преобразователя и снова подключите ее через сетевой шнур. контакты реле. Теперь, когда инвертор включается или выключается, реле автоматически включает или выключает преобразователь.
контакты реле. Теперь, когда инвертор включается или выключается, реле автоматически включает или выключает преобразователь.
Удобнее всего установить реле на преобразователе или рядом с ним. Поскольку катушка реле потребляет очень небольшой ток, вы можете использовать 18 AWG (шнур лампы) или отрезать прочный удлинительный шнур для наружного применения, если он нуждается в физической защите. Если у вашего реле есть дополнительные контакты, просто игнорируйте их.
Установка инвертораRV – дистанционный переключатель
Если вы купили дистанционный переключатель для вашего инвертора, вам необходимо его подключить. Обычно они подключаются стандартным телефонным кабелем.Если вам нужен кабель длиннее, чем тот, который был в комплекте с переключателем, он может иметь слишком большое сопротивление для работы. Если ваш более длинный кабель не работает, вам придется заменить кабель на провод большего сечения. Купите 4 проводника, кабель 18 AWG . Отрежьте примерно 1 фут от каждого конца прилагаемого телефонного кабеля и вставьте новый провод.
Отрежьте примерно 1 фут от каждого конца прилагаемого телефонного кабеля и вставьте новый провод.
Для справки вы можете посмотреть видео об установке инвертора на автофургоне в прицеп с пятым колесом Keystone Cougar 276RLSWE.
Теперь, если повезет, установка инвертора для дома на колесах должна быть завершена:
1.Вы позаботились о том, чтобы не разрушить его, подавая в него береговую энергию.
2. Вы уверены, что преобразователь никогда не будет питаться от преобразователя.
3. Поздравляю. Включите его, отправляйтесь в путь и уходите от сети!
Установка инвертора мощности| Magnum Dimensions
Введение
Успех установки инвертора постоянного тока в переменный зависит главным образом от методов и материалов, используемых для установки.Инверторы с низким входным напряжением постоянного тока (12 или 24 В постоянного тока) требуют высоких входных токов постоянного тока. Например, чтобы обеспечить ток 15 ампер при 120 вольт переменного тока (1800 Вт) от 12-вольтовой батареи, постоянный ток приблизится к 180 ампер! Как мы можем безопасно и эффективно подавать такой высокий ток в инвертор? Эта статья проведет вас через успешную установку инвертора мощности.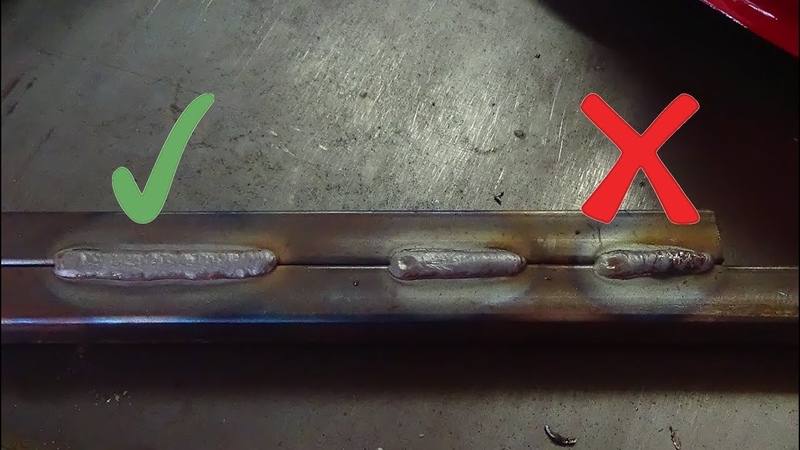
Мы начинаем с предположения, что были выбраны три основных компонента системы – инвертор, аккумулятор и генератор.При установке и подключении этих компонентов мы будем следовать стандартам и рекомендуемым методам, описанным в:
- Национальная ассоциация пожарной безопасности и защиты (NFPA)
- Национальное руководство по электротехническим нормам – NEC 96
- Общество автомобильных инженеров (SAE)
- SAE Справочник Тома 1-4
Установка инвертора
При использовании существующего генератора переменного тока и батареи, каковы системные ограничения для практической установки инвертора с использованием существующего генератора переменного тока и батареи под капотом? Большинство грузовых автомобилей имеют генератор переменного тока на 100–130 ампер вместе с одной или двумя батареями группы 27.Хотя генератор не может справиться с непрерывным потреблением тока полной нагрузки более 50 ампер, его может хватить для кратковременного использования энергии. Во многих случаях использование электроэнергии для выполнения работы является прерывистым (использование инструментов включается и выключается в течение коротких периодов времени). В этих случаях генератор может «не отставать» от потребляемой мощности и заряжать аккумулятор. В таких грузовиках было много успешных установок инвертора мощностью 2300 Вт.
Во многих случаях использование электроэнергии для выполнения работы является прерывистым (использование инструментов включается и выключается в течение коротких периодов времени). В этих случаях генератор может «не отставать» от потребляемой мощности и заряжать аккумулятор. В таких грузовиках было много успешных установок инвертора мощностью 2300 Вт.
Другие успешные установки меньшего размера состоят из инверторной системы мощностью 1100 Вт в небольшом фургоне или грузовике:
- Генератор с номиналом не менее 85 Ампер.
- Батарея глубокого разряда, группа 27 или больше.
- Провод от инвертора к батарее – 2 калибра на расстоянии до 15 футов (расстояние в одну сторону)
Если используются более крупные инверторы, чем они, или где требуется более продолжительное питание, рекомендуется установить аккумуляторный блок как можно ближе к инвертору и модернизировать систему генератора.
Установка инвертора (см. Рис. 1) Отсек:
Силовой инвертор является электронным устройством и поэтому в некоторой степени чувствителен к внешним факторам. Резкие перепады температур, влажность и воздушные загрязнения, которые будут попадать в корпус при работе охлаждающего вентилятора, могут сократить срок службы. Некоторые области, которые следует избегать установки инвертора, находятся под капотом, на полу над вытяжной системой или в закрытых местах, где может конденсироваться влага. В идеале отсек инвертора должен быть чистым, сухим, прохладным отсеком с небольшой вентиляцией. Обратите внимание, что инвертор не может находиться в зоне, где присутствуют пары горючего топлива, потому что переключение компонентов может вызвать воспламенение.Также не должно быть коррозионных паров аккумулятора.
Резкие перепады температур, влажность и воздушные загрязнения, которые будут попадать в корпус при работе охлаждающего вентилятора, могут сократить срок службы. Некоторые области, которые следует избегать установки инвертора, находятся под капотом, на полу над вытяжной системой или в закрытых местах, где может конденсироваться влага. В идеале отсек инвертора должен быть чистым, сухим, прохладным отсеком с небольшой вентиляцией. Обратите внимание, что инвертор не может находиться в зоне, где присутствуют пары горючего топлива, потому что переключение компонентов может вызвать воспламенение.Также не должно быть коррозионных паров аккумулятора.
Установка инвертора:
Надежно закрепите инвертор болтами на платформе или перегородке. Оставьте не менее одного дюйма свободного пространства вокруг шкафа и особенно над шкафом для выхода теплого воздуха. Лицевая сторона инвертора и сторона, в которую входят большие кабели постоянного тока, должны быть видимыми и доступными для облегчения подключения, тестирования прерывателя замыкания на землю и просмотра индикаторов состояния.
Патрон предохранителя Установка:
Вся проводка от батареи должна быть защищена предохранителями соответствующего размера.Все предохранители и держатели предохранителей должны быть расположены в пределах 18 дюймов от аккумулятора (рисунки 2–5). Дополнительные держатели предохранителей могут потребоваться, если инвертор подключен к аккумуляторной батарее двигателя вместо генератора переменного тока или при обновлении проводки под капотом. Предохранитель вспомогательной аккумуляторной батареи защищает провода к инвертору и провода к генератору. Другой патрон предохранителя должен быть установлен на аккумуляторной батарее двигателя, если выполняется прямое подключение. Эти держатели предохранителей вспомогательной аккумуляторной батареи нельзя устанавливать в герметичном аккумуляторном отсеке из-за опасности взрыва, упомянутой ранее.Установите держатели предохранителей в удобном месте в пределах 18 дюймов от батареи и отметьте номинал предохранителя рядом с его держателем. Не вставляйте предохранители в держатели предохранителей, пока не будет завершена вся проводка.
Не вставляйте предохранители в держатели предохранителей, пока не будет завершена вся проводка.
Отсек для установки аккумуляторной батареи:
Область аккумуляторной батареи должна быть паронепроницаемой по отношению к салону автомобиля и иметь прямой выход наружу. Следует предположить, что водород постоянно выделяется из батареи. Этот газ легче воздуха и быстро выходит через отверстия в верхней части отсека.Отверстия в нижней части отсека будут пропускать свежий воздух. Установите несколько вентиляционных пробок в пределах одного дюйма от верха и низа этой области. Обратите внимание, что аккумулятор не может находиться в герметичной зоне, содержащей искрообразующее оборудование, такое как инвертор или предохранители, которые могут воспламенить газообразный водород.
Установка батареи:
Установите батарею, используя прижимы, поддоны или коробки. Закрепите на ровной чистой поверхности. Батарейные ящики должны быть вентилируемого типа для выхода газов.Оставьте пространство вокруг аккумулятора и особенно над аккумулятором для вентиляции, осмотра и обслуживания. Аккумулятор не должен перемещаться более чем на 1 дюйм в любом направлении, даже если он перевернут. Каркас из стального уголка вместе с защитным кожухом может быть изготовлен для больших систем.
Аккумулятор не должен перемещаться более чем на 1 дюйм в любом направлении, даже если он перевернут. Каркас из стального уголка вместе с защитным кожухом может быть изготовлен для больших систем.
Проводка постоянного тока:
1. Используйте кабель SGX
- Кабель из сшитого полиуретана SGX соответствует требованиям SAE J-1127 и производителя транспортных средств.
- Изоляция SGX отвечает требованиям высоких температур (125 ° C.) из J-1127.
- Обратитесь к AN102, чтобы определить подходящий калибр кабеля и предохранитель для вашего приложения.
- Sensata может поставить комплектные кабельные сборки с предохранителями и держателями предохранителей.
2. Схемы подключения
- На рисунках 2 и 3 показаны схемы для меньшего инвертора (1000 Вт или меньше), в котором не устанавливается вспомогательная батарея.
- На рис. 4 представлена схема более крупного инвертора (1000 Вт или более), в котором устанавливаются одна или несколько вспомогательных батарей.
- На рис. 5 представлена схема инвертора большего размера, в котором устанавливаются одна или несколько вспомогательных аккумуляторных батарей и кабели соединены с аккумуляторной батареей OEM.

3. Прокладка кабелей
См. Рис. 1. Проложите оба зарядных кабеля непосредственно к генератору. Не используйте шасси автомобиля в качестве проводника.
- При прохождении через перегородку используйте защитную резиновую втулку, чтобы предотвратить истирание изоляции. Закройте лишнее отверстие герметиком, чтобы предотвратить проникновение дыма.
- При прокладке кабеля под автомобилем закрепите кабели зажимами через каждые 18 дюймов, чтобы предотвратить заедание.Держите кабели подальше от приводного вала, выхлопной системы и топливопровода.
- При прокладке в моторном отсеке используйте высокотемпературный (300 ° C) ткацкий станок и прокладывайте как можно более прохладно.
Электропроводка переменного тока:
Проводка переменного тока должна быть многопроволочной медной жилой для обеспечения устойчивости к вибрации, а также должна быть защищена кабелепроводом. Маршрут вплотную к раме. Оберните изолентой гайки проводов на концах, потому что они могут быть ослаблены из-за вибрации.
Маршрут вплотную к раме. Оберните изолентой гайки проводов на концах, потому что они могут быть ослаблены из-за вибрации.
1. Используйте “кабель для лодки и грузовика” до 10 перечисленных AWGUL, соответствует спецификациям DOT
- Многожильный медный
- 16-10 AWG
- Неметаллический
2.Используйте кабель типа NM-B или жилы проводов для отдельных зданий выше 10AWG
- Внесены в список UL
- Многожильный медный
- Неметаллический
3. Используйте кабелепровод
- Металлический: используйте жесткие электрические металлические трубки
- Жесткие ПВХ Неметаллические 903: используйте
4. Используйте распределительные и розеточные коробки, которые соответствуют выбранной системе кабелепровода.
5. Соединение. Подключите многожильный медный провод №8 калибра №8 от соединительного наконечника на шасси инвертора к шасси автомобиля.Соединения должны плотно прилегать к голому металлу. Используйте звездчатые шайбы, чтобы избежать проникновения краски и коррозии. Это требование безопасности также снижает радиопомехи (преобразователь размеров внесен в список UL, его входные соединения постоянного тока изолированы от шасси).
Рисунок 1 Прокладка кабелей для установки инвертора:
Рекомендации по установке предохранителей между инвертором, батареями и генератором
Все предохранители в пределах 18 дюймов от батареи – Ссылка: 1996 NEC article 551-10 (e) – (4)Рисунок 2 Схема кабельной разводки инвертора (1000 Вт или меньше), без вспомогательных батарей, генератор OEM:
Рисунок 3 Схема подключения инвертора (1000 Вт или меньше), без вспомогательной батареи (-и), модернизированный генератор высокой выходной мощности: Рисунок 4 Схема подключения инвертора (1000 Вт или меньше) с вспомогательной батареей (-ами) (предпочтительный метод) Рисунок 5 Инвертор Схема кабельной разводки (1000 Вт или меньше), с вспомогательной батареей (-ами)
ПОДКЛЮЧЕНИЕ ПОСТОЯННОГО ТОКА
Концевая заделка кабеля:
Обрежьте кабель с помощью режущего инструмента для резки кабеля (рисунок 6). Снимите изоляцию с кабеля с помощью инструмента для зачистки кабеля вращающегося типа (рис. 7).
Снимите изоляцию с кабеля с помощью инструмента для зачистки кабеля вращающегося типа (рис. 7).
Подключение батареи может выполняться с помощью кольцевых (рисунок 8) или зажимных (рисунок 9) клемм. Подключите генератор переменного тока с помощью кольцевых клемм. Для соединений держателя предохранителей используйте кольцевые клеммы 5/16 “.
Обжимайте клеммы с помощью многогранного инструмента с длинной ручкой (рис. 10).
батарейный столб используйте клемму зажимного типа (рисунок 11).
Вся проводка и кабели моторного отсека должны быть на оплетке с высокой температурой (300 ° C) (рисунок 12).
Инверторные установки: руководство «Сделай сам»
Концепция проста: инвертор позволяет вам пользоваться удобствами наземных электрических устройств, таких как микроволновые печи, кофеварки, блендеры и телевизоры, без необходимости включать генератора или подключите к береговому источнику питания. В духе DIY-проектов мы расскажем, как выбрать и установить новый инвертор на лодку.Тем, у кого уже есть инвертор, мы рассмотрим некоторые из распространенных ошибок, которые следует искать при неправильной установке.
В духе DIY-проектов мы расскажем, как выбрать и установить новый инвертор на лодку.Тем, у кого уже есть инвертор, мы рассмотрим некоторые из распространенных ошибок, которые следует искать при неправильной установке.
Как работают инверторы и как выбрать подходящий?
Инверторы преобразуют мощность из постоянного в переменный, обычно с 12 В постоянного тока в 120 В переменного тока, что позволяет питать небольшие электрические устройства. При выборе инвертора важно тщательно продумать несколько факторов.
- Размер Инверторы различаются по размеру и измеряются мощностью. Чем больше инвертор, тем больше устройств вы можете запускать одновременно.По нашему опыту, самая популярная модель – 2000 Вт.
- Тип Есть два типа инверторов: модифицированная синусоида и истинная синусоида. Мы рекомендуем покупать истинную синусоиду для лучшей производительности – в конечном итоге более высокая стоимость того стоит. Недостатки, связанные с модифицированным синусоидальным инвертором, часто перевешивают его более низкую стоимость.
- Экономическая эффективность Большинство больших инверторов поставляются с зарядными устройствами. Покупка инвертора / зарядного устройства более рентабельна, чем покупка двух отдельных устройств.

Общие проблемы с существующими инверторными установками
При проведении электрических проверок мы видим много некачественных инверторных установок. Этого можно легко избежать
, зная о наиболее распространенных подводных камнях.
- Отсутствие переключателя на положительной проводке постоянного тока инвертора. Коды ABYC требуют включения / выключения . При обслуживании цепей переменного тока на вашем судне вам необходимо отключить инвертор. Переключатель включения / выключения на стороне постоянного тока имеет решающее значение для обеспечения выключения инвертора.
- Есть проблемы с закреплением . Для инверторов требуется очень точный предохранитель, и важно соблюдать стандарты ABYC, а также рекомендации производителя. Вот самые частые проблемы:
- Предохранитель находится в конце цепи. Это неверно; предохранитель должен быть ближе к батареям, а не к инвертору.
- Установлен предохранитель неправильного типа. Для инверторов требуется предохранитель класса T, а не предохранитель ANL.
- Предохранитель неправильного размера.Вы должны установить предохранитель в соответствии с рекомендациями производителя.
- Инвертор находится в неправильном месте на лодке . Инверторы не защищены от воспламенения и не могут быть установлены в потенциально взрывоопасной среде, например, в машинном отделении с бензиновым двигателем.
- Большие нагрузки переменного тока подключены к инвертору . Такие приборы, как водонагреватели и плиты, имеют большие нагрузки переменного тока. Следует избегать таких больших нагрузок на любом инверторе, потому что они разряжают батареи.Как правило, аккумуляторная батарея никогда не нагревается, поскольку она потребляет слишком много энергии. Лучше использовать генератор или подключаться к береговому источнику питания для больших нагрузок переменного тока.
- Для заземления шасси используется провод 10 или 12 калибра . Поскольку инвертор имеет соединения как переменного, так и постоянного тока, заземление шасси должно обеспечивать защиту до самого большого провода. Следовательно, заземляющие соединения шасси всегда должны быть равны или на один размер меньше, чем самый большой провод постоянного тока, питающий инвертор.
 Вот самые частые проблемы:
Вот самые частые проблемы: Лучше использовать генератор или подключаться к береговому источнику питания для больших нагрузок переменного тока.
Лучше использовать генератор или подключаться к береговому источнику питания для больших нагрузок переменного тока.Пошаговый процесс установки инвертора
- Найдите подходящее место для инвертора . Ориентация инвертора должна соответствовать рекомендациям конкретного производителя. Лучше всего располагать его рядом с батареями, но не прямо над ними, чтобы минимизировать длину провода и, следовательно, размер провода. Чем длиннее провод, тем дороже установка, что часто увеличивает затраты на сотни долларов. Также помните, что свинцово-кислотные батареи выделяют едкие газы. Если на вашей лодке есть свинцово-кислотные батареи, особенно важно не располагать инвертор прямо над ними.
- Проложите провод переменного тока от панели переменного тока к инвертору. Это самая сложная часть установки инвертора. Убедитесь, что вы подробно прочитали различные конфигурации проводки в инструкции производителя. Есть много способов интегрировать инвертор переменного тока в панель переменного тока. Исходя из нашего опыта, наиболее популярный подход состоит в том, чтобы основной вход переменного тока инвертора находился после главного выключателя переменного тока на вашей лодке.Как правило, основной вход переменного тока разделяется на два пути. Один ведет непосредственно к инвертору через соответствующий провод переменного тока (например, 10/3 на модели мощностью 2000 Вт), а другой идет напрямую к неинверторным нагрузкам переменного тока на существующей панели переменного тока.
- Разделите существующие нагрузки переменного тока на две субпанели переменного тока . На этом этапе убедитесь, что береговое питание отключено, а аккумуляторная батарея изолирована. Важно фиксировать только те нагрузки переменного тока, которые вы действительно хотите использовать от своих батарей.Существующая панель переменного тока должна быть разделена на субпанель переменного тока и инвертора переменного тока. Эта субпанель инвертора переменного тока может включать в себя розетки переменного тока, микроволновую печь и телевизоры. Важно разделить не только незаземленные провода переменного тока (горячий и черный по цвету), но также и заземленные провода переменного тока (нейтральный и белый цвет) на отдельной заземленной шине переменного тока инвертора. К сожалению, заземленные провода редко маркируются, и это делает процесс проверки незаземленных и заземленных пар очень трудоемким.
- Направить выход инвертора переменного тока на субпанель инвертора переменного тока . На этом этапе подключите выход переменного тока инвертора к вспомогательной панели переменного тока инвертора, как указано выше. Эта вспомогательная панель инвертора переменного тока должна питаться только через выход переменного тока инвертора, а не через основное питание переменного тока.
- Проложите положительные и отрицательные соединения постоянного тока от аккумуляторной батареи к инвертору . Чтобы предотвратить натирание проволоки и связанную с этим опасность возгорания, убедитесь, что провода постоянного тока имеют надлежащую опору на протяжении всей их трассы через каждые 10 дюймов, и по возможности используйте защиту от истирания.Наши специалисты любят использовать извилистые трубки для дополнительной защиты от истирания.
- Подключите выключатель постоянного тока и предохранитель класса T для питания постоянного тока к инвертору . Выключатель постоянного тока должен быть рассчитан на поддержку максимальной продолжительной силы тока вашего инвертора. Установка выключателя-разъединителя меньшего размера представляет опасность пожара. Правильное расположение предохранителя класса T имеет решающее значение, особенно если вы используете предохранитель класса T для защиты как самого инвертора, так и провода. В таких случаях вам нужно, чтобы предохранитель класса T располагался как можно ближе к батарейному блоку. Обязательно следуйте инструкциям производителя при выборе предохранителя класса T.
- Подключите заземление корпуса инвертора к отрицательной точке распределения . Заземление корпуса защищает провода переменного и постоянного тока (а зеленый провод заземления защищает заземление переменного тока). Следовательно, проводное соединение должно быть равным или на один размер меньше, чем самый большой провод, подключенный к инвертору.Например, для инвертора на 2000 Вт с проводным подключением 2/0 требуется заземление шасси 2/0 или 1/0.
- Установите датчик температуры аккумуляторной батареи в правильном месте в аккумуляторном блоке . Если ваш инвертор оснащен функцией зарядки, очень важно расположить датчик температуры на батареях, а не на инверторе / зарядном устройстве. В частности, он должен быть размещен на самой теплой батарее в группе батарей, обычно на средней. Если это сделать неправильно, произойдет тепловой разгон (подробнее о тепловом разгоне см. Статью Tech Talk за октябрь 2012 г.).
- Смонтируйте удаленную панель для управления и контроля инвертора / зарядного устройства . Удаленный дисплей должен быть установлен в месте, где можно легко наблюдать за состоянием инвертора, а также отслеживать любые проблемы или неисправности. Панели дистанционного управления не являются погодоустойчивыми или водонепроницаемыми, поэтому размещайте панель в таком месте, где ее нельзя будет повредить.
 Если на вашей лодке есть свинцово-кислотные батареи, особенно важно не располагать инвертор прямо над ними.
Если на вашей лодке есть свинцово-кислотные батареи, особенно важно не располагать инвертор прямо над ними. На этом этапе убедитесь, что береговое питание отключено, а аккумуляторная батарея изолирована. Важно фиксировать только те нагрузки переменного тока, которые вы действительно хотите использовать от своих батарей.Существующая панель переменного тока должна быть разделена на субпанель переменного тока и инвертора переменного тока. Эта субпанель инвертора переменного тока может включать в себя розетки переменного тока, микроволновую печь и телевизоры. Важно разделить не только незаземленные провода переменного тока (горячий и черный по цвету), но также и заземленные провода переменного тока (нейтральный и белый цвет) на отдельной заземленной шине переменного тока инвертора. К сожалению, заземленные провода редко маркируются, и это делает процесс проверки незаземленных и заземленных пар очень трудоемким.
На этом этапе убедитесь, что береговое питание отключено, а аккумуляторная батарея изолирована. Важно фиксировать только те нагрузки переменного тока, которые вы действительно хотите использовать от своих батарей.Существующая панель переменного тока должна быть разделена на субпанель переменного тока и инвертора переменного тока. Эта субпанель инвертора переменного тока может включать в себя розетки переменного тока, микроволновую печь и телевизоры. Важно разделить не только незаземленные провода переменного тока (горячий и черный по цвету), но также и заземленные провода переменного тока (нейтральный и белый цвет) на отдельной заземленной шине переменного тока инвертора. К сожалению, заземленные провода редко маркируются, и это делает процесс проверки незаземленных и заземленных пар очень трудоемким. Эта вспомогательная панель инвертора переменного тока должна питаться только через выход переменного тока инвертора, а не через основное питание переменного тока.
Эта вспомогательная панель инвертора переменного тока должна питаться только через выход переменного тока инвертора, а не через основное питание переменного тока. В таких случаях вам нужно, чтобы предохранитель класса T располагался как можно ближе к батарейному блоку. Обязательно следуйте инструкциям производителя при выборе предохранителя класса T.
В таких случаях вам нужно, чтобы предохранитель класса T располагался как можно ближе к батарейному блоку. Обязательно следуйте инструкциям производителя при выборе предохранителя класса T. Если это сделать неправильно, произойдет тепловой разгон (подробнее о тепловом разгоне см. Статью Tech Talk за октябрь 2012 г.).
Если это сделать неправильно, произойдет тепловой разгон (подробнее о тепловом разгоне см. Статью Tech Talk за октябрь 2012 г.). Установка инвертора на лодку – отличный проект, сделанный своими руками. Если у вас возникли проблемы с выполнением шагов, обратитесь за помощью к квалифицированному морскому электрику.Хотя вам нужно уделять особое внимание мелким деталям, правильное выполнение этого может сэкономить время и деньги в будущем. В конце концов, у вас будет инвертор, который поможет вам наслаждаться домашним комфортом на лодке.
Об авторе: Джефф Кот (Jeff Cote) – инженер-системотехник и владелец Pacific Yacht Systems, магазина полного сервиса, поставляющего морские электрические и навигационные решения для прогулочных судов. Посетите их веб-сайт и блог для получения информации и статей о морских электрических системах, проектах и многом другом: www.pysystems.ca.
Как подключить инвертор вне сети
Автономные солнечные установки – отличный выбор для многих, от тех, кто живет в домах на колесах и фургонах, до людей, которые строят усадьбы в отдаленных районах. В автономных солнечных системах используются батареи для хранения энергии, вырабатываемой солнечными панелями. Инверторы играют важную роль в автономных солнечных установках и позволяют безопасно и эффективно обеспечивать питание ваших устройств и приборов. Как вы настраиваете инверторы в автономной системе? Что я должен учитывать при построении моей системы?
Что такое солнечная энергия вне сети? Автономные солнечные системы или автономные энергосистемы вырабатывают достаточно энергии за счет использования солнечных панелей и аккумуляторов без необходимости подключения к электросети. Автономные системы исторически часто были недоступны для большинства людей из-за высокой стоимости инверторов и батарей. Однако цены продолжают падать, а технологии продолжают совершенствоваться, делая их более доступными с финансовой точки зрения для большего числа людей. Renogy предлагает наборов солнечных батарей , разработанных специально для автономного использования вдали от электросети. Эти автономные комплекты поставляются в основном со всем, что вам нужно для питания вашей хижины, дома, и являются отличным дополнением к навесам, крошечным домам или любым другим типам удаленных систем.В дополнение к этим комплектам вам потребуется приобрести инвертор.
Автономные системы исторически часто были недоступны для большинства людей из-за высокой стоимости инверторов и батарей. Однако цены продолжают падать, а технологии продолжают совершенствоваться, делая их более доступными с финансовой точки зрения для большего числа людей. Renogy предлагает наборов солнечных батарей , разработанных специально для автономного использования вдали от электросети. Эти автономные комплекты поставляются в основном со всем, что вам нужно для питания вашей хижины, дома, и являются отличным дополнением к навесам, крошечным домам или любым другим типам удаленных систем.В дополнение к этим комплектам вам потребуется приобрести инвертор.
Нужен ли мне инвертор в автономной системе?
Инверторы служат шлюзом между фотоэлектрической системой и устройствами и приборами, потребляющими энергию из вашей системы. Они превращают выход постоянного тока, получаемый от солнечных панелей, в переменный ток переменного тока, который является стандартом, используемым всеми коммерческими приборами.
Вам понадобится инвертор для преобразования постоянного тока в переменный для питания большинства приборов и устройств, от портативных компьютеров до микроволновых печей.
Как инверторы настроены в автономных системах?В автономных системах контроллер заряда отправляет мощность в аккумуляторную батарею, а затем инвертор преобразует постоянный ток в переменный для дома. Автономные инверторы, известные как автономные инверторы, нуждаются в батарейном блоке для работы. При выборе автономных солнечных инверторов важно, чтобы выходная мощность инвертора была достаточно большой, чтобы выдерживать нагрузки системы. Многие автономные солнечные инверторы включают в себя зарядное устройство для пополнения заряда батареи.
Как подключить инвертор к батарее?
Инверторы мощностью более 500 Вт должны быть подключены напрямую к батарее. В руководстве пользователя вашего инвертора будет указано, какой размер кабеля вы должны использовать. Размер кабеля также зависит от расстояния между инвертором и аккумулятором. Всегда полезно использовать самый короткий практичный кабель. При подключении инвертора к батарее мы рекомендуем использовать устройство защиты от перегрузки по току, такое как предохранитель или автоматический выключатель, между двумя устройствами.
Всегда полезно использовать самый короткий практичный кабель. При подключении инвертора к батарее мы рекомендуем использовать устройство защиты от перегрузки по току, такое как предохранитель или автоматический выключатель, между двумя устройствами.
переменного и постоянного тока также необходимы для всех систем. В автономных солнечных системах между батареей и инвертором устанавливается разъединитель постоянного тока. Он используется для отключения тока, протекающего между двумя компонентами, и важен для технического обслуживания, поиска и устранения неисправностей и защиты от электрических пожаров.
Чем автономные инверторы отличаются от инверторов, привязанных к сети?
Автономные инверторы отличаются от сетевых инверторов тем, что они не созданы для связи с электросетью и не включают в себя необходимые средства защиты, присутствующие в сетевых инверторах, например, защиту от изолирования.Это когда инвертор отключается, если он обнаруживает проблему с сетью, например, отключение электроэнергии.
Могу ли я использовать модифицированный синусоидальный инвертор в автономных приложениях?
Да! Сетевые системы требуют, чтобы вы использовали инверторы чистой синусоидальной волны, потому что коммунальное предприятие выдает чистые синусоидальные волны. Однако, поскольку вы работаете с независимой системой, вы можете использовать модифицированный синусоидальный инвертор. Помните, что некоторые приборы и устройства не будут работать с модифицированными синусоидальными инверторами, например медицинское оборудование.Кроме того, во многих случаях вы услышите гудение от устройств, подключенных к модифицированному синусоидальному инвертору.
Можно ли подключить инвертор к сети?
Не рекомендуется из соображений безопасности.
Солнечные инверторы какого размера мне нужны для моей системы? Солнечные инверторы бывают разных размеров. Как и солнечные панели, инверторы измеряются в ваттах. Поскольку ваш солнечный инвертор преобразует электроэнергию постоянного тока, поступающую от панелей, ваш солнечный инвертор должен иметь возможность обрабатывать всю мощность, производимую вашим массивом. Как правило, вы должны соответствовать мощности вашей солнечной панели. Так что, если у вас есть солнечная панель мощностью 3000 Вт, вам понадобится инвертор мощностью не менее 3000 Вт. Нужна помощь в принятии решения о том, сколько солнечной энергии вам понадобится для удовлетворения ваших потребностей в энергии? Используйте солнечный калькулятор Renogy , чтобы определить свои потребности.
Renogy имеет синусоидальных инверторов мощностью от 700 до 3000 Вт. Инверторные зарядные устройства также являются отличным вариантом для тех, кто живет за пределами сети, которые также могут иногда подключаться к береговому источнику питания.Помимо преобразования постоянного тока в переменный, инверторное зарядное устройство Renogy 2000 Вт с чистой синусоидой может заряжать и обслуживать аккумуляторную батарею при подключении к береговому источнику питания.
Аккумуляторная батарея какого размера нужна для питания автономного дома?
Как упоминалось ранее, автономным инверторам для правильной работы требуется аккумуляторная батарея. Убедитесь, что у вас аккумулятор подходящего размера. Автономные системы должны быть рассчитаны и спроектированы таким образом, чтобы соответствовать различным потребностям в течение года, особенно зимой, когда меньше солнечного света. Всегда устанавливайте размер солнечных панелей немного больше, чем размер батарейного блока, чтобы иметь возможность компенсировать такие факторы, как потеря энергии из-за износа системы, колебаний мощности и падения напряжения.
При выборе размера аккумуляторной батареи следует учитывать количество дней, в течение которых вы можете обходиться без солнечного света, количество энергии, которое вам понадобится для всех ваших устройств и приборов, а также количество вольт, которое вырабатывает ваша система. Например, если у вас 48-вольтная система, вам понадобится достаточно батарей для хранения 48 вольт или чуть меньше.
Еще одна вещь, которую следует учитывать, – это емкость хранилища. Если в вашем районе меньше солнечного света, вам понадобится больше батарей, чтобы вы могли хранить больше ампер-часов энергии.Чем больше ампер-часов, тем больше времени потребуется для истощения вашего запаса мощности. Для определения размера вашей системы мы рекомендуем использовать калькулятор солнечных батарей Renogy .
Заключение
Если вы живете в удаленном районе или на открытой дороге без надежного и доступного доступа к сети, внесетевые солнечные батареи могут стать отличным способом удовлетворить ваши потребности в энергии. Понимание того, как инверторы конфигурируются и используются в автономных системах, поможет вам встать на верный путь к созданию безопасной, эффективной и мощной солнечной установки, которая удовлетворит все ваши потребности в энергии.
Выбор и установка автомобильного инвертора в автомобиль или грузовик
Инверторы – это удобные устройства, которые принимают вход 12 В постоянного тока и обеспечивают выход переменного тока 110 В или 220 В во многих странах. Проще говоря, они берут электричество, которое доступно от прикуривателя или дополнительной розетки в вашем автомобиле или грузовике, и превращают его в электричество, которое поступает из электрических розеток в вашем доме.
Это может быть чрезвычайно полезно в автомобиле, грузовике или трейлере, потому что значительно увеличивает количество типов электроники, которые вы можете использовать в дороге.Поскольку почти все ваши домашние гаджеты и электроника работают на переменном токе, добавление инвертора мощности к вашему автомобилю позволяет вам взять устройство, которое обычно можно использовать только дома, и использовать его в дороге.
Полезность, обеспечиваемая хорошим инвертором мощности, особенно полезна для продавцов, водителей грузовиков и других людей, которые проводят много времени в своих транспортных средствах, но автомобильный инвертор также может быть спасением в долгой поездке, походе или в походе. куча других обстоятельств.
Инверторыполезны, но у них есть ограничения. Количество мощности, которое может обеспечить инвертор, ограничено конструкцией самого инвертора и методом, который вы используете для его подключения к электрической системе вашего автомобиля. Некоторое оборудование и приборы, такие как холодильники, потребляют огромное количество электроэнергии при первом включении или периодически во время использования, что может быть проблемой, если инвертор недостаточно велик, чтобы справиться с перенапряжением.
Как установить автомобильный инвертор питания
Автомобильный инвертор – единственный способ использовать множество гаджетов, когда вы находитесь вдали от дома, но есть несколько вещей, которые следует учитывать, прежде чем покупать и устанавливать его.Изображение любезно предоставлено Энди Артуром через Flickr (Creative Commons 2.0)Если вы подумываете об установке автомобильного инвертора мощности, есть три основных момента, о которых вам нужно подумать, прежде чем нажимать на курок:
- Требования к питанию портативных устройств – Инвертор должен обеспечивать питание, достаточное для всех устройств, которые вы хотите подключить одновременно.
- Места установки инвертора – Инверторы можно установить где угодно, но вам нужно подумать о доступности для подключения устройств, о том, как вы собираетесь подключать его к источнику питания и заземлению, и сможет ли он безопасно рассеивать тепло, которое он выделяет во время использования.
- Проблемы с электропроводкой силового инвертора – Вы можете подключить небольшие инверторы непосредственно к прикуривателю или дополнительной розетке. Инверторы большего размера должны быть подключены непосредственно к батарее с помощью большого линейного предохранителя.
Первое и самое важное соображение – это то, сколько энергии требуется вашему устройству, так как это будет определять размер вашего инвертора, метод установки и место установки.
Мы рассмотрим это подробнее на следующих шагах, но вот некоторые приблизительные требования к питанию, чтобы вы могли начать:
- Переносной обогреватель: 1500 Вт
- Стандартный фен: 1500 Вт
- Мини-холодильник: 100 Вт (500 Вт при запуске)
- 17-дюймовый ноутбук: 90 Вт (меньше для моделей меньшего размера)
- Чугунная пластина: 1500 Вт (1100 для моделей спиральных горелок)
Требования к питанию vs.Мощность генератора
Если ваши потребности в мощности достаточно высоки, вам может понадобиться генератор с высокой выходной мощностью. Изображение любезно предоставлено Джейсоном Янгом через Flickr (Creative Commons 2.0)Требования к питанию портативного устройства
Чтобы определить подходящий размер инвертора, необходимо умножить силу тока вашего устройства на вольты, что обеспечит требуемую мощность:
В x A = Ш
Например, предположим, что вы обновили свою старую PS3 до PS4 или Xbox 360 до Xbox One и не знаете, что делать со старой консолью.Эти консоли могут быть не очень портативными или самым простым способом добавить автомобильные игры к вашему автомобилю, но вы легко можете использовать одну из них, чтобы она действовала как ядро автомобильной мультимедийной системы DIY.
Рейтинг блока питания Xbox 360 показывает, что он потребляет 4 А при 110 В, поэтому, если вы хотите поиграть в Xbox 360 в машине, вы должны взять эти числа и подключить их к указанной выше формуле:
110 В x 4 А = 440 Вт
В этом случае вам понадобится инвертор мощностью не менее 440 Вт.Однако важно отметить, что вам нужно будет найти тот, который может обеспечить непрерывную мощность 440 Вт, а не пиковую мощность 440 Вт. Вам также понадобится инвертор большего размера, если вы хотите подключить что-нибудь одновременно с Xbox.
Преобразователи мощности и мощности генератора
Другая сторона уравнения – это то, сколько мощности способен выдать ваш генератор переменного тока. Иногда вы можете найти этот номер, посмотрев на свой генератор, но, возможно, вам придется обратиться к местному дилеру, чтобы получить точный номер.Если у вас возникнут проблемы с поиском точных цифр, автомастерская (или любая ремонтная мастерская с необходимым оборудованием) сможет проверить реальную выходную мощность и потребление вашего автомобиля.
Большинство генераторов переменного тока способны выдавать больше ватт, чем потребляет стандартная электроника, и они обычно могут работать с дополнительной электроникой, такой как усилители, но точная мощность варьируется от одной марки и модели к другой. Если вы хотите использовать на инверторе много энергоемкого оборудования, вам может потребоваться установка высокопроизводительного генератора переменного тока.
Если вы водите грузовик, в котором есть место для дополнительной батареи, неплохо было бы воспользоваться этой ситуацией. Это особенно верно, если вы хотите использовать инвертор при выключенном двигателе, поскольку добавление дополнительной батареи поможет гарантировать, что вы не разряжаете основную батарею до точки, при которой автомобиль не заводится.
Расположение автомобильного инвертора
Местоположение является жизненно важным соображением из-за простоты использования и проблем с проводкой. Изображение любезно предоставлено Энди Артуром через Flickr (Creative Commons 2.0)Первый шаг в установке автомобильного инвертора питания – решить, где вы собираетесь его установить. Некоторые места, которые следует учитывать, включают:
- В багажнике
- Под сиденьем
- Внутри перчаточного ящика
- Крепится к половицам
- Размещается под приборной панелью
При рассмотрении возможных мест установки важно подумать как о том, откуда будет поступать ваше питание, так и о том, насколько легко будет подключить ваши устройства.Если вы хотите запустить электронику в основном салоне вашего автомобиля, то установка багажника может оказаться неудобной. С другой стороны, при других обстоятельствах это может быть отличное место.
Также важно учитывать рассеивание тепла. Инверторы обычно поставляются со встроенными вентиляторами, и многие из них на самом деле спроектированы как большие радиаторы. Если у вашего инвертора есть вентилятор, вам нужно найти место для установки, где не будет блокироваться воздушный поток.
Установка временного автомобильного инвертора
Если у вас нет больших требований к мощности, временная установка – хороший выбор.Изображение любезно предоставлено Бреттом Левином через Flickr (Creative Commons 2.0)Самый простой способ установить автомобильный инвертор – просто подключить его к розетке на 12 В. Эти розетки традиционно использовались для зажигалок, но многие новые автомобили полностью отказываются от зажигалок. Некоторые автомобили также имеют несколько розеток или удаленных розеток в дополнение к той, которая расположена на центральной консоли.
Поскольку прикуриватель или розетка на 12 В подключены к цепи, которая обычно включает в себя другую электронику, существует ограничение на то, сколько энергии вы можете получить от нее.По этой причине многие инверторы для прикуривателей искусственно ограничивают доступную мощность при использовании этого типа подключения.
Это серьезный недостаток, если вы хотите использовать энергоемкие устройства, но это компромисс в отношении того, насколько легко просто подключить инвертор к розетке для аксессуаров и использовать его. Эти сменные инверторы отлично подходят для ноутбуков и других небольших электронных устройств. Некоторые из них даже включают в себя встроенные USB-разъемы для питания мобильных телефонов, устройств GPS и всего остального, что использует стандартное USB-соединение.
Для более энергоемкого оборудования и постоянных установок вам потребуется выполнить некоторые электромонтажные работы.
Установка постоянного автомобильного инвертора: встроенный предохранитель
Встроенный предохранитель необходим, если вы получаете питание прямо от батареи. Изображение любезно предоставлено Энди Артуром через Flickr (Creative Commons 2.0)Один из способов постоянного подключения автомобильного инвертора – это либо подключиться к проводу питания, либо перейти прямо к батарее. Если вы решите перейти прямо к батарее, вам нужно будет найти, где жгут проводов проходит через брандмауэр, и протолкнуть собственный провод питания.
После подключения к батарее встроенный предохранитель гарантирует, что ничего не расплавится или не загорится при включении инвертора.
Если вы подключитесь к существующему проводу питания, вы легко можете столкнуться с тем же набором проблем, с которым сталкиваетесь при подключении к розетке прикуривателя. Вот почему так важно, чтобы вы хорошо понимали, что находится в той или иной цепи, прежде чем подключаться к ней.
Добавление значительной силовой нагрузки к существующему проводу питания и цепи может вызвать проблемы, поэтому прямой переход к блоку предохранителей – хорошая идея, если вы не хотите протыкать провод через межсетевой экран.
Установка постоянного автомобильного инвертора: Блок предохранителей
Использование пустого слота в блоке предохранителей – это самый чистый способ подключения автомобильного инвертора, но не самый простой. Изображение любезно предоставлено Энрике Пинто через Flickr (Creative Commons 2.0)Некоторые блоки предохранителей расположены под капотом, но многие из них удобно расположены где-то под приборной панелью. Это делает блок предохранителей хорошим местом для подключения автомобильного инвертора, если вас не интересует протягивать проволоку через брандмауэр.
Если в вашем блоке предохранителей есть пустые гнезда, обычно это хорошее место. Вы можете либо установить новый предохранитель в пустой слот и вставить его в заднюю часть блока предохранителей, либо использовать лопаточный соединитель для подключения непосредственно к передней части блока предохранителей.
Добавление нового предохранителя выглядит чище, но воткнуть лопаточный разъем немного проще. Однако вам нужно будет добавить встроенный предохранитель, если вы решите пойти по этому пути. Если вы не включите предохранитель где-нибудь в цепи, вы можете загореться внутри вашего автомобиля, если что-то пойдет не так.
При подаче питания от блока предохранителей вы также должны проверить, всегда ли на соединение подается питание или оно подается только при включенном зажигании. Если вы хотите иметь возможность постоянно подключаться к инвертору, вам понадобится соединение, которое всегда будет горячим, а использование того, которое нагревается только при включенном зажигании, предотвратит случайную разрядку аккумулятора.
После того, как вы решили, как вы собираетесь подключить свой инвертор к электрической системе вашего автомобиля, вы также можете подумать, нужен ли вам синусоидальный инвертор или нет.Хотя большинство приложений не требуют дополнительных затрат, есть некоторая электроника, которая может быть повреждена модифицированным синусоидальным инвертором.
Спасибо, что сообщили нам!
Расскажите, почему!
Другой Недостаточно деталей Сложно понять Основы электромонтажа солнечных панелей: введение в натягивание солнечных панелей
Электропроводка солнечных панелей (также называемая натяжкой) и способ соединения солнечных панелей – фундаментальная тема для любого установщика солнечных батарей. Вам необходимо понять, как различные конфигурации струн влияют на напряжение, ток и мощность солнечной батареи.Это позволяет выбрать подходящий инвертор для массива и убедиться, что система будет работать эффективно.
Ставки высоки. Если напряжение вашего массива превышает максимальное значение инвертора, производство будет ограничено тем, что инвертор может выводить (и в зависимости от степени, срок службы инвертора может сократиться). Если напряжение массива слишком низкое для выбранного вами инвертора, система также будет недостаточно производительной, поскольку инвертор не будет работать, пока не будет достигнуто его «пусковое напряжение».Это также может произойти, если вы не учтете, как тень будет влиять на напряжение системы в течение дня.
К счастью, современное программное обеспечение для солнечной энергетики может справиться с этой сложностью за вас. Например, Aurora автоматически сообщит вам, является ли длина вашей строки приемлемой, или даже система за вас. Тем не менее, как профессионалу в солнечной энергетике, по-прежнему важно понимать правила, определяющие размер струны.
В этой статье мы рассмотрим основные принципы натяжения в системах с инвертором струн и то, как определить, сколько солнечных панелей должно быть в струне.Мы также рассматриваем различные варианты натяжения, такие как последовательное соединение солнечных панелей и параллельное соединение солнечных панелей.
Электропроводка панели солнечных батарей– сложная тема, и мы не будем вдаваться во все детали в этой статье, но независимо от того, являетесь ли вы новичком в отрасли и только изучаете принципы проектирования солнечных батарей, или ищете что-то новое, мы надеемся, что это Primer дает полезный обзор некоторых ключевых концепций.
Основные электрические термины, которые необходимо понять при подключении солнечных панелей
Чтобы понять правила электромонтажа солнечных панелей, необходимо понимать несколько ключевых электрических терминов – в частности, напряжение, ток и мощность – и то, как они соотносятся друг с другом.
Чтобы понять эти концепции, можно провести аналогию с электричеством, как с водой в резервуаре. Чтобы расширить аналогию, более высокий уровень воды подобен более высокому напряжению – существует большая вероятность того, что что-то произойдет (ток или поток воды), как показано ниже.
Что такое напряжение?
Напряжение, сокращенно В и измеряемое в вольтах, определяется как разница электрических зарядов между двумя точками в цепи. Именно эта разница в заряде заставляет электричество течь.Напряжение – это мера потенциальной энергии или потенциальное количество энергии, которое может быть высвобождено.
В солнечной батарее на напряжение влияет ряд факторов. Во-первых, количество солнечного света (освещенность) на массиве. Как вы могли предположить, чем больше освещенность панелей, тем выше будет напряжение.
Температура также влияет на напряжение. По мере увеличения температуры уменьшается количество энергии, производимой панелью (см. Наше обсуждение температурных коэффициентов для более подробного обсуждения этого).В холодный солнечный день напряжение солнечной батареи может быть намного выше обычного, в то время как в очень жаркий день напряжение может значительно снизиться.
Что сейчас?
Электрический ток (обозначенный в уравнениях буквой «I») определяется как скорость, с которой протекает заряд. В приведенном выше примере вода, текущая по трубе из бака, сравнима с током в электрической цепи. Электрический ток измеряется в амперах (сокращенно от ампера).
Что такое электроэнергия?
Мощность (P) – это скорость передачи энергии.Это эквивалентно напряжению, умноженному на ток (V * I = P), и измеряется в ваттах (Вт). В солнечных фотоэлектрических системах важная функция инвертора – помимо преобразования мощности постоянного тока от солнечной батареи в мощность переменного тока для использования в доме и в сети – заключается в максимальном увеличении выходной мощности массива путем изменения тока и напряжения. .
Для более подробного технического объяснения того, как ток, напряжение и мощность взаимодействуют в контексте солнечной фотоэлектрической системы, ознакомьтесь с нашей статьей о отслеживании точки максимальной мощности (MPPT).В нем мы обсуждаем кривые ток-напряжение (IV) (диаграммы, которые показывают, как выходной ток панели изменяется в зависимости от выходного напряжения панели), а также кривые зависимости мощности от напряжения (которые показывают, как выходная мощность панели зависит от выходного напряжения панели). Эти кривые дают представление о комбинациях напряжения и тока, при которых выходная мощность максимальна.
Основные концепции проводки солнечных панелей (также известные как натягивание)
Чтобы иметь функциональную солнечную фотоэлектрическую систему, вам необходимо соединить панели вместе, чтобы создать электрическую цепь, по которой будет течь ток, а также вам необходимо подключить панели к инвертору, который будет преобразовывать мощность постоянного тока, производимую панелями, в переменный ток. мощность, которую можно использовать в вашем доме и отправить в сеть.В солнечной индустрии. Обычно это называют «натяжкой», и каждая серия соединенных вместе панелей называется цепочкой.
В этой статье мы сосредоточимся на струнных инверторах (в отличие от микроинверторов). У каждого струнного инвертора есть диапазон напряжений, в котором он может работать.
Серияв сравнении с параллельным соединением
Есть несколько способов подойти к проводке солнечных панелей. Одно из ключевых различий, которое следует понимать, – это соединение солнечных панелей последовательно, а не параллельное.Эти разные конфигурации струн по-разному влияют на электрический ток и напряжение в цепи.
Подключение солнечных панелей в серии
Последовательное соединение солнечных панелей включает подключение каждой панели к следующей в линию (как показано в левой части схемы выше).
Как и у обычной батареи, с которой вы, возможно, знакомы, солнечные панели имеют положительные и отрицательные клеммы. При последовательном соединении провод от положительной клеммы одной солнечной панели подключается к отрицательной клемме следующей панели и так далее.
При последовательном соединении панелей каждая дополнительная панель добавляет к общему напряжению (В) гирлянды, но ток (I) в гирлянде остается прежним.
Одним из недостатков последовательного соединения является то, что затемненная панель может уменьшить ток через всю цепочку. Поскольку ток остается неизменным во всей цепочке, ток снижается до уровня панели с наименьшим током.
Параллельное подключение солнечных батарей
Параллельное соединение солнечных панелей (показано в правой части диаграммы выше) немного сложнее.Вместо того, чтобы подключать положительный вывод одной панели к отрицательному выводу следующей, при параллельном соединении положительные выводы всех панелей в ряду подключаются к одному проводу, а все отрицательные выводы соединяются с другим проводом.
При параллельном соединении панелей каждая дополнительная панель увеличивает ток (силу тока) в цепи, однако напряжение в цепи остается тем же (эквивалентным напряжению каждой панели). Из-за этого преимущество последовательного соединения состоит в том, что если одна панель сильно затенена, остальные панели могут работать нормально, и ток всей цепочки не будет уменьшен.
Информация, необходимая для определения способа крепления солнечных панелей
Есть несколько важных частей информации о вашем инверторе и ваших солнечных панелях, которые вам понадобятся, прежде чем вы сможете определить, как натянуть вашу солнечную батарею.
Информация об инверторе
Вам необходимо знать следующие характеристики инвертора, которые можно найти в таблице данных производителя продукта:
- Максимальное входное напряжение постоянного тока (вход В, макс. ) – максимальное напряжение, которое может получить инвертор
- Минимальное или «Пусковое» напряжение (вход В, мин. ) – уровень напряжения, необходимый для работы инвертора
- Максимальный входной ток
- Сколько у него трекеров максимальной мощности (MPPT)?
- Как отмечалось выше, функция инверторов заключается в максимальном увеличении выходной мощности при изменении условий окружающей среды на панелях.Они делают это с помощью трекеров максимальной мощности (MPPT), которые определяют ток и напряжение, при которых мощность максимальна. Однако для данного MPPT условия на панелях должны быть относительно постоянными, иначе эффективность будет снижена (например, различия в уровнях оттенка или ориентации панелей). Однако, если у инвертора есть несколько MPPT, то к отдельному MPPT можно подключить несколько панелей с разными условиями.
Информация о солнечных панелях
В дополнение к указанной выше информации о выбранном инверторе вам также понадобятся следующие данные на выбранных вами панелях:
Важно понимать, что эти значения основаны на производительности модуля в так называемых стандартных условиях тестирования (STC).STC включает мощность излучения 1000 Вт на квадратный метр и температуру 25 градусов Цельсия (~ 77 градусов F). Эти особые лабораторные условия обеспечивают последовательность в тестировании, но реальные условия, в которых работает фотоэлектрическая система, могут сильно отличаться.
В результате фактические ток и напряжение панелей могут значительно отличаться от этих значений. Вам нужно будет скорректировать свои расчеты на основе ожидаемых минимальных и максимальных температур в местах установки панелей, чтобы убедиться, что длина вашей строки соответствует условиям, в которых будет работать фотоэлектрическая система, как мы обсудим ниже.
Основные правила крепления солнечных панелей
1. Убедитесь, что минимальное и максимальное напряжение находятся в пределах диапазона инвертора.
При установке вашей солнечной батареи одним из основных соображений является обеспечение того, чтобы напряжение цепочек, которые вы подключаете к инвертору, не превышало максимальное входное напряжение инвертора или не падало ниже его минимального / пускового напряжения. Вам также необходимо избегать превышения максимального тока.
Вам также необходимо убедиться, что максимальное напряжение соответствует требованиям норм в области, где вы проектируете.В США Национальный электротехнический кодекс ограничивает максимально допустимое напряжение 600 В для большинства жилых систем. В Европе разрешены более высокие напряжения.
Мы знаем, что напряжение аддитивно в последовательных цепочках, в то время как ток аддитивен в параллельных цепочках. Таким образом, вы можете интуитивно предположить, что вы можете определить напряжение предлагаемой нами конструкции фотоэлектрической системы и находится ли оно в рекомендуемом диапазоне для инвертора, умножив напряжение панелей на число в последовательной строке (как показано в примере в зеленом поле ниже).
Расчет максимального и минимального напряжения на основе значений STC (без корректировки температуры): Допущения: Я использую панели мощностью 300 Вт с напряжением холостого хода (VOC) 40 В. Инвертор, который я планирую использовать, имеет максимальное напряжение (Vmax) 600 В и пусковое напряжение (Vstart) 150 В. Я могу получить первоначальное приблизительное представление о максимальном количестве панелей, которые могут быть включены в цепочку последовательно, разделив максимальное входное напряжение инвертора на Voc панелей: 600 В / 40 В = Я могу выполнить тот же процесс, но с использованием начального напряжения, чтобы определить минимальное количество панелей, которое я могу включить в цепочку. 150 В / 40 В = минимум 3,75 панели НО, как мы обсудим ниже, это не дает полной картины. Вам нужно будет отрегулировать в зависимости от температуры. |
Можно также предположить, что можно определить ток системы, добавив ток каждой параллельной цепочки (который будет равен току панелей, умноженному на число в параллельной цепочке).
Однако, как мы обсуждали выше, поскольку значения STC отражают производительность модулей в очень специфических условиях, фактическое напряжение панелей в реальных условиях может сильно отличаться.Таким образом, приведенные выше упрощенные расчеты дают вам лишь приблизительную первоначальную оценку; вы должны учитывать, как напряжение системы будет изменяться в зависимости от температур, которые она может испытывать в месте установки. При более низких температурах напряжение системы может быть намного выше; при более высоких температурах он может быть намного ниже.
Чтобы гарантировать, что напряжение цепи с регулируемой температурой находится в пределах окна входного напряжения инвертора, можно использовать следующие формулы:
Программа для проектирования солнечных батарейAurora автоматически выполняет эти расчеты и предупреждает вас во время проектирования, если длина вашей струны слишком велика или слишком коротка с учетом ожидаемых температур на объекте.(Дополнительные сведения о натяжке в Aurora см. В этой статье справочного центра.)
Aurora также выполняет множество других проверок, чтобы гарантировать, что система будет работать должным образом и не нарушать нормы или спецификации оборудования – это может предотвратить дорогостоящие проблемы с производительностью. (Подробный обзор этих проверок см. На этой странице в нашем справочном центре.)
Реальный пример того, почему так важно точно учитывать, как условия окружающей среды повлияют на напряжение вашей фотоэлектрической системы, можно найти в нашем анализе неэффективной системы в Кафедральном городе, Калифорния.В этом случае неспособность проектировщика солнечных батарей учесть наличие тени приводила к тому, что система часто падала ниже пускового напряжения инвертора и, следовательно, вырабатывала значительно меньше энергии, чем прогнозировалось.
2. Убедитесь, что строки имеют одинаковые условия – или подключите строки с разными условиями к разным портам MPPT
После того, как вы определили, что длина ваших цепочек является приемлемой для технических характеристик инвертора, еще одним ключевым соображением является обеспечение того, чтобы цепочки соответствовали одинаковым условиям (например,грамм. одинаковый азимут / ориентация, одинаковый наклон, одинаковая освещенность), если они подключены к одному инвертору MPPT.
Это связано с тем, что несоответствие условий на струнах снизит эффективность и выходную мощность вашей солнечной конструкции (для обсуждения того, почему несоответствие в затенении, ориентации или азимуте приводит к потерям выходной мощности, см. Четвертую статью в нашей фотоэлектрической системе потерь серии).
Если вы проектируете площадку, где необходимо иметь панели на разных сторонах крыши, или некоторые области массива будут иметь больший оттенок, чем другие, вы можете убедиться, что панели с разными условиями разделены на свои собственные строки, а затем подключите эти цепочки к разным MPPT инвертора (при условии, что выбранный вами инвертор имеет более одного MPPT).Это позволит инвертору гарантировать, что каждая струна работает в точке, где она производит максимальную мощность (ее точка максимальной мощности).
3. Дополнительные соображения по оптимизации вашего дизайна
Приведенные выше правила гарантируют, что ваша конфигурация струн будет соответствовать спецификациям вашего инвертора и что несоответствие условий на панелях отрицательно повлияет на выработку энергии системой.
Однако существуют дополнительные факторы, которые проектировщик солнечных батарей может учитывать, чтобы прийти к оптимальному дизайну (то есть, дизайн, который максимизирует производство энергии при минимизации затрат).Эти факторы включают ограничение инвертора, использование силовой электроники на уровне модуля (MLPE) – устройств, которые включают в себя микроинверторы и оптимизаторы постоянного тока, а также эффективность проектирования, обеспечиваемую программными инструментами.
Инверторный зажим
Иногда имеет смысл увеличить размер солнечной батареи, которую вы подключаете к инвертору, что приведет к теоретическому максимальному напряжению, немного превышающему максимальное значение инвертора. Это может позволить вашей системе производить больше энергии (из-за большего количества панелей), когда оно ниже максимального напряжения, в обмен на уменьшенное («ограниченное») производство в то время, когда напряжение постоянного тока массива превышает максимум инвертора.Если прирост производства превышает объем производства, потерянный из-за ограничения инвертора, вы можете производить больше энергии, не платя за дополнительный инвертор или инвертор с более высоким номинальным напряжением.
Конечно, это решение следует принимать с осторожностью и с четким пониманием того, какой объем производства будет сокращен по сравнению с тем, сколько дополнительного производства будет получено в другое время. На диаграмме потерь в системе Aurora указывает, сколько энергии будет потеряно из-за ограничения, чтобы вы могли принять обоснованное решение о том, имеет ли это смысл.Подробное объяснение инверторного ограничения и когда имеет смысл система с инверторным ограничением, см. Статью в нашем блоге на эту тему.
Силовая электроника на уровне модулей (MLPE)
Инверторы серии– не единственный вариант инвертора. Микроинверторы, которые представляют собой инверторы, которые присоединяются к каждой отдельной панели (или паре), позволяют каждой панели работать с максимальной мощностью независимо от условий на других панелях. При таком расположении не нужно беспокоиться о том, чтобы панели на одной и той же струне имели одинаковые условия.Микроинверторы также могут упростить добавление дополнительных панелей в будущем. Подробнее о MLPE мы поговорим в этой статье.
Изучите несколько различных вариантов, чтобы найти лучший
Как видите, есть много соображений, когда дело доходит до натяжения панелей и поиска инвертора и конфигурации натяжения, которые лучше всего подходят для клиента. Возможно, вы не придете к оптимальному дизайну с первого раза, поэтому может быть полезно оценить несколько различных вариантов. Однако для того, чтобы это было эффективно, вам понадобится процесс, позволяющий быстро оценивать несколько проектов, как объясняет соучредитель Aurora Кристофер Хоппер в этой записи блога.Именно здесь программное обеспечение для солнечной энергетики может оказаться особенно полезным.
Пусть Solar Software сделает всю работу за вас
Наконец, новые технологические разработки, такие как функция автоматической натяжки Aurora (обсуждаемая здесь), действительно могут сделать натяжку за вас! При этом будут учтены обсуждаемые здесь соображения, и вы получите идеальную конфигурацию струн.